

設置から3ヶ月後、筐体のドアが垂れ下がり始めました。ネジはそのまま残っており、頭もしっかり締まっています。しかし、ラッチの位置が合わなくなり、ネジを1本抜いてみると、穴は鋼鉄のネジ山ではなく、楕円形のクレーターのようになっていました。.
私はこれよりひどい状態のパネルを何度も廃棄してきました。.
いつの頃からか、私たちはタッピンねじをペーパークリップのように扱うようになりました。「入れば使える」という考え方です。その考え方は高くつきます。.
ある若手設計者が、制御盤の1.0mmの軟鋼板にM4のネジ山を切っているのを見ました。「ネジ山が3つある」と、彼はノギスを手に誇らしげに言いました。図面上では、それは噛み合いがあるように聞こえます。しかし現場では、それは崩壊へのカウントダウンなのです。.
なぜなら、その3つのネジ山は、あなたが考えているような方法で荷重を支えていないからです。ネジはきれいな小さな螺旋状の棚にぶら下がっているわけではありません。ネジは板を押し広げ、ネジ山の側面の前にある材料を押しつぶし、荷重がかかると傾こうとします。薄い板は、おとなしく壊れることはありません。まず静かに、歪むのです。.
では、その接合部が緩んだとき、実際に何が限界を迎えたのでしょうか?

0.5mm未満の2枚の板を重ね、セルフドリルねじで固定したとします。トルクをかけて締め付けると、しっかり固定されたように感じます。次に、せん断方向に引っ張ってみてください。.
ネジの頭の下に見えるのは、きれいなネジ山のせん断ではありません。ネジは傾き、穴は長円形に伸びます。材料は除雪車の前の雪のように、シャンク(軸部)の前に積み重なります。これが支圧破壊です。ネジが板を押しつぶして変位させており、通常は傾きも伴います。.
ネジ山はただ付いてきているだけなのです。.
薄板において、板は路盤であり、ネジはトラックです。アスファルトが10mmの厚さがあれば荷重は分散されますが、0.8mmしかなければ、へこんでひび割れてしまいます。それを「ネジ山がなめた」と呼ぶのは、真の犯罪現場を見誤っています。荷重経路が最初から間違っていたために、母材が降伏したのです。.
変形しているのがネジではなく板であるならば、実際にどれだけのネジ山の噛み合いがあると言えるのでしょうか?
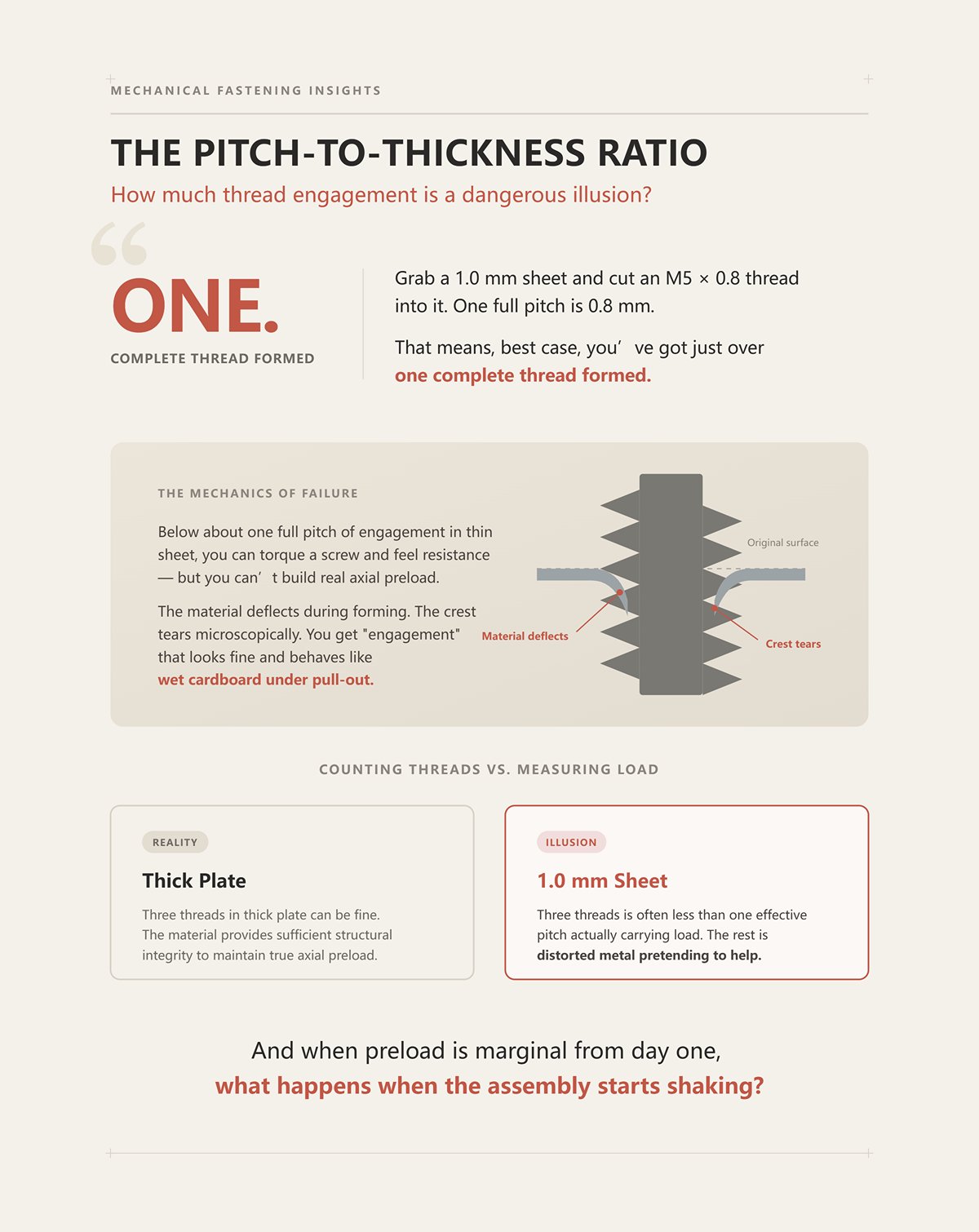
1.0mmの板を用意し、M5×0.8のネジ山を切ってみてください。1ピッチは0.8mmです。つまり、最良のケースでも、形成された完全なネジ山は1つ分強しかありません。.
たった1つです。.
薄板において約1ピッチ分以下の噛み合いでは、ネジを締め付けて抵抗を感じることはできても、真の軸方向予圧を構築することはできません。成形中に材料がたわみ、山頂は微視的に引き裂かれます。見た目は問題なく、引き抜きに対しては濡れた段ボールのように振る舞う「噛み合い」が得られるだけです。.
それが幻想なのです。荷重容量を測定するのではなく、ネジ山の数を数えるという幻想です。.
厚板における3つのネジ山は問題ないかもしれません。しかし、1.0mmの板における3つのネジ山は、実際に荷重を支えている有効なピッチが1つ未満であることがよくあります。残りは、役に立っているふりをしている歪んだ金属に過ぎません。.
そして、最初から予圧が不十分な状態で、アセンブリが振動し始めたらどうなるでしょうか?
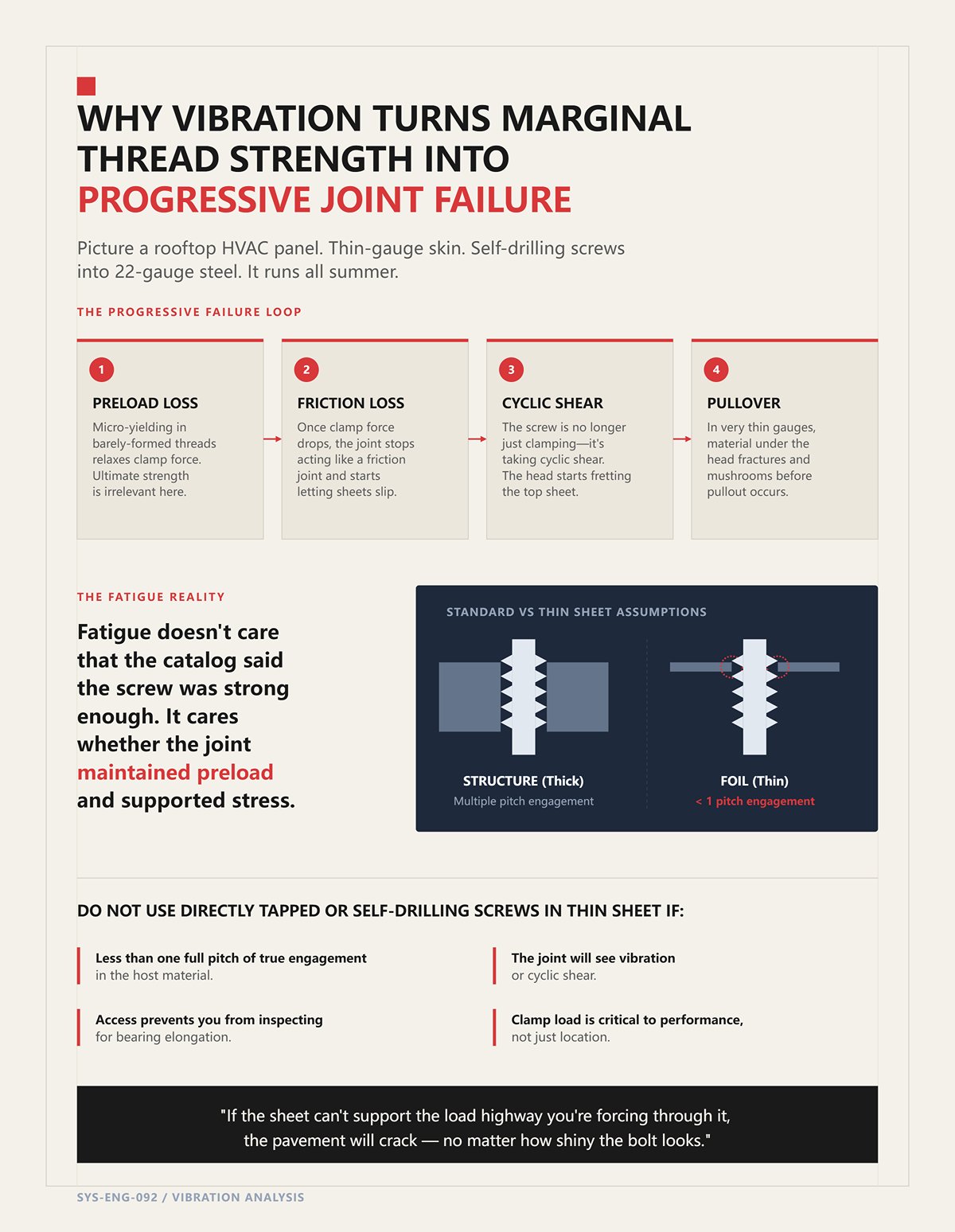
屋上のHVAC(空調)パネルを想像してみてください。薄いゲージのスキン材。22ゲージの鋼板に打ち込まれるセルフドリルねじ。それがひと夏中稼働します。.
振動が最初に攻撃するのは、究極の強度ではありません。予圧(プリロード)です。不完全に形成されたねじ山でわずかでも微小降伏が起きると、締め付け力が緩和されます。締め付け力が低下すると、接合部は摩擦接合として機能しなくなり、板材が滑り始めます。.
こうなると、ねじは単に締め付けているだけでなく、周期的なせん断力を受けることになります。ねじ頭がトップシートを摩耗させ始めます。非常に薄いゲージの場合、引き抜き(プルアウト)よりも先にプルオーバー(頭部が板を突き抜ける現象)がよく見られます。ねじ頭の下にある薄い鋼板のリングがすべての負荷を支えているため、材料が破壊され、キノコ状に変形してしまうのです。.
疲労は、カタログにそのねじが十分に強力であると書かれていたかどうかなど気にしません。重要なのは、接合部が予圧を維持できたか、そして板材がサイクルごとにベアリング応力を支えられたかどうかです。.
標準的な締結部品は、周囲の材料が構造体として振る舞うのに十分な厚さがあることを前提としています。薄い板材はその前提を壊します。静かに、そして予測通りに。.
以下のような場合、薄い板材に直接タップを立てたり、セルフドリルねじを使用したりしないでください:
板材がそこに強制的に流し込もうとしている荷重の「高速道路」を支えきれなければ、どんなにボルトが光り輝いて見えても、舗装はひび割れてしまいます。.
以前、図面上は完璧に見える1.2mmの制御ボックスパネルのバッチを扱ったことがあります。M6のセルフクリンチングナットを指定し、プレス圧も調整済み。受け入れ検査のトルク試験も合格しました。ところが、最終組み立てラインに回ったところ、半数のナットが空転しました。.
ねじ山が潰れたわけでも、引き抜かれたわけでもありません。空転したのです。.
上流工程で、輸送中のへこみを減らすために、より硬いテンパー材のシートに変更されていました。そのことは設計部門に知らされていませんでした。プレスは同じ力で打ち込み、ナットは面一(ツライチ)に収まりました。しかし、シートが本来のように流動しなかったため、ロックリングが完全に形成されなかったのです。私たちは400個もの「空転発生装置」を作り上げてしまったわけです。.
それが、薄い板材にねじ込むことと、クリンチングすることの違いです。セルフクリンチングファスナーは、薄い板に切られた脆いねじ山に頼りません。板材を再成形し、板材そのものをハードウェアの一部にしてしまうのです。荷重経路はもはやねじ山の側面にかかっているのではなく、冷間成形されたショルダーの背後にロックされています。板材は単なる舗装ではなく、ガードレールになるのです。.
ただし、それは金属が実際に移動した場合に限ります。.
標準的なフラッシュヘッドのクリンチナットの断面を見てください。頭部のすぐ下に、ギザギザやアンダーカットのリングがあります。取り付け時、平行パンチがナットをシャンクよりもわずかに大きい穴に押し込みます。シートは局所的に降伏し、そのアンダーカットに向かって半径方向に流動します。.
切削なし。切り屑なし。ただの塑性変形です。.
その局所的な降伏こそがコールドフロー(冷間流動)であり、室温での永久的な形状変化です。材料は溝へと押し出され、一度そこに入り込むと、板金のリングをせん断するか、引張によって引きちぎる以外に逃げ道はありません。これで、荷重経路は脆弱なネジ山の頂点ではなく、360度完全なメカニカルインターロック(機械的噛み合い)となります。.
引き抜き強度において、抵抗面積は概ねアンダーカットの円周に、押し出された板厚を掛けたものになります。直径を2倍にすれば、せん断周長も2倍になります。板厚を増やせば、抵抗面積は線形に増加します。これは設計に組み込める計算式です。.
しかし、多くのカタログが強調していない点があります。それは、板材が流動できる能力には限界があるということです。約1.0mm以下の薄板、特に高張力鋼の場合、穴の周囲の局所的な歪みは成形限界に近づくことがあります。私は、クリンチ箇所で材料が不均一に積み重なり、片側が薄く加工硬化してしまった「クォーターバックリング(四分の一座屈)」を見たことがあります。振動下では、その硬化した三日月状の部分から最初に亀裂が入りました。.
コールドフローは、材料を回転や引き抜きに抵抗する形状へと再配分することで強度を生み出します。同時に、コールドフローは延性を消費します。これをやりすぎると――薄い板に大きすぎるファスナーを使うと――保持を期待していた材料そのものをくびれ(ネッキング)させてしまうことになります。.
つまり、本当の疑問は「クリンチによって厚みが増すか?」ではありません。増えません。疑問は「あなたの板材には、再成形に耐え、その後も使用荷重に耐えうるだけの延性の余裕があるか?」ということです。
どちらの金属が先に降伏すべきか?
私はクリンチナットを5052-H32アルミニウムにプレスした際、バターのように収まるのを見たことがあります。同じナットを、あらかじめ冷間加工された高張力低合金鋼にプレスしたときはどうだったでしょうか? 取り付け荷重は急激に跳ね上がり、プレス機はたわみ、ナットは数千分の数インチ浮いた状態で止まりました。.
ルールは単純かつ残酷です。板材は降伏しなければならず、ファスナーは降伏してはならないのです。.
セルフクリンチングハードウェアは、母材よりも大幅に硬くなるように熱処理されています。パンチで押し込むと、ファスナーは形状を維持したまま、板材がアンダーカットへと流動します。この階層を逆にすると――板材が硬く、ハードウェアが柔らかい場合――板材が溝を埋める代わりに、溝が潰れるか、板材がほとんど動きません。結果として、見た目だけの装着となり、真のロックは得られません。.
成形研究のデータによると、板金をあらかじめ冷間加工しておくと、接合強度の比例的な向上なしに、必要な取り付け荷重が20〜30%上昇することが示されています。その余分な荷重は保持力を買っているのではなく、変形を拒む材料と戦っているだけなのです。プレス機に負荷をかけ、パネルの歪みのリスクを冒しながら、深いインターロックは得られません。.
また、適切に装着できたとしても、穴の周囲には冷間加工ゾーンが形成されます。そこには残留応力が存在します。鉄系板材では、特にプレス中にコーティングが損傷した場合、その応力のかかったリングが腐食の起点となる可能性があります。私は屋外用エンクロージャーで、すべての錆の発生がクリンチナットの周囲から始まっているのを見たことがあります。.
金属に強制的に仕事をさせることは強力ですが、決してタダではありません。.
では、そのすべての再成形が、リベットや緩いナットに勝るのはいつなのでしょうか?
モーターマウント用にM5ネジが必要な1.5mmの鋼製ブラケットを想像してください。選択肢1:クリアランス穴を開け、ボルトと緩いナットを使用する。選択肢2:ブラインドリベットとネジ付きインサートを使用する。選択肢3:セルフクリンチナットを使用する。.
緩いナットの場合、誰かが裏側を保持でき、かつプリロード(予圧)を失わない限り、クランプ荷重は問題ありません。しかし、板同士のせん断耐力は、クランプ力による摩擦に依存したままです。振動でプリロードを失うと、ボルトは曲げ荷重を受け始めます。ネジはそこに残っていても、接合部の状態は同じではありません。.
ブラインドリベットは本体が穴を埋めるため強固なせん断耐力を得られますが、再利用可能なネジ山は得られません。ネジ付きインサートリベットナットを追加すると、今度は薄肉の膨張を穴に対して頼ることになります。薄板では、その膨張はしばしば局所的な膨らみにつながります。ヘッドの下に見えるのは、きれいなネジ山のせん断ではなく、変形した穴の周囲のベアリング歪みです。.
適切に選定されたクリンチナットは、計算式を変えます。引き抜き抵抗は、インターロックされたリングのせん断面積に結びつきます。トルクアウト抵抗は、板材に埋め込まれたローレットやセレーション付きアンダーカットの直径と形状に結びつきます。そして、ネジ山は全厚の硬化鋼の中にあるため、単なる構造のふりをした1ピッチのネジ山ではなく、真のプリロードを得ることができるのです。.
サービスパネル、電子機器シャーシ、モーターカバーといった繰り返し組み立てられる製品において、その組み合わせは重要です。仕様通りのトルクで締め付け、取り外し、再取り付けを行っても、荷重経路は犠牲となる板金のネジ山ではなく、硬化されたファスナー内に維持されます。.
しかし、クリンチングには2つの条件が必要です。ロックを形成するための十分な延性と、取り付け時に平行プレス機がアクセスできるスペースです。延性がなければロックはできず、プレス機がアクセスできなければ取り付けはできません。.
そのため、開口部があり成形可能な板金において荷重経路を固定するこの手法も、片側しかアクセスできずプレス機を置くスペースがない場合には、行き詰まってしまいます。.
金属を流し込むための裏側の支えすら確保できない場合、どうすればよいのでしょうか?
以前、粉体塗装された筐体が現場から戻ってきたことがありました。すべてのM6ファスナーは仕様通りのトルクで締め付けられていましたが、すべてのインサートが空回りしていました。ネジは締まっていましたが、パネルは使い物になりませんでした。プレス機のための裏側へのアクセスがなかったため、私たちはリベットナットを選択し、ハンドツールで取り付けました。生産は進みましたが、3ヶ月後、技術者がレンチに体重をかけたところ、インサートが自ら穴を削り広げてしまいました。.
クリンチングができない場合、そのようなトレードオフが生じます。ブラインドインサートは、板金を再成形して硬化したアンダーカットを作るような冷間流動によるインターロックを作り出しません。インサートはそれ自体が潰れ、パネルの裏側でキノコ状に広がり、薄い材料をヘッドと潰れた本体の間に挟み込みます。これは板金を押し広げ、ネジ山の側面の前にある材料を押し潰し、荷重がかかると傾こうとします。荷重経路は、もはや変形した鋼鉄のリングではなく、摩擦、支圧、そして取り付け時に生じた変形そのものとなります。.
したがって、問題は「保持できるか?」ではなく、「どのような力で最初に外れるか?」なのです。
M5リベットナットでブラケットを固定した1.2mmの軟鋼パネルを想像してください。誰かがそこに20ポンド(約9kg)の部品を吊り下げたとします。重力はカタログの定格など気にしません。重力はインサートの面にモーメントを生じさせます。そのモーメントは、シャンクにかかるせん断力と、インサートを真っ直ぐ引き抜こうとする引張力という2つの力に分解されます。.
純粋なせん断(ブラケットがパネルに密着し、荷重が平行に滑る状態)では、リベットナットの本体が穴の壁面に押し付けられます。抵抗面積は、おおよそ投影されたシャンク面積に板厚を掛けたものになります。穴がタイトで本体が完全に拡張されていれば、せん断強度は十分なものとなります。この場合、板金には伸びを要求せず、支圧荷重をかけていることになります。.
ここでスタンドオフ(スペーサーやガスケット、平らでない曲げブラケットなど)を導入してみましょう。20ポンドの荷重はもはや純粋なせん断ではなくなります。インサートのヘッド部分に引張力が発生します。引き抜き抵抗は、裏側を掴む潰れたバルブ部分と、ヘッドとフレアの間に挟まれた薄い板金の環状領域のせん断面積に依存するようになります。.
ここで、取り付け作業がすべてを静かに決定づけます。リベットナットを過剰に締め付ける(ストロークが長すぎる、力が強すぎる)と、潰れた部分が薄くなったり、ネジ山のある本体と潰れたテールの間の遷移部分に亀裂が入ったりします。正面からは完璧に見えても、低い使用荷重で内部的に分離してしまったインサートを何度も見てきました。これは引き抜き破壊のように見えますが、根本的な原因は作業荷重ではなく、ストローク制御にあります。.
実際の破壊が、きれいなネジ山のせん断として現れることは稀です。ヘッドの下に見えるのは、きれいなネジ山のせん断ではありません。パネルのわずかな皿状の変形、リング状にひび割れたコーティング、そしてインサートが傾き始めたかすかな痕跡です。荷重経路が形成されたインターロックではなく、締め付けと局所的な支圧に依存していたため、板金が先に降伏したのです。.
では、どちらの力が支配するのでしょうか?それは、あなたが形状によって意図せず導入してしまった力です。ジョイントをタイトかつフラットに保てば、せん断が支配的になるかもしれません。偏心させれば、引き抜きが限界状態となります。多くの場合、インサートの「究極の引き抜き強度」が示す数値よりもはるかに低い荷重で発生します。.
では、使用荷重がインサートを引き抜こうとするのではなく、回転させようとする場合はどうなるのでしょうか?
以前、コーティングの仕様を亜鉛メッキから電着塗装に変更した際、穴の指定を修正しなかったことがありました。呼び径は同じ、丸胴リベットナットも同じです。最初の生産ロット400個のうち、半分が取り付け時に空回りしました。.
トルクレンチに問題はありませんでした。問題は単純で、滑らかな穴に滑らかな丸胴のインサートを入れ、以前よりも硬い材料に取り付けたことでした。インサートの回転に対する抵抗は、摩擦と壁面に食い込むローレット加工によって得られます。インサートを潰してセットするために必要なトルクが、その回転抵抗を超えてしまうと、座る前に空回りしてしまいます。こうなると穴が加工硬化し、壁面が磨かれてしまいます。次のインサートはさらに空回りしやすくなります。.
高い使用トルクはさらに厄介です。カバーに8〜10N·mの締め付け荷重が必要でM6インサートを指定したとします。予圧に達するために必要なトルクが、その板厚におけるインサートの空回り抵抗を超えてしまうと、先に板金が破壊されるのではなく、インサートが自ら穴を削り広げてしまうのです。.
丸型ボディは、拡張によって壁面との接触が有意に増加するような、より柔らかい素材や厚いゲージの材料では有効に機能します。1.5mm未満の硬質鋼の場合、インターフェースを変更しなければ賭けに出るようなものです。パンチ加工された六角穴には六角ボディのインサートを、適切なサイズの穴にはスプライン付きボディを、あるいはディンプル(くぼみ)のような二次的な特徴を設けて回転防止キーを作成する必要があります。そして、それらの特徴には厳密な穴の管理が求められます。レーザーカットで0.1mmでも大きく加工してしまえば、回転防止機能は形だけのものになってしまいます。.
もう一つの落とし穴は、オフセット取り付けです。インサートのヘッドがパネルに完全に密着していない場合(わずかなバリやわずかな曲面がある場合)、スピンアウト(空回り)とプルアウト(抜け)の両方のリスクを抱えることになります。ヘッドが荷重を均一に分散できていないため、トルクはインサートを傾けようとし、張力はそれを引き抜こうとします。製造工程で力と距離を制御・監視できなければ、これを見抜くことはできません。手工具を使用するジョブショップ(多品種少量生産工場)では、このばらつきは現実的な問題です。.
ブラインドインサートはアクセス性の問題を解決しますが、プロセスに対する敏感さをもたらします。穴のサイズ、材料の硬度、取り付けストロークを制御できないのであれば、それは接合部を設計しているのではなく、摩擦が助けてくれることを期待しているに過ぎません。.
使用してはいけない場合:
ブラインドネジがこれほど繊細なものであるなら、そもそもネジが必要ではないのかもしれません。.
同じフランジに沿ってM6のリベットナットと4.8mmのアルミ製ポップリベットを混在させている設計者を見たことがあります。荷重がかかると、ソリッドボルトは持ちこたえましたが、ポップリベットが先に緩みました。接合部は最も弱いファスナーから順に剥がれるように崩壊し、荷重は残りのポイントへ急激に移動しました。.
標準的なオープンエンドのポップリベットは、軽いせん断荷重や外装材には適しています。マンドレルが折れると中空のボディが残り、主に支承によるせん断抵抗を発揮します。引張荷重がかかると、特に穴が大きすぎる場合には、リベットが広がって薄いシートを突き抜けてしまい、ほとんど予兆がありません。.
構造用リベット(クローズドエンド、ロック式マンドレル、より高いせん断強度)は、その方程式を変えます。残されたマンドレルがせん断耐力と引張強度を高め、ボディの拡張もより制御されます。永久的な固定のみが必要で、メンテナンス可能なネジ山が不要な接合部では、構造用リベットの方が小さなリベットナットよりも優れた性能を発揮することがあります。理由は単純で、荷重経路が直接的だからです(シャンクがせん断を受け、ボディが支承を受け、内部ネジ山を損傷させることも、トルクで空回りさせることもありません)。.
このアップグレードが正当化されるのは、接合部に動的なせん断や振動が発生し、分解の必要がない場合です。荷重の明確さを犠牲にしてまでネジの利便性を追求する場合は、正当化されません。構造用リベットは、インサートにボルトを締めるような調整可能な予圧は得られませんが、レンチを使用しないため、レンチの下で空回りすることもありません。.
使用してはいけない場合:
片側からのアクセスは妥協を強います。リベットナットやブラインドインサートは正当化され得ますが、それはその崩壊メカニズム、トルク限界、および取り付け制御が、ハウジング内の圧入ベアリングのようにシートに対して適合している場合に限られます。.
これらの変数を制御できないのであれば、荷重経路を設計していることにはなりません。.
あなたはただ穴を埋めているだけです。.
屋上用エンクロージャーが塗装から戻ってきた際、すべてのM8取り付けポイントの周囲にわずかなオイル缶状の波打ちが見られました。ネジはそのまま残っており、カバーもしっかり固定されていました。しかし、蛍光灯の下では、各ウェルドナットの周囲に幅25ミリメートルのハロー(光輪)が見えました。.
その波打ちは、単なる見た目の不運ではありませんでした。それは熱影響部、つまり板材が変態温度を超えて加熱され、再び冷却された局所的な領域でした。結晶構造が変化し、残留応力が閉じ込められていました。パネルは、治具が外された後もずっと溶接の記憶を保持していたのです。.
ブラインドインサートが穴のサイズやトルクに対して敏感すぎる場合、次の直感的な選択肢は溶接ハードウェアです。「ナットを溶接してしまえばいい」という考えです。荷重経路は明確で、空転もなく、潰し代を制御する必要もありません。しかし今度は、荷重の通り道が、溶融し、収縮し、拘束された金属を通ることになります。1.0〜1.6mmの薄板では、その収縮の逃げ場がありません。結果として、路盤(パネル)が歪んでしまうのです。.
したがって、本当の問いは「ウェルドナットが理論上でリベットナットより強いかどうか」ではありません。「パネルが、平面度、外観、あるいは疲労寿命といった他の部分を犠牲にすることなく、その熱に耐えられるかどうか」なのです。.
私たちは振動を受けるブラケット用に、1.2mmの冷間圧延鋼板でドローアークスタッドを試しました。大型の電源を使用し、溶融池を保持するためにセラミックフェルールを使用しました。溶け込みは良好でした。破壊試験でスタッドを叩き折った際、溶接部よりも先に母材が引き裂かれました。.
そして、すべてのスタッドがA面(外観面)に痕跡を残しました。.
ドローアーク溶接はアーク時間が長く、総入熱量も高くなります。目に見えるフィレット(溶接盛り)を形成し、多くの場合フェルールで形状を整えます。その熱はスタッドの直径を超えて浸透します。薄板では、冷却時の収縮によってパネルに浅い皿状の凹みが引き起こされます。より強くクランプすることも、順序立てて点付け溶接をすることも、平坦化ダイで修正することもできます。しかし、それでも物理法則との戦いです。熱い金属は膨張し、その後、より冷たい拘束部に対して収縮するのです。.
コンデンサ放電(CD)溶接は、そのプロファイルを一変させます。ミリ秒単位の放電。小径のスタッド。エネルギーが短時間で局所的なため、焼き抜けを起こすことなく約0.5mmまでの薄板に接合できます。フェルールは不要で、裏面の痕跡も最小限です。薄い外観パネルの場合、CD溶接ならA面をそのまま出荷できるほどきれいに保てることがよくあります。.
しかし、ここに落とし穴があります。CD溶接の強度範囲は、スタッドの直径と板厚に依存します。急速な鍛造作用によって過度な溶融なしに強固な接合が作られるため、薄い材料での小さなスタッドには最適です。これをより大きな直径や、より大きな構造的荷重に適用しようとすると、プロセスの限界を超えてしまいます。ドローアーク溶接は、溶接部がスタッド自体よりも強くなるような完全な溶け込みを実現できます。CD溶接は、熱を上げなければ魔法のようにそれをスケールアップすることはできません。そして熱を上げれば、結局は歪みの問題に戻ってしまうのです。.
つまり、溶け込みとスタッドサイズの許容範囲を、熱制御と引き換えにしているのです。外観面はCD溶接で守れるかもしれませんが、構造的な要求には耐えられないかもしれません。ドローアーク溶接では構造は守られますが、パネルは歪みという代償を払うことになります。.
使用してはいけない場合:
もし熱が溶接の代償であるならば、そもそも溶融を避ける方法はないのでしょうか?
| 側面 | コンデンサ放電(CD)溶接 | ドローアーク溶接 |
|---|---|---|
| 入熱量 | 放電時間はミリ秒単位であり、熱が高度に局所化されます | アーク時間が長く、総入熱量が高くなります |
| A面への視覚的影響 | マーキングは最小限で、多くの場合そのまま出荷できるほどきれいです | 目に見える痕跡が残り、表面が歪む可能性があります |
| 薄板への適合性 | 焼き付き(バーンスルー)を起こさず約0.5mmまで有効 | 薄板では反りや歪みのリスクがあります |
| スタッド径の許容範囲 | 小径スタッドに最適 | 大径スタッドに適しています |
| 溶融強度 | 小径スタッドには強力な結合が可能ですが、拡張性には限界があります | 完全な溶融が可能で、溶接強度がスタッドの強度を上回ることがあります |
| 歪みのリスク | 短時間で局所的な熱のため低い | 蓄熱と冷却収縮により高くなります |
| フェルールの必要性 | フェルールは不要です | 通常、溶接部を形成するためにセラミックフェルールを使用します |
| 裏面のマーキング | 最小限 | マーキングや変形の可能性あり |
| 構造的耐荷重 | スタッド径と板厚による制限あり | 重い構造荷重に適している |
| トレードオフ | 表面の美観は保たれるが、構造的な許容範囲は限定的 | 構造的強度は最大化されるが、パネルの反りのリスクがある |
| 使用してはいけない場合 | 大きなスタッドや重荷重が必要な場合、または構造的需要がCD(コンデンサ放電)溶接の限界を超える場合 | パネルの厚さが1.0 mm未満で、厳しい平面度公差が求められる場合、または歪みが許容されない場合 |
| クランプ感度 | 強固なクランプへの依存度は低い | 歪みを抑えるために強固なクランプが必要 |
| 溶接後の仕上げ | 多くの場合不要 | 矯正や再仕上げが必要になる場合がある |
1.0mmのパネルに直接M5×0.8のタップを立てたバッチを廃棄することになった。噛み合いは1ピッチ分。バリの向きが良ければ1.25ピッチといったところだ。最初のトルク監査で6N·mをかけたところ、ネジ山が潰れてしまった。.
ヘッドの下で起きているのは、単純なネジ山のせん断ではない。シートを押し広げ、ネジ山のフランク(側面)の前にある材料を押し潰し、荷重がかかると傾こうとする現象だ。.
そこで、ピアッシングによる押し出し加工(タップ立ての前にパンチでカラーを成形する)を追加した。板厚は同じだが、材料が1.5〜2.0mmほど引き出されるため、1ピッチではなく2〜3ピッチの完全なネジ山が得られる。追加の部品は不要で、熱も加えない。荷重経路は母材の中に留まる。.
これで強度が2倍になるか? 自動的にそうなるわけではない。.
押し出し加工では、引き伸ばされる際に材料が薄くなる。壁面は加工硬化する。パンチのクリアランスが不適切だったり、材料の延性が低かったりすると、カラーの根元に微細な亀裂が入る。こうなると、「追加されたネジ山」は割れた筒の上に乗っているようなものだ。繰り返しの荷重がかかると、その亀裂が引き金となって破壊が始まる。.
しかし、成形が適切に管理されていれば(パンチとダイのクリアランスが適正、十分な延性、適切な潤滑)、カラーは確実なせん断面積を生み出す。1ピッチだけでネジ山の脱落に抵抗するのではなく、複数のフランクが荷重を分担する。力は溶接界面や潰れたインサート本体を介することなく、同一材料内での支圧とせん断として保持される。.
また、熱影響部(HAZ)も発生しない。熱による歪みもない。溶かさないため、表面の見た目も平坦に保たれる。.
使用してはいけない場合:
押し出し加工は図面上ではきれいに見える。しかし、タダで手に入るわけではない。.
毎分300ストロークで稼働する順送プレス金型は、理論など気にしない。気にするのは刃先の寿命だけだ。.
溶接ナットを排除するために、大量生産パネルに押し出し加工ステーションを追加した。最初の1ヶ月はすべてが素晴らしく見えた。溶接歪みはなく、組み立ては高速化した。しかし、やがてネジゲージが散発的に不合格になり始めた。カラーの高さがわずかに低くなっていたのだ。.
パンチが摩耗していた。.
カラーを成形するということは、毎サイクル、材料を塑性変形させて降伏点を超えて押し出すことを意味する。パンチの先端には高い接触圧と摺動負荷がかかる。摩耗が進むと、押し出し高さがコンマ数ミリ低下する。これが、3ピッチの完全なネジ山と2.5ピッチの差となる。トルクの余裕は壊滅的ではなく、ゆっくりと失われていく。工程内測定なしでは見抜くのが難しい。.
これを、二次工程でナットを溶接する場合と比較してみよう。工具の摩耗は電極やフェルールに移行する。1時間あたりのダウンタイムコストが莫大な20ステーションの順送金型に負担がかかるわけではない。コストセンターが異なり、故障モードも異なる。しかし、荷重経路の問題は同じだ。.
部品代で節約した時間は、金型の調整が狂った際のメンテナンス工数や廃棄ロスとして再出現する。接合部にとって、溶接セルでコストを払ったか、パンチの再研磨で払ったかは関係ない。重要なのは、ネジの噛み合いと材料特性が設計上の想定通りかどうかだけだ。.
つまり、決断すべきは「溶接ナットか押し出し加工か」ではない。「熱入力と歪み」で変動を管理したいか、それとも「成形摩耗と高さ管理」で管理したいか、という点である。
どちらにせよ、あなたは単なるコモディティ(汎用品)を買っているわけではないからです。あなたは薄い金属板の中に、荷重を伝えるための「高速道路」を設計しているのです。そして、薄い金属板は、自分が受けた仕打ちを決して忘れません。.
あなたは今、単なる比較表ではなく、システムそのものを求めています。熱対成形摩耗、溶融対コールドフローといったこれらすべてのトレードオフを考慮した上で、何をどこに、いつ配置するかをどのように決定すべきでしょうか?
ここが、ほとんどの図面が見落としている部分です。たとえ適切な締結部品を選んだとしても、それが生き残るために必要な順序を無視すれば、失敗してしまいます。.
私は、完璧に仕様が決められたセルフクリンチングナットが、1.2mmのパネルの中で空回りするのを見たことがあります。理由は、曲げ逃げ溝を避けるために、誰かがそれを端の方へ3mmずらしただけでした。部品番号は同じ。プレス機も同じ。トルク仕様も同じ。違ったのは配置とタイミングだけです。板材には、金属が流れるための余地がどこにもなかったのです。.
締結部品は単なる「部品」ではありません。薄いアスファルトの中に切り開かれた「荷重の高速道路」です。基礎を固める前に道路を舗装してしまえば、交通が始まってからでないとひび割れは現れません。.
ですから、溶接スタッドか、押し出し加工か、インサートかといった議論をする前に、エッジ距離、仕上げの順序、そしてサービスアクセスという3つの境界条件を確定させてください。これらの一つでも破れば、あなたの「強固な」接合部は、将来的に高コストなスクラップとなる切符を手にしたようなものです。.
私たちは、カタログに記載された最小エッジ距離を信じて、1.0mmの亜鉛メッキパネルをパス制御式のクリンチプレスに通しました。しかし、5枚に1枚の割合で、パネルの角がポテトチップスのように反り返ってしまいました。.
図面上では、エッジ距離は幾何学的なものです。直径の1倍、コーティング材なら1.5倍など、表に書かれた通りです。しかし現実は動的です。プレス機はあなたの図面など気にしません。アンダーカットが満たされるまで力を加え続けます。もし板厚がコイルの個体差で+0.1mmあり、締結部品の頭部の高さが+0.05mmあれば、その積み重なった余分な厚みはどこかへ行かなければなりません。端の近くであれば、それはパネルを曲げる力に変わります。.
それこそが、誰も書き留めていない「乗数」なのです。.
レーザーカットされた穴は、状況をさらに悪化させます。穴の縁にある熱影響部は、締結部品が想定しているよりも硬くなっている可能性があります。そうなると、プレス機は材料をアンダーカットに押し込むためにより大きな力が必要になります。力が増せば、半径方向の応力も増します。端の近くで半径方向の応力が増大すると、板材は流れるのではなく、浮き上がってしまいます。頭部の下に見えるのは、きれいなねじ山のせん断ではなく、浅くて充填不足のインターロックであり、使用荷重に耐える前にすでに降伏してしまったパネルです。.
では、異種材料の積層をクリンチングする場合はどうでしょうか?硬い方の板を間違った側に配置すると、パンチは成形ではなく貫通してしまいます。そこには緩やかな劣化など存在しません。外観検査は通過するものの、期待される荷重の半分で剥離してしまう、中途半端に成形された接合部が出来上がるだけです。ちなみに、その荷重自体、引張や剥離において同等のスポット溶接が耐える荷重の半分程度に過ぎません。.
エッジ距離とは数値ではありません。力、硬度、厚みのばらつきに対する「クッション」なのです。.
使用してはいけない場合:
もしエッジ距離が「材料の逃げ場を作るためのもの」だとしたら、化学的な要素が関わってくるとどうなるでしょうか?
メッキ処理から戻ってきた400個のハードウェアのネジ山が、まるで砂を詰め込まれたかのような感触になっていたのを見たことがあります。.
メッキ前に取り付けると、化学浴がクリンチナットのアンダーカット界面やスタッドのローレット加工部を含め、すべてをコーティングしてしまいます。そのコーティングによって厚みが増します。わずか数ミクロンかもしれませんが、小さなネジのトルク・張力特性を変えるには十分です。薄い板材の場合、ファスナーが降伏する前に板材がクリープ(変形)するため、プリロード(予圧)の損失がすぐに現れます。.
メッキ後に取り付けると、腐食防止バリアを突き破ることになります。すると、荷重の通り道にむき出しの鋼鉄の肩ができてしまいます。取り付け時にアクセサリがコーティングを剥がしてしまうと(ほとんどの場合そうなりますが)、圧縮応力が最も高い場所に、コーティングされていない素材のリングを作り出してしまうことになります。腐食は応力集中部を好むのです。.
また、熱処理の順序も問題です。コーティング後に溶接すれば、コーティングが焼けてしまいます。溶接後にコーティングすれば、溶接のハロー(光輪)やスパッタの跡をすべて洗浄して仕上げを密着させるという工程に賭けることになります。一つでも見逃せば、構造的な信頼性が最も高いはずの溶接線から腐食が始まります。.
つまり、問題は「前か後か」ではありません。「荷重経路をずらすことなく、寸法変化、コーティングの蓄積、あるいは焼き付きに耐えられる界面はどれか」ということです。
使用してはいけない場合:
初日にすべてのトルク仕様を満たしていても、5年後に悪夢のような事態を招く設計になっている可能性があります。.
私たちは1.2mmの筐体に20mmのスタンドオフを取り付けて制御基板を固定し、引き抜き強度の数値が良好だったため、これで良しとしました。.
6ヶ月後、現場のサービス部門が基板の交換を始めました。ネジは外れましたが、スタンドオフはそのまま残り、その周囲の板材は潰れたソーダ缶のようになっていました。.
ネジはまだそこにあります。.
何が起きたのか。スタンドオフが柱の役割を果たしていました。荷重経路はネジ頭からスタンドオフを通り、薄い板材の小さな環状部分へと流れていました。使用中、技術者が基板に寄りかかったり、コネクタを無理やり外したり、再組み立て時に過剰なトルクをかけたりしました。サイクルごとに板材は局所的に圧縮されました。破壊には至らなくても、降伏するには十分でした。板材が降伏するとプリロードが低下し、プリロードが低下すると振動が接合部に影響を与え始めます。こうなると、板材は舗装面ではなくガードレールのような状態になってしまいます。.
分解を考慮した設計とは、接合部が何度もトルクサイクルや軸外荷重を受けることを想定することです。薄い板材は局所的な潰れから回復しません。その履歴を記憶してしまうのです。.
そのため、荷重の接地面積を広げます。スタンドオフの下に大きなフランジを設ける、バックアップワッシャーを使用する、エンボス加工で断面を厚くする、あるいは荷重を厚み方向ではなく面内で圧縮を受ける成形形状へと移動させます。.
現場での扱いは丁寧とは限らないからです。.
使用してはいけない場合:
配置ルールは単なる書類上の手続きではなく、境界線です。一度ルールを固定すれば、締結部品の選択肢は急速に絞り込まれます。それは良いことです。制約とは、トレードオフを推測ではなく、再現性のある決定に変えるための手段なのです。.
あなたは作業台の前に立ち、片手に1.0mmのパネル、もう片手にM5のネジを持ち、3つのカタログページを開いています。どのページにも「薄板に最適」と書かれ、どの営業担当者も「うまく機能する」と言います。しかし、6ヶ月後に選択を誤っていたら、ネジは残っていても、その周囲のパネルはゴミ同然になっているでしょう。.
そこで、私が後輩に教えている手順を紹介します。ブランドを優先しない。強度定格を優先しない。まずは板材から始める。荷重を定義する。アクセス性を考慮する。この順序です。そうすれば、締結部品の選択は推測ではなく、必然的な結果となります。.
ある技術者が「軽いブラケットだから」という理由で、0.8mmの鋼板にM4のネジ山をタップ加工しているのを見たことがあります。作業台の上では保持できていました。しかし現場では、振動によって数週間で緩んでしまいました。ネジ頭の下に見えるのは、きれいなネジ山のせん断ではなく、最初からネジ山が1山分も噛み合っていなかったために生じた、潰れた山と平らになった頂部です。.
そのメカニズムはこうです。メートル並目ネジにはピッチがあります。板厚がネジ山のピッチ1つ分にも満たない場合、それはネジ山の柱ではなく、変形した材料の薄いリングに過ぎません。そのリングはネジ山の側面での真のせん断ではなく、ベアリング(面圧)で荷重を支えています。そこに一度でも締めすぎが発生すれば、板材は降伏します。予圧は低下し、接合部は本来持っているはずの摩擦力を失ってしまいます。.
現場で私が使用している経験則は以下の通りです:
しかし、板厚だけがすべてではありません。1.0mmの延性のある軟鋼は、より硬い1.0mmのステンレスとは挙動が大きく異なります。また、薄い延性のある板材にスピン/スピンツールでリベットナットを取り付ける場合、インサートが固定される前に穴が楕円形になることがあります。したがって、真の問いは「このゲージは何か?」ではなく、「取り付け時の歪みの後、どれだけの噛み合い材料が実際に残っているか?」なのです。“
板材がネジ山のための安定した土台を提供できないのであれば、なぜネジの強度等級について議論する必要があるのでしょうか?
私たちはメンテナンスのために、ブラインドインサートを使用して小さな筐体のドアを取り付けました。静的な引き抜き強度の数値は問題ありませんでした。しかし、ユーザーがドアを横方向に強く引っ張り始めました。剥離荷重です。これは全く別の問題です。.
静的な締め付け荷重とは、予圧を維持することを意味します。板材はネジ頭やインサートのフランジの下で圧縮されています。薄い板材はクリープ(変形)します。予圧を失うと、接合部は滑り始めます。そのためには、広い座面、成形されたボス、または板材にしっかりと噛み合うセルフクリンチングナットの方が、高い耐トルク性能を得られます。.
動的なせん断荷重(穴の壁面に沿った横方向の力)は、板材の穴の縁に面圧をかけます。ここでは、ネジの強度よりも、穴の直径と端面距離が重要になります。荷重のほとんどが面内方向であり、裏側の膨らみが適切に形成されていれば、ブラインドリベットナットで十分な場合があります。.
剥離荷重は致命的です。剥離荷重は、一方の板をもう一方から引き剥がすことで、締結部品をこじ開けようとします。裏側の膨らみと摩擦に頼るブラインドインサートは、通常、適切に取り付けられたクリンチナットや溶接に比べて、剥離荷重に対して弱いです。接合部の形状がレバーアーム(てこ)を生み出す場合、もはや引張強度をテストしているのではなく、そのアクセサリーが曲がろうとする薄い材料にどれだけしっかりと固定されているかをテストしていることになるのです。.
ですから、「このファスナーはどれくらい強力か?」と尋ねるのではなく、「力はシートをどの方向に引き裂こうとしているのか?」と自問してください。なぜなら、その方向次第で、ブラインドインサート、クリンチ、溶接のどれを選ぶべきかが一瞬で変わってしまうからです。.
荷重の方向によって答えが変わるのなら、裏側に手が届かない場合はどうなるのでしょうか?
以前、閉断面のチューブフレームで、設計上どうしても内部にブラケットをボルト留めしなければならない案件がありました。「ブラインド構造用ボルトを使えばいい」と。図面上は完璧です。しかし実際には、内部の隙間が狭すぎて、ワッシャーが反転して座面に収まるのがやっとでした。半分は斜めに取り付き、いくつかは完全には展開しませんでした。初期のトルク試験は合格しましたが、時間の経過には耐えられませんでした。.
ブラインドアクセスとは、単に「片側のみ」を意味するわけではありません。以下のことを意味します。
恒久的な接合ですか?溶接やクリンチ金具の方が、母材へのより直接的な荷重経路を提供できる場合があります。.
メンテナンスが必要な接合ですか?ブラインドリベットナットは魅力的ですが、同じ板厚のクリンチソリューションと比較して、剥離強度やトルクアウト強度が低くなる可能性があることを受け入れる必要があります。.
閉断面における高い構造的要求がある場合、正直な答えは、内部アクセスが十分に確保できない以上、代替の金具では溶接の荷重経路に匹敵できないため、溶接が依然として基準であるというケースもあります。.
制約は選択肢を素早く絞り込みます。それこそが重要なのです。制約は厄介なものではなく、フィルターなのです。.
板厚、荷重、アクセスが固定されれば、金具は自ずと決まってきます。.
これからの業務で持ち帰っていただきたい考え方の転換がこちらです。.
ナット、インサート、スタッドを「穴を埋めるもの」と見るのはやめましょう。それらを「力の通り道(ハイウェイ)」として捉えてください。シートは薄いアスファルトです。ファスナーは、クランプ荷重、せん断、剥離といった交通をそのアスファルトを通じて誘導しています。路盤が流そうとしている交通パターンを支えられなければ、どんなにボルトが光り輝いていても舗装はひび割れてしまいます。.
板厚は舗装がどれだけあるかを示し、荷重の種類はどのような交通を流すかを示します。アクセスとライフサイクルは、どこにオンランプ(導入路)を建設できるかを示します。.
この順序に従えば、部品を買い漁るのではなく、接合部を設計するようになります。カタログは金具をサイズや強度区分で比較するように訓練してきますが、1.0mmの鋼板内部の応力マップをどう書き換えるかという視点では比較させてくれないため、これは直感に反することなのです。.
これだけは覚えておいてください。主役はファスナーではなく、シート(板材)です。あなたの仕事は、シートの限界を尊重し、初日のトルクチェックだけでなく、長年にわたって耐え抜けるような力の伝達経路を構築できる金具を選ぶことです。.
穴を埋めるものとしてではなく、荷重のハイウェイとして考え始めれば、薄板パネルを見る目は二度と元には戻らないでしょう。.


















