

Vi una placa de AR400 de una pulgada partirse con un sonido como un disparo de rifle.
Estábamos en una prensa plegadora mecánica de 250 toneladas. Volante girando. Embrague engranado. El ariete bajó. El operador la trató como cualquier otra plegada que hubiera hecho: ajustó el tope trasero, pisó el pedal, y dejó que la máquina hiciera lo suyo. El punzón golpeó con fuerza, llegó al fondo rápidamente, y la placa no cedió de manera uniforme. Se fracturó a lo largo del radio interior. Seis mil dólares en acero se convirtieron en chatarra en menos de dos segundos.
Seguía diciendo: “Pero está clasificada para ese tonelaje.”
Esa es la frase que hace que la gente se lastime.
Probablemente te hayan dicho que una prensa plegadora es solo una dobladora de metal con más fuerza. Alinea. Golpea. Dobla. Repite.
Eso funciona bien cuando estás doblando acero dulce de calibre 11 todo el día.
Pero en el momento en que pasas a placa de alta resistencia—AR400, Hardox, estructural templado y revenido—ya no estás doblando papel. Estás obligando a un material con baja ductilidad y alta resistencia de fluencia a deformarse sin agrietarse. Eso no es una operación de “golpear y esperar”. Es una deformación plástica controlada bajo carga.
Diferentes máquinas entregan esa carga de formas completamente distintas. Algunas golpean. Otras empujan. Otras comprimen y te permiten sentir lo que ocurre a mitad del recorrido.
Si las tratas a todas como martillos cinéticos, estás apostando una placa costosa en una curva de fuerza que ni siquiera entiendes.
Entonces, ¿qué sucede realmente dentro de cada tipo de prensa cuando el ariete comienza a bajar?
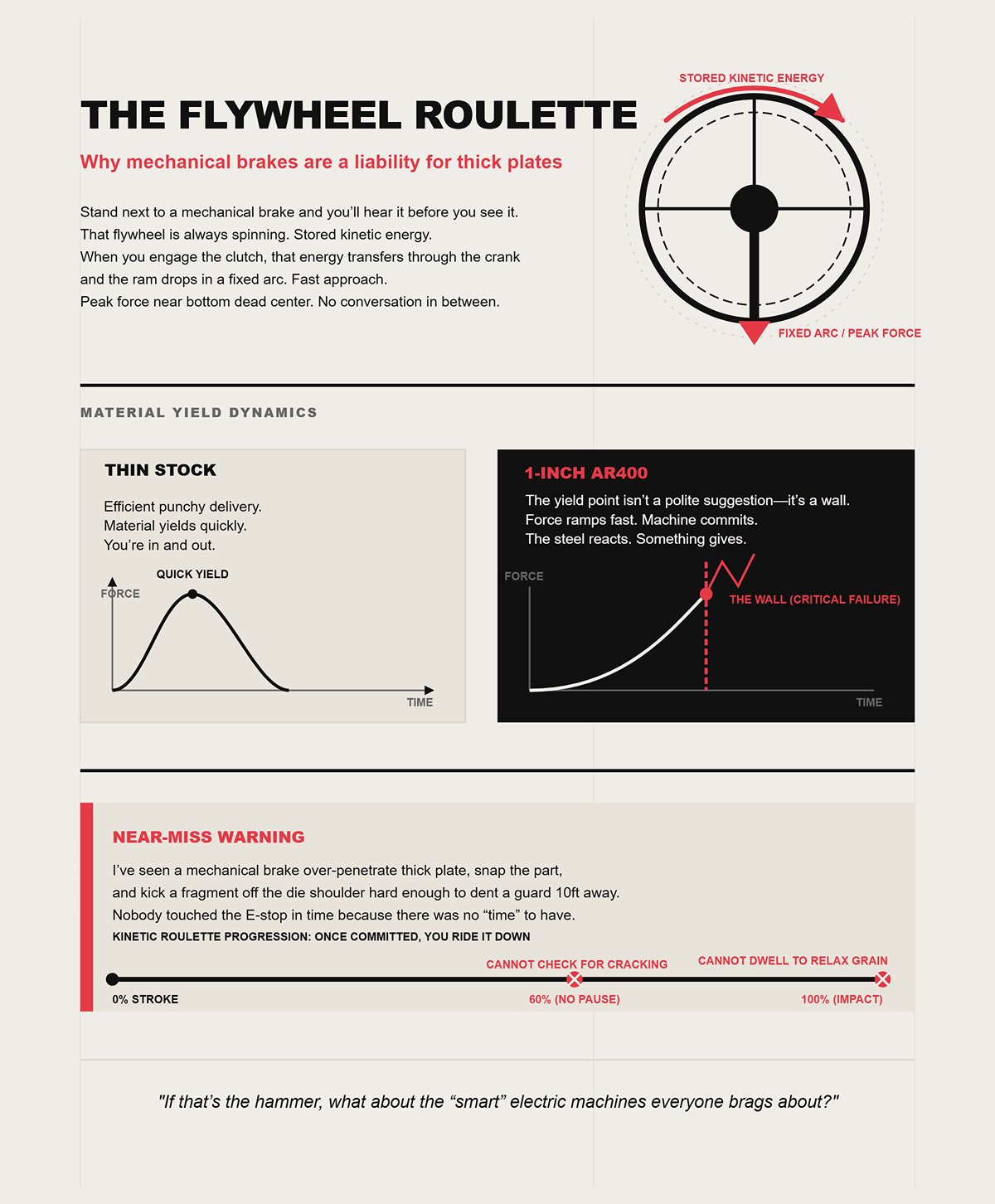
Párate junto a una prensa mecánica y la oirás antes de verla. Ese volante siempre está girando. Energía cinética almacenada. Cuando engranas el embrague, esa energía se transfiere a través del cigüeñal y el ariete baja en un arco fijo. Aproximación rápida. Fuerza máxima cerca del punto muerto inferior. No hay conversación entre medio.
En material delgado, esa entrega enérgica es eficiente. El material fluye rápidamente. Entras y sales.
En una placa de AR400 de una pulgada, el punto de fluencia no es una sugerencia educada: es una pared. Cuando el ariete golpea, la fuerza aumenta rápidamente. Si la apertura del troquel está ligeramente fuera de medida o el radio interior es demasiado ajustado, no tienes la oportunidad de entrar gradualmente en la curva. La máquina se compromete. El acero reacciona. Algo cede.
Advertencia de casi accidente: he visto una prensa mecánica sobrepenetrar una placa gruesa, partir la pieza y lanzar un fragmento desde el hombro del troquel con suficiente fuerza como para abollar una protección a tres metros de distancia. Nadie presionó el paro de emergencia a tiempo porque simplemente no hubo “tiempo” para hacerlo.
Con una mecánica, una vez que el ariete se compromete, no hay vuelta atrás. No puedes pausar a mitad de carrera y revisar si hay grietas. No puedes mantener la carga para dejar que la estructura del grano se alivie. Es ruleta cinética.
Si esa es el martillo, ¿qué pasa con las máquinas eléctricas “inteligentes” de las que todos presumen?

He operado prensas servoeléctricas que podían repetir con precisión de una micra en acero inoxidable de calibre delgado. Máquinas hermosas. El ariete desciende suavemente sobre tornillos de rodillos, con motores que susurran en vez de bombas que gimen. Doblas un marco de silla en diez segundos. La hidráulica al lado tarda quince. En trabajo de chapa de alto volumen, esa diferencia paga sueldos.
Pero aquí está la parte que el folleto pasa por alto.
Esos tornillos de rodillos y sistemas de accionamiento directo funcionan mejor bajo cargas moderadas. Si los llevas hacia las 150 toneladas y más allá, estás pidiendo a componentes de precisión que absorban un impacto serio. Los sistemas eléctricos no tienen fluido para amortiguar el pico de fuerza. Tienen partes mecánicas que se desgastan—partes costosas.
Definitivamente puedes doblar acero estructural en una prensa eléctrica dentro de su capacidad nominal. Pero a medida que aumenta el espesor y la tonelada sube, la ventaja de la máquina—velocidad y repetibilidad—deja de ser toda la historia. Ahora estás limitado por cuánto esfuerzo sostenido puede soportar el sistema de accionamiento sin acelerar el desgaste o perder ese control suave por el que pagaste.
Advertencia de casi accidente: Vi un taller empujar una prensa eléctrica cerca de su límite superior de tonelaje con una placa gruesa; el ariete dudó a mitad del recorrido debido a la protección contra sobrecarga, dejando la pieza semiformada e inestable en la matriz. El operador metió la mano para “ayudarla” a asentarse antes de que el sistema se reiniciara.
La eléctrica destaca donde dominan la precisión y el tiempo de ciclo. Soportes aeroespaciales. Carcasas médicas. Paneles automotrices. Eso no es la mayoría del trabajo con placas pesadas.
Entonces, si la mecánica golpea y la eléctrica se esfuerza en el extremo superior, ¿significa eso que la respuesta es simplemente “comprar más tonelaje”?
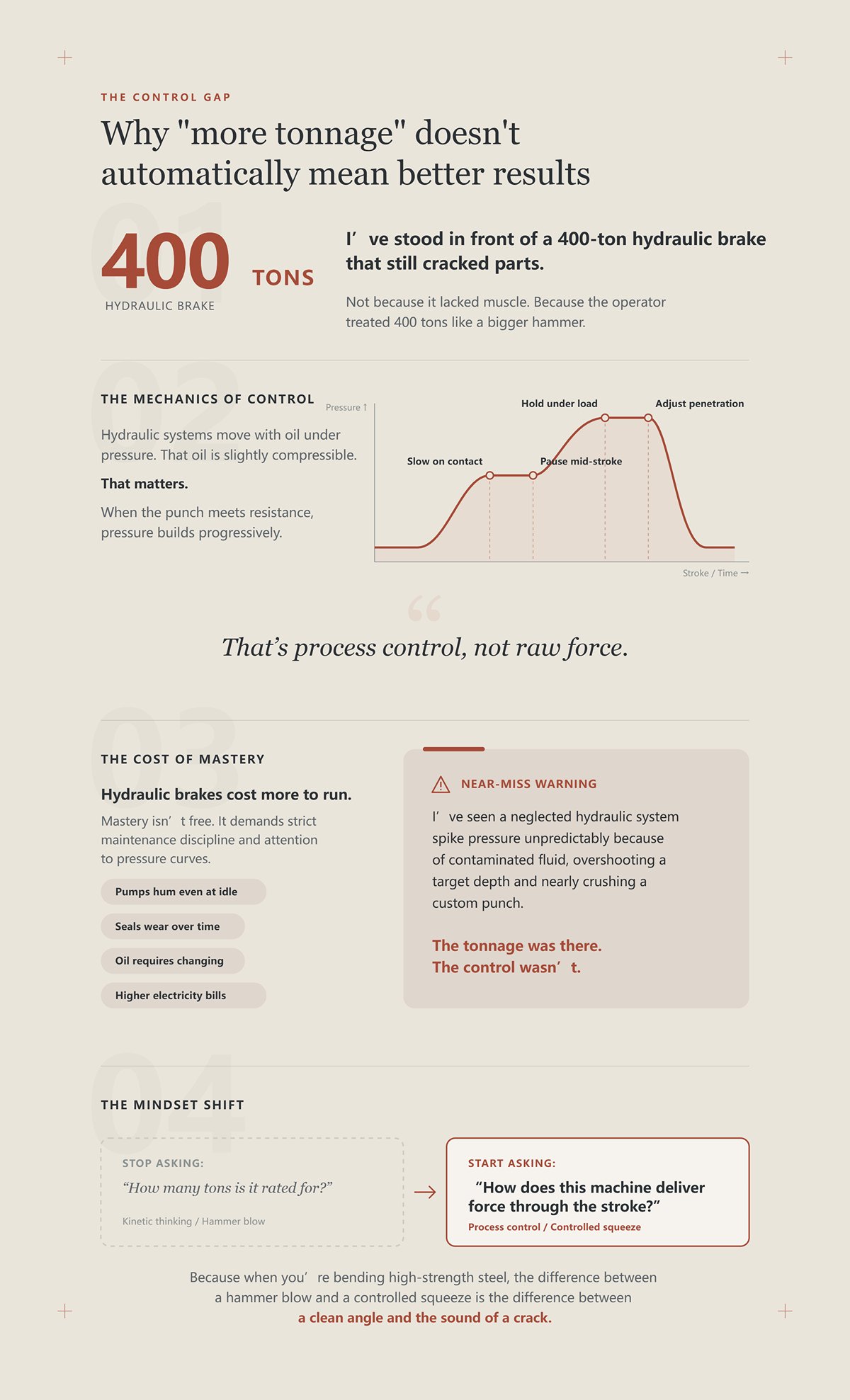
He estado frente a una prensa hidráulica de 400 toneladas que aún rompía piezas.
No porque le faltara fuerza. Porque el operador trató las 400 toneladas como un martillo más grande.
Los sistemas hidráulicos se mueven con aceite bajo presión. Ese aceite es ligeramente compresible. Eso importa. Cuando el punzón encuentra resistencia, la presión aumenta progresivamente. Puedes ralentizar el ariete al contactar el material. Puedes pausar a mitad del recorrido. Puedes mantener la carga y observar cómo se desarrolla el doblez. Puedes ajustar la penetración para controlar el retorno elástico—la recuperación que intenta abrir tu ángulo después de soltar.
Eso es control de proceso, no fuerza bruta.
Y aquí está la parte que la mayoría de los nuevos empleados no entiende: las prensas hidráulicas cuestan más de operar. Las bombas zumban incluso en reposo. Los sellos se desgastan. El aceite necesita ser cambiado. Las facturas de electricidad son más altas que las de máquinas eléctricas que se apagan entre ciclos. La maestría no es gratuita. Exige disciplina de mantenimiento y atención a las curvas de presión.
Advertencia de casi accidente: He visto un sistema hidráulico descuidado aumentar la presión de forma impredecible debido a fluido contaminado, superando una profundidad objetivo y casi aplastando un punzón personalizado. La tonelada estaba ahí. El control no.
Más tonelaje solo ayuda si puedes dosificarlo. Si no puedes pausar, mantener y sentir lo que el material está haciendo, vuelves al pensamiento cinético—solo con un número más grande en la placa de identificación.
Así que el cambio que necesito que hagas es este: deja de preguntar, “¿Para cuántas toneladas está clasificada?” y comienza a preguntar, “¿Cómo entrega esta máquina la fuerza a lo largo del recorrido?”
Porque cuando estás doblando acero de alta resistencia, la diferencia entre un golpe de martillo y una presión controlada es la diferencia entre un ángulo limpio y el sonido de una grieta.
Estábamos doblando AR400 de una pulgada en una abertura de matriz de 12x, objetivo 90 grados. El medidor subió más allá de las 350 toneladas mientras el punzón comenzaba a morder. A aproximadamente 60% de profundidad final, vi el borde interno blanquearse—la primera señal de que el grano se estaba estirando intensamente. Presioné pausa. El ariete se detuvo. La presión se mantuvo en 380 toneladas. La placa permaneció sujeta entre el punzón y la matriz como si estuviera congelada en el tiempo.
Eso, justo ahí, es cómo decides qué prensa pertenece bajo tu acero.
Si no puedes detenerte bajo carga, no puedes analizar el doblez mientras ocurre. Y si no puedes analizarlo, estás adivinando si esa placa de una pulgada quiere 420 toneladas—o quiere partirse en 401. El acero de alta resistencia no perdona las suposiciones.
La hidráulica te permite convertir la fuerza en algo que puedes medir, no solo desatar.
Colócate frente al control y Detén el ariete en el primer contacto con resistencia total. No esperes hasta el fondo. Observa cómo la presión aumenta mientras el material pasa de la deformación elástica a la plástica. Ese cambio no es teórico: verás cómo el tonelaje sube más rápido una vez que el acero empieza a ceder.
En chapa HSLA o AR, el límite elástico es alto y el rebote puede alcanzar de 8 a 10 grados si no se controla. La pausa a mitad de carrera te permite mantener la presión y dejar que el material fluya en lugar de someterlo a un golpe. El acero bajo carga redistribuye el esfuerzo a lo largo de la línea de doblado. Dale un segundo. Literalmente puedes ver cómo el ángulo se relaja un poco antes de continuar.
Intenta eso en una prensa mecánica. No puedes.
Pero aquí está la parte que el folleto omite: la pausa solo te protege si el ajuste es correcto. Si estás usando una matriz en V inferior a 6 veces el espesor del material en acero de alta resistencia, estás concentrando la fuerza tan estrechamente que el adelgazamiento puede alcanzar cifras de dos dígitos en el radio interior. Pausas—y lo único que haces es mantener el esfuerzo máximo exactamente donde una grieta quiere iniciarse.
Advertencia de casi accidente: vi a un operador pausar un doblado de acero HSLA de 3/4 de pulgada en una matriz demasiado estrecha. Pensó que detenerse significaba estar seguro. La placa se partió mientras estaba estacionaria bajo más de 300 toneladas, y la liberación hizo saltar la pieza sobrante hacia arriba como una trampa de resorte.
La pausa es un activo de seguridad. No es un sustituto del ancho correcto de matriz ni del precalentamiento cuando sea necesario. Así que si puedes detener el ariete, ¿qué estás controlando realmente: el recorrido o la fuerza misma?
En una prensa plegadora hidráulica, Ajusta el límite de presión antes de iniciar el ciclo descendente. Establece un techo por debajo de la capacidad máxima de la máquina. Ese techo se convierte en tu baranda de protección.
Los sistemas hidráulicos generan presión progresivamente. El aceite se comprime ligeramente; las válvulas regulan el flujo; los cilindros convierten la presión en fuerza lineal. A medida que la resistencia aumenta, la presión se eleva de forma suave a lo largo de una curva que puedes observar en tiempo real. Estás cabalgando un río de fuerza, no disparando un proyectil.
Los sistemas mecánicos e incluso los servoeléctricos entregan fuerza ligada a perfiles de movimiento y a la energía mecánica almacenada o transmitida. Una vez que el ariete está comprometido cerca del punto muerto inferior, la fuerza máxima llega le guste o no al acero. Ese es comportamiento de impacto, aunque sea un impacto preciso.
¿“Control infinito” significa que la hidráulica puede doblar cualquier cosa? No. Una vez superados aproximadamente los 50 mm de espesor de placa, la mayoría de las prensas hidráulicas estándar alcanzan sus límites estructurales y de bomba. Necesitarás configuraciones en tándem o equipos especializados. Y en chapa delgada, los sistemas eléctricos suelen superar a las hidráulicas en repetibilidad y consumo energético.
Entonces, ¿por qué la hidráulica domina en placas de alta resistencia?
Porque la fractura en acero AR o HSLA no se trata del tonelaje promedio. Se trata del control de picos. Las microgrietas comienzan cuando el esfuerzo local supera los límites de tracción en el radio interior. Una rampa de presión suave reduce la sobrecarga instantánea. Un impacto fijo no se preocupa por tu estructura de grano.
Advertencia de casi accidente: una vez probamos un nuevo lote de chapa AR sin ajustar la rampa de presión. El ariete mantuvo la velocidad rápida de aproximación demasiado tiempo antes de desacelerar. La presión se disparó 40 toneladas por encima de nuestra curva habitual en una fracción de segundo. La grieta sonó como un disparo de fusil.
Si puedes moldear la curva de fuerza, reduces el riesgo de picos. Si no puedes, estás apostando a que el acero se comporte exactamente como el último lote. Y eso conduce a la pregunta que la mayoría de los nuevos empleados nunca hacen: ¿qué está sucediendo realmente dentro de ese cilindro cuando mantienes 400 toneladas y el ariete simplemente… espera?
| Tema | Detalles |
|---|---|
| Control de tonelaje infinito vs. impacto fijo | Prevención de fracturas del material |
| Configuración del freno hidráulico | Ajusta el límite de presión antes de iniciar el ciclo descendente. Establece un techo por debajo de la clasificación máxima de la máquina para crear una barrera de seguridad. |
| Cómo aplican fuerza los sistemas hidráulicos | La presión se acumula progresivamente. El aceite se comprime ligeramente; las válvulas regulan el flujo; los cilindros convierten la presión en fuerza lineal. A medida que la resistencia aumenta, la presión se eleva suavemente a lo largo de una curva visible en tiempo real—como montar un río de fuerza, no disparar un tiro. |
| Sistemas mecánicos y servoeléctricos | La fuerza está vinculada a los perfiles de movimiento y a la energía mecánica almacenada/transmitida. Cerca del punto muerto inferior, la fuerza máxima llega una vez comprometida—sin importar la respuesta del material. Este es un comportamiento de impacto, incluso si está controlado con precisión. |
| Límites del “control infinito” | La hidráulica no puede doblarlo todo. Por encima de ~50 mm de espesor de placa, la mayoría de los frenos hidráulicos estándar alcanzan límites estructurales y de bomba, requiriendo configuraciones en tándem o especializadas. Para chapa delgada, los sistemas eléctricos a menudo superan a los hidráulicos en repetibilidad y eficiencia energética. |
| Por qué la hidráulica domina en placas de alta resistencia | La fractura en acero AR o HSLA depende del control de picos, no del tonelaje promedio. Las microgrietas se forman cuando el esfuerzo local supera los límites de tensión en el radio interior. Una rampa de presión suave reduce la sobrecarga instantánea; el impacto fijo no considera la estructura del grano. |
| Ejemplo de advertencia de casi falla | Durante las pruebas de un nuevo lote de placas AR, la falta de ajuste de la rampa de presión hizo que el ariete desacelerara demasiado tarde. La presión tuvo un pico de 40 toneladas por encima de la curva normal en una fracción de segundo, provocando una grieta que sonó como un disparo de rifle. |
| Idea clave | Moldear la curva de fuerza reduce el riesgo de picos. Sin control, dependes de que el acero se comporte exactamente como el último lote—lo que plantea la pregunta de qué ocurre dentro del cilindro cuando se sostienen 400 toneladas y el ariete simplemente espera. |
Imagina dos cilindros grandes llenos de aceite, sellados herméticamente, pistones empujando hacia abajo. Aumenta el flujo de la bomba y observa cómo se eleva la presión cuando el punzón encuentra resistencia. Las moléculas de aceite se comprimen ligeramente, lo justo para actuar como un resorte rígido. Las válvulas de control restringen o permiten el flujo, lo que cambia la velocidad con la que se acumula la presión.
Cuando haces una pausa a mitad de la carrera, las válvulas se cierran. El flujo se detiene. La presión se iguala en toda la columna de fluido. El aceite mantiene los pistones en posición porque no tiene a dónde ir. Estás almacenando energía como presión hidráulica, no como masa giratoria ni como componentes mecánicos estirados.
Esa es la diferencia.
Un volante almacena energía cinéticamente. Un tornillo de rodillos la almacena mecánicamente. El aceite hidráulico la almacena como presión controlada. Suelta la válvula lentamente y la fuerza se libera de manera suave. Suéltala rápidamente y verás una reacción más brusca, pero aún gobernada por el flujo del fluido, no solo por la inercia.
Y aquí está la parte práctica: el aceite contaminado, los sellos desgastados o las válvulas proporcionales pegajosas distorsionan esa curva de presión. Tu “río tranquilo” se vuelve turbulento. Es entonces cuando la hidráulica pierde su ventaja.
Advertencia de casi accidente: un filtro de retorno obstruido una vez causó un retraso de presión en una flexión pesada. El operador compensó ordenando más profundidad. Cuando la válvula finalmente respondió, el émbolo penetró en exceso y casi aplastó un juego de matriz segmentado.
La dinámica de fluidos es tu defensa, pero solo si el sistema de fluido está en buen estado y la configuración es correcta.
Así que ahora sabes por qué la hidráulica puede pausar, mantener y moldear la fuerza. La verdadera pregunta no es si la máquina puede controlar el tonelaje, sino si sabes cuánto requieren realmente tu acero específico, espesor, ancho de matriz y temperatura antes de tocar el pedal.
Teníamos una pieza de 12 pies de placa de 3/8 de pulgada en la bancada; el plano del cliente decía “A36”. El operador tomó la tabla estándar: unas 60 toneladas en esa longitud en una V de 3 pulgadas. Seguro. Rutina. Luego llegó tarde el certificado del molino. No era A36. Era AR400.
Ese simple cambio toma tu número de tabla cómodo y lo estira hasta que tus cilindros trabajan en un rango que nunca habías planeado.
Así es como lo calculas antes de siquiera tocar el pedal.
Comienza con la fórmula base para doblado al aire de acero dulce:
Tonelaje por pie ≈ (K × Resistencia a la tracción × Espesor²) / Apertura de matriz
Para acero dulce de 60,000 PSI, la mayoría de las tablas ya incluyen la constante. Ese es tu factor de material “1.0”. Ahora cambia el acero, y cambias la matemática.
AR400 no tiene una resistencia a la tracción de 60,000 PSI. Típicamente supera los 180,000 PSI, con un límite elástico alrededor de 140,000–160,000 PSI dependiendo del lote. Eso significa que tu factor de material no es 1.0. Es más cercano a 2.5 en comparación con el acero dulce.
Así que si tu tabla dice 60 toneladas para esa flexión en A36, el AR400 no necesita “un poco más”. Necesita algo en el rango de 150 toneladas para la misma geometría. Mismo espesor. Misma matriz. Mismo ángulo.
Si no multiplicas, no estás subestimando por un 10%. Te equivocas por un factor que puede llevarte más allá del margen hidráulico que tu máquina puede mantener con seguridad. Y eso antes de siquiera hablar del ancho de la matriz.
Entonces, ¿qué hay exactamente en el acero que te obliga a descartar la tabla?
Mira el radio interior después de una curva. Ahí es donde las fibras externas se estiran y las fibras internas se comprimen. La curva comienza cuando superas la resistencia a la fluencia, no la resistencia a la tracción. La fluencia es el punto donde el acero deja de comportarse elásticamente y comienza a fluir.
La mayoría de las tablas genéricas de tonelaje están construidas alrededor de acero dulce con resistencia a la tracción de 60,000 PSI. Suponen una proporción típica entre fluencia y tracción para ese grado. Cambia por acero inoxidable 304 y estarás tratando con alrededor de 90,000 PSI de tracción. Cambia por AR400 y tanto la resistencia a la tracción como la de fluencia aumentan drásticamente.
Esto es importante porque la fuerza de doblado requerida escala casi directamente con la resistencia a la tracción en la fórmula. Duplica la resistencia a la tracción y, para el mismo espesor y abertura de matriz, estarás aproximadamente duplicando el tonelaje requerido.
Pero aquí está la parte que el folleto pasa por alto: muchos operadores leen “fluencia 140,000 PSI” en un certificado y ponen resistencia a la tracción de 140,000. O peor, ignoran ambas y confían en la tabla de acero dulce. Así es como ordenas silenciosamente 120 toneladas cuando el trabajo realmente necesita 280.
En una prensa hidráulica, puedes observar cómo la presión sube y detenerte. En una mecánica, simplemente obtienes la caída del ariete. De cualquier manera, si calculaste mal, la máquina no se preocupa por tu optimismo.
Advertencia de casi accidente: una vez doblamos acero inoxidable de 1/2 pulgada asumiendo un factor de material de 1,5. El lote resultó más resistente de lo especificado—cerca de 100,000 PSI de tracción. El operador llegó al fondo del recorrido persiguiendo el ángulo. La presión se disparó por encima de la clasificación de la matriz y rompió un hombro. Nadie resultó herido. Una lección cara.
Así que has corregido por la resistencia. Bien. Ahora dime—¿qué abertura de matriz estás usando y sabes qué hace eso a la curva de presión dentro de tus cilindros?
Toma ese mismo AR400 de 3/8 de pulgada. Supón que elijes una V de 2 pulgadas porque quieres un radio interior más ajustado. La fórmula de tonelaje eleva al cuadrado el espesor y lo divide por la abertura de la matriz. Reduce la V a la mitad y casi duplicas la fuerza requerida.
La práctica estándar para doblado al aire en acero dulce es aproximadamente 8× el espesor del material para la abertura de la V. Ve más estrecho—6× o 4×—y el tonelaje sube rápido. En placa de alta resistencia, esa subida no es un dolor lineal. Es un riesgo hidráulico.
Aquí está la trampa: tu máquina podría estar clasificada para 200 toneladas. Pero esa clasificación no siempre es de tonelaje completo a lo largo de toda la longitud. La deflexión y la distribución hidráulica significan que no puedes asumir capacidad uniforme de extremo a extremo. Carga una V estrecha y larga con acero de alta resistencia y concentras la fuerza en un área de contacto más pequeña. La presión en los cilindros sube para compensar.
Si tu tonelaje calculado para AR400 en una V de 8× era de 150 toneladas, pasar a una V de 6× puede empujarte por encima de 200. No cambiaste el espesor. Cambiaste la geometría—y forzaste al sistema hidráulico hacia su límite.
Y cuando un cilindro hidráulico alcanza la presión máxima del sistema, no te advierte educadamente. Las válvulas de alivio traquetean. Los sellos soportan la carga. Estás a una válvula pegajosa de una sobrepenetración repentina.
Advertencia de casi accidente: un nuevo empleado una vez eligió una V de 5× en una HSLA de 1/2 pulgada para “obtener esquinas más limpias”. El cálculo de tonelaje que omitió habría mostrado que necesitábamos más que la capacidad distribuida de la prensa en 10 pies. El ariete se atascó, la presión se mostró al máximo y cuando retrocedió, la pieza se levantó violentamente, casi derribándolo.
Puedes detenerte a mitad del recorrido todo lo que quieras. Si tu elección de matriz exige más tonelaje del que tu sistema hidráulico puede entregar suavemente, no estás controlando un río—estás tratando de contener una inundación con un trapo de taller.
Así que quizás digas, está bien, doblaré al aire en una matriz más ancha para mantener el tonelaje bajo. Eso lo resuelve todo, ¿verdad?
Doblar al aire solo contacta la punta del punzón y los hombros de la matriz. El material flota entre ellos. Eso mantiene el tonelaje requerido más bajo—muchas veces una fracción de lo que requiere llegar al fondo o acuñar, lo cual puede demandar de dos a cuatro veces la fuerza porque estás obligando al acero a conformarse al ángulo y radio de la matriz.
Por ejemplo, acero dulce de 3 mm sobre una V de 24 mm podría necesitar aproximadamente 20 toneladas por metro en doblado al aire. Cambia a llegar al fondo y fácilmente puedes duplicar o triplicar eso. La misma lámina. El mismo espesor. Exigencia hidráulica completamente diferente.
En AR400, doblar al aire mantiene el tonelaje manejable—pero el retroceso elástico puede ser de 8 a 10 grados. Eso tienta a los operadores a perseguir el ángulo conduciendo más profundo, coqueteando con llegar al fondo sin intención. El momento en que pasas de doblar al aire a llegar al fondo sin recalcular, tu requerimiento de tonelaje aumenta bruscamente.
Ese salto es donde los cilindros se sorprenden.
Si realmente necesitas tolerancias estrechas en una placa de alta resistencia, a veces tiene sentido un contacto controlado con fondo, pero solo si calculaste la mayor fuerza de antemano y confirmaste las clasificaciones tanto de la máquina como de las herramientas en unidades consistentes. Las toneladas métricas por metro no son lo mismo que las toneladas cortas por pie. Si las confundes, puedes pensar que un troquel es tres veces más fuerte de lo que realmente es.
Si las tratas a todas como martillos cinéticos, estás apostando una placa costosa en una curva de fuerza que ni siquiera entiendes.
La hidráulica te da el poder de pausar, mantener y dar forma a la fuerza. Pero el cálculo decide si esa pausa ocurre a 140 toneladas seguras, o a 260 toneladas destrozando sellos y coqueteando con la fractura. Y eso conduce directamente a la siguiente disciplina que debes dominar: una vez que conoces el tonelaje correcto, ¿cómo secuencias el ariete y la presión para alcanzarlo realmente, sin excederte?
Estábamos en una prensa mecánica de 250 toneladas cuando aprendí esto por las malas. Ajustas la profundidad, pisas el pedal y el ariete cae como una guillotina. Sin pausa. Sin ajuste. Si errabas el ángulo, tenías que aguantarlo.
Un freno hidráulico no tiene por qué comportarse así.
Has calculado el tonelaje. Conoces la abertura del troquel. Bien. Ahora la pregunta real: ¿cómo mover 180 toneladas a través del acero sin excederte por 20 porque tu válvula se retrasó medio segundo respecto a tu pie?
Dejas de pensar en pulgadas de recorrido y comienzas a pensar en caudal y aumento de presión. Un freno hidráulico es un río. Controla la corriente, no solo la orilla.
Observa el manómetro la próxima vez que dobles AR400 de 1/2 pulgada en una V de 8×. ¿Las dos primeras pulgadas de recorrido? Casi sin carga. Solo estás cerrando el espacio. Luego el punzón roza la placa. La presión empieza a subir—no bruscamente, sino de manera constante—a medida que comienza la deformación elástica. Esa curva te muestra dónde importa tu control.
Ajusta una velocidad de aproximación rápida hasta 0.200 pulgadas por encima del material. Mueve el aire rápidamente; no desperdicies tiempo de ciclo comprimiendo la nada.
Reduce a una velocidad de pellizco controlada antes del contacto. Me gusta una caída notable: lo suficientemente rápida para mantener la productividad, lo suficientemente lenta para que las válvulas proporcionales puedan seguir el ritmo. Los sistemas de lazo cerrado corrigen en milisegundos, pero la válvula aún tiene un tiempo físico de respuesta. Si estás yendo a toda velocidad hasta el contacto, el controlador está reaccionando al error de ayer.
Aquí está el mecanismo: la presión hidráulica no se dispara porque el acero sea maligno. Se dispara porque el fluido es casi incompresible y tus cilindros aún están fluyendo a alta tasa cuando la resistencia aumenta repentinamente. Reduce el flujo antes de que aumente la resistencia, y la rampa de presión se suaviza. Has moldeado la curva de fuerza en lugar de estrellarte contra ella.
Transiciona a la velocidad de prensado a medida que el tonelaje supera el 30–40 % del objetivo. Aquí es donde la placa de alta resistencia empieza a resistirse. Mantén el ariete paralelo. Los sistemas de sincronización modernos pueden mantener ±0.01 mm por metro, pero solo si ambos cilindros tienen flujo equilibrado. Si un lado se retrasa porque ordenaste una tasa demasiado agresiva, no estás doblando; estás torciendo.
Advertencia de casi accidente: un nuevo operador una vez dejó la velocidad de aproximación alta hasta el contacto en HSLA de 3/4 de pulgada. El ariete golpeó, la presión se excedió y el cilindro derecho se retrasó 0.3 mm antes de corregirse. La pieza se arqueó, el punzón se astilló, y sus manos aún estaban dentro del área del troquel limpiando escamas cuando ocurrió. Los golpes rápidos roban tiempo de reacción.
Programa también una velocidad de retorno controlada. El flujo inverso no es una ocurrencia tardía. Si el movimiento ascendente rebota demasiado fuerte, introduces rebote del ariete. Ese rebote aparece en el siguiente ciclo como profundidad inconsistente, y de repente estás persiguiendo el ángulo con ajustes de profundidad que nunca fueron el problema real.
Así que ya has secuenciado la carrera. Estás alcanzando la tonelada objetivo sin sobrepasarte. Ahora el acero se relaja y se abre tres grados. ¿Lo persigues más profundo o lo mantienes donde está?
Dobla una pieza de AR400 de 1/2 pulgada a 90 grados en el aire. Suelta la presión. Se abre hasta 97. Esos siete grados son recuperación elástica—energía almacenada que abandona el acero en el momento en que lo descargas.
La mayoría de los operadores empujan más profundo en el siguiente golpe. Más profundidad. Más fuerza. Con la esperanza de lograr 90 al liberar.
Pausa en punto muerto inferior con presión controlada. No un largo descanso para un café—medio segundo a un segundo bajo tonelaje estable. ¿Qué ocurre físicamente? Estás permitiendo que el microfluencia se distribuya a través del espesor en lugar de retroceder de inmediato. La presión se mantiene constante; la tensión interna del material se redistribuye.
Pero aquí está la parte que el folleto omite: mantener no es magia. Si ya estás al 95 % de la capacidad de la máquina, una sujeción estática puede generar aumento térmico en el aceite y tensión localizada en los hombros de la matriz. Una presión continua y bien conformada es más segura que mantener cargas pesadas repetidas.
Usa el tiempo de mantenimiento como un ajuste fino después de haber afinado la aproximación y las velocidades de prensado, no como un apoyo para una mala geometría o tonelaje subestimado.
La corrección de ángulo moderna puede ajustarse a mitad de carrera. Detecta que estás tendiendo a quedar poco profundo y ordena un poco más de profundidad. La máquina puede hacerlo. El juicio de cuándo confiar en ello es tuyo. Si la corrección exige un pico repentino cerca del fondo, es mejor retroceder y reprogramar la rampa de presión que dejar que golpee más fuerte en el peor momento posible.
Advertencia de casi accidente: Una vez perseguimos el retroceso elástico en acero inoxidable grueso añadiendo profundidad en lugar de añadir 0,7 segundos de mantenimiento. El operador tocó fondo en el ángulo de la matriz sin querer. La tonelada se duplicó instantáneamente. La válvula de alivio chilló, y la pieza saltó hacia atrás al soltarla, casi atrapando su antebrazo contra el tope trasero.
Entonces, ¿cuándo tiene sentido sobre-doblar? Cuando has confirmado que la demanda de mayor tonelaje se mantiene dentro de los límites de la máquina y las herramientas, y cuando tu rampa de presión es lo suficientemente suave como para no sacudir el sistema en el fondo.
Lo que nos lleva a algo que la mayoría de los recién llegados ignora hasta que las piezas empiezan a medir ángulos diferentes en los extremos que en el centro.
Carga 10 pies de placa de alta resistencia de 3/8 de pulgada y aplica 160 toneladas a lo largo. La cama se deflectará. No porque esté mal construida—porque el acero se dobla bajo carga. El centro se comba unas milésimas. Eso significa menos penetración en el centro, más ángulo.
Puedes calcular el tonelaje perfectamente y aun así obtener una curva en forma de sonrisa.
Mide una pieza de prueba en ambos extremos y en el centro antes de tocar la corrección de flecha. No adivines.
Ajusta la corrección mecánica o hidráulica de manera incremental—solo lo suficiente para contrarrestar la deflexión esperada en tu tonelaje calculado. La corrección de flecha precarga la cama hacia arriba de modo que, bajo fuerza completa, se enderece.
Aquí está el mecanismo: sin curvatura, tus cilindros están entregando fuerza igual, pero la geometría del marco redistribuye la presión de contacto de manera desigual. El sistema hidráulico podría estar sincronizado a micras, pero la estructura misma se está flexionando. Controlas el fluido perfectamente dentro de un marco que se dobla como un arco.
Las comprobaciones preventivas son importantes aquí. Alinear el pistón cada pocos cientos de ciclos. Aceite limpio para que las válvulas respondan de manera consistente. El ochenta por ciento de las fallas de válvulas se deben a contaminación. Si te desvías unas milésimas de paralelo, tu hermoso perfil de presión produce ángulos inconsistentes de un lado al otro.
Advertencia de casi accidente: Ignoramos la curvatura en una larga producción de HSLA, suponiendo que el CNC lo “manejaría”. Los ángulos centrales salieron dos grados más abiertos. El operador compensó con mayor profundidad. Los extremos se doblaron de más, el centro siguió poco profundo, y una pieza se rompió a lo largo del radio interior donde el esfuerzo alcanzó su punto máximo.
La precisión hidráulica solo vale cuando la estructura que la sostiene está ajustada y la secuencia a través del recorrido es deliberada.
Puedes ordenar 180 toneladas. La máquina te las dará. La verdadera habilidad consiste en decidir qué tan rápido acercarse, qué tan suavemente dejar que la presión aumente, cuándo mantenerla y cuánto precargar la cama para que la fuerza fluya como un río constante en lugar de un golpe de martillo.
Y si el río cambia de temperatura durante un turno largo —si el aceite se adelgaza y el tiempo de respuesta se desvía— ¿qué pasa con la secuencia que programaste tan cuidadosamente?
Preguntaste qué pasa cuando el río de fuerza se calienta a medio turno.
Esto es lo que pasa: tu 90 de la mañana se convierte en 92 a las tres de la tarde, y nadie tocó el programa.
El aceite hidráulico no es solo un lubricante. Es el medio de transmisión entre tu válvula servo y 180 toneladas de pistón. Cuando está frío al arrancar, la viscosidad es más alta —fluido más espeso, más lento a través de los orificios de las válvulas, respuesta de cilindros ligeramente retrasada. A medida que la máquina cicla, el aceite se adelgaza. El mismo comando de válvula ahora mueve más fluido, más rápido. Eso cambia la rapidez con que la presión se acumula al final del recorrido y cómo el sistema mantiene la tonelada durante esa pausa de medio segundo que programaste cuidadosamente para controlar el retorno elástico.
La escala de posición aún puede marcar ±0,01 mm.
Pero la curva de presión que te llevó allí ha cambiado.
Y eso significa que el acero siente una presión diferente.
Hace años trabajábamos con una prensa mecánica de 250 toneladas, y el desplazamiento significaba un enlace desgastado. En hidráulicas, el desplazamiento a menudo significa calor.
Empieza el día con aceite a 68 grados. Tu velocidad de aproximación es precisa pero ligeramente amortiguada; la presión aumenta con un hombro suave. A media tarde, la temperatura del aceite sube 20 o 30 grados bajo un ciclo intenso. La viscosidad baja. Las válvulas servo reaccionan más rápido. El pistón puede alcanzar la profundidad igual, pero la presión aumenta antes en los últimos milímetros de recorrido. Ese aumento temprano de presión reduce el tiempo de mantenimiento efectivo bajo tonelada estable —porque el acero comienza a ceder bajo una curva más pronunciada.
Así que tu medio segundo cuidadosamente ajustado ya no es el mismo medio segundo.
Suma esto: la cama se calienta. Las placas gruesas se calientan. Incluso el aire del taller cambia entre la mañana y la tarde. La resistencia de fluencia del acero varía ligeramente con la temperatura, y el retorno elástico la sigue. Ahora no estás lidiando solo con el aceite. Estás observando una cascada térmica de todo el taller que ajusta tu ángulo a abrirse o cerrarse por uno o dos grados.
Eso no es error del operador.
Eso es el comportamiento del fluido reescribiendo tu secuencia.
Advertencia de casi accidente: Una vez ignoramos el aumento de la temperatura del aceite durante una larga corrida de AR400 y seguimos añadiendo 0,2 mm de profundidad para perseguir un ángulo abierto que iba aumentando. Después de seis horas, el aceite estaba caliente, la respuesta era brusca y en un ciclo el émbolo tocó fondo más fuerte de lo esperado — la presión se disparó antes, la pieza retrocedió al liberar, y la mano del operador aún estaba sobre la brida verificando el ángulo.
Entonces, ¿qué haces?
Calienta deliberadamente la máquina antes de ajustar la profundidad final. Supervisa la temperatura del aceite, no solo el ángulo de la pieza. Programa rampas de presión que toleren pequeños cambios de respuesta en lugar de picos críticos cerca del punto muerto inferior. Si tu máquina tiene refrigeración, mantenla en buen estado — los enfriadores obstruidos convierten los sistemas de precisión en conjeturas para el mediodía.
No estás luchando contra el acero.
Estás gestionando la temperatura del río.
Ahora dirás, “Bien. Lo reduciré. Mantendré la estabilidad.”
Buen instinto.
Una aproximación y velocidades de prensado más lentas generan menos calor por unidad de tiempo. Menos calor significa una viscosidad más uniforme. Una viscosidad más uniforme significa que el tiempo de válvulas y las rampas de presión se comportan más cerca de lo que programaste a las 8 a. m. Pero los ciclos más lentos implican menos piezas por hora. En papel, eso parece una pérdida de productividad.
Pero aquí está la parte que el folleto pasa por alto: desechar tres láminas de placa de alta resistencia porque los ángulos de la tarde se desviaron cuesta más que recortar dos segundos de un ciclo.
El calor proviene del flujo y la resistencia. Un flujo alto a través de aberturas de válvulas estrechas genera temperatura. El ciclado rápido acumula ese calor más rápido de lo que el tanque y el enfriador pueden disiparlo. Cuando trabajas al máximo toda la mañana, estás cambiando rendimiento a corto plazo por inestabilidad a largo plazo.
Si las tratas a todas como martillos cinéticos, estás apostando una placa costosa en una curva de fuerza que ni siquiera entiendes.
A veces el movimiento más productivo es reducir la velocidad del émbolo un 10 % y mantener el aceite en su rango estable para que tu primera pieza y tu quincuagésima coincidan sin tener que corregir profundidad.
Entonces, ¿te está costando demasiado ir más despacio?
¿O la deriva térmica ya te está costando más?
| Sección | Contenido |
|---|---|
| Título | La paradoja velocidad vs. potencia: ¿te está costando demasiado el tiempo de ciclo más lento? |
| Reacción inicial | “Bien. Lo reduciré. Mantendré la estabilidad.” |
| Perspectiva inmediata | Las velocidades de aproximación y prensado más lentas generan menos calor por unidad de tiempo. Menos calor significa una viscosidad más uniforme. Una viscosidad más uniforme mantiene el tiempo de válvulas y las rampas de presión más cercanas a los ajustes programados. |
| Desventaja percibida | Los ciclos más lentos significan menos piezas por hora, lo que en el papel parece una pérdida de productividad. |
| Costo oculto | Desechar tres láminas de placa de alta resistencia debido a una desviación de ángulo puede costar más que ahorrar dos segundos por ciclo. |
| Causa raíz del calor | El calor proviene del flujo y la resistencia. Un flujo alto a través de aberturas de válvulas estrechas aumenta la temperatura. Un ciclo rápido acumula calor más rápido de lo que el tanque y el enfriador pueden disiparlo. |
| Riesgo operativo | Operar a máxima velocidad toda la mañana intercambia rendimiento a corto plazo por inestabilidad a largo plazo. |
| Concepto mecánico erróneo | Tratar las máquinas como martillos cinéticos pone en riesgo placas costosas en una curva de fuerza poco comprendida. |
| Recomendación práctica | Reducir la velocidad del pistón en un 10 % puede mantener el aceite dentro de un rango estable, asegurando consistencia entre la primera y la quincuagésima pieza sin ajustar la profundidad. |
| Pregunta final | ¿Realmente la operación más lenta te cuesta más, o la deriva térmica ya te está costando más? |
Los frenos servoeléctricos no tienen aceite que se adelgace.
Esa es su ventaja limpia.
Los husillos de bolas impulsados por servomotores no “respiran” con la temperatura como lo hace el fluido. La repetibilidad de posición puede ser más precisa porque no hay una variable de viscosidad entre la orden y el movimiento. Para trabajos con materiales delgados y de alta tolerancia, esa estabilidad térmica es difícil de refutar.
Pero los sistemas eléctricos no te ofrecen la misma conformación de tonelaje a media carrera bajo carga pesada que puede brindar un sistema hidráulico bien ajustado con control de presión en lazo cerrado. Cuando estás doblando placa gruesa de alta resistencia y necesitas pausar, mantener y ajustar dinámicamente el tonelaje para manejar el retorno elástico sin golpear los hombros del troquel, la potencia hidráulica aún te da una ventana de control más amplia.
Los híbridos intentan dividir la diferencia: accionamiento eléctrico con generación de fuerza hidráulica. Reducen algo de calor, ajustan la respuesta, pero no eliminan la física del fluido. El aceite aún se calienta. La viscosidad aún cambia. Aún necesitas enfriamiento y monitoreo si trabajas intensamente.
Así que no, no existe una máquina mágica que te libere de pensar en la entrega de fuerza.
Solo existe la pregunta: ¿qué nivel de control exige tu trabajo y estás gestionando la física que viene con el sistema que elegiste?
Porque, ya sea totalmente eléctrica o hidráulica, no se obtiene precisión por tener la placa correcta en el panel lateral.
Se obtiene al entender cómo se mueve la energía a través de la máquina — y qué cambia cuando esa energía se calienta.
Quieres un proceso repetible que compense la deriva térmica en lugar de perseguir el ángulo después de que aparezca en el medidor.
Bien.
Deja de pensar en términos de “¿Cuántas toneladas tiene esta prensa?” y empieza a pensar en términos de “¿Con cuánta precisión puedo dar forma y estabilizar esas toneladas una vez que el acero comienza a resistir?” Porque una vez que la temperatura del aceite, del banco y del material comienzan a variar, ya no estás programando posición — estás gestionando un sistema de fuerza activo.
Ese cambio no es evidente porque la máquina todavía alcanza la profundidad en la pantalla.
Cuando escucho a un comprador decir, “Estamos mirando una de 300 toneladas”, sé que todavía está comprando un martillo.
Haz una pregunta diferente: ¿Cuánta ventana de control exige este trabajo?
¿Doblado de acero dulce de 1/8 de pulgada a ±1 grado en una matriz ancha? Necesitas una posición inferior repetible y buena precisión del sistema de tope trasero. La curva de fuerza puede ser tosca y saldrás adelante. Una prensa mecánica con carrera fija puede trabajar allí todo el día, rápida y económica.
Ahora entra en acero HSLA de 3/4 de pulgada con tolerancia estricta, o placa AR donde el rebote varía con una subida de aceite de 10 grados. De repente necesitas ralentizar el acercamiento, aumentar la presión en los últimos 5 mm, pausar bajo carga y ajustar el tonelaje antes de liberar para controlar el rebote. Eso es gestión del comportamiento de fluidos. Si tu arquitectura no puede mantener presión estable mientras el aceite se adelgaza, tus “300 toneladas” son solo un número pintado al costado.
Advertencia de casi accidente: una vez tuvimos un nuevo supervisor que especificó una prensa mecánica de alto tonelaje para placa gruesa templada porque “más toneladas equivale a más seguridad.” En la primera carrera de una tarde calurosa, la carrera fija alcanzó la carga máxima demasiado rápido, sin posibilidad de corrección en medio de la carrera, y una pieza sufrió microfracturas a lo largo de la línea de doblado. Pasó inspección visual. Falló en servicio. A la máquina no le faltó potencia — le faltó control.
Así que la primera perspectiva no es el tipo de máquina.
Es el ancho de banda de control de fuerza requerido.
Escribe el trabajo en tres columnas: espesor, tolerancia, consecuencia del fallo.
El espesor te dice el tonelaje base. La tolerancia te indica cuán estrecha es tu ventana de fuerza. La consecuencia te dice cuánta deriva térmica puedes permitir antes de que el desperdicio se vuelva catastrófico.
Si produces grandes volúmenes de soportes de baja consecuencia y tolerancia amplia, la velocidad mecánica puede ganar. Ciclos más rápidos significan menos capital inmovilizado. Aceptas una curva de fuerza tosca porque el acero lo permite.
Pero aquí está la parte que el folleto pasa por alto: cuando la tolerancia se estrecha o la consecuencia aumenta — piezas estructurales, placas de desgaste, cualquier cosa donde una línea de doblado agrietada cueste dinero real — el valor se desplaza del tiempo de ciclo hacia la capacidad de control. Un sistema hidráulico con control de presión en circuito cerrado te permite modelar el flujo: ajustar la tasa de aumento, mantener bajo carga, compensar la temperatura del aceite modificando los valores de presión en lugar de perseguir la profundidad.
Los sistemas de servomotores eléctricos eliminan el aceite de la ecuación, lo que ayuda a la estabilidad térmica en calibres más ligeros. Pero una vez que se trabaja con placas de alta resistencia y se necesita conformar con tonelaje a media carrera bajo carga pesada, la potencia hidráulica aún ofrece una ventana de ajuste más amplia, siempre que se gestione el calor y el flujo de forma deliberada.
Así que igualas la arquitectura no al tonelaje.
La igualas al grado en que se permite que el acero te sorprenda.
Ahora llegamos a la verdadera pregunta: ¿cómo construir un proceso que compense en lugar de reaccionar?
Instrumenta la máquina. Supervisa la temperatura del aceite en cada turno. Registra el ángulo, la profundidad y la presión en la aprobación de la primera pieza. Vincula el rango de ángulo aceptable a una franja de temperatura. Cuando el aceite se mueve fuera de esa franja, ajusta primero la rampa de presión o el tiempo de mantenimiento, no la profundidad final. Eso mantiene estable la curva de fuerza en lugar de hundirse más en la matriz y cambiar el radio de plegado.
Programa ciclos de calentamiento deliberados. Lleva el sistema hidráulico a la temperatura de operación antes de fijar la profundidad final. Estabilidad primero, producción después.
Estandariza la velocidad. Evita los arranques a flujo máximo por la mañana y los movimientos lentos por la tarde. La tasa de flujo genera calor. El calor altera la viscosidad. La viscosidad cambia la respuesta de presión. No puedes tener una curva de fuerza repetible con una entrada térmica diferente cada hora.
Capacita a los operadores para pensar en términos de comportamiento de presión, no solo de resultado de ángulo. Cuando un ángulo se abre, pregunta: ¿aumentó la temperatura del aceite? ¿Se acortó efectivamente el tiempo de mantenimiento porque la presión se acumuló antes? Esa forma de pensar convierte la resolución de problemas de conjetura en física.
Te llevas una idea fundamental: deja de preguntar cuántas toneladas tiene una prensa plegadora y empieza a preguntar con qué precisión puedes controlar esas toneladas una vez que el acero empieza a oponerse.
Porque una vez que ves la máquina como un río de fuerza controlable en lugar de un martillo cinético, cada decisión —compra, programación, operación— cambia de forma.


















