

I watched a 1-inch AR400 plate split with a sound like a rifle shot.
We were on a 250-ton mechanical brake. Flywheel spinning. Clutch engaged. Ram dropped. The operator treated it like every other bend he’d ever made—set the backgauge, hit the pedal, let the machine do its thing. The punch hit hard, bottomed fast, and the plate didn’t yield evenly. It fractured along the inside radius. Six thousand dollars of steel turned into scrap in under two seconds.
He kept saying, “But it’s rated for the tonnage.”
That’s the sentence that gets people hurt.
You’ve probably been told a press brake is just a metal folder with more muscle. Line it up. Hit it. Bend it. Repeat.
That works fine when you’re folding 11-gauge mild steel all day.
But the moment you move into high-strength plate—AR400, Hardox, quenched-and-tempered structural—you’re not folding paper anymore. You’re forcing a material with low ductility and high yield strength to deform without cracking. That’s not a “hit it and hope” operation. That’s controlled plastic deformation under load.
Different machines deliver that load in completely different ways. Some strike. Some push. Some squeeze and let you feel what’s happening mid-stroke.
If you treat them all like kinetic hammers, you’re gambling expensive plate on a force curve you don’t even understand.
So what actually happens inside each type of brake when the ram starts down?
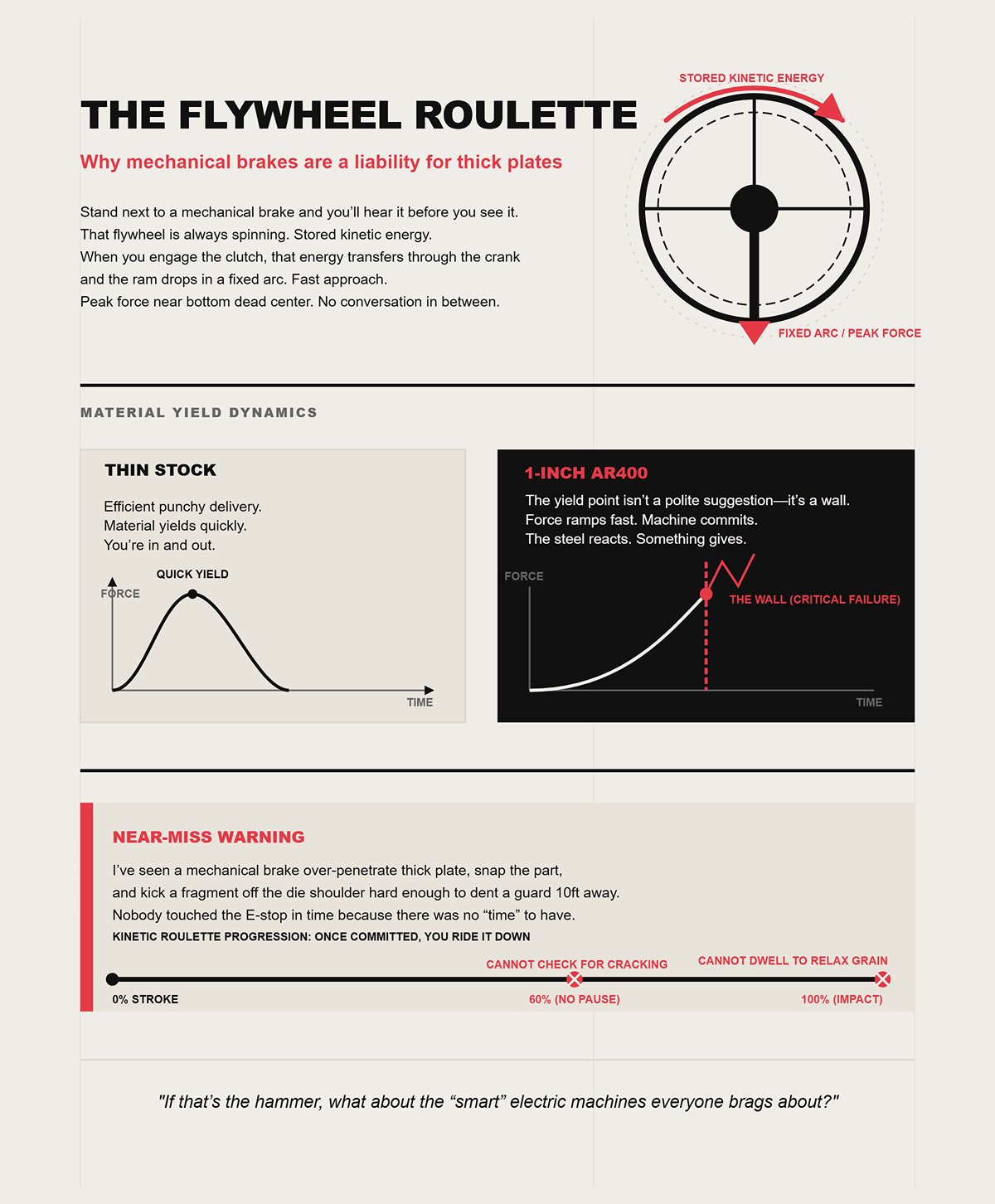
Stand next to a mechanical brake and you’ll hear it before you see it. That flywheel is always spinning. Stored kinetic energy. When you engage the clutch, that energy transfers through the crank and the ram drops in a fixed arc. Fast approach. Peak force near bottom dead center. No conversation in between.
On thin stock, that punchy delivery is efficient. The material yields quickly. You’re in and out.
On 1-inch AR400, the yield point isn’t a polite suggestion—it’s a wall. When the ram hits, the force ramps fast. If your die opening is slightly off, or your inside radius is too tight, you don’t get a chance to ease into the bend. The machine commits. The steel reacts. Something gives.
Near-Miss Warning: I’ve seen a mechanical brake over-penetrate thick plate, snap the part, and kick a fragment off the die shoulder hard enough to dent a guard ten feet away. Nobody touched the E-stop in time because there was no “time” to have.
With a mechanical, once the ram is committed, you’re riding it down. You can’t pause at 60% stroke and check for cracking. You can’t dwell under load to let the grain structure relax. It’s kinetic roulette.
If that’s the hammer, what about the “smart” electric machines everyone brags about?

I’ve run servo-electric brakes that could repeat within a micron on light-gauge stainless. Beautiful machines. Ram glides down on roller screws, motors whispering instead of pumps whining. Bend a chair frame in ten seconds. Hydraulic next to it takes fifteen. In high-volume sheet work, that difference pays salaries.
하지만 여기 브로셔가 간과하는 부분이 있습니다.
그 롤러 나사와 직접 구동 시스템은 중간 하중에서 가장 잘 작동합니다. 150톤 이상으로 밀어붙이면 정밀 부품이 심각한 충격을 흡수해야 합니다. 전기 시스템은 힘의 급증을 완충할 유체가 없습니다. 마모되는 기계 부품이 있으며—비싼 부품입니다.
전기 브레이크의 등급 내에서 구조용 강철을 구부리는 것은 절대 가능합니다. 그러나 두께가 증가하고 톤수가 상승함에 따라 기계의 장점—속도와 반복성—은 전체 이야기가 아닙니다. 이제 드라이브 시스템이 마모를 가속화하거나 지불한 부드러운 제어를 잃지 않고 지속할 수 있는 하중에 의해 제한됩니다.
근접 사고 경고: 나는 한 작업장에서 두꺼운 판재에 대해 전기 브레이크를 최대 톤수 한계 근처로 밀어붙이는 것을 보았습니다. 램이 과부하 보호로 인해 중간 스트로크에서 주저하며 부품이 반쯤 형성되고 불안정하게 금형에 남아 있었습니다. 운영자는 시스템이 리셋되기 전에 그것이 안정되도록 “도와주기” 위해 손을 뻗었습니다.
전기는 정밀성과 사이클 시간이 지배하는 곳에서 뛰어납니다. 항공우주 브래킷. 의료 인클로저. 자동차 패널. 이것은 대부분의 중량 판재 작업이 아닙니다.
따라서 기계적 충격과 전기적 스트레인이 최고 한계에 도달한다면, 그 답이 단순히 “더 많은 톤수를 구매하라”는 의미인가요?
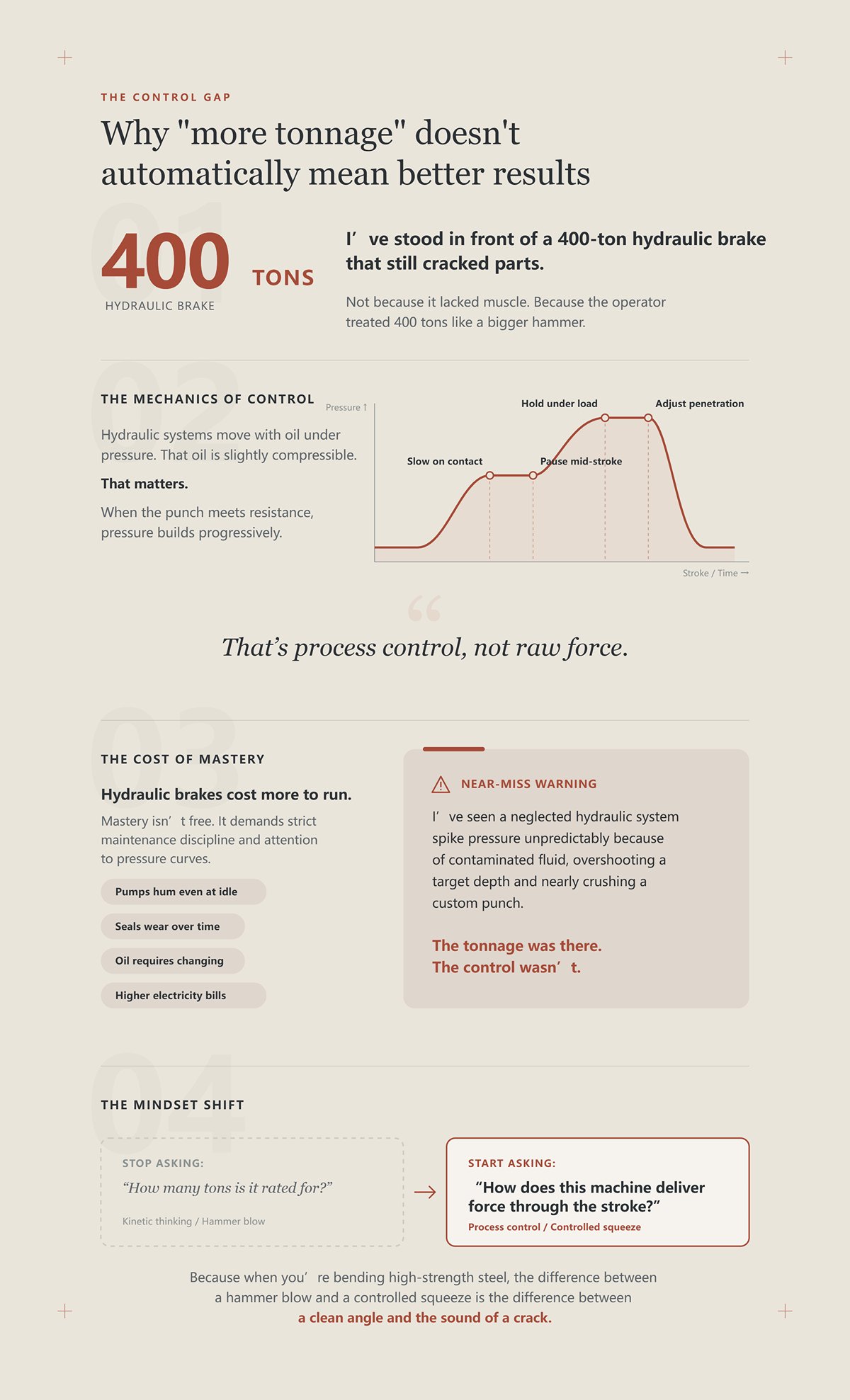
나는 여전히 부품이 깨지는 400톤 유압 브레이크 앞에 서 있었습니다.
근육이 부족해서가 아닙니다. 운영자가 400톤을 더 큰 망치처럼 다루었기 때문입니다.
유압 시스템은 압력을 받은 오일로 움직입니다. 그 오일은 약간 압축 가능합니다. 이것은 중요합니다. 펀치가 저항에 부딪힐 때 압력이 점진적으로 상승합니다. 재료에 접촉할 때 램을 늦출 수 있습니다. 중간 스트로크에서 멈출 수 있습니다. 하중 아래에서 유지하고 굽힘이 발전하는 것을 지켜볼 수 있습니다. 스프링백을 관리하기 위해 침투를 조정할 수 있습니다—방출 후 각도를 열려고 하는 탄성 회복입니다.
그것이 바로 공정 제어입니다, 원초적인 힘이 아닙니다.
그리고 대부분의 신입 사원들이 놓치는 부분이 있습니다: 유압 브레이크는 운영 비용이 더 많이 듭니다. 펌프는 공회전 중에도 윙윙거립니다. 씰이 마모됩니다. 오일은 교체해야 합니다. 전기 요금은 사이클 사이에 전원을 끄는 전기 기계보다 높습니다. 숙달은 무료가 아닙니다. 유지 관리 규율과 압력 곡선에 대한 주의가 필요합니다.
근접 사고 경고: 나는 오염된 유체로 인해 예측할 수 없이 압력이 급증하는 방치된 유압 시스템을 보았습니다. 목표 깊이를 초과하고 맞춤형 펀치를 거의 압사시킬 뻔했습니다. 톤수는 있었지만 제어는 없었습니다.
더 많은 톤수는 그것을 조절할 수 있을 때만 도움이 됩니다. 멈추거나, 유지하거나, 재료가 어떻게 작용하는지 느낄 수 없다면, 이름표에 더 큰 숫자가 있는 운동적 사고로 돌아가는 것입니다.
따라서 내가 당신에게 요구하는 변화는 이것입니다: “이 기계는 얼마나 많은 톤수에 대해 평가되었나요?”라는 질문을 멈추고, “이 기계는 스트로크를 통해 힘을 어떻게 전달하나요?”라는 질문을 시작하세요.”
고강도 강철을 구부릴 때, 망치의 타격과 제어된 압착의 차이는 깨끗한 각도와 균열 소리의 차이입니다.
우리는 12x 금형 개구에서 1인치 AR400을 구부리고 있었고, 목표는 90도였습니다. 펀치가 물어보기 시작하면서 게이지는 350톤을 넘어섰습니다. 최종 깊이 약 60%에서 나는 내부 모서리가 하얗게 변하는 것을 보았습니다—곡물이 심하게 늘어나고 있다는 첫 번째 신호입니다. 나는 일시 정지를 눌렀습니다. 램이 멈췄습니다. 압력은 380톤에서 유지되었습니다. 판재는 펀치와 금형 사이에 마치 시간이 멈춘 것처럼 고정되어 있었습니다.
바로 그 지점이 당신의 강철 아래에 어떤 브레이크가 적합한지를 결정하는 방법입니다.
하중 아래에서 멈출 수 없다면, 굽힘이 발생하는 동안 그것을 조사할 수 없습니다. 그리고 그것을 조사할 수 없다면, 그 1인치 판재가 420톤을 원할지 아니면 401에서 갈라지기를 원할지 추측하는 것입니다. 고강도 강철은 추측을 용납하지 않습니다.
유압은 힘을 단순히 방출하는 것이 아니라 측정할 수 있는 것으로 변환할 수 있게 해줍니다.
제어 장치에 서서 전체 저항과의 첫 접촉에서 램을 멈추십시오.. 바닥에 도달할 때까지 기다리지 마십시오. 재료가 탄성 변형에서 플라스틱 변형으로 전환될 때 압력이 상승하는 것을 지켜보십시오. 그 변화는 이론적이지 않습니다. 강철이 항복하면 톤 수가 더 빠르게 상승하는 것을 볼 수 있습니다.
HSLA 또는 AR 판에서는 항복 강도가 높고 관리하지 않으면 스프링백이 8도에서 10도까지 발생합니다. 중간 스트로크 정지는 압력을 유지하고 재료가 충격을 받지 않도록 흐르게 할 수 있게 해줍니다. 하중 아래의 강철은 굽힘선에 따라 응력을 재분배합니다. 잠시 기다려 보십시오. 계속하기 전에 각도가 약간 이완되는 것을 실제로 볼 수 있습니다.
기계에서 그렇게 해보십시오. 할 수 없습니다.
하지만 브로셔에서 간과하는 부분이 있습니다: 정지는 설정이 올바를 때만 보호합니다. 고강도 강철에 대해 6배 재료 두께 이하의 V-다이를 사용하는 경우, 힘을 너무 조밀하게 집중시켜 내부 반경에서 얇아짐이 두 자릿수에 이를 수 있습니다. 정지하면—당신이 한 일은 균열이 시작되기를 원하는 최대 응력을 정확히 유지하는 것뿐입니다.
근접 사고 경고: 저는 작업자가 너무 좁은 다이에서 3/4인치 HSLA 굽힘을 잠시 멈추는 것을 지켜보았습니다. 그는 멈추는 것이 안전하다고 생각했습니다. 판은 300톤 이상의 하중 아래에서 정지한 상태에서 갈라졌고, 방출되면서 잘린 조각이 스프링 트랩처럼 위로 튕겨 올라갔습니다.
정지는 안전 자산입니다. 필요할 때 올바른 다이 너비와 예열을 대체할 수 없습니다. 그래서 램을 멈출 수 있다면, 당신이 실제로 제어하고 있는 것은 무엇입니까—스트로크입니까, 아니면 힘 자체입니까?
유압 브레이크에서, 사이클을 시작하기 전에 압력 한계를 조정하십시오.. 기계의 최대 정격 아래에 천장을 설정하십시오. 그 천장은 당신의 가드레일이 됩니다.
유압 시스템은 점진적으로 압력을 생성합니다. 오일은 약간 압축되고; 밸브는 흐름을 측정하며; 실린더는 압력을 선형 힘으로 변환합니다. 저항이 증가함에 따라 압력은 실시간으로 볼 수 있는 곡선을 따라 부드럽게 상승합니다. 당신은 힘의 강을 타고 있는 것이지, 총을 쏘고 있는 것이 아닙니다.
기계적 시스템 및 심지어 서보 전기 시스템은 운동 프로파일 및 저장되거나 전송된 기계 에너지에 연결된 힘을 제공합니다. 램이 바닥 사각형에 가까워지면, 강철이 원하든 원하지 않든 최대 힘이 발생합니다. 그것이 충격 행동입니다, 비록 그것이 정밀한 충격이라 하더라도.
“무한 제어”가 유압이 무엇이든 구부릴 수 있다는 의미인가요? 아닙니다. 약 50mm 판 두께 이상에서는 대부분의 표준 유압 브레이크가 구조적 및 펌프 한계에 도달합니다. 당신은 병렬 설정이나 특수 장비가 필요할 것입니다. 그리고 얇은 시트에서는 전기가 종종 유압보다 반복성과 에너지 사용에서 더 우수합니다.
그렇다면 왜 유압이 고강도 판에서 우세한가요?
AR 또는 HSLA에서의 균열은 평균 톤 수와 관련이 없습니다. 그것은 스파이크 제어에 관한 것입니다. 미세 균열은 내부 반경에서 지역 응력이 인장 한계를 초과할 때 시작됩니다. 부드러운 압력 상승은 순간적인 과부하를 줄입니다. 고정 충격은 당신의 결정 구조를 신경 쓰지 않습니다.
근접 사고 경고: 우리는 한 번 압력 상승을 조정하지 않고 새로운 AR 판 배치를 테스트했습니다. 램이 감속하기 전에 너무 오랫동안 빠른 접근 속도로 충격을 주었습니다. 압력이 일반 곡선보다 40톤 상승했습니다. 균열 소리는 총소리처럼 들렸습니다.
힘 곡선을 형성할 수 있다면 스파이크 위험을 줄일 수 있습니다. 그렇지 않다면, 당신은 강철이 마지막 배치와 정확히 동일하게 행동한다고 베팅하는 것입니다. 그리고 그것은 대부분의 신입 사원이 결코 묻지 않는 질문으로 이어집니다: 400톤을 유지할 때 실린더 내부에서 실제로 무슨 일이 일어나고 있는 걸까요? 램은 그냥… 기다립니다.
| 주제 | 세부 사항 |
|---|---|
| 무한 톤 제어 vs. 고정 충격 | 재료 파손 방지 |
| 유압 브레이크 설정 | 사이클링 전에 압력 한계를 조정하세요. 기계의 최대 정격 아래에 천장을 설정하여 안전 가드레일을 만듭니다. |
| 유압 시스템이 힘을 적용하는 방법 | 압력은 점진적으로 증가합니다. 오일은 약간 압축되고; 밸브는 흐름을 조절하며; 실린더는 압력을 선형 힘으로 변환합니다. 저항이 증가함에 따라 압력은 눈에 보이는 실시간 곡선을 따라 부드럽게 상승합니다—힘의 강을 타는 것처럼, 총을 발사하는 것이 아닙니다. |
| 기계식 및 서보 전기 시스템 | 힘은 운동 프로파일과 저장/전송되는 기계적 에너지에 연결되어 있습니다. 바닥 사망점 근처에서, 재료 반응에 관계없이 약속된 순간에 최대 힘이 도달합니다. 이것이 충격 행동이며, 정확하게 제어되더라도 마찬가지입니다. |
| “무한 제어”의 한계” | 유압은 모든 것을 구부릴 수 없습니다. 약 50mm 이상의 판 두께에서는 대부분의 표준 유압 브레이크가 구조적 및 펌프 한계에 도달하여 병렬 또는 특수 설정이 필요합니다. 얇은 시트의 경우, 전기 시스템이 반복성과 에너지 효율성에서 종종 유압보다 우수합니다. |
| 왜 유압이 고강도 판에서 지배적인가 | AR 또는 HSLA 강철의 파손은 평균 톤이 아닌 스파이크 제어에 따라 달라집니다. 내부 반경에서 국부적인 응력이 인장 한계를 초과할 때 미세 균열이 형성됩니다. 부드러운 압력 램프는 순간적인 과부하를 줄이고; 고정 충격은 결정 구조를 고려하지 않습니다. |
| 근접 사고 경고 예시 | 새로운 AR 판 배치의 테스트 중, 압력 램프를 조정하지 않으면 램이 너무 늦게 감속하게 됩니다. 압력이 정상 곡선보다 40톤 급증하여 순식간에 발생하여 소총 발사처럼 들리는 균열이 발생했습니다. |
| 핵심 통찰 | 힘 곡선을 형성하면 스파이크 위험이 줄어듭니다. 제어가 없으면, 당신은 강철이 마지막 배치와 정확히 동일하게 행동한다고 의존하게 됩니다—400톤을 유지할 때 실린더 내부에서 무슨 일이 일어나는지에 대한 질문을 제기합니다. 램은 단순히 기다립니다. |
오일로 가득 찬 두 개의 큰 실린더를 상상해 보세요, 단단히 밀봉되어 있고, 피스톤이 아래로 밀고 있습니다. 펌프 흐름을 증가시키고 압력이 상승하는 것을 지켜보세요 펀치가 저항을 만날 때. 오일 분자는 약간 압축됩니다—단단한 스프링처럼 작용할 만큼만. 제어 밸브는 흐름을 제한하거나 허용하여 압력이 상승하는 속도를 변경합니다.
중간에 멈추면 밸브가 닫힙니다. 흐름이 멈추고 압력이 유체 기둥 전체에 걸쳐 평형을 이룹니다. 오일은 갈 곳이 없기 때문에 피스톤을 제자리에 고정합니다. 당신은 회전하는 질량이나 늘어난 기계 부품이 아닌 유압 압력으로 에너지를 저장하고 있습니다.
그게 차이입니다.
플라이휠은 에너지를 운동 에너지로 저장합니다. 롤러 스크류는 기계적으로 저장합니다. 유압 오일은 제어된 압력으로 저장합니다. 밸브를 천천히 열면 힘이 부드럽게 줄어듭니다. 빠르게 버리면 더 날카로운 반응을 보이지만, 여전히 관성만이 아닌 유체 흐름에 의해 제어됩니다.
그리고 여기 실용적인 부분이 있습니다: 오염된 오일, 마모된 씰, 또는 끈적한 비례 밸브는 그 압력 곡선을 왜곡합니다. 당신의 “부드러운 강”은 격렬해집니다. 그때 유압은 그 이점을 잃습니다.
근접 경고: 막힌 리턴 필터가 한 번 무거운 굽힘에서 압력 지연을 일으켰습니다. 운영자는 더 깊이를 명령하여 보상했습니다. 밸브가 마침내 반응했을 때, 램이 과도하게 침투하여 분할 다이 세트를 거의 압사시킬 뻔했습니다.
유체 역학은 당신의 방어 수단입니다 - 하지만 유체 시스템이 건강하고 설정이 올바를 때만 그렇습니다.
이제 유압이 어떻게 멈추고, 유지하며, 힘을 형성할 수 있는지 알게 되었습니다. 진짜 질문은 기계가 톤을 제어할 수 있는지가 아닙니다. 당신이 페달을 밟기 전에 특정 강철, 두께, 다이 너비 및 온도가 실제로 얼마나 필요한지를 아는지가 문제입니다.
침대에 3/8인치 두께의 12피트 막대가 있었습니다 - 고객 도면에는 “A36”이라고 적혀 있었습니다. 운영자는 표준 차트를 가져왔습니다: 그 길이에 대해 약 60톤의 3인치 V에서 안전하고 일상적입니다. 그러다 밀 인증서가 늦게 도착했습니다. A36이 아니었습니다. AR400이었습니다.
그 하나의 교체는 당신의 편안한 차트 숫자를 늘려서 당신의 실린더가 계획하지 않았던 범위에서 작동하게 만듭니다.
페달을 밟기 전에 이렇게 계산합니다.
부드러운 강철의 공기 굽힘에 대한 기본 공식을 시작하세요:
피트당 톤 수 ≈ (K × 인장 강도 × 두께²) / 다이 개구부
60,000 PSI의 부드러운 강철에 대해 대부분의 차트는 이미 상수를 포함하고 있습니다. 그것이 당신의 “1.0” 재료 계수입니다. 이제 강철을 변경하면 수학도 변경됩니다.
AR400은 60,000 PSI 인장이 아닙니다. 일반적으로 180,000 PSI 인장 이상이며, 배치에 따라 140,000–160,000 PSI의 항복 강도를 가집니다. 즉, 당신의 재료 계수는 1.0이 아닙니다. 부드러운 강철에 비해 2.5에 더 가깝습니다.
따라서 차트가 A36에서 그 굽힘에 대해 60톤이라고 하면, AR400은 “조금 더” 필요하지 않습니다. 같은 기하학에 대해 약 150톤이 필요합니다. 같은 두께. 같은 다이. 같은 각도.
곱하지 않으면, 당신은 10%로 과소 평가하고 있는 것이 아닙니다. 당신은 기계가 안전하게 유지할 수 있는 유압 창을 넘어설 수 있는 계수로 벗어나고 있습니다. 그리고 우리는 다이 너비에 대해 이야기하기도 전에입니다.
그렇다면 강철의 어떤 점이 당신으로 하여금 차트를 버리게 만들까요?
굽힘 후 내부 반경을 살펴보세요. 그곳이 외부 섬유가 늘어나고 내부 섬유가 압축되는 곳입니다. 굽힘은 항복 강도를 초과할 때 시작되며, 인장 강도가 아닙니다. 항복은 강철이 탄성적으로 행동을 멈추고 흐르기 시작하는 지점입니다.
대부분의 일반적인 톤 차트는 60,000 PSI 인장 강도의 연강을 기준으로 작성됩니다. 이들은 해당 등급의 전형적인 항복 대 인장 비율을 가정합니다. 304 스테인리스로 교체하면 인장 강도가 약 90,000 PSI에 이릅니다. AR400으로 교체하면 인장 강도와 항복 강도가 모두 급격히 증가합니다.
이것은 필요한 굽힘 힘이 공식에서 인장 강도와 거의 직접적으로 비례하기 때문에 중요합니다. 인장을 두 배로 늘리면 동일한 두께와 다이 개구부에 대해 필요한 톤이 대략 두 배가 됩니다.
하지만 브로셔에서 간과하는 부분이 있습니다: 많은 작업자들이 인증서에서 “항복 140,000 PSI”를 읽고 인장 140,000을 입력합니다. 더 나쁜 경우, 둘 다 무시하고 연강 차트를 신뢰합니다. 그렇게 하면 작업이 실제로 280이 필요한데도 조용히 120톤을 명령하게 됩니다.
유압 브레이크에서는 압력이 상승하고 멈추는 것을 볼 수 있습니다. 기계식 브레이크에서는 단지 램이 떨어지는 것만 볼 수 있습니다. 어쨌든 잘못 계산했다면 기계는 당신의 낙관에 신경 쓰지 않습니다.
근접 사고 경고: 우리는 한 번 1/2인치 스테인리스를 1.5 재료 계수를 가정하고 구부렸습니다. 배치가 사양보다 더 뜨거운 100,000 PSI 인장으로 테스트되었습니다. 작업자는 각도를 쫓아 스트로크를 바닥까지 내렸습니다. 압력이 다이의 정격을 초과하여 어깨를 갈라졌습니다. 다친 사람은 없었습니다. 비싼 교훈이었습니다.
그래서 강도를 보정했습니다. 좋습니다. 이제 말해보세요—어떤 다이 개구부를 사용하고 있으며, 그것이 실린더 내부의 압력 곡선에 어떤 영향을 미치는지 알고 있습니까?
같은 3/8인치 AR400을 가져옵니다. 더 좁은 내부 반경을 원하기 때문에 2인치 V를 선택한다고 가정해 보세요. 톤 수 공식은 두께를 제곱하고 다이 개구부로 나눕니다. V를 반으로 줄이면 필요한 힘이 거의 두 배가 됩니다.
연강 공기 굽힘의 표준 관행은 V 개구부에 대해 약 8배의 재료 두께입니다. 더 좁게—6배 또는 4배—하면 톤 수가 빠르게 증가합니다. 고강도 판에서는 그 증가가 선형적인 고통이 아닙니다. 그것은 유압 위험입니다.
여기서 함정이 있습니다: 당신의 기계는 200톤으로 정격될 수 있습니다. 그러나 그 정격이 항상 전체 길이에 걸쳐 전체 톤 수가 아닐 수 있습니다. 처짐과 유압 분포 때문에 끝에서 끝까지 균일한 용량을 가정할 수 없습니다. 긴 좁은 V에 고강도 강철을 장착하면 힘이 더 작은 접촉 면적으로 집중됩니다. 실린더의 압력이 보상하기 위해 상승합니다.
AR400에서 8배 V의 계산된 톤 수가 150톤이었다면, 6배 V로 떨어지면 200톤을 초과할 수 있습니다. 두께는 변경되지 않았습니다. 기하학이 변경되었고, 유압 시스템을 한계로 밀어붙였습니다.
유압 실린더가 최대 시스템 압력에 도달하면 정중하게 경고하지 않습니다. 릴리프 밸브가 진동합니다. 씰이 하중을 받습니다. 당신은 갑작스러운 과도한 침투를 막기 위해 하나의 끈적한 밸브에서 멀어졌습니다.
근접 사고 경고: 한 신입 사원이 1/2인치 HSLA에서 “더 깨끗한 모서리”를 얻기 위해 5배 V를 선택한 적이 있습니다. 그가 건너뛴 톤 수 계산은 우리가 10피트에 걸쳐 브레이크의 분산 용량보다 더 많은 것이 필요하다는 것을 보여주었을 것입니다. 램이 멈추고, 압력이 고정되었으며, 그가 물러서자 부품이 격렬하게 튕겨 나와 그를 거의 균형을 잃게 만들었습니다.
당신은 원하는 만큼 중간 스트로크에서 멈출 수 있습니다. 만약 당신의 다이 선택이 당신의 유압 시스템이 부드럽게 제공할 수 있는 것보다 더 많은 톤 수를 요구한다면, 당신은 강을 제어하는 것이 아니라, 작업용 걸레로 홍수를 막으려 하고 있는 것입니다.
그래서 아마도 당신은 "좋아, 톤 수를 줄이기 위해 더 넓은 다이에서 공기 굽힘을 하겠다"고 말할 것입니다. 그게 모든 것을 해결하겠죠?
공기 굽힘은 펀치 팁과 다이 어깨에만 접촉합니다. 재료는 그 사이에 떠 있습니다. 이것은 필요한 톤 수를 낮게 유지합니다—종종 바닥 굽힘이나 코이닝의 일부에 불과하며, 이는 강철이 다이 각도와 반경에 맞도록 강제로 변형되기 때문에 두 배에서 네 배의 힘을 요구할 수 있습니다.
예를 들어, 3mm 연강을 24mm V에서 공기 굽힘을 할 경우 대략 1미터당 20톤이 필요할 수 있습니다. 바닥 굽힘으로 전환하면 쉽게 두 배 또는 세 배로 증가할 수 있습니다. 같은 시트. 같은 두께. 완전히 다른 유압 수요입니다.
AR400에서는 공기 굽힘이 톤 수를 관리 가능하게 유지하지만, 스프링백은 8도에서 10도까지 될 수 있습니다. 이는 작업자들이 더 깊이 밀어 각도를 쫓도록 유도하여 의도하지 않은 바닥 굽힘에 가까워지게 합니다. 공기 굽힘에서 바닥 굽힘으로 전환할 때 재계산 없이 진행하면 톤 수 요구가 급격히 증가합니다.
그 점프가 실린더를 놀라게 하는 곳입니다.
고강도 판재에서 정밀한 공차가 정말 필요하다면, 때때로 제어된 바닥 접촉이 의미가 있지만, 이는 미리 더 높은 힘을 계산하고 기계 및 공구의 정격을 일관된 단위로 확인한 경우에만 해당됩니다. 미터당 메트릭 톤은 피트당 숏 톤과 같지 않습니다. 이를 혼동하면 다이가 실제보다 세 배 강하다고 생각할 수 있습니다.
If you treat them all like kinetic hammers, you’re gambling expensive plate on a force curve you don’t even understand.
유압은 힘을 일시 중지하고, 유지하며, 형성할 수 있는 능력을 제공합니다. 그러나 계산이 그 일시 중지가 140 안전 톤에서 발생할지, 아니면 260 톤에서 씰을 소모하고 파손의 위험에 처할지를 결정합니다. 그리고 이는 당신이 마스터해야 할 다음 분야로 직결됩니다: 올바른 톤 수를 알게 되면, 실제로 목표를 달성하기 위해 램과 압력을 어떻게 순서대로 조정할 것인가—과도하게 넘치지 않도록?
나는 250톤 기계식 브레이크에서 이 사실을 힘들게 배웠습니다. 깊이를 설정하고 페달을 밟으면 램이 단두대처럼 떨어졌습니다. 일시 중지 없음. 조정 없음. 각도를 놓치면 그걸로 살아야 했습니다.
유압 브레이크는 그렇게 작동할 필요가 없습니다.
당신은 톤 수를 계산했습니다. 다이 개방을 알고 있습니다. 좋습니다. 이제 진짜 질문: 밸브가 발보다 반 초 늦어져서 20톤을 초과하지 않고 어떻게 180톤을 강철을 통해 이동합니까?
스트로크의 인치로 생각하는 것을 멈추고 유량과 압력 상승으로 생각하기 시작합니다. 유압 브레이크는 강입니다. 해안선뿐만 아니라 흐름을 제어하십시오.
다음 번에 1/2인치 AR400을 8× V에서 구부릴 때 압력 게이지를 주의 깊게 보십시오. 처음 두 인치의 이동? 거의 하중이 없습니다. 당신은 단지 빛을 닫고 있습니다. 그런 다음 펀치가 판재를 스치게 됩니다. 압력이 급격히 오르지 않고 점진적으로 상승하기 시작합니다—탄성 변형이 시작될 때. 그 곡선은 당신의 제어가 중요한 위치를 알려줍니다.
설정 재료 위 0.200인치까지 빠른 접근 속도를 설정하십시오. 공기를 빠르게 이동시키십시오; 아무것도 압축하는 데 사이클 시간을 낭비하지 마십시오.
감소 접촉 전에 제어된 핀치 속도로 줄입니다. 나는 눈에 띄는 감소를 좋아합니다—생산성을 유지할 만큼 빠르면서 비례 밸브가 따라갈 수 있을 만큼 느린 속도입니다. 폐쇄 루프 시스템은 밀리초 단위로 수정하지만, 밸브는 여전히 물리적 반응 시간이 있습니다. 접촉으로 전속력으로 날아가면, 컨트롤러는 어제의 실수에 반응하고 있습니다.
메커니즘은 다음과 같습니다: 유압 압력은 강철이 악하기 때문에 급증하지 않습니다. 유체가 거의 비압축성이며 저항이 갑자기 증가할 때 실린더가 여전히 높은 속도로 흐르고 있기 때문에 급증합니다. 저항이 상승하기 전에 흐름을 늦추면 압력 상승이 부드러워집니다. 당신은 힘 곡선을 형성했지, 그것에 부딪히지 않았습니다.
전환 목표의 30–40%를 초과하여 톤 수가 증가함에 따라 압축 속도로 전환합니다. 이 지점에서 고강도 판재는 반격을 시작합니다. 램을 평행하게 유지하십시오. 현대의 동기화 시스템은 미터당 ±0.01 mm를 유지할 수 있지만, 두 실린더가 균형 잡힌 흐름을 볼 때만 가능합니다. 한쪽이 너무 공격적인 속도로 명령을 받으면 지연되며, 구부리는 것이 아니라 비틀고 있습니다.
근접 경고: 한 새로운 작업자가 3/4인치 HSLA에서 접촉까지 접근 속도를 높게 유지했습니다. 램이 충돌하고 압력이 초과했으며, 오른쪽 실린더가 수정되기 전에 0.3 mm 지연되었습니다. 부품이 휘어지고, 펀치가 깨졌으며, 그가 발생할 때 스케일을 제거하기 위해 여전히 다이 영역 안에 손이 있었습니다. 빠른 스트로크는 반응 시간을 빼앗습니다.
프로그램 제어된 복귀 속도도 설정하십시오. 역흐름은 사후 생각이 아닙니다. 상승 스트로크가 너무 세게 반발하면 램 바운스를 유발합니다. 그 반발은 다음 사이클에서 불규칙한 깊이로 나타나며, 갑자기 깊이 조정으로 각도를 쫓게 됩니다. 이는 결코 진짜 문제가 아니었습니다.
따라서 스트로크를 시퀀싱했습니다. 과도하게 넘치지 않고 목표 톤 수에 도달하고 있습니다. 이제 강철이 이완되고 3도 열립니다. 더 깊이 쫓아가야 합니까—아니면 현재 위치에서 유지해야 합니까?
1/2인치 AR400 조각을 공기 중에서 90도까지 구부립니다. 압력을 해제합니다. 97도로 열립니다. 그 7도는 탄성 회복—하중을 해제하는 순간 강철에서 빠져나가는 저장된 에너지입니다.
대부분의 작업자는 다음 타격에서 더 깊이 찌릅니다. 더 깊이. 더 많은 힘. 해제 시 90을 기대합니다.
잠시 멈추세요 바닥 사각형에서 제어된 압력으로 대신. 긴 커피 브레이크는 아닙니다—안정적인 톤에서 반초에서 1초 정도. 물리적으로 무슨 일이 일어날까요? 즉각적으로 튕겨 나오는 대신 두께를 통해 미세한 변형이 분포하도록 허용하는 것입니다. 압력은 일정하게 유지되고, 재료의 내부 응력이 재분배됩니다.
하지만 브로셔가 간과하는 부분이 있습니다: 유지하는 것은 마법이 아닙니다. 이미 기계 용량의 95%에 도달했다면, 정적 유지가 오일의 열 상승과 다이 어깨의 국부적 응력을 초래할 수 있습니다. 연속적이고 잘 형성된 압력이 반복적인 강한 유지보다 더 안전합니다.
사용하세요 접근 및 프레스 속도를 조정한 후 미세 조정으로 유지 시간을 사용하세요—나쁜 기하학이나 과소 계산된 톤에 대한 지렛대로 사용하지 마세요.
현대 각도 보정은 중간 스트로크에서 조정할 수 있습니다. 당신이 얕은 경향을 보이고 있음을 인식하고 조금 더 깊이를 명령합니다. 기계는 그렇게 할 수 있습니다. 그것을 신뢰할 시점의 판단은 당신에게 달려 있습니다. 보정이 바닥 근처에서 갑작스러운 스파이크를 요구한다면, 최악의 순간에 더 강하게 펀치하게 두기보다는 후퇴하고 압력 램프를 재프로그래밍하는 것이 더 좋습니다.
근접 경고: 우리는 두꺼운 스테인리스에서 깊이를 추가하는 대신 0.7초의 유지를 추가하여 스프링백을 추적한 적이 있습니다. 작업자가 의도치 않게 다이 각도에 바닥을 맞췄습니다. 톤이 즉시 두 배로 늘어났습니다. 릴리프 밸브가 비명을 지르며, 부품이 해제될 때 튕겨 나와 그의 팔꿈치를 백게이지에 부딪힐 뻔했습니다.
그렇다면 과도하게 구부리는 것이 언제 의미가 있을까요? 기계 및 공구 한계 내에서 더 높은 톤 수요가 유지된다는 것을 확인하고, 압력 램프가 부드러워 바닥에서 시스템을 충격하지 않을 때입니다.
이는 대부분의 신입 사원이 부품이 중간보다 끝에서 다른 각도를 측정하기 시작할 때까지 무시하는 것을 가져옵니다.
3/8인치 고강도 플레이트 10피트를 적재하고 그 위로 160톤을 밀어냅니다. 베드는 변형됩니다. 잘 만들어지지 않아서가 아니라—강철이 하중 아래에서 구부러지기 때문입니다. 중앙이 몇 천분의 일만큼 처집니다. 이는 중앙에서 침투가 줄어들고 각도가 더 커짐을 의미합니다.
톤을 완벽하게 계산할 수 있지만 여전히 미소 모양의 구부러짐이 발생할 수 있습니다.
측정하세요 크라운에 손대기 전에 양 끝과 중앙에서 테스트 조각을 측정하세요. 추측하지 마세요.
조정하세요 기계적 또는 유압 크라운을 점진적으로 조정하세요—계산된 톤에서 예상되는 변형을 상쇄할 만큼만. 크라운은 베드를 위로 미리 하중을 주어 전체 힘 아래에서 곧게 펴지도록 합니다.
메커니즘은 다음과 같습니다: 크라운이 없으면 실린더가 동일한 힘을 전달하지만, 프레임 기하학이 접촉 압력을 고르게 재분배하지 않습니다. 유압 시스템은 마이크론 단위로 동기화될 수 있지만, 구조 자체가 휘어지고 있습니다. 당신은 활처럼 휘어지는 프레임 내부에서 유체를 완벽하게 제어하고 있습니다.
예방 점검이 여기서 중요합니다. 몇 백 사이클마다 램 정렬을 해야 합니다. 깨끗한 오일이므로 밸브가 일관되게 반응합니다. 밸브 고장의 80%는 오염으로 인해 발생합니다. 몇 천분의 일만 평행에서 벗어나면, 당신의 아름다운 압력 프로파일이 좌우로 일관되지 않은 각도를 만들어냅니다.
근접 사고 경고: 우리는 긴 HSLA 작업에서 크라운을 무시하고 CNC가 “처리할 것”이라고 가정했습니다. 중앙 각도가 두 도 열리게 나왔습니다. 운영자는 추가 깊이로 보상했습니다. 끝부분은 과도하게 구부러지고, 중앙은 여전히 얕으며, 한 부품은 스트레스가 최고조에 달한 내부 반경을 따라 균열이 생겼습니다.
유압 정밀도는 그 아래 구조가 조정되고 스트로크를 통한 순서가 의도적일 때만 효과를 발휘합니다.
당신은 180톤을 명령할 수 있습니다. 기계는 그것을 제공합니다. 진정한 기술은 얼마나 빠르게 접근할지, 압력이 얼마나 부드럽게 상승할지, 언제 유지할지, 그리고 힘이 망치 타격 대신 안정적인 강처럼 흐르도록 침대를 얼마나 미리 장착할지를 결정하는 것입니다.
그리고 만약 강이 긴 교대 근무 동안 온도가 변한다면—오일이 희석되고 반응 시간이 드리프트된다면—당신이 그렇게 신중하게 프로그래밍한 순서에 무슨 일이 일어날까요?
당신은 힘의 강이 교대 중간에 따뜻해지면 무슨 일이 일어나는지 물었습니다.
다음과 같은 일이 발생합니다: 아침의 90이 오후 3시에는 92가 되고, 아무도 프로그램을 건드리지 않았습니다.
유압 오일은 단순한 윤활유가 아닙니다. 그것은 서보 밸브와 180톤의 램 사이의 전송 매체입니다. 시작할 때 차가울 때 점도가 더 높습니다 — 더 두꺼운 액체, 밸브 오리피스를 통해 느리게 흐르고, 실린더 반응이 약간 지연됩니다. 기계가 사이클을 돌면서 오일이 희석됩니다. 이제 같은 밸브 명령이 더 많은 액체를 더 빠르게 이동시킵니다. 이는 스트로크의 바닥에서 압력이 얼마나 빨리 쌓이는지와 시스템이 스프링백 제어를 위해 신중하게 프로그래밍한 그 반초 동안 톤을 얼마나 단단히 유지하는지에 변화를 줍니다.
위치 스케일은 여전히 ±0.01 mm로 읽힐 수 있습니다.
하지만 당신을 그곳에 이르게 한 압력 곡선은 이동했습니다.
그리고 그것은 강철이 다른 압박을 느낀다는 것을 의미합니다.
우리는 몇 년 전 250톤 기계식 브레이크에서 작업했으며, 드리프트는 마모된 링크를 의미했습니다. 유압에서는 드리프트가 종종 열을 의미합니다.
68도 오일로 하루를 시작하세요. 접근 속도는 선명하지만 약간 감쇠되어 있습니다; 압력이 부드러운 어깨와 함께 상승합니다. 오후 중반까지 오일 온도가 강한 사이클링 아래에서 20 또는 30도 상승합니다. 점도가 떨어집니다. 서보 밸브가 더 빨리 반응합니다. 램은 깊이에 도달할 수 있지만, 마지막 몇 밀리미터의 이동에서 압력이 더 빨리 쌓입니다. 그 이전의 압력 상승은 안정적인 톤 아래에서 유효한 유지 시간을 줄입니다 — 왜냐하면 강철이 더 가파른 곡선 아래에서 항복하기 시작하기 때문입니다.
그래서 당신이 신중하게 조정한 반초 유지가 더 이상 같은 반초가 아닙니다.
이것을 추가하세요: 침대가 따뜻해집니다. 두꺼운 판이 따뜻해집니다. 심지어 작업장의 공기도 아침과 오후 사이에 변화합니다. 강철의 항복 강도는 온도에 따라 약간 이동하며, 스프링백이 그것을 따릅니다. 이제 당신은 오일만 다루고 있는 것이 아닙니다. 당신은 전체 작업장의 열적 캐스케이드가 당신의 각도를 한두 도 열거나 닫도록 밀어주는 것을 지켜보고 있습니다.
그것은 운영자 오류가 아닙니다.
그것은 유체 행동이 당신의 순서를 다시 쓰고 있다는 것입니다.
근접 사고 경고: 한 번 우리는 긴 AR400 작업에서 상승하는 오일 온도를 무시하고 0.2mm 깊이를 추가하여 점점 벌어지는 각도를 쫓았습니다. 여섯 시간째에는 오일이 뜨거워지고 반응이 날카로워졌으며, 한 사이클이 예상보다 더 강하게 바닥에 부딪혔습니다 — 압력이 일찍 치솟았고, 부품이 풀릴 때 다시 튕겨 나갔으며, 작업자의 손은 여전히 플랜지에 있어 각도를 확인하고 있었습니다.
그럼 어떻게 하시겠습니까?
최종 깊이를 설정하기 전에 기계를 의도적으로 따뜻하게 하십시오. 부품 각도뿐만 아니라 오일 온도를 모니터링하십시오. 바닥 사점 근처에서 날카로운 스파이크를 피할 수 있도록 작은 반응 변화를 허용하는 압력 상승을 프로그램하십시오. 기계에 냉각 장치가 있다면 유지 관리하십시오 — 막힌 냉각기는 정밀 시스템을 정오까지 추측 작업으로 바꿉니다.
당신은 강철과 싸우고 있는 것이 아닙니다.
당신은 강의 온도를 관리하고 있습니다.
이제 당신은 “좋아요. 느리게 할게요. 안정적으로 유지할게요.”라고 말할 것입니다.”
좋은 직감입니다.
느린 접근 방식과 압축 속도는 단위 시간당 발생하는 열을 줄입니다. 열이 적으면 점도도 더 일관됩니다. 더 일관된 점도는 당신의 밸브 타이밍과 압력 상승이 오전 8시에 프로그래밍한 것에 더 가깝게 작동하게 만듭니다. 그러나 느린 사이클은 시간당 부품 수를 줄입니다. 종이 위에서는 생산성 손실처럼 보입니다.
하지만 브로셔에서 간과하는 부분이 있습니다: 오후 각도가 흐트러져서 고강도 판재 세 장을 폐기하는 것은 사이클에서 두 초를 줄이는 것보다 더 많은 비용이 듭니다.
열은 흐름과 저항에서 발생합니다. 좁은 밸브 개구부를 통한 높은 흐름은 온도를 높입니다. 빠른 사이클링은 탱크와 냉각기가 열을 방출할 수 있는 것보다 더 빨리 열을 쌓습니다. 아침 내내 전력을 다해 작업하면 단기 처리량을 장기 불안정성과 교환하고 있는 것입니다.
If you treat them all like kinetic hammers, you’re gambling expensive plate on a force curve you don’t even understand.
때때로 가장 생산적인 조치는 램 속도를 10% 줄이고 오일을 안정적인 범위에 유지하여 첫 번째 부품과 다섯 번째 부품이 깊이를 쫓지 않고 일치하도록 하는 것입니다.
그렇다면 느린 것이 너무 많은 비용을 초래하고 있습니까?
아니면 열적 드리프트가 이미 더 많은 비용을 초래하고 있습니까?
| 섹션 | 내용 |
|---|---|
| 제목 | 속도 대 힘의 역설: 느린 사이클 시간이 너무 많은 비용을 초래하고 있습니까? |
| 초기 반응 | “좋아요. 느리게 할게요. 안정적으로 유지할게요.” |
| 즉각적인 통찰 | 느린 접근 방식과 압축 속도는 단위 시간당 발생하는 열을 줄입니다. 열이 적으면 점도도 더 일관됩니다. 더 일관된 점도는 밸브 타이밍과 압력 상승을 프로그래밍한 설정에 더 가깝게 유지합니다. |
| 인지된 단점 | 느린 사이클은 시간당 부품 수를 줄이므로 종이 위에서는 생산성 손실처럼 보입니다. |
| 숨겨진 비용 | 각도 드리프트로 인해 고강도 판재 세 장을 스크랩하는 것은 사이클당 2초를 절약하는 것보다 더 많은 비용이 들 수 있습니다. |
| 열의 근본 원인 | 열은 흐름과 저항에서 발생합니다. 좁은 밸브 개구부를 통한 높은 흐름은 온도를 증가시킵니다. 빠른 사이클링은 탱크와 쿨러가 열을 방출할 수 있는 것보다 더 빠르게 열을 축적합니다. |
| 운영상의 위험 | 오전 내내 전속력으로 운영하는 것은 단기 처리량을 장기 불안정성과 교환합니다. |
| 기계적 오해 | 기계를 운동성 해머처럼 다루는 것은 잘 이해되지 않은 힘 곡선에서 비싼 판재를 위험에 빠뜨립니다. |
| 실용적인 권장 사항 | 램 속도를 10% 줄이면 오일을 안정적인 범위 내에 유지할 수 있어 깊이를 조정하지 않고도 첫 번째와 오십 번째 부품 간의 일관성을 보장할 수 있습니다. |
| 마무리 질문 | 느린 작동이 정말로 더 많은 비용을 초래하고 있습니까 — 아니면 열 드리프트가 이미 더 많은 비용을 초래하고 있습니까? |
전기 서보 브레이크는 희석될 오일이 없습니다.
그것이 그들의 깨끗한 장점입니다.
서보 모터로 구동되는 볼 스크류는 유체처럼 온도에 따라 “호흡”하지 않습니다. 명령과 움직임 사이에 점도 변수가 없기 때문에 위치 반복성이 더 정확할 수 있습니다. 고정밀, 얇은 재료 작업의 경우, 그 열 안정성은 반박하기 어렵습니다.
하지만 전기 시스템은 잘 조정된 폐쇄 루프 압력 제어가 제공할 수 있는 중량 하중에서의 중간 스트로크 톤 수 형성을 동일하게 제공하지 않습니다. 두꺼운 고강도 판재를 구부릴 때 잠시 멈추고, 하중을 동적으로 조정하여 스프링백을 관리해야 할 때, 유체 동력은 여전히 더 넓은 제어 창을 제공합니다.
하이브리드는 차이를 나누려고 합니다 — 전기 구동과 유압력 생성. 그들은 일부 열을 줄이고 반응을 조여주지만, 유체 물리학을 제거하지는 않습니다. 오일은 여전히 따뜻해집니다. 점도는 여전히 변합니다. 힘을 강하게 가하고 있다면 냉각과 모니터링이 여전히 필요합니다.
따라서, 힘 전달에 대해 생각하지 않게 해주는 마법의 기계는 없습니다.
오직 질문만이 있습니다: 당신의 작업이 요구하는 제어 수준은 무엇이며, 당신이 선택한 시스템에 수반되는 물리학을 관리하고 있습니까?
순수 전기든 유압이든, 측면 패널에 올바른 배지를 소유한다고 해서 정밀성을 얻는 것은 아닙니다.
에너지가 기계 내에서 어떻게 이동하는지를 이해하고, 그 에너지가 열을 받을 때 어떤 변화가 있는지를 이해해야 합니다.
열 변위를 보상하는 반복 가능한 프로세스를 원하며, 게이지에 표시된 후 각도를 쫓는 대신 이를 원합니다.
좋습니다.
“이 브레이크는 몇 톤인가?”라는 관점에서 생각하는 것을 멈추고 “강철이 반발하기 시작했을 때, 그 톤을 얼마나 정밀하게 형성하고 안정화할 수 있는가?”라는 관점에서 생각하기 시작하세요. 오일 온도, 베드 온도 및 재료 온도가 움직이기 시작하면 더 이상 위치를 프로그래밍하는 것이 아니라 실시간 힘 시스템을 관리하는 것입니다.
그 변화는 기계가 여전히 화면에서 깊이에 도달하기 때문에 명백하지 않습니다.
구매자가 “300톤을 보고 있습니다.”라고 말하는 것을 들으면, 그는 여전히 해머를 쇼핑하고 있다는 것을 압니다.
다른 질문을 해보세요: 이 작업은 얼마나 많은 제어 창을 요구합니까?
±1도에서 1/8인치 연강을 넓은 다이에서 구부리나요? 반복 가능한 하단 위치와 괜찮은 백게이지 정확도가 필요합니다. 힘 곡선은 둔할 수 있으며, 그로 인해 문제가 생기지 않을 것입니다. 고정 스트로크를 가진 기계식 브레이크는 하루 종일 그곳에서 빠르고 저렴하게 작동할 수 있습니다.
이제 3/4인치 HSLA를 엄격한 공차로 다루거나, 10도 오일 상승으로 스프링백이 변동하는 AR 플레이트에 들어가 보세요. 갑자기 접근 속도를 늦추고, 마지막 5mm에서 압력을 증가시키고, 하중 아래에서 일시 정지하고, 스프링백을 억제하기 위해 방출 전에 톤을 조정해야 합니다. 이것이 유체 행동 관리입니다. 당신의 구조가 오일이 희석될 때 안정적인 압력을 유지할 수 없다면, 당신의 “300톤”은 단지 측면에 칠해진 숫자일 뿐입니다.
근접 경고: 우리는 한 번 두꺼운 담금질 플레이트에 대해 “더 많은 톤은 더 안전하다.”고 하여 고톤 기계의 사양을 지정한 새로운 감독관이 있었습니다. 첫 번째 더운 오후의 작업에서 고정 스트로크가 너무 빨리 최대 하중에 도달했고, 중간 스트로크 수정이 불가능했으며, 부품이 굽힘선 따라 미세하게 균열이 생겼습니다. 시각 검사를 통과했지만, 서비스에서 실패했습니다. 기계는 힘이 부족한 것이 아니라 제어가 부족했습니다.
따라서 첫 번째 렌즈는 기계 유형이 아닙니다.
필요한 힘 제어 대역폭입니다.
작업을 세 개의 열로 기록하세요: 두께, 공차, 실패의 결과.
두께는 기본 톤을 알려줍니다. 공차는 힘 창이 얼마나 좁은지를 알려줍니다. 결과는 스크랩이 재앙이 되기 전에 얼마나 많은 열 변위를 감당할 수 있는지를 알려줍니다.
고볼륨, 저 결과 브래킷을 넓은 공차로 운영하는 경우, 기계적 속도가 이길 수 있습니다. 더 빠른 사이클은 묶인 자본이 적음을 의미합니다. 강철이 허용하기 때문에 둔한 힘 곡선을 수용합니다.
하지만 브로셔에서 간과하는 부분이 있습니다: 공차가 좁아지거나 결과가 증가할 때 — 구조 부품, 마모 플레이트, 균열이 발생한 굽힘선이 실제 비용을 초래하는 모든 것 — 가치는 사이클 시간에서 제어 가능성으로 이동합니다. 폐쇄 루프 압력 제어가 있는 유압 시스템은 강철을 형성할 수 있게 해줍니다: 램프 속도를 조정하고, 하중 아래에서 유지하며, 깊이를 쫓는 대신 압력 설정점을 수정하여 오일 온도에 보상합니다.
전기 서보 시스템은 오일을 방정식에서 제거하여 가벼운 게이지에서 열 안정성을 높입니다. 그러나 고강도 플레이트에서 깊이 들어가고 중간 스트로크에서 하중 아래 톤 형성이 필요할 때, 유체 동력은 여전히 더 넓은 조정 창을 제공합니다 — 단, 열과 흐름을 의도적으로 관리해야 합니다.
따라서 아키텍처를 톤에 맞추지 않습니다.
강철이 얼마나 당신을 놀라게 할 수 있는지에 맞추어야 합니다.
이제 당신의 진짜 질문으로 넘어갑니다: 어떻게 반응하는 대신 보상하는 프로세스를 구축할 수 있을까요?
기계를 계측하세요. 매 교대마다 오일 온도를 모니터링하세요. 첫 번째 품목 승인 시 각도, 깊이 및 압력을 기록하세요. 허용 가능한 각도 범위를 온도 대역에 연결하세요. 오일이 그 대역을 벗어나면, 먼저 압력 상승 또는 유지 시간을 조정하세요 — 바닥 깊이를 조정하지 마세요. 이렇게 하면 힘 곡선이 안정적으로 유지되고 금형 안으로 더 깊이 들어가면서 굽힘 반경이 변하지 않게 됩니다.
의도적인 예열 사이클을 프로그래밍하세요. 최종 깊이를 잠그기 전에 유압 시스템을 작동 온도로 올리세요. 안정성이 먼저, 생산이 두 번째입니다.
속도를 표준화하세요. 아침에 최대 유량으로 전력 질주하고 오후에 기어가는 것을 피하세요. 유량은 열을 발생시키고, 열은 점도를 증가시킵니다. 점도는 압력 반응을 변화시킵니다. 매시간 다른 열 입력으로 반복 가능한 힘 곡선을 가질 수 없습니다.
운영자에게 각도 결과뿐만 아니라 압력 행동 측면에서 생각하도록 교육하세요. 각도가 열릴 때, 물어보세요: 오일 온도가 상승했나요? 압력이 더 빨리 쌓여서 유지 시간이 효과적으로 단축되었나요? 이러한 사고방식은 문제 해결을 추측에서 물리학으로 전환합니다.
당신이 앞으로 가져가야 할 한 가지는: 프레스 브레이크가 몇 톤인지 묻는 것을 멈추고, 강철이 저항하기 시작했을 때 그 톤을 얼마나 정밀하게 제어할 수 있는지 묻는 것입니다.
기계를 운동하는 해머가 아닌 제어 가능한 힘의 강으로 바라보게 되면, 모든 결정 — 구매, 프로그래밍, 운영 — 의 형태가 바뀝니다.


















