

Eu vi uma chapa de AR400 de 1 polegada partir-se com um som semelhante ao disparo de uma espingarda.
Estávamos numa prensa dobradeira mecânica de 250 toneladas. Volante a girar. Embraiagem engatada. O êmbolo desceu. O operador tratou-a como qualquer outra dobra que alguma vez tinha feito—definiu o batente traseiro, carregou no pedal e deixou a máquina fazer o seu trabalho. O punção bateu com força, chegou ao fundo rapidamente, e a chapa não cedeu de forma uniforme. Fraturou ao longo do raio interior. Seis mil dólares em aço transformados em sucata em menos de dois segundos.
Ele continuava a dizer: “Mas está classificada para essa tonelagem.”
Essa é a frase que magoa as pessoas.
Provavelmente já lhe disseram que uma prensa dobradeira é apenas um dobrador de metal com mais força. Alinhe. Bata. Dobre. Repita.
Isso funciona bem quando se dobra aço macio de calibre 11 o dia todo.
Mas no momento em que passa para chapa de alta resistência—AR400, Hardox, estrutural temperado e revenido—já não está a dobrar papel. Está a forçar um material com baixa ductilidade e alta resistência ao escoamento a deformar-se sem rachar. Isso não é uma operação de “bate e espera”. É deformação plástica controlada sob carga.
Máquinas diferentes aplicam essa carga de formas completamente diferentes. Algumas golpeiam. Outras empurram. Outras comprimem e deixam-no sentir o que está a acontecer a meio curso.
Se as tratar todas como martelos cinéticos, está a jogar chapa cara numa curva de força que nem sequer compreende.
Então, o que acontece realmente dentro de cada tipo de prensa quando o êmbolo começa a descer?
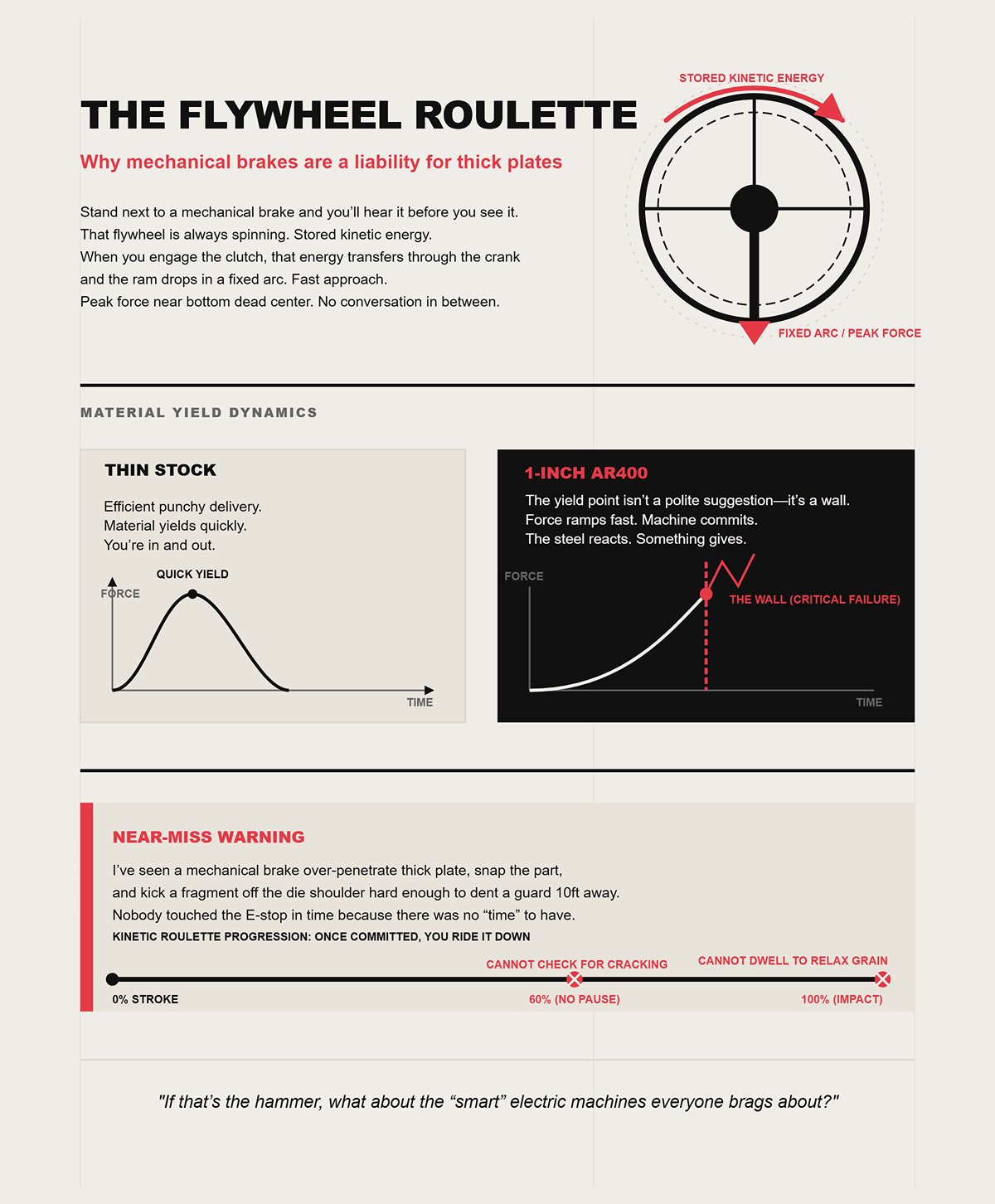
Fique ao lado de uma prensa mecânica e vai ouvi-la antes de a ver. Esse volante está sempre a girar. Energia cinética armazenada. Quando se engata a embraiagem, essa energia é transferida através da cambota e o êmbolo desce num arco fixo. Aproximação rápida. Força máxima perto do ponto morto inferior. Nenhum intervalo para conversar.
Em material fino, essa entrega enérgica é eficiente. O material cede rapidamente. Está dentro e fora.
Num AR400 de 1 polegada, o ponto de escoamento não é uma sugestão educada—é uma parede. Quando o êmbolo atinge, a força aumenta depressa. Se a abertura da matriz estiver ligeiramente errada ou o raio interior for demasiado apertado, não há oportunidade de suavizar a dobra. A máquina compromete-se. O aço reage. Algo cede.
Aviso de Quase Acidente: Já vi uma prensa mecânica sobrepenetrar chapa espessa, partir a peça e projetar um fragmento do ombro da matriz com força suficiente para amolgar uma proteção a três metros de distância. Ninguém tocou no botão de paragem de emergência a tempo porque simplesmente não havia “tempo”.
Com uma mecânica, assim que o êmbolo se compromete, está a acompanhá-lo até ao fundo. Não pode fazer pausa a meio curso e verificar se há fissuras. Não pode manter carga para deixar a estrutura do grão relaxar. É roleta cinética.
Se isso é o martelo, e as máquinas elétricas “inteligentes” de que todos se gabam?

Já trabalhei com prensas servoelétricas que conseguiam repetir com precisão de um mícron em aço inoxidável de calibre fino. Máquinas magníficas. O êmbolo desliza sobre fusos de rolos, motores a sussurrar em vez de bombas a gemer. Dobra uma estrutura de cadeira em dez segundos. A hidráulica ao lado leva quinze. Em trabalho de chapa de grande volume, essa diferença paga salários.
Mas aqui está a parte que o folheto omite.
Esses fusos de rolos e sistemas de acionamento direto funcionam melhor com cargas moderadas. Se os levar para 150 toneladas ou mais, está a pedir a componentes de precisão que absorvam choques sérios. Os sistemas elétricos não têm fluido para amortecer o pico de força. Têm peças mecânicas que se desgastam — e caras.
Pode, sem dúvida, dobrar aço estrutural numa prensa elétrica dentro da sua classificação. Mas à medida que a espessura aumenta e a tonelagem sobe, a vantagem da máquina — velocidade e repetibilidade — deixa de ser a história completa. Passa a estar limitado pela carga sustentada que o sistema de acionamento pode suportar sem acelerar o desgaste ou perder aquele controlo suave pelo qual pagou.
Aviso de quase-acidente: Vi uma oficina levar uma prensa elétrica até perto do limite máximo de tonelagem numa chapa grossa; o êmbolo hesitou a meio do curso devido à proteção contra sobrecarga, deixando a peça meio-formada e instável na matriz. O operador meteu a mão para “ajudar” a assentar antes que o sistema reiniciasse.
O elétrico destaca-se onde a precisão e o tempo de ciclo dominam. Suportes aeroespaciais. Caixas médicas. Painéis automotivos. Isso não é a maioria do trabalho com chapa pesada.
Então, se o mecânico bate e o elétrico esforça-se no limite superior, isso significa que a resposta é simplesmente “comprar mais tonelagem”?
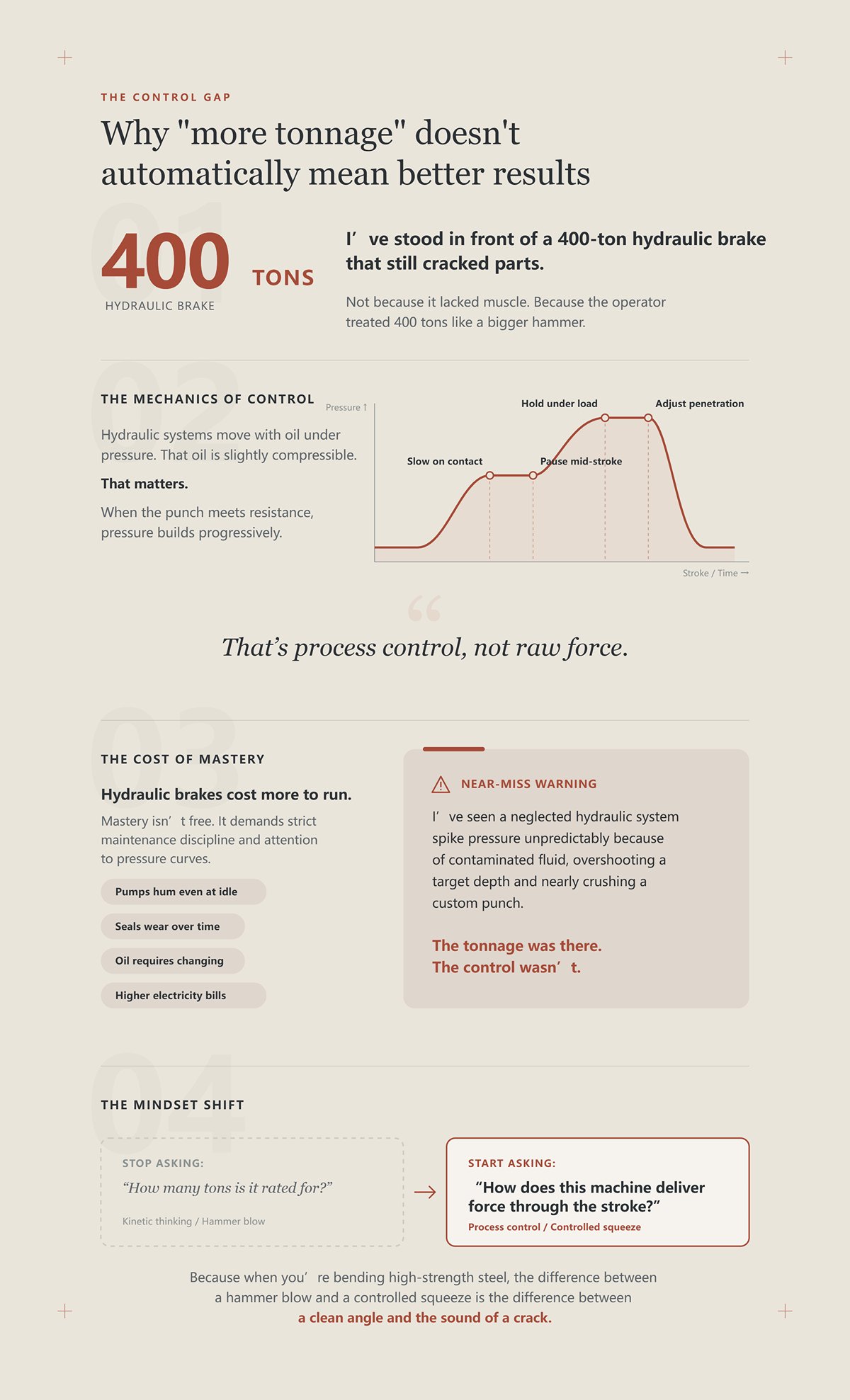
Já estive diante de uma prensa hidráulica de 400 toneladas que ainda assim partiu peças.
Não por falta de força. Mas porque o operador tratou as 400 toneladas como um martelo maior.
Os sistemas hidráulicos movem-se com óleo sob pressão. Esse óleo é ligeiramente compressível. Isso é importante. Quando o punção encontra resistência, a pressão aumenta progressivamente. Pode abrandar o êmbolo quando este entra em contacto com o material. Pode parar a meio do curso. Pode manter sob carga e observar a dobra a formar-se. Pode ajustar a penetração para gerir o retorno elástico — a recuperação que tenta abrir o ângulo após a libertação.
Isso é controlo de processo, não força bruta.
E aqui está a parte que a maioria dos novos contratados não percebe: as prensas hidráulicas custam mais para operar. As bombas funcionam mesmo em vazio. As juntas desgastam-se. O óleo precisa de ser mudado. As contas de eletricidade são mais elevadas do que nas máquinas elétricas que desligam entre ciclos. O domínio não é gratuito. Exige disciplina de manutenção e atenção às curvas de pressão.
Aviso de quase-acidente: Vi um sistema hidráulico negligenciado aumentar a pressão de forma imprevisível devido a fluido contaminado, ultrapassando a profundidade alvo e quase esmagando um punção personalizado. A tonelagem estava lá. O controlo não.
Mais tonelagem só ajuda se puder doseá-la. Se não puder parar, manter e sentir o que o material está a fazer, volta ao pensamento cinético — apenas com um número maior na placa de identificação.
Então, a mudança que preciso que faça é esta: pare de perguntar “Para quantas toneladas está classificada?” e comece a perguntar “Como é que esta máquina aplica força ao longo do curso?”
Porque quando está a dobrar aço de alta resistência, a diferença entre um golpe de martelo e um aperto controlado é a diferença entre um ângulo limpo e o som de uma racha.
Estávamos a dobrar AR400 de 1 polegada numa abertura de matriz de 12x, alvo de 90 graus. O manómetro subiu além de 350 toneladas à medida que o punção começou a morder. A cerca de 60% de profundidade final, vi a borda interna a ficar esbranquiçada — primeiro sinal de que o grão estava a alongar bastante. Carreguei na pausa. O êmbolo parou. A pressão manteve-se nas 380 toneladas. A chapa ficou presa entre o punção e a matriz como se estivesse congelada no tempo.
É exatamente aí que decide que prensa deve estar debaixo do seu aço.
Se não pode parar sob carga, não pode analisar a dobra enquanto ela está a acontecer. E se não pode analisá-la, está a adivinhar se essa chapa de 1 polegada quer 420 toneladas — ou quer rachar às 401. O aço de alta resistência não perdoa adivinhações.
A hidráulica permite transformar força em algo que se pode dosear, não apenas libertar.
Coloca-te junto ao controlo e Pára o êmbolo ao primeiro contacto com resistência total. Não esperes pelo fundo. Observa a pressão aumentar à medida que o material passa da deformação elástica para a plástica. Essa mudança não é teórica—verás a tonelagem subir mais rapidamente assim que o aço ceder.
Em chapa HSLA ou AR, o limite de escoamento é elevado e o retorno elástico varia entre 8 e 10 graus se não o controlares. A pausa a meio curso permite manter a pressão e deixar o material fluir em vez de o submeter a um choque. O aço sob carga redistribui a tensão ao longo da linha de dobragem. Dá-lhe um segundo. Podes literalmente ver o ângulo relaxar ligeiramente antes de continuares.
Tenta fazer isso num mecânico. Não consegues.
Mas aqui está a parte que o folheto ignora: a pausa só te protege se a configuração estiver correta. Se estiveres a usar uma matriz em V com menos de 6x a espessura do material em aço de alta resistência, estás a concentrar a força de forma tão intensa que o afinamento pode atingir dois dígitos no raio interno. Fazes pausa—e tudo o que conseguiste foi manter a tensão máxima exatamente onde uma fissura quer começar.
Aviso de Quase-Acidente: Vi um operador fazer pausa numa dobra de 3/4 de polegada em chapa HSLA numa matriz demasiado estreita. Ele pensou que parar significava segurança. A chapa abriu enquanto estava parada sob mais de 300 toneladas, e a libertação fez o recorte saltar para cima como uma armadilha armada.
A pausa é um trunfo de segurança. Não é substituto para a largura correta da matriz nem para o pré-aquecimento quando necessário. Portanto, se consegues parar o êmbolo, o que estás realmente a controlar—o curso ou a própria força?
Num travão hidráulico, Define o limite de pressão antes de iniciares o ciclo de descida. Estabelece um teto abaixo da classificação máxima da máquina. Esse teto torna-se na tua barreira de segurança.
Os sistemas hidráulicos constroem pressão de forma progressiva. O óleo comprime-se ligeiramente; as válvulas regulam o fluxo; os cilindros convertem a pressão em força linear. À medida que a resistência aumenta, a pressão sobe suavemente ao longo de uma curva que podes observar em tempo real. Estás a cavalgar um rio de força, não a disparar um tiro.
Os sistemas mecânicos e até servoelétricos fornecem força ligada a perfis de movimento e energia mecânica armazenada ou transmitida. Assim que o êmbolo se compromete perto do ponto morto inferior, a força de pico chega quer o aço goste ou não. Isso é comportamento de impacto, mesmo que seja um impacto preciso.
“Controlo infinito” significa que a hidráulica pode dobrar qualquer coisa? Não. Quando ultrapassas cerca de 50 mm de espessura de chapa, a maioria dos travões hidráulicos padrão atinge os seus limites estruturais e de bomba. Precisarás de configurações em tandem ou equipamento especializado. E em chapa fina, os elétricos ultrapassam frequentemente os hidráulicos em repetibilidade e consumo energético.
Então porque é que a hidráulica domina na chapa de alta resistência?
Porque a fratura em AR ou HSLA não se trata de tonelagem média. Trata-se de controlo dos picos. As microfissuras começam quando a tensão local excede os limites de tração no raio interno. Uma subida de pressão suave reduz o sobreesforço instantâneo. Um impacto fixo não se importa com a estrutura do grão.
Aviso de Quase-Acidente: Uma vez testámos um novo lote de chapa AR sem ajustar a curva de subida da pressão. O êmbolo manteve a velocidade de aproximação rápida demasiado tempo antes de desacelerar. A pressão atingiu um pico 40 toneladas acima da nossa curva habitual numa fração de segundo. A fissura soou como um tiro de espingarda.
Se fores capaz de moldar a curva de força, reduces o risco de picos. Se não fores, estás a apostar que o aço se comporta exatamente como o último lote. E isso leva à pergunta que a maioria dos novos contratados nunca faz: o que acontece realmente dentro desse cilindro quando suportas 400 toneladas e o êmbolo simplesmente… espera?
| Tópico | Detalhes |
|---|---|
| Controlo de Tonelagem Infinita vs. Impacto Fixo | Prevenção de fraturas no material |
| Configuração do Travão Hidráulico | Ajusta o limite de pressão antes de iniciar o ciclo descendente. Define um teto abaixo da classificação máxima da máquina para criar um limite de segurança. |
| Como os Sistemas Hidráulicos Aplicam Força | A pressão aumenta de forma progressiva. O óleo comprime-se ligeiramente; as válvulas regulam o fluxo; os cilindros convertem a pressão em força linear. À medida que a resistência aumenta, a pressão sobe suavemente ao longo de uma curva visível em tempo real — como navegar num rio de força, não disparar um tiro. |
| Sistemas Mecânicos e Servo-Elétricos | A força está ligada aos perfis de movimento e à energia mecânica armazenada/transmitida. Perto do ponto morto inferior, a força de pico chega uma vez comprometida — independentemente da resposta do material. Isto é comportamento de impacto, mesmo que seja precisamente controlado. |
| Limites do “Controlo Infinito” | Os sistemas hidráulicos não conseguem dobrar tudo. Acima de ~50 mm de espessura de chapa, a maioria dos travões hidráulicos padrão atinge os limites estruturais e de bomba, exigindo configurações em tandem ou especializadas. Para chapa fina, os sistemas elétricos superam frequentemente os hidráulicos em repetibilidade e eficiência energética. |
| Por que os Sistemas Hidráulicos Dominam as Chapas de Aço de Alta Resistência | A fratura no aço AR ou HSLA depende do controlo de picos, não da tonelagem média. As microfissuras formam-se quando a tensão local excede os limites de tração no raio interno. Uma rampa de pressão suave reduz a sobrecarga instantânea; o impacto fixo não tem em conta a estrutura do grão. |
| Exemplo de Aviso de Quase Acidente | Durante o teste de um novo lote de chapa AR, a falha em ajustar a rampa de pressão fez com que o êmbolo desacelerasse tarde demais. A pressão atingiu um pico 40 toneladas acima da curva normal numa fração de segundo, resultando numa fissura que soou como um disparo de espingarda. |
| Perceção Fundamental | Moldar a curva de força reduz o risco de picos. Sem controlo, dependes de o aço se comportar exatamente como o último lote — levantando a questão do que acontece dentro do cilindro ao segurar 400 toneladas enquanto o êmbolo simplesmente espera. |
Imagina dois grandes cilindros cheios de óleo, bem vedados, com pistões a exercer pressão descendente. Aumenta o fluxo da bomba e observa a pressão subir à medida que o punção encontra resistência. As moléculas de óleo comprimem-se ligeiramente — apenas o suficiente para agir como uma mola rígida. As válvulas de controlo restringem ou permitem o fluxo, o que altera a rapidez com que a pressão se acumula.
Quando faz uma pausa a meio do curso, as válvulas fecham-se. O fluxo pára. A pressão equaliza-se em toda a coluna de fluido. O óleo mantém os pistões na posição porque não tem para onde ir. Está a armazenar energia sob a forma de pressão hidráulica, não como massa em rotação ou componentes mecânicos tensionados.
Essa é a diferença.
Um volante armazena energia cineticamente. Um fuso de rolos armazena-a mecanicamente. O óleo hidráulico armazena-a como pressão controlada. Liberta a válvula lentamente e a força dissipa-se de forma suave. Solta-a rapidamente e observará uma reação mais brusca — mas ainda regida pelo fluxo do fluido, não apenas pela inércia.
E aqui está a parte prática: óleo contaminado, vedantes gastos ou válvulas proporcionais pegajosas distorcem essa curva de pressão. O seu “rio suave” torna-se turbulento. É aí que os sistemas hidráulicos perdem a vantagem.
Aviso de quase acidente: Um filtro de retorno entupido provocou uma defasagem de pressão durante uma dobra pesada. O operador compensou ordenando mais profundidade. Quando a válvula finalmente respondeu, o êmbolo penetrou em excesso e quase esmagou um conjunto de matriz segmentada.
A dinâmica dos fluidos é a sua defesa — mas apenas se o sistema de fluido estiver saudável e a configuração estiver correta.
Agora já sabe por que razão a hidráulica pode fazer pausas, manter e moldar a força. A verdadeira questão não é se a máquina consegue controlar a tonelagem. É se sabe quanto o seu aço específico, espessura, largura da matriz e temperatura realmente exigem antes de sequer tocar no pedal.
Tínhamos uma chapa de 12 pés com 3/8 de polegada na mesa — o desenho do cliente dizia “A36”. O operador pegou no gráfico padrão: cerca de 60 toneladas ao longo desse comprimento num V de 3 polegadas. Seguro. Rotina. Depois chegou o certificado da siderurgia, com atraso. Não era A36. Era AR400.
Essa única troca pega no valor confortável do gráfico e estica-o até os cilindros trabalharem numa faixa que nunca foi planeada.
Eis como o calcular antes de sequer tocar no pedal.
Comece com a fórmula base para dobragem a ar de aço macio:
Tonelagem por pé ≈ (K × Resistência à Tração × Espessura²) / Abertura da Matriz
Para aço suave de 60.000 PSI, a maioria dos gráficos já incorpora a constante. Esse é o seu fator de material “1,0”. Agora altere o aço, e altera a matemática.
O AR400 não tem uma resistência à tração de 60.000 PSI. Normalmente ultrapassa os 180.000 PSI de tração, com um limite elástico entre 140.000 e 160.000 PSI, dependendo do lote. Isso significa que o seu fator de material não é 1,0. É mais próximo de 2,5 em comparação com o aço macio.
Portanto, se o seu gráfico indica 60 toneladas para essa dobra em A36, o AR400 não precisa de “um pouco mais”. Precisa de algo na ordem das 150 toneladas para a mesma geometria. Mesma espessura. Mesma matriz. Mesmo ângulo.
Se não multiplicar, não está a subestimar por 10 %. Está errado por um fator que pode ultrapassar a janela hidráulica que a sua máquina consegue suportar com segurança. E isso antes mesmo de falarmos da largura da matriz.
Então, o que exatamente no aço o obriga a deitar fora o gráfico?
Olhe para o raio interno após uma dobra. É aí que as fibras exteriores se esticam e as interiores se comprimem. A dobra começa quando se excede a resistência ao escoamento, não a resistência à tração. O escoamento é o ponto em que o aço deixa de se comportar elasticamente e começa a fluir.
A maioria das tabelas genéricas de tonagem são baseadas em aço macio com resistência à tração de 60.000 PSI. Elas assumem uma relação típica entre escoamento e tração para essa classe de material. Troque por aço inoxidável 304 e estará a lidar com cerca de 90.000 PSI de tração. Troque por AR400 e tanto a tração como o limite de escoamento aumentam drasticamente.
Isso é importante porque a força de dobra necessária é quase diretamente proporcional à resistência à tração na fórmula. Se dobrar a resistência à tração, mantendo a mesma espessura e abertura da matriz, a tonagem necessária praticamente duplica.
Mas aqui está a parte que o folheto ignora: muitos operadores leem “escoamento 140.000 PSI” num certificado e colocam tração 140.000. Ou pior, ignoram ambos e confiam na tabela do aço macio. É assim que, sem saber, se comanda 120 toneladas quando o trabalho realmente precisa de 280.
Num travão hidráulico, é possível ver a pressão subir e fazer uma pausa. Num mecânico, o martelo simplesmente cai. De qualquer forma, se o cálculo estiver errado, a máquina não se importa com o seu otimismo.
Aviso de quase acidente: Uma vez dobrámos aço inoxidável de 1/2 polegada assumindo um fator de material de 1,5. O lote testou mais duro que o especificado — perto de 100.000 PSI de tração. O operador chegou ao fundo do curso tentando corrigir o ângulo. A pressão ultrapassou o limite da matriz e rachou um ombro. Ninguém se feriu. Uma lição cara.
Portanto, corrigiu pela resistência. Ótimo. Agora diga-me — que abertura de matriz está a usar e sabe o que isso faz à curva de pressão dentro dos seus cilindros?
Pegue nesse mesmo AR400 de 3/8 de polegada. Suponha que escolhe um V de 2 polegadas porque quer um raio interno mais apertado. A fórmula da tonagem eleva ao quadrado a espessura e divide pela abertura da matriz. Se cortar o V a meio, quase duplica a força requerida.
A prática padrão para aço macio em dobra ao ar é cerca de 8× a espessura do material para a abertura do V. Se for mais estreito — 6× ou 4× — a tonagem sobe rapidamente. Em chapa de alta resistência, essa subida não é dor linear. É risco hidráulico.
Eis a armadilha: a sua máquina pode estar classificada para 200 toneladas. Mas essa classificação nem sempre representa tonagem total em todo o comprimento. Deflexão e distribuição hidráulica significam que não se pode simplesmente assumir capacidade uniforme de ponta a ponta. Carregue um V estreito e longo com aço de alta resistência e concentrará a força numa área de contacto menor. A pressão nos cilindros aumenta para compensar.
Se a tonagem calculada para AR400 num V de 8× era de 150 toneladas, ao reduzir para um V de 6× pode ultrapassar as 200. Não alterou a espessura. Alterou a geometria — e forçou o sistema hidráulico até ao seu limite.
E quando um cilindro hidráulico atinge a pressão máxima do sistema, não avisa educadamente. As válvulas de alívio vibram. As vedações suportam a carga. Um simples agarrar de válvula e acontece uma penetração súbita.
Aviso de quase acidente: Um novo funcionário escolheu um V de 5× em aço HSLA de 1/2 polegada para “obter cantos mais limpos”. O cálculo de tonagem que ele ignorou teria mostrado que precisávamos de mais do que a capacidade distribuída do travão ao longo de 3 metros. O êmbolo estagnou, a pressão atingiu o máximo, e quando ele recuou, a peça saltou violentamente, quase o desequilibrando.
Pode fazer pausa no meio do curso o quanto quiser. Se a escolha da matriz exigir mais tonagem do que o seu sistema hidráulico consegue fornecer de forma suave, não está a controlar um rio — está a tentar represar uma inundação com um pano velho.
Então talvez diga, está bem, vou dobrar ao ar com uma matriz mais larga para manter a tonagem baixa. Isso resolve tudo, certo?
Na dobra ao ar, apenas a ponta do punção e os ombros da matriz tocam no material. Este flutua entre eles. Isso mantém a tonagem necessária mais baixa — frequentemente uma fração da exigida em dobra em fundo ou cunhagem, que podem exigir duas a quatro vezes mais força, porque se força o aço a conformar-se ao ângulo e raio da matriz.
Por exemplo, aço macio de 3 mm sobre um V de 24 mm pode precisar aproximadamente de 20 toneladas por metro em dobra ao ar. Mude para dobra em fundo e facilmente duplica ou triplica isso. Mesma chapa. Mesma espessura. Exigência hidráulica completamente diferente.
No AR400, a dobra ao ar mantém a tonagem controlável — mas o retorno elástico pode ser de 8 a 10 graus. Isso leva os operadores a tentar “corrigir” o ângulo descendo mais, aproximando-se perigosamente da dobra em fundo. No momento em que se passa da dobra ao ar para a dobra em fundo sem novo cálculo, a tonagem exigida sobe abruptamente.
Esse salto é onde os cilindros se surpreendem.
Se realmente precisa de tolerâncias apertadas numa chapa de alta resistência, por vezes o encosto controlado faz sentido — mas só se tiver calculado antecipadamente a força superior e confirmado as classificações da máquina e da ferramenta em unidades consistentes. Toneladas métricas por metro não são o mesmo que toneladas curtas por pé. Confunda essas unidades, e pode pensar que uma matriz é três vezes mais forte do que realmente é.
Se as tratar todas como martelos cinéticos, está a jogar chapa cara numa curva de força que nem sequer compreende.
A hidráulica dá-lhe o poder de pausar, manter e moldar a força. Mas é o cálculo que decide se essa pausa acontece a 140 toneladas seguras — ou a 260 toneladas a destruir vedantes e a flertar com a fratura. E isso leva diretamente à próxima disciplina que precisa dominar: uma vez que sabe a tonelagem correta, como sequenciar o êmbolo e a pressão para a atingir — sem ultrapassar?
Estávamos num travão mecânico de 250 toneladas quando aprendi isto da maneira difícil. Define-se a profundidade, carrega-se no pedal, e o êmbolo desce como uma guilhotina. Sem pausa. Sem ajuste. Se errasse o ângulo, tinha de viver com isso.
Um travão hidráulico não tem de se comportar assim.
Calculou a tonelagem. Sabe a abertura da matriz. Ótimo. Agora a verdadeira questão: como mover 180 toneladas através de aço sem ultrapassar em 20 porque a válvula atrasou meio segundo em relação ao seu pé?
Deixa de pensar em polegadas de curso e começa a pensar em taxa de fluxo e aumento de pressão. Um travão hidráulico é um rio. Controle a corrente, não apenas a margem.
Observe o manómetro da próxima vez que dobrar AR400 de 1/2 polegada num V×8. As duas primeiras polegadas de deslocação? Quase nenhuma carga. Está apenas a fechar o espaço. Depois o punção toca na chapa. A pressão começa a subir — não abruptamente, mas de forma constante — à medida que começa a deformação elástica. Essa curva mostra-lhe onde o seu controlo é importante.
Defina uma velocidade de aproximação rápida até 0,200 polegada acima do material. Mova o ar rapidamente; não desperdice tempo de ciclo a comprimir o nada.
Reduza para uma velocidade de aperto controlada antes do contacto. Gosto de uma queda percetível — suficientemente rápida para manter a produtividade, suficientemente lenta para que as válvulas proporcionais consigam acompanhar. Os sistemas de controlo em malha fechada corrigem em milissegundos, mas a válvula ainda tem um tempo de resposta físico. Se estiver a avançar a toda a velocidade para o contacto, o controlador está a reagir ao erro de ontem.
Eis o mecanismo: a pressão hidráulica não sobe em pico porque o aço é mau. Sobe porque o fluido é quase incompressível e os cilindros ainda estão a fluir a alta taxa quando a resistência aumenta subitamente. Diminua o fluxo antes de a resistência subir, e a rampa de pressão suaviza-se. Moldou a curva de força em vez de colidir com ela.
Transicione para a velocidade de prensagem à medida que a tonelagem ultrapassa 30–40 % do alvo. É aqui que a chapa de alta resistência começa a reagir. Mantenha o êmbolo paralelo. Os sistemas de sincronização modernos conseguem manter ±0,01 mm por metro — mas apenas se ambos os cilindros tiverem fluxo equilibrado. Se um lado atrasar porque comandou uma taxa demasiado agressiva, não está a dobrar; está a torcer.
Aviso de Quase Acidente: Um novo operador uma vez deixou a velocidade de aproximação alta até ao contacto numa HSLA de 3/4 de polegada. O êmbolo bateu, a pressão excedeu, e o cilindro direito atrasou 0,3 mm antes da correção. A peça arqueou, o punção lascou, e as mãos dele ainda estavam dentro da zona da matriz a limpar carepa quando aconteceu. Golpes rápidos roubam tempo de reação.
Programe também uma velocidade de retorno controlada. O fluxo inverso não é um detalhe. Se o curso de subida recuar com força em excesso, introduz salto do êmbolo. Esse salto aparece no ciclo seguinte como profundidade inconsistente, e de repente está a tentar corrigir o ângulo com ajustes de profundidade que nunca foram o verdadeiro problema.
Então já sequenciaste o curso. Estás a atingir a tonelagem-alvo sem ultrapassar. Agora o aço relaxa e abre três graus. Vais atrás dele com mais profundidade — ou manténs como está?
Dobra uma peça de AR400 de 1/2 polegada a 90 graus no ar. Liberta a pressão. Abre até 97. Esses sete graus são recuperação elástica — energia armazenada a sair do aço no momento em que o descarregas.
A maioria dos operadores golpeia mais fundo na próxima prensagem. Mais profundidade. Mais força. Esperança de atingir 90 na liberação.
Pausa no ponto morto inferior com pressão controlada, em vez disso. Não é uma longa pausa para café — meio segundo a um segundo sob tonelagem estável. O que acontece fisicamente? Estás a permitir que o microescoamento se distribua pela espessura em vez de retraíres imediatamente. A pressão mantém-se constante; a tensão interna do material redistribui-se.
Mas aqui está a parte que o folheto ignora: manter não é magia. Se já estás a usar 95% da capacidade da máquina, uma retenção estática pode gerar aumento térmico no óleo e tensões localizadas nas ombreiras da matriz. Pressão contínua e bem distribuída é mais segura do que retenções pesadas repetidas.
Usa o tempo de retenção como ajuste fino depois de definires as velocidades de aproximação e prensagem — não como muleta para geometria errada ou tonelagem mal calculada.
A correção de ângulo moderna pode ajustar a meio curso. Detecta que estás a tender para raso e ordena um pouco mais de profundidade. A máquina consegue fazê-lo. O julgamento de quando confiar nisso é teu. Se a correção exigir um pico súbito próximo do fundo, é melhor recuar e reprogramar a rampa de pressão do que deixá-la bater mais forte no pior momento possível.
Aviso de Quase Acidente: Uma vez tentámos compensar o retorno elástico em aço inox espesso adicionando profundidade em vez de acrescentar 0,7 segundos de retenção. O operador encostou involuntariamente ao ângulo da matriz. A tonelagem duplicou instantaneamente. A válvula de alívio gritou, e a peça saltou ao ser libertada, quase apanhando-lhe o antebraço contra o batente traseiro.
Então, quando faz sentido dobrar em excesso? Quando confirmas que a exigência de maior tonelagem mantém-se dentro dos limites da máquina e das ferramentas, e quando a tua rampa de pressão é suave o suficiente para não causar choque ao sistema no fundo.
O que nos traz a algo que a maioria dos novatos ignora até as peças começarem a medir ângulos diferentes nas extremidades do que no meio.
Carrega 10 pés de chapa de alta resistência de 3/8 de polegada e aplica 160 toneladas sobre ela. A mesa vai fletir. Não porque seja mal construída — porque o aço dobra sob carga. O centro afunda alguns milésimos. Isso significa menos penetração no meio, maior ângulo.
Podes calcular a tonelagem perfeitamente e ainda assim obter uma dobra em forma de sorriso.
Mede uma peça de teste em ambas as extremidades e no centro antes de mexer no coroamento. Não adivinhes.
Ajusta o coroamento mecânico ou hidráulico de forma incremental — apenas o suficiente para contrariar a deflexão esperada à tua tonelagem calculada. O coroamento pré-carrega a mesa para cima, de modo que sob força total esta se endireite.
Aqui está o mecanismo: sem a compensação, os seus cilindros estão a aplicar força igual, mas a geometria da estrutura redistribui a pressão de contacto de forma desigual. O sistema hidráulico pode estar sincronizado ao micrómetro, mas a própria estrutura está a fletir. Está a controlar o fluido de forma perfeita dentro de uma estrutura que se dobra como um arco.
As verificações preventivas são importantes aqui. Alinhamento do êmbolo a cada algumas centenas de ciclos. Óleo limpo para que as válvulas respondam de forma consistente. Oitenta por cento das falhas de válvulas têm origem na contaminação. Se desalinha alguns milésimos fora do paralelo, o seu belo perfil de pressão produz ângulos inconsistentes de um lado para o outro.
Aviso de Quase-Acidente: Ignorámos a compensação numa tiragem longa de HSLA, assumindo que o CNC “trataria disso”. Os ângulos centrais saíram dois graus abertos. O operador compensou com maior profundidade. As extremidades ficaram sobrecurvadas, o centro continuou pouco dobrado, e uma peça rachou ao longo do raio interior onde o esforço atingiu o ponto máximo.
A precisão hidráulica só compensa quando a estrutura que a sustenta está ajustada e a sequência através do curso é deliberada.
Pode comandar 180 toneladas. A máquina vai fornecê-las. A verdadeira habilidade está em decidir quão rápido se aproxima, quão suavemente deixa a pressão subir, quando deve manter, e quanto deve pré-carregar a mesa para que a força se mova como um rio constante em vez de um golpe de martelo.
E se o rio mudar de temperatura durante um turno longo — se o óleo afinar e o tempo de resposta se deslocar — o que acontece à sequência que programou tão cuidadosamente?
Perguntou o que acontece quando o rio de força aquece a meio do turno.
Eis o que acontece: o seu 90 da manhã transforma-se em 92 às três da tarde, e ninguém mexeu no programa.
O óleo hidráulico não é apenas um lubrificante. É o meio de transmissão entre a sua válvula servo e 180 toneladas de êmbolo. Quando está frio no arranque, a viscosidade é maior — fluido mais espesso, mais lento através dos orifícios das válvulas, resposta dos cilindros ligeiramente atrasada. À medida que a máquina cicla, o óleo afina. O mesmo comando de válvula agora movimenta mais fluido, mais rápido. Isso altera a rapidez com que a pressão se desenvolve no fundo do curso e quão firmemente o sistema mantém a tonelagem durante aquela pausa de meio segundo que programou cuidadosamente para controlar o retorno elástico.
A escala de posição pode continuar a indicar ±0,01 mm.
Mas a curva de pressão que o levou até lá mudou.
E isso significa que o aço sente uma compressão diferente.
Estávamos numa prensa mecânica de 250 toneladas há alguns anos, e a deriva significava articulação gasta. Nos sistemas hidráulicos, a deriva geralmente significa calor.
Comece o dia com óleo a 68 graus. A velocidade de aproximação é nítida, mas ligeiramente amortecida; a pressão aumenta com uma transição suave. Ao meio da tarde, a temperatura do óleo sobe 20 ou 30 graus sob ciclos intensos. A viscosidade diminui. As válvulas servo reagem mais depressa. O êmbolo pode atingir a profundidade de forma idêntica, mas a pressão sobe mais cedo nos últimos milímetros de deslocamento. Esse aumento precoce de pressão reduz o tempo efetivo de manutenção sob tonelagem estável — porque o aço começa a ceder sob uma curva mais acentuada.
Assim, a sua meia-segunda cuidadosamente ajustada já não é a mesma meia-segunda.
Acrescente isto: a mesa aquece. A chapa espessa aquece. Até o ar da oficina muda entre manhã e tarde. A resistência à deformação do aço altera-se ligeiramente com a temperatura, e o retorno elástico acompanha-a. Agora já não está a lidar apenas com o óleo. Está a observar uma cascata térmica em toda a oficina a empurrar o seu ângulo para abrir ou fechar um grau ou dois.
Isso não é erro do operador.
É o comportamento do fluido a reescrever a sua sequência.
Aviso de Quase-Acidente: Uma vez ignorámos a subida da temperatura do óleo numa longa execução de AR400 e continuámos a adicionar 0,2 mm de profundidade para compensar um ângulo de abertura que estava a aumentar lentamente. Ao fim da sexta hora, o óleo estava quente, a reação estava rápida, e um ciclo bateu no fundo mais forte do que o esperado — a pressão subiu mais cedo, a peça saltou ao ser libertada, e a mão do operador ainda estava na flange a verificar o ângulo.
Então, o que é que fazes?
Aquece a máquina deliberadamente antes de ajustar a profundidade final. Monitoriza a temperatura do óleo, não apenas o ângulo da peça. Programa rampas de pressão que tolerem pequenas alterações de resposta em vez de picos repentinos perto do ponto morto inferior. Se a tua máquina tiver refrigeração, mantém-na em bom estado — refrigeradores entupidos transformam sistemas de precisão em adivinhação antes do meio-dia.
Não estás a combater o aço.
Estás a gerir a temperatura do rio.
Agora vais dizer: “Está bem. Vou abrandar. Manter estável.”
Boa instinto.
Velocidades mais lentas de aproximação e prensagem geram menos calor por unidade de tempo. Menos calor significa viscosidade mais consistente. Viscosidade mais consistente significa que o tempo de válvula e as rampas de pressão comportam-se mais próximo do que programaste às 8h da manhã. Mas ciclos mais lentos significam menos peças por hora. No papel, isso parece perda de produtividade.
Mas aqui está a parte que o folheto omite: descartar três chapas de placa de alta resistência porque os ângulos da tarde desviaram custa mais do que poupar dois segundos num ciclo.
O calor provém do fluxo e da resistência. Alto fluxo através de aberturas de válvula apertadas aumenta a temperatura. Ciclos rápidos acumulam esse calor mais rapidamente do que o depósito e o refrigerador conseguem dissipá-lo. Quando trabalhas no máximo toda a manhã, estás a trocar rendimento imediato por instabilidade a longo prazo.
Se as tratar todas como martelos cinéticos, está a jogar chapa cara numa curva de força que nem sequer compreende.
Às vezes, o movimento mais produtivo é reduzir a velocidade do êmbolo em 10 por cento e manter o óleo na sua faixa estável para que a tua primeira peça e a tua quinquagésima peça coincidam sem andar a ajustar profundidade.
Então, será que o mais lento te está a custar demasiado?
Ou será que a deriva térmica já te está a custar mais?
| Secção | Conteúdo |
|---|---|
| Título | O Paradoxo Velocidade vs. Potência: Será que o tempo de ciclo mais lento te está a custar demasiado? |
| Reação Inicial | “Está bem. Vou abrandar. Manter estável.” |
| Insight Imediato | Velocidades mais lentas de aproximação e prensagem geram menos calor por unidade de tempo. Menos calor significa viscosidade mais consistente. Viscosidade mais consistente mantém o tempo de válvula e as rampas de pressão mais próximos das definições programadas. |
| Desvantagem Percebida | Ciclos mais lentos significam menos peças por hora, o que no papel parece perda de produtividade. |
| Custo oculto | Refugar três chapas de aço de alta resistência devido a desvio de ângulo pode custar mais do que poupar dois segundos por ciclo. |
| Causa Raiz do Calor | O calor vem do fluxo e da resistência. Um fluxo elevado através de aberturas de válvulas apertadas aumenta a temperatura. A ciclagem rápida acumula calor mais depressa do que o depósito e o refrigerador conseguem dissipar. |
| Risco Operacional | Trabalhar à velocidade máxima toda a manhã troca rendimento a curto prazo por instabilidade a longo prazo. |
| Equívoco Mecânico | Tratar as máquinas como martelos cinéticos põe em risco chapas caras sobre uma curva de força mal compreendida. |
| Recomendação Prática | Reduzir a velocidade do êmbolo em 10 % pode manter o óleo dentro de uma faixa estável, garantindo consistência entre a primeira e a quinquagésima peça sem ajustar a profundidade. |
| Pergunta Final | Será que uma operação mais lenta está realmente a custar‑lhe mais — ou será que o desvio térmico já lhe está a custar mais? |
Os travões servoelétricos não têm óleo que se torne mais fluido.
Essa é a sua vantagem limpa.
Os fusos de esferas acionados por servomotores não “respiram” com a temperatura como o fluido faz. A repetibilidade de posição pode ser mais rigorosa porque não há variável de viscosidade entre o comando e o movimento. Para trabalhos de alta tolerância com materiais finos, essa estabilidade térmica é difícil de contestar.
Mas os sistemas elétricos não lhe dão a mesma modelagem de tonelagem a meio curso sob carga pesada que um hidráulico bem afinado com controlo de pressão em circuito fechado pode oferecer. Quando está a dobrar chapa espessa e de alta resistência e precisa de fazer pausa, manter e ajustar dinamicamente a tonelagem para gerir o retorno elástico sem causar choques nos ombros da matriz, a potência dos fluidos continua a oferecer‑lhe uma janela de controlo mais ampla.
Os híbridos tentam encontrar o meio‑termo — acionamento elétrico com geração hidráulica de força. Reduzem algum calor, apertam a resposta, mas não eliminam a física dos fluidos. O óleo ainda aquece. A viscosidade ainda muda. Continua a ser necessário arrefecimento e monitorização se trabalhar de forma intensiva.
Portanto, não, não existe uma máquina mágica que o liberte de pensar sobre a entrega de força.
Existe apenas a questão: que nível de controlo o seu trabalho exige, e está a gerir a física que vem com o sistema que escolheu?
Porque, quer seja totalmente elétrica ou hidráulica, não se obtém precisão apenas por ter a marca certa na placa lateral.
Obtém-se isso compreendendo como a energia se move através da máquina — e o que muda quando essa energia aquece.
Queres um processo repetível que compense a deriva térmica em vez de andar a corrigir o ângulo só depois de ele aparecer no medidor.
Bom.
Deixa de pensar em termos de “Quantas toneladas tem esta prensa?” e começa a pensar em “Com que precisão posso moldar e estabilizar essas toneladas quando o aço começar a reagir?” Porque, quando a temperatura do óleo, da mesa e do material começam a variar, já não estás a programar uma posição — estás a gerir um sistema de força em tempo real.
Essa mudança não é óbvia porque a máquina continua a atingir a profundidade mostrada no ecrã.
Quando ouço um comprador dizer: “Estamos a olhar para uma de 300 toneladas”, sei que ele ainda está a procurar um martelo.
Faz uma pergunta diferente: Que janela de controlo exige este trabalho?
A dobrar aço macio de 1/8 de polegada com ±1 grau numa matriz larga? Precisas de uma posição de fundo repetível e precisão aceitável do batente traseiro. A curva de força pode ser bruta e vais safar-te. Uma prensa mecânica com curso fixo consegue trabalhar assim o dia todo — rápida e barata.
Agora passa para aço HSLA de 3/4 de polegada com tolerância apertada, ou chapa AR onde o retorno elástico muda com uma subida de 10 graus no óleo. De repente precisas de abrandar a aproximação, aumentar a pressão nos últimos 5 mm, fazer pausa sob carga e ajustar a tonelagem antes da libertação para domar o retorno elástico. Isso é gestão de comportamento de fluido. Se a tua arquitetura não conseguir manter a pressão estável enquanto o óleo afina, as tuas “300 toneladas” são apenas um número pintado de lado.
Aviso de Quase-Erro: Uma vez tivemos um novo supervisor que especificou uma máquina mecânica de alta tonelagem para chapa temperada grossa porque “mais toneladas significa mais seguro”. Na primeira tarde quente, o curso fixo atingiu a carga total demasiado depressa, sem possibilidade de correção a meio curso, e uma peça fraturou microscopicamente ao longo da linha de dobra. Passou no exame visual. Falhou em serviço. A máquina não faltava potência — faltava-lhe controlo.
Portanto, a primeira perspetiva não é o tipo de máquina.
É a largura de banda de controlo de força requerida.
Escreve o trabalho em três colunas: espessura, tolerância, consequência de falha.
A espessura indica-te a tonelagem base. A tolerância mostra quão estreita é a tua janela de força. A consequência mostra quanta deriva térmica podes suportar antes de o refugo se tornar catastrófico.
Se estiveres a produzir em grande volume, peças de baixa consequência e tolerância larga, a velocidade da mecânica pode vencer. Ciclos mais rápidos significam menos capital imobilizado. Aceitas uma curva de força bruta porque o aço o permite.
Mas aqui está a parte que o folheto omite: quando a tolerância aperta ou a consequência aumenta — peças estruturais, chapa de desgaste, qualquer coisa onde uma linha de dobra fissurada custe dinheiro a sério — o valor muda do tempo de ciclo para a controlabilidade. Um sistema hidráulico com controlo de pressão em malha fechada permite-te moldar o rio: ajustar a taxa de aumento, manter sob carga, compensar a temperatura do óleo modificando os valores de pressão em vez de andares a corrigir a profundidade.
Os sistemas elétricos de servomotor retiram o óleo da equação, o que ajuda na estabilidade térmica em espessuras mais finas. Mas quando estás a trabalhar com chapa de alta resistência e precisas de moldar a tonelagem a meio curso sob carga elevada, a potência hidráulica ainda te dá uma janela de ajuste mais ampla — desde que geras o calor e o fluxo de forma deliberada.
Então, não faz corresponder a arquitetura à tonelagem.
Faz corresponder à forma como o aço tem permissão para te surpreender.
Agora chegamos à tua verdadeira questão: como construir um processo que compense em vez de reagir?
Instrumenta a máquina. Monitoriza a temperatura do óleo em cada turno. Regista o ângulo, a profundidade e a pressão na aprovação da primeira peça. Associa a faixa de ângulos aceitáveis a uma faixa de temperatura. Quando o óleo sai dessa faixa, ajusta primeiro a rampa de pressão ou o tempo de retenção — não a profundidade final. Isso mantém a curva de força estável em vez de avançar mais fundo na matriz e mudar o raio de curvatura.
Programa ciclos de aquecimento deliberados. Leva o sistema hidráulico à temperatura de funcionamento antes de bloquear a profundidade final. Estabilidade em primeiro lugar, produção em segundo.
Normaliza a velocidade. Evita sprints de fluxo máximo pela manhã e lentidão à tarde. A taxa de fluxo gera calor. O calor altera a viscosidade. A viscosidade modifica a resposta da pressão. Não podes ter uma curva de força repetível com uma entrada térmica diferente a cada hora.
Forma os operadores para pensarem em termos de comportamento da pressão, não apenas no resultado do ângulo. Quando um ângulo se abre, pergunta: a temperatura do óleo aumentou? O tempo de retenção encurtou efetivamente porque a pressão se acumulou mais cedo? Essa mentalidade transforma a resolução de problemas de tentativa e erro em física.
Levas uma coisa adiante: deixa de perguntar quantas toneladas tem uma quinadora e começa a perguntar quão precisamente podes controlar essas toneladas quando o aço começa a resistir.
Porque, uma vez que vês a máquina como um rio de força controlável em vez de um martelo cinético, cada decisão — compra, programação, operação — muda de forma.


















