

Tres meses después de la instalación, la puerta del gabinete empieza a hundirse. Los tornillos siguen ahí. Las cabezas están apretadas. Pero el pestillo ya no se alinea, y cuando sacas uno de los tornillos, el agujero no es acero roscado, sino un cráter ovalado.
He desechado paneles por menos.
En algún momento empezamos a tratar los tornillos para chapa metálica como clips: si encajan, funcionan. Ese pensamiento es costoso.
Vi a un diseñador junior roscar M4 en acero dulce de 1.0 mm para un panel de control. “Tenemos tres roscas”, dijo, orgulloso de sus calibradores. En papel, eso suena como un buen acoplamiento. En el piso de producción, es una cuenta regresiva.
Porque esas tres roscas no están soportando la carga como crees. El tornillo no cuelga de pequeñas repisas helicoidales. Está separando la chapa, aplastando el material delante del flanco de la rosca y tratando de inclinarse bajo carga. La chapa delgada no falla educadamente. Primero se deforma. En silencio.
Entonces, cuando esa unión se afloja, ¿qué es lo que realmente cedió?

Toma dos chapas superpuestas, cada una de menos de medio milímetro, unidas con un tornillo autoperforante. Lo aprietas con par de torsión. Se siente sólido. Ahora tira en corte.
Lo que verás bajo la cabeza no es un corte limpio de rosca. El tornillo se inclina. El agujero se alarga. El material se acumula frente al vástago como nieve frente a un quitanieves. Eso es falla por presión — el tornillo aplastando y desplazando la chapa — normalmente mezclado con inclinación.
Las roscas van de acompañantes.
En calibre delgado, la chapa es la calzada y el tornillo es el camión. Si el asfalto tiene 10 mm de espesor, distribuye la carga. Si tiene 0.8 mm, se deforma y se agrieta. Llamar a eso “roscas desgastadas” pasa por alto la auténtica escena del crimen: el material base cedió porque la trayectoria de la carga estaba mal desde el principio.
Si lo que se deforma es la chapa, no el tornillo, ¿cuánto acoplamiento de rosca tienes realmente?
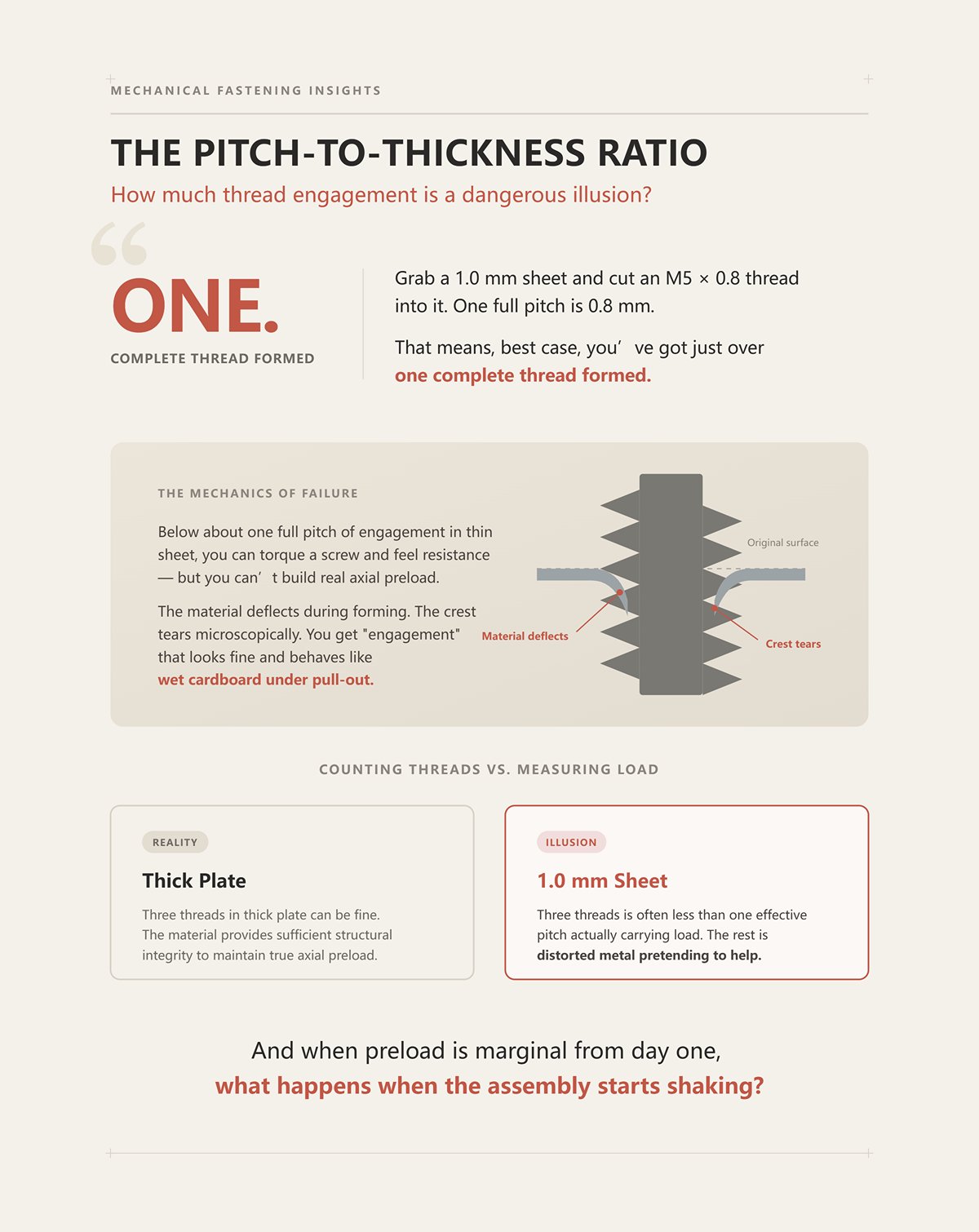
Toma una chapa de 1.0 mm y corta una rosca M5 × 0.8 en ella. Un paso completo es 0.8 mm. Eso significa, en el mejor de los casos, que tienes poco más de una rosca completa formada.
Una.
Por debajo de aproximadamente un paso completo de acoplamiento en chapa delgada, puedes apretar un tornillo y sentir resistencia, pero no puedes generar una verdadera precarga axial. El material se deforma durante el formado. La cresta se desgarra microscópicamente. Obtienes un “acoplamiento” que parece correcto y se comporta como cartón mojado bajo extracción.
Esa es la ilusión: contar roscas en lugar de medir capacidad de carga.
Tres roscas en una placa gruesa pueden estar bien. Tres roscas en una chapa de 1.0 mm suelen ser menos de un paso efectivo realmente soportando carga. El resto es metal deformado que finge ayudar.
¿Y cuando la precarga es marginal desde el primer día, qué sucede cuando el conjunto empieza a vibrar?
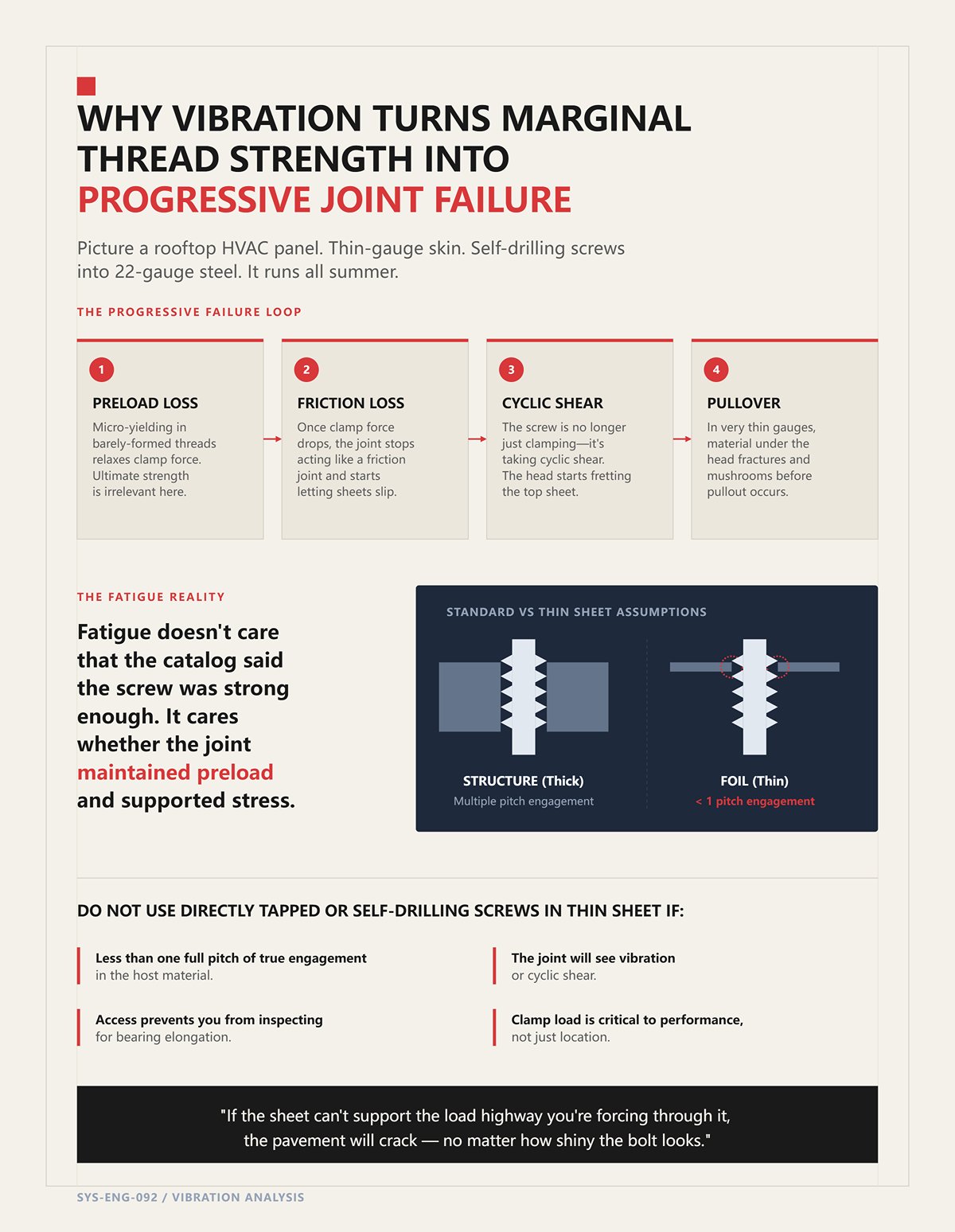
Imagina un panel de aire acondicionado en la azotea. Chapa delgada. Tornillos autoperforantes en acero calibre 22. Funciona todo el verano.
Lo primero que ataca la vibración no es la resistencia última. Ataca la precarga. Cualquier microfluencia en esas roscas apenas formadas relaja la fuerza de sujeción. Una vez que la fuerza de sujeción disminuye, la unión deja de comportarse como una unión por fricción y empieza a permitir que las láminas se deslicen.
Ahora el tornillo no solo sujeta, sino que también soporta esfuerzos cortantes cíclicos. La cabeza empieza a rozar la lámina superior. En calibres muy delgados, a menudo se observa desprendimiento antes que extracción: el material debajo de la cabeza se fractura y se deforma porque ese delgado anillo de acero está haciendo todo el trabajo.
La fatiga no se preocupa de que el catálogo dijera que el tornillo era lo suficientemente resistente. Le importa si la unión mantuvo la precarga y si la lámina pudo soportar las tensiones de contacto ciclo tras ciclo.
Los sujetadores estándar asumen que el material que los rodea es lo suficientemente grueso para comportarse como estructura, no como papel de aluminio. La chapa delgada rompe esa suposición. Silenciosamente. De manera predecible.
No uses tornillos roscados directamente o autoperforantes en chapa delgada si:
Si la lámina no puede soportar la carga que le estás forzando a transmitir, el pavimento se agrietará, sin importar lo brillante que se vea el perno.
Tuve un lote de paneles de cajas de control de 1,2 mm que se veían perfectos sobre el papel. Especificados para tuercas autoinsertables M6. Fuerza de prensado ajustada. Prueba de torque aprobada al ingreso. Luego, en la línea de montaje final, la mitad de las tuercas giraron en su lugar.
No se desroscaron. No se arrancaron. Giraron.
Más arriba en el proceso, alguien había cambiado a una chapa de temple más duro para reducir abolladuras durante el transporte. Nadie informó al departamento de ingeniería. La prensa aún aplicaba la misma fuerza. Las tuercas quedaron al ras. Pero la chapa no fluyó como debía, así que el anillo de bloqueo nunca se formó completamente. Habíamos construido 400 generadores de tuercas giratorias.
Esa es la diferencia entre atornillar en chapa delgada y prensarla con un sujetador autoinsertable. Un sujetador autoinsertable no depende de frágiles roscas cortadas en una lámina. Reconfigura la chapa para que esta se convierta en parte del herraje. El camino de carga ya no cuelga de los flancos de la rosca; queda bloqueado detrás de un hombro formado en frío. La chapa deja de ser el pavimento y se convierte en la barrera de protección.
Pero solo si el metal realmente se desplaza.
Toma una tuerca de presión estándar con cabeza al ras y observa la sección transversal. Hay un anillo dentado o con rebajo justo debajo de la cabeza. Durante la instalación, un punzón paralelo fuerza la tuerca dentro de un agujero perforado ligeramente más grande que el vástago. La chapa cede localmente y fluye radialmente hacia ese rebajo.
Sin corte. Sin virutas. Solo deformación plástica.
Ese cedimiento local es flujo en frío — remodelado permanente a temperatura ambiente. El material se desplaza hacia la ranura, y una vez que está allí, la única manera de sacarlo es cortar ese anillo de chapa o arrancarlo por tensión. Ahora tu trayectoria de carga no son un par de crestas de rosca frágiles. Es un enclavamiento mecánico de 360 grados completo.
En la extracción, el área resistente es aproximadamente la circunferencia del rebajo multiplicada por el espesor de la chapa desplazada. Duplicas el diámetro, y duplicas el perímetro de corte. Aumenta el espesor, y aumentas el área resistente linealmente. Esa es matemática con la que puedes diseñar.
Pero esto es lo que la mayoría de los catálogos no enfatizan: la capacidad de la chapa para fluir es finita. En espesores finos de menos de aproximadamente 1,0 mm, especialmente aceros de alta resistencia, la deformación localizada alrededor del agujero puede aproximarse al límite de conformado. He visto abollamiento parcial alrededor de sitios de presión donde el material se acumuló de manera desigual, dejando un lado delgado y endurecido por trabajo. Bajo vibración, ese creciente endurecido fue el primero en romperse.
El flujo en frío crea resistencia porque redistribuye el material en una geometría que resiste la rotación y la extracción. El flujo en frío también consume ductilidad. Si lo llevas demasiado lejos — un sujetador demasiado grande en una chapa demasiado delgada — estás estrangulando el propio material en el que confías para sostener.
Así que la verdadera pregunta no es “¿El clinchado añade espesor?” No lo hace. La pregunta es: ¿tu chapa tiene suficiente reserva de ductilidad para sobrevivir al remodelado y aún soportar las cargas de servicio después?
¿Qué metal se supone que debe ceder primero?
He presionado una tuerca de presión en aluminio 5052-H32 y la he visto asentarse como mantequilla. La misma tuerca en acero aleado de baja resistencia que había sido pretrabajado en frío? La fuerza de instalación aumentó bruscamente, la prensa se deformó y la tuerca quedó elevada por unas milésimas.
La regla es simple y brutal: la chapa debe ceder; el sujetador no.
El hardware de presión está tratado térmicamente para ser significativamente más duro que la chapa anfitriona. Cuando el punzón lo introduce, la chapa fluye hacia el rebajo mientras el sujetador mantiene su geometría. Si inviertes esa jerarquía — chapa más dura, hardware más blando — en vez de que la chapa llene la ranura, la ranura se aplasta o la chapa apenas se mueve. Terminas con un asiento cosmético y sin bloqueo real.
Hay datos de estudios de conformado que muestran que el pretrabajado en frío de la chapa puede aumentar la fuerza de instalación requerida en un 20–30 % sin entregar ganancias proporcionales en la resistencia de la unión. Esa fuerza extra no te está dando capacidad de sujeción; está luchando contra un material que ya no quiere deformarse. Estresas la prensa, arriesgas distorsión del panel, y aún así no obtienes un enclavamiento más profundo.
E incluso cuando logras un asiento adecuado, has creado una zona trabajada en frío alrededor del agujero. Allí viven tensiones residuales. En chapas ferrosas, especialmente si los recubrimientos se dañan durante la presión, ese anillo tensionado puede convertirse en un sitio de inicio de corrosión. He visto gabinetes exteriores donde cada mancha de óxido comenzaba en el perímetro de una tuerca de presión.
Forzar al metal a hacer el trabajo es potente. No es gratis.
Entonces, ¿cuándo todo ese remodelado realmente supera a un remache o una tuerca suelta?
Imagina un soporte de acero de 1,5 mm que necesita una rosca M5 para el montaje de un motor. Opción uno: perforar un agujero de paso, usar un perno y una tuerca suelta. Opción dos: remache ciego más inserto roscado. Opción tres: tuerca de presión.
Con una tuerca suelta, tu carga de apriete está bien — mientras alguien pueda sostener el lado opuesto y nunca pierdas la precarga. Pero tu capacidad de corte entre las chapas aún depende de la fricción de la fuerza de apriete. Pierdes la precarga bajo vibración, y el perno empieza a sufrir flexión. Los tornillos siguen ahí. La unión no es la misma.
Un remache ciego te da un corte sólido porque el cuerpo llena el agujero, pero no obtienes roscas reutilizables. Añade un remache roscado de inserto, y ahora dependes de la expansión de pared delgada contra el agujero. En chapa delgada, esa expansión a menudo conduce a abultamientos locales. Lo que verás bajo la cabeza no es un corte limpio de rosca. Es una distorsión de apoyo alrededor de un agujero deformado.
Una tuerca remachada correctamente especificada cambia los cálculos. Tu resistencia a la extracción está vinculada al área de corte del anillo entrelazado. Tu resistencia al giro está ligada al diámetro y la forma del rebaje estriado o dentado incrustado en la chapa. Y como las roscas están en acero endurecido de espesor completo, obtienes una verdadera precarga — no un solo paso fingiendo ser estructura.
En ensamblajes repetitivos — paneles de servicio, chasis de electrónica, cubiertas de motor — esa combinación importa. Puedes aplicar el par según especificación, retirar y reinstalar, y la trayectoria de la carga permanece en el sujetador endurecido, no en roscas de chapa sacrificables.
Pero el remachado exige dos cosas: suficiente ductilidad para formar el bloqueo y acceso para una prensa paralela durante la instalación. Sin ductilidad, no hay bloqueo. Sin acceso para prensa, no hay instalación.
Así que el método que fija la trayectoria de carga en chapa abierta y maleable todavía te deja atascado cuando solo tienes un lado y no hay espacio para una prensa.
¿Qué haces cuando no puedes forzar el flujo del metal porque ni siquiera puedes alcanzar el lado posterior para apoyarlo?
Una vez tuve un gabinete con recubrimiento en polvo que volvió del campo con cada sujetador M6 aún apretado según especificación — y cada inserto girando en su lugar. Los tornillos estaban apretados. El panel era chatarra. No teníamos acceso posterior para una prensa, así que elegimos tuercas remachadas. Instaladas con una herramienta manual. La producción continuó. Tres meses después, un técnico se apoyó en una llave y el inserto se mecanizó su propio agujero.
Ese es el compromiso que asumes cuando no puedes remachar. Una inserción ciega no crea un entrelazado por flujo en frío remodelando la chapa hacia un rebaje endurecido. Se colapsa sobre sí misma, forma una “seta” detrás del panel y aprieta el material delgado entre su cabeza y su cuerpo deformado. Está forzando la chapa hacia afuera, aplastando material delante del flanco de la rosca e intentando inclinarse bajo carga. La trayectoria de carga ya no es un anillo formado de acero desplazado. Es fricción, soporte y cualquier deformación que creaste durante la instalación.
Entonces, la pregunta no es “¿Aguantará?” Es: ¿bajo qué fuerza se suelta primero?
Imagina un panel de acero dulce de 1,2 mm con una tuerca remachada M5 sujetando un soporte. Alguien cuelga un componente de 20 lb de ella. La gravedad no se preocupa por las especificaciones de tu catálogo. Crea un momento en la cara del inserto. Ese momento se resuelve en dos cosas: corte a lo largo del vástago y tensión que intenta arrancar el inserto directamente.
En puro corte — soporte apretado contra el panel, carga deslizando en paralelo — el cuerpo de la tuerca remachada apoya contra la pared del agujero. El área de resistencia es aproximadamente el área proyectada del vástago por el espesor de la chapa. Si el agujero es ajustado y el cuerpo está completamente expandido, el corte puede ser respetable. Estás cargando la chapa en apoyo, no pidiéndole que se estire.
Ahora introduce separación. Un espaciador. Una junta. Un soporte doblado que no asienta plano. Esa carga de 20 lb ya no es puro corte. Crea tensión en la cabeza del inserto. La resistencia a la extracción ahora depende del bulbo deformado que agarra el lado posterior y del área de corte de ese fino anillo de chapa atrapado entre la cabeza y el abultamiento.
Aquí es donde la instalación dicta todo silenciosamente. Si remachas en exceso — demasiado recorrido, demasiada fuerza — adelgazas la sección colapsada o agrietas la transición entre el cuerpo roscado y la cola deformada. He visto insertos que parecían perfectos desde el frente pero que se separaron internamente con cargas de servicio bajas. Imitaba un fallo por extracción, pero la causa raíz fue falta de control del recorrido, no la carga de trabajo.
El fallo real rara vez se presenta como un corte limpio de rosca. Lo que verás bajo la cabeza no es un corte limpio. Verás una ligera forma cóncava del panel, el recubrimiento cuarteado en un anillo y una leve marca de testigo donde el inserto empezó a inclinarse. La chapa cedió primero porque la trayectoria de carga dependía del apriete y el apoyo local, no de un entrelazado formado.
Entonces, ¿qué fuerza gobierna? La que introdujiste accidentalmente con la geometría. Mantén la unión apretada y al ras, y el corte puede mandar. Agrega excentricidad, y la extracción se convierte en tu estado límite — a menudo con cargas muy por debajo de lo que sugería el número de “extracción máxima” del inserto.
¿Y qué pasa cuando la carga de servicio no intenta arrancar el inserto, sino girarlo?
Una vez cambiamos una especificación de recubrimiento de zincado a cataforético sin tocar la tolerancia del agujero. Mismo diámetro nominal. Misma tuerca remachada de cuerpo redondo. Primera tirada de producción, 400 piezas. La mitad giró durante la instalación.
No había nada mal con la llave dinamométrica. El problema era simple: cuerpo redondo liso en un agujero liso, instalado en un material más duro que antes. La resistencia del inserto a la rotación proviene de la fricción y de lo que sea que muerdan los estriados en la pared. Si el par requerido para colapsar y fijar el inserto supera esa resistencia a la rotación, gira antes de asentarse. Ahora has endurecido por trabajo el agujero y pulido la pared. El siguiente inserto es aún más propenso a girar.
Un par de servicio alto es peor. Supongamos que especificas un inserto M6 porque necesitas una carga de apriete de 8–10 N·m en una tapa. Si el par requerido para alcanzar la precarga excede la resistencia al giro del inserto en ese espesor de chapa, la chapa no fallará primero: el inserto simplemente mecanizará su propio agujero.
Los cuerpos redondos pueden funcionar en materiales más blandos y calibres más gruesos, donde la expansión aumenta significativamente el contacto con la pared. En aceros duros de menos de 1.5 mm, estás apostando a menos que cambies la interfaz: insertos de cuerpo hexagonal en agujeros hexagonales perforados, cuerpos estriados en agujeros del tamaño adecuado, o características secundarias como abolladuras para crear llaves antirrotación. Y esas características requieren un control preciso del agujero. Si el corte láser deja una sobre-medida de una décima de milímetro, tu función antirrotación es solo estética.
Hay otra trampa: instalación descentrada. Si la cabeza del inserto no apoya completamente contra el panel —pequeña rebaba, ligera curvatura— combinas riesgo de giro y de extracción. La cabeza no comparte la carga de manera uniforme, así que el par intenta inclinar el inserto mientras la tensión intenta sacarlo. Sin monitoreo controlado de fuerza‑distancia en producción, no lo detectarás. En un taller con herramientas manuales, esa variabilidad es real.
Los insertos ciegos resuelven el problema del acceso. Introducen sensibilidad al proceso. Si no puedes controlar el tamaño del agujero, la dureza del material y el recorrido de instalación, no estás diseñando una unión. Estás confiando en que la fricción te salve.
No usar si:
Si las roscas ciegas son tan sensibles, tal vez las roscas no sean lo que realmente necesitas.
He visto diseñadores mezclar tuercas remachables M6 con una fila de remaches pop de aluminio de 4.8 mm a lo largo del mismo reborde. Bajo carga, los pernos sólidos se mantuvieron. Los remaches pop se aflojaron primero. La unión se abrió desde el fijador más débil hacia afuera, y la carga saltó abruptamente a los puntos restantes.
Los remaches pop estándar de extremo abierto son adecuados para cargas ligeras de corte y revestimiento. Su mandril se rompe, dejando un cuerpo hueco que resiste el corte principalmente por apoyo. En tracción, especialmente con agujeros sobredimensionados, se abren y luego atraviesan la chapa delgada con poca advertencia.
Los remaches estructurales —de extremo cerrado, mandril bloqueado, mayor resistencia al corte— cambian la ecuación. El mandril retenido aumenta la capacidad de corte y la resistencia a la tracción, y la expansión del cuerpo es más controlada. En uniones donde solo se necesita sujeción permanente y no roscas desmontables, un remache estructural puede superar a una pequeña tuerca remachable simplemente porque la ruta de carga es directa: vástago en corte, cuerpo en apoyo, sin roscas internas que se desgasten, sin par que provoque giro.
La mejora está justificada cuando la unión sufre corte dinámico o vibración y no se requiere desmontaje. No está justificada cuando se busca comodidad de rosca a expensas de claridad en la carga. Un remache estructural no ofrecerá precarga ajustable como un perno en un inserto, pero tampoco girará bajo una llave porque no hay llave.
No usar si:
El acceso por un solo lado exige compromisos. Las tuercas remachables y los insertos ciegos pueden estar justificados, pero solo cuando sus mecánicas de colapso, límites de par y controles de instalación estén ajustados a la chapa como un cojinete de ajuste por presión en su alojamiento.
Si no puedes controlar esas variables, no estás diseñando una trayectoria de carga.
Solo estás llenando un agujero.
Un cerramiento de techo volvió del taller de pintura con una leve ondulación tipo “lata de aceite” alrededor de cada punto de fijación M8. Los tornillos seguían allí. Las tapas estaban apretadas. Pero bajo la luz fluorescente se podía ver un halo, de 25 milímetros de ancho, alrededor de cada tuerca soldada.
Esa ondulación no fue una mala suerte estética. Era una zona afectada por el calor — la región local donde la lámina superó la temperatura de transformación y luego se enfrió. La estructura del grano cambió. Se fijaron tensiones residuales. El panel recordaba la soldadura mucho después de que el útil la soltara.
Si los insertos ciegos son demasiado sensibles al tamaño del orificio y al par de apriete, el siguiente instinto es usar herrajes soldados. “Simplemente suelda una tuerca.” Trayectoria de carga limpia. Sin giro. Sin carrera de colapso que controlar. Pero ahora tu trayectoria de carga pasa por un metal que ha sido fundido, encogido y restringido. En lámina delgada, de 1.0–1.6 mm, esa contracción no tiene dónde esconderse. Deforma la superficie.
Así que la verdadera pregunta no es si una tuerca soldada es más fuerte que una tuerca remachada en el papel. Es si el panel puede soportar el calor sin pagar en otro lado — planitud, aspecto o vida a fatiga.
Probamos pernos tipo drawn‑arc en acero laminado en frío de 1.2 mm para un soporte sometido a vibración. Fuente de poder grande. Ferritas cerámicas para contener el baño fundido. Buena fusión. Cuando arrancamos un perno en una prueba destructiva, el metal base se desgarró antes que la soldadura.
Y cada perno dejó una marca visible en el lado A.
La soldadura por arco traccionado utiliza tiempos de arco más largos y una entrada de calor total más alta. Estás construyendo un filete visible, a menudo con una ferrita que le da forma. Ese calor se propaga más allá del diámetro del perno. En lámina delgada, la contracción al enfriarse genera una ligera concavidad en el panel. Puedes sujetar más fuerte. Puedes soldar por puntos en secuencia. Puedes perseguirlo con una matriz de aplanado. Aun así estás luchando contra la física: el metal caliente se expande, luego se contrae contra una restricción más fría.
La soldadura por descarga de condensador (CD) invierte el perfil. Milisegundos de descarga. Pernos de pequeño diámetro. Puede unirse a láminas de hasta unos 0.5 mm sin perforarlas porque la energía es corta y localizada. Sin ferrita. Marcado mínimo en el reverso. En paneles estéticos delgados, la CD a menudo deja el lado A lo bastante limpio como para enviarse.
Pero aquí está el detalle. El rango de resistencia de la CD está ligado al diámetro del perno y al espesor de la lámina. Es excelente para pernos pequeños en material delgado porque la rápida acción de forja crea una unión sólida sin fusión excesiva. Si se lleva a diámetros mayores o cargas estructurales más gruesas, el proceso se sobrepasa. El arco traccionado puede lograr fusión completa donde la soldadura es más fuerte que el propio perno. La CD no puede escalar mágicamente hasta eso sin aumentar el calor — y entonces vuelves a la distorsión.
Así que estás intercambiando penetración y capacidad de tamaño de perno por control térmico. La cara estética puede sobrevivir con CD. La exigencia estructural quizá no. Con arco traccionado, gana la estructura y el panel paga con deformación.
No usar si:
Si el calor es el impuesto por la fusión, ¿qué pasa si evitamos fundir por completo?
| Aspecto | Soldadura por descarga de condensador (CD) | Soldadura por arco con levantamiento |
|---|---|---|
| Entrada de calor | Milisegundos de descarga; calor altamente localizado | Mayor tiempo de arco; entrada total de calor más alta |
| Impacto visual en el lado A | Marcado mínimo; a menudo lo suficientemente limpio para enviar | Marcas visibles de testigo; posible distorsión superficial |
| Adecuación para chapa delgada | Eficaz hasta ~0,5 mm sin perforar | Riesgo de alabeo y distorsión en chapa delgada |
| Capacidad de diámetro del perno | Mejor para pernos de diámetro pequeño | Adecuado para pernos de diámetro mayor |
| Resistencia de la fusión | Unión fuerte para pernos pequeños; escalabilidad limitada | Fusión completa posible; la soldadura puede superar la resistencia del perno |
| Riesgo de distorsión | Bajo debido al calor corto y localizado | Mayor debido a la absorción de calor y contracción al enfriar |
| Requisito de casquillo | No se requiere férula | Normalmente utiliza una férula de cerámica para dar forma a la soldadura |
| Marcado en el reverso | Mínimo | Posible marcado y deformación |
| Capacidad de carga estructural | Limitada por el diámetro del perno y el espesor de la lámina | Más adecuado para cargas estructurales pesadas |
| Compensación | Preserva la cara estética pero limita el margen estructural | Maximiza la resistencia estructural pero corre el riesgo de deformar el panel |
| No usar si | Se requieren pernos grandes o cargas pesadas; la demanda estructural excede los límites de CD | El panel tiene un espesor <1,0 mm con una tolerancia de planitud estricta; la distorsión es inaceptable |
| Sensibilidad al apriete | Menos dependiente del apriete rígido | Requiere un apriete rígido para reducir la distorsión |
| Acabado posterior a la soldadura | A menudo innecesario | Puede requerir enderezado o refinado |
Deseché un lote de paneles de 1,0 mm roscados M5 × 0,8 directamente en la lámina. Un paso de engrane. Tal vez uno y cuarto si tenías suerte con la dirección de la rebaba. Primera auditoría de torque a 6 N·m y las roscas se deformaron.
Lo que se ve bajo la cabeza no es un corte limpio de rosca. Es la lámina abriéndose por cuña, aplastando el material frente al flanco de la rosca y tratando de inclinarse bajo carga.
Así que añadimos una extrusión perforada — se punzona y forma un collar antes de roscar. El mismo espesor de lámina, pero ahora el material se estira hacia abajo quizá 1,5–2,0 mm, proporcionando de dos a tres roscas completas en lugar de una. Sin añadir herrajes. Sin calor. La ruta de carga permanece en el metal base.
¿Eso duplica la resistencia? No automáticamente.
La extrusión se adelgaza al estirarse. La pared se endurece por trabajo. Si la holgura del punzón es incorrecta o el material tiene baja ductilidad, se generan microgrietas en la raíz del collar. Ahora tus “roscas extra” descansan sobre un tubo rajado. Bajo carga cíclica, esa grieta es una pistola de arranque.
Pero cuando el formado se controla — holgura correcta entre punzón y matriz, suficiente ductilidad, lubricación adecuada — el collar crea un área real de corte. En lugar de que un solo paso resista el arrancamiento, tienes varios flancos engranados compartiendo la carga. La fuerza se mantiene en apoyo y corte dentro del mismo material, no a través de una interfaz soldada o el cuerpo colapsado de un inserto.
Y no hay zona afectada por el calor. No hay distorsión por contracción. La cara estética permanece plana porque nunca se fundió.
No usar si:
Las extrusiones se ven limpias sobre el papel. Pero no son gratuitas.
Un troquel progresivo que opera a 300 golpes por minuto no se preocupa por tu teoría. Se preocupa por la vida del filo.
Agregamos una estación de extrusión a un panel de alto volumen para eliminar tuercas soldadas. El primer mes todo parecía brillante. Sin distorsión de soldadura. Ensamble más rápido. Luego los calibres de rosca comenzaron a fallar esporádicamente. La altura del collar se desvió hacia abajo.
El punzón se había desgastado.
Formar un collar significa empujar el material plásticamente más allá de su límite elástico en cada ciclo. La nariz del punzón sufre alta presión de contacto y deslizamiento. A medida que se desgasta, la altura de la extrusión disminuye unas décimas de milímetro. Esa es la diferencia entre tres roscas completas y dos y media. Tu margen de torque se evapora lentamente, no de manera catastrófica. Difícil de detectar sin medición en proceso.
Ahora compara eso con soldar una tuerca en una operación secundaria. El desgaste de herramienta se transfiere a electrodos o casquillos, no a un troquel progresivo de 20 estaciones donde el tiempo de inactividad cuesta una fortuna por hora. Diferente centro de costos. Diferente modo de falla. La misma pregunta sobre la ruta de carga.
El tiempo ahorrado en herrajes puede reaparecer como trabajo de mantenimiento y desperdicio cuando el troquel se desajusta. La unión no se preocupa si pagaste en una celda de soldadura o en reafilados de punzón. Solo le importa si el engrane de rosca y las propiedades del material son las que el plano asumía.
Así que la decisión no es “tuerca soldada versus extrusión”. Es: ¿dónde quieres gestionar la variabilidad — en la entrada de calor y la distorsión, o en el desgaste del conformado y el control de altura?
Porque de cualquier manera, no estás comprando una mercancía. Estás diseñando una autopista de carga a través de metal delgado. Y el metal delgado nunca olvida lo que le hiciste.
Ahora estás pidiendo un sistema. No otra tabla comparativa. Dadas todas estas compensaciones — calor versus desgaste por conformado, fusión versus flujo en frío — ¿cómo decides qué va dónde, y cuándo?
Aquí está la parte que la mayoría de los planos ignora: incluso el sujetador correcto fallará si violas la secuencia que necesita para sobrevivir.
He visto una tuerca autoprensable perfectamente especificada girar en un panel de 1,2 mm porque alguien la movió 3 mm más cerca del borde para dejar espacio a un alivio de pliegue. Mismo número de pieza. Misma prensa. Misma especificación de par. La diferencia fue la colocación y el momento. La lámina no tenía a dónde fluir.
Los sujetadores no son piezas. Son autopistas de carga cortadas a través de asfalto delgado. Si viertes la carretera antes de compactar la base, las grietas no aparecen hasta que llega el tráfico.
Así que, antes de discutir sobre pernos soldados versus extrusiones versus insertos, fija tres límites: distancia al borde, orden de acabado y acceso para mantenimiento. Rompe cualquiera de ellos y tu unión “fuerte” se convierte en un costoso boleto de chatarra futura.
Ejecutamos paneles galvanizados de 1,0 mm a través de una prensa de clinchado de trayectoria controlada, confiados en la distancia mínima al borde del catálogo — hasta que la esquina de cada quinto panel se curvó como una papa frita.
En el papel, la distancia al borde es geométrica: 1× diámetro, 1,5× en material recubierto, lo que diga la tabla. En realidad, es dinámica. A la prensa no le importa tu plano; aplica fuerza hasta que se llena el socavado. Si el espesor de la lámina varía +0,1 mm en una bobina y la altura de la cabeza del sujetador varía +0,05 mm, ese exceso de acumulación va a algún lado. Cerca de un borde, se convierte en una flexión del panel.
Ese es el multiplicador que nadie apunta.
Los agujeros cortados por láser lo empeoran. La zona afectada por el calor en el borde de ese agujero puede ser más dura de lo que el sujetador fue diseñado para soportar. Ahora la prensa necesita más fuerza para desplazar material hacia el socavado. Más fuerza significa más tensión radial. Más tensión radial cerca de un borde significa que la lámina se levanta, no fluye. Lo que verás bajo la cabeza no es un corte de rosca limpio; es un enclavamiento superficial, insuficientemente lleno, y un panel que ya ha cedido antes de ver siquiera la carga de servicio.
¿Y si estás prensando apilamientos disímiles? Si colocas la lámina más dura en el lado equivocado, el punzón perfora en lugar de formar. No obtienes una degradación gradual. Obtienes una unión medio formada que pasa la inspección visual y falla al pelado con la mitad de la carga esperada — lo cual, por cierto, ya es aproximadamente la mitad de una soldadura por puntos comparable en tracción o pelado.
La distancia al borde no es un número. Es un margen para la variabilidad en fuerza, dureza y espesor.
No usar si:
Si la distancia al borde consiste en dar al material un lugar adonde ir, ¿qué ocurre cuando interviene la química?
He visto 400 piezas de herrajes volver del recubrimiento con roscas que parecían estar llenas de arena.
Instalar antes del recubrimiento hace que el baño químico cubra todo, incluido el interfaz bajo corte de una tuerca de inserción o el moleteado de un espárrago. Ese recubrimiento añade espesor. Micrones, sí. ¿Suficiente para cambiar el comportamiento de par y tensión en roscas pequeñas? También sí. En chapa delgada, la pérdida de precarga aparece rápido porque la chapa se deforma antes de que el sujetador ceda.
Instalar después del recubrimiento perfora tu barrera de corrosión. Ahora la vía de carga tiene hombros de acero al desnudo. Si el accesorio desplaza el recubrimiento durante la instalación —y la mayoría lo hace— has creado un anillo de material expuesto justo donde las tensiones de compresión son más altas. La corrosión adora los concentradores de tensión.
Y hay una secuencia con el calor. Si sueldas después del recubrimiento, lo quemas. Si recubres después de soldar, estás apostando a que tu proceso limpia cada halo de soldadura y sitio de salpicadura para que el acabado se adhiera. Falla en uno, y la corrosión comienza en la línea de fusión —justo donde tu confianza estructural era mayor.
Así que la pregunta no es “¿antes o después?” sino: ¿qué interfaz puede tolerar el cambio dimensional, la acumulación de recubrimiento o la combustión sin alterar la trayectoria de carga?
No usar si:
Puedes cumplir todas las especificaciones de par el primer día y aun así diseñar una pesadilla para el quinto año.
Montamos una placa de control sobre separadores de 20 mm en una carcasa de 1,2 mm y lo consideramos correcto porque los valores de extracción parecían buenos.
Seis meses después, el servicio de campo comenzó a reemplazar placas. Los tornillos salían. Los separadores quedaban en su lugar. La chapa a su alrededor parecía una lata de refresco aplastada.
Los tornillos siguen ahí.
Esto fue lo que pasó. El separador creó una columna. La trayectoria de carga iba desde la cabeza del tornillo, bajando por el separador, hasta un pequeño anillo de chapa delgada. Durante el servicio, los técnicos se apoyaban en la placa, desprendían conectores, aplicaban demasiado par al volver a montar. Cada ciclo comprimía la chapa localmente. No lo suficiente para fallar. Sí lo suficiente para deformar. Una vez que la chapa se deforma, la precarga cae. Una vez que la precarga cae, la vibración empieza a trabajar la unión. Ahora la chapa se convierte en el guardarraíl en lugar del pavimento.
Diseñar para el desmontaje significa asumir que la unión verá múltiples ciclos de par y cargas fuera de eje. La chapa delgada no se recupera del aplastamiento localizado. Lo recuerda.
Así que ampliamos la huella de carga. Brida más grande bajo el separador. Arandela de refuerzo. Resalte estampado para engrosar la sección. O trasladamos la carga a una característica conformada que soporte la compresión en el plano en lugar de a través del espesor.
Porque el servicio no es suave.
No usar si:
Las reglas de ubicación no son papeleo. Son límites. Una vez que las fijas, la elección del sujetador se reduce rápidamente, y eso es bueno. La restricción es la manera de convertir las compensaciones en una decisión repetible en lugar de una suposición.
Estás de pie en un banco con un panel de 1,0 mm, un tornillo M5 en una mano y tres páginas de catálogo abiertas en la otra. Cada página dice “adecuado para chapa delgada.” Cada representante dice “funciona de maravilla.” Y dentro de seis meses, si te equivocas, los tornillos seguirán allí y el panel a su alrededor será chatarra.
Así que aquí está el camino que les enseño a los recién llegados. No primero la marca. No primero la resistencia nominal. Empieza con la chapa. Define la carga. Respeta el acceso. En ese orden. Cuando haces eso, la elección del sujetador deja de ser una suposición y empieza a ser una consecuencia.
He visto a un técnico roscar M4 en acero de 0,8 mm porque “es solo un soporte ligero.” Aguantó en el banco. En el campo, la vibración lo aflojó en semanas. Lo que verás bajo la cabeza no es un corte limpio de la rosca; son picos embadurnados y crestas aplanadas donde apenas había una rosca de enganche para empezar.
Aquí está el mecanismo. Una rosca métrica gruesa tiene un paso. Si el espesor de la chapa te da menos de un paso completo de enganche, no tienes una columna de rosca, tienes un anillo delgado de material desplazado. Ese anillo soporta la carga a cortante por apoyo, no a cortante verdadero a lo largo del flanco de la rosca. Añade un evento de sobrepar y la chapa fluye. La precarga cae. Ahora la unión vive de la fricción que ya no tiene.
Como regla general que uso en la planta:
Pero el espesor por sí solo no es toda la historia. El acero dulce dúctil de 1,0 mm se comporta de manera muy diferente al acero inoxidable más duro de 1,0 mm. Y si instalas una tuerca remachable con una herramienta de giro/giro en chapa delgada dúctil, puedes ovalar el agujero antes de que el inserto se asiente. Así que la verdadera pregunta no es “¿qué calibre es este?” sino “¿cuánto material de enganche tengo realmente después de la distorsión de la instalación?”
Si la chapa no puede proporcionar una base estable para las roscas, ¿por qué estamos discutiendo sobre grados de tornillos?
Montamos la puerta de un pequeño gabinete con insertos ciegos porque necesitábamos acceso de servicio. Las cifras de arrancamiento estático se veían bien. Luego los usuarios comenzaron a tirar de la puerta de lado. Carga de pelado. Otro asunto.
La carga estática de apriete significa que te importa mantener la precarga. La chapa está siendo comprimida bajo la cabeza o la brida del inserto. La chapa delgada fluye con el tiempo. Pierdes la precarga y la unión comienza a deslizarse. Para eso, superficies de apoyo amplias, resaltes conformados o tuercas auto-remachables con un acoplamiento sólido en la chapa te dan mejor resistencia al giro bajo par.
El cortante dinámico—fuerza lateral a lo largo del plano—pone a la chapa a trabajar a cargas de apoyo en la pared del agujero. Aquí, el diámetro y la distancia al borde importan más que la resistencia de la rosca. Una tuerca remachable ciega puede ser perfectamente adecuada si la carga es mayormente en el plano y la protuberancia trasera está bien formada.
El pelado es el asesino. El pelado intenta extraer el sujetador haciendo palanca para separar una hoja de la otra. Las fijaciones ciegas que dependen de la deformación y fricción en la parte trasera suelen ser más débiles en pelado que una tuerca remachada correctamente instalada o una soldadura. Si la geometría de la unión crea un brazo de palanca, ya no estás probando resistencia a tracción—estás probando qué tan bien ese accesorio se ancla en material delgado que quiere doblarse.
Así que no preguntes, “¿Qué tan fuerte es este sujetador?” Pregunta, “¿En qué dirección está la fuerza intentando rasgar mi hoja?” Porque esa dirección puede cambiar tu elección de fijación ciega a tuerca remachada o a soldadura en un instante.
Si la dirección de la carga cambia la respuesta, ¿qué sucede cuando ni siquiera puedes alcanzar la parte trasera?
Teníamos un marco tubular cerrado donde el diseño insistía en atornillar soportes en el interior. “Solo usa un perno estructural ciego.” Sobre el papel, genial. En la realidad, el espacio interno apenas permitía al arandela girar y asentarse. La mitad se instalaron torcidas. Algunas nunca se desplegaron completamente. Pasaron la torsión inicial. No pasaron la prueba del tiempo.
El acceso ciego no significa solo “un lado únicamente.” Significa:
¿Unión permanente? La soldadura o el hardware remachado pueden darte una trayectoria de carga más directa hacia el metal base.
¿Unión desmontable? Las tuercas remachadas ciegas son atractivas—pero acepta que el pelado y el torque-out pueden ser menores que una solución remachada en el mismo espesor.
¿Alta exigencia estructural en secciones cerradas? A veces la respuesta honesta es que la soldadura sigue siendo la referencia porque el hardware alternativo no puede igualar su trayectoria de carga sin un acceso interno que realmente no tienes.
Las restricciones reducen rápido el campo. Y esa es la idea. La restricción no es una molestia; es un filtro.
Una vez que el espesor, la carga y el acceso se fijan, el hardware casi se elige solo.
Aquí está el cambio que quiero que lleves contigo.
Deja de ver una tuerca, inserto o espárrago como algo que “rellena un agujero.” Comienza a verlo como una autopista para la fuerza. La hoja es asfalto delgado. El sujetador dirige el tráfico—carga de apriete, cortante, pelado—a través de ese asfalto. Si la base de la carretera no puede soportar el patrón de tráfico que estás enviando por ella, el pavimento se agrieta sin importar lo relucientes que sean los pernos.
El espesor te dice cuánto pavimento tienes. El tipo de carga te dice qué tipo de tráfico estás enviando. El acceso y el ciclo de vida te dicen dónde puedes construir las rampas de acceso.
Cuando sigues esa secuencia, dejas de comprar piezas y comienzas a diseñar uniones. Y eso no es obvio porque los catálogos te entrenan para comparar hardware por tamaño y clase de resistencia, no por cómo reescriben el mapa de tensiones dentro de 1,0 mm de acero.
Lo único que debes llevar contigo es esto: el sujetador no es el héroe. La hoja sí lo es. Tu trabajo es elegir hardware que respete los límites de la hoja y dirija la fuerza de formas que pueda soportar durante años, no solo para la prueba de torsión del primer día.
Una vez que empiezas a pensar en autopistas de carga en lugar de rellenos de agujeros, nunca volverás a ver un panel delgado de la misma manera.


















