

Tiga bulan setelah pemasangan, pintu penutup mulai melorot. Sekrup-sekrupnya masih ada. Kepalanya masih kencang. Tapi kaitnya tidak sejajar lagi, dan ketika satu sekrup dilepaskan, lubangnya bukanlah baja berulir — melainkan kawah oval.
Saya pernah membuang panel untuk kerusakan yang lebih kecil dari itu.
Entah sejak kapan, kita mulai memperlakukan sekrup pelat tipis seperti penjepit kertas: kalau pas, berarti berfungsi. Pola pikir seperti itu mahal harganya.
Saya pernah melihat seorang desainer junior mengetuk ulir M4 ke baja lunak tebal 1,0 mm untuk sebuah panel kontrol. “Kami punya tiga ulir,” katanya, bangga dengan kalipernya. Di atas kertas, itu terdengar seperti keterikatan. Di lantai produksi, itu adalah hitungan mundur.
Karena tiga ulir itu tidak menahan beban seperti yang kamu bayangkan. Sekrup itu tidak menggantung dari “rak” spiral yang rapi. Ia sedang menekan lembaran terpisah, menghancurkan material di depan sisi ulir, dan berusaha miring saat menerima beban. Pelat tipis tidak gagal dengan sopan. Ia melengkung terlebih dahulu. Secara diam-diam.
Jadi ketika sambungan itu mengendur, apa sebenarnya yang menyerah?

Ambil dua lembar pelat yang saling bertumpuk, masing-masing kurang dari setengah milimeter, diikat dengan sekrup bor sendiri. Kamu kencangkan. Terasa kokoh. Sekarang tarik dalam arah geser.
Yang akan kamu lihat di bawah kepala sekrup bukanlah kerusakan ulir yang bersih. Sekrupnya miring. Lubangnya memanjang. Material menumpuk di depan batang sekrup seperti salju di depan bajak. Itulah kegagalan tekan — sekrup menghancurkan dan memindahkan pelat — biasanya disertai kemiringan.
Ulirnya hanya ikut terbawa.
Dalam pelat tipis, pelat adalah jalan dan sekrup adalah truk. Jika aspalnya tebal 10 mm, beban tersebar. Jika hanya 0,8 mm, ia mengerut dan retak. Menyebutnya “ulir terkelupas” berarti melewatkan TKP sebenarnya: material dasar menyerah karena jalur bebannya salah sejak awal.
Jika pelatnya yang terdeformasi, bukan sekrupnya, seberapa banyak ulir keterikatan yang sebenarnya kamu miliki?
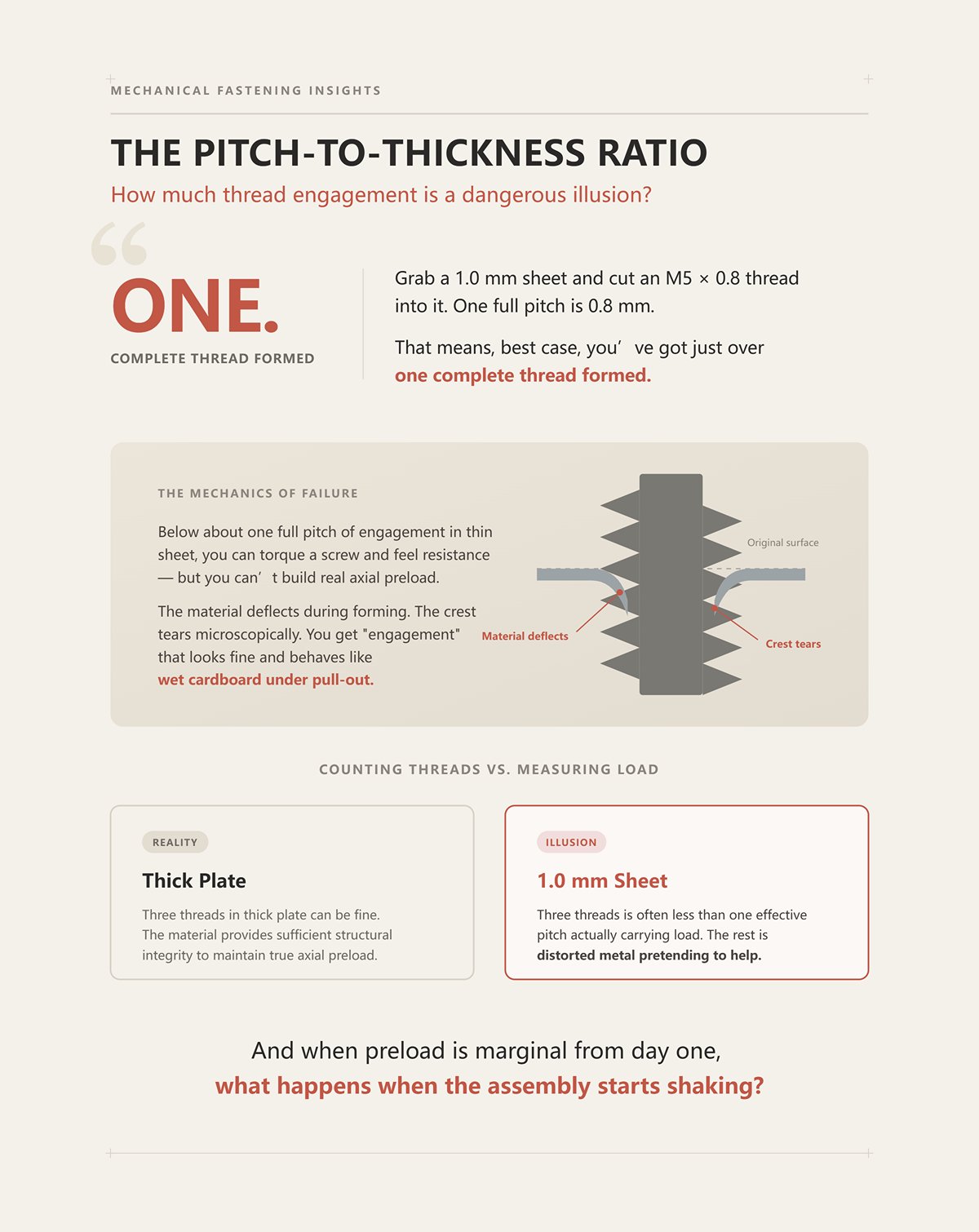
Ambil pelat 1,0 mm dan potong ulir M5 × 0,8 di dalamnya. Satu pitch penuh adalah 0,8 mm. Itu berarti, dalam kondisi terbaik, kamu hanya mendapatkan sedikit lebih dari satu ulir penuh yang terbentuk.
Satu.
Di bawah satu pitch penuh keterikatan pada pelat tipis, kamu bisa mengencangkan sekrup dan merasakan tahanan — tetapi kamu tidak bisa menghasilkan tekanan aksial yang nyata. Material melengkung saat dibentuk. Puncak ulirnya robek secara mikroskopis. Kamu mendapatkan “keterikatan” yang tampak baik namun berperilaku seperti karton basah saat ditarik keluar.
Itulah ilusi: menghitung jumlah ulir alih-alih mengukur kapasitas beban.
Tiga ulir pada pelat tebal bisa saja baik. Tiga ulir pada pelat 1,0 mm sering kali kurang dari satu pitch efektif yang benar-benar menanggung beban. Sisanya adalah logam terdistorsi yang berpura-pura membantu.
Dan ketika tekanan awal sudah lemah sejak hari pertama, apa yang terjadi saat rakitan itu mulai bergetar?
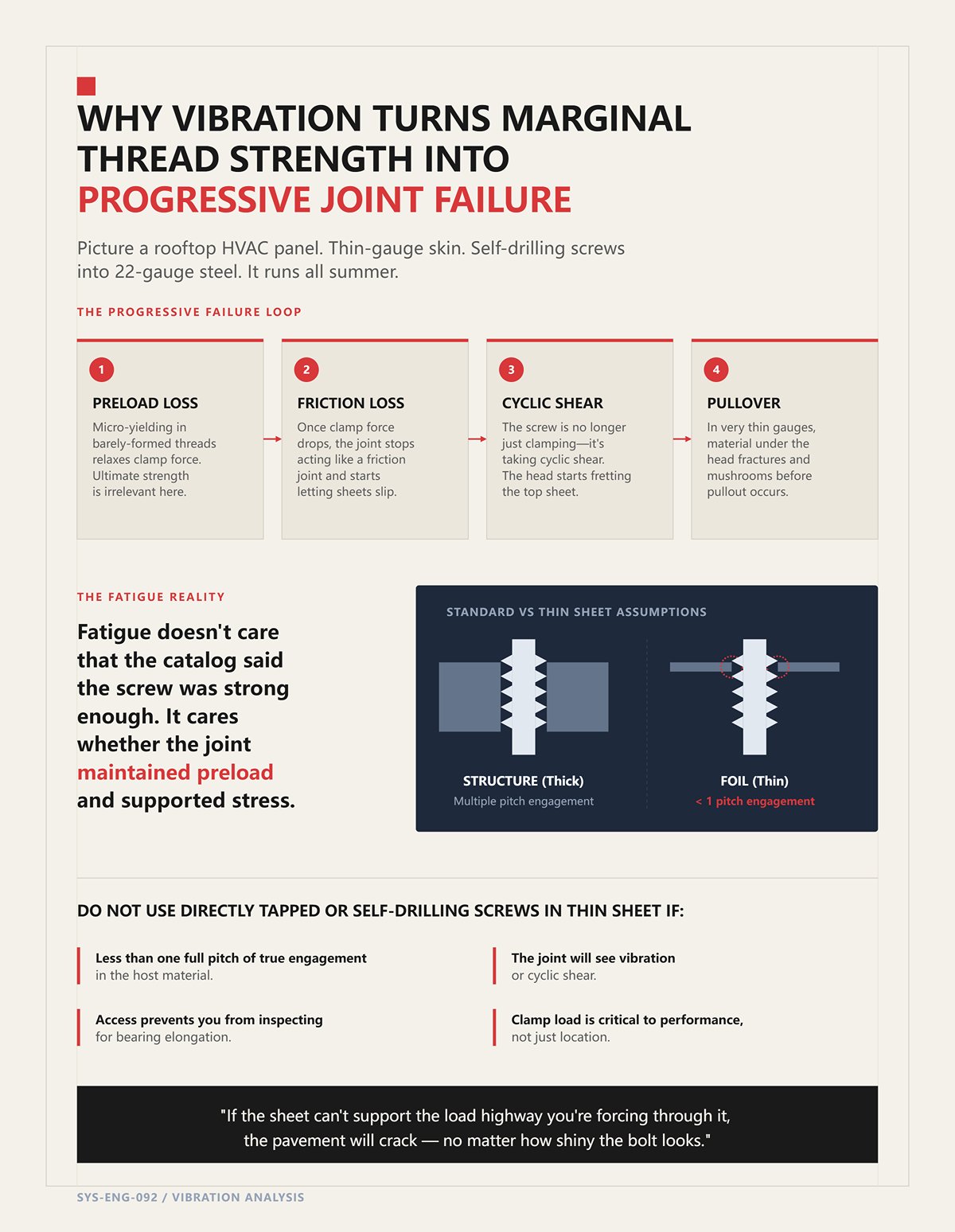
Bayangkan sebuah panel HVAC di atap. Kulit tipis. Sekrup pengebor sendiri ke baja ukuran 22. Panel itu beroperasi sepanjang musim panas.
Hal pertama yang diserang oleh getaran bukanlah kekuatan ultimat. Yang diserang adalah gaya pratekan. Setiap deformasi mikro pada ulir yang hampir tidak terbentuk itu mengendurkan gaya jepit. Setelah gaya jepit menurun, sambungan berhenti berfungsi sebagai sambungan gesek dan mulai membiarkan lembaran bergeser.
Sekarang sekrup tidak hanya menjepit — tetapi menahan geser siklik. Kepala sekrup mulai mengikis lembaran atas. Pada ukuran yang sangat tipis, sering terlihat tarikan keluar kepala sebelum ulir terlepas: material di bawah kepala retak dan membentuk jamur karena cincin baja tipis itulah yang menanggung semua beban.
Kelelahan material tidak peduli bahwa katalog menyatakan sekrup itu cukup kuat. Yang penting baginya adalah apakah sambungan mempertahankan gaya pratekan dan apakah lembaran dapat menahan tegangan tekan berulang kali.
Pengencang standar mengasumsikan bahwa material di sekitarnya cukup tebal untuk berperilaku seperti struktur, bukan seperti lembaran tipis. Lembaran tipis melanggar asumsi itu. Secara diam-diam. Secara terprediksi.
Jangan gunakan sekrup ulir langsung atau pengebor sendiri pada lembaran tipis jika:
Jika lembaran tidak dapat menopang beban yang Anda paksakan melaluinya, permukaan itu akan retak — tidak peduli seberapa mengkilap bautnya.
Saya memiliki serangkaian panel kotak kontrol 1,2 mm yang tampak sempurna di atas kertas. Ditetapkan untuk mur self-clinching M6. Gaya tekan sudah diatur. Uji torsi lulus saat pemeriksaan awal. Namun saat perakitan akhir dimulai, setengah dari mur berputar di tempat.
Bukan terkelupas. Bukan terlepas. Berputar.
Di tahap sebelumnya, seseorang mengganti lembaran menjadi temper yang lebih keras untuk mengurangi penyok selama transportasi. Tidak ada yang memberi tahu bagian teknik. Tekanan penekanan tetap sama. Mur tampak rata terpasang. Tetapi lembaran tidak mengalir sebagaimana mestinya, sehingga cincin pengunci tidak pernah terbentuk sepenuhnya. Kami telah membuat 400 generator yang mur-nya berputar.
Itulah perbedaan antara menyekrup ke lembaran tipis dan menekan pengencang ke dalamnya. Pengencang self-clinching tidak bergantung pada ulir rapuh yang dipotong pada lembaran tipis. Ia membentuk ulang lembaran sehingga lembaran menjadi bagian dari perangkat kerasnya. Jalur beban tidak lagi bergantung pada sisi ulir; ia terkunci di balik bahu hasil pembentukan dingin. Lembaran berhenti menjadi jalan aspal dan berubah menjadi pagar pengaman.
Tapi hanya jika logamnya benar-benar bergerak.
Ambil mur clinch kepala rata standar dan lihat penampangnya. Ada cincin bergerigi atau berlekuk tepat di bawah kepala. Selama pemasangan, pukulan sejajar memaksa mur masuk ke lubang hasil pukulan yang sedikit lebih besar dari porosnya. Lembaran melunak secara lokal dan mengalir secara radial ke dalam lekukan tersebut.
Tidak ada pemotongan. Tidak ada serpihan. Hanya deformasi plastik.
Pelendutan lokal itu adalah aliran dingin — pembentukan ulang permanen pada suhu kamar. Material bergeser ke dalam alur, dan begitu berada di sana, satu-satunya cara keluar adalah dengan menggeser cincin logam lembaran itu atau merobeknya dalam tegangan. Sekarang jalur bebannya bukan hanya puncak ulir rapuh. Ini adalah pengunci mekanis 360 derajat penuh.
Dalam penarikan keluar, area penahan kira-kira adalah keliling dari undercut dikali dengan ketebalan lembaran yang tergeser. Gandakan diameter, maka keliling geser pun ikut berganda. Tingkatkan ketebalan, dan luas area penahan bertambah secara linear. Itu perhitungan matematis yang bisa Anda gunakan saat merancang.
Namun inilah yang sebagian besar katalog tidak tekankan: kemampuan lembaran untuk mengalir terbatas. Pada ukuran tipis di bawah sekitar 1,0 mm, terutama baja berkekuatan tinggi, regangan lokal di sekitar lubang dapat mencapai batas pembentukan. Saya pernah melihat pembengkokan sebagian di sekitar lokasi sambungan clinch di mana material menumpuk tidak merata, membuat satu sisi menjadi tipis dan mengalami pengerasan kerja. Di bawah getaran, bagian yang mengeras itu retak lebih dulu.
Aliran dingin menciptakan kekuatan karena ia mendistribusikan ulang material ke dalam geometri yang tahan terhadap rotasi dan penarikan. Aliran dingin juga mengonsumsi keuletan. Dorong terlalu jauh — pengencang terlalu besar dalam lembaran terlalu tipis — dan Anda akan menipiskan material yang seharusnya menjadi penahan utama.
Jadi pertanyaan yang sebenarnya bukanlah “Apakah clinching menambah ketebalan?” Tidak. Pertanyaannya adalah: apakah lembaran Anda memiliki cadangan keuletan yang cukup untuk bertahan dari pembentukan ulang dan masih mampu menanggung beban layanan sesudahnya?
Logam mana yang seharusnya mengalah dulu?
Saya pernah menekan mur clinch ke dalam aluminium 5052-H32 dan melihatnya duduk dengan mulus seperti mentega. Mur yang sama ke dalam baja paduan rendah berkekuatan tinggi yang telah dikerjakan dingin sebelumnya? Gaya pemasangan melonjak tajam, mesin pres melengkung, dan mur duduk menonjol beberapa ribuan inci.
Aturannya sederhana dan keras: lembaran harus melentur; pengencang tidak boleh.
Perangkat keras self-clinching diberi perlakuan panas agar jauh lebih keras daripada lembaran dasarnya. Saat pukulan menekannya masuk, lembaran mengalir ke dalam undercut sementara pengencang mempertahankan geometri. Balikkan hierarki itu — lembaran lebih keras, perangkat lebih lunak — dan alih-alih lembaran mengisi alur, alur akan terhapus atau lembaran nyaris tidak bergerak. Hasilnya hanya pemasangan kosmetik tanpa pengunci nyata.
Ada data dari studi pembentukan yang menunjukkan bahwa lembaran logam yang dikerjakan dingin sebelumnya dapat meningkatkan gaya pemasangan yang diperlukan hingga 20–30% tanpa memberikan peningkatan kekuatan sambungan yang sebanding. Gaya ekstra itu bukan menambah daya tahan; melainkan melawan material yang tak lagi mau berdeformasi. Anda memberi tekanan lebih pada mesin pres, berisiko membuat panel melengkung, dan tetap tidak mendapatkan pengunci yang lebih dalam.
Dan bahkan ketika Anda berhasil mendapatkan pemasangan yang tepat, Anda telah menciptakan zona pengerjaan dingin di sekitar lubang. Tegangan sisa tinggal di sana. Pada lembaran ferrous, terutama jika lapisan pelindung rusak selama penekanan, cincin yang tertekan itu bisa menjadi titik awal korosi. Saya pernah melihat kotak luar ruangan di mana setiap bintik karat dimulai di tepi mur clinch.
Memaksa logam untuk melakukan pekerjaan itu memang kuat. Tapi tidak gratis.
Jadi kapan semua pembentukan ulang itu benar-benar mengalahkan paku keling atau mur longgar?
Bayangkan sebuah braket baja 1,5 mm yang membutuhkan ulir M5 untuk dudukan motor. Opsi pertama: bor lubang, gunakan baut dan mur longgar. Opsi kedua: paku keling buta plus sisipan berulir. Opsi ketiga: mur self-clinching.
Dengan mur longgar, beban jepit Anda baik — selama seseorang dapat memegang sisi belakang dan Anda tidak kehilangan pra-tekanan. Tapi kapasitas geser antar lembaran tetap bergantung pada gesekan dari gaya jepit. Kehilangan pra-tekanan akibat getaran, dan baut mulai mengalami lenturan. Sekrupnya masih ada. Sambungannya tidak sama.
Paku keling buta memberi kekuatan geser yang solid karena batangnya mengisi lubang, tetapi Anda tidak mendapatkan ulir yang dapat digunakan kembali. Tambahkan sisipan berulir (rivet nut), dan kini Anda bergantung pada ekspansi dinding tipis terhadap lubang. Pada lembaran tipis, ekspansi itu sering menimbulkan pembengkakan lokal. Yang terlihat di bawah kepala bukan geseran ulir yang bersih, melainkan distorsi penahanan di sekitar lubang yang terdeformasi.
Mur clinch yang ditentukan dengan benar mengubah perhitungannya. Ketahanan terhadap tarikan keluar terkait dengan area geser dari cincin yang terkunci. Ketahanan terhadap torsi terkait dengan diameter dan bentuk undercut bergerigi atau bergerincing yang tertanam di lembaran. Dan karena ulir berada dalam baja pengeras penuh, Anda mendapatkan pra-tekanan sebenarnya — bukan satu pitch yang berpura-pura menjadi struktur.
Dalam rakitan berulang — panel servis, rangka elektronik, penutup motor — kombinasi itu penting. Anda dapat mengencangkan sesuai spesifikasi, melepas dan memasang kembali, dan jalur beban tetap berada di pengencang yang dikeraskan, bukan di ulir lembaran pelapis yang dikorbankan.
Namun proses clinching menuntut dua hal: cukup keuletan untuk membentuk kunci dan akses untuk penekan sejajar selama pemasangan. Tidak ada keuletan, tidak ada kunci. Tidak ada akses penekan, tidak ada pemasangan.
Jadi metode yang menetapkan jalur beban pada lembaran terbuka dan mudah dibentuk tetap membuat Anda terjebak ketika Anda hanya memiliki satu sisi dan tidak ada ruang untuk penekan.
Apa yang Anda lakukan ketika Anda tidak dapat memaksa logam mengalir karena Anda bahkan tidak bisa menjangkau sisi belakang untuk menahannya?
Saya pernah memiliki wadah berlapis bubuk yang kembali dari lapangan dengan setiap pengencang M6 masih dikencangkan sesuai spesifikasi — dan setiap sisipan berputar di tempatnya. Sekrupnya kencang. Panelnya rusak. Kami tidak memiliki akses belakang untuk penekan, jadi kami memilih mur rivet. Dipasang dengan alat tangan. Produksi terus berjalan. Tiga bulan kemudian, seorang teknisi bersandar pada kunci pas, dan sisipan tersebut mengikis lubangnya sendiri.
Itulah kompromi yang Anda buat ketika Anda tidak bisa melakukan clinching. Sisipan buta tidak menciptakan interlock aliran dingin dengan membentuk lembaran menjadi undercut yang mengeras. Ia runtuh pada dirinya sendiri, mengembang di belakang panel, dan menjepit bahan tipis di antara kepala dan badan yang mengembang. Ia memisahkan lembaran, menghancurkan bahan di depan sisi ulir, dan mencoba miring di bawah beban. Jalur beban tidak lagi berupa cincin baja terformasikan. Ini adalah gesekan, dukungan, dan deformasi apa pun yang Anda ciptakan saat pemasangan.
Jadi pertanyaannya bukan “Apakah ini akan menahan?” tapi: di bawah gaya apa ia akan lepas pertama kali?
Bayangkan panel baja lunak 1,2 mm dengan mur rivet M5 yang menahan braket. Seseorang menggantungkan komponen seberat 20 lb di atasnya. Gravitasi tidak peduli dengan rating katalog Anda. Ia menciptakan momen di permukaan sisipan. Momen itu diuraikan menjadi dua hal: geser di sepanjang batang dan tegangan yang berusaha menarik sisipan keluar lurus.
Dalam kondisi geser murni — braket menempel erat pada panel, beban bergerak sejajar — badan mur rivet menahan dinding lubang. Luas penahan kira-kira sama dengan luas proyeksi batang kali ketebalan lembaran. Jika lubang rapat dan badan mengembang sepenuhnya, kekuatan geser bisa cukup baik. Anda memberi beban pada lembaran dalam bentuk dukungan, bukan memintanya untuk meregang.
Sekarang tambahkan jarak. Spacer. Gasket. Braket bengkok yang tidak duduk rata. Beban 20 lb tersebut tidak lagi murni geser. Ia menciptakan tegangan di kepala sisipan. Daya tahan terhadap tarikan kini bergantung pada bagian yang mengembang di belakang dan luas geser dari cincin tipis lembaran yang terjepit di antara kepala dan bagian mengembang.
Di sinilah pemasangan diam-diam menentukan segalanya. Menyetel mur rivet terlalu dalam — terlalu banyak dorongan, terlalu banyak gaya — dapat menipiskan bagian yang runtuh atau retak di transisi antara badan berulir dan ekor yang mengembang. Saya pernah melihat sisipan yang tampak sempurna dari depan tetapi terpisah secara internal di bawah beban layanan rendah. Itu meniru kegagalan tarikan keluar, tetapi penyebab utamanya adalah kontrol dorongan, bukan beban kerja.
Kegagalan nyata jarang muncul sebagai geser ulir yang bersih. Yang Anda lihat di bawah kepala bukanlah geser ulir yang bersih. Anda akan melihat sedikit bentuk cekung pada panel, lapisan pelapis retak membentuk cincin, dan tanda samar di mana sisipan mulai miring. Lembaran menyerah lebih dulu karena jalur beban bergantung pada penjepitan dan dukungan lokal, bukan interlock terformasikan.
Jadi gaya mana yang menguasai? Yang secara tidak sengaja Anda perkenalkan lewat geometri. Jagalah sambungan tetap rapat dan rata, maka geser mungkin menjadi pengendali. Tambahkan eksentrisitas, dan tarikan keluar menjadi batas — seringkali pada beban jauh di bawah angka “tarikan maksimum” sisipan yang tertera.
Dan apa yang terjadi ketika beban layanan tidak berusaha menarik sisipan keluar, tetapi mencoba memutarnya?
Kami pernah mengubah spesifikasi pelapisan dari pelapisan seng menjadi e‑coat dan tidak mengubah ukuran lubang. Diameter nominal sama. Mur rivet berbadan bulat sama. Jalur produksi pertama, 400 buah. Setengahnya berputar selama pemasangan.
Tidak ada yang salah dengan kunci torsi. Masalahnya sederhana: badan bulat halus di lubang halus, dipasang ke bahan yang lebih keras dari sebelumnya. Ketahanan sisipan terhadap rotasi berasal dari gesekan dan seberapa banyak knurling menggigit dinding. Jika torsi yang diperlukan untuk meruntuhkan dan mengatur sisipan melebihi ketahanan rotasi tersebut, sisipan akan berputar sebelum duduk. Sekarang Anda telah mengeraskan lubang dan memoles dindingnya. Sisipan berikutnya bahkan lebih mungkin berputar.
Torsi layanan tinggi lebih buruk. Misalkan Anda menentukan sisipan M6 karena Anda memerlukan beban jepit 8–10 N·m pada penutup. Jika torsi yang diperlukan untuk mencapai pramuat melebihi ketahanan putaran sisipan pada ketebalan lembaran tersebut, lembaran tidak akan gagal dulu — sisipan itu hanya akan mengikis lubangnya sendiri.
Badan bulat dapat bekerja pada material yang lebih lunak dan lembaran yang lebih tebal di mana ekspansi secara signifikan meningkatkan kontak dengan dinding. Pada baja keras di bawah 1,5 mm, Anda berjudi kecuali Anda mengubah antarmuka: insert berbentuk hex di lubang punch berbentuk hex, badan bergalur di lubang yang berukuran tepat, atau fitur sekunder seperti lekukan untuk menciptakan kunci anti‑rotasi. Dan fitur‑fitur tersebut menuntut kontrol lubang yang ketat. Jika laser‑cut terlalu besar seperseribu milimeter, fitur anti‑rotasi Anda hanya bersifat kosmetik.
Ada jebakan lain: pemasangan yang tidak sejajar. Jika kepala insert tidak duduk sepenuhnya menempel pada panel — sedikit gerinda, sedikit kelengkungan — Anda menggabungkan risiko berputar dan tertarik keluar. Kepala tidak membagi beban secara merata, sehingga torsi mencoba memiringkan insert sementara tegangan mencoba menariknya keluar. Tanpa pemantauan gaya‑jarak yang terkontrol dalam produksi, Anda tidak akan mengetahuinya. Di bengkel dengan alat tangan, variabilitas itu nyata.
Insert buta menyelesaikan masalah akses. Namun, mereka memperkenalkan sensitivitas proses. Jika Anda tidak dapat mengendalikan ukuran lubang, kekerasan material, dan langkah pemasangan, Anda tidak sedang merancang sambungan. Anda hanya berharap gesekan akan menyelamatkan Anda.
Jangan Digunakan Jika:
Jika ulir buta sepeka ini, mungkin ulir bukan yang Anda butuhkan sama sekali.
Saya telah melihat perancang mencampur rivet nut M6 dengan deretan rivet pop aluminium 4,8 mm di sepanjang flensa yang sama. Di bawah beban, baut padat bertahan. Rivet pop mengendur terlebih dahulu. Sambungan terurai dari pengikat terlemah ke luar, dan beban melonjak secara tiba‑tiba ke titik‑titik yang tersisa.
Rivet pop ujung terbuka standar cocok untuk geser ringan dan pelapisan. Mandrel mereka patah, meninggalkan tubuh berlubang yang sebagian besar menahan geser melalui daya dukung. Dalam tegangan, terutama dengan lubang yang terlalu besar, mereka mengembang lalu tertarik menembus lembaran tipis tanpa banyak peringatan.
Rivet struktural — ujung tertutup, mandrel terkunci, kekuatan geser lebih tinggi — mengubah perhitungannya. Mandrel yang tertahan meningkatkan kapasitas geser dan kekuatan tarik, dan ekspansi badan lebih terkontrol. Dalam sambungan di mana Anda hanya membutuhkan penjepitan permanen dan tidak memerlukan ulir servis, rivet struktural dapat mengungguli rivet nut kecil karena jalur beban lebih langsung: batang dalam geser, badan dalam daya dukung, tidak ada ulir internal yang bisa terkelupas, tidak ada torsi yang menimbulkan putaran.
Peningkatan tersebut dibenarkan ketika sambungan mengalami geser dinamis atau getaran dan Anda tidak memerlukan pembongkaran. Tidak dibenarkan ketika Anda mengejar kemudahan ulir dengan mengorbankan kejelasan beban. Rivet struktural tidak akan memberikan pramuat yang dapat disesuaikan seperti baut ke insert, tetapi juga tidak akan berputar di bawah kunci pas karena memang tidak ada kunci pas.
Jangan Digunakan Jika:
Akses satu sisi memaksa kompromi. Rivet nut dan insert buta bisa dibenarkan — tetapi hanya jika mekanika kolaps, batas torsi, dan kontrol pemasangannya disesuaikan dengan lembaran seperti bantalan press‑fit di rumahnya.
Jika Anda tidak dapat mengendalikan variabel‑variabel tersebut, Anda tidak sedang merekayasa jalur beban.
Kau hanya mengisi sebuah lubang.
Sebuah penutup atap kembali dari proses pengecatan dengan sedikit gelombang seperti kaleng minyak di sekitar setiap titik pemasangan M8. Sekrup masih ada. Tutup‑tutupnya rapat. Namun di bawah cahaya fluoresen terlihat adanya halo selebar 25 milimeter di sekitar setiap mur las.
Gelombang itu bukan kebetulan kosmetik yang buruk. Itu adalah zona yang terpengaruh panas — area lokal tempat lembaran logam melewati suhu transformasi dan kemudian didinginkan kembali. Struktur butiran berubah. Tegangan sisa terkunci. Panel tersebut mengingat proses las lama setelah perlengkapannya dilepaskan.
Jika insert buta terlalu sensitif terhadap ukuran lubang dan torsi, insting berikutnya adalah menggunakan komponen yang dilas. “Cukup rekatkan mur di situ.” Jalur beban bersih. Tidak akan berputar. Tidak ada langkah penyusutan yang perlu dikontrol. Tetapi sekarang jalur bebanmu melewati logam yang telah meleleh, menyusut, dan ditahan. Pada lembaran tipis, 1,0–1,6 mm, penyusutan itu tidak punya tempat untuk bersembunyi. Ia mendistorsi alasnya.
Jadi pertanyaan sebenarnya bukan apakah mur las lebih kuat dari mur rivet di atas kertas. Pertanyaannya apakah panel dapat bertahan dari panas tanpa membayar di tempat lain — pada kerataan, kosmetik, atau umur lelah.
Kami mencoba stud drawn‑arc pada baja canai dingin 1,2 mm untuk dudukan yang mengalami getaran. Catu daya besar. Ferrule keramik untuk menahan kolam lelehan. Fusi yang bagus. Saat kami melepaskan stud dalam uji destruktif, logam dasar robek sebelum lasnya terlepas.
Dan setiap stud meninggalkan bekas jejak pada sisi A.
Las drawn arc berlangsung dengan waktu busur lebih lama dan total masukan panas lebih tinggi. Kamu membentuk fillet yang terlihat, seringkali dibentuk oleh ferrule. Panas itu menyebar melampaui diameter stud. Pada lembaran tipis, kontraksi saat pendinginan menarik lekukan dangkal ke dalam panel. Kamu bisa menjepit lebih kuat. Kamu bisa mengelas bertahap. Kamu bisa mengejarnya dengan cetakan perata. Kamu tetap berhadapan dengan fisika: logam panas mengembang, lalu menyusut melawan penahan yang lebih dingin.
Las capacitor discharge (CD) membalik profilnya. Pelepasan dalam hitungan milidetik. Stud berdiameter kecil. Dapat menempel pada lembaran hingga sekitar 0,5 mm tanpa tembus karena energinya singkat dan terlokalisasi. Tanpa ferrule. Penandaan sisi belakang minimal. Pada panel kosmetik tipis, CD sering meninggalkan sisi A cukup bersih untuk langsung dikirim.
Tapi inilah kelemahannya. Kisaran kekuatan CD terkait dengan diameter stud dan ketebalan lembaran. Sangat baik untuk stud kecil pada material tipis karena aksi tempa cepat menciptakan ikatan kuat tanpa lelehan berlebihan. Dorong ke diameter lebih besar atau beban struktural lebih tebal dan kamu akan melebihi kemampuan prosesnya. Drawn arc dapat menghasilkan fusi penuh di mana lasnya lebih kuat daripada stud itu sendiri. CD tidak dapat secara ajaib ditingkatkan tanpanya menambah panas — dan kemudian kamu kembali ke distorsi.
Jadi kamu menukar kapasitas penetrasi dan ukuran stud dengan kontrol panas. Sisi kosmetik mungkin bertahan pada CD. Kebutuhan struktural mungkin tidak. Dengan drawn arc, struktur menang dan panel membayar dengan pembengkokan.
Jangan Digunakan Jika:
Jika panas adalah pajak untuk fusi, bagaimana jika kita menghindari peleburan sama sekali?
| Aspek | Las Capacitor Discharge (CD) | Las Drawn Arc |
|---|---|---|
| Masukan Panas | Milidetik pelepasan; panas sangat terlokalisasi | Waktu busur lebih lama; masukan panas total lebih tinggi |
| Dampak Visual pada Sisi‑A | Penandaan minimal; sering kali cukup bersih untuk dikirim | Tanda bekas tampak; potensi distorsi permukaan |
| Kesesuaian untuk Lembaran Tipis | Efektif hingga ~0,5 mm tanpa tembus bakar | Risiko melengkung dan distorsi pada lembaran tipis |
| Kapasitas Diameter Stud | Terbaik untuk stud berdiameter kecil | Cocok untuk stud berdiameter lebih besar |
| Kekuatan Fusi | Ikatan kuat untuk stud kecil; skalabilitas terbatas | Fusi penuh dimungkinkan; las dapat melebihi kekuatan stud |
| Risiko Distorsi | Rendah karena panas pendek dan terlokalisasi | Lebih tinggi karena penyerapan panas dan kontraksi pendinginan |
| Kebutuhan Ferrule | Tidak memerlukan ferrule | Biasanya menggunakan ferrule keramik untuk membentuk las |
| Penandaan Sisi Belakang | Minimal | Kemungkinan terdapat penandaan dan deformasi |
| Kapasitas Beban Struktural | Dibatasi oleh diameter stud dan ketebalan pelat | Lebih cocok untuk beban struktural berat |
| Kompromi | Mempertahankan permukaan kosmetik tetapi ukuran struktural terbatas | Memaksimalkan kekuatan struktural tetapi berisiko menyebabkan panel melengkung |
| Jangan Digunakan Jika | Stud besar atau beban berat diperlukan; kebutuhan struktural melebihi batas CD | Panel memiliki ketebalan <1.0 mm dengan toleransi kerataan ketat; distorsi tidak dapat diterima |
| Sensitivitas Penjepitan | Kurang bergantung pada penjepitan kaku | Memerlukan penjepitan kaku untuk mengurangi distorsi |
| Penyelesaian Setelah Pengelasan | Sering kali tidak diperlukan | Mungkin memerlukan pelurusan atau penyelesaian ulang |
Saya membatalkan satu batch panel 1,0 mm yang disadap M5 × 0,8 langsung ke lembaran. Satu pitch keterlibatan. Mungkin satu seperempat jika Anda beruntung dengan arah geram. Audit torsi pertama pada 6 N·m dan ulirnya menjadi rusak.
Apa yang akan Anda lihat di bawah kepala bukanlah geseran ulir yang bersih. Ini adalah pemisahan lembaran, menghancurkan material di depan sisi ulir, dan mencoba untuk miring saat diberi beban.
Jadi kami menambahkan ekstrusi tusuk — meninju dan membentuk leher sebelum menyadap. Ketebalan lembaran sama, tetapi sekarang material ditarik turun sekitar 1,5–2,0 mm, menghasilkan dua hingga tiga ulir penuh alih-alih satu. Tidak ada perangkat tambahan. Tidak ada panas. Jalur beban tetap berada di logam induk.
Apakah itu menggandakan kekuatan? Tidak secara otomatis.
Ekstrusi menipis saat meregang. Dindingnya mengeras karena pengerjaan. Jika kelonggaran pukulan salah atau material memiliki keuletan rendah, Anda akan mendapatkan retakan mikro di pangkal leher. Sekarang “ulir tambahan” Anda berada di atas tabung yang terbelah. Di bawah beban siklik, retakan itu adalah pistol pemicu.
Namun ketika pembentukannya terkendali — kelonggaran punch‑to‑die yang benar, keuletan yang memadai, pelumasan yang tepat — leher tersebut menghasilkan area geser yang nyata. Alih‑alih satu pitch menahan strip‑out, Anda memiliki beberapa sisi yang terlibat berbagi beban. Gaya tetap berada pada bantalan dan geser di dalam material yang sama, bukan melintasi antarmuka las atau badan sisipan yang runtuh.
Dan tidak ada zona yang terpengaruh panas. Tidak ada distorsi penyusutan. Permukaan kosmetik tetap datar karena tidak pernah dilelehkan.
Jangan Digunakan Jika:
Ekstrusi terlihat bersih di atas kertas. Tetapi mereka tidak datang tanpa biaya.
Cetakan progresif yang beroperasi 300 langkah per menit tidak peduli dengan teori Anda. Ia peduli dengan umur tepi.
Kami menambahkan stasiun ekstrusi ke panel volume tinggi untuk menghilangkan mur las. Bulan pertama, semuanya terlihat hebat. Tidak ada distorsi las. Perakitan lebih cepat. Lalu pengukur ulir mulai gagal secara sporadis. Tinggi leher mulai menurun.
Pukulan telah aus.
Membentuk leher berarti mendorong material secara plastis melewati batas luluh setiap siklus. Ujung pukulan mengalami tekanan kontak dan gesekan tinggi. Saat aus, tinggi ekstrusi menurun beberapa persepuluh milimeter. Itulah perbedaan antara tiga ulir penuh dan dua setengah. Margin torsi Anda menguap perlahan, bukan secara mendadak. Sulit untuk mendeteksi tanpa pengukuran dalam proses.
Sekarang bandingkan dengan mengelas mur dalam operasi sekunder. Keausan perkakas bergeser ke elektroda atau ferrule, bukan ke cetakan progresif 20 stasiun di mana waktu henti biaya mahal per jam. Pusat biaya berbeda. Mode kegagalan berbeda. Pertanyaan jalur beban yang sama.
Waktu yang dihemat dari perangkat keras dapat muncul kembali sebagai tenaga perawatan dan besi tua ketika cetakan kehilangan kekontrolan. Sambungan tidak peduli apakah Anda membayar di sel pengelasan atau dalam pemolesan ulang pukulan. Ia hanya peduli apakah keterlibatan ulir dan sifat material sesuai dengan yang diasumsikan pada cetakan.
Jadi keputusan bukanlah “mur las versus ekstrusi.” Tapi: di mana Anda ingin mengelola variabilitas — dalam input panas dan distorsi, atau dalam keausan pembentukan dan kontrol tinggi?
Karena bagaimanapun juga, kamu tidak sedang membeli sebuah komoditas. Kamu sedang merekayasa jalan raya beban melalui logam tipis. Dan logam tipis tidak pernah melupakan apa yang telah kamu lakukan padanya.
Sekarang kamu meminta sebuah sistem. Bukan bagan perbandingan lainnya. Dengan semua kompromi ini — panas versus keausan pembentukan, fusi versus aliran dingin — bagaimana kamu memutuskan apa yang ditempatkan di mana, dan kapan?
Inilah bagian yang kebanyakan cetakan abaikan: bahkan pengencang yang tepat akan gagal jika kamu melanggar urutan yang dibutuhkannya untuk bertahan.
Aku pernah melihat mur self-clinching yang ditentukan dengan sempurna berputar di panel 1,2 mm karena seseorang memindahkannya 3 mm lebih dekat ke tepi untuk memberi ruang pada pelepasan lekukan. Nomor bagian sama. Press yang sama. Spesifikasi torsi yang sama. Perbedaannya adalah penempatan dan waktu. Lembaran tidak punya ruang untuk mengalir.
Pengencang bukan bagian. Mereka adalah jalan raya beban yang dipotong melalui aspal tipis. Jika kamu menuang jalan sebelum memadatkan dasarnya, retakan tidak akan muncul sampai lalu lintas datang.
Jadi sebelum kamu berdebat tentang stud las versus ekstrusi versus sisipan, kamu menetapkan tiga batas: jarak tepi, urutan finishing, dan akses servis. Langgar salah satu dari them dan sambungan “kuat” kamu menjadi tiket rongsokan mahal di masa depan.
Kami menjalankan panel galvanis 1,0 mm melalui press clinch jalur-terkendali, yakin dengan jarak tepi minimum katalog — sampai setiap sudut panel kelima melengkung seperti keripik kentang.
Di atas kertas, jarak tepi bersifat geometris: 1× diameter, 1,5× dalam bahan berlapis, apa pun yang dikatakan tabel. Dalam kenyataan, itu bersifat dinamis. Press tidak peduli dengan gambar kamu; ia menerapkan gaya sampai undercut terisi. Jika ketebalan lembaran lebih +0,1 mm pada satu gulungan dan tinggi kepala pengencang lebih +0,05 mm, tumpukan ekstra itu harus pergi ke suatu tempat. Dekat tepi, itu menyebabkan panel melengkung.
Itulah pengganda yang tidak pernah ditulis oleh siapa pun.
Lubang potong laser membuatnya lebih buruk. Zona yang terpengaruh panas di tepi lubang itu bisa lebih keras daripada yang dirancang untuk pengencang. Sekarang press membutuhkan lebih banyak gaya untuk memindahkan material ke dalam undercut. Lebih banyak gaya berarti lebih banyak tegangan radial. Lebih banyak tegangan radial dekat tepi berarti lembaran terangkat, bukan mengalir. Yang akan kamu lihat di bawah kepala bukan geseran ulir yang bersih; melainkan interlock dangkal yang kurang terisi dan panel yang sudah luluh sebelum menerima beban servis.
Dan jika kamu melakukan clinching pada tumpukan tak serupa? Letakkan lembaran yang lebih keras di sisi yang salah dan punch menembus alih-alih membentuk. Kamu tidak mendapatkan degradasi yang halus. Kamu mendapatkan sambungan setengah terbentuk yang lolos inspeksi visual dan gagal dalam uji kupas pada setengah beban yang diharapkan — yang, omong-omong, sudah sekitar setengah dari kekuatan las titik yang sebanding dalam tarik atau kupas.
Jarak tepi bukan angka. Itu adalah bantalan untuk variabilitas dalam gaya, kekerasan, dan ketebalan.
Jangan Digunakan Jika:
Jika jarak tepi adalah tentang memberi material tempat untuk pergi, apa yang terjadi saat kimia terlibat?
Saya pernah melihat 400 komponen perangkat keras kembali dari proses pelapisan dengan ulir yang terasa seperti diisi pasir.
Pasang sebelum pelapisan dan larutan kimia akan melapisi semuanya — termasuk antarmuka cekungan dari mur clinch atau knurl pada stud. Lapisan itu menambah ketebalan. Memang hanya mikron, tapi cukup untuk mengubah perilaku torsi-tegangan pada ulir kecil. Pada lembaran tipis, kehilangan beban awal terlihat cepat karena lembaran akan merayap sebelum pengikat menyerah.
Pasang setelah pelapisan dan kamu akan menembus penghalang korosi. Sekarang jalur beban memiliki bagian baja telanjang. Jika aksesori memindahkan lapisan selama pemasangan — dan kebanyakan memang begitu — maka kamu telah menciptakan cincin material yang terbuka tepat di tempat tegangan tekan paling tinggi. Korosi menyukai titik konsentrasi tegangan.
Dan ada urutan dengan panas. Jika kamu mengelas setelah pelapisan, kamu akan membakarnya. Jika kamu melapisi setelah pengelasan, kamu bertaruh bahwa prosesmu membersihkan setiap area bekas las dan percikan sehingga lapisan menempel dengan baik. Lewat satu saja, korosi akan dimulai di garis las — tepat di tempat keyakinan strukturalmu paling tinggi.
Jadi pertanyaannya bukan “sebelum atau sesudah.” Melainkan: antarmuka mana yang dapat menoleransi perubahan dimensi, penumpukan lapisan, atau pembakaran tanpa menggeser jalur beban?
Jangan Digunakan Jika:
Kamu bisa mencapai semua spesifikasi torsi pada hari pertama dan tetap merancang mimpi buruk untuk tahun kelima.
Kami memasang papan kontrol pada standoff 20 mm dalam penutup 1,2 mm dan menganggapnya baik-baik saja karena angka kekuatan cabutnya terlihat bagus.
Enam bulan kemudian, layanan lapangan mulai mengganti papan. Sekrupnya terlepas. Standoff tetap di tempatnya. Lembaran di sekitarnya tampak seperti kaleng soda yang penyok.
Sekrupnya masih di sana.
Inilah yang terjadi. Standoff menciptakan kolom. Jalur beban berjalan dari kepala sekrup, turun melalui standoff, ke cincin kecil lembaran tipis. Selama pelayanan, teknisi menekan papan, mencabut konektor, mengencangkan berlebihan saat pemasangan ulang. Setiap siklus menekan lembaran secara lokal. Tidak cukup untuk gagal, tapi cukup untuk luluh. Setelah lembaran luluh, beban awal turun. Setelah beban awal turun, getaran mulai memengaruhi sambungan. Sekarang lembaran menjadi pagar pembatas alih-alih jalan utama.
Merancang untuk pembongkaran berarti mengasumsikan sambungan akan mengalami beberapa siklus torsi dan beban luar sumbu. Lembaran tipis tidak pulih dari penekanan lokal. Ia mengingatnya.
Jadi kamu perlu memperlebar jejak beban. Flensa lebih besar di bawah standoff. Ring penopang. Tonjolan timbul untuk menebalkan bagian tersebut. Atau pindahkan beban ke fitur bentukan yang menahan tekanan dalam bidang, bukan melalui ketebalan.
Karena servis tidak pernah lembut.
Jangan Digunakan Jika:
Aturan penempatan bukan sekadar dokumen. Itu adalah batas. Begitu kamu menetapkannya, pilihan pengencang akan cepat menyempit — dan itu bagus. Batasan adalah cara kamu mengubah kompromi menjadi keputusan yang bisa diulang, bukan tebakan.
Kamu berdiri di bangku kerja dengan panel setebal 1,0 mm, sebuah sekrup M5 di tangan, dan tiga halaman katalog terbuka di tangan lainnya. Setiap halaman menulis “cocok untuk lembaran tipis.” Setiap perwakilan berkata “berfungsi dengan baik.” Dan enam bulan dari sekarang, jika kamu salah menebak, sekrupnya masih ada tapi panel di sekitarnya rusak.
Jadi inilah jalur yang saya ajarkan pada staf junior. Bukan merek dulu. Bukan angka kekuatan dulu. Mulai dari lembaran. Tentukan bebannya. Hormati aksesnya. Dalam urutan itu. Saat kamu melakukannya, pilihan pengencang berhenti menjadi tebakan dan mulai menjadi konsekuensi.
Saya pernah melihat teknisi membuat ulir M4 ke baja 0,8 mm karena “hanya dudukan ringan.” Itu bertahan di bangku kerja. Di lapangan, getaran membuatnya longgar dalam hitungan minggu. Yang akan kamu lihat di bawah kepala sekrup bukan geseran ulir yang bersih; melainkan puncak yang tergores dan puncak yang rata di mana pada awalnya hanya ada satu ulir yang mengait.
Inilah mekanismenya. Ulir metrik kasar memiliki pitch. Jika ketebalan lembaranmu memberi kurang dari satu pitch penuh keterikatan, kamu tidak memiliki kolom ulir — kamu memiliki cincin tipis dari material yang tertekan. Cincin itu menahan beban melalui daya tekan, bukan geser sejati di sepanjang sisi ulir. Tambahkan satu kejadian torsi berlebih, dan lembaran akan melengkung. Pra-tegangan turun. Sekarang sambungan bergantung pada gesekan yang tidak lagi dimilikinya.
Sebagai aturan praktis yang saya gunakan di lapangan:
Namun ketebalan saja bukan keseluruhan cerita. Baja lunak ulet setebal 1,0 mm berperilaku sangat berbeda dari baja nirkarat yang lebih keras pada ketebalan yang sama. Dan jika kamu memasang mur rivet dengan alat putar di lembaran ulet tipis, kamu bisa membuat lubang menjadi oval sebelum insert benar-benar mengunci. Jadi pertanyaan nyata bukanlah “berapa gauge-nya?” melainkan “berapa banyak material yang benar-benar terlibat setelah distorsi pemasangan?”
Jika lembaran tidak dapat memberikan dasar yang stabil untuk ulir, mengapa kita berdebat tentang grade sekrup?
Kami memasang pintu penutup kecil dengan insert tertutup karena kami memerlukan akses servis. Angka tarik statis terlihat baik. Lalu pengguna mulai menarik pintu ke samping. Beban kupas. Hewan yang berbeda sama sekali.
Beban jepit statis berarti kamu peduli menjaga pra-tegangan. Lembaran dikompresi di bawah kepala atau flensa insert. Lembaran tipis merayap. Kehilangan pra-tegangan dan sambungan mulai bergeser. Untuk itu, permukaan tekan yang lebar, tonjolan yang dibentuk, atau mur self-clinching dengan pengunci padat ke dalam lembaran memberikan ketahanan torsi yang lebih baik.
Geser dinamis — gaya ke samping sepanjang bidang — membuat lembaran bekerja pada daya tekan di dinding lubang. Di sini, diameter dan jarak ke tepi lebih penting daripada kekuatan ulir. Mur rivet tertutup bisa cukup memadai jika bebannya sebagian besar berada dalam bidang dan tonjolan belakang terbentuk dengan baik.
Kupas adalah pembunuhnya. Kupas berusaha mencungkil pengencang dengan mengangkat satu lembaran dari lembaran lainnya. Insert tertutup yang bergantung pada tonjolan belakang dan gesekan biasanya lebih lemah terhadap kupasan dibanding mur clinch yang terpasang dengan benar atau pengelasan. Jika geometri sambungan menciptakan lengan tuas, kamu tidak lagi menguji kekuatan tarik — kamu sedang menguji seberapa baik aksesori itu tertambat pada material tipis yang cenderung melengkung.
Jadi jangan bertanya, “Seberapa kuat pengikat ini?” Tanyalah, “Arah mana gaya mencoba merobek lembaranku?” Karena arah itu bisa membalik pilihanmu dari sisipan buta ke clinch hingga lasan dalam sekejap.
Jika arah beban mengubah jawabannya, apa yang terjadi ketika kamu bahkan tidak bisa menjangkau sisi belakangnya?
Kami memiliki rangka tabung tertutup di mana desain bersikeras untuk memasang braket di bagian dalam dengan baut. “Gunakan saja baut struktural buta.” Dalam perhitungan di atas kertas, bagus. Dalam kenyataan, ruang bebas di dalam hampir tidak memungkinkan washer berputar dan duduk dengan benar. Setengah dari mereka terpasang miring. Beberapa tidak pernah terbuka sepenuhnya. Mereka lulus uji torsi awal. Mereka tidak lulus uji waktu.
Akses buta tidak hanya berarti “satu sisi saja.” Itu berarti:
Sambungan permanen? Pengelasan atau perangkat clinch mungkin memberimu jalur beban yang lebih langsung ke logam induk.
Sambungan yang dapat diservis? Mur rivet buta memang menarik—tetapi terimalah bahwa kekuatan kupas dan torsi lepasnya mungkin lebih rendah dibandingkan solusi clinch pada ketebalan yang sama.
Tuntutan struktural tinggi pada bagian tertutup? Terkadang jawaban jujurnya adalah bahwa pengelasan tetap menjadi standar dasar karena perangkat alternatif tidak dapat menyamai jalur bebannya tanpa akses internal yang sebenarnya tidak kamu miliki.
Batasan dengan cepat mempersempit pilihan. Dan itulah intinya. Batasan bukan gangguan; itu adalah penyaring.
Setelah ketebalan, beban, dan akses ditetapkan, perangkat keras hampir memilih dirinya sendiri.
Inilah pergeseran yang ingin saya kamu bawa ke depan.
Berhentilah melihat mur, sisipan, atau stud sebagai sesuatu yang “mengisi lubang.” Mulailah melihatnya sebagai jalur raya bagi gaya. Lembaran itu adalah aspal tipisnya. Pengikat adalah pengatur lalu lintas—beban jepit, geser, kupas—melalui aspal tersebut. Jika dasar jalan tidak dapat menopang pola lalu lintas yang kamu kirimkan melaluinya, maka perkerasan akan retak, tidak peduli seberapa mengilap bautnya terlihat.
Ketebalan memberi tahu berapa banyak perkerasan yang kamu miliki. Jenis beban memberi tahu jenis lalu lintas yang kamu kirimkan. Akses dan siklus hidup memberi tahu di mana kamu diizinkan membangun jalur masuknya.
Ketika kamu mengikuti urutan itu, kamu berhenti berbelanja komponen dan mulai merancang sambungan. Dan itu tidak terlihat jelas karena katalog melatihmu untuk membandingkan perangkat keras berdasarkan ukuran dan kelas kekuatan, bukan berdasarkan bagaimana mereka mengubah peta tegangan di dalam baja setebal 1,0 mm.
Satu hal yang harus diingat adalah ini: pengikat bukan pahlawannya. Lembarannya lah. Tugasmu adalah memilih perangkat keras yang menghormati batas lembaran dan menyalurkan gaya dengan cara yang bisa bertahan selama bertahun-tahun, bukan hanya untuk pemeriksaan torsi pada hari pertama.
Setelah kamu mulai berpikir dalam jalur beban alih-alih pengisi lubang, kamu tidak akan pernah melihat panel tipis dengan cara yang sama lagi.


















