

Ich habe gesehen, wie eine 1-Zoll AR400-Platte mit einem Geräusch wie einem Schuss aus einem Gewehr zerbrach.
Wir waren an einer 250-Tonnen-Maschinenpresse. Schwungrad drehte sich. Kupplung eingekuppelt. Der Kolben fiel. Der Bediener behandelte es wie jede andere Biegung, die er je gemacht hatte – stellte die Hinteranschläge ein, trat auf das Pedal und ließ die Maschine ihren Job machen. Der Stempel traf hart, kam schnell zum Stillstand, und die Platte gab nicht gleichmäßig nach. Sie brach entlang des inneren Radius. Sechstausend Dollar Stahl verwandelten sich in Schrott in weniger als zwei Sekunden.
Er sagte immer wieder: “Aber sie ist für die Tonnage ausgelegt.”
Das ist der Satz, der Menschen verletzt.
Wahrscheinlich wurde dir gesagt, eine Biegemaschine sei nur ein Metallfalter mit mehr Kraft. Ausrichten. Drücken. Biegen. Wiederholen.
Das funktioniert gut, wenn du den ganzen Tag 11-Gauge-Weichstahl biegst.
Aber in dem Moment, in dem du zu hochfesten Platten übergehst – AR400, Hardox, vergüteter und gehärteter Stahl – biegst du kein Papier mehr. Du zwingst ein Material mit geringer Duktilität und hoher Streckgrenze, sich ohne Rissbildung zu verformen. Das ist keine “drücken und hoffen”-Operation. Das ist kontrollierte plastische Verformung unter Last.
Verschiedene Maschinen bringen diese Last auf völlig unterschiedliche Weise an. Einige schlagen. Einige drücken. Einige quetschen und lassen dich spüren, was während des Stoßes passiert.
Wenn du sie alle wie kinetische Hämmer behandelst, spielst du mit teurer Platte auf einer Kraftkurve, die du nicht einmal verstehst.
Was passiert also tatsächlich in jedem Typ von Biegemaschine, wenn der Kolben nach unten geht?
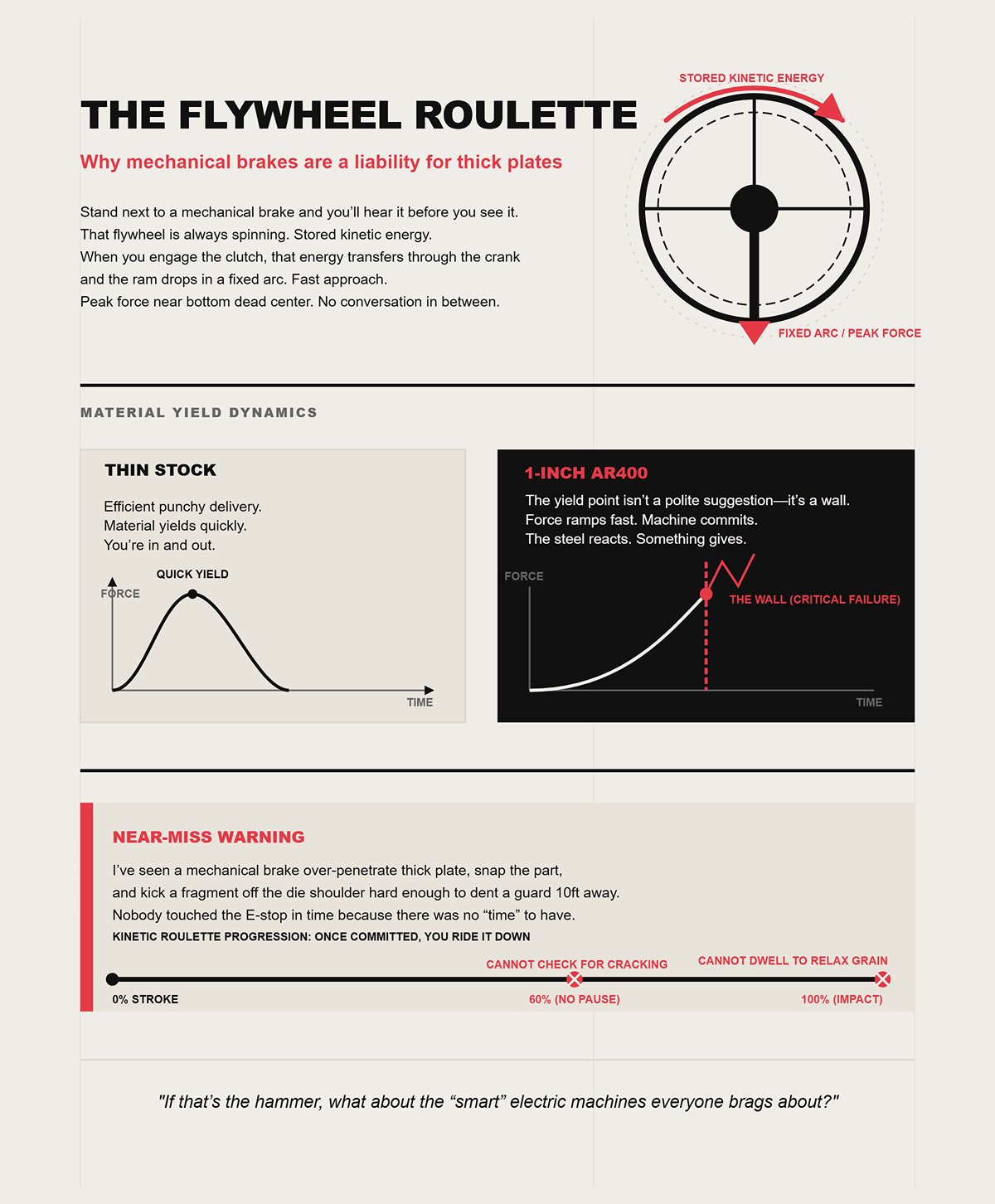
Stehe neben einer mechanischen Biegemaschine und du wirst es hören, bevor du es siehst. Dieses Schwungrad dreht sich immer. Gespeicherte kinetische Energie. Wenn du die Kupplung betätigst, überträgt sich diese Energie durch die Kurbel und der Kolben fällt in einem festen Bogen. Schneller Ansatz. Höchstkraft nahe dem unteren Totpunkt. Keine Unterhaltung dazwischen.
Bei dünnem Material ist diese kraftvolle Lieferung effizient. Das Material gibt schnell nach. Du bist schnell wieder draußen.
Bei 1-Zoll AR400 ist der Fließpunkt kein höflicher Vorschlag – es ist eine Wand. Wenn der Kolben trifft, steigt die Kraft schnell an. Wenn deine Matrizenöffnung leicht falsch ist oder dein innerer Radius zu eng ist, bekommst du keine Chance, sanft in die Biegung zu gehen. Die Maschine verpflichtet sich. Der Stahl reagiert. Irgendetwas gibt nach.
Warnung vor einem Beinahe-Unfall: Ich habe gesehen, wie eine mechanische Biegemaschine zu tief in eine dicke Platte eindrang, das Teil brach und ein Fragment vom Matrizenrand so stark abprallte, dass es einen Schutz zehn Fuß entfernt eindellte. Niemand hat den Notstopp rechtzeitig betätigt, weil es keine “Zeit” gab, um das zu tun.
Mit einer mechanischen Maschine, sobald der Kolben sich verpflichtet hat, fährst du mit ihm nach unten. Du kannst nicht bei 60% anhalten und auf Risse überprüfen. Du kannst nicht unter Last verweilen, um die Kornstruktur entspannen zu lassen. Es ist kinetisches Roulette.
Wenn das der Hammer ist, was ist dann mit den “intelligenten” elektrischen Maschinen, von denen alle schwärmen?

Ich habe servoelektrische Biegemaschinen betrieben, die innerhalb eines Mikrons bei leichtem Edelstahl wiederholen konnten. Wunderschöne Maschinen. Der Kolben gleitet auf Rollenschrauben nach unten, Motoren flüstern statt Pumpen zu quälen. Biege einen Stuhlrahmen in zehn Sekunden. Die hydraulische daneben braucht fünfzehn. Bei hochvolumigen Blecharbeiten zahlt sich dieser Unterschied aus.
Aber hier ist der Teil, den die Broschüre überspringt.
Diese Rollenschrauben und Direktantriebssysteme sind am glücklichsten unter moderaten Lasten. Wenn Sie sie in Richtung 150 Tonnen und mehr drücken, fordern Sie präzise Komponenten heraus, ernsthafte Stöße zu absorbieren. Elektrische Systeme haben keine Flüssigkeit, um den Kraftstoß abzufedern. Sie haben mechanische Teile, die abnutzen - teure Teile.
Sie können strukturellen Stahl absolut mit einer elektrischen Presse innerhalb ihrer Nennlast biegen. Aber wenn die Dicke zunimmt und die Tonnage steigt, hört der Vorteil der Maschine - Geschwindigkeit und Wiederholgenauigkeit - auf, die ganze Geschichte zu sein. Sie sind jetzt durch die Menge an Dauerlast begrenzt, die das Antriebssystem ohne beschleunigten Verschleiß oder Verlust der geschmeidigen Kontrolle, für die Sie bezahlt haben, aushalten kann.
Nahezu-Unfall-Warnung: Ich habe gesehen, wie eine Werkstatt eine elektrische Presse nahe ihrer oberen Tonnagegrenze bei dickem Blech betrieben hat; der Kolben zögerte mitten im Hub aufgrund des Überlastschutzes, wodurch das Teil halb geformt und instabil im Werkzeug blieb. Der Bediener griff ein, um ihr zu “helfen”, sich zu setzen, bevor das System zurückgesetzt wurde.
Elektrische Systeme glänzen dort, wo Präzision und Zykluszeit dominieren. Luftfahrthalterungen. Medizinische Gehäuse. Automobilbleche. Das ist nicht die Mehrheit der schweren Plattenarbeiten.
Wenn mechanische Schläge und elektrische Belastungen am oberen Ende ankommen, bedeutet das dann, dass die Antwort einfach “mehr Tonnage kaufen” ist?
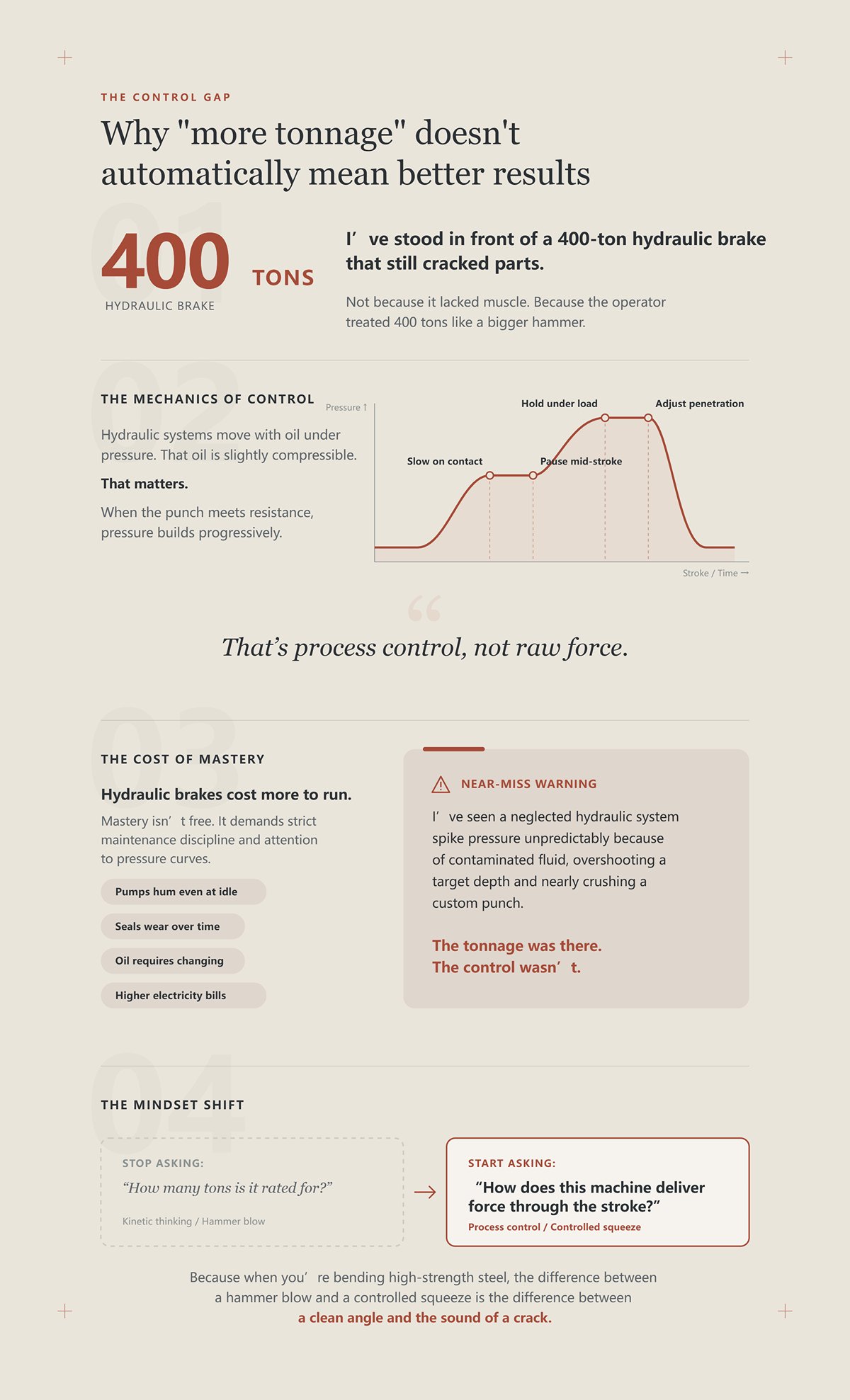
Ich stand vor einer 400-Tonnen-Hydraulikpresse, die trotzdem Teile riss.
Nicht, weil es an Kraft mangelte. Weil der Bediener 400 Tonnen wie einen größeren Hammer behandelte.
Hydraulische Systeme bewegen sich mit Öl unter Druck. Dieses Öl ist leicht kompressibel. Das ist wichtig. Wenn der Stempel auf Widerstand trifft, steigt der Druck progressiv an. Sie können den Kolben verlangsamen, während er das Material berührt. Sie können mitten im Hub anhalten. Sie können unter Last halten und beobachten, wie sich die Biegung entwickelt. Sie können die Eindringtiefe anpassen, um das Rückfedern zu steuern - die elastische Rückkehr, die versucht, Ihren Winkel nach der Freigabe zu öffnen.
Das ist Prozesskontrolle, nicht rohe Kraft.
Und hier ist der Teil, den die meisten neuen Mitarbeiter übersehen: Hydraulikbremsen kosten mehr im Betrieb. Pumpen summen selbst im Leerlauf. Dichtungen nutzen sich ab. Öl muss gewechselt werden. Die Stromrechnungen sind höher als bei elektrischen Maschinen, die zwischen den Zyklen heruntergefahren werden. Meisterschaft ist nicht kostenlos. Sie erfordert Wartungsdisziplin und Aufmerksamkeit für Druckkurven.
Nahezu-Unfall-Warnung: Ich habe gesehen, wie ein vernachlässigtes hydraulisches System den Druck unvorhersehbar ansteigen ließ, weil die Flüssigkeit kontaminiert war, und dabei eine Zieltiefe überschritt und beinahe einen maßgeschneiderten Stempel zerquetschte. Die Tonnage war vorhanden. Die Kontrolle fehlte.
Mehr Tonnage hilft nur, wenn Sie sie dosieren können. Wenn Sie nicht anhalten, halten und fühlen können, was das Material tut, sind Sie wieder beim kinetischen Denken - nur mit einer größeren Zahl auf dem Typenschild.
Also ist der Wechsel, den ich von Ihnen benötige, folgender: Hören Sie auf zu fragen: “Wie viele Tonnen ist es ausgelegt?” und beginnen Sie zu fragen: “Wie liefert diese Maschine Kraft durch den Hub?”
Denn wenn Sie hochfesten Stahl biegen, ist der Unterschied zwischen einem Hammerschlag und einem kontrollierten Quetschen der Unterschied zwischen einem sauberen Winkel und dem Geräusch eines Risses.
Wir haben 1-Zoll AR400 in einer 12x Werkzeugöffnung gebogen, Ziel 90 Grad. Die Anzeige stieg über 350 Tonnen, als der Stempel zu beißen begann. Bei etwa 60% Endtiefe sah ich die innere Kante aufhellen - das erste Zeichen, dass das Korn stark gestreckt wurde. Ich drückte auf Pause. Der Kolben stoppte. Der Druck hielt bei 380 Tonnen. Die Platte blieb zwischen Stempel und Matrize geklemmt, als wäre sie in der Zeit eingefroren.
Genau so entscheiden Sie, welche Presse unter Ihren Stahl gehört.
Wenn Sie nicht unter Last anhalten können, können Sie die Biegung während des Vorgangs nicht untersuchen. Und wenn Sie sie nicht untersuchen können, raten Sie, ob das 1-Zoll-Blech 420 Tonnen benötigt - oder bei 401 reißen möchte. Hochfester Stahl verzeiht keine Schätzungen.
Hydraulik ermöglicht es Ihnen, Kraft in etwas umzuwandeln, das Sie messen können, nicht nur freizusetzen.
Stehen Sie an der Steuerung und Stoppen Sie den Zylinder beim ersten Kontakt mit vollem Widerstand. Warten Sie nicht auf den Boden. Beobachten Sie, wie der Druck steigt, während das Material von elastischer zu plastischer Verformung übergeht. Diese Veränderung ist nicht theoretisch – Sie werden sehen, wie die Tonnage schneller ansteigt, sobald der Stahl nachgibt.
Bei HSLA- oder AR-Platten ist die Streckgrenze hoch und das Rückfedern beträgt 8 bis 10 Grad, wenn Sie es nicht steuern. Die Mid-Stroke-Pause ermöglicht es Ihnen, den Druck zu halten und das Material fließen zu lassen, anstatt es zu schocken. Stahl unter Last verteilt den Stress entlang der Biegekante neu. Geben Sie ihm eine Sekunde. Sie können buchstäblich sehen, wie der Winkel sich ein wenig entspannt, bevor Sie fortfahren.
Versuchen Sie das bei einer mechanischen Presse. Das können Sie nicht.
Aber hier ist der Teil, den die Broschüre überspringt: Die Pause schützt Sie nur, wenn die Einrichtung korrekt ist. Wenn Sie eine V-Stirn unter 6-facher Materialdicke bei hochfestem Stahl verwenden, konzentrieren Sie die Kraft so stark, dass die Verdünnung an der Innenradien doppelt so hoch sein kann. Sie pausieren – und alles, was Sie getan haben, ist, den maximalen Stress genau dort zu halten, wo ein Riss entstehen möchte.
Nah-Miss-Warnung: Ich habe einen Bediener beobachtet, der eine 3/4-Zoll-HSLA-Biegung in einer zu engen Matrize pausierte. Er dachte, das Stoppen bedeute Sicherheit. Die Platte riss während des Stillstands unter über 300 Tonnen, und die Freigabe schnappte das Abfallstück nach oben wie eine gesprungene Falle.
Die Pause ist ein Sicherheitsgut. Sie ist kein Ersatz für die richtige Matrizenbreite und Vorwärmung, wenn erforderlich. Wenn Sie also den Zylinder anhalten können, was kontrollieren Sie wirklich – den Hub oder die Kraft selbst?
Bei einer hydraulischen Presse, Stellen Sie die Druckgrenze ein, bevor Sie jemals absenken. Setzen Sie eine Obergrenze unterhalb der maximalen Bewertung der Maschine. Diese Obergrenze wird zu Ihrem Schutzgeländer.
Hydraulische Systeme bauen den Druck progressiv auf. Öl komprimiert leicht; Ventile messen den Fluss; Zylinder wandeln Druck in lineare Kraft um. Wenn der Widerstand zunimmt, steigt der Druck gleichmäßig entlang einer Kurve, die Sie in Echtzeit beobachten können. Sie fahren auf einem Fluss der Kraft, nicht feuern einen Schuss ab.
Mechanische und sogar servoelektrische Systeme liefern Kraft, die an Bewegungsprofile und gespeicherte oder übertragene mechanische Energie gebunden ist. Sobald der Zylinder nahe dem unteren Totpunkt verpflichtet ist, tritt die Spitzenkraft ein, ob der Stahl es mag oder nicht. Das ist das Verhalten bei Aufprall, selbst wenn es präziser Aufprall ist.
Bedeutet “unendliche Kontrolle”, dass Hydraulik alles biegen kann? Nein. Sobald Sie über etwa 50 mm Plattenstärke hinaus sind, sind die meisten Standard-Hydraulikbremsen an ihren strukturellen und Pumpenlimits. Sie benötigen Tandemanlagen oder spezialisiertes Equipment. Und bei dünnem Blech übertreffen elektrische Systeme oft die Hydraulik in Bezug auf Wiederholgenauigkeit und Energieverbrauch.
Warum dominiert die Hydraulik also hochfestes Blech?
Weil Brüche in AR oder HSLA nicht von der durchschnittlichen Tonnage abhängen. Es geht um die Kontrolle von Spitzen. Mikrorisse beginnen, wenn der lokale Stress die Zuggrenzen am Innenradius überschreitet. Ein sanfter Druckanstieg reduziert die momentane Überlastung. Ein fester Aufprall kümmert sich nicht um Ihre Kornstruktur.
Nah-Miss-Warnung: Wir haben einmal eine neue Charge AR-Platte getestet, ohne den Druckanstieg anzupassen. Der Zylinder erreichte zu lange eine schnelle Annäherungsgeschwindigkeit, bevor er abbremste. Der Druck stieg in einem Bruchteil einer Sekunde um 40 Tonnen über unsere übliche Kurve an. Der Riss klang wie ein Schuss aus einem Gewehr.
Wenn Sie die Kraftkurve formen können, reduzieren Sie das Risiko von Spitzen. Wenn Sie das nicht können, setzen Sie darauf, dass der Stahl sich genau wie die letzte Charge verhält. Und das führt zu der Frage, die die meisten neuen Mitarbeiter nie stellen: Was passiert eigentlich in diesem Zylinder, wenn Sie 400 Tonnen halten und der Kolben einfach... wartet?
| Thema | Details |
|---|---|
| Unendliche Tonnagekontrolle vs. Fester Aufprall | Verhinderung von Materialbrüchen |
| Hydraulikbremsen-Setup | Stellen Sie die Druckgrenze vor dem Absenken ein. Setzen Sie eine Obergrenze unterhalb der maximalen Bewertung der Maschine, um ein Sicherheitsgeländer zu schaffen. |
| Wie hydraulische Systeme Kraft anwenden | Der Druck steigt allmählich an. Öl komprimiert sich leicht; Ventile regeln den Fluss; Zylinder wandeln Druck in lineare Kraft um. Wenn der Widerstand zunimmt, steigt der Druck gleichmäßig entlang einer sichtbaren Echtzeitkurve—wie das Fahren auf einem Fluss der Kraft, nicht wie das Abfeuern eines Schusses. |
| Mechanische & servoelektrische Systeme | Kraft ist an Bewegungsprofile und gespeicherte/übertragene mechanische Energie gebunden. Nahe dem unteren Totpunkt tritt die maximale Kraft auf, sobald sie aktiviert wird—unabhängig von der Materialreaktion. Dies ist das Verhalten bei Aufprall, selbst wenn es präzise kontrolliert ist. |
| Grenzen der “unendlichen Kontrolle” | Hydraulik kann nicht alles biegen. Über ~50 mm Plattenstärke erreichen die meisten Standard-Hydraulikbremsen strukturelle und Pumpenlimits, was Tandem- oder spezialisierte Setups erfordert. Bei dünnem Blech übertreffen elektrische Systeme oft die Hydraulik in Wiederholgenauigkeit und Energieeffizienz. |
| Warum Hydraulik bei hochfestem Blech dominiert | Der Bruch in AR- oder HSLA-Stahl hängt von der Spitzenkontrolle ab, nicht von der durchschnittlichen Tonnage. Mikrorisse entstehen, wenn der lokale Stress die Zuggrenzen am inneren Radius überschreitet. Ein sanfter Druckanstieg reduziert die sofortige Überbeanspruchung; fester Aufprall berücksichtigt nicht die Kornstruktur. |
| Beispiel für eine Beinahe-Panne | Während der Prüfung einer neuen Charge AR-Platten führte das Versäumnis, den Druckanstieg anzupassen, dazu, dass der Kolben zu spät abbremste. Der Druck stieg in einem Bruchteil einer Sekunde um 40 Tonnen über die normale Kurve an, was zu einem Riss führte, der wie ein Gewehrschuss klang. |
| Zentrale Erkenntnis | Die Formung der Kraftkurve reduziert das Risiko von Spitzen. Ohne Kontrolle verlassen Sie sich darauf, dass der Stahl sich genau wie die letzte Charge verhält—was die Frage aufwirft, was im Zylinder passiert, wenn 400 Tonnen gehalten werden und der Kolben einfach wartet. |
Stellen Sie sich zwei große Zylinder vor, die mit Öl gefüllt und fest verschlossen sind, mit Kolben, die nach unten drücken. Erhöhen Sie den Pumpenfluss und beobachten Sie, wie der Druck steigt wenn der Stempel auf Widerstand trifft. Die Öl-Moleküle komprimieren sich leicht—gerade genug, um wie eine steife Feder zu wirken. Regelventile schränken den Fluss ein oder erlauben ihn, was beeinflusst, wie schnell der Druck steigt.
Wenn Sie mitten im Stroke pausieren, schließen sich die Ventile. Der Fluss stoppt. Der Druck gleicht sich über die Flüssigkeitssäule aus. Das Öl hält die Kolben in Position, weil es keinen Platz hat, um zu entweichen. Sie speichern Energie als hydraulischen Druck, nicht als rotierende Masse oder gedehnte mechanische Komponenten.
Das ist der Unterschied.
Ein Schwungrad speichert Energie kinetisch. Eine Rollenschraube speichert sie mechanisch. Hydrauliköl speichert sie als kontrollierten Druck. Lassen Sie das Ventil langsam los und die Kraft wird sanft abgebaut. Lassen Sie es schnell los und Sie werden eine schärfere Reaktion sehen – aber immer noch durch den Flüssigkeitsfluss geregelt, nicht nur durch Trägheit.
Und hier ist der praktische Teil: Kontaminiertes Öl, abgenutzte Dichtungen oder klebrige proportionale Ventile verzerren diese Druckkurve. Ihr “sanfter Fluss” wird turbulent. Das ist der Moment, in dem Hydraulik ihren Vorteil verliert.
Nahe-Miss-Warnung: Ein verstopfter Rückfilter verursachte einmal einen Druckverzug bei einer schweren Biegung. Der Bediener kompensierte, indem er mehr Tiefe befahl. Als das Ventil schließlich reagierte, durchdrang der Zylinder zu tief und hätte fast einen segmentierten Matrizensatz zerdrückt.
Fluiddynamik ist Ihre Verteidigung – aber nur, wenn das Flüssigkeitssystem gesund und die Einrichtung korrekt ist.
Jetzt wissen Sie also, warum Hydraulik pausieren, halten und Kraft formen kann. Die eigentliche Frage ist nicht, ob die Maschine die Tonnage steuern kann. Es ist, ob Sie wissen, wie viel Ihr spezifischer Stahl, die Dicke, die Matrizenbreite und die Temperatur tatsächlich benötigen, bevor Sie das Pedal überhaupt berühren.
Wir hatten einen 12-Fuß-Stab aus 3/8-Zoll-Platte auf dem Tisch – die Kundenzeichnung sagte “A36”. Der Bediener griff zum Standarddiagramm: etwa 60 Tonnen über diese Länge in einer 3-Zoll-V. Sicher. Routinemäßig. Dann kam das Zertifikat der Walzerei verspätet. Es war kein A36. Es war AR400.
Dieser eine Austausch nimmt Ihre schöne, bequeme Diagrammzahl und dehnt sie, bis Ihre Zylinder in einem Bereich arbeiten, den Sie nie eingeplant hatten.
So berechnen Sie es, bevor Sie das Pedal überhaupt berühren.
Beginnen Sie mit der Basisformel für das Luftbiegen von weichstahl:
Tonnage pro Fuß ≈ (K × Zugfestigkeit × Dicke²) / Matrizenöffnung
Für 60.000 PSI Weichstahl haben die meisten Diagramme die Konstante bereits eingebacken. Das ist Ihr “1,0”-Materialfaktor. Jetzt ändern Sie den Stahl, und Sie ändern die Mathematik.
AR400 hat keine Zugfestigkeit von 60.000 PSI. Es liegt typischerweise über 180.000 PSI Zugfestigkeit mit einer Streckgrenze von etwa 140.000–160.000 PSI, abhängig von der Charge. Das bedeutet, Ihr Materialfaktor ist nicht 1,0. Er liegt näher bei 2,5 im Vergleich zu Weichstahl.
Wenn Ihr Diagramm also 60 Tonnen für diese Biegung in A36 angibt, benötigt AR400 nicht “ein wenig mehr”. Es benötigt etwas in der Nähe von 150 Tonnen für die gleiche Geometrie. Gleiche Dicke. Gleiche Matrize. Gleicher Winkel.
Wenn Sie nicht multiplizieren, unterschätzen Sie nicht um 10%. Sie liegen um einen Faktor daneben, der Sie direkt über das hydraulische Fenster hinausdrücken kann, das Ihre Maschine sicher halten kann. Und das, bevor wir überhaupt über die Matrizenbreite sprechen.
Was genau im Stahl zwingt Sie dazu, das Diagramm wegzuwerfen?
Betrachten Sie den Innenradius nach einer Biegung. Dort dehnen sich die äußeren Fasern und die inneren Fasern komprimieren. Die Biegung beginnt, wenn Sie die Streckgrenze überschreiten, nicht die Zugfestigkeit. Die Streckgrenze ist der Punkt, an dem der Stahl aufhört, elastisch zu reagieren, und zu fließen beginnt.
Die meisten generischen Tonnage-Diagramme basieren auf 60.000 PSI Zugfestigkeit von Weichstahl. Sie gehen von einem typischen Verhältnis von Streckgrenze zu Zugfestigkeit für diese Klasse aus. Tauschen Sie 304 Edelstahl ein, und Sie haben es mit einer Zugfestigkeit von etwa 90.000 PSI zu tun. Tauschen Sie AR400 ein, und sowohl Zugfestigkeit als auch Streckgrenze springen dramatisch an.
Das ist wichtig, weil die erforderliche Biegekraft fast direkt mit der Zugfestigkeit in der Formel skaliert. Verdopple die Zugfestigkeit, und bei gleicher Dicke und Matrizenöffnung verdoppelt sich ungefähr die erforderliche Tonnage.
Aber hier ist der Teil, den die Broschüre überspringt: Viele Bediener lesen “Streckgrenze 140.000 PSI” auf einem Zertifikat und setzen die Zugfestigkeit mit 140.000 ein. Oder schlimmer, sie ignorieren beides und vertrauen auf das Mildstahl-Diagramm. So kommst du stillschweigend auf 120 Tonnen, wenn der Job tatsächlich 280 benötigt.
Bei einer hydraulischen Presse kannst du beobachten, wie der Druck steigt und pausiert. Bei einer mechanischen bekommst du einfach den Kolbenabfall. So oder so, wenn du falsch gerechnet hast, kümmert sich die Maschine nicht um deinen Optimismus.
Nahezu-Unfallwarnung: Wir haben einmal 1/2-Zoll-Edelstahl gebogen, wobei wir von einem Materialfaktor von 1,5 ausgingen. Die Charge testete heißer als die Spezifikation – näher an 100.000 PSI Zugfestigkeit. Der Bediener ließ den Hub auslaufen, um den Winkel zu verfolgen. Der Druck stieg über die Bewertung der Matrize und riss eine Schulter. Niemand verletzt. Teure Lektion.
Also hast du für die Festigkeit korrigiert. Gut. Jetzt sag mir – welche Matrizenöffnung verwendest du, und weißt du, was das für den Druckverlauf in deinen Zylindern bedeutet?
Nehmen wir dasselbe 3/8-Zoll AR400. Angenommen, du wählst eine 2-Zoll-V, weil du einen engeren Innenradius möchtest. Die Tonnageformel quadriert die Dicke und teilt durch die Matrizenöffnung. Halbiere das V, und du verdoppelst fast die erforderliche Kraft.
Die Standardpraxis für das Luftbiegen von Mildstahl beträgt etwa das 8-fache der Materialdicke für die V-Öffnung. Gehe schmaler – 6× oder 4× – und die Tonnage steigt schnell. Bei hochfestem Blech ist dieser Anstieg kein linearer Schmerz. Es ist hydraulisches Risiko.
Hier ist die Falle: Deine Maschine könnte mit 200 Tonnen bewertet sein. Aber diese Bewertung ist nicht immer die volle Tonnage über die gesamte Länge. Durchbiegung und hydraulische Verteilung bedeuten, dass du nicht einfach von einer gleichmäßigen Kapazität von Ende zu Ende ausgehen kannst. Lade ein langes, schmales V mit hochfestem Stahl, und du konzentrierst die Kraft auf eine kleinere Kontaktfläche. Der Druck in den Zylindern steigt, um dies auszugleichen.
Wenn deine berechnete Tonnage für AR400 in einem 8× V 150 Tonnen betrug, kann der Wechsel zu einem 6× V dich über 200 bringen. Du hast die Dicke nicht geändert. Du hast die Geometrie geändert – und das hydraulische System an seine Grenzen gedrängt.
Und wenn ein hydraulischer Zylinder den maximalen Systemdruck erreicht, warnt er dich nicht höflich. Überdruckventile klappern. Dichtungen nehmen die Last auf. Du bist nur ein klemmendes Ventil von einer plötzlichen Überpenetration entfernt.
Nahezu-Unfallwarnung: Ein neuer Mitarbeiter wählte einmal ein 5× V auf 1/2-Zoll HSLA, um “sauberere Ecken” zu bekommen. Die Tonnageberechnung, die er übersprang, hätte gezeigt, dass wir mehr als die verteilte Kapazität der Presse über 10 Fuß benötigten. Der Kolben blieb stehen, der Druck stieg, und als er zurückging, sprang das Teil heftig zurück und hätte ihn fast aus dem Gleichgewicht gebracht.
Du kannst mitten im Hub anhalten, so oft du willst. Wenn deine Matrizenwahl mehr Tonnage erfordert, als dein hydraulisches System reibungslos liefern kann, kontrollierst du keinen Fluss – du versuchst, eine Flut mit einem Lappen zu stauen.
Vielleicht sagst du also, gut, ich werde in einer breiteren Matrize Luft biegen, um die Tonnage niedrig zu halten. Das löst alles, oder?
Luftbiegen berührt nur die Stempelspitze und die Matrizen-Schultern. Das Material schwebt dazwischen. Das hält die erforderliche Tonnage niedriger – oft nur ein Bruchteil von Ausfahren oder Prägen, was zwei- bis viermal so viel Kraft erfordern kann, weil du den Stahl zwingst, sich dem Matrizenwinkel und -radius anzupassen.
Zum Beispiel könnte 3 mm Mildstahl über einem 24 mm V etwa 20 Tonnen pro Meter beim Luftbiegen benötigen. Wechsle zum Ausfahren, und du kannst diese Zahl leicht verdoppeln oder verdreifachen. Dasselbe Blech. Dieselbe Dicke. Völlig unterschiedliche hydraulische Anforderungen.
Bei AR400 hält das Luftbiegen die Tonnage handhabbar – aber die Rückfederung kann 8 bis 10 Grad betragen. Das verleitet die Bediener dazu, den Winkel zu verfolgen, indem sie tiefer fahren und mit unbeabsichtigtem Ausfahren flirten. In dem Moment, in dem du vom Luftbiegen zum Ausfahren wechselst, ohne neu zu berechnen, springt dein Tonnagebedarf sprunghaft an.
Dieser Sprung ist der Moment, in dem Zylinder überrascht werden.
Wenn du wirklich enge Toleranzen bei hochfestem Blech benötigst, macht kontrolliertes Ausfahren manchmal Sinn – aber nur, wenn du die höhere Kraft im Voraus berechnet und sowohl die Maschinen- als auch die Werkzeugbewertungen in konsistenten Einheiten bestätigt hast. Metrische Tonnen pro Meter sind nicht dasselbe wie Kurztonnen pro Fuß. Wenn du das verwechselst, kannst du denken, dass eine Matrize dreimal stärker ist, als sie tatsächlich ist.
Wenn du sie alle wie kinetische Hämmer behandelst, spielst du mit teurer Platte auf einer Kraftkurve, die du nicht einmal verstehst.
Hydraulik gibt Ihnen die Kraft, Kraft zu pausieren, zu halten und zu formen. Aber die Berechnung entscheidet, ob diese Pause bei 140 sicheren Tonnen oder bei 260 Tonnen, die Dichtungen abnutzen und mit Brüchen flirtet, stattfindet. Und das führt direkt zur nächsten Disziplin, die Sie meistern müssen: Sobald Sie das richtige Tonnage wissen, wie sequenzieren Sie den Zylinder und den Druck, damit Sie es tatsächlich erreichen – ohne Übersteuern?
Ich war an einer 250-Tonnen-Maschinenbremse, als ich das auf die harte Tour gelernt habe. Sie stellen die Tiefe ein, treten auf das Pedal, und der Zylinder fällt wie eine Guillotine. Keine Pause. Keine Anpassung. Wenn Sie den Winkel verpasst haben, müssen Sie damit leben.
Eine hydraulische Bremse muss sich nicht so verhalten.
Sie haben die Tonnage berechnet. Sie kennen Ihre Matrizenöffnung. Gut. Jetzt die eigentliche Frage: Wie bewegen Sie 180 Tonnen durch Stahl, ohne um 20 zu übersteuern, weil Ihr Ventil eine halbe Sekunde hinter Ihrem Fuß lag?
Sie hören auf, in Zoll des Hubs zu denken, und beginnen, in Durchflussrate und Druckanstieg zu denken. Eine hydraulische Bremse ist ein Fluss. Kontrollieren Sie die Strömung, nicht nur das Ufer.
Beobachten Sie das Manometer, das nächste Mal, wenn Sie 1/2-Zoll AR400 in einem 8× V biegen. Die ersten zwei Zoll des Weges? Kaum eine Last. Sie schließen nur den Lichtspalt. Dann küsst der Stempel die Platte. Der Druck beginnt zu steigen – nicht sprunghaft, sondern stetig – während die elastische Deformation beginnt. Diese Kurve zeigt Ihnen, wo Ihre Kontrolle wichtig ist.
Stellen Sie eine schnelle Annäherungsgeschwindigkeit auf 0,200 Zoll über dem Material ein. Bewegen Sie die Luft schnell; verschwenden Sie keine Zykluszeit mit dem Komprimieren von Nichts.
Reduzieren Sie die Geschwindigkeit auf eine kontrollierte Einklemmspeed vor dem Kontakt. Ich mag einen merklichen Rückgang – schnell genug, um produktiv zu bleiben, langsam genug, damit die proportionalen Ventile mithalten können. Geschlossene Regelkreise korrigieren in Millisekunden, aber das Ventil hat immer noch eine physische Reaktionszeit. Wenn Sie mit voller Geschwindigkeit in den Kontakt fliegen, reagiert der Regler auf den Fehler von gestern.
Hier ist der Mechanismus: Hydraulikdruck steigt nicht an, weil Stahl böse ist. Er steigt an, weil Flüssigkeit nahezu inkompressibel ist und Ihre Zylinder weiterhin mit hoher Rate fließen, wenn der Widerstand plötzlich springt. Verlangsamen Sie den Fluss, bevor der Widerstand steigt, und der Druckanstieg wird sanfter. Sie haben die Kraftkurve geformt, anstatt dagegen zu prallen.
Übergang in die Pressgeschwindigkeit, während die Tonnage über 30–40% des Ziels steigt. Hier beginnt die hochfeste Platte zurückzukämpfen. Halten Sie den Zylinder parallel. Moderne Synchronisationssysteme können ±0,01 mm pro Meter halten – aber nur, wenn beide Zylinder einen ausgewogenen Fluss sehen. Wenn eine Seite hinterherhinkt, weil Sie eine zu aggressive Rate befohlen haben, biegen Sie nicht; Sie verdrehen.
Nahezu-Kollisionswarnung: Ein neuer Bediener ließ einmal die Annäherungsgeschwindigkeit bis zum Kontakt bei 3/4-Zoll HSLA hoch. Der Zylinder traf, der Druck überschritt, und der rechte Zylinder hinkte um 0,3 mm hinterher, bevor er korrigiert wurde. Das Teil bog sich, der Stempel brach, und seine Hände waren immer noch im Matrizenbereich, um die Skalen zu beseitigen, als es passierte. Schnelle Hübe stehlen Reaktionszeit.
Programmieren Sie auch eine kontrollierte Rückgabegeschwindigkeit. Der Rückfluss ist kein Nachgedanke. Wenn der Aufwärtsstich zu stark zurückprallt, führen Sie Zylinderbouncen ein. Dieses Bouncen zeigt sich im nächsten Zyklus als inkonsistente Tiefe, und plötzlich verfolgen Sie den Winkel mit Tiefenanpassungen, die nie das eigentliche Problem waren.
Also haben Sie den Hub sequenziert. Sie erreichen die Zieltonnage ohne Übersteuern. Jetzt entspannt sich der Stahl und öffnet sich um drei Grad. Verfolgen Sie es tiefer – oder halten Sie es dort, wo es ist?
Biegen Sie ein Stück 1/2-Zoll AR400 auf 90 Grad in der Luft. Lassen Sie den Druck los. Es öffnet sich auf 97. Diese sieben Grad sind elastische Rückfederung – gespeicherte Energie, die den Stahl verlässt, in dem Moment, in dem Sie ihn entlasten.
Die meisten Bediener stechen beim nächsten Treffer tiefer. Mehr Tiefe. Mehr Kraft. Hoffen auf 90 bei der Entlastung.
Pause am unteren Totpunkt stattdessen mit kontrolliertem Druck. Keine lange Kaffeepause – eine halbe Sekunde bis eine Sekunde unter stabiler Tonnage. Was passiert physisch? Sie erlauben Mikrodehnungen, sich durch die Dicke zu verteilen, anstatt sofort zurückzuschnappen. Der Druck bleibt konstant; die interne Spannung des Materials verteilt sich neu.
Aber hier ist der Teil, den die Broschüre überspringt: Halten ist keine Magie. Wenn Sie bereits bei 95% der Maschinenkapazität sind, kann ein statisches Halten einen thermischen Anstieg im Öl und lokale Spannungen in den Matrizen-Schultern erzeugen. Kontinuierlicher, gut geformter Druck ist sicherer als wiederholte schwere Halte.
Verwenden Sie die Haltezeit als feine Anpassung, nachdem Sie Annäherungs- und Pressgeschwindigkeiten eingestellt haben – nicht als Krücke für schlechte Geometrie oder unterberechnete Tonnage.
Moderne Winkelkorrekturen können während des Strokes angepasst werden. Sie erkennt, dass Sie flach tendieren, und fordert ein wenig mehr Tiefe. Die Maschine kann das. Das Urteil, wann man ihr vertrauen kann, liegt bei Ihnen. Wenn die Korrektur einen plötzlichen Anstieg nahe dem Boden erfordert, ist es besser, zurückzugehen und die Druckrampe neu zu programmieren, als sie im ungünstigsten Moment härter schlagen zu lassen.
Nahe-Miss-Warnung: Wir haben einmal die Rückfederung bei dickem Edelstahl verfolgt, indem wir Tiefe hinzugefügt haben, anstatt 0,7 Sekunden Haltezeit hinzuzufügen. Der Bediener hat unbeabsichtigt in den Matrizenwinkel gedrückt. Die Tonnage verdoppelte sich sofort. Das Sicherheitsventil schrie, und das Teil sprang beim Loslassen zurück und hätte fast seinen Unterarm gegen den Anschlag geschlagen.
Wann macht übermäßiges Biegen also Sinn? Wenn Sie bestätigt haben, dass die höhere Tonnageanforderung innerhalb der Maschinen- und Werkzeuggrenzen bleibt und wenn Ihre Druckrampe so sanft ist, dass Sie das System am Boden nicht schocken.
Was etwas anspricht, das die meisten neuen Mitarbeiter ignorieren, bis die Teile an den Enden andere Winkel messen als in der Mitte.
Laden Sie 10 Fuß 3/8-Zoll hochfesten Platten und drücken Sie 160 Tonnen darüber. Das Bett wird sich verformen. Nicht, weil es schlecht gebaut ist – sondern weil Stahl unter Last biegt. Die Mitte senkt sich um einige Tausendstel. Das bedeutet weniger Eindringen in der Mitte, mehr Winkel.
Sie können die Tonnage perfekt berechnen und trotzdem eine lächelnde Biegung erhalten.
Messen Sie ein Teststück an beiden Enden und in der Mitte, bevor Sie die Krönung berühren. Raten Sie nicht.
Passen Sie mechanische oder hydraulische Krönung schrittweise an – gerade genug, um die erwartete Verformung bei Ihrer berechneten Tonnage auszugleichen. Die Krönung vordefiniert das Bett nach oben, sodass es unter voller Kraft wieder gerade wird.
Hier ist der Mechanismus: Ohne Krönung liefern Ihre Zylinder gleichmäßige Kraft, aber die Geometrie des Rahmens verteilt den Kontaktdruck ungleichmäßig. Das hydraulische System könnte auf Mikrometer synchronisiert sein, doch die Struktur selbst biegt sich. Sie steuern die Flüssigkeit perfekt in einem Rahmen, der sich wie ein Bogen biegt.
Präventive Kontrollen sind hier wichtig. Ramenausrichtung alle paar hundert Zyklen. Sauberes Öl, damit die Ventile konsistent reagieren. Achtzig Prozent der Ventilausfälle sind auf Verunreinigungen zurückzuführen. Wenn Sie ein paar Tausendstel aus der Parallelität abdriften, erzeugt Ihr schönes Druckprofil inkonsistente Winkel von Seite zu Seite.
Nahezu-Unfallwarnung: Wir haben das Abkanten bei einem langen HSLA-Lauf ignoriert, in der Annahme, die CNC würde “es regeln”. Die Mittelwinkel kamen zwei Grad offen heraus. Der Bediener kompensierte mit zusätzlicher Tiefe. Die Enden waren übergebogen, die Mitte blieb flach, und ein Teil riss entlang des Innenradius, wo der Stress am höchsten war.
Hydraulische Präzision zahlt sich nur aus, wenn die Struktur darunter abgestimmt ist und die Abfolge während des Hubes absichtlich erfolgt.
Sie können 180 Tonnen befehlen. Die Maschine wird es Ihnen geben. Die eigentliche Fähigkeit besteht darin, zu entscheiden, wie schnell man sich annähert, wie sanft der Druck ansteigt, wann man hält und wie viel man das Bett vorbelasten muss, damit die Kraft wie ein stetiger Fluss und nicht wie ein Hammerschlag fließt.
Und wenn sich die Temperatur des Flusses über eine lange Schicht ändert – wenn das Öl dünner wird und die Reaktionszeit abweicht – was passiert dann mit der Abfolge, die Sie so sorgfältig programmiert haben?
Sie haben gefragt, was passiert, wenn der Kraftfluss in der Mitte der Schicht warm wird.
Hier ist, was passiert: Ihr 90 am Morgen wird um drei Uhr 92, und niemand hat das Programm berührt.
Hydrauliköl ist nicht nur ein Schmiermittel. Es ist das Übertragungsmedium zwischen Ihrem Servoventil und 180 Tonnen Kolben. Wenn es beim Start kalt ist, ist die Viskosität höher – dickere Flüssigkeit, langsamer durch die Ventilöffnungen, leicht verzögerte Zylinderreaktion. Während die Maschine zyklisch arbeitet, wird das Öl dünner. Der gleiche Ventilbefehl bewegt jetzt mehr Flüssigkeit, schneller. Das ändert, wie schnell der Druck am Ende des Hubs aufgebaut wird und wie fest das System die Tonnage während dieser halben Sekunde hält, die Sie sorgfältig für die Rückfederungskontrolle programmiert haben.
Die Positionsskala kann immer noch ±0,01 mm anzeigen.
Aber die Druckkurve, die Sie dorthin gebracht hat, hat sich verschoben.
Und das bedeutet, dass der Stahl einen anderen Druck spürt.
Vor Jahren waren wir an einer 250-Tonnen-Mechanikbremse, und Drift bedeutete abgenutzte Verbindungen. Bei Hydraulik bedeutet Drift oft Wärme.
Beginnen Sie den Tag mit 20 Grad Celsius Öl. Ihre Annäherungsgeschwindigkeit ist präzise, aber leicht gedämpft; der Druck steigt mit einer sanften Schulter an. Am Nachmittag steigt die Öltemperatur unter starkem Zyklus um 20 oder 30 Grad. Die Viskosität sinkt. Servoventile reagieren schneller. Der Kolben kann die Tiefe gleich erreichen, aber der Druck steigt in den letzten wenigen Millimetern des Weges früher an. Dieser frühere Druckanstieg reduziert die effektive Haltezeit bei stabiler Tonnage – weil der Stahl unter einer steileren Kurve nachgibt.
So ist Ihre sorgfältig abgestimmte halbe Sekunde Haltezeit nicht mehr dieselbe halbe Sekunde.
Fügen Sie Folgendes hinzu: Das Bett erwärmt sich. Dicke Platten erwärmen sich. Sogar die Luft in der Werkstatt verändert sich zwischen Morgen und Nachmittag. Die Streckgrenze des Stahls bewegt sich leicht mit der Temperatur, und die Rückfederung folgt ihr. Jetzt haben Sie es nicht nur mit Öl zu tun. Sie beobachten, wie eine gesamte thermische Kaskade in der Werkstatt Ihren Winkel um ein oder zwei Grad öffnet oder schließt.
Das ist kein Bedienungsfehler.
Das ist das Verhalten der Flüssigkeit, das Ihre Abfolge umschreibt.
Nahezu-Unfallwarnung: Wir haben einmal steigende Öltemperaturen bei einem langen AR400-Lauf ignoriert und weiterhin 0,2 mm Tiefe hinzugefügt, um einen sich öffnenden Winkel zu verfolgen. Nach sechs Stunden war das Öl heiß, die Reaktion scharf, und ein Zyklus traf den Boden härter als erwartet – der Druck stieg früh an, das Teil schnappte beim Loslassen zurück, und die Hand des Bedieners war noch am Flansch, um den Winkel zu überprüfen.
Was machst du also?
Wärmen Sie die Maschine absichtlich auf, bevor Sie die endgültige Tiefe einstellen. Überwachen Sie die Öltemperatur, nicht nur den Teilwinkel. Programmieren Sie Druckanstiege, die kleine Reaktionsänderungen tolerieren, anstatt scharfe Spitzen nahe dem unteren Totpunkt. Wenn Ihre Maschine Kühlung hat, halten Sie sie in gutem Zustand - verstopfte Kühler verwandeln präzise Systeme bis zum Mittag in Rätselraten.
Sie kämpfen nicht gegen den Stahl.
Sie verwalten die Temperatur des Flusses.
Jetzt werden Sie sagen: “Gut. Ich werde es langsamer machen. Halten Sie es stabil.”
Guter Instinkt.
Langsamere Annäherungs- und Pressgeschwindigkeiten erzeugen weniger Wärme pro Zeiteinheit. Weniger Wärme bedeutet eine konsistentere Viskosität. Eine konsistentere Viskosität bedeutet, dass Ihr Ventilzeitpunkt und die Druckanstiege näher an dem liegen, was Sie um 8 Uhr morgens programmiert haben. Aber langsamere Zyklen bedeuten weniger Teile pro Stunde. Auf dem Papier sieht das nach verlorener Produktivität aus.
Aber hier ist der Teil, den die Broschüre überspringt: Das Verschrotten von drei Platten aus hochfestem Stahl, weil sich Ihre Nachmittagswinkel verschoben haben, kostet mehr, als zwei Sekunden von einem Zyklus abzuziehen.
Wärme entsteht durch Fluss und Widerstand. Hoher Fluss durch enge Ventilöffnungen erhöht die Temperatur. Schnelles Zyklen staut diese Wärme schneller, als der Tank und der Kühler sie abgeben können. Wenn Sie den ganzen Morgen im Vollbetrieb laufen, tauschen Sie kurzfristigen Durchsatz gegen langfristige Instabilität.
Wenn du sie alle wie kinetische Hämmer behandelst, spielst du mit teurer Platte auf einer Kraftkurve, die du nicht einmal verstehst.
Manchmal ist der produktivste Schritt, die Ramgeschwindigkeit um 10 Prozent zu reduzieren und das Öl in seinem stabilen Bereich zu halten, sodass Ihr erstes Teil und Ihr fünfzigstes Teil übereinstimmen, ohne die Tiefe zu verfolgen.
Kostet Sie langsamer also zu viel?
Oder kostet Sie der thermische Drift bereits mehr?
| Abschnitt | Inhalt |
|---|---|
| Titel | Das Paradoxon von Geschwindigkeit vs. Leistung: Kostet Sie die langsamere Zykluszeit zu viel? |
| Erste Reaktion | “Gut. Ich werde es langsamer machen. Halten Sie es stabil.” |
| Sofortige Einsicht | Langsamere Annäherungs- und Pressgeschwindigkeiten erzeugen weniger Wärme pro Zeiteinheit. Weniger Wärme bedeutet eine konsistentere Viskosität. Eine konsistentere Viskosität hält den Ventilzeitpunkt und die Druckanstiege näher an den programmierten Einstellungen. |
| Wahrgenommener Nachteil | Langsamere Zyklen bedeuten weniger Teile pro Stunde, was auf dem Papier wie verlorene Produktivität aussieht. |
| Verborgene Kosten | Das Verschrotten von drei Platten aus hochfestem Stahl aufgrund von Winkelabweichungen kann mehr kosten, als zwei Sekunden pro Zyklus zu sparen. |
| Ursache der Wärme | Wärme entsteht durch Fluss und Widerstand. Ein hoher Fluss durch enge Ventilöffnungen erhöht die Temperatur. Schnelles Zyklen akkumuliert Wärme schneller, als der Tank und der Kühler sie abführen können. |
| Operationelles Risiko | Vollgas den ganzen Morgen zu fahren, tauscht kurzfristigen Durchsatz gegen langfristige Instabilität. |
| Mechanisches Missverständnis | Maschinen wie kinetische Hämmer zu behandeln, birgt das Risiko teurer Platten auf einer schlecht verstandenen Kraftkurve. |
| Praktische Empfehlung | Die Reduzierung der Rammschnelligkeit um 10% kann das Öl innerhalb eines stabilen Bereichs halten und sorgt für Konsistenz zwischen dem ersten und dem fünfzigsten Teil, ohne die Tiefe anzupassen. |
| Abschließende Frage | Kostet langsamer Betrieb wirklich mehr – oder kostet dich der thermische Drift bereits mehr? |
Elektrische Servobremse haben kein Öl, das sich verdünnen könnte.
Das ist ihr sauberer Vorteil.
Kugelgewinde, die von Servomotoren angetrieben werden, “atmen” nicht mit der Temperatur, wie es Flüssigkeit tut. Die Positionswiederholgenauigkeit kann enger sein, da es keine Viskositätsvariable zwischen Befehl und Bewegung gibt. Für Arbeiten mit hochpräzisen, dünnen Materialien ist diese thermische Stabilität schwer zu widerlegen.
Aber elektrische Systeme bieten nicht die gleiche Mitteldruckformung unter hoher Last, die ein gut abgestimmtes Hydrauliksystem mit geschlossener Druckregelung bieten kann. Wenn du dicke, hochfeste Platten biegst und du pausieren, halten und die Tonnage dynamisch anpassen musst, um das Rückfedern zu steuern, ohne die Matrizenflanken zu schocken, bietet die Fluidkraft immer noch ein breiteres Steuerungsfenster.
Hybride versuchen, den Unterschied zu teilen – elektrischer Antrieb mit hydraulischer Kraftgenerierung. Sie reduzieren etwas Wärme, verbessern die Reaktion, aber sie beseitigen nicht die Fluidphysik. Öl wird immer noch warm. Die Viskosität ändert sich weiterhin. Du benötigst immer noch Kühlung und Überwachung, wenn du hart arbeitest.
Also nein, es gibt keine magische Maschine, die dich davon befreit, über die Kraftübertragung nachzudenken.
Es gibt nur die Frage: Welches Maß an Kontrolle verlangt deine Arbeit, und verwaltest du die Physik, die mit dem System einhergeht, das du gewählt hast?
Denn egal ob rein elektrisch oder hydraulisch, Präzision erhältst du nicht, indem du das richtige Emblem an der Seitenwand besitzt.
Du erhältst sie, indem du verstehst, wie Energie durch die Maschine fließt – und was sich ändert, wenn diese Energie sich erwärmt.
Du möchtest einen wiederholbaren Prozess, der den thermischen Drift kompensiert, anstatt dem Winkel nachzujagen, nachdem er auf dem Messgerät angezeigt wird.
Gut.
Hören Sie auf, in Begriffen wie “Wie viele Tonnen hat diese Bremsvorrichtung?” zu denken, und beginnen Sie, in Begriffen wie “Wie präzise kann ich diese Tonnen formen und stabilisieren, sobald der Stahl zurückdrückt?” zu denken. Denn sobald die Öltemperatur, die Betttemperatur und die Materialtemperatur sich bewegen, programmieren Sie nicht mehr die Position — Sie verwalten ein aktives Kraftsystem.
Dieser Wechsel ist nicht offensichtlich, da die Maschine weiterhin die Tiefe auf dem Bildschirm erreicht.
Wenn ich einen Käufer sagen höre: “Wir schauen uns eine 300-Tonnen-Maschine an”, weiß ich, dass er immer noch nach einem Hammer sucht.
Stellen Sie eine andere Frage: Wie viel Kontrollbereich erfordert dieser Job?
1/8-Zoll-Weichstahl bei ±1 Grad auf einem breiten Werkzeug biegen? Sie benötigen eine wiederholbare Unterposition und eine anständige Rückanschlagsgenauigkeit. Die Kraftkurve kann stumpf sein, und Sie kommen damit durch. Eine mechanische Bremsvorrichtung mit festem Hub kann dort den ganzen Tag über leben, schnell und günstig.
Jetzt treten Sie in 3/4-Zoll-HSLA mit engen Toleranzen ein oder in AR-Platten, bei denen die Rückfederung mit einem Anstieg der Öltemperatur um 10 Grad schwankt. Plötzlich müssen Sie die Annäherung verlangsamen, den Druck in den letzten 5 mm erhöhen, unter Last pausieren und die Tonnage vor der Freigabe anpassen, um die Rückfederung zu zähmen. Das ist das Management von fluidem Verhalten. Wenn Ihre Architektur keinen stabilen Druck halten kann, während das Öl dünner wird, ist Ihre “300 Tonnen” nur eine Zahl, die an die Seite gemalt ist.
Nahezu-Unfall-Warnung: Wir hatten einmal einen neuen Supervisor, der eine hochtonnige mechanische Bremsvorrichtung für dicke gehärtete Platten spezifizierte, weil “mehr Tonnen gleich sicherer” bedeutet. Bei der ersten heißen Nachmittagsfahrt erreichte der feste Hub die volle Last zu schnell, eine Korrektur in der Mittelstellung war nicht möglich, und ein Teil mikrofrakturiert entlang der Biegekante. Es bestand den visuellen Test. Es fiel im Einsatz durch. Der Maschine fehlte es nicht an Leistung — es fehlte an Kontrolle.
Also ist die erste Linse nicht der Maschinentyp.
Es ist die erforderliche Kraftkontrollbandbreite.
Schreiben Sie den Job in drei Spalten auf: Dicke, Toleranz, Konsequenz bei Versagen.
Die Dicke gibt Ihnen die Basis-Tonnage an. Die Toleranz sagt Ihnen, wie eng Ihr Kraftbereich ist. Die Konsequenz sagt Ihnen, wie viel thermischer Drift Sie sich leisten können, bevor Ausschuss katastrophal wird.
Wenn Sie hochvolumige, geringfügige Halterungen bei breiten Toleranzen betreiben, könnte mechanische Geschwindigkeit gewinnen. Schnellere Zyklen bedeuten weniger gebundenes Kapital. Sie akzeptieren eine stumpfe Kraftkurve, weil der Stahl dies zulässt.
Aber hier ist der Teil, den die Broschüre übersieht: Wenn die Toleranz enger wird oder die Konsequenz steigt — strukturelle Teile, Verschleißplatten, alles, wo eine gerissene Biegekante echtes Geld kostet — verschiebt sich der Wert von der Zykluszeit zur Kontrollierbarkeit. Ein hydraulisches System mit geschlossener Druckregelung ermöglicht es Ihnen, den Fluss zu formen: Anpassen der Rampenrate, Halten unter Last, Kompensieren der Öltemperatur durch Modifizieren der Druckvorgaben anstelle des Verfolgens der Tiefe.
Elektrische Servosysteme entfernen Öl aus der Gleichung, was die thermische Stabilität bei leichteren Materialien unterstützt. Aber sobald Sie tief in hochfesten Platten sind und eine Tonnageformung in der Mittelstellung unter schwerer Last benötigen, bietet Ihnen die Fluidkraft immer noch ein breiteres Anpassungsfenster — vorausgesetzt, Sie verwalten Wärme und Durchfluss absichtlich.
Also passen Sie die Architektur nicht an die Tonnage an.
Sie passen sie daran an, wie sehr der Stahl Sie überraschen darf.
Jetzt kommen wir zu Ihrer eigentlichen Frage: Wie baut man einen Prozess auf, der kompensiert, anstatt zu reagieren?
Instrumentieren Sie die Maschine. Überwachen Sie die Öltemperatur bei jeder Schicht. Zeichnen Sie Winkel, Tiefe und Druck bei der Genehmigung des ersten Artikels auf. Verknüpfen Sie den akzeptablen Winkelbereich mit einem Temperaturband. Wenn das Öl außerhalb dieses Bandes bewegt, passen Sie zuerst den Druckanstieg oder die Haltezeit an — nicht die Bodentiefe. Das hält Ihre Kraftkurve stabil, anstatt tiefer in den Stempel zu dringen und den Biegeradius zu verändern.
Programmieren Sie gezielte Aufwärmzyklen. Bringen Sie das Hydrauliksystem auf Betriebstemperatur, bevor Sie die endgültige Tiefe fixieren. Stabilität zuerst, Produktion zweitens.
Standardisieren Sie die Geschwindigkeit. Vermeiden Sie maximalen Durchfluss am Morgen und langsames Arbeiten am Nachmittag. Die Durchflussrate beeinflusst die Wärme. Wärme beeinflusst die Viskosität. Viskosität verändert die Druckreaktion. Sie können keine wiederholbare Kraftkurve haben, wenn jede Stunde ein anderer thermischer Input vorliegt.
Schulen Sie die Bediener, in Bezug auf das Druckverhalten zu denken, nicht nur auf das Ergebnis des Winkels. Wenn sich ein Winkel öffnet, fragen Sie: Ist die Öltemperatur gestiegen? Hat sich die Haltezeit effektiv verkürzt, weil der Druck früher aufgebaut wurde? Diese Denkweise verwandelt die Fehlersuche von Rätselraten in Physik.
Sie tragen eine Sache nach vorne: Hören Sie auf zu fragen, wie viele Tonnen eine Abkantpresse hat, und beginnen Sie zu fragen, wie präzise Sie diese Tonnen kontrollieren können, sobald der Stahl zurückschlägt.
Denn sobald Sie die Maschine als einen Fluss kontrollierbarer Kraft und nicht als einen kinetischen Hammer betrachten, verändert sich jede Entscheidung — Kauf, Programmierung, Betrieb — grundlegend.


















