

1 inçlik bir AR400 plakanın tüfek sesi gibi bir sesle ikiye ayrılışını izledim.
250 tonluk mekanik bir abkant presin başındaydık. Volan dönüyordu. Kavrama devredeydi. Koç aşağı indi. Operatör, bunu daha önce yaptığı diğer tüm bükümler gibi ele aldı; arka dayamayı ayarladı, pedala bastı ve makinenin işini yapmasına izin verdi. Zımba sert vurdu, hızla alt noktaya ulaştı ve plaka eşit şekilde esnemedi. İç yarıçap boyunca kırıldı. Altı bin dolarlık çelik, iki saniyeden kısa sürede hurdaya döndü.
Sürekli “Ama tonaj için uygun değerlere sahip” deyip duruyordu.”
İnsanların yaralanmasına neden olan cümle işte budur.
Muhtemelen size abkant presin sadece daha güçlü bir metal bükücü olduğu söylenmiştir. Hizala. Vur. Bük. Tekrarla.
Tüm gün 11 gauge yumuşak çelik büküyorsanız bu gayet iyi çalışır.
Ancak AR400, Hardox, su verilmiş ve temperlenmiş yapısal çelik gibi yüksek mukavemetli plakalara geçtiğiniz anda, artık kağıt bükmüyorsunuz demektir. Düşük süneklik ve yüksek akma mukavemetine sahip bir malzemeyi çatlamadan deforme olmaya zorluyorsunuz. Bu, “vur ve dua et” operasyonu değildir. Bu, yük altında kontrollü plastik deformasyondur.
Farklı makineler bu yükü tamamen farklı şekillerde iletir. Bazıları çarpar. Bazıları iter. Bazıları ise sıkar ve strok sırasında neler olduğunu hissetmenizi sağlar.
Hepsine kinetik çekiç muamelesi yaparsanız, pahalı plakalarınızı anlamadığınız bir kuvvet eğrisi üzerinde kumara yatırıyorsunuz demektir.
Peki, koç aşağı inmeye başladığında her bir pres türünün içinde aslında ne olur?
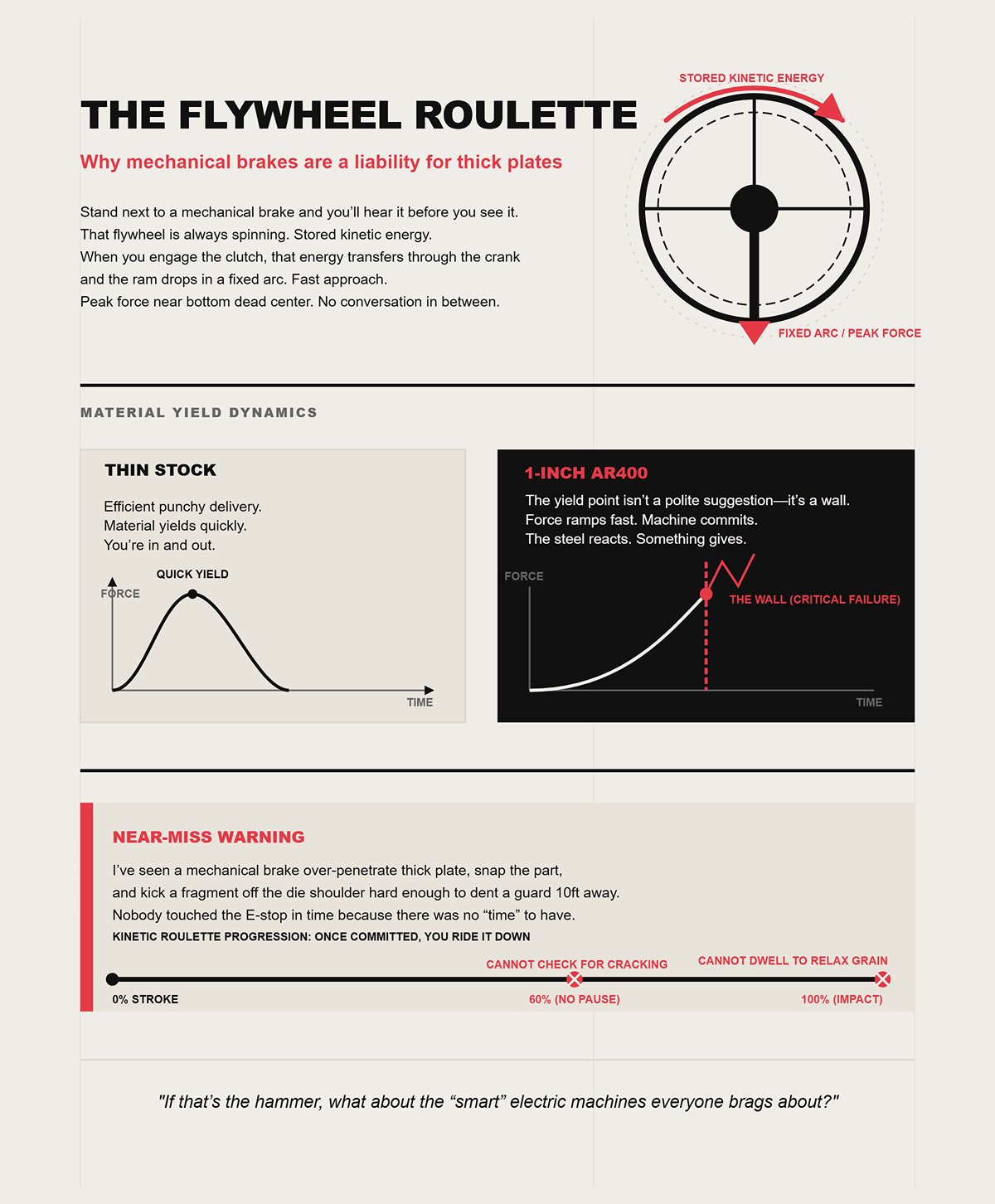
Bir mekanik presin yanında durursanız, onu görmeden önce duyarsınız. O volan sürekli döner. Depolanmış kinetik enerji. Kavramayı devreye soktuğunuzda, bu enerji krank üzerinden aktarılır ve koç sabit bir yay çizerek aşağı iner. Hızlı yaklaşma. Alt ölü noktaya yakın zirve kuvveti. Arada hiçbir iletişim yok.
İnce malzemede bu ani iletim verimlidir. Malzeme hızla esner. İşi bitirip çıkarsınız.
1 inçlik AR400'de akma noktası nazik bir öneri değil, bir duvardır. Koç vurduğunda kuvvet hızla artar. Eğer kalıp açıklığınız biraz hatalıysa veya iç yarıçapınız çok darsa, büküme yavaşça başlama şansınız olmaz. Makine kararını verir. Çelik tepki verir. Bir şeyler kopar.
Ramak Kala Uyarısı: Mekanik bir presin kalın plakaya aşırı daldığını, parçayı kırdığını ve kalıp omzundan fırlayan bir parçanın üç metre ötedeki korumayı delecek kadar sert çarptığını gördüm. Kimse acil durdurma düğmesine zamanında basamadı çünkü “zaman” diye bir şey yoktu.
Mekanik bir preste koç bir kez harekete geçtiğinde, onunla birlikte aşağı inersiniz. Strokun 'ında durup çatlama kontrolü yapamazsınız. Tane yapısının gevşemesi için yük altında bekleyemezsiniz. Bu kinetik rulettir.
Eğer bu çekiçse, peki ya herkesin övündüğü “akıllı” elektrikli makineler ne olacak?

İnce sac paslanmaz çelikte mikron hassasiyetinde tekrarlama yapabilen servo-elektrikli presler kullandım. Harika makineler. Koç, pompaların vınlaması yerine motorların fısıltısıyla vidalı miller üzerinde aşağı süzülür. Bir sandalye iskeletini on saniyede bükersiniz. Yanındaki hidrolik pres on beş saniyede yapar. Yüksek hacimli sac işlerinde bu fark maaşları öder.
Ancak broşürün üstünkörü geçtiği kısım burası.
Bu vidalı miller ve doğrudan tahrikli sistemler, orta yükler altında en iyi performanslarını sergilerler. Onları 150 ton ve üzerine zorlarsanız, hassas bileşenlerin ciddi bir şoku emmesini beklersiniz. Elektrikli sistemlerde kuvvet sıçramasını yumuşatacak bir sıvı yoktur. Aşınan mekanik parçaları vardır; hem de pahalı olanları.
Elektrikli bir abkant presle, kapasitesi dahilinde yapısal çeliği kesinlikle bükebilirsiniz. Ancak kalınlık arttıkça ve tonaj yükseldikçe, makinenin avantajı olan hız ve tekrarlanabilirlik, hikayenin tamamı olmaktan çıkar. Artık, tahrik sisteminin aşınmayı hızlandırmadan veya ödediğiniz o pürüzsüz kontrolü kaybetmeden ne kadar sürekli yük taşıyabileceğiyle sınırlısınız.
Ramak Kala Uyarısı: Bir atölyenin, kalın sac üzerinde elektrikli bir abkant presi üst tonaj sınırına kadar zorladığını gördüm; ram, aşırı yük koruması nedeniyle strok ortasında duraksadı ve parçayı kalıpta yarı şekillenmiş ve dengesiz bir halde bıraktı. Operatör, sistem sıfırlanmadan önce parçanın yerine oturmasına “yardımcı olmak” için elini içeri soktu.
Elektrikli sistemler, hassasiyet ve çevrim süresinin ön planda olduğu yerlerde mükemmeldir. Havacılık braketleri. Tıbbi muhafazalar. Otomotiv panelleri. Çoğu ağır sac işi böyle değildir.
Peki, mekanik sistemler darbe alıyorsa ve elektrikli sistemler üst sınırda zorlanıyorsa, cevap sadece “daha fazla tonajlı makine alın” mı demek?
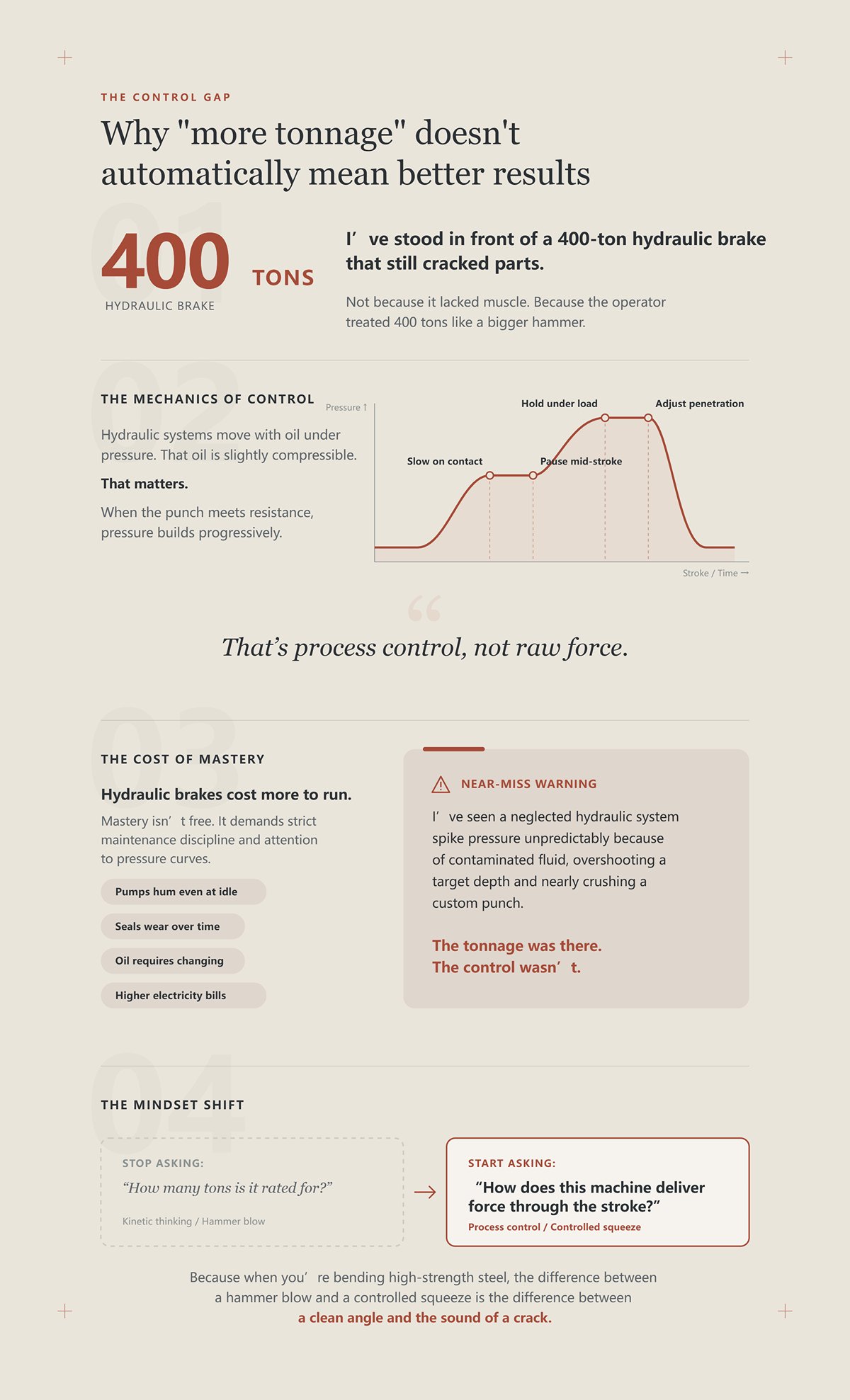
Daha önce, parçaları hala çatlatan 400 tonluk bir hidrolik abkant presin önünde durdum.
Kas gücü eksik olduğundan değil. Operatör 400 tonu daha büyük bir çekiç gibi kullandığı için.
Hidrolik sistemler, basınç altındaki yağ ile hareket eder. Bu yağ hafifçe sıkıştırılabilir. Bu önemlidir. Zımba dirence çarptığında basınç kademeli olarak artar. Ram, malzemeye temas ederken onu yavaşlatabilirsiniz. Strok ortasında duraklayabilirsiniz. Yük altında bekleyebilir ve bükümün gelişimini izleyebilirsiniz. Geri esnemeyi (serbest bırakıldıktan sonra açıyı açmaya çalışan elastik toparlanma) yönetmek için penetrasyonu ayarlayabilirsiniz.
Bu, ham güç değil, süreç kontrolüdür.
Ve yeni işe alınanların çoğunun kaçırdığı kısım şudur: hidrolik preslerin işletme maliyeti daha yüksektir. Pompalar boşta çalışırken bile uğuldar. Keçeler aşınır. Yağın değişmesi gerekir. Elektrik faturaları, çevrimler arasında gücü kesen elektrikli makinelerden daha yüksek gelir. Ustalık bedelsiz değildir. Bakım disiplini ve basınç eğrilerine dikkat gerektirir.
Ramak Kala Uyarısı: İhmal edilmiş bir hidrolik sistemin, kirlenmiş sıvı nedeniyle basıncın öngörülemez bir şekilde yükseldiğini, hedef derinliği aştığını ve özel bir zımbayı neredeyse ezeceğini gördüm. Tonaj oradaydı. Kontrol yoktu.
Daha fazla tonaj, ancak onu ölçebiliyorsanız işe yarar. Duraklatamıyor, tutamıyor ve malzemenin ne yaptığını hissedemiyorsanız, kinetik düşünceye geri dönmüşsünüz demektir; sadece isim plakasında daha büyük bir sayı yazar.
Bu yüzden yapmanızı istediğim değişim şu: “Kaç ton kapasiteli?” diye sormayı bırakın ve “Bu makine kuvveti strok boyunca nasıl iletiyor?” diye sormaya başlayın.”
Çünkü yüksek mukavemetli çeliği bükerken, çekiç darbesi ile kontrollü bir sıkıştırma arasındaki fark, temiz bir açı ile çatlama sesi arasındaki farktır.
12x kalıp açıklığında 1 inçlik AR400 sacı, 90 derece hedefiyle büküyorduk. Zımba ısırmaya başladığında gösterge 350 tonun üzerine çıktı. Nihai derinliğin yaklaşık 'ında, iç kenarın beyazladığını gördüm; bu, damarın ciddi şekilde gerildiğinin ilk işaretiydi. Duraklatmaya bastım. Ram durdu. Basınç 380 tonda sabitlendi. Sac, zımba ve kalıp arasında sanki zaman donmuş gibi sıkışmış halde kaldı.
İşte tam olarak bu, çeliğinizin altına hangi presin ait olduğuna karar verme şeklinizdir.
Yük altında duramıyorsanız, büküm gerçekleşirken onu sorgulayamazsınız. Ve eğer sorgulayamıyorsanız, o 1 inçlik sacın 420 ton mu istediğini, yoksa 401 tonda çatlamak mı istediğini tahmin ediyorsunuz demektir. Yüksek mukavemetli çelik, tahmini affetmez.
Hidrolik, kuvveti sadece serbest bırakmakla kalmayıp, aynı zamanda ölçebileceğiniz bir şeye dönüştürmenizi sağlar.
Kontrol panelinin başında durun ve Koçu (ram), tam dirençle ilk temas anında durdurun. Alt noktaya ulaşmasını beklemeyin. Malzeme elastik deformasyondan plastik deformasyona geçerken basıncın yükselişini izleyin. Bu değişim teorik değildir; çelik akmaya başladığında tonajın daha hızlı tırmandığını göreceksiniz.
HSLA veya AR saclarda akma dayanımı yüksektir ve yönetemezseniz geri yaylanma (springback) 8 ila 10 dereceyi bulur. Strok ortası duraklaması, basıncı korumanıza ve malzemeyi şoka uğratmak yerine akmasına izin vermenize olanak tanır. Yük altındaki çelik, gerilimi büküm hattı boyunca yeniden dağıtır. Ona bir saniye verin. Devam etmeden önce açının bir miktar gevşediğini gözlerinizle görebilirsiniz.
Bunu mekanik bir preste deneyin. Yapamazsınız.
Ancak broşürlerin üstünü kapattığı kısım şudur: duraklama, yalnızca kurulum doğruysa sizi korur. Yüksek mukavemetli çelikte 6x malzeme kalınlığının altında bir V-kalıp kullanıyorsanız, kuvveti o kadar dar bir alana yoğunlaştırıyorsunuzdur ki, iç yarıçapta incelme çift haneli rakamlara ulaşabilir. Durakladığınızda ise tek yaptığınız, çatlağın başlamak istediği noktada maksimum gerilimi tutmak olur.
Ramak Kala Uyarısı: Bir operatörün çok dar bir kalıpta 3/4 inçlik HSLA bükümünü duraklattığını izledim. Durmanın güvenli olduğunu sanıyordu. Plaka, 300 tonun üzerinde bir yük altında hareketsizken çatladı ve serbest kalan parça, bir tuzak gibi yukarı doğru fırladı.
Duraklama bir güvenlik aracıdır. Doğru kalıp genişliğinin ve gerektiğinde ön ısıtmanın yerini tutmaz. Öyleyse, koçu durdurabiliyorsanız, aslında neyi kontrol ediyorsunuz; stroku mu, yoksa kuvvetin kendisini mi?
Hidrolik bir abkant pres üzerinde, Basınç limitini çevrim başlatmadan önce ayarlayın. Makinenin maksimum kapasitesinin altında bir tavan belirleyin. Bu tavan sizin korkuluğunuz olur.
Hidrolik sistemler basıncı kademeli olarak oluşturur. Yağ hafifçe sıkışır; valfler akışı ölçer; silindirler basıncı doğrusal kuvvete dönüştürür. Direnç arttıkça, basınç gerçek zamanlı olarak izleyebileceğiniz bir eğri boyunca pürüzsüzce yükselir. Bir mermi ateşlemek yerine, bir kuvvet nehri üzerinde ilerliyorsunuz.
Mekanik ve hatta servo-elektrik sistemler, hareket profillerine ve depolanmış veya iletilmiş mekanik enerjiye bağlı kuvvet uygular. Koç alt ölü noktaya yaklaştığında, çelik istese de istemese de tepe kuvveti uygulanır. Bu, hassas bir darbe olsa bile darbe davranışıdır.
“Sonsuz kontrol” hidroliklerin her şeyi bükebileceği anlamına mı gelir? Hayır. Yaklaşık 50 mm plaka kalınlığının üzerine çıktığınızda, çoğu standart hidrolik pres yapısal ve pompa limitlerine ulaşır. Tandem kurulumlara veya özel ekipmanlara ihtiyacınız olacaktır. İnce saclarda ise elektrikli presler, tekrarlanabilirlik ve enerji kullanımı açısından genellikle hidrolikleri geride bırakır.
Peki hidrolik neden yüksek mukavemetli plakalarda baskın?
Çünkü AR veya HSLA'daki kırılma, ortalama tonajla ilgili değildir. Ani yükselme (spike) kontrolüyle ilgilidir. Mikro çatlaklar, yerel gerilim iç yarıçaptaki çekme sınırlarını aştığında başlar. Pürüzsüz bir basınç rampası, anlık aşırı gerilimi azaltır. Sabit bir darbe ise malzeme yapınızla ilgilenmez.
Ramak Kala Uyarısı: Bir keresinde, basınç rampasını ayarlamadan yeni bir parti AR plakasını test ettik. Koç, yavaşlamadan çok önce hızlı yaklaşma hızına ulaştı. Basınç, saniyenin bir kısmında alışılagelmiş eğrimizin 40 ton üzerine çıktı. Çatlama sesi tüfek atışı gibiydi.
Kuvvet eğrisini şekillendirebilirseniz, ani yükselme riskini azaltırsınız. Şekillendiremiyorsanız, çeliğin tam olarak bir önceki parti gibi davranacağına dair bahse giriyorsunuz demektir. Bu da çoğu yeni işe alınan personelin asla sormadığı şu soruyu beraberinde getirir: 400 tonluk bir yükü tuttuğunuzda ve koç sadece… beklediğinde, o silindirin içinde aslında neler oluyor?
| Konu | Detaylar |
|---|---|
| Sonsuz Tonaj Kontrolü ve Sabit Darbe Karşılaştırması | Malzeme kırılmalarını önleme |
| Hidrolik Abkant Pres Kurulumu | Döngüyü başlatmadan önce basınç limitini ayarlayın. Bir güvenlik bariyeri oluşturmak için makinenin maksimum değerinin altında bir tavan belirleyin. |
| Hidrolik Sistemler Kuvveti Nasıl Uygular? | Basınç kademeli olarak artar. Yağ hafifçe sıkışır; valfler akışı ölçer; silindirler basıncı doğrusal kuvvete dönüştürür. Direnç arttıkça, basınç görünür bir gerçek zamanlı eğri boyunca pürüzsüz bir şekilde yükselir; tıpkı bir ateşli silahla atış yapmak yerine bir kuvvet nehrinde yol almak gibi. |
| Mekanik ve Servo-Elektrik Sistemler | Kuvvet, hareket profillerine ve depolanan/iletilen mekanik enerjiye bağlıdır. Alt ölü noktaya yaklaşıldığında, malzeme tepkisinden bağımsız olarak, bir kez harekete geçildiğinde tepe kuvveti oluşur. Bu, hassas bir şekilde kontrol edilse bile darbe davranışıdır. |
| “Sonsuz Kontrol”ün Sınırları” | Hidrolikler her şeyi bükemez. ~50 mm plaka kalınlığının üzerinde, çoğu standart hidrolik abkant pres yapısal ve pompa sınırlarına ulaşır, bu da tandem veya özel kurulumlar gerektirir. İnce saclar için elektrikli sistemler, tekrarlanabilirlik ve enerji verimliliği açısından genellikle hidroliklerden daha iyi performans gösterir. |
| Hidrolikler Neden Yüksek Mukavemetli Plakalarda Hakimdir? | AR veya HSLA çeliğindeki kırılma, ortalama tonaja değil, ani yükselme kontrolüne bağlıdır. İç yarıçaptaki yerel gerilme çekme sınırlarını aştığında mikro çatlaklar oluşur. Pürüzsüz bir basınç rampası, ani aşırı gerilmeyi azaltır; sabit darbe ise tane yapısını hesaba katmaz. |
| Ramak Kala Uyarı Örneği | Yeni bir AR plaka partisinin test edilmesi sırasında, basınç rampasının ayarlanamaması koçun çok geç yavaşlamasına neden oldu. Basınç, saniyenin çok küçük bir diliminde normal eğrinin 40 ton üzerine çıktı ve tüfek sesi gibi bir çatlama ile sonuçlandı. |
| Temel İçgörü | Kuvvet eğrisini şekillendirmek ani yükselme riskini azaltır. Kontrol olmadan, çeliğin tam olarak bir önceki parti gibi davranacağına güvenirsiniz; bu da 400 tonluk bir yükü tutarken ve koç sadece beklerken silindirin içinde neler olduğu sorusunu akla getirir. |
Yağla dolu, sıkıca kapatılmış ve pistonları aşağı doğru iten iki büyük silindir hayal edin. Pompa akışını artırın ve zımba dirençle karşılaştığında basıncın yükselişini izleyin. Yağ molekülleri hafifçe sıkışır; tıpkı sert bir yay gibi davranacak kadar. Kontrol valfleri akışı kısıtlar veya serbest bırakır, bu da basıncın ne kadar hızlı oluşacağını değiştirir.
Vuruşun ortasında durduğunuzda valfler kapanır. Akış durur. Basınç, sıvı sütunu boyunca eşitlenir. Yağ, gidecek yeri olmadığı için pistonları konumunda tutar. Enerjiyi dönen bir kütle veya gerilmiş mekanik bileşenler olarak değil, hidrolik basınç olarak depolarsınız.
Fark bu.
Bir volan, enerjiyi kinetik olarak depolar. Bir makaralı vida, onu mekanik olarak depolar. Hidrolik yağ ise onu kontrollü basınç olarak depolar. Valfi yavaşça serbest bırakırsanız kuvvet yumuşak bir şekilde boşalır. Hızlıca boşaltırsanız daha keskin bir tepki görürsünüz; ancak bu yine de sadece ataletle değil, sıvı akışıyla yönetilir.
İşte işin pratik kısmı: kirlenmiş yağ, aşınmış keçeler veya yapışkan oransal valfler bu basınç eğrisini bozar. “Sakin nehriniz” türbülanslı hale gelir. İşte hidroliğin avantajını kaybettiği an budur.
Ramak Kala Uyarısı: Tıkalı bir dönüş filtresi, bir keresinde ağır bir bükümde basınç gecikmesine neden olmuştu. Operatör, daha fazla derinlik komutu vererek bunu telafi etti. Valf nihayet tepki verdiğinde, ram aşırı nüfuz etti ve neredeyse parçalı bir kalıp setini eziyordu.
Akışkanlar dinamiği sizin savunmanızdır; ancak yalnızca sıvı sistemi sağlıklıysa ve kurulum doğruysa.
Artık hidroliğin neden duraklayabildiğini, tutabildiğini ve kuvveti şekillendirebildiğini biliyorsunuz. Asıl soru, makinenin tonajı kontrol edip edemeyeceği değildir. Asıl soru, pedala dokunmadan önce kullandığınız çeliğin, kalınlığın, kalıp genişliğinin ve sıcaklığın gerçekte ne kadar gerektirdiğini bilip bilmediğinizdir.
Tezgahta 12 fitlik (yaklaşık 3,6 metre) 3/8 inçlik bir plaka vardı; müşteri çiziminde “A36” yazıyordu. Operatör standart tabloyu aldı: 3 inçlik bir V kalıbında bu uzunluk için yaklaşık 60 ton. Güvenli. Rutin. Sonra değirmen sertifikası geç geldi. A36 değildi. AR400'dü.
Bu tek değişiklik, güzel ve rahat tablo değerinizi alır ve silindirleriniz hiç planlamadığınız bir aralıkta çalışana kadar onu zorlar.
İşte pedala dokunmadan önce bunu nasıl hesaplayacağınız.
Hafif çeliği hava bükme için temel formülle başlayın:
Fit başına tonaj ≈ (K × Çekme Dayanımı × Kalınlık²) / Kalıp Açıklığı
60.000 PSI hafif çelik için çoğu tablo sabiti zaten içinde barındırır. Bu sizin “1.0” malzeme faktörünüzdür. Şimdi çeliği değiştirin, matematik de değişecektir.
AR400, 60.000 PSI çekme dayanımına sahip değildir. Genellikle 180.000 PSI çekme dayanımının üzerindedir ve akma dayanımı partiye bağlı olarak 140.000–160.000 PSI civarındadır. Bu, malzeme faktörünüzün 1.0 olmadığı anlamına gelir. Hafif çeliğe kıyasla 2.5'e daha yakındır.
Yani tablonuz A36“daki bu büküm için 60 ton diyorsa, AR400 ”biraz daha fazlasına" ihtiyaç duymaz. Aynı geometri için 150 ton civarında bir şeye ihtiyaç duyar. Aynı kalınlık. Aynı kalıp. Aynı açı.
Eğer çarpmıyorsanız, oranında eksik tahmin etmiyorsunuz demektir. Makinenizin güvenli bir şekilde tutabileceği hidrolik pencerenin dışına itebilecek bir faktörle yanılıyorsunuz demektir. Ve bu, kalıp genişliğinden bahsetmeden önceki durumdur.
Peki çelikteki tam olarak ne sizi tabloyu çöpe atmaya zorlar?
Bükümden sonraki iç yarıçapa bakın. Dış liflerin gerildiği ve iç liflerin sıkıştığı yer orasıdır. Büküm, çekme dayanımını değil, akma dayanımını aştığınızda başlar. Akma, çeliğin elastik davranmayı bırakıp akmaya başladığı noktadır.
Çoğu genel tonaj tablosu 60.000 PSI çekme dayanımlı hafif çelik etrafında oluşturulmuştur. Bu kalite için tipik bir akma-çekme oranı varsayarlar. 304 paslanmaz ile değiştirirseniz, 90.000 PSI civarında bir çekme dayanımıyla uğraşıyorsunuz demektir. AR400 ile değiştirirseniz, hem çekme hem de akma dayanımı önemli ölçüde artar.
Bu durum önemlidir çünkü gerekli bükme kuvveti, formülde neredeyse doğrudan çekme dayanımı ile doğru orantılıdır. Çekme dayanımını iki katına çıkardığınızda, aynı kalınlık ve kalıp açıklığı için gereken tonajı da kabaca iki katına çıkarmış olursunuz.
Ancak broşürün üstünkörü geçtiği kısım şudur: Birçok operatör sertifikadaki “akma dayanımı 140.000 PSI” ibaresini okur ve çekme dayanımı kısmına 140.000 yazar. Daha da kötüsü, ikisini de görmezden gelir ve yumuşak çelik tablosuna güvenirler. İşin aslında 280 tona ihtiyacı varken sessizce 120 tonluk bir komut vermenizin sebebi budur.
Hidrolik bir abkant presinde basıncın yükselişini izleyebilir ve duraklayabilirsiniz. Mekanik bir presste ise sadece koçun inişini görürsünüz. Her iki durumda da, eğer yanlış hesaplama yaptıysanız, makine sizin iyimserliğinizi umursamaz.
Ramak Kala Uyarısı: Bir keresinde 1,5 malzeme faktörü varsayarak 1/2 inçlik paslanmaz çelik bükmüştük. Parti, teknik özelliklerden daha sert çıktı; 100.000 PSI çekme dayanımına daha yakındı. Operatör, açıyı yakalamak için stroku sonuna kadar zorladı. Basınç, kalıbın dayanım değerini aştı ve bir omzu çatlattı. Kimse yaralanmadı. Pahalı bir ders oldu.
Yani dayanım için gerekli düzeltmeyi yaptınız. Güzel. Şimdi söyleyin bakalım, hangi kalıp açıklığını kullanıyorsunuz ve bunun silindirleriniz içindeki basınç eğrisini nasıl etkilediğini biliyor musunuz?
Aynı 3/8 inçlik AR400 çeliğini ele alalım. Daha dar bir iç yarıçap istediğiniz için 2 inçlik bir V kalıbı seçtiğinizi varsayalım. Tonaj formülü, kalınlığın karesini alır ve kalıp açıklığına böler. V açıklığını yarıya düşürdüğünüzde, gereken kuvveti neredeyse iki katına çıkarırsınız.
Yumuşak çelik hava bükümü için standart uygulama, V açıklığının malzeme kalınlığının yaklaşık 8 katı olmasıdır. Daha dar bir açıklığa (6 kat veya 4 kat) giderseniz, tonaj hızla yükselir. Yüksek dayanımlı levhalarda bu yükseliş doğrusal bir zorluk değildir; hidrolik bir risktir.
İşte tuzak burada: Makineniz 200 ton kapasiteli olabilir. Ancak bu değer, her zaman tüm uzunluk boyunca tam tonaj anlamına gelmez. Esneme ve hidrolik dağılım, baştan sona eşit bir kapasite varsayamayacağınız anlamına gelir. Uzun ve dar bir V kalıbını yüksek dayanımlı çelikle yüklerseniz, kuvveti daha küçük bir temas alanına yoğunlaştırırsınız. Silindirlerdeki basınç bunu telafi etmek için artar.
Eğer 8 katlık bir V kalıbında AR400 için hesapladığınız tonaj 150 ton ise, 6 katlık bir V kalıbına düşmek sizi 200 tonun üzerine çıkarabilir. Kalınlığı değiştirmediniz. Geometriyi değiştirdiniz ve hidrolik sistemi sınırlarına zorladınız.
Ve bir hidrolik silindir maksimum sistem basıncına ulaştığında, sizi nazikçe uyarmaz. Tahliye valfleri ciyaklar. Yükü keçeler üstlenir. Sıkışmış bir valf yüzünden ani bir aşırı penetrasyona (derinliğe) bir adım uzaktasınız demektir.
Ramak Kala Uyarısı: Yeni işe alınan biri, bir keresinde “daha temiz köşeler elde etmek için” 1/2 inçlik HSLA üzerinde 5 katlık bir V kalıbı seçmişti. Atladığı tonaj hesaplaması, 10 fit boyunca abkantın dağıtılmış kapasitesinden daha fazlasına ihtiyacımız olduğunu gösterirdi. Koç durdu, basınç tepe noktasına ulaştı ve operatör geri çekildiğinde parça şiddetle geri yaylandı, neredeyse dengesini bozuyordu.
Strokun ortasında istediğiniz kadar duraklayabilirsiniz. Eğer kalıp seçiminiz, hidrolik sisteminizin sorunsuz bir şekilde sağlayabileceğinden daha fazla tonaj gerektiriyorsa, bir nehri kontrol etmiyorsunuz demektir; bir seli atölye beziyle barajlamaya çalışıyorsunuz demektir.
Belki de "pekala, tonajı düşük tutmak için daha geniş bir kalıpta hava bükümü yaparım" diyorsunuz. Bu her şeyi çözer, değil mi?
Hava bükümü sadece zımba ucu ve kalıp omuzlarına temas eder. Malzeme arada yüzer. Bu, gereken tonajı daha düşük tutar; genellikle tabana oturtma veya ezme (coining) işlemlerinin bir kısmıdır. Bu işlemler, çeliği kalıp açısına ve yarıçapına uymaya zorladığınız için hava bükümünün iki ila dört katı kuvvet gerektirebilir.
Örneğin, 24 mm'lik bir V kalıbında 3 mm'lik yumuşak çelik, hava bükümünde metre başına yaklaşık 20 ton gerektirebilir. Tabana oturtmaya geçerseniz, bu değeri kolayca iki veya üç katına çıkarabilirsiniz. Aynı sac. Aynı kalınlık. Tamamen farklı bir hidrolik talep.
AR400'de hava bükümü tonajı yönetilebilir tutar ancak geri yaylanma 8 ila 10 derece olabilir. Bu durum operatörleri daha derine inerek açıyı yakalamaya teşvik eder ve istenmeyen bir tabana oturtma riskini doğurur. Yeniden hesaplama yapmadan hava bükümünden tabana oturtmaya geçtiğiniz anda, tonaj gereksiniminiz keskin bir şekilde artar.
İşte bu sıçrama, silindirlerin şaşırdığı noktadır.
Eğer yüksek dayanımlı levhalarda gerçekten sıkı toleranslara ihtiyacınız varsa, bazen kontrollü tabana oturtma mantıklı olabilir; ancak sadece daha yüksek kuvveti önceden hesapladıysanız ve hem makine hem de takım değerlerini tutarlı birimlerle doğruladıysanız. Metre başına metrik ton, fit başına kısa ton ile aynı değildir. Bunları karıştırırsanız, bir kalıbın gerçekte olduğundan üç kat daha güçlü olduğunu düşünebilirsiniz.
Hepsine kinetik çekiç muamelesi yaparsanız, pahalı plakalarınızı anlamadığınız bir kuvvet eğrisi üzerinde kumara yatırıyorsunuz demektir.
Hidrolik size gücü durdurma, tutma ve şekillendirme imkanı verir. Ancak hesaplama, bu duruşun 140 güvenli tonda mı yoksa keçeleri parçalayan ve kırılmaya davetiye çıkaran 260 tonda mı gerçekleşeceğine karar verir. Bu da ustalaşmanız gereken bir sonraki disipline doğrudan yol açar: doğru tonajı bildiğinizde, hedefi aşmadan tam olarak yakalamak için koçu ve basıncı nasıl sıralarsınız?
Bunu zor yoldan öğrendiğimde 250 tonluk mekanik bir abkant presin başındaydım. Derinliği ayarlarsınız, pedala basarsınız ve koç bir giyotin gibi düşerdi. Duraklama yok. Ayar yok. Eğer açıyı tutturamazsanız, sonuçlarına katlanırdınız.
Hidrolik bir abkant presin bu şekilde davranması gerekmez.
Tonajı hesapladınız. Kalıp açıklığınızı biliyorsunuz. Güzel. Şimdi asıl soru şu: Valfiniz ayağınızdan yarım saniye geride kaldığı için 20 ton aşım yapmadan 180 tonu çeliğin içinden nasıl geçirirsiniz?
İnç cinsinden strok ile düşünmeyi bırakıp akış hızı ve basınç artışı ile düşünmeye başlamalısınız. Hidrolik bir abkant pres bir nehir gibidir. Sadece kıyıyı değil, akıntıyı da kontrol edin.
8× V kalıpta 1/2 inç AR400 bükümü yaparken bir dahaki sefere basınç göstergesini izleyin. Hareketin ilk iki inçi mi? Neredeyse hiç yük yok. Sadece boşluğu kapatıyorsunuz. Sonra zımba levhayı öper. Elastik deformasyon başladığında basınç keskin bir şekilde değil, istikrarlı bir şekilde yükselmeye başlar. O eğri, kontrolünüzün nerede önemli olduğunu size söyler.
Ayarlayın malzemenin 0,200 inç üzerine kadar hızlı bir yaklaşma hızı. Havayı hızla boşaltın; hiçbir şeyi sıkıştırmadan çevrim süresini boşa harcamayın.
Düşürün temas öncesinde kontrollü bir sıkıştırma hızına. Belirgin bir düşüşü severim; üretken kalacak kadar hızlı, oransal valflerin yetişebileceği kadar yavaş. Kapalı döngü sistemler milisaniyeler içinde düzeltme yapar ancak valfin yine de fiziksel bir tepki süresi vardır. Temasa tam hızla giriyorsanız, kontrolör dünkü hataya tepki veriyordur.
Mekanizma şudur: Hidrolik basınç, çelik kötü olduğu için yükselmez. Akışkan neredeyse sıkıştırılamaz olduğu ve direnç aniden arttığında silindirleriniz hala yüksek oranda akış sağladığı için yükselir. Direnç artmadan önce akışı yavaşlatın, basınç rampası yumuşayacaktır. Kuvvet eğrisine çarpmak yerine onu şekillendirmiş olursunuz.
Geçin tonaj hedefin –40'ını geçtiğinde presleme hızına. Yüksek mukavemetli levhanın karşı koymaya başladığı yer burasıdır. Koçu paralel tutun. Modern senkronizasyon sistemleri metre başına ±0,01 mm hassasiyeti koruyabilir ancak bu sadece her iki silindir de dengeli akış görürse mümkündür. Çok agresif bir hız komutu verdiğiniz için bir taraf geride kalırsa, büküm yapmıyorsunuz demektir; büküyorsunuz (eğiyorsunuz).
Ramak Kala Uyarısı: Yeni bir operatör, 3/4 inç HSLA üzerinde temasa kadar yaklaşma hızını yüksek bırakmıştı. Koç çarptı, basınç aşıldı ve sağ silindir düzeltmeden önce 0,3 mm geride kaldı. Parça kavis aldı, zımba kırıldı ve bu olduğunda elleri hala kalıp alanında çapak temizliyordu. Hızlı stroklar tepki süresini çalar.
Programlayın kontrollü bir dönüş hızını da. Geri akış bir sonradan düşünülmüş bir şey değildir. Eğer yukarı strok çok sert geri teperse, koç sıçramasına neden olursunuz. Bu sıçrama bir sonraki çevrimde tutarsız derinlik olarak ortaya çıkar ve aniden, aslında hiç sorun olmayan derinlik ayarlarıyla açıyı kovalamaya başlarsınız.
Böylece stroku sıraladınız. Aşım yapmadan hedef tonaja ulaşıyorsunuz. Şimdi çelik gevşiyor ve üç derece açılıyor. Onu daha derine mi zorlarsınız yoksa olduğu yerde mi tutarsınız?
1/2 inçlik bir AR400 parçasını havada 90 derece bükün. Basıncı serbest bırakın. 97 dereceye açılır. Bu yedi derecelik fark elastik geri dönüşümdür; yani yükü kaldırdığınız anda çeliği terk eden depolanmış enerjidir.
Çoğu operatör bir sonraki vuruşta daha derine dalar. Daha fazla derinlik. Daha fazla kuvvet. Serbest bırakıldığında 90 derece olmasını umar.
Duraklayın bunun yerine alt ölü noktada kontrollü basınçla bekleyin. Uzun bir kahve molası değil; sabit tonaj altında yarım saniye ile bir saniye arası. Fiziksel olarak ne olur? Mikro akmanın, hemen geri yaylanmak yerine kalınlık boyunca dağılmasına izin verirsiniz. Basınç sabit kalır; malzemenin iç gerilimi yeniden dağılır.
Ancak broşürlerin üstünden geçtiği kısım şudur: bekletme bir sihir değildir. Eğer zaten makine kapasitesinin 'indeyseniz, statik bir bekletme yağda ısınmaya ve kalıp omuzlarında lokalize gerilime neden olabilir. Sürekli ve iyi şekillendirilmiş bir basınç, tekrarlanan ağır bekletmelerden daha güvenlidir.
Kullanın bekleme süresini, yaklaşma ve pres hızlarını ayarladıktan sonra ince bir ayar olarak kullanın; kötü geometri veya yanlış hesaplanmış tonaj için bir destek olarak değil.
Modern açı düzeltme, strok ortasında ayar yapabilir. Sığ kaldığınızı görür ve biraz daha derinlik komutu verir. Makine bunu yapabilir. Ona ne zaman güveneceğinize dair karar sizindir. Eğer düzeltme, alt noktaya yakın ani bir artış gerektiriyorsa, geri çekilip basınç rampasını yeniden programlamak, en kötü anda daha sert vurmasına izin vermekten daha iyidir.
Ramak Kala Uyarısı: Bir keresinde, 0,7 saniyelik bekleme süresi eklemek yerine derinlik ekleyerek kalın paslanmaz çelikteki geri yaylanmanın peşinden koştuk. Operatör istemeden kalıp açısına kadar dibe vurdu. Tonaj anında iki katına çıktı. Tahliye valfi çığlık attı ve parça serbest bırakıldığında geri tepti, neredeyse ön kolunu arka dayamaya sıkıştırıyordu.
Peki aşırı bükme ne zaman mantıklıdır? Daha yüksek tonaj talebinin makine ve takım sınırları içinde kaldığını doğruladığınızda ve basınç rampanız alt noktada sisteme şok yaşatmayacak kadar pürüzsüz olduğunda.
Bu da yeni işe alınanların çoğu, parçalar uçlarda ortadakinden farklı açılar ölçmeye başlayana kadar görmezden geldiği bir konuyu gündeme getiriyor.
10 fitlik 3/8 inçlik yüksek mukavemetli plakayı yükleyin ve üzerine 160 ton basın. Tabla esneyecektir. Kötü yapıldığı için değil, çelik yük altında büküldüğü için. Merkez birkaç binde bir inç sarkar. Bu, ortada daha az penetrasyon, daha fazla açı demektir.
Tonajı mükemmel bir şekilde hesaplayıp yine de gülümseme şeklinde bir büküm elde edebilirsiniz.
Ölçün bombelemeye dokunmadan önce bir test parçasını her iki uçtan ve merkezden ölçün. Tahmin etmeyin.
Ayarlayın mekanik veya hidrolik bombelemeyi kademeli olarak yapın; sadece hesaplanan tonajınızdaki beklenen esnemeyi karşılayacak kadar. Bombeleme, tablayı yukarı doğru önceden yükler, böylece tam kuvvet altında düzleşir.
Mekanizma şudur: bombeleme olmadan silindirleriniz eşit kuvvet uygular, ancak çerçeve geometrisi temas basıncını dengesiz bir şekilde yeniden dağıtır. Hidrolik sistem mikron seviyesinde senkronize olabilir, ancak yapının kendisi esniyordur. Yayı gibi bükülen bir çerçevenin içinde sıvıyı mükemmel bir şekilde kontrol ediyorsunuz.
Burada önleyici kontroller önemlidir. Her birkaç yüz çevrimde bir ram hizalaması yapın. Valflerin tutarlı tepki vermesi için temiz yağ kullanın. Valf arızalarının yüzde sekseni kirlenmeye dayanır. Paralellikten birkaç binde bir inç saparsanız, güzel basınç profiliniz yan yana tutarsız açılar üretir.
Ramak Kala Uyarı: Uzun bir HSLA serisinde, CNC'nin “bunu halledeceğini” varsayarak bombeliği görmezden geldik. Merkez açıları iki derece açık çıktı. Operatör, ekstra derinlikle telafi etti. Uçlar fazla büküldü, merkez hala sığ kaldı ve bir parça, stresin zirve yaptığı iç yarıçap boyunca çatladı.
Hidrolik hassasiyet, yalnızca altındaki yapı ayarlandığında ve strok boyunca izlenen sıra bilinçli olduğunda karşılığını verir.
180 tonluk bir güç komutu verebilirsiniz. Makine size bunu sağlayacaktır. Asıl beceri; ne kadar hızlı yaklaşacağınıza, basıncın ne kadar nazikçe artacağına, ne zaman bekleyeceğinize ve kuvvetin bir çekiç darbesi yerine sabit bir nehir gibi hareket etmesi için tablaya ne kadar ön yükleme yapacağınıza karar vermektir.
Peki ya nehir uzun bir vardiya boyunca sıcaklığını değiştirirse; yani yağ incelir ve tepki süresi kayarsa, dikkatlice programladığınız o sıraya ne olur?
Kuvvet nehrinin vardiyanın ortasında ısınması durumunda ne olacağını sormuştunuz.
İşte olan şey: Sabahki 90 dereceniz saat üçte 92 dereceye dönüşür ve kimse programa dokunmamıştır.
Hidrolik yağ sadece bir yağlayıcı değildir. Servo valfiniz ile 180 tonluk koç arasında iletim ortamıdır. Başlangıçta soğukken viskozite daha yüksektir; sıvı daha kalındır, valf deliklerinden daha yavaş geçer ve silindir tepkisi biraz gecikir. Makine çalıştıkça yağ incelir. Aynı valf komutu artık daha fazla sıvıyı daha hızlı hareket ettirir. Bu durum, strokun alt kısmında basıncın ne kadar hızlı oluştuğunu ve sistemin, geri esnemeyi kontrol etmek için dikkatlice programladığınız o yarım saniyelik duraklama sırasında tonajı ne kadar sıkı tuttuğunu değiştirir.
Konum ölçeği hala ±0,01 mm değerini okuyor olabilir.
Ancak sizi oraya ulaştıran basınç eğrisi kaymıştır.
Ve bu, çeliğin farklı bir baskı hissettiği anlamına gelir.
Yıllar önce 250 tonluk mekanik bir abkant presindeydik ve kayma, aşınmış bağlantı parçaları anlamına geliyordu. Hidrolik sistemlerde ise kayma genellikle ısı anlamına gelir.
Güne 20 derecelik (68°F) yağ ile başlayın. Yaklaşma hızınız keskindir ancak hafifçe sönümlenmiştir; basınç yumuşak bir eğimle artar. Öğleden sonra, yoğun çalışma altında yağ sıcaklığı 10-15 derece (20-30°F) yükselir. Viskozite düşer. Servo valfler daha hızlı tepki verir. Koç aynı derinliğe ulaşabilir ancak basınç, hareketin son birkaç milimetresinde daha erken oluşur. Bu daha erken basınç artışı, sabit tonaj altındaki etkili bekleme süresini azaltır; çünkü çelik, daha dik bir eğri altında akmaya başlar.
Yani dikkatlice ayarladığınız yarım saniyelik bekleme süresi artık aynı yarım saniye değildir.
Buna şunu da ekleyin: Tabla ısınır. Kalın sac ısınır. Hatta atölye havası bile sabah ile öğleden sonra arasında değişir. Çeliğin akma dayanımı sıcaklıkla birlikte hafifçe değişir ve geri esneme de bunu takip eder. Artık sadece yağla uğraşmıyorsunuz. Tüm atölyeyi etkileyen termal bir zincirleme reaksiyonun açınızı bir veya iki derece açıp kapattığını izliyorsunuz.
Bu operatör hatası değildir.
Bu, sıvının davranışının sıranızı yeniden yazmasıdır.
Ramak Kala Uyarı: Bir keresinde uzun bir AR400 serisinde yükselen yağ sıcaklıklarını görmezden geldik ve kayan açık açıyı yakalamak için 0,2 mm derinlik eklemeye devam ettik. Altıncı saatte yağ sıcaktı, tepki keskindi ve bir döngü beklenenden daha sert bir şekilde tabana çarptı; basınç erken yükseldi, parça serbest bırakıldığında geri fırladı ve operatörün eli hala açıyı kontrol etmek için flanşın üzerindeydi.
Peki sen ne yapıyorsun?
Nihai derinliği ayarlamadan önce makineyi bilinçli bir şekilde ısıtın. Sadece parça açısını değil, yağ sıcaklığını da izleyin. Alt ölü noktaya yakın yerlerde bıçak sırtı ani yükselişler yerine, küçük tepki değişikliklerini tolere edebilen basınç rampaları programlayın. Eğer makinenizde soğutma sistemi varsa, bakımını ihmal etmeyin; tıkalı soğutucular, hassas sistemleri öğleden sonraya kadar tahmin yürütme oyununa dönüştürür.
Çelikle savaşmıyorsunuz.
Nehrin sıcaklığını yönetiyorsunuz.
Şimdi “Pekala. Yavaşlatırım. Stabil tutarım.” diyeceksiniz.”
İyi bir içgüdü.
Daha yavaş yaklaşma ve pres hızları, birim zamanda daha az ısı üretir. Daha az ısı, daha tutarlı viskozite demektir. Daha tutarlı viskozite, valf zamanlamanızın ve basınç rampalarınızın sabah saat 8'de programladığınıza daha yakın davranması anlamına gelir. Ancak daha yavaş çevrimler, saatte daha az parça demektir. Kağıt üzerinde bu, kaybedilmiş üretkenlik gibi görünür.
Ancak broşürlerin üstünü kapattığı kısım şudur: Öğleden sonra açılar kaydığı için üç levha yüksek mukavemetli plakayı hurdaya ayırmak, bir çevrimden iki saniye kısmaktan daha maliyetlidir.
Isı, akış ve dirençten gelir. Dar valf açıklıklarından geçen yüksek akış, sıcaklığı artırır. Hızlı çevrimler, bu ısıyı tankın ve soğutucunun atabileceğinden daha hızlı biriktirir. Tüm sabah tam gaz çalışırsanız, kısa vadeli verimi uzun vadeli istikrarsızlıkla takas ediyorsunuz demektir.
Hepsine kinetik çekiç muamelesi yaparsanız, pahalı plakalarınızı anlamadığınız bir kuvvet eğrisi üzerinde kumara yatırıyorsunuz demektir.
Bazen en üretken hamle, ram hızını yüzde 10 düşürmek ve yağı stabil aralığında tutmaktır; böylece ilk parçanız ile ellinci parçanız, derinliği sürekli kovalamak zorunda kalmadan birbirini tutar.
Peki, yavaşlamak size çok mu pahalıya mal oluyor?
Yoksa termal sapma size zaten daha mı fazlasına mal oluyor?
| Bölüm | İçerik |
|---|---|
| Başlık | Hız ve Güç Paradoksu: Daha yavaş çevrim süresi size çok mu pahalıya mal oluyor? |
| İlk Tepki | “Pekala. Yavaşlatırım. Stabil tutarım.” |
| Anlık İçgörü | Daha yavaş yaklaşma ve pres hızları, birim zamanda daha az ısı üretir. Daha az ısı, daha tutarlı viskozite demektir. Daha tutarlı viskozite, valf zamanlamasını ve basınç rampalarını programlanan ayarlara daha yakın tutar. |
| Algılanan Dezavantaj | Daha yavaş çevrimler, saatte daha az parça demektir ki bu da kağıt üzerinde kaybedilmiş üretkenlik olarak görünür. |
| Gizli Maliyet | Açı sapması nedeniyle üç levha yüksek mukavemetli plakayı hurdaya ayırmak, çevrim başına iki saniye tasarruf etmekten daha maliyetli olabilir. |
| Isının Kök Nedeni | Isı, akış ve dirençten kaynaklanır. Dar valf açıklıklarından geçen yüksek akış sıcaklığı artırır. Hızlı döngüler, ısıyı tankın ve soğutucunun dağıtabileceğinden daha hızlı biriktirir. |
| Operasyonel Risk | Tüm sabah boyunca tam hızda çalışmak, kısa vadeli verimliliği uzun vadeli istikrarsızlıkla takas etmektir. |
| Mekanik Yanılgı | Makinelere kinetik çekiçler gibi davranmak, kötü anlaşılan bir kuvvet eğrisi üzerinde pahalı plakaları riske atar. |
| Pratik Öneri | Ram hızını %1 azaltmak, yağı kararlı bir aralıkta tutarak derinlik ayarı yapmadan ilk parça ile ellinci parça arasında tutarlılık sağlayabilir. |
| Kapanış Sorusu | Daha yavaş çalışma gerçekten size daha mı pahalıya mal oluyor, yoksa ısıl kayma zaten size daha mı pahalıya mal oluyor? |
Elektrikli servo frenlerde incelmesi gereken yağ yoktur.
Bu onların temiz avantajıdır.
Servomotorlarla tahrik edilen vidalı miller, akışkanın yaptığı gibi sıcaklıkla “nefes almaz”. Komut ve hareket arasında viskozite değişkeni olmadığı için konum tekrarlanabilirliği daha hassas olabilir. Yüksek toleranslı, ince malzeme işleri için bu ısıl kararlılığa karşı çıkmak zordur.
Ancak elektrikli sistemler, iyi ayarlanmış kapalı döngü basınç kontrollü bir hidroliğin ağır yük altında sağlayabileceği orta strok tonaj şekillendirmesini size vermez. Kalın, yüksek mukavemetli plakaları bükerken durmanız, beklemeniz ve kalıp omuzlarını şoka uğratmadan geri esnemeyi yönetmek için tonajı dinamik olarak ayarlamanız gerektiğinde, akışkan gücü size hala daha geniş bir kontrol penceresi sunar.
Hibritler aradaki farkı kapatmaya çalışır; elektrikli tahrik ile hidrolik kuvvet üretimi. Isıyı bir miktar azaltır, tepkiyi sıkılaştırırlar ancak akışkan fiziğini ortadan kaldırmazlar. Yağ hala ısınır. Viskozite hala değişir. Eğer yoğun çalışıyorsanız hala soğutmaya ve izlemeye ihtiyacınız vardır.
Yani hayır, sizi kuvvet iletimi hakkında düşünmekten kurtaracak sihirli bir makine yok.
Sadece şu soru var: İşiniz hangi seviyede bir kontrol gerektiriyor ve seçtiğiniz sistemle birlikte gelen fiziği yönetiyor musunuz?
Çünkü ister tamamen elektrikli ister hidrolik olsun, hassasiyeti yan paneldeki doğru markaya sahip olarak elde edemezsiniz.
Onu, enerjinin makine içinde nasıl hareket ettiğini ve bu enerji ısındığında nelerin değiştiğini anlayarak elde edersiniz.
Açı göstergede belirdikten sonra onu kovalamak yerine, ısıl kaymayı telafi eden tekrarlanabilir bir süreç istiyorsunuz.
Güzel.
“Bu abkant pres kaç ton?” diye düşünmeyi bırakın ve “Çelik direnç göstermeye başladığında, o tonajı ne kadar hassas bir şekilde şekillendirebilir ve dengeleyebilirim?” diye düşünmeye başlayın. Çünkü yağ sıcaklığı, tabla sıcaklığı ve malzeme sıcaklığı değişmeye başladığında, artık sadece bir pozisyon programlamıyorsunuz; canlı bir kuvvet sistemini yönetiyorsunuz.
Bu değişim ilk bakışta fark edilmez çünkü makine ekranda hala hedeflenen derinliğe ulaşır.
Bir alıcının “300 tonluk bir makine bakıyoruz” dediğini duyduğumda, onun hala bir çekiç aradığını anlarım.
Farklı bir soru sorun: Bu iş ne kadarlık bir kontrol aralığı gerektiriyor?
Geniş bir kalıpta 1/8 inçlik yumuşak çeliği ±1 derece toleransla mı büküyorsunuz? Tekrarlanabilir bir alt pozisyona ve iyi bir arka dayama hassasiyetine ihtiyacınız var. Kuvvet eğrisi kaba olabilir ve yine de sonuç alırsınız. Sabit stroklu mekanik bir pres, hızlı ve ucuz bir şekilde bu işi tüm gün yapabilir.
Şimdi ise 3/4 inçlik yüksek mukavemetli düşük alaşımlı (HSLA) çeliği dar toleranslarla bükmeyi veya yağ sıcaklığındaki 10 derecelik bir artışla geri esnemenin (springback) değiştiği aşınmaya dayanıklı (AR) plakaları düşünün. Aniden yaklaşma hızını yavaşlatmanız, son 5 mm'de basıncı kademeli artırmanız, yük altında beklemeniz ve geri esnemeyi kontrol altına almak için serbest bırakmadan önce tonajı ayarlamanız gerekir. Bu, akışkan davranış yönetimidir. Eğer makinenizin mimarisi, yağ incelirken sabit basıncı koruyamıyorsa, “300 ton” ifadesi sadece yan tarafa yazılmış bir sayıdan ibarettir.
Ramak Kala Uyarısı: Bir keresinde yeni bir süpervizör, kalın su verilmiş plakalar için “daha fazla tonaj daha güvenlidir” diyerek yüksek tonajlı mekanik bir pres sipariş etmişti. Sıcak bir öğleden sonra yapılan ilk çalışmada, sabit strok tam yüke çok hızlı ulaştı, strok ortasında düzeltme yapmak mümkün olmadı ve parça büküm hattı boyunca mikro çatlaklar oluşturdu. Görsel kontrolden geçti ancak kullanım sırasında başarısız oldu. Makinenin gücü eksik değildi, kontrolü eksikti.
Bu yüzden ilk bakış açınız makine tipi olmamalı.
Gereken kuvvet kontrol bant genişliği olmalı.
İşi üç sütun halinde yazın: kalınlık, tolerans, hata sonucu.
Kalınlık size temel tonajı söyler. Tolerans, kuvvet pencerenizin ne kadar dar olduğunu gösterir. Sonuç ise, hurda maliyeti felakete dönüşmeden önce ne kadar ısıl sapmaya tahammül edebileceğinizi belirtir.
Geniş toleranslı, düşük riskli parçaları yüksek hacimde üretiyorsanız, mekanik hız kazanabilir. Daha hızlı çevrimler, daha az sermayenin bağlanması demektir. Çelik buna izin verdiği için kaba bir kuvvet eğrisini kabul edersiniz.
Ancak broşürlerin üstünü kapattığı kısım şudur: Tolerans daraldığında veya risk arttığında — yapısal parçalar, aşınma plakaları, çatlak bir büküm hattının gerçek paraya mal olduğu her durumda — değer, çevrim süresinden kontrol edilebilirliğe kayar. Kapalı döngü basınç kontrolüne sahip bir hidrolik sistem, nehri şekillendirmenize olanak tanır: derinliği kovalamak yerine basınç set değerlerini değiştirerek rampa hızını ayarlayın, yük altında bekleyin ve yağ sıcaklığını telafi edin.
Elektrikli servo sistemler yağı denklemden çıkarır, bu da daha ince saclarda ısıl kararlılığa yardımcı olur. Ancak yüksek mukavemetli plakalarda derinlere indiğinizde ve ağır yük altında strok ortasında tonaj şekillendirmeye ihtiyaç duyduğunuzda, ısıyı ve akışı bilinçli bir şekilde yönettiğiniz sürece akışkan gücü size daha geniş bir ayar penceresi sunar.
Yani mimariyi tonaja göre değil,.
Çeliğin sizi ne kadar şaşırtmasına izin verdiğinize göre eşleştirirsiniz.
Şimdi asıl sorunuza gelelim: Tepki vermek yerine telafi eden bir süreci nasıl inşa edersiniz?
Makineyi donatın. Yağ sıcaklığını her vardiyada izleyin. İlk numune onayında açıyı, derinliği ve basıncı kaydedin. Kabul edilebilir açı aralığını bir sıcaklık bandına bağlayın. Yağ bu bandın dışına çıktığında, önce alt derinliği değil, basınç rampasını veya bekleme süresini ayarlayın. Bu, kuvvet eğrinizi sabit tutar; kalıbın içine daha fazla girip bükme yarıçapını değiştirmekten kaçınmanızı sağlar.
Kasıtlı ısınma döngüleri programlayın. Nihai derinliği kilitlemeden önce hidrolik sistemi çalışma sıcaklığına getirin. Önce kararlılık, sonra üretim.
Hızı standartlaştırın. Sabahları maksimum akışla hız yapmaktan ve öğleden sonraları yavaşlamaktan kaçının. Akış hızı ısıyı tetikler. Isı, viskoziteyi tetikler. Viskozite, basınç tepkisini değiştirir. Her saat farklı bir termal girdiyle tekrarlanabilir bir kuvvet eğrisine sahip olamazsınız.
Operatörleri sadece açı sonucuna göre değil, basınç davranışı açısından düşünmeleri için eğitin. Bir açı açıldığında şunu sorun: Yağ sıcaklığı yükseldi mi? Basınç daha erken oluştuğu için bekleme süresi fiilen kısaldı mı? Bu zihniyet, sorun gidermeyi tahmin yürütmekten çıkarıp fiziksel bir sürece dönüştürür.
Yanınızda taşıyacağınız tek bir şey var: Bir abkant presin kaç ton olduğunu sormayı bırakın ve çelik direnmeye başladığında bu tonajı ne kadar hassas bir şekilde kontrol edebileceğinizi sormaya başlayın.
Çünkü makineyi kinetik bir çekiç yerine kontrol edilebilir bir kuvvet nehri olarak gördüğünüzde, satın alma, programlama ve çalıştırma dahil her karar şekil değiştirir.


















