

بعد ثلاثة أشهر من التركيب، بدأ باب الحاوية بالترهل. البراغي ما زالت موجودة. الرؤوس مشدودة. لكن المزلاج لم يعد يصطف، وعند سحب أحد البراغي، لا يكون الثقب مسنناً بالفولاذ — بل هو حفرة بيضوية.
لقد قمتُ بخردة ألواح من أجل أقل من ذلك.
في مكان ما على الطريق، بدأنا التعامل مع براغي الصفائح المعدنية مثل مشابك الورق: إذا كانت تناسب، فهي تعمل. هذا التفكير مكلف.
شاهدت مصممًا مبتدئًا يقوم بعمل سنون M4 في فولاذ معتدل بسماكة 1.0 مم من أجل لوحة تحكم. قال بفخر، وهو يقيس بالفرجار: “لدينا ثلاث سنون”. على الورق، يبدو ذلك وكأنه تماسك. على أرض الواقع، هو عدّ تنازلي.
لأن تلك الثلاث سنون لا تحمل الحمل بالطريقة التي تتخيلها. المسمار لا يتدلى من أرفف حلزونية مرتبة. إنه يفرّق الصفائح، يسحق المادة أمام جبهة السن، ويحاول الميل تحت الحمل. الصفائح الرقيقة لا تفشل بأدب. إنها تتشوه أولاً. بهدوء.
إذن، عندما يرخى ذلك الوصل، ما الذي استسلم فعليًا؟

خذ ورقتين متراكبتين، أقل من نصف مليمتر لكل منهما، مربوطتين بمسمار ذاتي الحفر. شدّه بالبرغية. ستشعر بالصلابة. الآن اسحب حمل قص.
ما ستراه تحت الرأس ليس قطعاً نظيفاً للسنون. المسمار يميل. الثقب يتمدد. تتراكم المادة أمام ساق المسمار مثل الثلج أمام جرافة. هذه هي فشل التحمل — المسمار يسحق ويزيح الصفائح — عادةً ممزوجة بالميل.
السنون موجودة فقط كركاب على الرحلة.
في المقياس الرقيق، الصفائح هي الطريق والمسمار هو الشاحنة. إذا كان الأسفلت بسماكة 10 مم، فإنه يوزع الحمل. إذا كان 0.8 مم، فإنه يتجعد ويتشقق. وصف ذلك بـ “السنون المنزوعة” يفوت مسرح الجريمة الحقيقي: المادة الأساسية تنازلت لأن مسار الحمل كان خاطئًا منذ البداية.
إذا كانت الصفائح هي التي تتشوه، وليس المسمار، كم من التماسك بالسنون لديك فعلاً؟
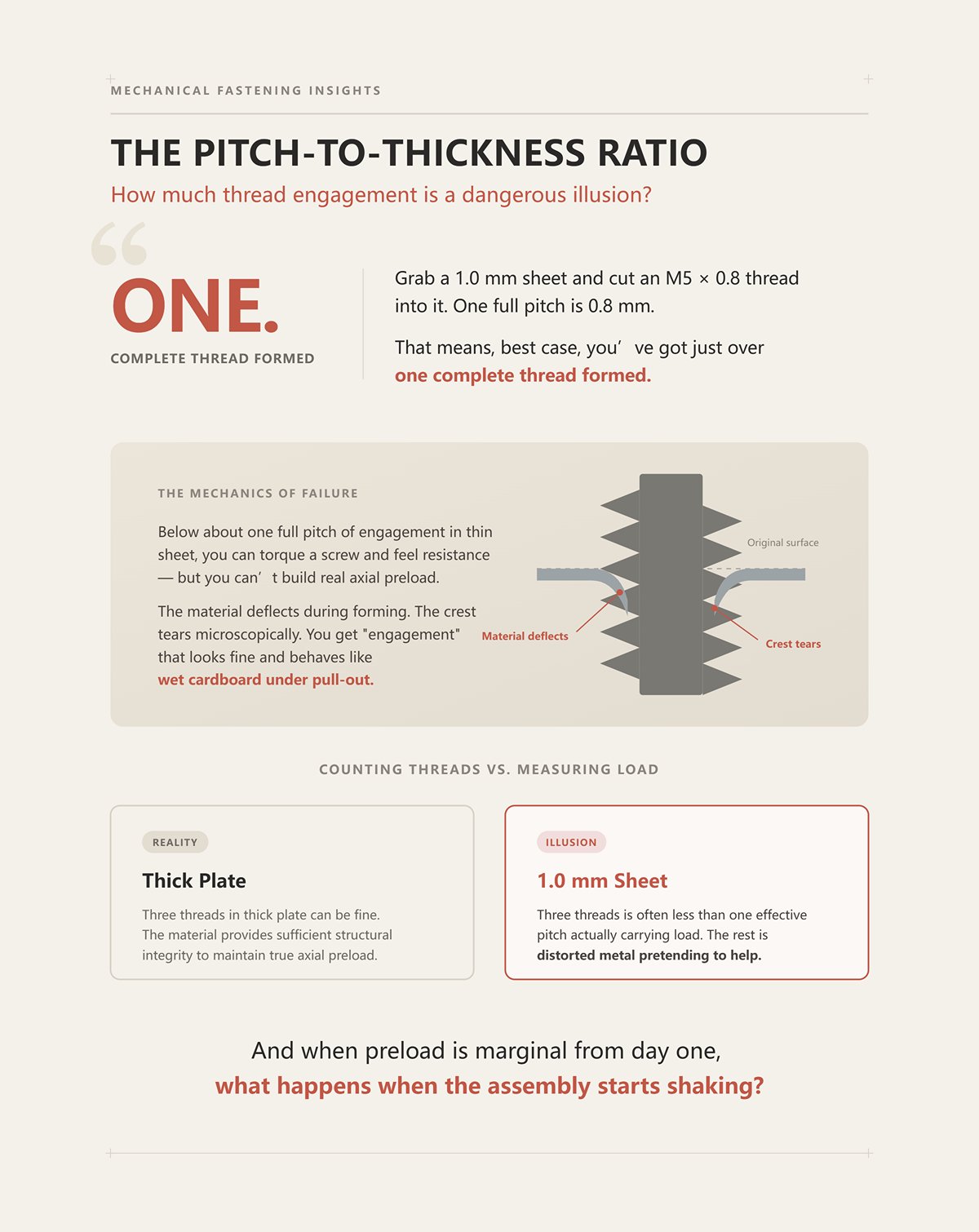
خذ ورقة بسماكة 1.0 مم وقم بقطع سن M5 × 0.8 فيها. خطوة واحدة كاملة هي 0.8 مم. هذا يعني، في أفضل حالة، لديك أكثر قليلاً من سن واحد مكتمل.
واحد.
أقل من خطوة كاملة من التماسك في الصفائح الرقيقة، يمكنك شدّ المسمار وتشعر بالمقاومة — لكنك لا تستطيع بناء تحميل محوري فعلي. المادة تنحرف أثناء التشكيل. قمة السن تتمزق بشكل مجهري. تحصل على “تماسك” يبدو جيداً لكنه يتصرف مثل الكرتون المبتل عند السحب للخارج.
هذا هو الوهم: عدّ السنون بدل قياس قدرة التحميل.
ثلاث سنون في لوح سميك يمكن أن تكون جيدة. ثلاث سنون في صفائح بسماكة 1.0 مم غالباً ما تكون أقل من خطوة واحدة فعالة تحمل الحمل. الباقي هو معدن مشوّه يتظاهر بالمساعدة.
وعندما يكون التحميل المبدئي هشاً منذ اليوم الأول، ماذا يحدث عندما يبدأ التجميع بالاهتزاز؟
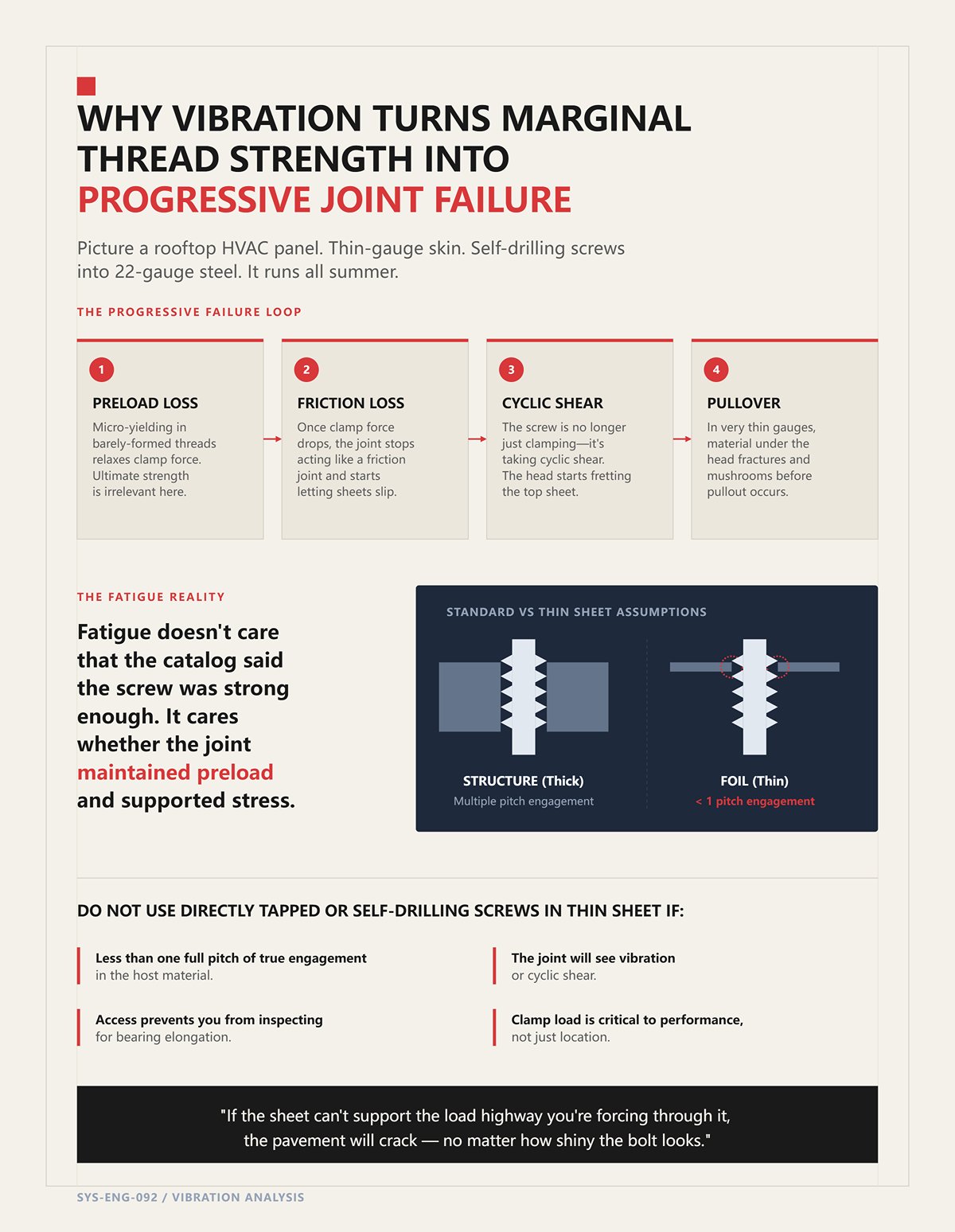
تخيّل لوحة تكييف هواء على سطح مبنى. جلد معدني رقيق. براغٍ ذاتية الثقب في فولاذ بسماكة 22 مقياس. تعمل طوال الصيف.
أول ما تستهدفه الاهتزازات ليس القوة النهائية، بل التحميل المسبق. أي تمدد مجهري في تلك الخيوط المُشكّلة بالكاد يؤدي إلى ارتخاء قوة الإحكام. وبمجرد انخفاض قوة الإحكام، تتوقف الوصلة عن العمل كوصلة احتكاك، وتبدأ الصفائح بالانزلاق.
الآن لم يعد البرغي يقوم فقط بالإحكام، بل يتحمل إجهاد قص دوري. يبدأ الرأس بالاحتكاك مع الصفيحة العلوية. في السماكات الرقيقة جدًا، غالبًا ما ترى الانسلاخ قبل الانسحاب: يتشقق المعدن تحت الرأس ويتكور، لأن تلك الحلقة الرفيعة من الفولاذ تتحمل كل العمل.
الإجهاد المتكرر لا يهمه أن الكتالوج قال إن البرغي قوي بما فيه الكفاية. ما يهمه هو ما إذا كانت الوصلة حافظت على التحميل المسبق، وما إذا كانت الصفيحة قادرة على تحمل إجهاد الحمل دورة بعد دورة.
المثبتات القياسية تفترض أن المادة المحيطة بها سميكة بما يكفي لتتصرف كبنية إنشائية، لا كرقائق. الصفائح الرقيقة تكسر هذا الافتراض. بهدوء. وبشكل متوقع.
لا تستخدم البراغي الملولبة مباشرة أو ذاتية الثقب في الصفائح الرقيقة إذا:
إذا لم تستطع الصفيحة دعم طريق التحميل الذي تفرضه من خلالها، فسيتشقق الرصيف — بغض النظر عن مدى بريق المسمار.
كان لدي دفعة من ألواح صناديق تحكم بسماكة 1.2 مم بدت مثالية على الورق. محددة لمسامير تثبيت M6 ذاتية الالتحام. تم ضبط قوة الضغط بدقة. اختبار العزم اجتاز الفحص المبدئي. ثم عندما وصل خط التجميع النهائي، بدأ نصف الصواميل بالدوران في مكانها.
لم تُتلف. لم تُسحب. بل دارت.
في أحد المراحل السابقة، قام شخص ما باستبدال الصفيحة بأخرى ذات قساوة أعلى لتقليل الانبعاج أثناء النقل. ولم يُخبر أحد قسم الهندسة. ظل المكبس يطبق نفس القوة. جلست الصواميل بشكل مستوٍ. لكن الصفيحة لم تتدفق كما كان ينبغي، فلم يتشكل حلقة القفل بالكامل. وبذلك صنعنا 400 «مولّد دوران حر».
ذلك هو الفارق بين الربط بالبراغي في صفيحة رقيقة وبين التثبيت الالتحامي فيها. المثبت الذاتي الالتحام لا يعتمد على خيوط هشة مقطوعة في رقائق معدنية. إنه يعيد تشكيل الصفيحة بحيث تصبح جزءًا من المكوّن نفسه. لم يعد مسار الحمل معلقًا على جوانب الخيوط؛ بل مقفلًا خلف كتف مشكل على البارد. عندها تتوقف الصفيحة عن كونها «رصيفًا» وتصبح «درابزين حماية».
لكن فقط إذا تحرك المعدن فعليًا.
خذ صامولة تثبيت ذاتية بوجه مستوٍ وانظر إلى المقطع العرضي. ستجد حلقة مسننة أو مجوفة تحت الرأس مباشرة. أثناء التركيب، يدفع مكبس متوازي الصامولة داخل ثقب مثقوب أكبر قليلاً من الساق. تخضع الصفيحة لتشوه محلي وتتدفق شعاعيًا نحو ذلك التجويف.
لا قطع. لا نشارة. فقط تشوه لدن في المادة.
ذلك الخضوع الموضعي هو تدفق بارد — إعادة تشكيل دائمة في درجة حرارة الغرفة. تتحرك المادة لتملأ الأخدود، وبمجرد أن تستقر هناك، لا يمكن إخراجها إلا بقص ذلك الجزء من الصاج أو بتمزيقه تحت الشد. الآن مسار حملك ليس قمتين هشّتين من الخيوط. إنه تداخل ميكانيكي كامل بزاوية 360 درجة.
في حالة السحب للخارج، تكون مساحة المقاومة تقريبًا محيط التجويف السفلي مضروبًا في سماكة الصاج المزاح. إذا ضاعفت القطر، تضاعف محيط القص. إذا زدت السماكة، تزيد مساحة المقاومة بشكل خطي. هذه معادلة يمكنك التصميم وفقًا لها.
لكن ما لا تؤكد عليه معظم الكتالوجات هو أن قدرة الصاج على التدفق محدودة. ففي السماكات الصغيرة أقل من حوالي 1.0 مم، خاصة في الفولاذ عالي المقاومة، يمكن أن يقترب الإجهاد الموضعي حول الثقب من حد التشكيل. لقد رأيت انتفاخًا موضعيًا حول نقاط الربط حيث تراكمت المادة بشكل غير متساوٍ، مما جعل أحد الجانبين رقيقًا ومصلدًا. وتحت الاهتزاز، يتشقق ذلك الجزء المتصلد أولاً.
يُولد التدفق البارد القوة لأنه يعيد توزيع المادة في شكل هندسي يقاوم الدوران والانفصال. لكنه يستهلك أيضًا المطيلية. إذا دفعت العملية أبعد من اللازم — مُثبتة كبيرة جدًا في صاج رقيق جدًا — فأنت في الواقع تضعف المادة التي تعتمد عليها في الحمل.
لذا فالسؤال الحقيقي ليس “هل يزيد الربط بالضغط السماكة؟” لا يزيدها. السؤال هو: هل يمتلك الصاج احتياطيًا كافيًا من المطيلية ليصمد بعد إعادة التشكيل ويستمر في تحمل الأحمال أثناء الخدمة؟
أي معدن يجب أن يخضع أولاً؟
لقد ضغطت صامولة ربط بالضغط في ألمنيوم 5052-H32 وشاهدتها تستقر بسهولة كالزبدة. نفس الصامولة في فولاذ منخفض السبائك عالي المقاومة خضع مسبقًا للتصليد؟ ارتفعت قوة التركيب بشدة، وانحنى المكبس، وجلست الصامولة بارزة ببضعة أجزاء من الألف.
القاعدة بسيطة وقاسية: يجب أن يخضع الصاج، وألا يخضع المُثبت.
يُعالج المُثبت بالحرارة ليكون أكثر صلادة بشكل ملحوظ من الصاج المضيف. عندما يدفعه المكبس إلى الداخل، يتدفق الصاج إلى التجويف السفلي بينما يحتفظ المثبت بشكله الهندسي. إذا انقلب هذا الترتيب — صاج أقسى، مُثبت أنعم — فلن يملأ الصاج الأخدود، بل سيتشوه الأخدود أو بالكاد تتحرك المادة. والنتيجة تركيب سطحي فقط بلا قفل حقيقي.
تُظهر بيانات من دراسات التشكيل أن الصاج الذي خضع مسبقًا للتصليد يمكن أن يزيد القوة المطلوبة للتركيب بنسبة 20–30% دون أن يقدم زيادة متناسبة في قوة الوصلة. تلك القوة الإضافية لا تشتري قدرة تثبيت أعلى؛ إنها تقاوم مادة لم تعد ترغب في أن تتشوه. أنت تُجهد المكبس، وتُخاطر بتشوه اللوح، ومع ذلك لا تحصل على تداخل أعمق.
وحتى عندما تحصل على تركيب سليم، تكون قد أنشأت منطقة مصَلدة حول الثقب. تعيش هناك إجهادات متبقية. في الصاجات الحديدية، خاصة إذا تضررت الطلاءات أثناء الضغط، يمكن أن تصبح تلك الحلقة المجهدة موقعًا لبدء التآكل. لقد رأيت أغلفة خارجية تبدأ فيها كل بقعة صدأ عند محيط صامولة الضغط.
إجبار المعدن على أداء العمل قوي، لكنه ليس مجانيًا.
فمتى يتفوق كل هذا إعادة التشكيل فعليًا على البرشام أو الصامولة المنفصلة؟
تخيل حاملة فولاذية بسماكة 1.5 مم تحتاج إلى سنّ M5 لتثبيت محرك. الخيار الأول: حفر فتحة مرور واستخدام مسمار وصامولة منفصلة. الخيار الثاني: برشام أعمى مع غلاف ملولب. الخيار الثالث: صامولة ربط بالضغط.
مع الصامولة المنفصلة، يكون حمل الشد جيدًا — طالما يمكن لأحدهم الإمساك بالجانب الخلفي ولا تفقد الحمل المسبق أبدًا. لكن قدرة القص بين الصفائح لا تزال تعتمد على الاحتكاك الناتج عن قوة الشد. إذا فقدت الحمل المسبق بفعل الاهتزاز، يبدأ المسمار في الانحناء. البراغي ما زالت موجودة. لكن الوصلة لم تعد كما كانت.
يعطي البرشام الأعمى مقاومة قص جيدة لأن جسمه يملأ الفتحة، لكنه لا يوفر خيوطًا قابلة لإعادة الاستخدام. أضف برشامًا ملولبًا ببطانة، والآن تعتمد على تمدد جدار رقيق ضد الفتحة. في الصاج الرقيق، هذا التمدد يؤدي غالبًا إلى انتفاخ موضعي. ما ستراه تحت الرأس ليس قصًا نظيفًا للخيوط، بل تشوهًا في التحمل حول فتحة متغيرة الشكل.
صامولة الضغط المحددة بشكل صحيح تغيّر معادلة الحساب. مقاومة السحب تعتمد على مساحة القص للحلقة المتداخلة. مقاومة العزم تعتمد على قطر وشكل التجويف المخدد أو المسنن المدمج داخل الصاج. وبما أن الخيوط موجودة في فولاذ مقسى بكامل السماكة، فإنك تحصل على تحميل مسبق حقيقي — لا سنًّا واحدًا يتظاهر بأنه بنية قوية.
في التجميعات المتكررة — لوحات الخدمة، وهياكل الإلكترونيات، وأغطية المحركات — يكون لتلك المجموعة أهمية. يمكنك شدّها حسب المواصفات، وإزالتها وإعادة تركيبها، ويبقى مسار الحمل في المربط المقسّى، وليس في خيوط الصفيحة القابلة للاستهلاك.
لكن التثبيت بالضغط يتطلب أمرين: ليونة كافية لتشكيل القفل، وإمكانية الوصول إلى مكبس متوازي أثناء التركيب. لا ليونة، لا قفل. لا وصول للمكبس، لا تركيب.
لذا، فإن الطريقة التي تثبت مسار الحمل في صفيحة مفتوحة قابلة للتشكيل تتركك عالقًا عندما لا تملك سوى جانب واحد ولا يوجد مكان للمكبس.
ماذا تفعل عندما لا يمكنك إجبار المعدن على التدفق لأنك لا تستطيع حتى الوصول إلى الجانب الخلفي لدعمه؟
كان لديّ مرة غلاف مطلي بالمسحوق عاد من الميدان وكل مسمار M6 فيه مشدود حسب المواصفات — وكل إدخال يدور في مكانه. كانت البراغي مشدودة. اللوحة تالفة. لم يكن لدينا وصول للجهة الخلفية لتركيب بالمكبس، لذا اخترنا صواميل البرشام. تم تركيبها بأداة يدوية. استمر الإنتاج. بعد ثلاثة أشهر، اعتمد الفني على المفتاح، وقام الإدخال بخرط ثقب خاص به.
تلك هي المقايضة التي تقوم بها عندما لا يمكنك التثبيت بالضغط. الإدخال الأعمى لا ينشئ تداخلًا بتدفق بارد يعيد تشكيل الصفيحة إلى تجويف مقسّى. بل ينهار على نفسه، ويكوّن شكل فطر خلف اللوحة، ويثبت المادة الرقيقة بين رأسه وجسمه المنتفخ. إنه يفصل الصفيحة، ويسحق المادة أمام جانب الخيط، ويحاول الميل تحت الحمل. لم يعد مسار الحمل حلقة مشكلة من الفولاذ المزاح، بل أصبح احتكاكًا وحملًا وضغطًا وتشوّهًا تشكله أثناء التركيب.
لذا فالسؤال ليس “هل سيثبت؟” بل: تحت أي قوة سينفصل أولًا؟
تصور لوحة فولاذية معتدلة السماكة 1.2 مم مع صامولة برشام M5 تثبت حاملًا. يعلق شخص مكوّنًا وزنه 20 رطلًا عليها. الجاذبية لا تهتم بتقييمات الفهرس الفني. إنها تولّد عزمًا عند وجه الإدخال. هذا العزم يتحلل إلى شيئين: قص عبر الجذع وشد يحاول سحب الإدخال مباشرة للخارج.
في حالة القص البحت — حامل مشدود على اللوحة والحمل ينزلق بشكل متوازٍ — يتحمل جسم صامولة البرشام ضد جدار الثقب. مساحة المقاومة تكون تقريبًا مساحة الجذع المسقطة مضروبة بسماكة الصفيحة. إذا كان الثقب ضيّقًا والجسم متوسعًا بالكامل، يمكن أن تكون مقاومة القص محترمة. أنت تُحمّل الصفيحة في حالة تحمل وليس تمدد.
الآن أدخل مسافة فصل. فاصل. حشية. حامل مثني لا يجلس مستويًا. لم يعد الحمل البالغ 20 رطلًا قصًا بحتًا. إنه يولّد شدًا عند رأس الإدخال. مقاومة السحب تعتمد الآن على انتفاخ الجزء الخلفي الذي يمسك بالجهة الخلفية ومساحة القص في ذلك الجزء الرقيق من الصفيحة المحبوس بين الرأس والانتفاخ.
هنا يكون التركيب هو العامل الحاسم الهادئ. إذا شددت صامولة البرشام أكثر من اللازم — شوط طويل جدًا أو قوة مفرطة — فإنك ترقّق الجزء المنهار أو تكسر منطقة الانتقال بين الجسم الملولب والجزء المنتفخ. رأيت إدخالات تبدو مثالية من الأمام لكنها انفصلت داخليًا تحت حمل خدمة منخفض. يبدو الفشل وكأنه سحب، ولكن السبب الجذري كان تحكم الشوط، وليس حمل التشغيل.
نادراً ما يعلن الفشل الحقيقي عن نفسه كقص خيط نظيف. ما ستراه تحت الرأس ليس قص خيط نظيف. سترى انبعاجًا خفيفًا في اللوحة، والطلاء متشقّق في شكل حلقة، وأثرًا خفيفًا حيث بدأ الإدخال بالميل. الصفيحة هي التي خضعت أولًا لأن مسار الحمل يعتمد على التثبيت المحلي والاحتكاك وليس على تداخل مشكل.
فأي قوة تحكم؟ تلك التي أدخلتها عن طريق الشكل الهندسي دون قصد. حافظ على الوصلة مشدودة ومسطحة، وقد يسيطر القص. أضف لا مركزية، ويصبح السحب هو حالة الفشل الأساسية — غالبًا عند أحمال أقل بكثير مما توحي به قيمة “الحد الأقصى للسحب” للإدخال.
وماذا يحدث عندما لا يحاول حمل الخدمة سحب الإدخال للخارج، بل يحاول تدويره؟
قمنا مرة بتغيير مواصفة الطلاء من مطلي بالزنك إلى طلاء إلكتروني دون تعديل قطر الثقب. نفس القطر الاسمي. نفس صامولة البرشام ذات الجسم المستدير. أول تشغيل إنتاجي، 400 قطعة. نصفها انقلب أثناء التركيب.
لم يكن هناك خطأ في مفتاح العزم. كانت المشكلة بسيطة: جسم مستدير أملس في ثقب أملس، مركّب في مادة أصلب من قبل. مقاومة الإدخال للدوران تأتي من الاحتكاك وما يلتصق من تخديش بالجدار. إذا تجاوز العزم المطلوب لانهيار وتثبيت الإدخال مقاومة الدوران تلك، فسيدور قبل أن يستقر. الآن تكون قد قسّيت الثقب وعملت على تلميعه. الإدخال التالي أكثر عرضة للدوران.
عزم الخدمة العالي أسوأ. افترض أنك تحدد إدخال M6 لأنك تحتاج حمولة شد بمقدار 8–10 نيوتن.متر على غطاء. إذا تجاوز العزم المطلوب للوصول إلى الحمل المسبق مقاومة الإدخال للانفلات بالدوران في تلك سماكة الصفيحة، فلن تفشل الصفيحة أولًا — بل سينقُر الإدخال ثقبًا خاصًا به.
الأجسام المستديرة يمكن أن تعمل في المواد اللينة والسماكات الأكبر، حيث تؤدي عملية التمدد إلى زيادة ملموسة في تلامس الجدار. في الفولاذات الصلبة التي تقل سماكتها عن 1.5 ملم، أنت تراهن ما لم تغيّر واجهة التثبيت: حشوات سداسية الجسم في ثقوب سداسية مثقوبة، أو أجسام مسننة في ثقوب بالحجم المناسب، أو ميزات ثانوية مثل الانبعاجات لتشكيل مفاتيح مانعة للدوران. وهذه الميزات تتطلب تحكمًا دقيقًا في أبعاد الثقب. إذا قُطع الثقب بالليزر أكبر بعُشر الملّيمتر، فإن ميزة منع الدوران تصبح شكلية فقط.
هناك فخ آخر: التركيب المنزاح. إذا لم يجلس رأس الإدخال بإحكام على اللوح — بسبب نتوء بسيط أو انحناء طفيف — فإنك تجمع بين خطر الدوران والانفلات. الرأس لا يُوزّع الحمل بشكل متساوٍ، لذا يحاول عزم الدوران إمالة الإدخال بينما تحاول قوة الشدّ سحبه. من دون مراقبة محكومة للقوة والمسافة أثناء الإنتاج، لن تلاحظ المشكلة. في الورش التي تُستخدم فيها الأدوات اليدوية، هذا التفاوت حقيقي.
الإدخالات العمياء تحلّ مشكلة الوصول، لكنها تُدخل حساسية في العملية. إن لم تتمكن من التحكم في حجم الثقب، وصلابة المادة، وشوط التركيب، فأنت لا تصمم وصلة حقيقية. أنت تأمل فقط أن يحتفظ الاحتكاك بالمكوّن في مكانه.
لا تستخدم إذا:
إذا كانت الخيوط العمياء بهذه الحساسية، فربما الخيوط ليست ما تحتاجه أصلًا.
لقد رأيت مصممين يخلطون مسامير براغي M6 من نوع الريفت نَت مع صف من مسامير الألمنيوم المفجّرة بقطر 4.8 ملم على الحافة نفسها. تحت الحمل، صمدت المسامير الصلبة. أما المسامير المفجّرة فارتخت أولًا. فُكّت الوصلة بدءًا من أضعف مثبت، وقفز الحمل فجأة إلى النقاط المتبقية.
المسامير المفجّرة المفتوحة الطرف القياسية مناسبة للقص الخفيف والتكسية. ينكسر ساقها الداخلي، تاركًا جسمًا مجوفًا يقاوم القص أساسًا عن طريق التحمّل. في الشدّ، خصوصًا مع ثقوب متوسعة، تتفلطح ثم تُسحَب عبر الصفيحة الرقيقة دون إنذار يُذكر.
المسامير الهيكلية — مغلقة الطرف، ساق مقفلة، قوة قص أعلى — تغيّر المعادلة. الساق المحتفظ بها تزيد من قدرة القص والمتانة الشدية، كما أن تمدد الجسم أكثر تحكمًا. في الوصلات التي تحتاج فقط إلى تثبيت دائم دون خيوط قابلة للصيانة، يمكن للمسمار الهيكلي أن يتفوق على صمولة الريفت الصغيرة ببساطة لأن مسار الحمل مباشر: الساق في القص، والجسم في التحمّل، دون خيوط داخلية قد تُتلف، ودون عزم دوران يُسبب التدوير.
يُبرّر الترقية عندما تتعرض الوصلة لقص ديناميكي أو اهتزاز ولا تحتاج إلى فكّها. لا يُبرّر عندما تسعى إلى راحة وجود الخيوط على حساب وضوح مسار الحمل. لن يمنحك المسمار الهيكلي شدًّا أوليًا قابلًا للضبط مثل البرغي في إدخال، لكنه أيضًا لن يدور عند استخدام المفتاح لأن المفتاح غير موجود أساسًا.
لا تستخدم إذا:
الوصول من جانب واحد يفرض تنازلات. يمكن تبرير استخدام صواميل الريفت والإدخالات العمياء — ولكن فقط عندما تتطابق ميكانيكا الانهيار، وحدود العزم، وضوابط التركيب مع الصفيحة كما يتطابق محمل مضغوط في بيت المحمل.
إذا لم تتمكن من التحكم في تلك المتغيرات، فأنت لا تقوم بهندسة مسار تحميل حقيقي.
أنت فقط تملأ فجوة.
عاد غلاف سقفي من الطلاء مع تموج خفيف على شكل «علبة زيت» حول كل نقطة تثبيت M8. كانت البراغي ما تزال في مكانها. الأغلفة كانت محكمة. لكن تحت ضوء الفلورسنت كان يمكنك رؤية هالة بعرض 25 مليمتر حول كل صامولة لحام.
ذلك التموج لم يكن سوء حظ شكلياً؛ كان منطقة متأثرة بالحرارة — المنطقة المحلية التي ارتفعت فيها درجة حرارة الصفيحة فوق درجة التحول ثم بردت مجدداً. تغيرت بنية الحبيبات. وتراكمت إجهادات متبقية. اللوح تذكر عملية اللحام وقتاً طويلاً بعد أن أُزيل القيد عن التثبيت.
إذا كانت الحشوات العمياء حساسة جداً لحجم الثقب وعزم الدوران، فإن الغريزة التالية هي استخدام مكونات ملحومة. “فقط ألحم صامولة عليها.” مسار حمل نظيف. لا دوران للخارج. لا شوط انهيار بحاجة للتحكم. لكن الآن طريق التحميل الخاص بك يمر عبر معدن تم إذابته ثم تقلصه وتقييده. في الصفائح الرقيقة، 1.0–1.6 مم، لا يوجد مكان يختبئ فيه ذلك الانكماش. فهو يشوه قاعدة الطريق.
لذا فالسؤال الحقيقي ليس ما إذا كانت صامولة اللحام أقوى من صامولة البرشمة على الورق، بل ما إذا كان اللوح يمكنه تحمل الحرارة دون أن يدفع الثمن في مكان آخر — استواء السطح، الشكل التجميلي، أو عمر الإجهاد.
اختبرنا مسامير القوس المسحوب على صفائح 1.2 مم مدرفلة على البارد من أجل حاملة تتعرض للاهتزاز. مصدر طاقة كبير. حلقات خزفية لاحتواء بركة المعدن المنصهر. اندماج جيد. عندما أزلنا مسماراً في اختبار تدميري، تمزق المعدن الأساسي قبل أن يفشل اللحام.
وترك كل مسمار علامة على الجانب التجميلي (A‑side).
يعمل اللحام بالقوس المسحوب بأزمنة قوس أطول ومدخل حرارة إجمالي أعلى. أنت تبني لحاماً ظاهرياً مرئياً، غالباً بمساعدة حلقة تشكيل خزفية. تلك الحرارة تنتشر إلى ما هو أبعد من قطر المسمار. في الصفائح الرقيقة، يؤدي الانكماش أثناء التبريد إلى سحب سطح اللوح بشكل خفيف يشبه الطبق. يمكنك أن تضغط بقوة أكبر. يمكنك أن تلحم على مراحل. يمكنك أن تتبع ذلك بقالب تسوية. لكنك ما تزال تقاتل الفيزياء: المعدن الساخن يتمدد، ثم ينكمش مقابل تقييد أبرد.
يقلب اللحام بتفريغ المكثف (CD) هذا الشكل رأساً على عقب. تفريغ في أجزاء من الثانية. مسامير صغيرة القطر. يمكنه الارتباط بصفيحة حتى حوالي 0.5 مم دون اختراق بالاحتراق لأن الطاقة قصيرة وموضعية. لا حلقة خزفية. وأثر ضئيل في الخلف. على الألواح التجميلية الرقيقة، غالباً ما يترك CD الجانب التجميلي (A‑side) نظيفاً بما يكفي للشحن.
لكن هناك نقطة مهمة. يغتمد مدى قوة CD على قطر المسمار وسماكة الصفيحة. إنه ممتاز للمسامير الصغيرة في المواد الرقيقة لأن عملية الطرق السريعة تخلق رابطة صلبة دون انصهار زائد. ادفعه إلى أقطار أكبر أو أحمال بنيوية أكثر سماكة وستتجاوز قدرات العملية. يمكن للقوس المسحوب أن ينتج اندماجاً كاملاً يكون فيه اللحام أقوى من المسمار نفسه. لا يمكن لـCD أن يتوسع سحرياً إلى ذلك المستوى دون زيادة الحرارة — وهنا تعود إلى التشوه.
أنت تتبادل عمق الاندماج وسعة حجم المسمار مقابل التحكم في الحرارة. قد ينجو الوجه التجميلي في CD. ربما لا ينجو الطلب الهيكلي. مع القوس المسحوب، تفوز البنية ويدفع اللوح الثمن بالتواءه.
لا تستخدم إذا:
إذا كانت الحرارة هي الضريبة للاندماج، فماذا لو تجنبنا الانصهار كلياً؟
| جانب | اللحام بتفريغ المكثف (CD) | اللحام بالقوس المسحوب |
|---|---|---|
| مدخل الحرارة | ميلي ثانية من التفريغ؛ حرارة موضعية للغاية | وقت قوس أطول؛ مدخل حرارة إجمالي أعلى |
| التأثير البصري على الجانب A | علامات سطحية طفيفة؛ غالبًا نظيف بما يكفي للشحن | علامات واضحة؛ احتمال تشوه في السطح |
| الملاءمة للصفائح الرقيقة | فعّال حتى حوالي 0.5 مم دون اختراق | خطر الالتواء والتشوه في الصفائح الرقيقة |
| سعة قطر المسمار | الأفضل للمسامير ذات الأقطار الصغيرة | مناسب للمسامير ذات الأقطار الكبيرة |
| قوة الالتحام | رابطة قوية للمسامير الصغيرة؛ قابلية محدودة للتوسع | الانصهار الكامل ممكن؛ يمكن أن تتجاوز قوة اللحام قوة المسمار |
| خطر التشوه | منخفض بسبب الحرارة القصيرة الموضعية | أعلى بسبب امتصاص الحرارة وانكماش التبريد |
| متطلب الفيرولة | لا تتطلب فيرولة | يستخدم عادةً حلقات خزفية لتشكيل اللحام |
| العلامة الخلفية | طفيف | علامات وتشوه محتمل |
| سعة الحمل الهيكلي | محدودة بقطر المسامير وسُمك الصفائح | أفضل للتعامل مع الأحمال الهيكلية الثقيلة |
| الموازنة | يحافظ على الوجه الجمالي لكن مع Envelope هيكلي محدود | يعظم القوة الهيكلية لكنه يعرض اللوح لخطر الالتواء |
| لا تستخدم إذا | المسامير الكبيرة أو الأحمال الثقيلة مطلوبة؛ الطلب الهيكلي يتجاوز حدود CD | اللوح بسماكة أقل من 1.0 مم مع تحمل عالي للاستواء؛ التشوه غير مقبول |
| حساسية التثبيت | أقل اعتماداً على التثبيت الصلب | يتطلب تثبيتاً صلباً لتقليل التشوه |
| تشطيب ما بعد اللحام | غالباً غير ضروري | قد يتطلب التسوية أو إعادة التشطيب |
لقد قمت بإتلاف دفعة من ألواح بسماكة 1.0 مم تم ربطها بخيوط M5 × 0.8 مباشرة في الصفيحة. خطوة واحدة من التماس. ربما واحدة وربع إذا كنت محظوظًا باتجاه البَرْي. أول اختبار عزم عند 6 نيوتن·م، وتعرضت الخيوط للتشويه.
ما ستراه تحت الرأس ليس قصًا نظيفًا للخيط. إنه عملية فتح للصفيحة، سحق للمواد أمام جناح الخيط، ومحاولة الميل تحت الحمل.
لذلك أضفنا بروزًا مثقوبًا — لكمة وتشكيل طوق قبل الربط بالخيط. نفس السماكة للصفائح، لكن الآن المواد تمتد لأسفل ربما 1.5–2.0 مم، مما يمنح من خيطين إلى ثلاثة خيوط كاملة بدلًا من واحد. بدون إضافة قطع معدنية. بدون حرارة. مسار الحمل يبقى في المعدن الأصلي.
هل هذا يضاعف القوة؟ ليس تلقائيًا.
البروز يترقّق أثناء تمدده. الجدار يصبح مقسى بالعمل. إذا كان فراغ اللكمة غير صحيح أو كانت المادة منخفضة اللدونة، ستحصل على شقوق مجهرية عند جذر الطوق. حينها ستكون “الخيوط الإضافية” جالسة على أنبوب مشقوق. تحت الحمل الدوري، ذلك الشق يصبح مسدس انطلاق.
لكن عندما يتم التحكم في التشكيل — فراغ اللكمة إلى القالب بشكل صحيح، لدونة كافية، وتزييت مناسب — فإن الطوق يخلق مساحة قص حقيقية. بدلًا من أن تتولى خطوة واحدة مقاومة التلف، لديك عدة أجنحة خيط تشترك في الحمل. القوة تبقى في التحمل والقص داخل نفس المادة، وليس عبر واجهة ملحومة أو جسم مدخل منهار.
ولا توجد منطقة متأثرة بالحرارة. لا تشويه انكماش. الوجه الجمالي يبقى مسطحًا لأنك لم تقم بصهره.
لا تستخدم إذا:
البروزات تبدو نظيفة على الورق. لكنها لا تأتي مجانًا.
القالب التقدمي الذي يعمل بمعدل 300 ضربة في الدقيقة لا يهتم بنظريتك. يهتم بعمر الحافة.
أضفنا محطة بروز إلى لوحة عالية الإنتاجية لتقليل استخدام صواميل اللحام. في الشهر الأول، بدا كل شيء رائعًا. لا تشويه لحام. تجميع أسرع. ثم بدأت مقاييس الخيط تفشل بشكل متقطع. انخفض ارتفاع الطوق.
كانت اللكمة قد تآكلت.
تشكيل الطوق يعني دفع المادة بشكل بلاستيكي إلى ما بعد حد الخضوع في كل دورة. أنف اللكمة يتعرض لضغط تلامس عالي وانزلاق. ومع التآكل، ينخفض ارتفاع البروز بضعة أعشار من المليمتر. وهذا الفرق بين ثلاثة خيوط كاملة وخيطين ونصف. هامش العزم يتبخر ببطء، وليس بشكل كارثي. من الصعب اكتشافه بدون قياس أثناء العملية.
الآن قارن ذلك بلحام صامولة في عملية ثانوية. ينقل تآكل الأدوات إلى الأقطاب أو الحلقات، وليس إلى قالب تقدمي من 20 محطة حيث يتسبب التوقف في خسارة فادحة لكل ساعة. مركز تكلفة مختلف. نمط فشل مختلف. نفس سؤال مسار الحمل.
الوقت الموفّر من قطع المواد الإضافية يمكن أن يعود كعمالة صيانة ونفايات عندما يخرج القالب عن الضبط. المفصل لا يهتم إذا دفعت التكلفة في خلية لحام أو في إعادة شحذ لكمة. إنه يهتم فقط إذا كان تماسك الخيط وخصائص المادة كما افترض التصميم.
إذن القرار ليس “صامولة لحام مقابل بروز”. بل: أين تريد إدارة التباين — في إدخال الحرارة وتشويهها، أم في تآكل التشكيل والتحكم في الارتفاع؟
لأنك في كلتا الحالتين لا تشتري سلعة. أنت تُهندس طريق حمولة عبر معدن رقيق. والمعدن الرقيق لا ينسى أبدًا ما فعلته به.
أنت الآن تطلب نظامًا. وليس جدول مقارنة آخر. ومع كل هذه الموازَنات — الحرارة مقابل تآكل التشكيل، والانصهار مقابل التدفق البارد — كيف تقرر أين يذهب كل شيء، ومتى؟
إليك الجزء الذي تتجاهله معظم الرسومات: حتى المثبت المناسب سيفشل إذا انتهكت التسلسل الذي يحتاجه للبقاء.
لقد شاهدت صامولة تثبيت ذاتي محددة المواصفات تمامًا تدور في لوح بسماكة 1.2 مم لأن أحدهم حركها 3 مم أقرب إلى الحافة لتفادي فتحة الانثناء. نفس رقم الجزء. نفس المكبس. نفس مواصفة العزم. الفرق كان في الموقع والتوقيت. لم يكن للوح مكان يتدفق إليه.
المثبتات ليست قطعًا مستقلة. إنها طرق تحميل مقطوعة عبر أسفلت رقيق. إذا سكبت الطريق قبل أن تضغط القاعدة، فلن تظهر الشقوق حتى يصل المرور.
إذن قبل أن تناقش المسامير الملحومة مقابل البثق مقابل الحشوات، ثبّت ثلاث حدود: مسافة الحافة، وترتيب الإنهاء، وإمكانية الوصول للصيانة. اكسر أياً منها وسيصبح الوصل “القوي” لديك تذكرة خردة مكلفة في المستقبل.
قمنا بتشغيل ألواح مجلفنة بسماكة 1.0 مم عبر مكبس تثبيت محكوم المسار، واثقين من الحد الأدنى لمسافة الحافة حسب الكتالوج — إلى أن بدأ ركن كل لوحة خامسة بالالتفاف كرقاقة البطاطس.
على الورق، مسافة الحافة هندسية: 1× القطر، 1.5× في المواد المطلية، أيًّا كان ما يقوله الجدول. لكن في الواقع، إنها متغيرة. المكبس لا يهتم برسمك؛ إنه يطبق القوة حتى يمتلئ التجويف السفلي. إذا كانت سماكة اللوح زائدة +0.1 مم في لفة واحدة وارتفاع رأس المثبت زائداً +0.05 مم، فذلك التراكم الإضافي سيذهب إلى مكان ما. وبالقرب من الحافة، يذهب إلى انثناء اللوح.
هذا هو المعامل الذي لا يكتبه أحد.
الفتحات المقطوعة بالليزر تجعل الأمر أسوأ. منطقة التأثير الحراري عند حافة تلك الفتحة قد تكون أصلب من المادة التي صُمم لها المثبت. والآن يحتاج المكبس إلى قوة أكبر لإزاحة المادة إلى داخل التجويف السفلي. القوة الأكبر تعني إجهادًا شعاعيًا أكبر. والإجهاد الشعاعي الأكبر بالقرب من الحافة يعني أن اللوح يرتفع بدلاً من أن يتدفق. وما ستراه تحت الرأس ليس قص خيوط نظيفًا؛ بل قفلًا متداخلًا سطحيًا وغير مكتمل ولوحًا قد خضع للخضوع قبل أن يتعرض لأي حمل تشغيلي.
وماذا لو كنت تثبّت رُزَمًا غير متشابهة؟ ضع اللوح الأصعب في الجانب الخطأ وسيثقب الكباس بدلاً من أن يشكل. لن تحصل على تدهور تدريجي. ستحصل على وصلة نصف مكوَّنة تجتاز الفحص البصري وتفشل في اختبار القشر عند نصف الحمل المتوقع — والذي بالمناسبة يعادل تقريبًا نصف مقاومة لحام نقطي مماثل تحت الشد أو القشر.
مسافة الحافة ليست رقمًا. إنها هامش للتفاوت في القوة والصلابة والسماكة.
لا تستخدم إذا:
إذا كانت مسافة الحافة تتعلق بإعطاء المادة مكانًا لتتدفق فيه، فماذا يحدث عندما تدخل الكيمياء في اللعبة؟
لقد رأيت 400 قطعة من العتاد تعود من الطلاء بخيوط شعر وكأنها مملوءة بالرمل.
التثبيت قبل الطلاء يجعل الحمام الكيميائي يغطي كل شيء — بما في ذلك واجهة الحفر السفلية لصامولة التثبيت أو مسننة مسمار تثبيت. هذا الطلاء يضيف سماكة. نعم، بالميكرونات. لكنها كافية لتغيير سلوك عزم الشد على الخيوط الصغيرة؟ نعم أيضاً. على الصفائح الرقيقة، يظهر فقدان الحمل المسبق بسرعة لأن الصفيحة تتشوه قبل أن يستسلم المثبت.
التثبيت بعد الطلاء يخترق حاجز التآكل لديك. الآن طريق الحمل له أكتاف فولاذية عارية. إذا أزاح الملحق الطلاء أثناء التثبيت — ومعظمها يفعل — فقد أنشأت حلقة من المادة المكشوفة بالضبط حيث تكون الإجهادات الانضغاطية في أعلى مستوياتها. التآكل يحب نقاط تركيز الإجهاد.
وهناك تتابع مع الحرارة. إذا لحمت بعد الطلاء، فإنك تحرقه. إذا طليت بعد اللحام، فأنت تراهن على أن عمليتك تنظف كل هالة لحام وكل موقع رش حتى يلتصق التشطيب. إذا فاتك واحد، يبدأ التآكل عند خط الانصهار — في المكان الذي كان فيه أكثر ثقتك الهيكلية.
إذن القضية ليست “قبل أم بعد”. بل: أي واجهة يمكنها تحمل تغير الأبعاد، تراكم الطلاء، أو احتراقه دون تغيير مسار الحمل؟
لا تستخدم إذا:
يمكنك تحقيق كل مواصفات عزم الشد في اليوم الأول ومع ذلك تصمم كابوساً للسنة الخامسة.
قمنا بتركيب لوحة تحكم على مسافات بادئة بطول 20 مم في غلاف بسماكة 1.2 مم واعتبرنا الأمر جيداً لأن أرقام السحب كانت تبدو مناسبة.
بعد ستة أشهر، بدأ فريق الخدمة الميدانية باستبدال اللوحات. خرجت المسامير. بقيت المسافات البادئة في مكانها. بدت الصفيحة المحيطة بها وكأنها علبة صودا مهروسة.
المسامير لا تزال هناك.
إليك ما حدث. المسافة البادئة أنشأت عموداً. مسار الحمل يمتد من رأس المسمار، نزولاً عبر المسافة البادئة، إلى حلقة صغيرة من الصفيحة الرقيقة. أثناء الخدمة، كان الفنيون يضغطون على اللوحة، يخلعون الموصلات، ويشدون أكثر من اللازم عند إعادة التجميع. كل دورة كانت تضغط على الصفيحة محلياً. ليس بما يكفي للفشل. لكن بما يكفي للانخراط. بمجرد أن تنخراط الصفيحة، ينخفض الحمل المسبق. بمجرد انخفاض الحمل المسبق، يبدأ الاهتزاز بفك الوصل. الآن تصبح الصفيحة هي الحاجز بدلاً من الطريق.
التصميم من أجل التفكيك يعني افتراض أن الوصلة ستشهد دورات عزم متعددة وأحمالاً جانبية. الصفائح الرقيقة لا تتعافى من السحق الموضعي. إنها تتذكر.
لذا تقوم بتوسيع بصمة الحمل. شفة أكبر تحت المسافة البادئة. غسالة داعمة. نتوء مقبب لتكثيف الجزء. أو تنقل الحمل إلى ميزة مشكّلة تحمل الانضغاط في مستوى السطح بدلاً من خلال السماكة.
لأن الخدمة ليست لطيفة.
لا تستخدم إذا:
قواعد التثبيت ليست مجرد أوراق عمل. إنها حدود. بمجرد أن تثبتها، تصبح خيارات المثبت ضيقة بسرعة — وهذا أمر جيد. القيود هي الطريقة التي تحول بها المقايضات إلى قرار قابل للتكرار بدلاً من التخمين.
أنت تقف على طاولة عمل ومعك لوحة بسماكة 1.0 مم، وبرغي M5 في يدك، وثلاث صفحات من الكتالوج مفتوحة في اليد الأخرى. كل صفحة تقول “مناسب للصفائح الرقيقة”. كل مندوب يقول “يعمل بشكل رائع”. وبعد ستة أشهر، إذا اخترت الخيار الخطأ، ستظل البراغي موجودة لكن اللوحة من حولها ستكون تالفة.
إليك المسار الذي أعلمه للمبتدئين. ليس العلامة التجارية أولاً. وليس تصنيف القوة أولاً. ابدأ باللوحة. حدد الحمل. احترم إمكانية الوصول. بهذا الترتيب. عندما تفعل ذلك، يتوقف اختيار المثبت عن كونه تخميناً ويصبح نتيجة حتمية.
لقد شاهدت أحد الفنيين يقوم بعمل سنون M4 في فولاذ بسماكة 0.8 مم لأنه “مجرد حامل خفيف”. ثَبُتَ على طاولة العمل. في الميدان، أدى الاهتزاز إلى فكّه خلال أسابيع. ما سترى تحت الرأس ليس قصاً نظيفاً للأسنان، بل قمم ممسوحة وقمم مسطحة حيث لم يكن هناك سوى سن واحد من التماس في البداية.
إليك الآلية. السن المترية الخشنة لها خطوة. إذا كانت سماكة اللوحة توفر أقل من خطوة كاملة تقريباً من التماس، فإنك لا تملك عمود سن، بل حلقة رقيقة من المادة المزاحة. هذه الحلقة تحمل الحمل في الضغط وليس في القص الحقيقي على جانب السن. أضف حدث شد زائد واحد وستخضع اللوحة. ينخفض الشد المسبق. الآن يعيش الوصل على احتكاك لم يعد موجوداً.
قاعدة عامة أستخدمها في أرضية العمل:
لكن السماكة وحدها ليست القصة كاملة. الفولاذ الطري القابل للتشكيل بسماكة 1.0 مم يتصرف بطريقة مختلفة تماماً عن الفولاذ المقاوم للصدأ الأقسى بنفس السماكة. وإذا كنت تقوم بتركيب صامولة برشام باستخدام أداة دوران/دوران في لوحة قابلة للتشكيل رقيقة، يمكنك جعل الفتحة بيضوية قبل أن يتم تثبيت الإدخال. لذا السؤال الحقيقي ليس “ما هو مقياس هذه اللوحة؟” بل “كم من المادة المتماسكة لدي فعلياً بعد تشوه التركيب؟”
إذا لم تتمكن اللوحة من توفير قاعدة مستقرة للسنون، فلماذا نتجادل حول درجات البراغي؟
قمنا بتركيب باب صغير لحاوية باستخدام إدخالات مخفية لأننا كنا بحاجة إلى الوصول للخدمة. أرقام الانسحاب الثابت كانت جيدة. ثم بدأ المستخدمون بسحب الباب جانبياً. حمل شد. أمر مختلف تماماً.
حمل الضغط الثابت يعني أنك تهتم بالحفاظ على الشد المسبق. يتم ضغط اللوحة تحت الرأس أو فلنجة الإدخال. الصفائح الرقيقة تزحف. فقدان الشد المسبق يجعل الوصل ينزلق. لهذه الحالة، توفر الأسطح الواسعة للحمل، والنهايات المُشكَلة، أو الصواميل ذات التثبيت الذاتي مع تداخل قوي في اللوحة مقاومة أفضل لفك البرغي.
القص الديناميكي — قوة جانبية على طول المستوى — تضع اللوحة في حالة حمل عند جدار الفتحة. هنا، القطر والمسافة عن الحافة أهم من قوة السن. صامولة برشام مخفية يمكن أن تكون مناسبة تماماً إذا كان الحمل في الغالب ضمن المستوى وكان الانتفاخ الخلفي مُشكل جيداً.
الشد هو العامل القاتل. الشد يحاول إخراج المثبت برفع إحدى اللوحات بعيداً عن الأخرى. الإدخالات المخفية التي تعتمد على الانتفاخ الخلفي والاحتكاك عادة ما تكون أضعف في الشد من صامولة كبس مُركبة بشكل صحيح أو اللحام. إذا كانت هندسة الوصل تخلق ذراع رافعة، فأنت لا تختبر قوة الشد بعد الآن — بل تختبر مدى تثبيت هذه الإكسسوارات في مادة رقيقة تميل إلى الانحناء.
لذا لا تسأل: “ما مدى قوة هذا المثبّت؟” بل اسأل: “في أي اتجاه يحاول الحمل تمزيق الصفيحة؟” لأن هذا الاتجاه قد يقلب اختيارك من إدخال أعمى إلى تثبيت بالضغط أو اللحام في لحظة.
إذا كان اتجاه الحمل يغيّر الإجابة، فماذا يحدث عندما لا يمكنك الوصول إلى الجهة الخلفية أصلًا؟
كان لدينا هيكل أنبوبي مغلق حيث أصرت الهندسة على تثبيت الحوامل بالبراغي من الداخل. “فقط استخدم مسمارًا هيكليًا أعمى.” على الورق، يبدو رائعًا. في الواقع، كانت الخلوصات الداخلية بالكاد تسمح للغسالة بأن تنقلب وتستقر. نصفها تم ضبطه بشكل مائل. وبعضها لم ينفتح بالكامل. نجحت في اختبار العزم الأولي. لكنها لم تنجح مع مرور الوقت.
الوصول الأعمى لا يعني فقط “جانب واحد فقط”. بل يعني:
وصلة دائمة؟ قد يمنحك اللحام أو معدات التثبيت بالضغط مسار حمل أكثر مباشرة إلى المعدن الأساسي.
وصلة قابلة للصيانة؟ المسامير اللولبية العمياء جذابة—لكن عليك أن تقبل بأن مقاومة الانقلاع والعزم قد تكون أقل من حل التثبيت بالضغط في نفس السمك.
طلب هيكلي مرتفع في المقاطع المغلقة؟ أحيانًا يكون الجواب الصادق هو أن اللحام يظل الأساس، لأن المعدات البديلة لا يمكنها مطابقة مسار الحمل دون وصول داخلي لا تملكه فعليًا.
القيود تضيق الخيارات بسرعة. وهذه هي الفكرة. القيد ليس إزعاجًا؛ إنه أداة فرز.
بمجرد تثبيت السمك والحمل وإمكانية الوصول، يكاد المكوّن أن يختار نفسه.
هذا هو التحول الذي أريدك أن تتابعه.
توقف عن رؤية الصامولة أو الإدخال أو المسمار كشيء “يملأ الفتحة”. ابدأ برؤيته كطريق سريع للقوة. الصفيحة هي الأسفلت الرقيق. المثبّت يقوم بتوجيه المرور—الشد، القص، الانقلاع—عبر ذلك الأسفلت. إذا لم يكن أساس الطريق قادرًا على دعم نمط المرور الذي تمرره من خلاله، فسيتشقق الرصف مهما بدت البراغي لامعة.
السمك يخبرك بكمية "طبقة الرصف" لديك. نوع الحمل يخبرك بنوع "حركة المرور" التي ترسلها. إمكانية الوصول ودورة الحياة تخبرك بالمكان المسموح لك ببناء المنحدرات فيه.
عندما تتبع هذا التسلسل، تتوقف عن التسوق لأجزاء وتبدأ بتصميم الوصلات. وهذا غير بديهي لأن الكتالوجات تدربك على مقارنة المعدات بالحجم وفئة القوة، لا بالطريقة التي تعيد بها رسم خريطة الإجهاد داخل 1.0 مم من الفولاذ.
الشيء الوحيد الذي يجب أن تتذكره هو أن المثبّت ليس البطل. الصفيحة هي البطل. مهمتك هي اختيار معدات تحترم حدود الصفيحة وتوجه القوة بطرق تُمكنها من الصمود لسنوات، وليس فقط لاجتياز اختبار العزم في اليوم الأول.
بمجرد أن تبدأ في التفكير بمسارات الحمل بدلًا من مملئي الثقوب، لن تنظر أبدًا إلى لوحة رقيقة بالطريقة نفسها مرة أخرى.


















