

Três meses após a instalação, a porta da caixa começa a ceder. Os parafusos ainda estão lá. Cabeças apertadas. Mas o fecho já não se alinha, e quando se retira um parafuso, o buraco não é de aço roscado — é uma cratera oval.
Já deitei fora painéis por menos.
Algures pelo caminho, começámos a tratar os parafusos para chapa como clips: se couberem, funcionam. Esse pensamento sai caro.
Vi um designer júnior fazer roscas M4 numa chapa de aço macio de 1,0 mm para um painel de controlo. “Temos três roscas”, disse ele, orgulhoso do seu paquímetro. No papel, isso parece ter contacto suficiente. No chão de fábrica, é um conto a tempo contado.
Porque essas três roscas não suportam carga da forma que pensa. O parafuso não está suspenso de pequenas prateleiras helicoidais perfeitas. Está a separar a chapa, esmagar o material à frente do flanco da rosca e a tentar inclinar-se sob carga. Chapa fina não falha de forma educada. Primeiro deforma. Silenciosamente.
Então, quando essa união se solta, o que é que realmente cedeu?

Pegue em duas chapas sobrepostas, com menos de meio milímetro cada, presas por um parafuso auto-perfurante. Apertamos bem. Parece sólido. Agora puxamos em corte.
O que verá sob a cabeça não é um corte limpo de roscas. O parafuso inclina-se. O buraco alonga. O material acumula-se à frente da haste como neve à frente de um limpa-neves. Isso é falha por encosto — o parafuso a esmagar e deslocar a chapa — normalmente misturado com inclinação.
As roscas estão apenas a acompanhar.
Em chapa fina, a chapa é o estrado e o parafuso é o camião. Se o asfalto tiver 10 mm de espessura, distribui a carga. Se tiver 0,8 mm, amassa e racha. Chamar a isso “roscas gastas” ignora a verdadeira cena do crime: o material anfitrião cedeu porque o caminho da carga estava errado desde o início.
Se é a chapa que está a deformar, e não o parafuso, quanta fixação de roscas é que realmente tem?
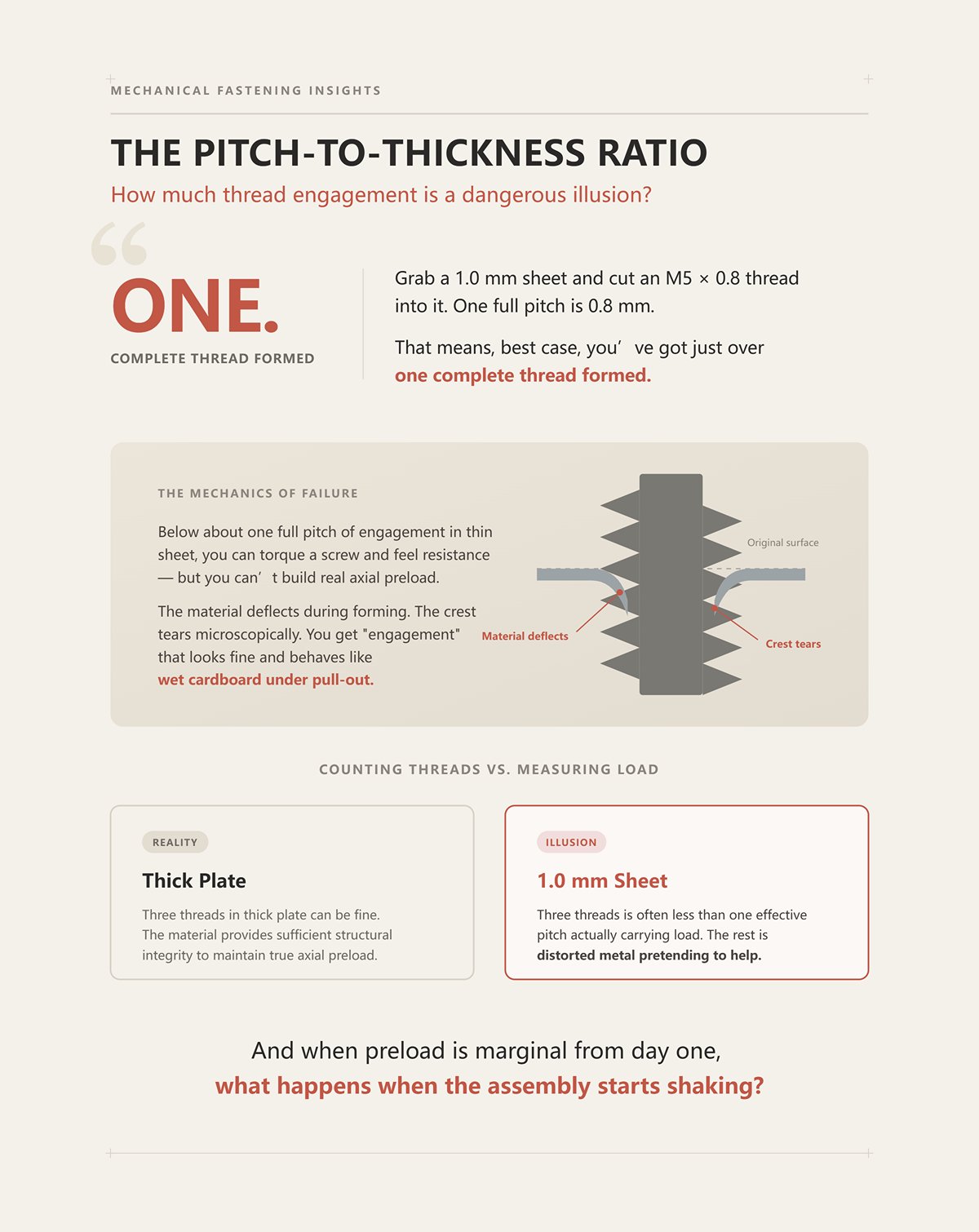
Pegue numa chapa de 1,0 mm e faça uma rosca M5 × 0,8. Um passo completo é 0,8 mm. Isso significa que, no melhor dos casos, tem pouco mais de uma rosca completa formada.
Uma.
Abaixo de cerca de um passo completo de fixação em chapa fina, pode apertar um parafuso e sentir resistência — mas não consegue gerar uma pré-carga axial real. O material deflete durante a formação. O topo rasga microscopicamente. Obtém uma “fixação” que parece boa e comporta-se como cartão molhado na resistência à extração.
Essa é a ilusão: contar roscas em vez de medir capacidade de carga.
Três roscas numa placa grossa podem ser suficientes. Três roscas numa chapa de 1,0 mm são muitas vezes menos de um passo efetivo realmente a suportar carga. O resto é metal distorcido a fingir que ajuda.
E quando a pré-carga é marginal desde o primeiro dia, o que acontece quando a montagem começa a vibrar?
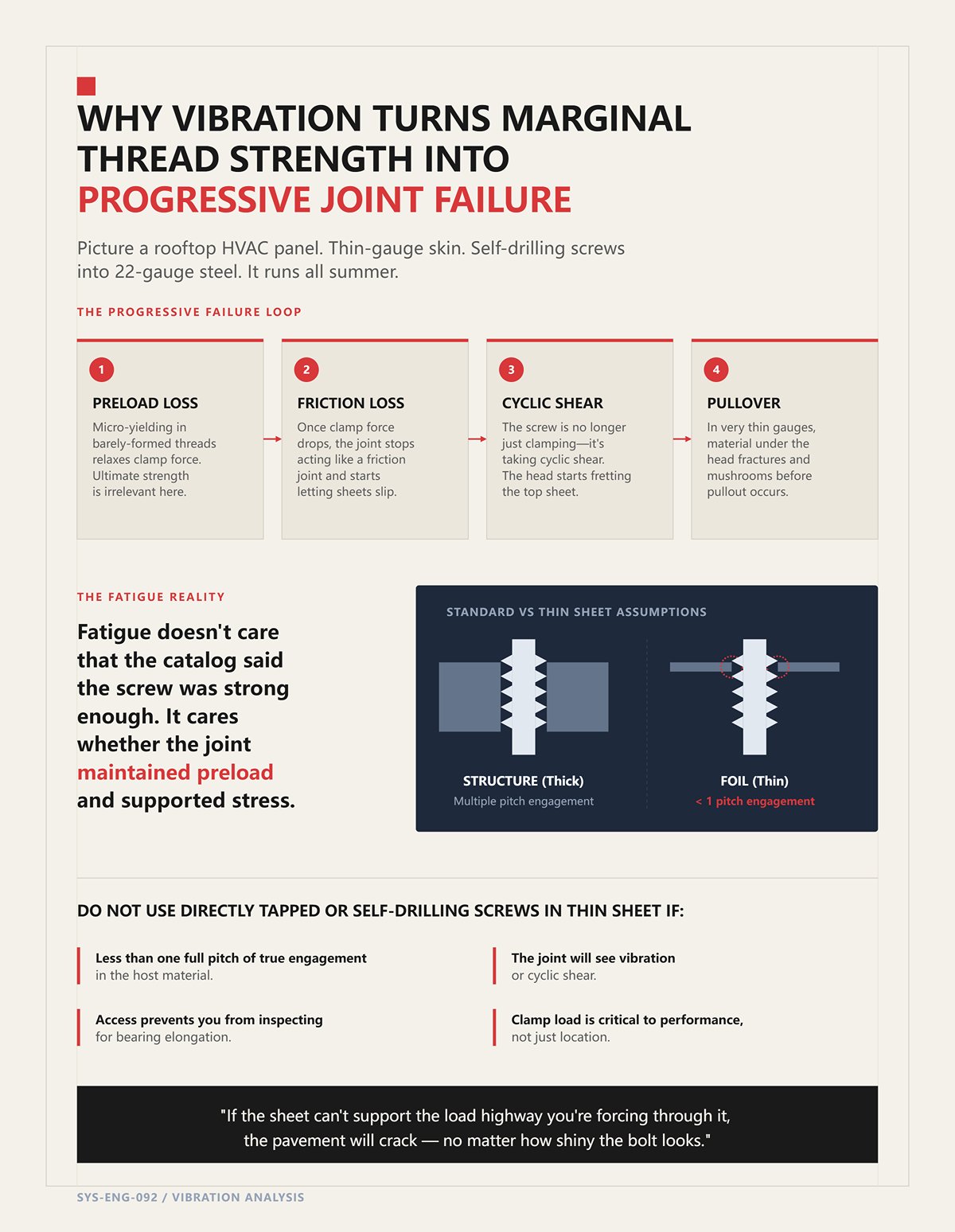
Imagine um painel de HVAC no telhado. Pele de calibre fino. Parafusos auto-roscantes em aço de calibre 22. Funciona todo o verão.
A primeira coisa que a vibração ataca não é a resistência última. Ataca a pré-carga. Qualquer micro-deformação nestas roscas mal formadas relaxa a força de aperto. Assim que a força de aperto cai, a junta deixa de atuar como junta de fricção e começa a permitir que as chapas escorreguem.
Agora o parafuso não está apenas a apertar — está a suportar corte cíclico. A cabeça começa a desgastar a chapa superior. Em calibres muito finos, muitas vezes vê-se o arrancamento antes da extração: o material sob a cabeça fratura e se deforma porque aquele fino anel de aço está a fazer todo o trabalho.
A fadiga não se importa que o catálogo diga que o parafuso é suficientemente forte. Importa-se é com o facto de a junta manter a pré-carga e com a capacidade da chapa suportar as tensões de contacto ciclo após ciclo.
Os fixadores padrão assumem que o material em redor é suficientemente espesso para funcionar como estrutura, não como folha. A chapa fina quebra essa suposição. Silenciosamente. De forma previsível.
Não utilize parafusos diretamente roscados ou auto-roscantes em chapa fina se:
Se a chapa não consegue suportar a carga que está a forçar através dela, o pavimento vai rachar — não importa quão brilhante seja o parafuso.
Recebi um lote de painéis de caixa de controlo de 1,2 mm que pareciam perfeitos no papel. Especificados para porcas auto-cravadas M6. Força de prensagem ajustada. Teste de torque passado na inspeção inicial. Depois, quando a montagem final chegou à linha, metade das porcas rodaram no lugar.
Não foram espanadas. Não foram arrancadas. Rodaram.
A montante, alguém tinha mudado para uma chapa com têmpera mais dura para reduzir amolgadelas durante o transporte. Ninguém informou a engenharia. A prensa aplicou a mesma força. As porcas ficaram embutidas. Mas a chapa não fluiu como devia, e por isso o anel de bloqueio nunca se formou totalmente. Construímos 400 geradores de rotação livre.
Essa é a diferença entre apertar parafuso numa chapa fina e cravar nela. Um fixador auto-cravado não depende de roscas frágeis cortadas numa folha. Remodela a chapa para que esta se torne parte da própria peça. O caminho de carga já não depende dos flancos da rosca; fica bloqueado atrás de um ombro formado a frio. A chapa deixa de ser pavimento e passa a ser guardrail.
Mas apenas se o metal realmente se mover.
Pegue numa porca de cravamento padrão com cabeça embutida e observe a secção transversal. Existe um anel serrado ou recortado logo abaixo da cabeça. Durante a instalação, uma punção paralela força a porca para dentro de um furo ligeiramente maior do que o corpo. A chapa cede localmente e flui radialmente para esse recorte.
Sem corte. Sem aparas. Apenas deformação plástica.
Essa cedência localizada é o fluxo a frio — remodelação permanente à temperatura ambiente. O material desloca-se para dentro do sulco e, uma vez lá, a única forma de sair é cortar esse anel da chapa ou arrancá-lo por tração. Agora, o teu caminho de carga já não é um par de cristas de rosca frágeis. É um encaixe mecânico completo de 360 graus.
Na extração, a área resistente é aproximadamente a circunferência da reentrância vezes a espessura da chapa deslocada. Duplica o diâmetro e duplicas o perímetro de corte. Aumenta a espessura e aumentas a área resistente linearmente. É matemática sobre a qual podes projetar.
Mas aqui está o que a maioria dos catálogos não enfatiza: a capacidade da chapa de fluir é finita. Em espessuras finas, abaixo de cerca de 1,0 mm, especialmente em aços de alta resistência, a deformação localizada em torno do orifício pode aproximar-se do limite de conformação. Já vi enrugamento parcial em pontos de cravamento onde o material se acumulou de forma desigual, deixando um lado fino e encruado. Sob vibração, esse crescente endurecido foi o primeiro a fissurar.
O fluxo a frio cria resistência porque redistribui o material numa geometria que resiste à rotação e à extração. O fluxo a frio também consome ductilidade. Se o levares demasiado longe — um fixador demasiado grande numa chapa demasiado fina — estás a estrangular o próprio material em que confias para segurar.
Portanto, a verdadeira questão não é “O cravamento acrescenta espessura?” Não acrescenta. A questão é: a tua chapa tem reserva de ductilidade suficiente para sobreviver à remodelação e ainda suportar as cargas de serviço posteriormente?
Qual é o metal que deve ceder primeiro?
Já pressionei uma porca de cravamento numa liga de alumínio 5052-H32 e vi-a assentar como manteiga. A mesma porca num aço de baixa liga de alta resistência previamente encruado? A força de instalação aumentou drasticamente, a prensa fletiu e a porca ficou sobresselente por alguns milésimos.
A regra é simples e dura: a chapa deve ceder; o fixador não.
Os fixadores autocravantes são tratados termicamente para serem significativamente mais duros do que a chapa de base. Quando o punção os insere, a chapa flui para dentro da reentrância enquanto o fixador mantém a sua geometria. Inverter essa hierarquia — chapa mais dura, fixador mais mole — e, em vez de a chapa preencher o sulco, o sulco é esbatido ou a chapa mal se move. Acabas com um encaixe estético e sem bloqueio real.
Há dados de estudos de conformação que mostram que o encruamento prévio da chapa pode aumentar a força de instalação necessária em 20–30 % sem proporcionar ganhos proporcionais na resistência da junta. Essa força extra não te dá maior capacidade de retenção; está apenas a lutar contra um material que já não quer deformar-se. Esforças a prensa, arriscas distorção do painel e ainda assim não consegues um encaixe mais profundo.
E mesmo quando consegues um assentamento adequado, criaste uma zona encruada em torno do furo. As tensões residuais permanecem ali. Em chapas ferrosas, especialmente se os revestimentos forem danificados durante a prensagem, esse anel tensionado pode tornar-se um ponto de início de corrosão. Já vi caixas exteriores onde cada mancha de ferrugem começava no perímetro de uma porca de cravamento.
Forçar o metal a fazer o trabalho é poderoso. Não é gratuito.
Então, quando é que toda essa remodelação supera realmente um rebite ou uma porca solta?
Imagina um suporte de aço de 1,5 mm que precisa de uma rosca M5 para montar um motor. Opção um: furar com folga e usar um parafuso e uma porca solta. Opção dois: rebite cego mais inserto roscado. Opção três: porca de cravamento.
Com uma porca solta, a tua força de aperto é boa — desde que alguém possa segurar o lado oposto e nunca se perca a pré-carga. Mas a tua capacidade de corte entre chapas ainda depende do atrito gerado pela força de aperto. Se perderes a pré-carga sob vibração, o parafuso começa a sofrer flexão. Os parafusos ainda lá estão. A junta já não é a mesma.
Um rebite cego dá-te um bom corte porque o corpo preenche o furo, mas não tens roscas reutilizáveis. Adiciona um rebite com inserto roscado, e agora dependes da expansão de uma parede fina contra o furo. Em chapa fina, essa expansão conduz frequentemente a uma saliência local. O que verás sob a cabeça não é corte limpo das roscas. É deformação de apoio à volta de um furo distorcido.
Uma porca de cravamento corretamente especificada muda a equação. A tua resistência à extração está ligada à área de corte do anel interligado. A tua resistência ao torque está ligada ao diâmetro e à forma da reentrância estriada ou dentada embutida na chapa. E, porque as roscas estão num aço endurecido de espessura total, obténs uma pré-carga real — não apenas um passo a fingir ser estrutura.
Em montagens repetidas — painéis de serviço, chassis de eletrónica, tampas de motor — essa combinação é importante. Pode-se aplicar o binário especificado, remover e reinstalar, e o caminho da carga permanece no elemento de fixação endurecido, não nas roscas sacrificiais da chapa.
Mas o engastamento exige duas coisas: ductilidade suficiente para formar o bloqueio e acesso para uma prensa paralela durante a instalação. Sem ductilidade, não há bloqueio. Sem acesso da prensa, não há instalação.
Portanto, o método que fixa o caminho da carga numa chapa aberta e deformável continua a deixá-lo preso quando só tem um lado acessível e sem espaço para uma prensa.
O que faz quando não consegue forçar o metal a fluir porque nem sequer consegue alcançar o lado oposto para o suportar?
Certa vez, uma caixa com pintura eletrostática voltou do campo com todos os fixadores M6 ainda apertados conforme a especificação — e todas as inserções a rodar no sítio. Os parafusos estavam apertados. O painel estava inutilizado. Não tínhamos acesso traseiro para uma prensa, por isso escolhemos porcas rebites. Instaladas com uma ferramenta manual. A produção prosseguiu. Três meses depois, um técnico apoiou‑se numa chave e a inserção acabou por maquinar o seu próprio furo.
Esse é o compromisso que se faz quando não se pode engastar. Uma inserção cega não cria um bloqueio por fluxo a frio ao remodelar a chapa para dentro de um ressalto endurecido. Ela colapsa sobre si mesma, forma um “cogumelo” atrás do painel e prende o material fino entre a cabeça e o corpo deformado. Está a separar a chapa por cunhagem, a esmagar o material à frente do flanco da rosca e a tentar inclinar‑se sob carga. O caminho da carga deixa de ser um anel formado de aço deslocado. É fricção, apoio e a deformação criada durante a instalação.
Portanto, a questão não é “Irá aguentar?”. É: sob que força é que se solta primeiro?
Imagine um painel de aço macio de 1,2 mm com uma porca rebitada M5 a segurar um suporte. Alguém pendura uma peça de 20 lb nele. A gravidade não se importa com as classificações do catálogo. Cria um momento na face da inserção. Esse momento traduz‑se em duas coisas: corte ao longo da haste e tração que tenta puxar a inserção diretamente para fora.
Em corte puro — suporte encostado ao painel, carga a deslizar paralelamente — o corpo da porca rebitada apoia‑se contra a parede do furo. A área de resistência é aproximadamente a área projetada da haste vezes a espessura da chapa. Se o furo for justo e o corpo estiver totalmente expandido, a força de corte pode ser respeitável. Está a carregar a chapa em apoio, sem pedir que se estique.
Agora introduza um afastamento. Um espaçador. Uma junta. Um suporte dobrado que não assenta plano. Essa carga de 20 lb já não é corte puro. Cria tração na cabeça da inserção. A resistência à extração agora depende da lâmpada deformada a prender a parte traseira e da área de corte daquele fino anel de chapa preso entre a cabeça e o ressalto.
É aqui que a instalação dita silenciosamente tudo. Se definir a porca rebitada em excesso — demasiado curso, demasiada força — afina‑se a secção colapsada ou quebra‑se a transição entre o corpo roscado e a extremidade deformada. Já vi inserções que pareciam perfeitas pela frente mas que se separaram internamente com carga de serviço baixa. Imita uma falha por extração, mas a causa raiz foi o controlo de curso, não a carga de trabalho.
A falha real raramente se manifesta como um corte limpo de rosca. O que se vê sob a cabeça não é um corte limpo. Vê‑se uma leve deformação em concavidade do painel, o revestimento fissurado em anel e uma marca ténue onde a inserção começou a inclinar‑se. A chapa cedeu primeiro porque o caminho da carga dependia de fixação e apoio locais, não de um bloqueio formado.
Então, que força domina? Aquela que introduziu inadvertidamente com a geometria. Mantendo a junta justa e nivelada, o corte pode controlar. Acrescente excentricidade e a extração torna‑se o estado limite — frequentemente em cargas muito inferiores ao número de “extração máxima” sugerido pela inserção.
E o que acontece quando a carga de serviço não tenta puxar a inserção para fora, mas sim fazê‑la girar?
Uma vez mudámos uma especificação de revestimento de zincado para e‑coat e não alterámos a dimensão do furo. Mesmo diâmetro nominal. Mesma porca rebitada de corpo redondo. Primeira série de produção, 400 peças. Metade delas rodou durante a instalação.
Não havia nada de errado com a chave dinamométrica. O problema era simples: corpo redondo liso num furo liso, instalado num material mais duro do que anteriormente. A resistência da inserção à rotação resulta da fricção e do que quer que o entalhe consiga morder na parede. Se o binário necessário para colapsar e assentar a inserção exceder essa resistência rotacional, ela roda antes de se assentar. Agora o furo ficou encruado e a parede polida. A próxima inserção tem ainda mais probabilidade de rodar.
O binário de serviço elevado é pior. Suponha que especifica uma inserção M6 porque precisa de uma carga de aperto de 8–10 N·m numa tampa. Se o binário necessário para atingir a pré‑carga exceder a resistência à rotação da inserção nessa espessura de chapa, a chapa não falhará primeiro — a inserção simplesmente maquinará o seu próprio furo.
Corpos redondos podem funcionar em materiais mais macios e espessuras maiores, onde a expansão aumenta de forma significativa o contacto com a parede. Em aços duros com menos de 1,5 mm, é um jogo de sorte, a menos que altere a interface: insertos com corpo hexagonal em furos hexagonais puncionados, corpos estriados em furos devidamente dimensionados, ou características secundárias como ressaltos para criar chaves anti-rotação. E essas características exigem controlo rigoroso do furo. Corte a laser com mais décimos de milímetro e a sua função anti-rotação torna‑se meramente estética.
Há outra armadilha: instalação desalinhada. Se a cabeça do inserto não assenta totalmente contra o painel — ligeira rebarba, ligeira curvatura — combina‑se o risco de rotação e de extração. A cabeça não está a partilhar a carga de forma uniforme, pelo que o binário tenta inclinar o inserto enquanto a tensão tenta extrair‑lo. Sem monitorização controlada da força‑distância na produção, não o vai detetar. Numa oficina com ferramentas manuais, essa variabilidade é real.
Insertos cegos resolvem o problema de acesso. Introduzem sensibilidade ao processo. Se não consegue controlar o tamanho do furo, a dureza do material e o curso de instalação, não está a projetar uma união. Está a esperar que a fricção o salve.
Não usar se:
Se roscas cegas são tão sensíveis, talvez roscas não sejam de todo o que precisa.
Já vi projetistas misturar porcas rebite M6 com uma fileira de rivetes pop de alumínio de 4,8 mm ao longo da mesma aba. Sob carga, os parafusos maciços mantiveram‑se. Os rivetes pop afrouxaram primeiro. A união abriu a partir do fixador mais fraco para fora, e a carga passou abruptamente para os pontos restantes.
Rivetes pop de extremidade aberta padrão são bons para corte leve e revestimento. O seu mandril parte, deixando um corpo oco que resiste ao corte principalmente por apoio. Em tensão, especialmente com furos sobredimensionados, expandem e depois atravessam a chapa fina com pouco aviso.
Rivetes estruturais — de extremidade fechada, mandril bloqueado, maior resistência ao corte — mudam a equação. O mandril retido aumenta a capacidade de corte e a resistência à tração, e a expansão do corpo é mais controlada. Em uniões onde apenas precisa de fixação permanente e não de roscas de manutenção, um rivete estrutural pode superar uma pequena porca rebite simplesmente porque o caminho de carga é direto: haste em corte, corpo em apoio, sem roscas internas para danificar, sem binário para induzir rotação.
A atualização é justificada quando a união sofre corte dinâmico ou vibração e não necessita de desmontagem. Não é justificada quando procura conveniência de rosca à custa de clareza de carga. Um rivete estrutural não lhe dará pré‑carga ajustável como um parafuso numa porca rebite, mas também não rodará sob a chave porque não existe chave.
Não usar se:
O acesso de um só lado força compromissos. Porcas rebite e insertos cegos podem ser justificados — mas apenas quando a sua mecânica de colapso, limites de binário e controlo de instalação estão adaptados à chapa como um rolamento de encaixe num alojamento.
Se não consegue controlar essas variáveis, não está a projetar um caminho de carga.
Você está apenas a tapar um buraco.
Uma caixa no telhado voltou da pintura com uma ligeira ondulação tipo “oil‑can” à volta de cada ponto de fixação M8. Os parafusos ainda lá estavam. As tampas estavam apertadas. Mas sob luz fluorescente era visível um halo, com 25 milímetros de largura, ao redor de cada porca soldada.
Essa ondulação não foi um azar estético. Foi uma zona afetada pelo calor — a região local onde a chapa foi levada acima da temperatura de transformação e voltou a arrefecer. A estrutura do grão mudou. Tensões residuais ficaram bloqueadas. O painel recordou a soldadura muito depois de a fixação o ter desapertado.
Se os insertos cegos são demasiado sensíveis ao tamanho do furo e ao binário, a próxima reação é recorrer a ferragens soldadas. “Basta fundir uma porca ali.” Caminho de carga limpo. Sem rotação. Sem golpe de colapso para controlar. Mas agora a sua estrada de carga atravessa metal que foi derretido, encolhido e restringido. Em chapa fina, 1,0–1,6 mm, esse encolhimento não tem onde se esconder. Deforma a base da estrada.
Portanto, a verdadeira questão não é se uma porca soldada é mais forte do que uma porca rebitada no papel. É se o painel consegue sobreviver ao calor sem pagar noutro lado — planicidade, estética ou vida útil à fadiga.
Testámos pernos com arco puxado em chapa laminada a frio de 1,2 mm para um suporte sujeito a vibração. Fonte de alimentação grande. Ferrules cerâmicos para conter a piscina de metal fundido. Boa fusão. Quando arrancámos um perno no teste destrutivo, o metal de base rasgou antes da soldadura.
E cada perno deixou uma marca visível no lado A.
A soldadura por arco puxado tem tempos de arco mais longos e maior entrada total de calor. Está a construir um cordão visível, frequentemente com um ferrule a moldá-lo. Esse calor penetra para além do diâmetro do perno. Em chapa fina, a contração ao arrefecer puxa um prato raso para dentro do painel. Pode apertar mais. Pode soldar em sequência. Pode tentar aplanar depois com uma matriz de nivelamento. Mas continua a lutar contra a física: o metal quente expande e depois encolhe contra a restrição mais fria.
A soldadura por descarga de condensador (CD) inverte o perfil. Descarga em milissegundos. Pernos de diâmetro pequeno. Pode unir à chapa até cerca de 0,5 mm sem perfuração porque a energia é curta e localizada. Sem ferrule. Marcação mínima na traseira. Em painéis finos e estéticos, o CD deixa frequentemente o lado A suficientemente limpo para envio.
Mas aqui está o problema. A capacidade de resistência do CD está ligada ao diâmetro do perno e à espessura da chapa. É excelente para pernos pequenos em material fino porque a ação rápida de forjamento cria uma união sólida sem fusão excessiva. Empurrar para diâmetros maiores ou cargas estruturais mais espessas ultrapassa o processo. O arco puxado pode produzir fusão total onde a soldadura é mais forte do que o próprio perno. O CD não consegue escalar magicamente para isso sem aumentar o calor — e então voltamos à deformação.
Portanto, está a trocar penetração e capacidade de tamanho de perno por controlo de calor. A face estética pode sobreviver ao CD. A exigência estrutural pode não. Com o arco puxado, a estrutura ganha e o painel perde com a deformação.
Não usar se:
Se o calor é o imposto para a fusão, e se evitarmos fundir por completo?
| Aspeto | Soldadura por descarga de condensador (CD) | Soldadura por arco puxado |
|---|---|---|
| Entrada de Calor | Milissegundos de descarga; calor altamente localizado | Tempo de arco mais longo; maior entrada total de calor |
| Impacto Visual no Lado A | Marcação mínima; frequentemente limpo o suficiente para envio | Marcas visíveis de soldadura; potencial distorção da superfície |
| Adequação para Chapa Fina | Eficaz até ~0,5 mm sem perfuração por queimadura | Risco de empeno e distorção em chapa fina |
| Capacidade de Diâmetro do Pino | Melhor para pinos de pequeno diâmetro | Adequado para pinos de maior diâmetro |
| Resistência da Fusão | Ligação forte para pinos pequenos; escalabilidade limitada | Fusão total possível; a soldadura pode exceder a resistência do pino |
| Risco de Distorção | Baixo devido ao calor curto e localizado | Maior devido à acumulação de calor e contração ao arrefecer |
| Necessidade de Ferrule | Não é necessário ferrule | Normalmente utiliza anilha de cerâmica para moldar a soldadura |
| Marcação no lado oposto | Mínima | Possível marcação e deformação |
| Capacidade de carga estrutural | Limitada pelo diâmetro do perno e pela espessura da chapa | Mais adequado para cargas estruturais pesadas |
| Compromisso | Preserva o lado estético, mas limita o envelope estrutural | Maximiza a resistência estrutural, mas arrisca empenamento do painel |
| Não utilizar se | São necessários pernos grandes ou cargas pesadas; a exigência estrutural excede os limites de CD | O painel tem <1,0 mm de espessura com tolerância rigorosa de planicidade; a distorção é inaceitável |
| Sensibilidade à fixação | Menos dependente de fixação rígida | Requer fixação rígida para reduzir a distorção |
| Acabamento pós-soldadura | Muitas vezes desnecessário | Pode necessitar de endireitamento ou retoque |
Eu sucatei um lote de painéis de 1,0 mm roscados M5 × 0,8 diretamente na chapa. Um passo de engate. Talvez um e um quarto, se tivesse sorte com a direção da rebarba. Primeira auditoria de torque a 6 N·m e as roscas deformaram-se.
O que vais ver debaixo da cabeça não é um corte de rosca limpo. É a chapa a ser forçada a abrir, esmagando o material à frente da face da rosca e tentando inclinar-se sob carga.
Então acrescentámos uma extrusão perfurada — punçar e formar uma gola antes de roscar. Mesma espessura de chapa, mas agora o material é puxado para baixo uns 1,5–2,0 mm, dando duas a três roscas completas em vez de uma. Sem adicionar hardware. Sem calor. O caminho de carga mantém-se no metal base.
Isso duplica a resistência? Não automaticamente.
A extrusão afina à medida que estica. A parede é encruada. Se a folga do punção estiver errada ou o material tiver baixa ductilidade, obténs microfissuras na raiz da gola. Agora as tuas “roscas extra” estão apoiadas num tubo rachado. Sob carga cíclica, essa fissura é um gatilho.
Mas quando a conformação é controlada — folga correta entre punção e matriz, ductilidade adequada, lubrificante apropriado — a gola cria área real de corte. Em vez de um passo a resistir à extração, tens múltiplas faces engatadas a partilhar a carga. A força mantém-se no contacto e corte dentro do mesmo material, não num interface soldado ou num corpo de inserto colapsado.
E não há zona termicamente afetada. Nenhuma distorção por retração. A face estética mantém-se plana porque nunca foi fundida.
Não usar se:
As extrusões parecem limpas no papel. Mas não são gratuitas.
Uma matriz progressiva que faz 300 golpes por minuto não se preocupa com a tua teoria. Preocupa-se com a duração das arestas.
Acrescentámos uma estação de extrusão a um painel de alto volume para eliminar porcas soldadas. Primeiro mês, tudo parecia brilhante. Sem distorção de solda. Montagem mais rápida. Depois as calibres de rosca começaram a falhar de forma esporádica. A altura da gola começou a baixar.
O punção tinha-se desgastado.
Formar uma gola significa empurrar o material plasticamente para além do seu limite elástico em cada ciclo. O nariz do punção vê alta pressão de contacto e deslizamento. À medida que se desgasta, a altura da extrusão baixa alguns décimos de milímetro. Essa é a diferença entre três roscas completas e duas e meia. A tua margem de torque evapora-se lentamente, não de forma catastrófica. Difícil de detetar sem medição em processo.
Agora compara isso com soldar uma porca numa operação secundária. O desgaste da ferramenta transfere-se para elétrodos ou anilhas, não para uma matriz progressiva de 20 estações onde o tempo de inatividade custa uma fortuna por hora. Centro de custo diferente. Modo de falha diferente. Mesma questão sobre o caminho de carga.
O tempo poupado no hardware pode reaparecer como mão de obra de manutenção e sucata quando a matriz perde afinação. A junta não se preocupa se pagaste numa célula de soldadura ou em retificações de punção. Só se preocupa se o engate da rosca e as propriedades do material são o que o desenho assumiu.
Portanto, a decisão não é “porca soldada versus extrusão.” É: onde queres gerir a variabilidade — no aporte de calor e distorção, ou no desgaste de conformação e controlo de altura?
Porque, de qualquer forma, não estás a comprar uma mercadoria. Estás a projetar uma autoestrada de carga através de metal fino. E o metal fino nunca esquece o que lhe fizeste.
Agora estás a pedir um sistema. Não outro gráfico comparativo. Tendo em conta todos estes compromissos — calor versus desgaste na formação, fusão versus escoamento a frio — como decides o que vai onde, e quando?
Aqui está a parte que a maioria dos desenhos ignora: mesmo o fixador correto falhará se violares a sequência necessária para que ele sobreviva.
Vi uma porca de fixação automática perfeitamente especificada girar numa chapa de 1,2 mm porque alguém a moveu 3 mm mais próxima da borda para desviar de um alívio de dobra. Mesmo número de peça. Mesmo prensa. Mesma especificação de torque. A diferença foi o posicionamento e o momento. A chapa não tinha para onde fluir.
Os fixadores não são peças. São autoestradas de carga cortadas através de asfalto fino. Se colocares a estrada antes de compactares a base, as fissuras só aparecem quando o trânsito chega.
Por isso, antes de discutires sobre pinos de solda, extrusões ou insertos, fixa três limites: distância da borda, ordem de acabamento e acesso para manutenção. Quebra qualquer um deles e a tua “união forte” torna-se num futuro bilhete caro de sucata.
Passámos chapas galvanizadas de 1,0 mm por uma prensa de cravação com controlo de percurso, confiantes na distância mínima da borda indicada no catálogo — até que o canto de cada quinta chapa enrolou como uma batata frita.
No papel, a distância da borda é geométrica: 1× o diâmetro, 1,5× em material revestido, o que quer que a tabela diga. Na realidade, é dinâmica. A prensa não se importa com o teu desenho; aplica força até o entalhe ficar preenchido. Se a espessura da chapa varia +0,1 mm num rolo e a altura da cabeça do fixador varia +0,05 mm, esse excesso acumula-se em algum lugar. Perto de uma borda, vai dar lugar à flexão da chapa.
Esse é o multiplicador que ninguém anota.
Os furos cortados a laser tornam tudo pior. A zona termicamente afetada na borda desse furo pode ser mais dura do que o fixador foi concebido para suportar. Agora a prensa precisa de mais força para deslocar material para dentro do entalhe. Mais força significa mais tensão radial. Mais tensão radial perto da borda significa que a chapa levanta, não flui. O que verás sob a cabeça não é um corte limpo de rosca; é uma ligação superficial, mal preenchida, e uma chapa que já cedeu antes mesmo de ver carga de serviço.
E se estiveres a cravar pilhas dissimilares? Coloca a chapa mais dura do lado errado e o punção perfura em vez de formar. Não obténs uma degradação suave. Obténs uma união meio formada que passa na inspeção visual e falha em tração na decapagem a metade da carga esperada — o que, aliás, já é cerca de metade de uma soldadura por pontos comparável sob tração ou descascamento.
A distância da borda não é um número. É uma almofada para a variabilidade de força, dureza e espessura.
Não usar se:
Se a distância da borda serve para dar espaço ao material, o que acontece quando entra a química em jogo?
Já vi 400 peças de ferragens voltarem do revestimento com roscas que pareciam ter sido enchidas com areia.
Instalar antes do revestimento e o banho químico cobre tudo — incluindo a interface rebaixada de uma porca cravada ou a ranhura de um pino. Esse revestimento acrescenta espessura. Microns, sim. O suficiente para alterar o comportamento de binário-tensão em roscas pequenas? Também sim. Em chapa fina, a perda de pré-carga aparece rapidamente porque a chapa cede antes de o fixador escoar.
Instalar após o revestimento e rompe-se a barreira anticorrosão. Agora a via de carga tem “ombros” de aço expostos. Se o acessório desloca o revestimento durante a instalação — e a maioria desloca — cria-se um anel de material exposto exatamente onde as tensões de compressão são mais elevadas. A corrosão adora zonas de concentração de tensões.
E há sequência com calor. Se se soldar depois do revestimento, queima-se este. Se se revestir depois de soldar, está a apostar que o processo limpa cada halo de soldadura e cada respingo para que o acabamento adira. Falhe um ponto, e a corrosão começa na linha de fusão — exatamente onde a sua confiança estrutural era maior.
Portanto, a questão não é “antes ou depois.” É: que interface consegue tolerar alteração dimensional, acumulação de revestimento ou queima sem mudar o caminho de carga?
Não usar se:
Pode cumprir todas as especificações de binário no primeiro dia e mesmo assim projetar um pesadelo para o quinto ano.
Montámos uma placa de controlo em espaçadores de 20 mm numa caixa de 1,2 mm e achámos que estava bem porque os valores de extração pareciam bons.
Seis meses depois, a assistência no terreno começou a substituir placas. Os parafusos saíam. Os espaçadores ficavam no sítio. A chapa à volta estava como uma lata de refrigerante esmagada.
Os parafusos continuam lá.
Eis o que aconteceu. O espaçador criou uma coluna. O caminho de carga ia da cabeça do parafuso, pelo espaçador, até um pequeno anel de chapa fina. Durante a assistência, os técnicos apoiavam-se na placa, soltavam fichas à força, apertavam demasiado na remontagem. Cada ciclo comprimia localmente a chapa. Não o suficiente para falhar. O suficiente para escoar. Uma vez que a chapa escoa, a pré-carga baixa. Uma vez que a pré-carga baixa, a vibração começa a trabalhar a união. Agora a chapa torna-se o rail de segurança em vez do pavimento.
Projetar para desmontagem significa assumir que a união sofrerá vários ciclos de binário e cargas fora do eixo. A chapa fina não recupera de esmagamento localizado. Ela lembra-se.
Portanto, alarga-se a área de apoio da carga. Flange maior sob o espaçador. Anilha de apoio. Rebordo estampado para engrossar a secção. Ou transfere-se a carga para uma forma que suporte a compressão em plano em vez de através da espessura.
Porque a assistência não é delicada.
Não usar se:
As regras de colocação não são burocracia. São limites. Quando as defines, a escolha do elemento de fixação restringe-se rapidamente — e isso é bom. A restrição é a forma de transformar compromissos em uma decisão repetível em vez de um palpite.
Está de pé numa bancada com um painel de 1,0 mm, um parafuso M5 numa mão e três páginas de catálogo abertas na outra. Cada página diz “adequado para chapa fina”. Cada representante afirma “funciona muito bem”. E, daqui a seis meses, se escolher mal, os parafusos ainda estarão lá e o painel à volta deles será sucata.
Aqui está o caminho que ensino aos principiantes. Não é começar pela marca. Nem pela classificação de resistência. Começa pela chapa. Define a carga. Respeita o acesso. Por essa ordem. Quando fazes isso, a escolha do elemento de fixação deixa de ser um palpite e passa a ser uma consequência.
Vi um técnico fazer rosca M4 em aço de 0,8 mm porque “é apenas um suporte leve”. Aguentou na bancada. No campo, a vibração soltou-o em poucas semanas. O que se vê sob a cabeça não é corte limpo da rosca; são picos arrastados e cristas achatadas onde mal havia uma fileira de engate para começar.
Eis o mecanismo. Uma rosca métrica grossa tem um passo. Se a espessura da chapa te der menos de um passo completo de engate, não tens uma coluna de rosca — tens um anel fino de material deslocado. Esse anel suporta carga em apoio, não em verdadeiro corte ao longo do flanco da rosca. Acrescenta um evento de sobretorque e a chapa cede. A pré-carga cai. Agora a junta depende de fricção que já não existe.
Como regra prática que uso na produção:
Mas a espessura, por si só, não é toda a história. O aço doce dúctil de 1,0 mm comporta-se de forma muito diferente do inox mais duro de 1,0 mm. E se estás a instalar uma porca rebite com ferramenta de rotação/rotação numa chapa fina e dúctil, podes ovalizar o furo antes mesmo do inserto se fixar. Por isso, a verdadeira questão não é “qual é o calibre?” É “quanto material engajado tenho realmente após a distorção da instalação?”
Se a chapa não consegue fornecer uma base estável para as roscas, por que estamos a discutir classes de parafuso?
Montámos uma pequena porta de caixa com insertos cegos porque precisávamos de acesso para manutenção. Os valores estáticos de arrancamento pareciam bons. Depois, os utilizadores começaram a puxar a porta lateralmente. Carga de separação. Animal diferente.
Carga estática de aperto significa que te preocupas em manter a pré-carga. A chapa está a ser comprimida sob a cabeça ou a flange do inserto. Chapas finas deformam-se com o tempo. Perdes pré-carga e a junta começa a escorregar. Para isso, superfícies de apoio largas, ressaltos formados ou porcas auto-cravantes com encaixe sólido na chapa oferecem melhor resistência ao desaperto por torque.
Corte dinâmico — força lateral ao longo do plano — coloca a chapa em apoio na parede do furo. Aqui, o diâmetro e a distância da borda são mais importantes do que a resistência da rosca. Uma porca rebite cega pode ser perfeitamente adequada se a carga for maioritariamente no plano e o ressalto traseiro estiver bem formado.
A separação é o pior caso. A separação tenta arrancar o elemento de fixação ao levantar uma chapa da outra. Insertos cegos que dependem de deformação e fricção do lado oposto são geralmente mais fracos em separação do que uma porca de fixação ou soldadura corretamente instalada. Se a geometria da junta cria um braço de alavanca, já não estás a testar resistência à tração — estás a testar quão bem esse acessório se ancora em material fino que tende a dobrar.
Por isso, não perguntes: “Quão forte é este fixador?” Pergunta antes: “Em que direção está a força a tentar rasgar a minha chapa?” Porque essa direção pode mudar a tua escolha de inserto cego para fixação por compressão ou soldadura num instante.
Se a direção da carga muda a resposta, o que acontece quando nem sequer consegues alcançar o lado oposto?
Tínhamos uma estrutura de tubo fechado onde o design insistia em aparafusar suportes no interior. “Basta usar um parafuso estrutural cego.” No papel, ótimo. Na realidade, a folga interna mal permitia que a anilha rodasse e assentasse. Metade deles ficaram tortos. Alguns nunca se expandiram totalmente. Passaram o torque inicial. Não passaram a prova do tempo.
Acesso cego não significa apenas “um só lado”. Significa:
Junta permanente? A soldadura ou o elemento de fixação por compressão podem oferecer-te um caminho de carga mais direto para o metal base.
Junta de manutenção? As porcas-rivetes cegas são atrativas — mas aceita que a resistência ao descolamento e ao torque pode ser inferior à de uma solução por compressão na mesma espessura.
Grande exigência estrutural em secções fechadas? Às vezes, a resposta honesta é que a soldadura continua a ser a referência, porque os elementos alternativos não conseguem reproduzir o mesmo caminho de carga sem um acesso interno que, na realidade, não existe.
As restrições reduzem rapidamente o campo. E esse é o objetivo. A restrição não é um incómodo; é um filtro.
Quando a espessura, a carga e o acesso estão definidos, o elemento de fixação praticamente escolhe-se sozinho.
Aqui está a mudança que quero que retenhas.
Deixa de ver uma porca, inserto ou perno como algo que “preenche um furo”. Começa a vê-lo como uma autoestrada para a força. A chapa é betume fino. O fixador está a encaminhar o tráfego — força de aperto, corte, descolamento — através desse betume. Se a fundação não suporta o padrão de tráfego que estás a enviar, o pavimento racha, por muito brilhantes que os parafusos pareçam.
A espessura indica-te quanto pavimento tens. O tipo de carga indica que tipo de tráfego estás a enviar. O acesso e o ciclo de vida definem onde podes construir as vias de acesso.
Quando segues essa sequência, deixas de comprar peças e começas a projetar juntas. E isso não é óbvio porque os catálogos ensinam-te a comparar fixadores por tamanho e classe de resistência, não por como alteram o mapa de tensões dentro de 1,0 mm de aço.
A única coisa que deves reter é esta: o fixador não é o herói. A chapa é. O teu trabalho é escolher um elemento de fixação que respeite os limites da chapa e encaminhe a força de forma que ela possa suportar durante anos, não apenas no teste de torque do primeiro dia.
Quando começares a pensar em autoestradas de carga em vez de preenchedores de furos, nunca mais olharás para um painel fino da mesma maneira.


















