

Я видел, как плита из AR400 толщиной в 1 дюйм разошлась с треском, похожим на выстрел из винтовки.
Мы работали на механическом прессе-гибе усилием 250 тонн. Маховик крутился. Включили сцепление. Ползун упал. Оператор действовал так же, как при любом другом гибе — выставил задний упор, нажал педаль, дал машине сделать своё дело. Пуансон ударил сильно, быстро дошёл до дна, и плита не поддалась равномерно. Она треснула по внутреннему радиусу. Шесть тысяч долларов стали металлоломом меньше чем за две секунды.
Он всё повторял: “Но она же рассчитана на такое усилие”.”
Эта фраза и приводит к травмам.
Вам, вероятно, говорили, что пресс-гиб — это просто металлическая папка с большей мощностью. Выставил. Ударил. Согнул. Повторил.
Это прекрасно работает, когда вы весь день гнёте мягкую сталь толщиной 11 калибра.
Но как только вы переходите к высокопрочным листам — AR400, Hardox, закалённым и отпущенным конструкционным — вы больше не сгибаете бумагу. Вы заставляете материал с низкой пластичностью и высокой пределом текучести деформироваться без трещин. Это не операция “бей и надейся”. Это контролируемая пластическая деформация под нагрузкой.
Разные машины передают эту нагрузку совершенно по-разному. Одни бьют. Другие толкают. Третьи сжимают и дают почувствовать, что происходит, в середине хода.
Если вы относитесь к ним всем как к кинетическим молотам, вы ставите дорогой лист на карту, играя с кривой силы, которую даже не понимаете.
Так что же на самом деле происходит внутри каждого типа пресса, когда ползун начинает опускаться?
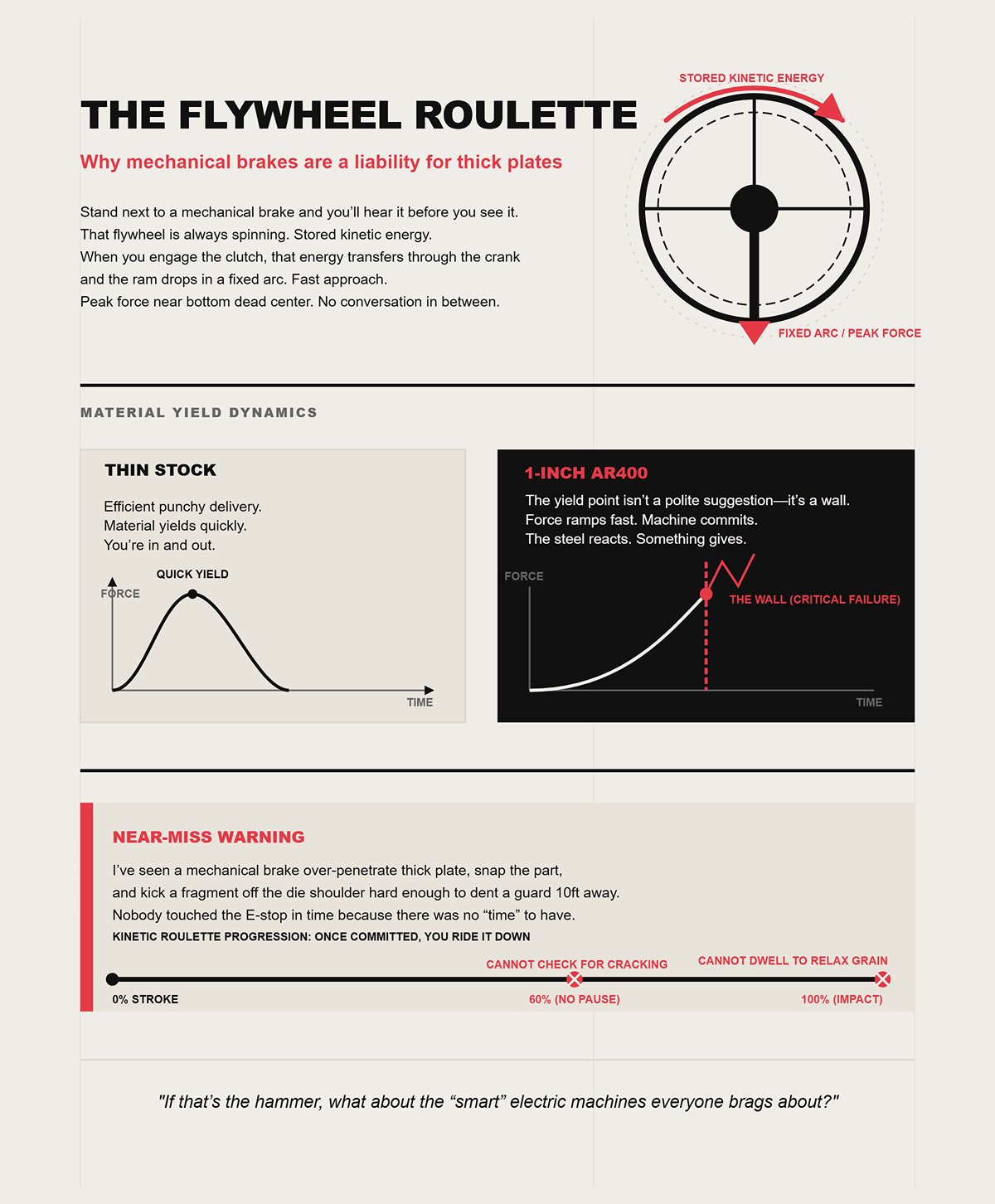
Встаньте рядом с механическим прессом-гибом, и вы услышите его ещё до того, как увидите. Маховик всегда вращается. Накопленная кинетическая энергия. Когда вы включаете сцепление, эта энергия передаётся через кривошип, и ползун падает по фиксированной дуге. Быстрый подвод. Пиковое усилие около нижней мёртвой точки. Никаких «разговоров» по пути вниз.
На тонком листе такая резкая подача эффективна. Материал быстро течёт. Вы сделали и пошли дальше.
На плите AR400 толщиной в 1 дюйм предел текучести — не вежливое предложение, а стена. Когда ползун касается металла, сила растёт быстро. Если размер матрицы чуть не тот, или внутренний радиус слишком мал, у вас нет шанса «войти» в гиб постепенно. Машина включается полностью. Сталь реагирует. Что-то ломается.
Предупреждение о почти несчастном случае: я видел, как механический пресс-гиб пробивает толстый лист глубже положенного, ломает деталь и выбрасывает осколок с края матрицы с такой силой, что он вмял защиту в десяти футах. Никто не успел нажать аварийную остановку — времени просто не было.
С механическим прессом, как только ползун пошёл вниз, вы с ним до конца. Нельзя остановиться на 60 % хода и проверить, нет ли трещин. Нельзя подержать под нагрузкой, чтобы структура зерна «отпустила». Это кинетическая рулетка.
Если это молот, то что насчёт “умных” электрических машин, которыми все хвастаются?

Я работал на сервоприводных прессах-гибах, которые могли повторять позицию с точностью до микрона на тонком нержавеющем листе. Прекрасные машины. Ползун плавно идёт вниз по роликовым винтам, моторы шепчут вместо гудения насосов. Согнуть каркас стула за десять секунд. Гидравлический рядом тратит пятнадцать. В крупносерийном производстве листового металла эта разница окупает зарплаты.
Но вот та часть, которую буклет обходит стороной.
Эти винты с роликами и системы прямого привода лучше всего работают при умеренных нагрузках. При нагрузках в 150 тонн и выше вы заставляете высокоточные компоненты выдерживать серьёзные удары. Электрические системы не имеют жидкости, смягчающей скачки силы. У них есть механические детали — и они изнашиваются, причём дорогие.
Вы вполне можете гнуть конструкционную сталь на электрическом прессе в его пределах мощности. Но по мере увеличения толщины и роста тоннажа преимущество машины — скорость и повторяемость — перестаёт быть главной частью истории. Теперь вас ограничивает то, сколько длительной нагрузки приводная система может выдержать, не ускоряя износ или не теряя ту плавную управляемость, за которую вы заплатили.
Предупреждение о происшествии: я видел, как в одной мастерской электрический пресс довели почти до верхнего предела тоннажа на толстой плите; ползун замер на полпути из-за защиты от перегрузки, оставив деталь наполовину сформированной и нестабильной в штампе. Оператор сунул руку, чтобы “помочь” ей опуститься, прежде чем система перезапустилась.
Электрика превосходна там, где главенствуют точность и скорость цикла. Аэрокосмические кронштейны. Медицинские корпуса. Автомобильные панели. Это — совсем не большая часть работ по тяжёлым плитам.
Так если механический пресс бьёт, а электрический напрягается на верхнем пределе, значит ли это, что ответ прост — “купить больше тоннажа”?
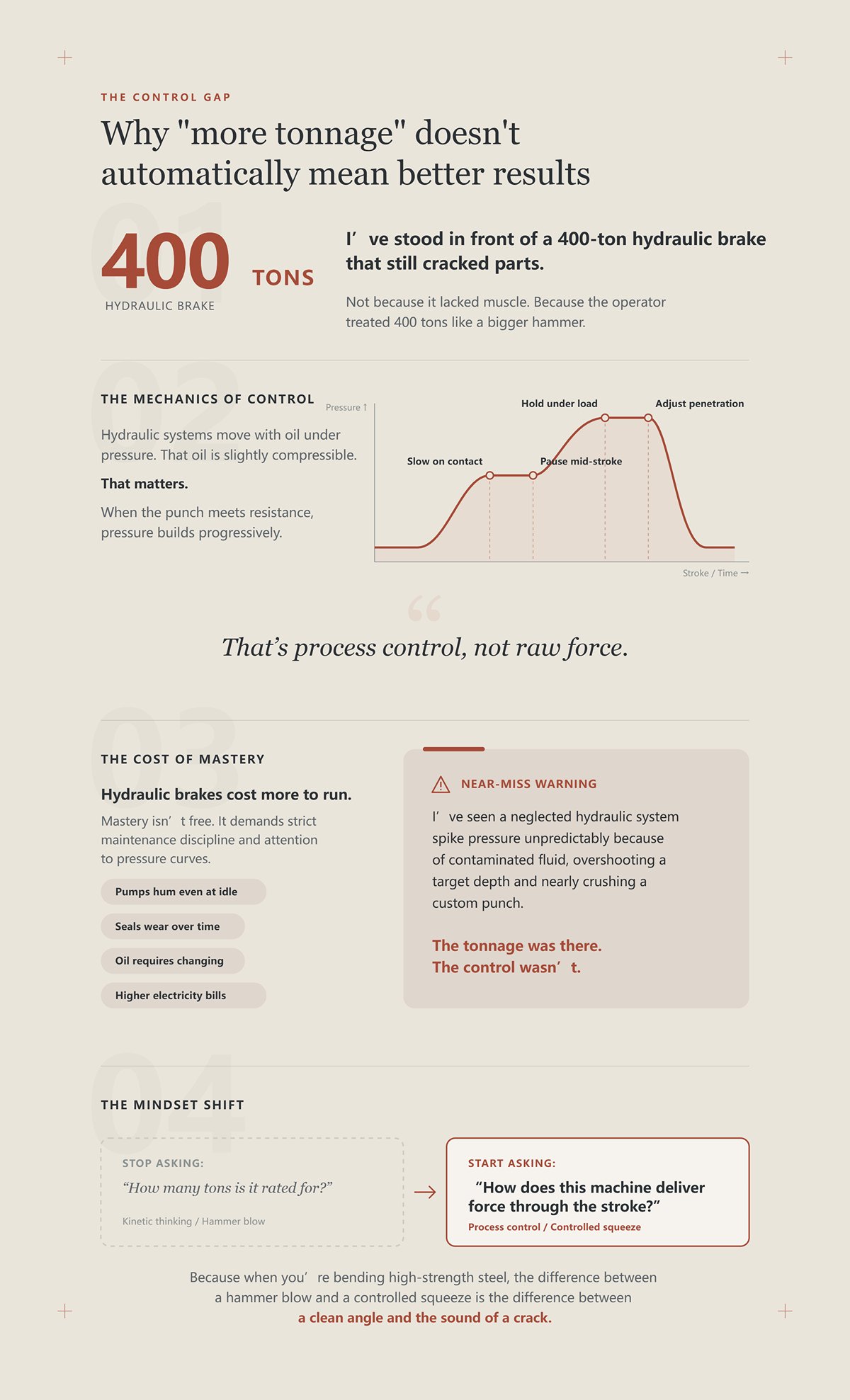
Я стоял перед гидравлическим прессом на 400 тонн, который всё равно ломал детали.
Не потому, что ему не хватало силы. А потому, что оператор воспринимал 400 тонн как более крупный молот.
Гидравлические системы движутся за счёт масла под давлением. Масло слегка сжимается. Это важно. Когда пуансон встречает сопротивление, давление нарастает постепенно. Вы можете замедлить ползун при контакте с материалом. Можете сделать паузу на полпути. Можете удерживать под нагрузкой и наблюдать за развитием изгиба. Можете регулировать проникновение, чтобы контролировать упругий возврат — упругое восстановление, которое пытается раскрыть угол после снятия нагрузки.
Это — управление процессом, а не просто сила.
И вот то, что большинство новичков упускает: гидравлические прессы дороже в эксплуатации. Насосы гудят даже на холостом ходу. Изнашиваются уплотнения. Масло требует замены. Счета за электричество выше, чем у электрических машин, которые отключаются между циклами. Высокое мастерство не даётся даром. Оно требует дисциплины в обслуживании и внимания к кривым давления.
Предупреждение о происшествии: я видел, как из-за загрязнённой жидкости в не обслуживаемой гидравлической системе давление непредсказуемо резко возрастало, превышая целевую глубину и чуть не раздавив специальный пуансон. Тоннаж был. Управления не было.
Больше тоннажа помогает только если вы можете дозировать его. Если вы не можете сделать паузу, удерживать и чувствовать, что делает материал, вы снова возвращаетесь к кинетическому мышлению — просто с большими цифрами на табличке.
Поэтому сдвиг, который я хочу, чтобы вы сделали, такой: перестаньте спрашивать: “На сколько тонн он рассчитан?” и начните спрашивать: “Как эта машина передаёт силу на протяжении хода?”
Потому что при гибке высокопрочной стали разница между ударом молота и контролируемым сжатием — это разница между чистым углом и звуком треска.
Мы гнули AR400 толщиной 1 дюйм в проёме штампа 12x, цель — 90 градусов. Манометр превысил 350 тонн, когда пуансон начал врезаться. На примерно 60% конечной глубины я увидел побеление внутренней кромки — первый признак того, что зерно сильно растягивается. Я нажал паузу. Ползун остановился. Давление удерживалось на 380 тонн. Плита осталась зажатой между пуансоном и штампом, словно замороженная во времени.
Вот именно так вы решаете, какой пресс должен работать с вашей сталью.
Если вы не можете остановиться под нагрузкой, вы не можете «допрашивать» изгиб во время его формирования. А если не можете его исследовать, вы гадаете, нужна ли этой 1-дюймовой плите нагрузка в 420 тонн — или она треснет при 401. Высокопрочная сталь не прощает догадок.
Гидравлика позволяет превращать силу во что-то измеримое, а не просто высвобождаемое.
Встаньте у пульта управления и Остановите поршень при первом контакте с полным сопротивлением. Не ждите, пока он дойдет до низа. Наблюдайте, как давление растет, когда материал переходит от упругой к пластической деформации. Это изменение не теоретическое — вы увидите, как тоннаж начинает расти быстрее после того, как сталь начинает течь.
В стали HSLA или AR предел текучести высок, и при неправильном управлении возврат может достигать 8–10 градусов. Пауза в средней точке позволяет удерживать давление и дать материалу течь, а не подвергать его удару. Сталь под нагрузкой перераспределяет напряжение вдоль линии сгиба. Дайте ей секунду. Вы буквально увидите, как угол слегка расслабляется, прежде чем продолжить.
Попробуйте сделать это на механическом прессе. Не получится.
Но вот момент, о котором в брошюре умалчивают: пауза защищает только если настройка верная. Если вы используете V-матрицу меньше чем 6× толщины материала при гибке высокопрочной стали, вы настолько концентрируете усилие, что истончение на внутреннем радиусе может достичь двузначных процентов. Вы делаете паузу — и все, что вы сделали, это удержали максимальное напряжение именно там, где хочет появиться трещина.
Предупреждение о почти несчастном случае: я видел, как оператор сделал паузу при гибке пластины HSLA толщиной 3/4 дюйма в слишком узкой матрице. Он думал, что остановка означает безопасность. Пластина треснула, стоя неподвижно под нагрузкой более 300 тонн, и освобождение выбросило обрезок вверх, как пружинную ловушку.
Пауза — это элемент безопасности. Но это не замена правильной ширины матрицы и подогрева, если он требуется. Так что если вы можете остановить поршень, чем вы на самом деле управляете — ходом или самой силой?
На гидравлическом прессе, Установите предел давления до того, как начнете рабочий цикл. Задайте верхнюю границу ниже максимального значения станка. Эта граница станет вашим ограждением.
Гидравлические системы создают давление постепенно. Масло слегка сжимается; клапаны дозируют поток; цилиндры превращают давление в линейное усилие. По мере роста сопротивления давление растет плавно по кривой, которую можно наблюдать в реальном времени. Вы управляете потоком силы, а не делаете выстрел.
Механические и даже сервоэлектрические системы создают усилие, связанное с профилем движения и накопленной или передаваемой механической энергией. Когда поршень уже почти в нижней мертвой точке, пиковое усилие возникает независимо от того, «нравится» это стали или нет. Это ударное поведение, пусть и точное.
Означает ли “бесконечное управление”, что гидравлика может гнуть всё? Нет. Когда толщина пластины превышает примерно 50 мм, большинство стандартных гидравлических прессов достигают структурных и насосных пределов. Понадобятся тандемные установки или специализированное оборудование. А на тонком листе электрические прессы часто превосходят гидравлические по повторяемости и энергоэффективности.
Так почему же гидравлика доминирует при работе с высокопрочной сталью?
Потому что разрушение в стали AR или HSLA связано не со средним тоннажем, а с контролем пиков. Микротрещины возникают, когда локальное напряжение превышает предел прочности на растяжение во внутреннем радиусе. Плавное нарастание давления снижает мгновенное перенапряжение. Фиксированный удар не обращает внимания на структуру зерна.
Предупреждение о почти несчастном случае: однажды мы испытали новую партию стали AR, не отрегулировав кривую нарастания давления. Поршень слишком долго шел на высокой скорости сближения перед замедлением. Давление скачком превысило обычную кривую на 40 тонн за долю секунды. Трещина прозвучала, как выстрел из винтовки.
Если вы можете сформировать кривую силы, вы снижаете риск скачка. Если не можете — вы ставите на то, что сталь ведёт себя точно так же, как предыдущая партия. И это приводит к вопросу, который большинство новых сотрудников никогда не задаёт: что на самом деле происходит внутри этого цилиндра, когда вы удерживаете 400 тонн, а шток просто… ждёт?
| Тема | Подробности |
|---|---|
| Бесконечный контроль тонnage против фиксированного удара | Предотвращение разрушения материала |
| Настройка гидравлического пресса-тормоза | Установите предел давления перед началом цикла вниз. Задайте верхний порог ниже максимального рейтинга машины, чтобы создать защитный барьер. |
| Как гидравлические системы прикладывают усилие | Давление нарастает постепенно. Масло слегка сжимается; клапаны дозируют поток; цилиндры преобразуют давление в линейное усилие. По мере увеличения сопротивления давление растёт плавно вдоль видимой кривой в реальном времени — это похоже на спуск по реке силы, а не на выстрел. |
| Механические и сервоприводные электрические системы | Сила связана с профилями движения и накопленной/передаваемой механической энергией. Вблизи нижней мёртвой точки пиковая сила достигается, как только процесс начат — вне зависимости от реакции материала. Это ударное поведение, даже если оно точно контролируется. |
| Ограничения “бесконечного контроля” | Гидравлика не может согнуть всё. При толщине пластины более ~50 мм большинство стандартных гидравлических тормозов достигают структурных и насосных ограничений, требуя тандемных или специализированных установок. Для тонкого листа электрические системы часто превосходят гидравлику по повторяемости и энергоэффективности. |
| Почему гидравлика доминирует при работе с высокопрочной плитой | Разрушение в стали AR или HSLA зависит от контроля скачка, а не от среднего тонnage. Микротрещины образуются, когда локальное напряжение превышает предел прочности при внутреннем радиусе. Плавный подъём давления снижает мгновенные сверхнапряжения; фиксированный удар не учитывает структуру зерна. |
| Пример предупреждения о почти случившейся аварии | Во время испытания новой партии плиты AR из-за неполной регулировки кривой давления шток замедлился слишком поздно. Давление подскочило на 40 тонн выше нормальной кривой за долю секунды, что привело к трещине, звук которой напоминал выстрел из винтовки. |
| Ключевой вывод | Формирование кривой силы снижает риск скачков. Без контроля вы полагаетесь на то, что сталь ведёт себя точно так же, как предыдущая партия — что приводит к вопросу о том, что происходит внутри цилиндра, когда удерживается 400 тонн и шток просто ждёт. |
Представьте два больших цилиндра, заполненных маслом, герметично закрытых, поршни толкают вниз. Увеличьте подачу насоса и наблюдайте, как растёт давление когда пуансон встречает сопротивление. Молекулы масла слегка сжимаются — ровно настолько, чтобы действовать как жесткая пружина. Регулирующие клапаны ограничивают или позволяют поток, что изменяет скорость нарастания давления.
Когда вы приостанавливаете движение на полхода, клапаны закрываются. Поток останавливается. Давление выравнивается по всей колонне жидкости. Масло удерживает поршни в положении, потому что ему некуда деваться. Вы храните энергию в виде гидравлического давления, а не во вращающейся массе или растянутых механических элементах.
В этом и разница.
Маховик хранит энергию кинетически. Роликовый винт — механически. Гидравлическое масло хранит её в виде контролируемого давления. Медленно открывайте клапан — и сила будет плавно сбрасываться. Быстро сбросите — и получите резче реакцию, но всё равно управляемую потоком жидкости, а не только инерцией.
А вот практический момент: загрязнённое масло, изношенные уплотнения или заедающие пропорциональные клапаны искажают кривую давления. Ваша “гладкая река” становится бурной. Вот тогда гидравлика теряет своё преимущество.
Предупреждение о почти-аварии: забитый обратный фильтр однажды вызвал задержку давления при тяжёлом гибе. Оператор компенсировал это, задав большую глубину. Когда клапан наконец сработал, ползун пробил слишком глубоко и чуть не раздавил сегментированный комплект штампов.
Гидродинамика — ваша защита, но только если гидросистема исправна и настройка верна.
Теперь вы знаете, почему гидравлика может останавливаться, удерживать и формировать усилие. Настоящий вопрос — не может ли машина контролировать тоннаж, а знаете ли вы, сколько именно требуется для вашей конкретной стали, толщины, ширины матрицы и температуры, прежде чем вы вообще нажмёте на педаль.
У нас на станине лежала 12-футовая заготовка из листа толщиной 3/8 дюйма — в чертеже заказчика было указано “A36”. Оператор взял стандартную таблицу: примерно 60 тонн на эту длину в V-образной матрице 3 дюйма. Безопасно. Обычная работа. Потом пришёл заводской сертификат. Это была не A36. Это был AR400.
Эта единственная замена превращает удобное табличное значение в такую величину, что цилиндры начинают работать в диапазоне, который вы никогда не планировали.
Вот как рассчитать это до того, как вы дотронетесь до педали.
Начните с базовой формулы для воздушной гибки мягкой стали:
Тоннаж на фут ≈ (K × Предел прочности на разрыв × Толщина²) / Ширина матрицы
Для мягкой стали с пределом прочности на разрыв 60 000 PSI большинство таблиц уже включает постоянную. Это ваш коэффициент материала “1,0”. Меняете сталь — меняется и расчёт.
AR400 — это не 60 000 PSI на разрыв. Обычно у неё свыше 180 000 PSI на разрыв с пределом текучести около 140 000–160 000 PSI в зависимости от партии. Это значит, что коэффициент материала — не 1,0, а ближе к 2,5 по сравнению с мягкой сталью.
Так что если ваша таблица говорит 60 тонн для этого изгиба на A36, то AR400 нужно не “немного больше”, а примерно 150 тонн для той же геометрии. Та же толщина. Та же матрица. Тот же угол.
Если не умножать, вы недооцените не на 10 %, а на величину, которая может вывести вас за предел гидравлического диапазона, в котором машина может безопасно работать. И это ещё до того, как мы заговорим о ширине матрицы.
Так что же именно в стали заставляет вас выбросить таблицу?
Посмотрите на внутренний радиус после гиба. Именно там наружные волокна растягиваются, а внутренние сжимаются. Гиб начинается, когда вы превышаете предел текучести, а не предел прочности на разрыв. Предел текучести — это точка, в которой сталь перестаёт вести себя упруго и начинает течь.
Большинство стандартных таблиц тоннажа составлены для мягкой стали с прочностью на разрыв 60 000 PSI. Они предполагают обычное соотношение предела текучести к пределу прочности для этого сорта. Поставьте вместо неё нержавейку 304 — и вы получите прочность на разрыв около 90 000 PSI. Возьмите AR400 — и предел прочности, и предел текучести резко возрастают.
Это важно, потому что требуемое усилие гибки в формуле почти напрямую масштабируется с прочностью на разрыв. Удвоив прочность на разрыв, при той же толщине и раскрытии матрицы, вы примерно удваиваете необходимый тоннаж.
Но вот что рекламные буклеты обычно замалчивают: многие операторы видят в сертификате “предел текучести 140 000 PSI” и подставляют 140 000 как прочность на разрыв. Или ещё хуже — игнорируют оба значения и доверяют таблице для мягкой стали. Так вы незаметно командуете 120 тонн, когда на самом деле нужно 280.
На гидравлическом прессе вы можете наблюдать рост давления и сделать паузу. На механическом вы просто получаете падение ползуна. В любом случае, если вы ошиблись в расчётах, машине всё равно на ваш оптимизм.
Предупреждение о едва предотвращённом ЧП: однажды мы гнули нержавейку толщиной 1/2 дюйма, предполагая коэффициент запаса по материалу 1,5. Партия оказалась крепче спецификации — ближе к 100 000 PSI на разрыв. Оператор выбрал полную осадку хода, пытаясь поймать угол. Давление превысило рейтинг матрицы и треснуло плечо. Никто не пострадал. Дорогой урок.
Итак, вы учли прочность материала. Хорошо. Теперь скажите — какое раскрытие матрицы вы используете и знаете ли вы, как это влияет на кривую давления в ваших цилиндрах?
Возьмём тот же лист AR400 толщиной 3/8 дюйма. Допустим, вы выбрали V-матрицу с раскрытием 2 дюйма, потому что хотите меньший внутренний радиус. Формула тоннажа возводит толщину в квадрат и делит на раскрытие матрицы. Сократив V вдвое, вы почти удваиваете требуемое усилие.
Стандартная практика для воздушной гибки мягкой стали — раскрытие V примерно в 8 раз больше толщины материала. Сделаете уже — 6× или 4× — и тоннаж быстро растёт. На высокопрочной плите этот рост не просто ощутим, это гидравлический риск.
Вот в чём ловушка: ваш станок может быть рассчитан на 200 тонн. Но этот рейтинг не всегда означает полную грузоподъёмность на всей длине. Прогиб и распределение гидравлики значит, что нельзя просто предполагать равномерную мощность от края до края. При длинной, узкой V и высокопрочной стали вы сосредоточиваете усилие на меньшей площади контакта. Давление в цилиндрах растёт, чтобы компенсировать это.
Если у вас получилось 150 тонн для AR400 в V на 8× толщины, то при переходе на 6× вы легко уйдёте за 200. Вы не меняли толщину. Вы изменили геометрию — и подтолкнули гидросистему к её потолку.
А когда гидроцилиндр достигает максимального давления системы, он не предупреждает вас вежливо. Предохранительные клапаны дребезжат. Сальники принимают нагрузку. Вы в одном залипшем клапане от внезапного превышения хода.
Предупреждение о едва предотвращённом ЧП: новичок однажды выбрал 5× V для HSLA толщиной 1/2 дюйма, чтобы “углы были чище”. Он пропустил расчёт тоннажа, который бы показал, что нам нужно больше, чем распределённая мощность пресса на 10-футовой длине. Ползун застопорился, давление зашкалило, и когда он отпустил, заготовку резко выкинуло, чуть не сбив его с ног.
Вы можете останавливаться на полхода сколько угодно. Если выбранная матрица требует больше тоннажа, чем ваша гидросистема может плавно выдать, вы не контролируете реку — вы пытаетесь остановить наводнение тряпкой.
Так что вы можете сказать: ладно, я буду гнуть в более широкой матрице, чтобы снизить тоннаж. Это решает всё, верно?
При воздушной гибке контакт идёт только по вершине пуансона и плечам матрицы. Материал висит между ними. Это держит требуемый тоннаж на низком уровне — часто в разы меньше, чем при осадке или чеканке, которые могут требовать в два-четыре раза больше усилия, потому что вы заставляете сталь принять угол и радиус матрицы.
Например, 3 мм мягкой стали на V 24 мм может требовать примерно 20 тонн на метр при воздушной гибке. Перейдите на осадку — и легко удвоите или утроите этот показатель. Та же заготовка. Та же толщина. Совсем другой спрос на гидравлику.
Для AR400 воздушная гибка держит тоннаж в управляемых пределах — но упругое возвратное раскрытие может быть 8–10 градусов. Это подталкивает операторов «догонять угол» более глубоким ходом, рискуя незаметно перейти к осадке. В момент, когда вы переходите из воздушной гибки в осадку без пересчёта, ваш тоннаж резко возрастает.
Этот скачок — вот где цилиндры бывают застигнуты врасплох.
Если вам действительно нужны строгие допуски на листах из высокопрочной стали, иногда имеет смысл контролируемое дожатие — но только в том случае, если вы заранее рассчитали повышенное усилие и подтвердили характеристики как станка, так и инструмента в одинаковых единицах. Метрические тонны на метр — это не то же самое, что короткие тонны на фут. Перепутаете — и будете считать, что штамп в три раза прочнее, чем он есть на самом деле.
Если вы относитесь к ним всем как к кинетическим молотам, вы ставите дорогой лист на карту, играя с кривой силы, которую даже не понимаете.
Гидравлика даёт вам возможность приостанавливать, удерживать и дозировать усилие. Но именно расчёт определяет, будет ли эта пауза при безопасных 140 тоннах — или при 260 тоннах, разрывающих уплотнения и рискующих привести к поломке. И это напрямую ведёт к следующей дисциплине, которую вам нужно освоить: как, зная правильное усилие, скоординировать ход ползуна и давление так, чтобы выйти на него — без перерегулирования?
Я усвоил этот урок на 250-тонном механическом прессе. Задаёшь глубину, нажимаешь педаль — и ползун падает, как гильотина. Никакой паузы. Никаких корректировок. Если угол не совпал — так и живёшь с этим.
Гидравлический пресс не обязан работать так.
Вы рассчитали усилие. Знаете раскрытие матрицы. Отлично. Теперь главный вопрос: как пропустить 180 тонн через сталь, не превысив их на 20 из-за того, что клапан среагировал на полсекунды позже вашей ноги?
Вы перестаёте думать в дюймах хода и начинаете думать в скорости потока и нарастании давления. Гидравлический пресс — это река. Контролируйте течение, а не только береговую линию.
Посмотрите на манометр в следующий раз, когда будете гнуть AR400 толщиной 1/2 дюйма в матрице 8×V. Первые два дюйма хода? Почти нет нагрузки. Вы просто убираете зазор. Затем пуансон касается листа. Давление начинает расти — не резко, но стабильно — с началом упругой деформации. Эта кривая показывает, где важен ваш контроль.
Установите быструю скорость подведения до 0,200 дюйма над материалом. Перемещайте воздух быстро; не тратьте время цикла на сжатие пустоты.
Снизьте скорость до контролируемого прижима перед контактом. Мне нравится заметное падение — достаточно быстро для производительности, но достаточно медленно, чтобы пропорциональные клапаны успевали реагировать. Замкнутые системы корректируют за миллисекунды, но клапан всё же имеет физическое время реакции. Если вы на полной скорости входите в контакт, контроллер реагирует на вчерашнюю ошибку.
Вот как это работает: гидравлическое давление скачет не потому, что сталь злая. Оно скачет потому, что жидкость практически несжимаема, а ваши цилиндры всё ещё качают с высокой скоростью, когда сопротивление внезапно возрастает. Снизьте поток до того, как сопротивление вырастет, и кривая давления станет плавной. Вы формируете кривую силы, а не врезаетесь в неё.
Переходите на скорость прессования, когда усилие достигает 30–40 % от целевого. Здесь высокопрочная сталь начинает активно сопротивляться. Держите ползун параллельным. Современные системы синхронизации могут удерживать ±0,01 мм на метр — но только если оба цилиндра получают сбалансированный поток. Если одна сторона отстаёт из-за слишком агрессивной скорости, вы не гнёте — вы крутите.
Предупреждение о почти-аварии: как-то новый оператор оставил высокую скорость подведения вплоть до контакта при работе с HSLA толщиной 3/4 дюйма. Ползун ударил, давление превысило норму, и правый цилиндр отстал на 0,3 мм до коррекции. Деталь выгнулась, пуансон скололся, и его руки всё ещё были в зоне матрицы, когда это произошло. Быстрые ходы крадут время реакции.
Программируйте контролируемую скорость возврата тоже. Обратный поток — не второстепенный момент. Если возврат происходит слишком резко, вы вызываете отскок ползуна. Этот отскок проявится на следующем цикле как непостоянная глубина, и вы внезапно начнёте гоняться за углом, регулируя глубину, хотя настоящая проблема была совсем в другом.
Итак, вы уже настроили ход. Вы достигаете целевого давления без перерасхода усилия. Теперь сталь расслабляется и раскрывается на три градуса. Углубляться дальше или оставить как есть?
Согните кусок AR400 толщиной 1/2 дюйма на 90 градусов в воздухе. Снимите давление. Он разогнется до 97 градусов. Эти семь градусов — это упругое восстановление, запасённая энергия, покидающая сталь в момент разгрузки.
Большинство операторов на следующем ударе опускают глубже. Больше глубины. Больше силы. Надежда на 90 градусов после отпускания.
Пауза в нижней мёртвой точке с контролируемым давлением. Не долгая кофейная пауза — от полсекунды до секунды при стабильном давлении. Что происходит физически? Вы позволяете микро-пластическим деформациям распределиться по толщине, вместо того чтобы материал сразу отскочил назад. Давление остаётся постоянным; внутренние напряжения в материале перераспределяются.
Но вот что проспускает брошюра: удержание — это не магия. Если вы уже используете 95 % мощности станка, статическое удержание может вызвать нагрев масла и локализованные напряжения в углах матрицы. Непрерывное, плавно сформированное давление безопаснее, чем многократные тяжёлые удержания.
Используйте время удержания как тонкую настройку после того, как вы отрегулировали подход и скорости хода — а не как костыль для плохой геометрии или заниженного расчёта усилия.
Современные системы коррекции угла могут вносить изменения в середине хода. Они видят, что вы идёте на меньший угол, и подают команду на чуть большую глубину. Станок это умеет. Решение, когда доверять этому, остаётся за вами. Если коррекция требует резкого скачка давления вблизи нижней точки, лучше остановиться и перепрограммировать нарастание давления, чем заставлять станок бить сильнее в наихудший момент.
Предупреждение о почти происшествии: однажды мы пытались компенсировать возврат пружины на толстой нержавейке, увеличивая глубину, а не добавив 0,7 секунды удержания. Оператор случайно дошёл до угла матрицы. Усилие удвоилось мгновенно. Предохранительный клапан взвыл, а деталь при отпускании отскочила, едва не прижав его предплечье к заднему упору.
Когда же перегиб уместен? Когда вы убедились, что повышенное усилие остаётся в пределах возможностей станка и оснастки, и когда нарастание давления достаточно плавное, чтобы не шокировать систему в нижней точке.
Что подводит нас к тому, что большинство новичков игнорируют до тех пор, пока детали не начинают показывать разные углы на концах и в середине.
Загрузите 10 футов пластины толщиной 3/8 дюйма из высокопрочной стали и приложите усилие 160 тонн по всей длине. Стол прогнётся. Не потому, что он плохо сделан, — сталь гнётся под нагрузкой. Центр просядет на несколько тысячных дюйма. Это значит, что в середине проникновение меньше, угол больше.
Можно идеально рассчитать усилие и всё равно получить изгиб в виде улыбки.
Измерьте образец как на концах, так и в середине до того, как трогать бомбировку. Не угадывайте.
Регулируйте механическую или гидравлическую бомбировку постепенно — ровно настолько, чтобы компенсировать ожидаемый прогиб при рассчитанном усилии. Бомбировка предварительно прогибает стол вверх, чтобы при полной нагрузке он выпрямился.
Вот как это работает: без компенсации прогиба ваши цилиндры выдают одинаковое усилие, но геометрия рамы перераспределяет контактное давление неравномерно. Гидравлическая система может быть синхронизирована до микронов, но сама конструкция прогибается. Вы идеально управляете потоком жидкости внутри рамы, которая изгибается, словно лук.
Профилактические проверки здесь имеют большое значение. Выравнивание штока каждые несколько сотен циклов. Чистое масло, чтобы клапаны реагировали стабильно. Восемьдесят процентов отказов клапанов связаны с загрязнением. Если параллельность отклонится всего на несколько тысячных, ваш красивый профиль давления даст разные углы с одной стороны и с другой.
Предупреждение о почти случившейся аварии: мы пренебрегли компенсацией прогиба при длинной партии из HSLA, посчитав, что ЧПУ “справится”. Центральные углы оказались на два градуса более открытыми. Оператор компенсировал дополнительным заглублением. Концы были перетянуты, центр — всё ещё недостаточно согнут, и одна деталь треснула вдоль внутреннего радиуса, где пик напряжения был максимальным.
Гидравлическая точность работает только тогда, когда конструкция под ней настроена, а последовательность хода продумана.
Вы можете отдать команду на 180 тонн. Машина выполнит её. Настоящее мастерство — это решить, с какой скоростью подходить, как мягко дать подняться давлению, когда удерживать, и насколько предварительно прогрузить стол, чтобы усилие шло как ровная река, а не как удар молота.
А если река меняет температуру в течение длинной смены — если масло разжижается и время реакции меняется — что произойдет с последовательностью, которую вы так тщательно запрограммировали?
Вы спросили, что происходит, когда река силы разогревается к середине смены.
Вот что происходит: ваши 90 утром превращаются в 92 к трём часам дня, и никто не трогал программу.
Гидравлическое масло — это не просто смазка. Оно является средой передачи между вашим сервоклапаном и 180 тоннами штока. Когда утром при запуске оно холодное, вязкость выше — более густая жидкость медленнее проходит через отверстия клапанов, реакция цилиндров слегка запаздывает. По мере работы станка масло разжижается. Тот же командный сигнал клапана теперь перемещает больше жидкости, быстрее. Это меняет скорость нарастания давления в конце хода и то, насколько прочно система удерживает тонnage во время той полусекундной паузы, которую вы тщательно запрограммировали для контроля упругого возврата.
Шкала положения может всё ещё показывать ±0,01 мм.
Но кривая давления, которая привела вас к этой точке, изменилась.
А это значит, что сталь испытывает другое сжатие.
Раньше мы работали на 250-тонном механическом прессе, и дрейф означал изношенные звенья. В гидравлике дрейф часто означает тепло.
Начало дня — масло 68 градусов. Скорость подхода четкая, но слегка смягчена; давление нарастает с мягким «плечом». К середине дня температура масла повышается на 20–30 градусов при интенсивной работе. Вязкость падает. Сервоклапаны реагируют быстрее. Шток может достигать глубины той же, но давление нарастает раньше в последних миллиметрах хода. Это раннее нарастание давления сокращает фактическое время удержания при стабильном тоннаже — потому что сталь начинает деформироваться по более крутой кривой.
Так что ваша тщательно настроенная полусекундная пауза уже не та же самая полусекунда.
Добавьте к этому: прогревается стол. Толстая плита греется. Даже воздух в цеху меняется между утром и днем. Предел текучести стали немного смещается с температурой, и упругий возврат идёт вслед за ним. Теперь вы имеете дело не только с маслом. Вы наблюдаете, как тепловой каскад по всему цеху меняет ваш угол на градус-два в любую сторону.
Это не ошибка оператора.
Это поведение жидкости, которое переписывает вашу последовательность.
Предупреждение о едва не случившемся инциденте: Однажды мы проигнорировали рост температуры масла во время длительного прогона AR400 и продолжали добавлять по 0,2 мм глубины, чтобы догнать ползущий угол раскрытия. К шестому часу масло было горячим, реакция острой, и один из циклов ударил в нижнюю точку сильнее, чем ожидалось — давление выросло преждевременно, деталь отскочила при освобождении, а рука оператора всё ещё лежала на фланце, проверяя угол.
Что же тогда делать?
Специально прогрейте станок перед тем, как выставлять окончательную глубину. Следите за температурой масла, а не только за углом детали. Программируйте нарастание давления так, чтобы оно выдерживало небольшие изменения реакции, а не давало резких скачков у нижней мёртвой точки. Если на вашем станке есть охлаждение, поддерживайте его в рабочем состоянии — забитые охладители за полдня превращают точную систему в гадание наугад.
Вы не боретесь со сталью.
Вы управляете температурой реки.
Сейчас вы скажете: “Ладно. Я замедлю. Буду держать стабильность”.”
Хороший инстинкт.
Более медленные скорости подхода и прессования выделяют меньше тепла за единицу времени. Меньше тепла — более стабильная вязкость. Более стабильная вязкость означает, что время срабатывания клапанов и графики давления будут ближе к тем, что вы запрограммировали в 8 утра. Но более медленные циклы означают меньше деталей в час. На бумаге это выглядит как падение производительности.
Но вот то, что в буклетах опускают: списание трёх листов высокопрочной плиты из-за того, что углы во второй половине дня «уплыли», стоит дороже, чем экономия двух секунд на цикле.
Тепло появляется от потока и сопротивления. Высокий поток через узкие отверстия клапанов нагревает систему. Быстрый цикл накапливает тепло быстрее, чем бак и охладитель успевают его сбросить. Когда вы гоните на полных оборотах всё утро, вы меняете краткосрочную производительность на долгосрочную нестабильность.
Если вы относитесь к ним всем как к кинетическим молотам, вы ставите дорогой лист на карту, играя с кривой силы, которую даже не понимаете.
Иногда самое продуктивное — снизить скорость хода ползуна на 10 процентов и удерживать масло в стабильном диапазоне, чтобы первая и пятидесятая деталь совпадали без подгонки глубины.
Так что, медленная работа обходится вам слишком дорого?
Или тепловой дрейф уже стоит вам дороже?
| Раздел | Содержание |
|---|---|
| Заголовок | Парадокс скорости и мощности: стоит ли вам медленный цикл слишком дорого? |
| Первичная реакция | “Ладно. Я замедлю. Буду держать стабильность.” |
| Немедленное понимание | Более медленные скорости подхода и прессования выделяют меньше тепла за единицу времени. Меньше тепла — более стабильная вязкость. Более стабильная вязкость держит время срабатывания клапанов и графики давления ближе к настройкам программы. |
| Воспринимаемый недостаток | Более медленные циклы означают меньше деталей в час, что на бумаге выглядит как потеря производительности. |
| Скрытая стоимость | Списание трёх листов высокопрочной стали из-за отклонения угла может стоить дороже, чем экономия двух секунд на цикл. |
| Корень причины тепла | Тепло возникает из-за потока и сопротивления. Высокий поток через узкие клапанные отверстия повышает температуру. Быстрое циклирование накапливает тепло быстрее, чем бак и охладитель успевают рассеять его. |
| Операционный риск | Работа на полной скорости всё утро меняет кратковременную производительность на долгосрочную нестабильность. |
| Механическое заблуждение | Относиться к машинам как к кинетическим молоткам — значит подвергать дорогую плиту риску на плохо понятной кривой силы. |
| Практическая рекомендация | Снижение скорости хода на 10 % может удерживать масло в стабильном диапазоне, обеспечивая одинаковое качество между первой и пятидесятой деталью без корректировки глубины. |
| Заключительный вопрос | Действительно ли более медленная работа обходится вам дороже — или тепловое смещение уже стоит вам больше? |
В электрических сервопрессах нет масла, которое может разжижаться.
Это их очевидное преимущество в чистоте.
Шарико-винтовые пары, приводимые сервомоторами, не “дышат” при изменении температуры, как жидкость. Повторяемость позиционирования может быть выше, потому что между командой и движением нет переменной вязкости. Для работ с высокими допусками и тонкими материалами такая тепловая стабильность — веский аргумент.
Но электрические системы не дают такой же формы усилия на среднем ходе при большой нагрузке, как хорошо настроенная гидравлика с замкнутым контуром управления давлением. Когда вы сгибаете толстую, высокопрочную плиту и нужно сделать паузу, удержать и динамически скорректировать усилие, чтобы управлять возвратом без ударов по плечам штампа, силовая гидравлика всё ещё обеспечивает более широкий диапазон управления.
Гибриды пытаются найти компромисс — электрический привод с гидравлическим созданием усилия. Они уменьшают часть тепла, повышают отзывчивость, но не устраняют физику жидкости. Масло всё ещё нагревается. Вязкость всё ещё меняется. Охлаждение и мониторинг по-прежнему необходимы при интенсивной работе.
Так что нет, не существует волшебной машины, которая избавит вас от необходимости думать о передаче силы.
Есть только вопрос: какой уровень управления требует ваша работа и управляете ли вы физическими процессами, связанными с выбранной системой?
Потому что, будь то чисто электрическая или гидравлическая система, точность достигается не за счёт надписи на боковой панели.
Она достигается пониманием того, как энергия проходит через машину — и что изменяется, когда эта энергия нагревается.
Вам нужен воспроизводимый процесс, который компенсирует тепловой дрейф, вместо того чтобы гоняться за углом после того, как он появится на индикаторе.
Хорошо.
Перестаньте думать в терминах “Сколько тонн у этого пресса?” и начните думать в терминах “Насколько точно я могу сформировать и стабилизировать эти тонны, когда сталь начинает оказывать сопротивление?” Потому что как только температура масла, температура стола и температура материала начинают меняться, вы уже не программируете положение — вы управляете системой живой силы.
Этот сдвиг не очевиден, потому что машина всё ещё достигает глубины на экране.
Когда я слышу, что покупатель говорит: “Мы рассматриваем пресс на 300 тонн”, я понимаю, что он всё ещё ищет молоток.
Задайте другой вопрос: Какого диапазона контроля требует эта работа?
Гибка мягкой стали толщиной 1/8 дюйма при ±1 градусе на широком пуансоне? Вам нужна воспроизводимая нижняя позиция и приличная точность заднего упора. Кривая силы может быть грубой, и вы сможете с этим справиться. Механический пресс с фиксированным ходом может работать в таких условиях весь день — быстро и недорого.
А теперь перейдите к стали HSLA толщиной 3/4 дюйма с жёсткими допусками или к листу AR, где упругая деформация меняется при повышении температуры масла на 10 градусов. Внезапно вам нужно замедлить подход, нарастить давление в последние 5 мм, сделать паузу под нагрузкой и подкорректировать тонnage перед сбросом, чтобы укротить упругую деформацию. Это — управление поведением жидкости. Если ваша конструкция не способна удерживать стабильное давление, когда масло становится жиже, ваши “300 тонн” — просто цифра, нарисованная на боку машины.
Предупреждение о почти случившейся аварии: Однажды у нас был новый руководитель, который заказал механический пресс с высокой тоннажностью для толстого закалённого листа, потому что “больше тонн = безопаснее”. В первую жаркую дневную смену фиксированный ход достиг полной нагрузки слишком быстро, исправить ситуацию в середине хода было невозможно, и деталь получила микротрещину вдоль линии гиба. Визуально она прошла проверку. В эксплуатации — провалилась. Машине не хватало не мощности — а контроля.
Итак, первый взгляд — это не тип машины.
Это диапазон управления требуемой силой.
Запишите работу в три колонки: толщина, допуск, последствия отказа.
Толщина даёт вам базовую тоннажность. Допуск показывает, насколько узким будет диапазон силы. Последствия показывают, сколько теплового дрейфа можно позволить, прежде чем брак станет катастрофическим.
Если вы производите большие объёмы, малоответственные детали с широкими допусками — скорость механического пресса может победить. Быстрые циклы означают меньше замороженного капитала. Вы принимаете более грубую кривую силы, потому что сталь это позволяет.
Но вот о чём буклет умалчивает: когда допуск ужесточается или последствия возрастают — конструкционные детали, лист для износостойкости, всё, где треснувшая линия гиба стоит реальных денег — ценность смещается от времени цикла к управляемости. Гидравлическая система с замкнутым контуром управления давлением даёт возможность «формировать реку»: регулировать скорость нарастания, удерживать под нагрузкой, компенсировать температуру масла изменением целевых значений давления вместо погоней за глубиной.
Системы с электрическими сервоприводами убирают масло из уравнения, что помогает термостабильности на более тонких листах. Но как только вы работаете с высокопрочной сталью и вам нужен контроль тоннажности в середине хода под тяжёлой нагрузкой, гидравлика всё ещё даёт более широкий диапазон регулировки — при условии, что вы сознательно управляете теплом и потоком.
Так что архитектуру подбирают не по тоннажности.
Вы корректируете это в соответствии с тем, насколько сталь может вас удивить.
Теперь мы подходим к вашему настоящему вопросу: как построить процесс, который компенсирует, а не реагирует?
Оснастите машину. Контролируйте температуру масла каждую смену. Записывайте угол, глубину и давление при утверждении первого изделия. Свяжите допустимый диапазон углов с температурным диапазоном. Когда масло выходит за пределы этого диапазона, сначала корректируйте скорость нарастания давления или время удержания — а не глубину дна. Это сохраняет кривую силы стабильной вместо постепенного ухода глубже в матрицу и изменения радиуса изгиба.
Запрограммируйте целенаправленные циклы прогрева. Приведите гидравлическую систему к рабочей температуре перед фиксацией окончательной глубины. Стабильность прежде всего, производство вторым.
Стандартизируйте скорость. Избегайте спринта с максимальным расходом утром и медленной работы днем. Скорость потока определяет тепло. Тепло определяет вязкость. Вязкость изменяет реакцию на давление. Вы не сможете иметь повторяемую кривую силы при разном тепловом воздействии каждый час.
Обучайте операторов думать в терминах поведения давления, а не только результата угла. Когда угол открывается, спросите: температура масла поднялась? Время удержания фактически сократилось, потому что давление набралось раньше? Такой подход превращает устранение неисправностей из догадок в физику.
Вы сохраняете одно: перестаньте спрашивать, сколько тонн способен пресс, и начните спрашивать, как точно вы можете контролировать эти тонны, когда сталь начинает сопротивляться.
Потому что, как только вы воспринимаете машину как поток управляемой силы, а не как кинетический молот, каждое решение — покупка, программирование, работа — меняет форму.


















