

Через три месяца после установки дверь корпуса начинает провисать. Винты всё ещё на месте. Головки затянуты. Но защёлка больше не совпадает, а когда вы вытаскиваете один винт, отверстие оказывается не резьбованной сталью — а овальным кратером.
Я списывал панели и по меньшему поводу.
Где-то по пути мы начали относиться к винтам для тонколистового металла как к скрепкам: если подходят — значит работают. Такое мышление дорого стоит.
Я видел, как молодой конструктор нарезал резьбу М4 в листе из мягкой стали толщиной 1,0 мм для пульта управления. “У нас есть три витка резьбы”, — сказал он, гордый своими штангенциркулями. На бумаге это звучит как достаточное зацепление. На производстве — это обратный отсчёт.
Потому что эти три витка не несут нагрузку так, как вы думаете. Винт не висит на аккуратных маленьких винтовых полочках. Он раздвигает лист, сминая материал перед рабочей гранью витка и пытается наклониться под нагрузкой. Тонкий лист не выходит из строя вежливо. Он сначала деформируется. Тихо.
Так что, когда соединение разболталось, что на самом деле сдалось?

Возьмите два перекрывающихся листа толщиной менее полумиллиметра каждый, соедините их самонарезающим винтом. Вы затянете его. Кажется, что всё прочно. Теперь потяните в сдвиг.
То, что вы увидите под головкой, — это не чистый срез резьбы. Винт наклоняется. Отверстие вытягивается. Материал накапливается перед стержнем, как снег перед плугом. Это — разрушение от давления, когда винт сминает и смещает лист, обычно в сочетании с наклоном.
Резьба просто едет вместе с процессом.
В тонкомере лист — это дорожное покрытие, а винт — грузовик. Если асфальт толщиной 10 мм, он распределяет нагрузку. Если 0,8 мм — он мнуется и трескается. Называть это “сорванной резьбой” значит упустить настоящее место происшествия: материал основания сдался, потому что путь передачи нагрузки был ошибочен с самого начала.
Если деформируется сам лист, а не винт, то какое же зацепление резьбы у вас на самом деле?
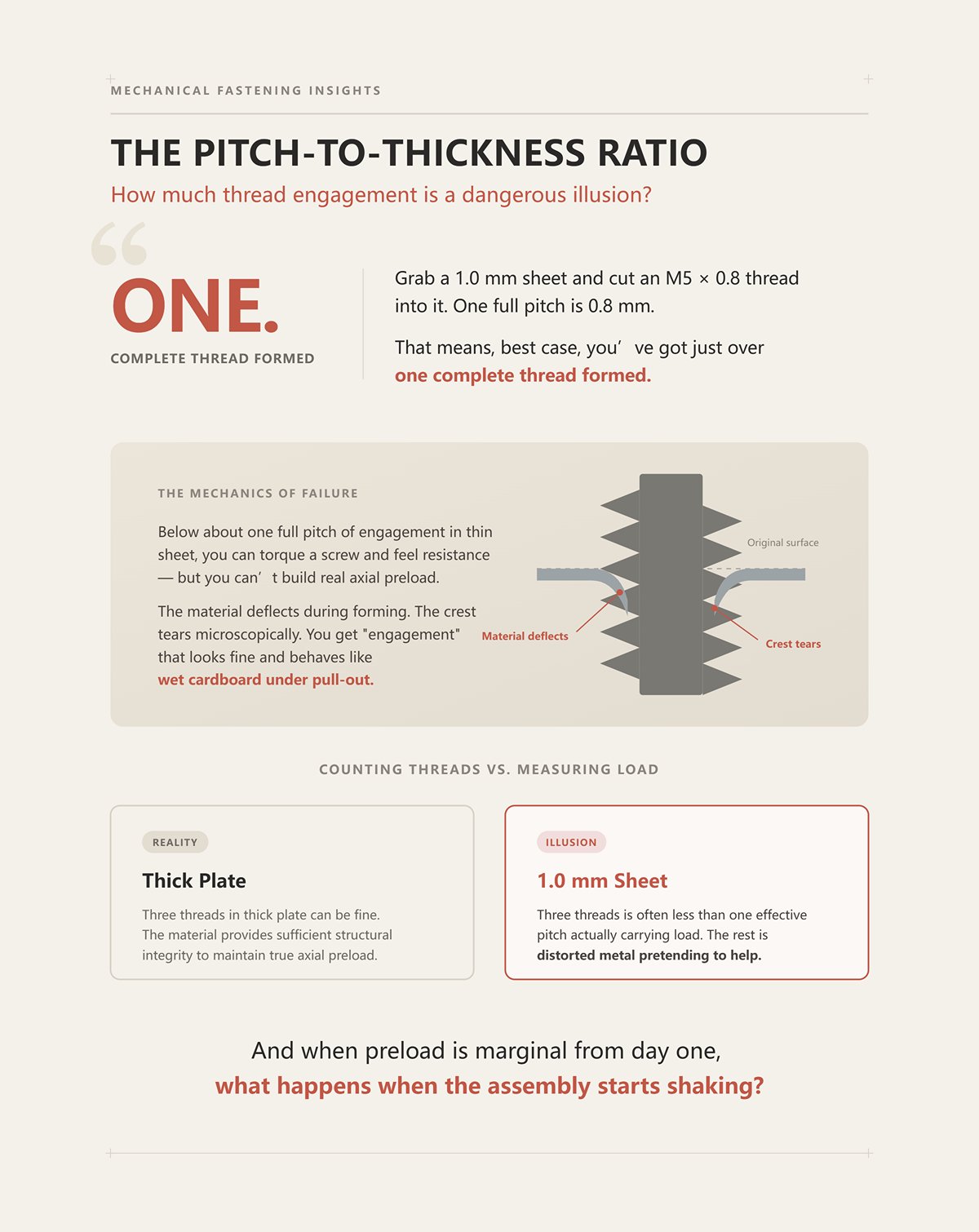
Возьмите лист толщиной 1,0 мм и нарежьте в нём резьбу M5 × 0,8. Один полный шаг — это 0,8 мм. Это значит, что в лучшем случае у вас чуть больше одного полного витка резьбы.
Один.
При менее чем одном полном шаге зацепления в тонком листе вы можете затянуть винт и почувствовать сопротивление — но не сможете создать реальный осевой предварительный натяг. Материал прогибается во время нарезки. Гребень микроскопически рвётся. Вы получаете “зацепление”, которое выглядит нормально, но ведёт себя как мокрый картон при вырывании.
Вот она — иллюзия: считать витки вместо того, чтобы измерять несущую способность.
Три витка в толстой плите могут быть нормой. Три витка в листе толщиной 1,0 мм — это часто менее одного эффективного шага, который реально несёт нагрузку. Остальное — искажённый металл, притворяющийся, что помогает.
А когда предварительный натяг с самого начала был минимальным, что произойдёт, когда конструкция начнёт вибрировать?
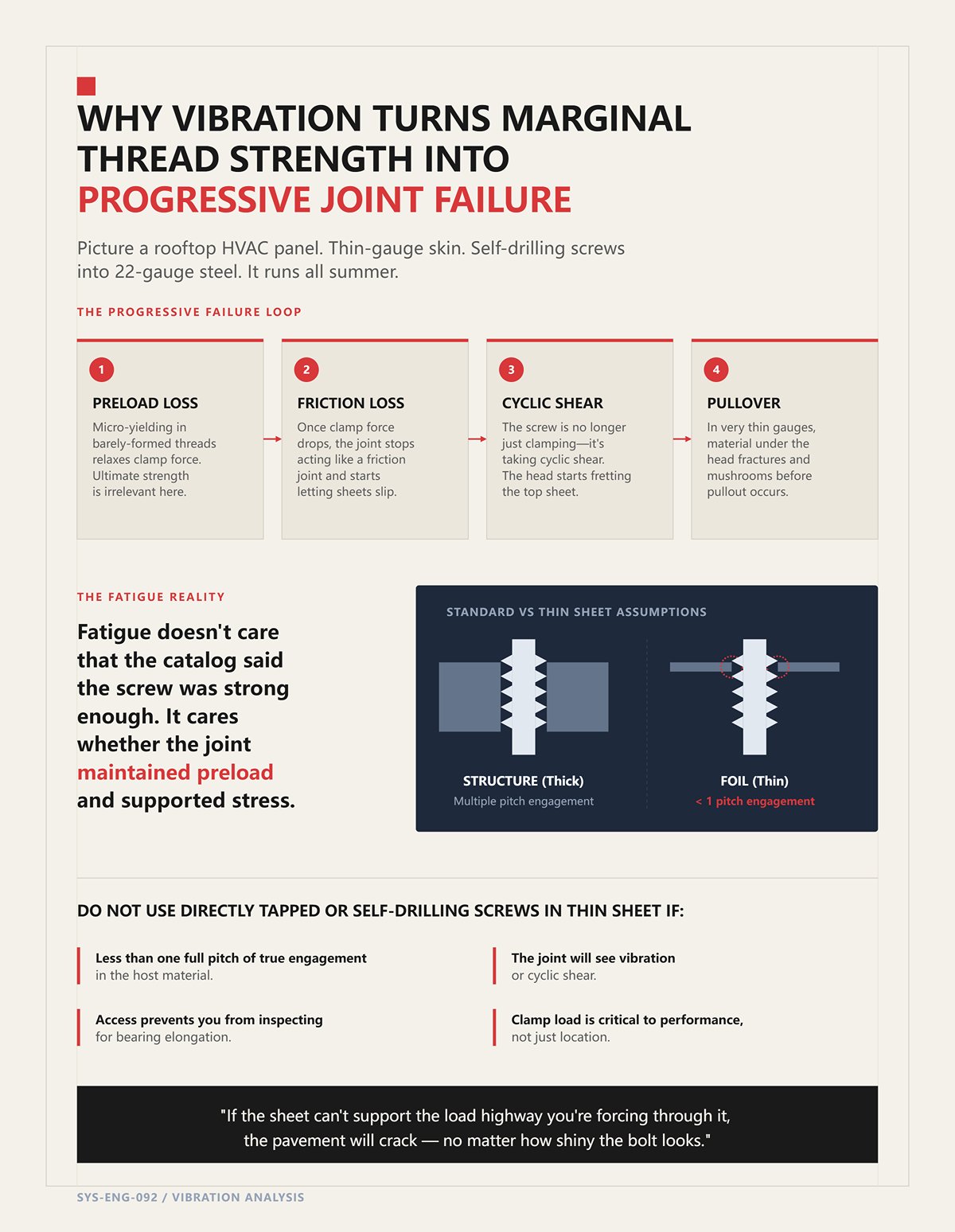
Представьте крышу с панелью HVAC. Обшивка из тонколистового металла. Саморезы со сверлением в сталь толщиной 22 га. Работает всё лето.
Первое, на что воздействует вибрация, — это не предельная прочность. Она атакует предварительное натяжение. Любое микропластическое деформирование в едва сформированной резьбе ослабляет силу зажима. Как только сила зажима падает, соединение перестаёт действовать как фрикционное и начинает позволять листам скользить.
Теперь винт не просто зажимает — он воспринимает циклическое срезовое усилие. Головка начинает натирать верхний лист. В очень тонких толщинах часто наблюдается вырыв под головкой раньше, чем вырыв резьбы: материал под головкой трескается и раздувается, потому что тонкое кольцо стали выполняет всю работу.
Усталость не обращает внимания на то, что в каталоге было сказано, что винт достаточно прочный. Её интересует, поддерживало ли соединение предварительное натяжение и мог ли лист выдерживать контактные напряжения снова и снова.
Стандартные крепежи предполагают, что материал вокруг них достаточно толстый, чтобы вести себя как конструкция, а не как фольга. Тонкий лист разрушает это предположение. Тихо. Предсказуемо.
Не используйте напрямую нарезанные или самосверлящие винты в тонком листе, если:
Если лист не может выдержать ту нагрузочную магистраль, которую вы через него проводите, покрытие дороги треснет — независимо от того, насколько блестящим выглядит болт.
У меня была партия панелей электрического шкафа толщиной 1,2 мм, которые на бумаге выглядели идеально. В спецификации — самозащемляющие гайки М6. Усилие пресса настроено. Испытание на крутящий момент пройдено при приёмке. Потом финальная сборка вышла на конвейер, и половина гаек начала проворачиваться на месте.
Не сорвались. Не вырвались. Проворачивались.
На предыдущем этапе кто-то заменил лист на более твёрдого закала, чтобы уменьшить вмятины при транспортировке. Никто не сообщил инженерам. Пресс всё ещё давал то же усилие. Гайки садились заподлицо. Но лист не тек так, как должен был, поэтому запирающее кольцо не сформировалось полностью. Мы построили 400 генераторов проворачивания.
Вот в чём разница между вкручиванием в тонкий лист и защемлением в него. Самозащемляющий крепёж не полагается на хрупкие резьбы, вырезанные в фольге. Он изменяет форму листа так, что лист становится частью самого крепежа. Путь нагрузки больше не держится на боковых поверхностях резьбы; он запирается за плечо, сформированное холодной деформацией. Лист перестаёт быть дорожным покрытием и становится барьером безопасности.
Но только если металл действительно движется.
Возьмите стандартную гайку для защемления заподлицо и посмотрите на её сечение. Под головкой есть зубчатое или проточенное кольцо. Во время установки параллельный пуансон вдавливает гайку в пробитое отверстие чуть большего диаметра, чем стержень. Лист локально деформируется и течёт радиально в эту проточку.
Без резки. Без стружки. Только пластическая деформация.
Это локальное текучее деформирование — холодное течение, то есть постоянное изменение формы при комнатной температуре. Материал смещается в канавку, и как только он там оказывается, единственный выход — срезать кольцо листового металла или разорвать его на растяжение. Теперь путь передачи нагрузки — это не пара хрупких вершин резьбы, а полноценная механическая сцепка на 360 градусов.
При вырывании сопротивляющая площадь примерно равна окружности подреза, умноженной на толщину смещённого листа. Удвоите диаметр — удвоите периметр среза. Увеличьте толщину — увеличите сопротивляющую площадь линейно. Это математика, на которую можно опираться при проектировании.
Но вот что большинство каталогов не акцентируют: способность листа течь — ограничена. В тонких толщинах менее примерно 1,0 мм, особенно в высокопрочных сталях, локальная деформация вокруг отверстия может приблизиться к пределу формовки. Мне приходилось видеть частичное смятие вокруг мест клинч-заклёпок, где материал скапливался неравномерно, оставляя одну сторону тонкой и наклёпанной. При вибрации именно этот наклёпанный сегмент трескался первым.
Холодное течение создаёт прочность, потому что перераспределяет материал в геометрию, сопротивляющуюся вращению и вырыву. Холодное течение также расходует пластичность. Перестарайтесь — поставьте слишком большой крепёж в слишком тонкий лист — и вы начнёте шею того материала, на который рассчитываете для удержания.
Так что реальный вопрос не “Добавляет ли клинч толщина?” — нет. Вопрос в том: имеет ли ваш лист достаточный запас пластичности, чтобы пережить переработку формы и при этом выдерживать эксплуатационные нагрузки?
Какой металл должен поддаться первым?
Я запрессовал клинч-гайку в алюминий 5052-H32 и наблюдал, как она садится легко, словно в масле. Та же гайка в высокопрочную низколегированную сталь, предварительно наклёпанную? Сила установки резко возросла, пресс прогнулся, и гайка осталась выступать на несколько тысячных.
Правило простое и жёсткое: лист должен деформироваться; крепёж — нет.
Самозажимной крепёж подвергается термообработке, чтобы быть значительно твёрже, чем лист-хозяин. Когда пуансон вдавливает его, лист течёт в подрез, а крепёж сохраняет свою геометрию. Меняйте эту иерархию наоборот — более твёрдый лист, более мягкий крепёж — и вместо того, чтобы лист заполнил канавку, сама канавка смазывается или лист едва двигается. В итоге — косметическая посадка, но никакой реальной фиксации.
Есть данные исследований формовки, показывающие, что предварительная наклёпка листового металла может повысить требуемую силу установки на 20–30 % без пропорционального роста прочности соединения. Эта дополнительная сила не даёт вам увеличенной удерживающей способности; она просто борется с материалом, который больше не хочет деформироваться. Вы нагружаете пресс, рискуете деформацией панели и всё равно не получаете более глубокую сцепку.
И даже когда вы добиваетесь правильной посадки, вы создаёте наклёпанную зону вокруг отверстия. Там живут остаточные напряжения. В ферромагнитных листах, особенно если покрытия повреждены при запрессовке, этот напряжённый кольцевой участок может стать местом зарождения коррозии. Я видел уличные корпуса, где каждое пятно ржавчины начиналось по периметру клинч-гайки.
Заставить металл работать — эффективно. Но не бесплатно.
Так когда же вся эта деформация реально превосходит заклёпку или свободную гайку?
Представьте стальную кронштейн толщиной 1,5 мм, в котором нужен резьбовой М5 для крепления двигателя. Вариант первый: просверлить отверстие под болт и свободную гайку. Вариант второй: вытяжная заклёпка плюс резьбовая вставка. Вариант третий: самозажимная гайка.
Со свободной гайкой ваш зажимной момент в порядке — пока кто-то может держать обратную сторону и вы никогда не теряете предварительное натяжение. Но ваша способность к сопротивлению сдвигу между листами всё ещё зависит от трения от зажимной силы. Потеряйте предварительное натяжение при вибрации — и болт начнёт работать на изгиб. Винты останутся, но соединение уже не то.
Вытяжная заклёпка даёт вам хорошее сопротивление сдвигу, потому что её тело заполняет отверстие, но вы не получаете повторно используемую резьбу. Добавьте резьбовую заклёпочную гайку — и теперь вы зависите от расширения тонкостенной втулки в отверстии. В тонком листе это расширение часто ведёт к локальному вздутию. То, что вы увидите под головкой, — это не чистый срез резьбы, а опорная деформация вокруг деформированного отверстия.
Правильно указанная клинч-гайка меняет математику. Ваше сопротивление вырыванию связано с площадью среза сцепленного кольца. Ваше сопротивление выворачиванию связано с диаметром и формой насечённого или зубчатого подреза, внедрённого в лист. А так как резьба выполнена в полнотелой закалённой стали, вы получаете реальное предварительное натяжение — а не один виток резьбы, притворяющийся конструкцией.
В повторяющихся сборках — панели обслуживания, корпуса электроники, крышки двигателей — эта комбинация имеет значение. Вы можете затянуть до спецификации, снять и снова установить, и путь нагрузки останется в закалённом крепеже, а не в жертвенных резьбах листового материала.
Но клепка требует двух вещей: достаточной пластичности для формирования замка и доступа для параллельного пресса во время установки. Нет пластичности — нет замка. Нет доступа для пресса — нет установки.
Так что метод, фиксирующий путь нагрузки в открытом, формуемом листе, всё же оставляет вас в тупике, когда у вас только одна сторона и нет места для пресса.
Что делать, если вы не можете заставить металл течь, потому что не можете даже добраться до обратной стороны, чтобы его поддержать?
Однажды у нас вернулся из эксплуатации порошковый корпус, в котором каждое крепление M6 всё ещё было затянуто по спецификации — и каждая вставка вращалась на месте. Винты были тугими. Панель — на выброс. Мы не имели доступа с обратной стороны для пресса, поэтому выбрали заклёпочные гайки. Устанавливали ручным инструментом. Производство продолжилось. Через три месяца техник нажал на ключ — и вставка сама выточила себе отверстие.
Это компромисс, который вы делаете, когда не можете клепать. Глухая вставка не создаёт холоднокованный замок за счёт переформирования листа в закалённую выборку. Она складывается сама на себе, «раскладывается» за панелью, и зажимает тонкий материал между своей головкой и расплющенным корпусом. Она раздвигает лист, дробит материал перед фронтом резьбы и пытается наклониться под нагрузкой. Путь нагрузки больше не представляет собой сформированное кольцо вытеснённой стали. Это трение, опора и деформация, созданная при установке.
Так что вопрос — не “Будет ли держать?”. Вопрос: при какой силе она отпустит первой?
Представьте лист из мягкой стали толщиной 1,2 мм с заклёпочной гайкой M5, удерживающей кронштейн. Кто-то повесил на него компонент весом 20 фунтов. Гравитация не заботится о ваших каталоговых данных. Она создаёт момент на лицевой стороне вставки. Этот момент раскладывается на две вещи: срез по стержню и растяжение, пытающееся вырвать вставку прямо наружу.
В чистом срезе — кронштейн плотно к панели, нагрузка параллельно — корпус заклёпочной гайки опирается на стенку отверстия. Площадь сопротивления примерно равна проекции площади стержня на толщину листа. Если отверстие плотное и корпус полностью расширился, сопротивление срезу может быть достойным. Вы нагружаете лист на опору, а не заставляете его растягиваться.
Теперь добавьте дистанцию. Прокладку. Уплотнение. Изогнутый кронштейн, который не сидит плотно. Эта 20‑фунтовая нагрузка больше не является чистым срезом. Она создаёт натяжение у головки вставки. Сопротивление вырыву теперь зависит от того, как расплющенная часть удерживает обратную сторону и от площади среза тонкого кольца листа, зажатого между головкой и расклёпанной частью.
И вот тут установка тихо диктует всё. Переклепайте заклёпочную гайку — слишком большой ход, слишком большое усилие — и вы истончите сжатый участок или треснете переход между резьбовым корпусом и расплющенным хвостом. Я видел вставки, которые выглядели идеально спереди, но отделялись внутри при небольшой рабочей нагрузке. Это похоже на вырыв, но коренная причина была в управлении ходом, а не в рабочей нагрузке.
Настоящее разрушение редко проявляется как чистый срез резьбы. То, что вы увидите под головкой, не будет чистым срезом резьбы. Вы увидите лёгкое выгибание панели в виде блюдца, растрескавшееся покрытие по кольцу и слабый след, где вставка начала наклоняться. Лист поддался первым, потому что путь нагрузки полагался на зажим и локальную опору, а не на сформированный замок.
Так какая сила управляет? Та, что вы случайно ввели геометрией. Держите соединение плотным и заподлицо, и срез может быть главным. Добавьте эксцентриситет — и вырыв становится вашим предельным состоянием, часто при нагрузках гораздо ниже, чем предполагала “предельная сила вырыва” вставки.
А что происходит, когда рабочая нагрузка пытается не вырвать вставку, а провернуть её?
Однажды мы изменили спецификацию покрытия с оцинковки на электрокот и не тронули размер отверстия. Та же номинальная диаметра. Та же заклёпочная гайка с круглым корпусом. Первый производственный цикл — 400 штук. Половина прокрутилась во время установки.
С моментным ключом всё было в порядке. Проблема была проста: гладкий круглый корпус в гладком отверстии, установленный в более твёрдый материал, чем раньше. Сопротивление вставки вращению обеспечивается трением и захватом насечки в стенке. Если крутящий момент, необходимый для расклёпывания и установки вставки, превышает сопротивление вращению, она прокрутится до того, как сядет. Теперь вы упрочнили отверстие и отполировали стенку. Следующая вставка ещё более вероятно прокрутится.
Высокий рабочий крутящий момент хуже. Предположим, вы выбираете вставку M6, потому что вам нужна нагрузка на зажим 8–10 Н·м для крышки. Если крутящий момент, необходимый для создания преднатяга, превышает сопротивление прокрутке вставки в данной толщине листа, лист не выйдет из строя первым — вставка просто сама выточит себе отверстие.
Круглые корпуса могут работать в более мягких материалах и на более толстых листах, где расширение заметно увеличивает контакт со стенкой. В твёрдых сталях толщиной менее 1,5 мм вы рискуете, если не измените интерфейс: вставки с шестигранным корпусом в пробитые шестигранные отверстия, шлицевые корпуса в отверстия правильного размера или вторичные элементы, такие как отбортовки, создающие ключи против вращения. А эти элементы требуют строгого контроля отверстия. Если лазер прорежет на десятые доли миллиметра больше, ваш элемент против вращения будет просто декоративным.
Есть ещё одна ловушка: смещённая установка. Если головка вставки не полностью прилегает к панели — небольшой заусенец, небольшая кривизна — вы совмещаете риск проворота и вырывания. Головка не распределяет нагрузку равномерно, поэтому крутящий момент пытается перекосить вставку, в то время как натяжение пытается её извлечь. Без контролируемого мониторинга силы и хода в производстве это не выявится. В мастерской с ручными инструментами эта вариативность реальна.
Глухие вставки решают проблему доступа. Но они вводят чувствительность процесса. Если вы не можете контролировать размер отверстия, твердость материала и ход установки, вы не проектируете соединение. Вы надеетесь, что трение вас спасёт.
Не использовать, если:
Если глухие резьбы настолько чувствительны, возможно, резьба вам вовсе не нужна.
Я видел, как конструкторы смешивают заклёпочные гайки М6 с рядом алюминиевых вытяжных заклёпок 4,8 мм на одном и том же фланце. Под нагрузкой цельные болты держали. Вытяжные заклёпки расшатались первыми. Соединение разошлось от самого слабого крепёжного элемента вовне, и нагрузка резко перепрыгнула на оставшиеся точки.
Стандартные открытые вытяжные заклёпки подходят для лёгкого среза и облицовки. Их сердечник ломается, оставляя пустое тело, которое в основном сопротивляется срезу за счёт контакта. При растяжении, особенно в увеличенных отверстиях, они разрастаются, а затем проходят сквозь тонкий лист почти без предупреждения.
Структурные заклёпки — закрытые, с зафиксированным сердечником, с более высокой прочностью на срез — меняют уравнение. Зафиксированный сердечник увеличивает способность к срезу и прочность на растяжение, а расширение корпуса более контролируемое. В соединениях, где вам нужна только постоянная стяжка и нет обслуживаемой резьбы, структурный заклёпок может превзойти небольшой заклёпочный гай в силу прямого пути нагрузки: стержень в срезе, корпус в контакте, без внутренних резьб для срыва, без крутящего момента для проворота.
Модернизация оправдана, когда соединение испытывает динамический срез или вибрацию, и вам не нужна разборка. Она не оправдана, когда вы гонитесь за удобством резьбы в ущерб ясности пути нагрузки. Структурный заклёпок не даст вам регулируемой преднатяжки, как болт во вставке, но он также не провернётся под ключом, потому что нет ключа.
Не использовать, если:
Доступ с одной стороны вынуждает идти на компромисс. Заклёпочные гайки и глухие вставки могут быть оправданы — но только тогда, когда их механика сжатия, пределы крутящего момента и установки соответствуют листу так же, как подшипник с натягом в корпусе.
Если вы не можете контролировать эти переменные, вы не проектируете путь нагрузки.
Ты просто заполняешь пустоту.
Крытое оборудование вернулось из покраски с лёгкой волной, похожей на «банку из-под масла», вокруг каждой точки крепления М8. Винты оставались на месте. Крышки были плотные. Но под люминесцентным светом можно было увидеть ореол шириной около 25 миллиметров вокруг каждой приварной гайки.
Эта волна была не просто неудачным косметическим дефектом. Это была зона термического влияния — локальная область, где лист был нагрет выше температуры превращения и снова охлаждён. Структура зёрен изменилась. Остаточные напряжения зафиксировались. Панель запомнила сварку задолго после того, как зажим приспособления был снят.
Если глухие вставки слишком чувствительны к размеру отверстия и моменту затяжки, следующий инстинкт — сварное оборудование. “Просто привари гайку”. Чистый путь передачи нагрузки. Никакого проворачивания. Не нужно контролировать ход осадки. Но теперь твой путь нагрузки проходит через металл, который был расплавлен, сжат и зафиксирован. В тонком листе, 1,0–1,6 мм, этому сжатию негде спрятаться. Оно деформирует основание.
Так что реальный вопрос не в том, сильнее ли приварная гайка, чем заклёпочная гайка на бумаге. Вопрос в том, выживет ли панель при нагреве, не заплатив чем‑то другим — плоскостностью, внешним видом или усталостной прочностью.
Мы испытали вытяжные дуговые шпильки на 1,2 мм холоднокатаном листе для кронштейна, подвергавшегося вибрации. Мощный источник питания. Керамические кольца для удержания расплавленной ванны. Отличное сплавление. Когда мы сбивали шпильку при разрушительном тесте, основный металл рвался раньше сварного шва.
И каждая шпилька оставляла след на внешней стороне.
Вытяжная дуговая сварка работает с более длительной дугой и более высоким тепловложением. Формируется видный галтельный валик, часто с применением керамического кольца для придания формы. Это тепло выходит за пределы диаметра шпильки. На тонком листе охлаждение вызывает сжатие, втягивающее панель в мелкую вогнутость. Можно сильнее зажать. Можно сваривать последовательными швами. Можно выравнивать штампом. Но всё равно это борьба с физикой: горячий металл расширяется, а затем сжимается при охлаждении под ограничением.
Конденсаторная разрядная (CD) сварка меняет профиль. Разряд длится миллисекунды. Шпильки малого диаметра. Она может сцепляться с листом толщиной до 0,5 мм без прожога, потому что энергия коротка и локализована. Без керамического кольца. Минимальное отпечатывание с обратной стороны. На тонких декоративных панелях CD часто оставляет внешнюю сторону достаточно чистой для отгрузки.
Но вот в чём подвох. Прочностные возможности CD зависят от диаметра шпильки и толщины листа. Она отлично подходит для мелких шпилек в тонком материале, потому что быстрое ковочное действие создаёт прочное соединение без избыточного расплава. Но если выйти за эти рамки — использовать большие диаметры или более толстые конструктивные нагрузки — процесс перестаёт работать эффективно. Дуговая вытяжная сварка может обеспечить полное сплавление, при котором шов прочнее самой шпильки. CD не может масштабироваться до этого уровня без увеличения тепла — и тогда снова возникает деформация.
Так что вы обмениваете глубину проплавления и возможность использования больших шпилек на контроль тепла. Внешняя поверхность может выдержать CD. Конструктивная нагрузка — не всегда. При дуговой вытяжке выигрывает прочность, но панель расплачивается короблением.
Не использовать, если:
Если тепло — это налог за сплавление, что если полностью избежать плавления?
| Аспект | Конденсаторная разрядная (CD) сварка | Дуговая вытяжная сварка |
|---|---|---|
| Тепловой ввод | Миллисекунды разряда; сильно локализованное тепло | Более длительное время дуги; более высокий общий тепловой ввод |
| Визуальное влияние на сторону A | Минимальные следы; часто достаточно чисто, чтобы отправить | Видимые следы; возможное искажение поверхности |
| Пригодность для тонкого листа | Эффективно до ~0,5 мм без прожога | Риск коробления и искажения на тонком листе |
| Возможность по диаметру шпильки | Лучше для шпилек малого диаметра | Подходит для шпилек большего диаметра |
| Прочность сварного соединения | Прочное соединение для небольших шпилек; ограниченная масштабируемость | Полное сплавление возможно; сварка может превзойти прочность шпильки |
| Риск искажения | Низкий из-за короткого, локализованного нагрева | Высокий из-за теплового насыщения и охлаждающей усадки |
| Требование фермулы | Фермула не требуется | Обычно используется керамическая втулка для формирования сварного шва |
| Маркировка с обратной стороны | Минимальная | Возможна маркировка и деформация |
| Несущая способность конструкции | Ограничена диаметром шпильки и толщиной листа | Лучше подходит для больших конструктивных нагрузок |
| Компромисс | Сохраняет внешний вид лицевой стороны, но ограничивает конструктивные возможности | Максимизирует прочность конструкции, но может привести к короблению панели |
| Не использовать, если | Требуются большие шпильки или тяжелые нагрузки; конструктивные требования превышают пределы CD | Панель имеет толщину <1,0 мм с жесткими допусками на плоскостность; деформация неприемлема |
| Чувствительность к зажиму | Менее зависит от жесткого зажима | Требует жесткого зажима для снижения деформации |
| Отделка после сварки | Часто не требуется | Может потребоваться выправление или повторная отделка |
Я забраковал партию панелей толщиной 1,0 мм, в которых нарезали резьбу М5 × 0,8 прямо в лист. Одна шаговая длина зацепления. Может быть, одна и четверть, если повезло с направлением заусенца. При первом испытании на крутящий момент в 6 Н·м резьба смазалась.
То, что вы увидите под головкой, — это не чистое срезание резьбы. Лист раздвигается, материал раздавливается перед гранью резьбы и пытается наклониться под нагрузкой.
Поэтому мы добавили пробитую экструзию — пробиваем и формуем воротничок перед нарезкой резьбы. Та же толщина листа, но теперь материал вытянут вниз на 1,5–2,0 мм, давая две‑три полных витка вместо одного. Без дополнительного крепежа. Без нагрева. Путь нагрузки остается в основном металле.
Удваивает ли это прочность? Не автоматически.
При вытяжке стенка истончается. Материал упрочняется от деформации. Если зазор между пуансоном и матрицей неверен или материал мало пластичен, появляются микротрещины у основания воротничка. И тогда ваши “дополнительные витки” сидят на расколотой трубке. При циклической нагрузке эта трещина становится стартовым пистолетом.
Но когда формование контролируется — правильный зазор между пуансоном и матрицей, достаточная пластичность, надлежащая смазка — воротничок создает реальную площадь среза. Вместо одного шага, сопротивляющегося вырыванию, вы имеете несколько зацепленных граней, делящих нагрузку. Сила остается в подшипниковом и срезающем напряжении в том же материале, а не проходит через сварной интерфейс или корпус вставки, утратившей форму.
И нет зоны термического влияния. Нет усадочной деформации. Лицевая сторона остается ровной, потому что вы её не расплавляли.
Не использовать, если:
Экструзии выглядят красиво на бумаге. Но они не достаются бесплатно.
Прогрессивный штамп, работающий со скоростью 300 ударов в минуту, не интересуется вашей теорией. Его интересует срок службы режущей кромки.
Мы добавили станцию экструзии в линию массового производства панелей, чтобы исключить приварные гайки. В первый месяц всё выглядело великолепно. Без искажений от сварки. Быстрая сборка. Затем резьбовые калибры начали время от времени не проходить. Высота воротничка стала снижаться.
Пуансон износился.
Формирование воротничка означает, что материал каждый цикл деформируется пластически за предел прочности текучести. Носик пуансона испытывает высокое контактное давление и трение. По мере износа высота вытяжки падает на несколько десятых миллиметра. Это разница между тремя полными витками и двумя с половиной. Ваш запас крутящего момента тает постепенно, а не катастрофически. Трудно заметить без измерений в процессе.
Теперь сравните это со сваркой гайки во вторичной операции. Износ инструмента переносится на электроды или феррулы, а не на 20‑позиционный прогрессивный штамп, где простой стоит целое состояние в час. Другое место затрат. Иная форма отказа. Но вопрос того же пути нагрузки.
Сэкономленное на крепеже время может вернуться в виде ремонтных работ и брака, когда штамп выходит из настройки. Соединению безразлично, заплатили ли вы за это на сварочном посту или при перешлифовке пуансонов. Ему важно лишь, совпадают ли зацепление резьбы и свойства материала с тем, что предполагалось на чертеже.
Так что решение — не “приварная гайка против вытяжки”. Оно в том, где вы хотите управлять вариативностью — в тепловложении и деформации или в износе формующего инструмента и контроле высоты.
Потому что в любом случае вы не покупаете товар. Вы проектируете силовую трассу через тонкий металл. А тонкий металл никогда не забывает, что вы с ним сделали.
Сейчас вы запрашиваете не очередную сравнительную таблицу, а систему. Учитывая все эти компромиссы — тепло против износа при формовке, сплавление против холодного течения — как вы решаете, что и когда размещать?
Вот то, что большинство чертежей игнорирует: даже правильный крепеж выйдет из строя, если нарушить последовательность, необходимую для его выживания.
Я видел, как идеально подобранная самозащелкивающаяся гайка проворачивалась в панели толщиной 1,2 мм, потому что кто-то передвинул её на 3 мм ближе к краю, чтобы освободить место под изгиб. Тот же номер детали. Тот же пресс. Та же спецификация по крутящему моменту. Разница была в размещении и во времени. Листу просто некуда было вытечь.
Крепеж — это не детали. Это силовые трассы, прорезанные через тонкий асфальт. Если залить дорогу до уплотнения основания, трещины не появятся до тех пор, пока не пойдет трафик.
Так что прежде чем спорить о приварных шпильках, экструзиях или вставках, зафиксируйте три границы: расстояние до края, порядок отделки и доступ при обслуживании. Нарушите хоть одну — и ваш “прочный” узел превратится в дорогостоящую будущую отходную деталь.
Мы прогоняли оцинкованные панели толщиной 1,0 мм через пресс с управляемым контуром зажима, уверенные в минимальном расстоянии от края по каталогу — пока угол каждой пятой панели не начал заворачиваться, как чипс.
На бумаге расстояние от края — это геометрия: 1× диаметр, 1,5× для покрытых материалов, что бы там ни стояло в таблице. В реальности — это динамика. Прессу все равно на ваш чертеж; он прикладывает усилие, пока подрезка не заполнится. Если толщина листа на одной катушке превышает +0,1 мм, а высота головки крепежа +0,05 мм, куда-то это лишнее складывается. У края — в изгиб панели.
Вот тот множитель, который никто не записывает.
Лазерная резка отверстий усугубляет ситуацию. Зона термического влияния на краю отверстия может быть тверже, чем рассчитан крепеж. Теперь прессу нужно больше усилия, чтобы сместить материал в подрез. Большее усилие — большее радиальное напряжение. Большее радиальное напряжение у края — и лист поднимается, а не течет. То, что вы увидите под головкой, — это не чистое срезание резьбы, а неглубокое, недозаполненное зацепление и панель, уже отдавшая своё прежде, чем испытала рабочую нагрузку.
А если вы зажимаете разнородные слои? Поставите более твердый лист не с той стороны — и пуансон пробьёт, а не сформирует. Вы не получите плавного ухудшения. Получите наполовину сформированный узел, прошедший визуальный осмотр и разрушившийся при отрыве при половине ожидаемой нагрузки — что, кстати, уже примерно в два раза меньше, чем у сравнимой точечной сварки при растяжении или отрыве.
Расстояние от края — это не число. Это запас для вариаций в усилии, твердости и толщине.
Не использовать, если:
Если расстояние от края задает, куда может уйти материал, то что происходит, когда вмешивается химия?
Я видел, как 400 деталей вернулись с гальваники с резьбами, которые ощущались так, словно их забили песком.
Монтаж до покрытия — и химическая ванна покрывает всё, включая подрезанную часть клиновой гайки или накатку шпильки. Это покрытие добавляет толщину. Микроны, да. Достаточно, чтобы изменить поведение по крутящему моменту и натяжению на мелкой резьбе? Да, тоже. На тонком листе потеря предварительного натяга проявляется быстро, потому что лист прогибается до того, как крепёж сдастся.
Монтаж после покрытия — и вы пробиваете ваш барьер против коррозии. Теперь на «магистрали нагрузки» появляются плечи из необработанной стали. Если аксессуар смещает покрытие во время установки — а большинство так и делает — вы создаёте кольцо обнажённого материала именно там, где сжимающие напряжения самые высокие. Коррозия обожает концентраторы напряжений.
Есть и последовательность с нагревом. Если вы варите после покрытия — вы его сжигаете. Если покрываете после сварки — вы рассчитываете, что процесс очистит каждую зону вокруг сварного шва и каждое место брызг так, чтобы отделка прилипла. Пропустите одну — и коррозия начнётся на линии сплавления, ровно там, где ваша конструкционная уверенность была максимальной.
Так что вопрос не “до или после”. Вопрос — какой интерфейс сможет выдержать изменение размеров, наращивание покрытия или выгорание, не изменив путь передачи нагрузки?
Не использовать, если:
Можно выполнить все спецификации по моменту затяжки в первый день и всё же спроектировать кошмар для пятого года.
Мы установили плату управления на стойках 20 мм в корпус 1,2 мм и решили, что всё хорошо, потому что показатели на вырыв выглядели нормально.
Через шесть месяцев сервис в поле начал заменять платы. Винты выкрутились. Стойки остались на месте. Лист вокруг них выглядел как смятая жестяная банка.
Винты всё ещё там.
Вот что произошло. Стойка образовала колонну. Путь нагрузки проходил от головки винта вниз по стойке в маленькое кольцо тонкого листа. Во время обслуживания техники опирались на плату, вырывали разъёмы, перетягивали при сборке. Каждый цикл локально сжимал лист. Недостаточно для разрушения. Достаточно, чтобы он начал текучесть. Как только лист протек — предварительный натяг падает. Как только натяг падает — вибрация начинает расшатывать соединение. Теперь лист становится «ограждением» вместо «проезжей части».
Проектирование для разборки означает предполагаемое многократное циклирование крутящего момента и внеосевые нагрузки. Тонкий лист не восстанавливается после локального смятия. Он запоминает.
Так что расширяйте опорную площадь. Больший фланец под стойкой. Подкладная шайба. Формованный босс для утолщения секции. Или перемещайте нагрузку в сформированный элемент, который воспринимает сжатие в плоскости, а не через толщину.
Потому что обслуживание не бывает мягким.
Не использовать, если:
Правила размещения — это не бумажная формальность. Это границы. Как только ты их установил, выбор крепежа быстро сужается — и это хорошо. Ограничения — это способ превратить компромиссы в повторяемое решение, а не в догадку.
Ты стоишь у верстака с панелью толщиной 1,0 мм, держишь в одной руке винт M5, а в другой — три страницы каталога. На каждой написано “подходит для тонкого листа”. Каждый представитель говорит “работает отлично”. А через шесть месяцев, если ты ошибся, винты всё ещё там, но панель вокруг них — мусор.
Вот путь, которому я обучаю новичков. Не с бренда. Не с оценки прочности. Начни с листа. Определи нагрузку. Учитывай доступ. В таком порядке. Когда делаешь так, выбор крепежа перестаёт быть догадкой и становится следствием.
Я видел, как техник нарезал резьбу M4 в стали 0,8 мм, потому что “это всего лишь лёгкий кронштейн”. На верстаке держалось. В эксплуатации вибрация ослабила соединение за пару недель. То, что видно под головкой, — не чистое срезание резьбы; это размазанные вершины и сплющенные гребни, где изначально едва была одна нить зацепления.
Вот механизм. У метрической крупной резьбы есть шаг. Если толщина листа даёт тебе меньше, чем один полный шаг зацепления, у тебя нет столба резьбы — лишь тонкое кольцо вытеснённого материала. Это кольцо воспринимает нагрузку как опорную, а не как истинное срезающее напряжение по боковой поверхности резьбы. Добавь один случай перетяжки — и лист даст течь. Преднатяг падает. Теперь соединение держится на трении, которого больше нет.
Правило, которым я пользуюсь на производстве:
Но толщина сама по себе — не вся история. Пластичная мягкая сталь толщиной 1,0 мм ведёт себя совсем иначе, чем более твёрдая нержавейка той же толщины. И если ты устанавливаешь заклёпочную гайку с вращающим инструментом в тонкий пластичный лист, отверстие может овироваться ещё до того, как вставка установится. Так что реальный вопрос — не “какой это калибр?”, а “сколько материала под резьбой реально находится в зацеплении после деформации при установке?”
Если лист не может обеспечить стабильное основание для резьбы, зачем мы спорим о классе прочности винтов?
Мы крепили дверцу небольшого корпуса с помощью слепых вставок, потому что нужен был доступ для обслуживания. Статические показатели вырывания выглядели нормально. Потом пользователи начали резко тянуть дверь в сторону. Отрыв. Совсем другой случай.
Статическая сила зажима означает, что важно сохранить преднатяг. Лист находится под сжатием под головкой винта или фланцем вставки. Тонкий лист ползёт. Потеряешь преднатяг — соединение начнёт скользить. Для такого случая широкие опорные поверхности, формованные выступы или самозаклёпывающиеся гайки с надёжным межзамком в листе обеспечивают лучшую стойкость к проворачиванию.
Динамический срез — боковая сила вдоль плоскости — нагружает лист в опору по стенке отверстия. Здесь диаметр и расстояние до края важнее прочности резьбы. Слепая заклёпочная гайка может быть вполне достаточной, если нагрузка преимущественно в плоскости, а задняя деформация хорошо сформирована.
Отрыв — убийца соединений. Отрыв пытается вырвать крепёж, поднимая один лист от другого. Слепые вставки, которые опираются на заднюю деформацию и трение, обычно слабее в отрыве, чем правильно установленная заклёпывающая гайка или сварка. Если геометрия соединения создаёт рычаг, ты уже проверяешь не прочность на растяжение, а то, насколько хорошо этот аксессуар удерживается в тонком материале, склонном к изгибу.
Так что не спрашивайте: “Насколько прочен этот крепёж?” Спросите: “В каком направлении сила пытается разорвать мой лист?” Потому что это направление может за мгновение изменить ваш выбор — от закрытой вставки к заклёпке или сварке.
Если направление нагрузки меняет ответ, что делать, когда вы даже не можете добраться до обратной стороны?
У нас была закрытая трубчатая рама, где конструкция настаивала на креплении кронштейнов изнутри. “Просто используйте структурный болт вслепую”. На бумаге — отлично. В реальности внутренний зазор едва позволял шайбе перевернуться и занять место. Половина установилась криво. Некоторые вообще не раскрылись полностью. Они прошли контроль начального момента. Времени они не выдержали.
Доступ вслепую — это не просто “только с одной стороны”. Это значит:
Постоянное соединение? Сварка или клинч‑крепёж могут обеспечить более прямой путь нагрузки в основной металл.
Обслуживаемое соединение? Гайки‑заклёпки вслепую выглядят привлекательно — но нужно понимать, что сопротивление отслоению и вырывной момент могут быть ниже, чем у решения с клинчем в той же толщине.
Высокая структурная нагрузка в закрытых сечениях? Иногда честный ответ в том, что сварка остаётся базовым вариантом, потому что альтернативный крепёж не может повторить её путь нагрузки без внутреннего доступа, которого у вас на самом деле нет.
Ограничения быстро сужают выбор. И в этом суть. Ограничение — не помеха, а фильтр.
Когда толщина, нагрузка и доступ определены, крепёж практически выбирается сам.
Вот тот сдвиг, который я хочу, чтобы вы вынесли для себя.
Перестаньте видеть гайку, вставку или шпильку как то, что “заполняет отверстие”. Начните воспринимать их как трассу для силы. Лист — это тонкий асфальт. Крепёж направляет движение — прижим, срез, отрыв — через этот асфальт. Если основание дороги не выдерживает того рисунка движения, который вы через него пропускаете, покрытие трескается, как бы блестяще ни выглядели болты.
Толщина показывает, сколько у вас «асфальта». Тип нагрузки показывает, какой вид движения вы отправляете по дороге. Доступ и срок службы определяют, где вам разрешено строить съезды.
Следуя этой последовательности, вы перестаёте просто выбирать детали и начинаете проектировать соединения. И это неочевидно, потому что каталоги обучают сравнивать крепёж по размеру и классу прочности, а не по тому, как он изменяет карту напряжений внутри 1,0 мм стали.
Одно, что стоит запомнить: крепёж — не герой. Герой — это лист. Ваша задача — выбрать оборудование, которое уважает пределы листа и направляет силу так, чтобы он выдерживал долгие годы, а не только момент проверки крутящего момента в первый день.
Когда вы начинаете мыслить путями нагрузки, а не «заполнителями отверстий», вы никогда больше не посмотрите на тонкую панель прежним взглядом.


















