

شاهدت لوحة AR400 بسماكة 1 بوصة تنقسم بصوت يشبه طلقة بندقية.
كنا على مكبح ميكانيكي بقدرة 250 طن. العجلة الطائرة تدور. القابض مُشغّل. الكباس هبط. المشغل تعامل معه مثل أي انحناء آخر قام به من قبل—ضبط مقياس الخلفية، ضغط على دواسة القدم، ودع الآلة تقوم بعملها. الضربة جاءت بقوة، وصلت إلى القاع بسرعة، ولم يستسلم اللوح بشكل متساوٍ. انكسر على طول نصف القطر الداخلي. ستة آلاف دولار من الفولاذ تحولت إلى خردة في أقل من ثانيتين.
ظل يقول، “لكنها مُصنفة للقدرة.”
هذه هي الجملة التي تؤدي إلى إصابة الأشخاص.
ربما قيل لك من قبل أن مكبح الضغط مجرد طية معدنية مع عضلات أكثر. ضعها في الموضع. اضربها. اثنها. كرر.
يعمل ذلك بشكل جيد عندما تطوي فولاذ خفيف بسماكة 11 معيار طوال اليوم.
لكن في اللحظة التي تنتقل فيها إلى ألواح عالية القوة—AR400، هاردوكس، فولاذ مُصلب ومُسكّى—فأنت لا تطوي الورق بعد الآن. أنت تُجبر مادة ذات ليونة منخفضة وقوة خضوع عالية على التشكل بدون تشقق. هذه ليست عملية “اضرب وامضِ”، بل تشوه بلاستيكي مضبوط تحت الحمل.
تختلف الآلات في طريقة إيصالها لهذا الحمل بشكل كامل. بعضها يضرب. بعضها يدفع. بعضها يضغط ويتيح لك الإحساس بما يحدث أثناء الضربة.
إذا تعاملت معها جميعًا كأنها مطارق حركية، فأنت تراهن على ألواح باهظة الثمن اعتمادًا على منحنى قوة لا تفهمه حتى.
إذن ما الذي يحدث فعليًا داخل كل نوع من المكابح عندما يبدأ الكباس بالهبوط؟
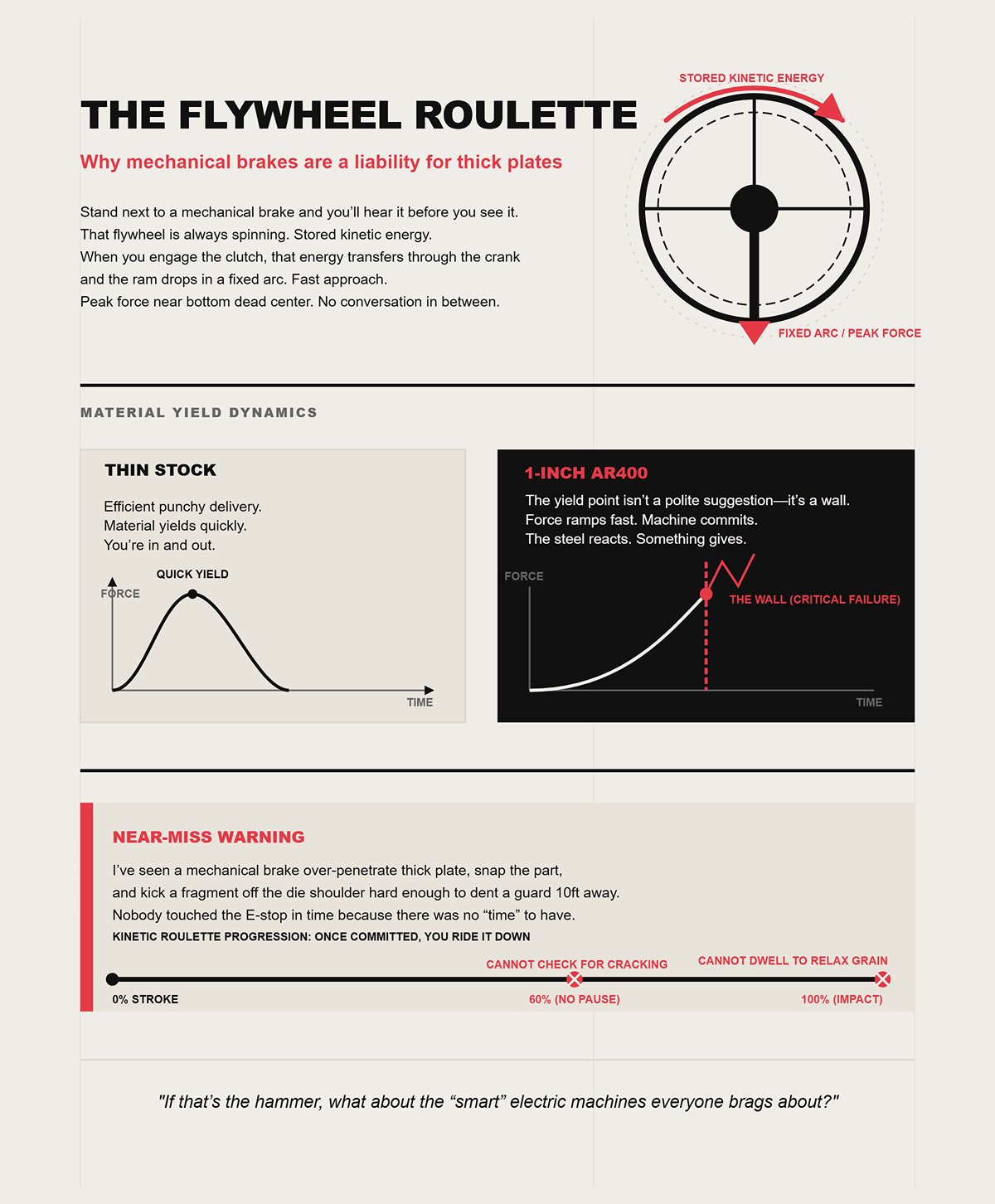
قف بجانب مكبح ميكانيكي وستسمعه قبل أن تراه. العجلة الطائرة دائمًا تدور. طاقة حركية مخزنة. عندما تشغل القابض، تنتقل تلك الطاقة عبر العمود المرفقي ويهبط الكباس في قوس ثابت. اقتراب سريع. أقصى قوة قرب مركز القاع. لا يوجد “حوار” في الوسط.
على المواد الرقيقة، هذا الأسلوب القوي فعال. المادة تستسلم بسرعة. تدخل وتخرج.
على AR400 بسماكة 1 بوصة، نقطة الخضوع ليست اقتراحًا مهذبًا—إنها جدار. عندما يضرب الكباس، ترتفع القوة بسرعة. إذا كان فتحة القالب غير دقيقة قليلاً، أو نصف القطر الداخلي ضيق جدًا، فلن تحصل على فرصة للتدرج في الانحناء. الآلة تلتزم. الفولاذ يتفاعل. شيء ما ينكسر.
تحذير من قرب وقوع حادث: رأيت مكبح ميكانيكي يخترق اللوح السميك أكثر من اللازم، يكسر القطعة، ويقذف جزءًا من الكتف العلوي للقالب بقوة تكفي لبعثرة الحاجز على بعد عشرة أقدام. لم يتمكن أحد من الضغط على زر الإيقاف الطارئ في الوقت المناسب لأنه لم يكن هناك “وقت” كافٍ لذلك.
مع المكبح الميكانيكي، بمجرد التزام الكباس، فأنت ترافقه نزولًا. لا يمكنك التوقف عند ضربة 60% للتحقق من وجود تشققات. لا يمكنك البقاء تحت الحمل لترك بنية الحبوب تسترخي. إنها روليت حركي.
إذا كان هذا هو المطرقة، ماذا عن الآلات “الذكية” الكهربائية التي يتفاخر بها الجميع؟

لقد عملت على مكابح كهربائية بالسيرفو يمكنها التكرار بدقة الميكرون على الفولاذ المقاوم للصدأ خفيف السماكة. آلات جميلة. الكباس ينزلق على مسامير دحرجة، والمحركات تهمس بدلًا من ضخات الزيت المزعجة. انحنِ إطار كرسي في عشر ثوانٍ. الهيدروليكي بجانبها يستغرق خمس عشرة ثانية. في أعمال الصفائح عالية الإنتاج، هذا الفرق يدفع الرواتب.
لكن هنا الجزء الذي يغفل عنه الكتيب.
تكون مسامير الأسطوانة وأنظمة الدفع المباشر في أفضل حالاتها تحت الأحمال المعتدلة. إذا دفعتها نحو 150 طنًا أو أكثر، فأنت تطلب من مكوّنات دقيقة أن تمتص صدمات قوية. الأنظمة الكهربائية لا تحتوي على سائل لامتصاص ارتفاع القوة المفاجئ. لديها أجزاء ميكانيكية تتآكل — أجزاء باهظة الثمن.
يمكنك بالتأكيد ثني الفولاذ الإنشائي على مكبح كهربائي ضمن قدرته المحددة. لكن مع زيادة السمك وارتفاع الحمولة، تتوقف ميزة الماكينة — السرعة وقابلية التكرار — عن كونها القصة الكاملة. تصبح محدودًا الآن بمدى القدرة على تحمل الحمل المستمر دون تسريع التآكل أو فقدان التحكم السلس الذي دفعت ثمنه.
تحذير من قرب وقوع حادث: شاهدت ورشة تدفع مكبحًا كهربائيًا إلى حد طاقته القصوى مع صفيحة سميكة؛ توقف الكباس في منتصف المشوار بسبب حماية من التحميل الزائد، تاركًا القطعة نصف مُشكّلة وغير مستقرة داخل القالب. قام العامل بمد يده ليقوم بـ “مساعدتها” على الاستقرار قبل أن يُعاد ضبط النظام.
تتفوق الأنظمة الكهربائية حيث تهيمن الدقة وزمن الدورة. حوامل الطيران. الأغطية الطبية. ألواح السيارات. هذا ليس معظم أعمال الصفائح الثقيلة.
إذن إذا كان الميكانيكي يصدم والكهربائي يجهد عند الحد الأعلى، فهل هذا يعني أن الإجابة ببساطة هي “اشترِ قدرة طنّية أكبر”؟
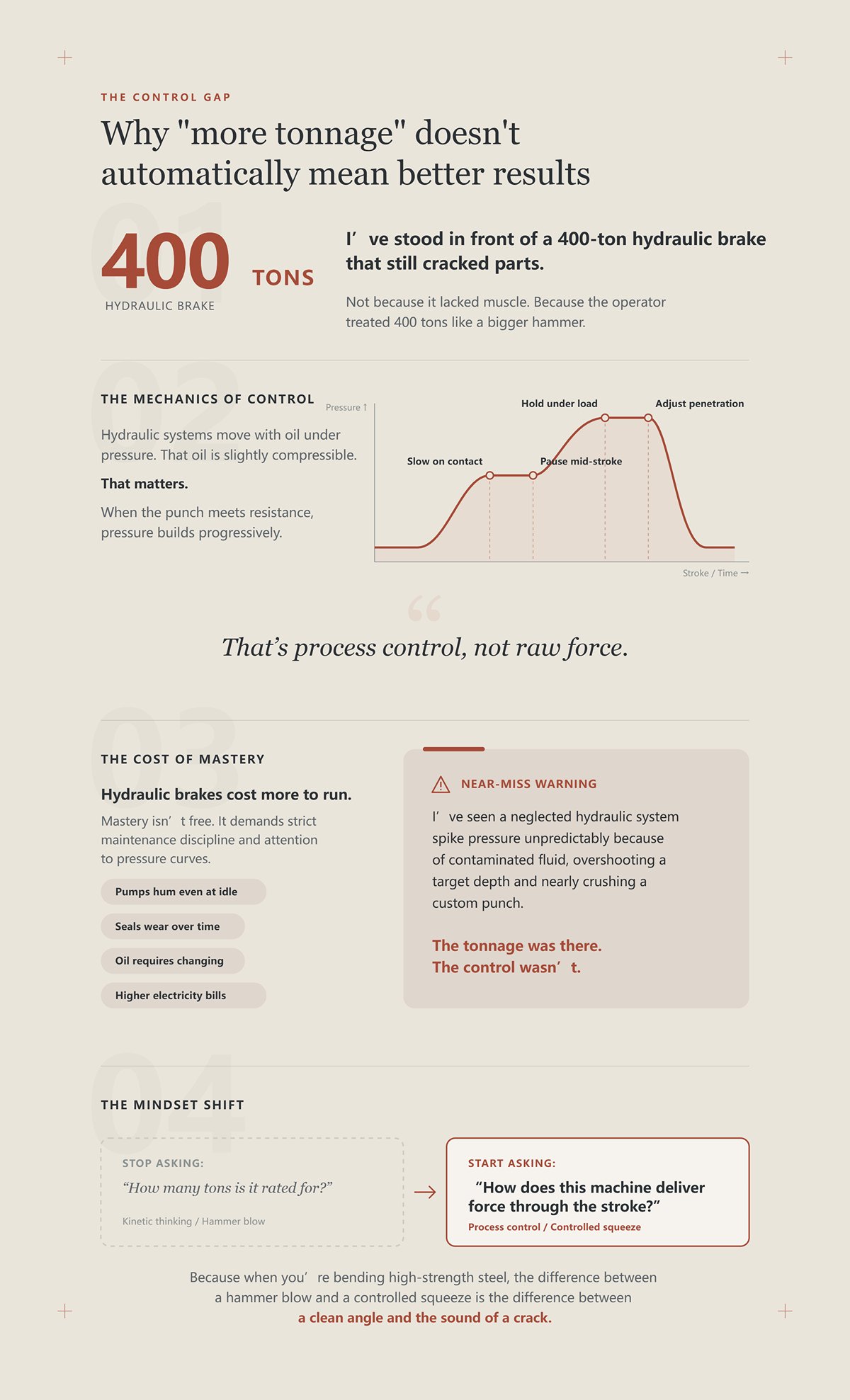
وقفت أمام مكبح هيدروليكي بقدرة 400 طن ومع ذلك كسر الأجزاء.
ليس لأنه يفتقر إلى القوة. بل لأن المشغّل تعامل مع الـ 400 طن وكأنها مجرد مطرقة أكبر.
تعمل الأنظمة الهيدروليكية بواسطة الزيت تحت الضغط. هذا الزيت قابل للضغط قليلًا. وهذا مهم. عندما يلتقي القالب بالمقاومة، يتزايد الضغط تدريجيًا. يمكنك إبطاء الكباس عندما يلامس المادة. يمكنك التوقف منتصف المشوار. يمكنك الثبات تحت الحمل ومشاهدة الانحناء يتكوّن. يمكنك ضبط الاختراق للتحكم في الارتداد المرن — ذلك التعافي الذي يحاول فتح الزاوية بعد التحرير.
هذا هو التحكم في العملية، وليس القوة الخام.
وهنا الجزء الذي يغفله معظم الموظفين الجدد: المكابح الهيدروليكية تكلف أكثر في التشغيل. المضخات تعمل حتى عند الخمول. تتآكل الأختام. يجب تغيير الزيت. فواتير الكهرباء أعلى من الآلات الكهربائية التي تُطفأ بين الدورات. الإتقان ليس مجانياً. يتطلب الانضباط في الصيانة والانتباه لمنحنيات الضغط.
تحذير من قرب وقوع حادث: رأيت نظامًا هيدروليكيًا مهملًا يرفع الضغط بشكل غير متوقع بسبب سائل ملوث، متجاوزًا عمق الهدف وكاد أن يسحق قالبًا مخصصًا. القوة كانت موجودة. التحكم لم يكن.
زيادة القدرة الطنّية لا تساعد إلا إذا كان بإمكانك قياسها. إذا لم تتمكن من التوقف، والثبات، والشعور بما تفعله المادة، فأنت تعود إلى التفكير بالعزم الحركي — فقط مع رقم أكبر على لوحة الاسم.
لذا التحول الذي أريدك أن تقوم به هو: توقف عن السؤال، “كم طن يمكنه أن يتحمل؟” وابدأ بالسؤال، “كيف تسلّم هذه الماكينة القوة عبر المشوار؟”
لأن عند ثني الفولاذ عالي المقاومة، الفرق بين ضربة مطرقة وضغط مُتحكم فيه هو الفرق بين زاوية نظيفة وصوت الكسر.
كنا نثني فولاذ AR400 بسماكة 1 بوصة في فتحة قالب 12x، مع هدف 90 درجة. ارتفع المؤشر فوق 350 طنًا مع بدء القالب في العض. عند عمق نهائي حوالي 60%، شاهدت الحافة الداخلية تبدأ بالابيضاض — أول إشارة إلى أن الحبوب تتمدد بشدة. ضغطت على زر الإيقاف. توقف الكباس. الضغط ثبت عند 380 طنًا. بقيت الصفيحة مثبتة بين القالب والقاعدة وكأنها مجمدة في الزمن.
ذلك بالضبط هو كيف تقرر أي مكبح ينتمي لفولاذك.
إذا لم تتمكن من التوقف تحت الحمل، فلن تتمكن من فحص الانحناء أثناء حدوثه. وإذا لم تتمكن من فحصه، فأنت تُخمّن ما إذا كانت لوحة بسماكة 1 بوصة تحتاج إلى 420 طنًا — أو ستنشق عند 401. الفولاذ عالي المقاومة لا يسامح التخمين.
الهيدروليك يتيح لك تحويل القوة إلى شيء يمكنك قياسه، وليس فقط إطلاقها بلا تحكم.
قف عند وحدة التحكم و أوقف المكبس عند أول تماس مع المقاومة الكاملة. لا تنتظر الوصول إلى القاع. راقب ارتفاع الضغط بينما ينتقل المعدن من التشوه المرن إلى التشوه البلاستيكي. هذا التغيير ليس نظريًا—سترى الحمولة بالأطنان ترتفع أسرع بمجرد أن يخضع الفولاذ.
في صفائح HSLA أو AR، مقاومة الخضوع عالية والارتداد المرن يصل إلى 8 إلى 10 درجات إذا لم تتم إدارته. يمنحك توقف منتصف الشوط فرصة للحفاظ على الضغط وجعل المادة تتدفق بدلًا من صدمها. الفولاذ تحت الحمل يعيد توزيع الإجهاد على طول خط الانحناء. امنحه ثانية واحدة. يمكنك حرفيًا رؤية الزاوية ترتخي قليلًا قبل أن تكمل.
جرّب ذلك على مكبس ميكانيكي. لن تتمكن.
لكن إليك الجزء الذي تتجاهله الكتيبات: التوقف يحميك فقط إذا كان الإعداد صحيحًا. إذا كنت تستخدم قالب V بأقل من 6 أضعاف سمك المادة على فولاذ عالي القوة، فإنك تركز القوة بشكل مكثف لدرجة أن الترقق قد يصل إلى نسب مزدوجة عند نصف قطر الداخل. تتوقف—وكل ما فعلته هو إبقاء الإجهاد الأقصى بالضبط حيث تبدأ الشقوق.
تحذير من خطأ كاد أن يقع: شاهدت عاملًا يتوقف أثناء ثني صفيحة HSLA بسماكة 3/4 بوصة في قالب ضيق جدًا. ظن أن التوقف يعني السلامة. انقسمت اللوحة بينما كانت ثابتة تحت أكثر من 300 طن، وانطلقت القطعة المقطوعة للأعلى مثل فخ نابض.
التوقف هو أصل للسلامة. لكنه ليس بديلًا لعرض القالب الصحيح والتسخين المسبق عند الحاجة. فإذا كنت تستطيع إيقاف المكبس، ما الذي تتحكم فيه بالفعل—الشوط، أم القوة نفسها؟
على مكبح هيدروليكي،, حدد حد الضغط قبل أن تبدأ دورة النزول. ضع سقفًا أقل من الحد الأقصى لتصنيف الماكينة. يصبح هذا السقف حاجز الأمان لديك.
تبني الأنظمة الهيدروليكية الضغط بشكل تدريجي. الزيت ينضغط قليلًا؛ الصمامات تقيس التدفق؛ الأسطوانات تحول الضغط إلى قوة خطية. مع زيادة المقاومة، يرتفع الضغط بسلاسة على منحنى يمكنك مشاهدته في الوقت الفعلي. أنت تسير على نهر من القوة، لا تطلق طلقة.
الأنظمة الميكانيكية وحتى الكهربائية المؤازرة تقدم قوة مرتبطة ببروفيلات الحركة والطاقة الميكانيكية المخزنة أو المنقولة. بمجرد أن يلتزم المكبس بالقرب من النقطة الميتة السفلية، تصل القوة القصوى سواء أعجب الفولاذ ذلك أم لا. هذا سلوك صدمة، حتى لو كانت صدمة دقيقة.
هل يعني “التحكم اللانهائي” أن الهيدروليك يمكنه ثني أي شيء؟ لا. بمجرد تجاوزك حوالي 50 مم من سمك الصفيحة، تصل معظم المكابح الهيدروليكية القياسية إلى حدودها الإنشائية وحدود المضخة. ستحتاج إلى ترتيبات مزدوجة أو معدات متخصصة. وعلى الصفائح الرقيقة، غالبًا ما تتفوق الأنظمة الكهربائية على الهيدروليك في القابلية للتكرار واستهلاك الطاقة.
فلماذا يهيمن الهيدروليك على الصفائح عالية القوة؟
لأن الكسور في صفائح AR أو HSLA لا تتعلق بالحمولة المتوسطة. بل تتعلق بالتحكم في الارتفاع المفاجئ. تبدأ الشقوق الدقيقة عندما يتجاوز الإجهاد المحلي حدود الشد عند نصف القطر الداخلي. المنحنى السلس للضغط يقلل من الإجهاد الفوري الزائد. الصدمة الثابتة لا تهتم ببنية الحبوب لديك.
تحذير من خطأ كاد أن يقع: قمنا ذات مرة باختبار دفعة جديدة من صفائح AR دون تعديل منحنى الضغط. وصل المكبس بسرعة الاقتراب لفترة طويلة قبل التباطؤ. ارتفع الضغط بمقدار 40 طنًا فوق منحنى التشغيل المعتاد في جزء من الثانية. كان صوت الشق مثل طلقة بندقية.
إذا استطعت تشكيل منحنى القوة، فإنك تقلل من خطر الارتفاع المفاجئ. إذا لم تستطع، فأنت تراهن على أن الفولاذ يتصرف تمامًا مثل الدفعة السابقة. وهذا يقود إلى السؤال الذي لا يطرحه معظم الموظفين الجدد: ما الذي يحدث فعليًا داخل ذلك الأسطوانة عندما تحمل 400 طن وتظل المكبس ساكنة… تنتظر؟
| الموضوع | التفاصيل |
|---|---|
| التحكم في القدرة اللانهائية مقابل الضربة الثابتة | منع كسور المواد |
| إعداد المكبح الهيدروليكي | اضبط حد الضغط قبل بدء الدورة. ضع سقفًا أقل من الحد الأقصى لتصنيف الماكينة لإنشاء حاجز أمان. |
| كيف تطبق الأنظمة الهيدروليكية القوة | يتراكم الضغط تدريجيًا. الزيت ينضغط قليلاً؛ الصمامات تنظم التدفق؛ الأسطوانات تحول الضغط إلى قوة خطية. مع زيادة المقاومة، يرتفع الضغط بسلاسة على منحنى مرئي لحظيًا—مثل ركوب نهر من القوة، وليس إطلاق طلقة. |
| الأنظمة الميكانيكية والكهربائية المؤازرة | القوة مرتبطة بملفات الحركة والطاقة الميكانيكية المختزنة/المنقولة. بالقرب من مركز القاع الميت، تصل القوة القصوى بمجرد الالتزام—بغض النظر عن استجابة المادة. هذا سلوك صدمة، حتى لو كان مضبوطًا بدقة. |
| حدود “التحكم اللانهائي” | الهيدروليك لا يمكنه ثني كل شيء. فوق سُمك لوحة ~50 مم، تصل معظم المكابح الهيدروليكية القياسية إلى حدود هيكلية وحدود المضخة، مما يتطلب إعدادات مزدوجة أو متخصصة. بالنسبة للصفائح الرقيقة، غالبًا ما تتفوق الأنظمة الكهربائية على الهيدروليك في قابلية التكرار وكفاءة الطاقة. |
| لماذا يهيمن الهيدروليك على الصفائح عالية القوة | الكسر في فولاذ AR أو HSLA يعتمد على التحكم في الارتفاع المفاجئ، وليس على قوة الضغط المتوسطة. تتشكل الشقوق الدقيقة عندما يتجاوز الإجهاد المحلي حدود الشد عند نصف القطر الداخلي. الانحدار السلس للضغط يقلل من الإجهاد اللحظي الزائد؛ أما الضربة الثابتة فلا تراعي بنية الحبوب. |
| مثال تحذير من حادث شبه محتمل | أثناء اختبار دفعة جديدة من لوحة AR، أدى عدم ضبط انحدار الضغط إلى تباطؤ المكبس في وقت متأخر جدًا. ارتفع الضغط بمقدار 40 طن فوق المنحنى المعتاد في جزء من الثانية، مما أدى إلى تشقق بصوت يشبه إطلاق النار من بندقية. |
| رؤية أساسية | تشكيل منحنى القوة يقلل من خطر الارتفاع المفاجئ. بدون تحكم، أنت تعتمد على أن الفولاذ سيتصرف تمامًا مثل الدفعة السابقة—مما يثير سؤالاً حول ما يحدث داخل الأسطوانة عند حمل 400 طن والمكبس ببساطة ينتظر. |
تخيل أسطوانتين كبيرتين مملوءتين بالزيت، محكمتي الإغلاق، والمكابس تدفع إلى الأسفل. زد تدفق المضخة وشاهد الضغط يرتفع عندما يواجه المكبس مقاومة، تنضغط جزيئات الزيت قليلاً—بالقدر الكافي لتعمل مثل نابض صلب. تتحكم صمامات التحكم في تقييد أو السماح بتدفق الزيت، مما يغير سرعة تراكم الضغط.
عندما تتوقف في منتصف الضربة، تُغلق الصمامات. يتوقف التدفق. يتساوى الضغط عبر عمود السائل. يحتفظ الزيت بالمكابس في موضعها لأنه لا يوجد مكان يذهب إليه. أنت تخزن الطاقة على شكل ضغط هيدروليكي، وليس ككتلة دوارة أو كمكونات ميكانيكية مشدودة.
هذا هو الفرق.
العجلة الطائرة تخزن الطاقة حركياً. المسمار الأسطواني يخزنها ميكانيكياً. الزيت الهيدروليكي يخزنها كضغط مضبوط. حرر الصمام ببطء وستتسرب القوة بسلاسة. أفرغه بسرعة وسترى رد فعل أكثر حدة—لكن ما يزال محكوماً بتدفق السائل، وليس بالقصور الذاتي وحده.
وهنا الجزء العملي: الزيت الملوث، أو الحلقات المتآكلة، أو الصمامات التناسبية العالقة تشوه منحنى الضغط. يتحول “النهر السلس” إلى مضطرب. عندها تفقد الأنظمة الهيدروليكية ميزتها.
تحذير من حادث كاد أن يقع: تسبب فلتر رجوع مسدود مرة في تأخر الضغط أثناء ثني ثقيل. قام المشغل بالتعويض عبر طلب عمق أكبر. وعندما استجاب الصمام أخيراً، اخترق المكبس أكثر من اللازم وكاد أن يسحق مجموعة القوالب المجزأة.
ديناميكا السوائل هي دفاعك—ولكن فقط إذا كان نظام السائل صحي والإعداد صحيح.
والآن تعرف لماذا يمكن للهيدروليك أن يتوقف، ويثبت، ويشكل القوة. السؤال الحقيقي ليس ما إذا كانت الآلة تستطيع التحكم في الحمولة بالطن، بل ما إذا كنت تعرف مقدار ما يلزم للصلب المحدد، والسماكة، وعرض القالب، ودرجة الحرارة قبل أن تضغط على الدواسة.
كان لدينا قطعة بطول 12 قدم من صفيحة بسماكة 3/8 بوصة على الطاولة—رسم العميل ذكر “A36”. أخذ المشغل الجدول القياسي: حوالي 60 طن على هذا الطول في قالب بفتحة 3 بوصات. آمن. روتيني. ثم وصلت شهادة المطحنة متأخرة. لم يكن A36. كان AR400.
هذا التبديل الواحد يأخذ رقم الجدول المريح ويُمدّه حتى تعمل الأسطوانات في نطاق لم تخطط له أبداً.
إليك كيفية حساب ذلك قبل أن تضغط على الدواسة.
ابدأ بالصيغة الأساسية للثني بالهواء للصلب اللين:
الحمولة بالطن لكل قدم ≈ (K × قوة الشد × السماكة²) / فتحة القالب
بالنسبة للصلب اللين بقوة شد 60,000 PSI، فإن معظم الجداول قد دمجت بالفعل الثابت فيها. هذا هو عامل المادة “1.0”. الآن غيّر نوع الصلب، وستتغير الحسابات.
AR400 ليس بقوة شد 60,000 PSI. عادةً يزيد عن 180,000 PSI بقوة خضوع حوالي 140,000–160,000 PSI حسب الدفعة. هذا يعني أن عامل المادة ليس 1.0. بل هو أقرب إلى 2.5 مقارنة بالصلب اللين.
لذا إذا كان جدولك يقول 60 طن لهذا الثني في A36، فإن AR400 لا يحتاج “قليل من الزيادة”. بل يحتاج شيئاً في حدود 150 طن لنفس الشكل الهندسي. نفس السماكة. نفس القالب. نفس الزاوية.
إذا لم تضرب في العامل، فأنت لا تقلل التقدير بنسبة 10%، بل تخطئ بعامل يمكن أن يدفعك خارج نطاق الهيدروليك الذي تستطيع آلتك تحمله بأمان. وهذا قبل أن نتحدث حتى عن عرض القالب.
فما الذي في الصلب يجبرك على التخلص من الجدول؟
انظر إلى نصف القطر الداخلي بعد الانحناء. هناك تتمدد الألياف الخارجية وتنضغط الألياف الداخلية. يبدأ الانحناء عندما تتجاوز قوة الخضوع، وليس قوة الشد. الخضوع هو النقطة التي يتوقف فيها الفولاذ عن التصرف بشكل مرن ويبدأ في التدفق.
تعتمد معظم جداول القوة العامة على فولاذ معتدل الشد بقوة شد 60,000 PSI. يفترضون نسبة نموذجية بين الخضوع والشد لتلك الدرجة. استبدل ذلك بفولاذ 304 المقاوم للصدأ، وستتعامل مع قوة شد حوالي 90,000 PSI. استبدله بـ AR400، وستقفز كل من قوة الشد والخضوع بشكل كبير.
هذا مهم لأن القوة المطلوبة للانحناء تتناسب تقريباً بشكل مباشر مع قوة الشد في الصيغة. إذا ضاعفت قوة الشد، ومع نفس السمك وفتحة القالب، فأنت تقريباً تضاعف القوة المطلوبة.
لكن هنا الجزء الذي تتجاهله الكتيبات: كثير من المشغلين يقرأون “خضوع 140,000 PSI” في شهادة ويضعون قوة شد 140,000. أو الأسوأ، يتجاهلون كلاهما ويعتمدون على جدول الفولاذ المعتدل. هكذا تأمر بصمت 120 طن بينما تحتاج المهمة فعلياً إلى 280.
في مكبح هيدروليكي، يمكنك مراقبة الضغط وهو يتصاعد ويتوقف. في الميكانيكي، يسقط الكباس مباشرة. في كلتا الحالتين، إذا حسبت بشكل خاطئ، فلن يهتم الجهاز بتفاؤلك.
تحذير من حادث كاد أن يقع: قمنا مرة بثني فولاذ مقاوم للصدأ بسماكة نصف بوصة بافتراض معامل مادة 1.5. كانت الدفعة أكثر سخونة من المواصفات—أقرب إلى قوة شد 100,000 PSI. أنهى المشغل شوط الكباس追اً للزاوية. ارتفع الضغط فوق تصنيف القالب وانكسر كتف القالب. لم يصب أحد. درس مكلف.
إذن لقد صححت من أجل القوة. جيد. الآن أخبرني—ما فتحة القالب التي تستخدمها، وهل تعرف ما الذي تفعله لمنحنى الضغط داخل أسطواناتك؟
خذ نفس الـ AR400 بسماكة 3/8 بوصة. لنقل أنك اخترت قالب V بفتحة 2 بوصة لأنك تريد نصف قطر داخلي أضيق. صيغة القوة تربع السمك وتقسمه على فتحة القالب. إذا قللت فتحة الـ V للنصف، فأنت تقريباً تضاعف القوة المطلوبة.
الممارسة القياسية للانحناء الهوائي للفولاذ المعتدل هي حوالي 8× سمك المادة لفتحة الـ V. إذا ذهبت أضيق—6× أو 4×—يصعد الحمل بسرعة. على الصفائح عالية القوة، هذا الصعود ليس ألماً خطياً. إنه خطر هيدروليكي.
إليك الفخ: قد تكون آلةك مصنفة لـ 200 طن. لكن هذا التصنيف ليس دائماً القوة الكاملة عبر الطول الكامل. الانحناء وتوزيع الضغط الهيدروليكي يعني أنك لا تستطيع افتراض السعة الموحدة من الطرف إلى الطرف. تحميل قالب V ضيق وطويل بفولاذ عالي القوة يركز القوة على منطقة اتصال أصغر. يرتفع الضغط في الأسطوانات للتعويض.
إذا كانت القوة المحسوبة لـ AR400 في فتحة V بـ 8× هي 150 طن، فإن النزول إلى فتحة V بـ 6× يمكن أن يدفعك فوق 200. لم تغير السمك. لقد غيرت الهندسة—وأجبرت النظام الهيدروليكي نحو سقفه.
وعندما تصل أسطوانة هيدروليكية إلى أقصى ضغط للنظام، لا تحذرك بلطف. ترتجف صمامات التنفيس. تتحمل الحشوات الحمل. أنت على بعد صمام عالق واحد من اختراق مفاجئ.
تحذير من حادث كاد أن يقع: اختار موظف جديد مرة قالب V بـ 5× على فولاذ HSLA بسماكة نصف بوصة للحصول على “زوايا أنظف”. الحساب الذي تخطاه كان سيظهر أننا نحتاج أكثر من الطاقة الموزعة للمكبح على مدى 10 أقدام. توقف الكباس، ارتفع الضغط، وعندما تراجع، ارتد الجزء بعنف، وكاد أن يوقعه.
يمكنك التوقف في منتصف الشوط كما تشاء. إذا كانت فتحة قالبك تتطلب قوة أكبر مما يمكن لنظامك الهيدروليكي أن يوفره بسلاسة، فأنت لا تتحكم في نهر—أنت تحاول سد فيضان بقطعة قماش في الورشة.
ربما تقول: حسنًا، سأقوم بالانحناء الهوائي في قالب أوسع للحفاظ على انخفاض القوة. هذا يحل كل شيء، صحيح؟
الانحناء الهوائي يلامس فقط طرف الثقب وأكتاف القالب. المادة تكون عائمة بينهما. هذا يحافظ على انخفاض القوة المطلوبة—غالباً جزء بسيط من القوة المطلوبة في الانحناء الكامل أو صك العملة المعدنية، والذي يمكن أن يتطلب من ضعف إلى أربعة أضعاف القوة لأنك تجبر الفولاذ على التوافق مع زاوية ونصف قطر القالب.
على سبيل المثال، فولاذ معتدل بسماكة 3 مم على قالب V بفتحة 24 مم قد يحتاج حوالي 20 طن لكل متر في الانحناء الهوائي. إذا انتقلت إلى الانحناء الكامل، يمكنك بسهولة مضاعفة أو ثلاثية ذلك. نفس الصفائح. نفس السمك. طلب هيدروليكي مختلف تمامًا.
على الـ AR400، يحافظ الانحناء الهوائي على التحكم في القوة المطلوبة—لكن الارتداد قد يكون من 8 إلى 10 درجات. هذا يغري المشغلين لمطاردة الزاوية بدفع أعمق، مما يؤدي إلى انحناء كامل غير مقصود. في اللحظة التي تتحول فيها من الانحناء الهوائي إلى الانحناء الكامل دون إعادة الحساب، تقفز متطلبات القوة بشكل حاد.
ذلك القفز هو المكان الذي تتفاجأ فيه الأسطوانات.
إذا كنت بالفعل بحاجة إلى هوامش ضيقة على لوحة عالية القوة، فإن الهبوط المُتحكَّم فيه أحياناً يكون منطقياً—لكن فقط إذا حسبت القوة الأعلى مسبقاً وتأكدت من أن تقييمات كل من الماكينة والأداة متطابقة بوحدات ثابتة. الأطنان المترية لكل متر ليست نفسها كالأطنان القصيرة لكل قدم. إذا خلطت بينهما، يمكنك أن تظن أن القالب أقوى بثلاثة أضعاف مما هو عليه بالفعل.
إذا تعاملت معها جميعًا كأنها مطارق حركية، فأنت تراهن على ألواح باهظة الثمن اعتمادًا على منحنى قوة لا تفهمه حتى.
الهيدروليك يمنحك القدرة على التوقف، والإمساك، وتشكيل القوة. لكن الحساب هو الذي يحدد ما إذا كان هذا التوقف يحدث عند 140 طن آمن—أو عند 260 طن تلتهم الأختام وت flirt مع الكسر. وهذا يقود مباشرة إلى التخصص التالي الذي يجب أن تتقنه: بمجرد أن تعرف قيمة القوة المناسبة، كيف ترتب حركة المكبس والضغط بحيث تصل إليها فعلاً—دون تجاوز؟
كنّا على مكبح ميكانيكي بقوة 250 طن عندما تعلمت هذا الدرس بالطريقة الصعبة. تحدد العمق، تضغط على الدواسة، وينزل المكبس مثل المقصلة. لا توقف. لا تعديل. إذا أخطأت الزاوية، عليك أن تتقبلها.
المكبح الهيدروليكي ليس مضطراً لأن يتصرف بهذه الطريقة.
لقد حسبت القوة. تعرف فتحة القالب. جيد. الآن السؤال الحقيقي: كيف تنقل 180 طن عبر الفولاذ دون تجاوزها بـ20 لأن صمامك تأخر نصف ثانية عن قدمك؟
تتوقف عن التفكير بالبوصات في المشوار وتبدأ بالتفكير بمعدل التدفق وارتفاع الضغط. المكبح الهيدروليكي نهر. تحكم في التيار، لا في الشاطئ فقط.
راقب مقياس الضغط في المرة القادمة التي تثني فيها فولاذ AR400 بسماكة نصف بوصة في فتحة 8× V. أول بوصتين من الحركة؟ بالكاد أي حمل. أنت فقط تغلق الفجوة. ثم يلامس القالب الصفائح. يبدأ الضغط بالارتفاع—ليس بشكل حاد، بل بثبات—مع بدء التشوه المرن. يوضح لك هذا المنحنى أين يهم التحكم.
اضبط سرعة اقتراب سريعة حتى 0.200 بوصة فوق المادة. حرك الهواء بسرعة؛ لا تضيع وقت الدورة في ضغط الفراغ.
خفض إلى سرعة قرص مُتحكَّم بها قبل التلامس. أحب أن يكون هناك انخفاض ملحوظ—سريع بما يكفي للبقاء منتجاً، وبطيء بما يكفي لأن تتبعها الصمامات النسبية. الأنظمة ذات الحلقات المغلقة تصحح خلال ميلي ثانية، لكن الصمام لا يزال لديه زمن استجابة مادي. إذا كنت تندفع بأقصى سرعة إلى التلامس، فإن وحدة التحكم تتفاعل مع خطأ الأمس.
إليك الآلية: الضغط الهيدروليكي لا يرتفع فجأة لأن الفولاذ شرير. يرتفع فجأة لأن السائل شبه غير قابل للانضغاط وأساطينك لا تزال تتدفق بمعدل مرتفع عندما يقفز مستوى المقاومة فجأة. أبطئ التدفق قبل ارتفاع المقاومة، و يصبح ارتفاع الضغط سلساً. لقد شكّلت منحنى القوة بدلاً من الاصطدام به.
انتقل إلى سرعة الضغط مع ارتفاع القوة إلى ما بين 30–40% من الهدف. هنا تبدأ الصفائح عالية القوة بالمقاومة. أبقِ المكبس موازي. أنظمة التزامن الحديثة تستطيع الحفاظ على ±0.01 ملم لكل متر—لكن فقط إذا كان كلا الأسطوانتين يشهدان تدفقاً متوازناً. إذا تأخر أحد الجانبين لأنك أمرت بمعدل مفرط، فأنت لا تثني، بل تلتوي.
تحذير من حادث شبه وقع: ترك مشغل جديد سرعة الاقتراب عالية حتى التلامس على فولاذ HSLA بسماكة 3/4 بوصة. اصطدم المكبس، تجاوز الضغط، وتأخرت الأسطوانة اليمنى 0.3 ملم قبل التصحيح. انحنى الجزء، وتشقّ القالب، وكانت يداه لا تزال داخل منطقة القالب لإزالة القشور عند حدوث ذلك. المشاوير السريعة تسرق وقت رد الفعل.
برمج سرعة عودة مُتحكَّم بها أيضاً. التدفق العكسي ليس فكرة لاحقة. إذا ارتد المشوار الصاعد بشدة، فإنك تتسبب في ارتداد المكبس. يظهر هذا الارتداد في الدورة التالية كعمق غير متسق، وفجأة تبدأ بمطاردة الزاوية بتعديلات عمق لم تكن أبداً هي المشكلة الحقيقية.
إذن لقد قمت بترتيب الشوط. أنت تحقق الحمولة المستهدفة دون تجاوز. الآن يرتخي الفولاذ وينفتح بثلاث درجات. هل تلاحقه إلى عمق أكبر أم تبقيه حيث هو؟
اثنِ قطعة من AR400 بسماكة نصف بوصة إلى 90 درجة في الهواء. حرر الضغط. ستنفتح إلى 97. هذه السبعة درجات هي استعادة مرنة — طاقة مخزنة تغادر الفولاذ لحظة تفريغ الضغط.
معظم المشغلين يضربون أعمق في الضربة التالية. عمق أكبر. قوة أكبر. أمل بالحصول على 90 عند التحرير.
توقف عند النقطة الميتة السفلى مع ضغط مضبوط بدلاً من ذلك. ليس استراحة قهوة طويلة — نصف ثانية إلى ثانية تحت الحمولة المستقرة. ماذا يحدث فيزيائيًا؟ أنت تسمح بالتوزيع الدقيق للتشوه عبر السماكة بدلاً من الارتداد الفوري. يبقى الضغط ثابتًا؛ وتُعيد المادة توزيع الإجهاد الداخلي.
لكن الجزء الذي تتجاهله الكتيبات: التوقف ليس سحرًا. إذا كنت بالفعل عند 95% من قدرة الماكينة، فإن التوقف الساكن يمكن أن يسبب ارتفاعًا حراريًا في الزيت وإجهادًا موضعيًا في أكتاف القالب. الضغط المستمر والمشكَّل جيدًا أكثر أمانًا من التوقفات الثقيلة المتكررة.
استخدم وقت التوقف كضبط دقيق بعد أن تضبط سرعات الاقتراب والضغط — لا كعكاز لجيومترية سيئة أو حمولة محسوبة بشكل ناقص.
يمكن التصحيح الحديث للزاوية أن يعدل أثناء الشوط. إذا لاحظ أنك تتجه إلى انحناء أقل فإنه يأمر بعمق أكبر قليلاً. يمكن للماكينة فعل ذلك. الحكم على متى تثق بها يعود لك. إذا كان التصحيح يطلب ارتفاعًا مفاجئًا بالقرب من القاع، فمن الأفضل التراجع وإعادة برمجة منحنى الضغط بدلاً من السماح لها بالضرب بقوة في أسوأ لحظة ممكنة.
تحذير من حادث كاد أن يقع: لقد حاولنا مرةً مطاردة الارتداد في الفولاذ المقاوم للصد والبسمك عبر زيادة العمق بدلاً من إضافة 0.7 ثانية توقف. اصطدم المشغل بأسفل زاوية القالب دون قصد. تضاعفت الحمولة فورًا. صرخ صمام التنفيس، والقطعة ارتدت عند التحرير، وكادت تصيب ساعده ضد المؤخرة القياسية.
فمتى يكون الانحناء الزائد منطقيًا؟ عندما تتأكد أن الطلب على الحمولة الأعلى يبقى ضمن حدود الماكينة والأدوات، وعندما يكون منحنى الضغط سلسًا بما يكفي لعدم صدمة النظام في القاع.
وهذا يثير شيئًا يتجاهله معظم الموظفين الجدد حتى تبدأ القطع بقياس زوايا مختلفة عند الأطراف مقارنة بالوسط.
حمّل 10 أقدام من صفيحة فولاذية عالية القوة بسماكة 3/8 بوصة وادفع 160 طنًا عبرها. سينحني السرير. ليس لأن تصميمه سيء — بل لأن الفولاذ ينحني تحت الحمل. يتقوس الوسط بضعة أجزاء من الألف. هذا يعني اختراق أقل في الوسط، وزاوية أكبر.
يمكنك حساب الحمولة بدقة وما زلت تحصل على انحناء بشكل ابتسامة.
قم بقياس قطعة اختبار عند كلا الطرفين والوسط قبل لمس التعويج. لا تخمن.
اضبط التعويج الميكانيكي أو الهيدروليكي بشكل تدريجي — بالقدر الكافي فقط لمواجهة الانحراف المتوقع عند الحمولة المحسوبة. التعويج يرفع السرير لأعلى مسبقًا بحيث عند القوة الكاملة يتساوى.
إليك الآلية: بدون التاج، أسطواناتك تقدم قوة متساوية، لكن هندسة الإطار تعيد توزيع ضغط التلامس بشكل غير متساوٍ. قد يكون النظام الهيدروليكي متزامناً بدقة إلى الميكرون، ومع ذلك فإن الهيكل نفسه ينثني. تتحكم في السائل تماماً داخل إطار ينثني كالقوس.
الفحوصات الوقائية مهمة هنا. ضبط محاذاة المكبس كل بضع مئات من الدورات. زيت نظيف حتى تستجيب الصمامات بشكل متسق. ثمانون بالمائة من أعطال الصمامات تعود إلى التلوث. انحراف بضع أجزاء من الألف عن التوازي، وستؤدي منحني الضغط المثالي لديك إلى زوايا غير متسقة من جانب إلى آخر.
تحذير من حادث كاد أن يقع: تجاهلنا التاج في تشغيل طويل لفولاذ HSLA، وافترضنا أن الـ CNC سوف “يتعامل معه”. زوايا الوسط خرجت مفتوحة درجتين. عوض المشغل بعمق إضافي. الأطراف انثنت بشكل زائد، الوسط ما زال ضحلاً، وانكسر جزء واحد على نصف القطر الداخلي حيث بلغت الإجهادات ذروتها.
الدقة الهيدروليكية تؤتي ثمارها فقط عندما يكون الهيكل الذي تحتها مضبوطاً، ويكون التسلسل عبر الشوط مقصوداً.
يمكنك أن تطلب 180 طناً. ستعطيك الآلة ذلك. المهارة الحقيقية هي تحديد مدى سرعة الاقتراب، ومدى لطف زيادة الضغط، متى يجب التوقف، ومقدار ما يجب أن تسبق تسوية السرير حتى تتحرك القوة مثل نهر ثابت بدلاً من ضربة مطرقة.
وإذا تغيرت درجة حرارة النهر خلال وردية طويلة — إذا أصبح الزيت أرق وانحرفت توقيتات الاستجابة — ماذا يحدث للتسلسل الذي برمجته بعناية؟
سألت ماذا يحدث عندما يسخن نهر القوة في منتصف الوردية.
إليك ما يحدث: الـ 90 صباحاً تصبح 92 عند الثالثة بعد الظهر، ولم يلمس أحد البرنامج.
الزيت الهيدروليكي ليس مجرد مادة تشحيم. إنه الوسيط الناقل بين صمام السيرفو و180 طن من المكبس. عندما يكون بارداً عند بدء التشغيل، تكون اللزوجة أعلى — سائل أكثر سماكة، أبطأ عبر فتحات الصمام، استجابة الأسطوانة متأخرة قليلاً. مع تكرار تشغيل الآلة، يصبح الزيت أرق. نفس أمر الصمام يحرك الآن سائل أكثر وبسرعة أكبر. هذا يغيّر مدى سرعة تراكم الضغط عند قاع الشوط ومدى إحكام النظام في الحفاظ على الحمل خلال نصف ثانية التوقف التي برمجتها بعناية للتحكم في الارتداد المرن.
قد تقرأ ميزان الموضع ±0.01 مم.
لكن منحنى الضغط الذي أوصلك إلى هناك قد تغير.
وهذا يعني أن الفولاذ يشعر بضغط مختلف.
كنا على مكبح ميكانيكي بقدرة 250 طن قبل سنوات، وكان الانجراف يعني وصلات تالفة. في الأنظمة الهيدروليكية، غالباً ما يعني الانجراف الحرارة.
ابدأ اليوم بزيت بدرجة 68. سرعة الاقتراب حادة ولكنها مخففة قليلاً؛ الضغط يتزايد بكتف ناعم. بحلول منتصف بعد الظهر، ترتفع درجة حرارة الزيت 20 أو 30 درجة تحت التشغيل المكثف. تنخفض اللزوجة. تستجيب صمامات السيرفو أسرع. قد يصل المكبس إلى العمق نفسه، لكن الضغط يتراكم أبكر في آخر بضعة مليمترات من الحركة. هذا الارتفاع المبكر في الضغط يقلل من مدة التوقف الفعلية تحت الحمولة المستقرة — لأن الفولاذ يبدأ في الخضوع تحت منحنى أكثر حدة.
لذلك فإن نصف الثانية التي ضبطتها بعناية لم تعد نفس نصف الثانية.
أضف إلى هذا: السرير يسخن. اللوح السميك يسخن. حتى هواء الورشة يتغير بين الصباح وبعد الظهر. مقاومة الخضوع للفولاذ تتحرك قليلاً مع درجة الحرارة، والارتداد المرن يتبعها. الآن لا تتعامل مع الزيت وحده. أنت تراقب سلسلة حرارية كاملة في الورشة تدفع زاويتك لتفتح أو تغلق بدرجة أو درجتين.
هذا ليس خطأ المشغل.
هذه هي سلوكيات السائل التي تعيد كتابة تسلسلك.
تحذير من حادث كاد أن يقع: لقد تجاهلنا ذات مرة ارتفاع درجات حرارة الزيت أثناء تشغيل طويل على AR400، واستمررنا في إضافة عمق 0.2 مم لملاحقة زاوية مفتوحة تتزايد ببطء. بحلول الساعة السادسة، أصبح الزيت ساخناً، والاستجابة حادة، وأحد الدورات اصطدم بالقاع بقوة أكبر من المتوقع — ارتفع الضغط مبكراً، وانحنى الجزء للخلف عند التحرير، وكانت يد المشغل لا تزال على الحافة يتحقق من الزاوية.
فماذا تفعل؟
سخّن الآلة بشكل متعمد قبل ضبط العمق النهائي. راقب درجة حرارة الزيت، وليس فقط زاوية الجزء. برمج منحنيات الضغط التي تتحمل تغييرات استجابة صغيرة بدلاً من الارتفاعات الحادة قرب النقطة الميتة السفلية. إذا كانت آلتك تحتوي على نظام تبريد، حافظ على صيانته — المبردات المسدودة تحول الأنظمة الدقيقة إلى تخمين بحلول الظهر.
أنت لا تحارب الفولاذ.
أنت تدير درجة حرارة النهر.
ستقول الآن، “حسناً. سأبطئ السرعة. وأحافظ على الاستقرار.”
غريزة جيدة.
الاقتراب البطيء وسرعات الضغط البطيئة تولد حرارة أقل لكل وحدة زمنية. حرارة أقل تعني لزوجة أكثر اتساقاً. لزوجة أكثر اتساقاً تعني أن توقيت الصمام ومنحنيات الضغط تتصرف أقرب إلى ما برمجته في الساعة 8 صباحاً. لكن الدورات الأبطأ تعني أجزاء أقل في الساعة. على الورق، يبدو ذلك كفقدان للإنتاجية.
لكن إليك الجزء الذي لا يذكره الكتيب: التخلص من ثلاث صفائح من الصفائح عالية القوة لأن زواياك بعد الظهر انحرفت يكلف أكثر من تقليل ثانيتين من وقت الدورة.
الحرارة تأتي من التدفق والمقاومة. التدفق العالي عبر فتحات صمام ضيقة يرفع درجة الحرارة. التدوير السريع يراكم الحرارة أسرع من قدرة خزان ومبرد على التخلص منها. عندما تعمل بكامل طاقتك طوال الصباح، فأنت تتبادل الإنتاجية قصيرة المدى مقابل عدم الاستقرار طويل المدى.
إذا تعاملت معها جميعًا كأنها مطارق حركية، فأنت تراهن على ألواح باهظة الثمن اعتمادًا على منحنى قوة لا تفهمه حتى.
في بعض الأحيان تكون الحركة الأكثر إنتاجية هي تقليل سرعة المكبس بنسبة 10 بالمئة والحفاظ على الزيت ضمن نطاقه المستقر بحيث يتطابق أول جزء وآخر جزء دون ملاحقة العمق.
فهل البطء يكلفك الكثير؟
أم أن الانحراف الحراري يكلفك بالفعل أكثر؟
| القسم | المحتوى |
|---|---|
| العنوان | مفارقة السرعة مقابل القوة: هل وقت الدورة الأبطأ يكلفك الكثير؟ |
| رد الفعل الأولي | “حسناً. سأبطئ السرعة. وأحافظ على الاستقرار.” |
| الرؤية الفورية | الاقتراب البطيء وسرعات الضغط البطيئة تولد حرارة أقل لكل وحدة زمنية. حرارة أقل تعني لزوجة أكثر اتساقاً. اللزوجة الأكثر اتساقاً تبقي توقيت الصمام ومنحنيات الضغط أقرب إلى الإعدادات المبرمجة. |
| العيب المُتصوَّر | الدورات الأبطأ تعني أجزاء أقل في الساعة، مما يظهر على الورق كإنتاجية مفقودة. |
| التكلفة الخفية | إتلاف ثلاث صفائح من المعدن عالي القوة بسبب انحراف الزاوية قد يكلف أكثر من توفير ثانيتين لكل دورة. |
| السبب الجذري للحرارة | تأتي الحرارة من التدفق والمقاومة. التدفق العالي عبر فتحات صمام ضيقة يزيد من درجة الحرارة. التدوير السريع يراكم الحرارة أسرع من قدرة الخزان والمبرد على تبديدها. |
| المخاطر التشغيلية | تشغيل الآلة بأقصى سرعة طوال الصباح يبادل الإنتاجية قصيرة المدى بعدم الاستقرار طويل المدى. |
| سوء الفهم الميكانيكي | معاملة الآلات كالمطارق الحركية يعرض الصفائح باهظة الثمن لخطر منحنى قوة غير مفهوم جيدًا. |
| التوصية العملية | تقليل سرعة المكبس بنسبة 10% يمكن أن يحافظ على الزيت ضمن نطاق ثابت، مما يضمن الاتساق بين الجزء الأول والخمسين دون ضبط العمق. |
| السؤال الختامي | هل التشغيل الأبطأ يكلفك حقًا أكثر — أم أن الانجراف الحراري يكلفك بالفعل أكثر؟ |
فرامل السيرفو الكهربائية لا تحتوي على زيت ليتخفف.
هذا هو ميزتها النظيفة.
مسامير كروية مدفوعة بمحركات سيرفو لا “تتنفس” مع درجة الحرارة كما يفعل السائل. يمكن أن تكون تكرارية الموضع أكثر إحكامًا لأنه لا توجد متغيرات لزوجة بين الأمر والحركة. بالنسبة للعمل عالي الدقة مع المواد الرقيقة، فإن الاستقرار الحراري أمر يصعب الجدال ضده.
لكن الأنظمة الكهربائية لا تمنحك نفس تشكيل قوة منتصف الشوط تحت الحمل الثقيل الذي يمكن أن يوفره النظام الهيدروليكي المضبوط جيدًا مع التحكم المغلق في الضغط. عندما تقوم بثني صفائح سميكة عالية القوة وتحتاج إلى التوقف، والحفاظ على الوضع، وضبط القوة ديناميكيًا للتحكم في ارتداد المادة دون إحداث صدمة على أكتاف القالب، لا يزال القوى الهيدروليكية يمنحك نافذة تحكم أوسع.
تحاول الأنظمة الهجينة الجمع بين الاثنين — القيادة الكهربائية مع توليد القوة الهيدروليكية. تقلل بعض الحرارة، وتحسن الاستجابة، لكنها لا تقضي على فيزياء السوائل. لا يزال الزيت يسخن. لا تزال اللزوجة تتغير. لا تزال تحتاج إلى التبريد والمراقبة إذا كنت تعمل بجهد كبير.
إذًا، لا، لا توجد آلة سحرية تحررك من التفكير في طريقة توصيل القوة.
هناك فقط السؤال: ما مستوى التحكم الذي يتطلبه عملك، وهل تدير الفيزياء المصاحبة للنظام الذي اخترته؟
لأنه سواء كان كهربائيًا خالصًا أو هيدروليكيًا، فلن تحصل على الدقة لمجرد امتلاك الشارة الصحيحة على لوحة الجانب.
تحصل عليها من خلال فهم كيفية انتقال الطاقة عبر الماكينة — وما الذي يتغير عندما ترتفع درجة حرارة تلك الطاقة.
أنت تريد عملية قابلة للتكرار تعوض الانحراف الحراري بدلاً من مطاردة الزاوية بعد أن تظهر على مقياس القياس.
جيد.
توقف عن التفكير بمصطلح “كم طن يحتوي هذا المكبح؟” وابدأ التفكير بمصطلح “إلى أي مدى يمكنني تشكيل وتثبيت تلك الأطنان بمجرد أن يبدأ الفولاذ في الدفع العكسي؟” لأنه بمجرد أن تبدأ درجة حرارة الزيت، ودرجة حرارة الطاولة، ودرجة حرارة المادة في التغير، فإنك لم تعد تبرمج الموضع — بل تدير نظام قوة حي.
هذا التحول ليس واضحًا لأن الماكينة لا تزال تصل إلى العمق على الشاشة.
عندما أسمع مشتريًا يقول: “نحن ننظر في ماكينة بـ 300 طن”، أعلم أنه لا يزال يتسوق للحصول على مطرقة.
اطرح سؤالاً مختلفًا: كم نافذة تحكم يتطلب هذا العمل؟
ثني فولاذ معتدل بسماكة 1/8 بوصة ±1 درجة على قالب واسع؟ تحتاج إلى موضع قاع قابل للتكرار ودقة جيدة في مقياس الخلف. يمكن أن تكون منحنى القوة حادًا وستتجاوز الأمر. مكبح ميكانيكي بضربة ثابتة يمكن أن يعمل هناك طوال اليوم، سريع ورخيص.
الآن انتقل إلى فولاذ HSLA بسماكة 3/4 بوصة مع تسامح ضيق، أو صفيحة AR حيث يتغير الارتداد المرن مع ارتفاع درجة حرارة الزيت بمقدار 10 درجات. فجأة تحتاج إلى إبطاء الاقتراب، زيادة الضغط في آخر 5 مم، التوقف تحت الحمل، وتعديل القوة قبل الإفراج لترويض الارتداد المرن. هذا هو إدارة السلوك المائع. إذا كانت بنية الماكينة لا تستطيع الحفاظ على ضغط ثابت بينما يصبح الزيت أقل لزوجة، فإن “300 طن” مجرد رقم مطلي على الجانب.
تحذير من حادث كاد يقع: مرة كان لدينا مشرف جديد يحدد ماكينة ميكانيكية عالية القوة للصفائح المصلدة السميكة لأن “المزيد من الأطنان يعني أمانًا أكبر”. أول تشغيل في ظهيرة حارة، الضربة الثابتة وصلت إلى الحمل الكامل بسرعة، ولم يكن هناك تصحيح في منتصف الضربة ممكن، وتعرض جزء لكسر مجهري على خط الثني. اجتاز الفحص البصري. فشل في الخدمة. الماكينة لم تكن تفتقر للقوة — بل كانت تفتقر للتحكم.
إذن العدسة الأولى ليست نوع الماكينة.
بل هي نطاق التحكم المطلوب بالقوة.
اكتب العمل في ثلاثة أعمدة: السماكة، التسامح، نتيجة الفشل.
السماكة تخبرك بالقدرة الأساسية بالأطنان. التسامح يخبرك بمدى ضيق نافذة القوة لديك. النتيجة تخبرك بمدى الانحراف الحراري الذي يمكنك تحمله قبل أن يصبح الخردة كارثيًا.
إذا كنت تنتج أحجامًا عالية، وأجزاء منخفضة العواقب بتسامح واسع، فقد تفوز السرعة الميكانيكية. الدورات الأسرع تعني رأس مال أقل مجمد. تقبل منحنى قوة حاد لأن الفولاذ يسمح بذلك.
لكن إليك الجزء الذي تتجاهله الكتيبات: عندما يضيق التسامح أو ترتفع العواقب — أجزاء هيكلية، صفيحة مقاومة للتآكل، أي شيء حيث يكلف خط ثني متشقق أموالًا حقيقية — تتحول القيمة من وقت الدورة إلى القدرة على التحكم. نظام هيدروليكي بتحكم ضغط مغلق الحلقة يتيح لك تشكيل النهر: تعديل معدل الزيادة، التوقف تحت الحمل، التعويض عن درجة حرارة الزيت من خلال تعديل نقاط ضبط الضغط بدلاً من مطاردة العمق.
أنظمة السيرفو الكهربائية تزيل الزيت من المعادلة، مما يساعد على الاستقرار الحراري في المقاييس الأخف. ولكن بمجرد الدخول في الصفائح عالية القوة والحاجة إلى تشكيل قوة في منتصف الشوط تحت الحمل الثقيل، تظل القدرة الهيدروليكية تمنحك نافذة ضبط أوسع — بشرط أن تدير الحرارة والتدفق بشكل مقصود.
لذلك أنت تطابق التصميم المعماري ليس مع القدرة بالطن.
بل تطابقه مع مدى السماح للفولاذ بأن يفاجئك.
الآن نصل إلى سؤالك الحقيقي: كيف تبني عملية تعوض بدلاً من أن تتفاعل؟
قم بتجهيز الماكينة بالأجهزة. راقب درجة حرارة الزيت في كل وردية. سجل الزاوية، العمق، والضغط عند اعتماد أول قطعة. اربط نطاق الزاوية المقبولة مع نطاق درجة حرارة. عندما يتحرك الزيت خارج ذلك النطاق، قم بضبط منحنى الضغط أو وقت التثبيت أولاً — وليس عمق القاع. ذلك يحافظ على منحنى القوة ثابتاً بدلاً من التوغل أعمق في القالب وتغيير نصف قطر الانحناء.
برمج دورات إحماء مقصودة. أحضر النظام الهيدروليكي إلى درجة التشغيل قبل تثبيت العمق النهائي. الاستقرار أولاً، الإنتاج ثانياً.
وحّد السرعة. تجنب الاندفاع بأقصى تدفق في الصباح والتباطؤ في فترة بعد الظهر. معدل التدفق يقود الحرارة. الحرارة تقود اللزوجة. اللزوجة تغير استجابة الضغط. لا يمكنك الحصول على منحنى قوة قابل للتكرار مع إدخال حراري مختلف كل ساعة.
درّب المشغلين على التفكير من حيث سلوك الضغط، وليس فقط نتيجة الزاوية. عندما تنفتح زاوية، اسأل: هل ارتفعت درجة حرارة الزيت؟ هل قصُر وقت التثبيت فعلياً لأن الضغط بُني أبكر؟ هذه العقلية تحول استكشاف الأعطال من التخمين إلى الفيزياء.
تحمل شيئاً واحداً معك: توقف عن سؤال كم طن يملك مكبح الثني وابدأ بسؤال مدى دقة التحكم في تلك الأطنان بمجرد أن يبدأ الفولاذ في المقاومة.
لأنه بمجرد أن ترى الماكينة كمجرى قوة يمكن التحكم به بدلاً من مطرقة حركية، كل قرار — الشراء، البرمجة، التشغيل — يتغير شكله.


















