

J’ai vu une plaque d’AR400 d’un pouce d’épaisseur se fendre avec un bruit semblable à un coup de fusil.
Nous étions sur une presse plieuse mécanique de 250 tonnes. Le volant tournait. L’embrayage engagé. Le coulisseau est descendu. L’opérateur l’a traitée comme chacune des pliures qu’il avait déjà faites : il a réglé la butée arrière, appuyé sur la pédale et laissé la machine faire son travail. Le poinçon a frappé avec force, s’est arrêté brutalement, et la plaque ne s’est pas déformée uniformément. Elle s’est fracturée le long du rayon intérieur. Six mille dollars d’acier transformés en ferraille en moins de deux secondes.
Il ne cessait de dire : “ Mais elle est prévue pour ce tonnage. ”
C’est la phrase qui blesse les gens.
On vous a probablement dit qu’une presse plieuse n’est qu’une plieuse de tôle avec plus de puissance. Alignez. Frappez. Pliez. Répétez.
Cela fonctionne très bien quand on plie de l’acier doux de 11 gauge toute la journée.
Mais dès que vous passez sur des plaques à haute résistance — AR400, Hardox, aciers de construction trempés et revenus — vous ne pliez plus du papier. Vous forcez un matériau à faible ductilité et à haute limite d’élasticité à se déformer sans fissurer. Ce n’est pas une opération du type “ frappe et espère ”. C’est une déformation plastique contrôlée sous charge.
Différentes machines délivrent cette charge de façons totalement différentes. Certaines frappent. D’autres poussent. D’autres encore compriment et vous permettent de sentir ce qui se passe en cours de course.
Si vous les traitez toutes comme des marteaux cinétiques, vous misez des plaques coûteuses sur une courbe de force que vous ne comprenez même pas.
Alors, que se passe-t-il réellement à l’intérieur de chaque type de presse quand le coulisseau commence à descendre ?
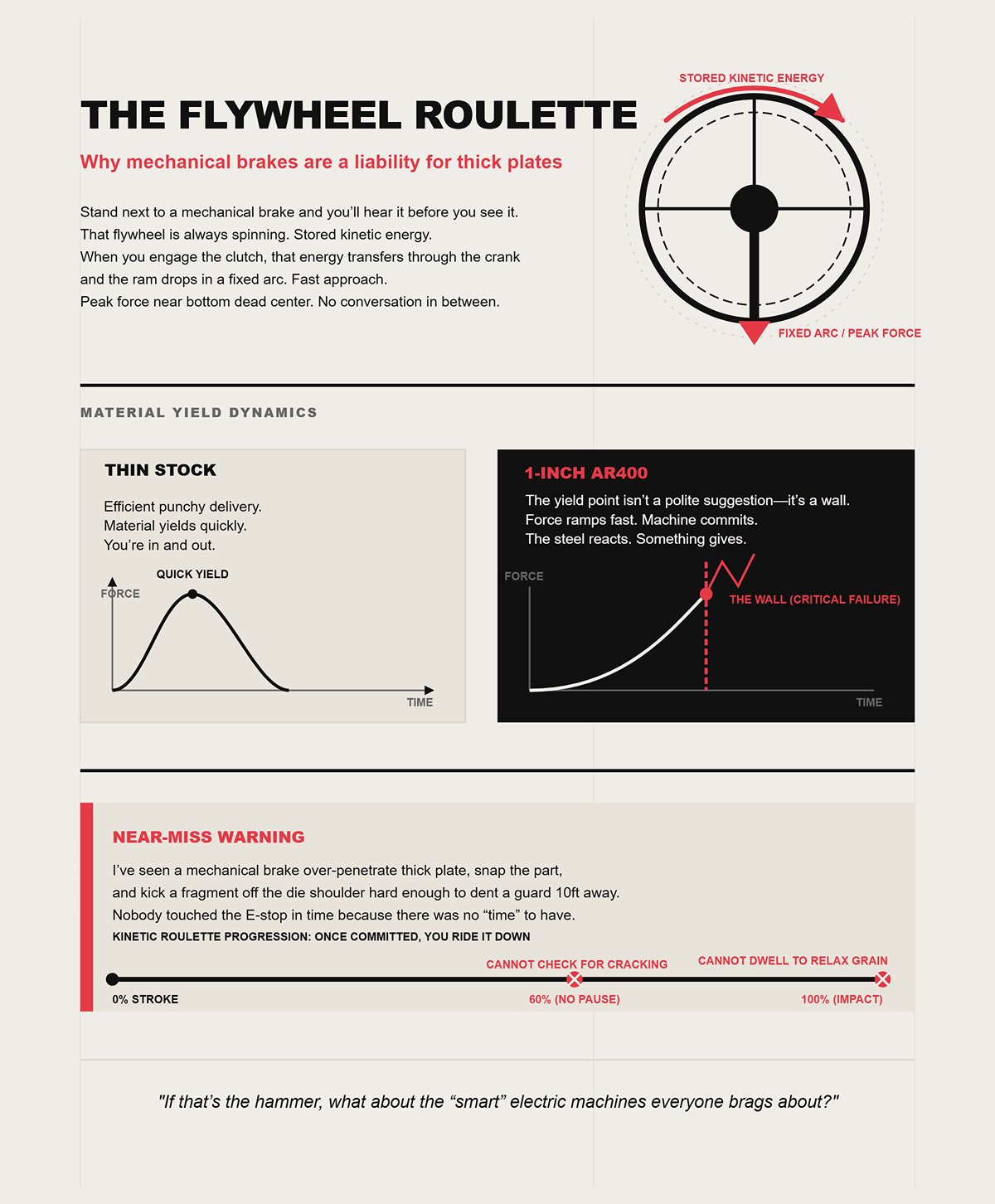
Tenez-vous à côté d’une presse mécanique et vous l’entendrez avant de la voir. Ce volant est toujours en rotation. Énergie cinétique stockée. Lorsque vous engagez l’embrayage, cette énergie se transmet à travers le vilebrequin et le coulisseau descend selon un arc fixe. Approche rapide. Force maximale près du point mort bas. Aucun dialogue entre les deux.
Sur du métal mince, cette frappe énergique est efficace. Le matériau cède rapidement. C’est fait en un instant.
Sur de l’AR400 d’un pouce, la limite d’élasticité n’est pas une simple suggestion – c’est un mur. Quand le coulisseau touche, la force augmente brutalement. Si votre ouverture de matrice est légèrement incorrecte, ou si votre rayon intérieur est trop serré, vous n’avez aucune chance de progresser dans la pliure en douceur. La machine s’engage. L’acier réagit. Quelque chose cède.
Avertissement de quasi-accident : j’ai vu une presse mécanique pénétrer trop profondément dans une plaque épaisse, casser la pièce et projeter un fragment du bord de la matrice avec assez de force pour cabosser une protection à trois mètres de là. Personne n’a appuyé sur l’arrêt d’urgence à temps, car il n’y avait pas de “ temps ” pour le faire.
Avec une mécanique, une fois le coulisseau engagé, vous le suivez jusqu’en bas. Vous ne pouvez pas faire une pause à mi-course et vérifier l’apparition de fissures. Vous ne pouvez pas maintenir la charge pour laisser la structure du grain se détendre. C’est une roulette cinétique.
Si c’est le marteau, qu’en est-il des machines électriques “ intelligentes ” dont tout le monde se vante ?

J’ai utilisé des presses plieuses servo-électriques capables de répéter au micron près sur de l’inox mince. Des machines magnifiques. Le coulisseau glisse sur des vis à rouleaux, les moteurs murmurent au lieu que les pompes gémissent. On plie un cadre de chaise en dix secondes. La machine hydraulique à côté en prend quinze. Dans la production en grande série de tôles fines, cette différence paie des salaires.
Mais voici la partie que la brochure passe sous silence.
Ces vis à rouleaux et ces systèmes à entraînement direct sont plus à l’aise sous des charges modérées. Poussez-les vers 150 tonnes et au-delà, et vous demandez à des composants de précision d’absorber de sérieux chocs. Les systèmes électriques n’ont pas de fluide pour amortir la pointe de force. Ils ont des pièces mécaniques qui s’usent — et des pièces coûteuses.
Vous pouvez absolument cintrer de l’acier de construction sur une presse plieuse électrique dans sa limite nominale. Mais à mesure que l’épaisseur augmente et que le tonnage grimpe, l’avantage de la machine — vitesse et répétabilité — cesse d’être toute l’histoire. Vous êtes désormais limité par la charge soutenue que le système d’entraînement peut supporter sans accélérer l’usure ni perdre ce contrôle soyeux pour lequel vous avez payé.
Avertissement de quasi-accident : J’ai vu un atelier pousser une presse plieuse électrique près de sa limite supérieure de tonnage sur de la tôle épaisse ; le vérin s’est arrêté à mi-course à cause de la protection contre les surcharges, laissant la pièce à moitié formée et instable dans la matrice. L’opérateur a tendu la main pour “l’aider” à se stabiliser avant la réinitialisation du système.
L’électrique excelle là où la précision et le temps de cycle dominent. Supports aéronautiques. Boîtiers médicaux. Panneaux automobiles. Ce n’est pas la majorité des travaux sur tôle épaisse.
Alors si le mécanique cogne et que l’électrique souffre à son extrême, cela signifie-t-il que la réponse est simplement “acheter plus de tonnage” ?
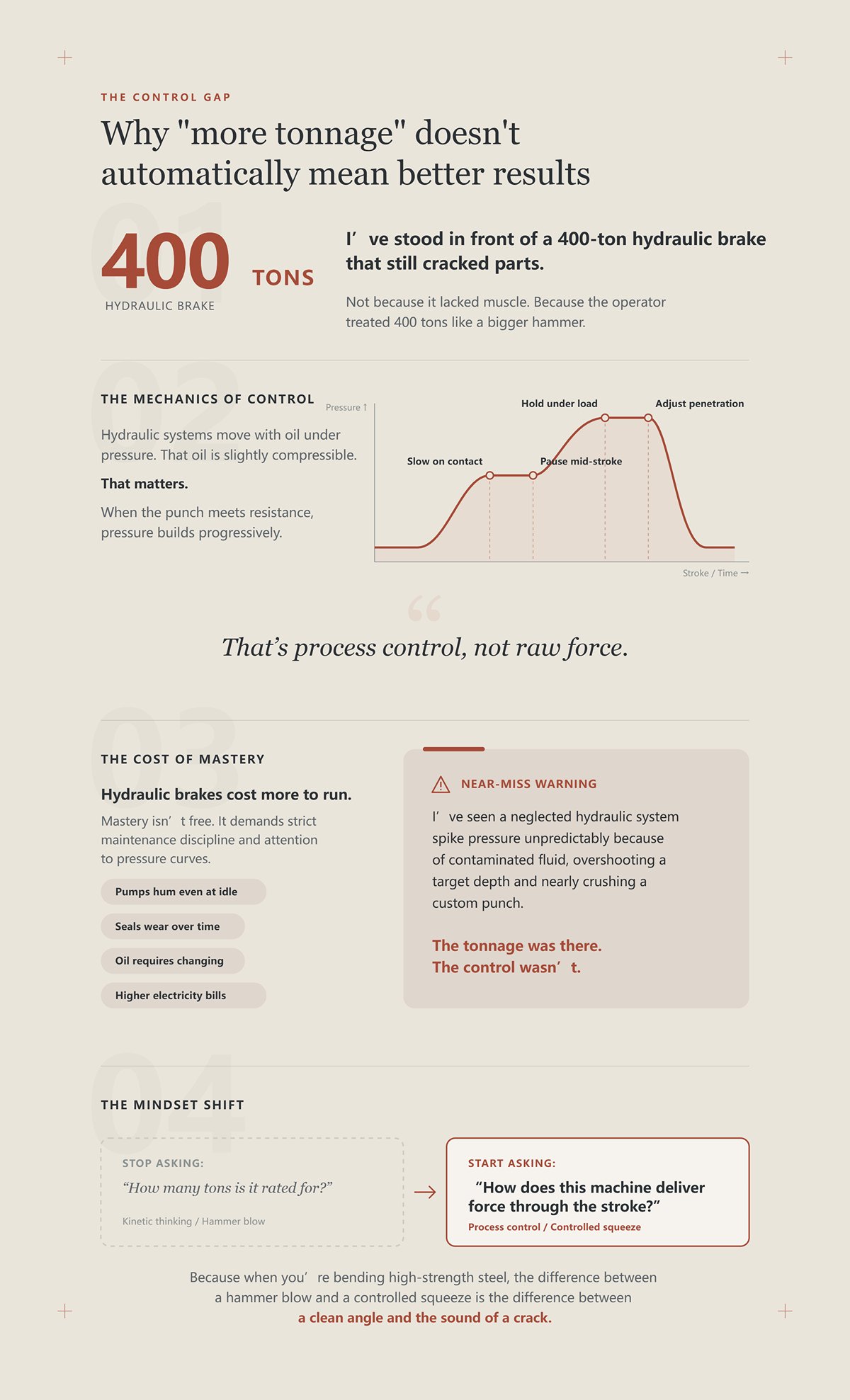
Je me suis tenu devant une presse plieuse hydraulique de 400 tonnes qui craquait quand même les pièces.
Pas parce qu’elle manquait de puissance. Parce que l’opérateur traitait 400 tonnes comme un plus gros marteau.
Les systèmes hydrauliques se déplacent grâce à l’huile sous pression. Cette huile est légèrement compressible. Cela compte. Lorsque le poinçon rencontre une résistance, la pression monte progressivement. Vous pouvez ralentir le vérin lorsqu’il touche le matériau. Vous pouvez faire une pause à mi-course. Vous pouvez maintenir la charge et observer le pli se développer. Vous pouvez ajuster la pénétration pour gérer le retour élastique — cette reprise qui tente d’ouvrir votre angle après le relâchement.
C’est du contrôle de procédé, pas de la force brute.
Et voici la partie que la plupart des nouveaux employés oublient : les presses plieuses hydrauliques coûtent plus cher à faire fonctionner. Les pompes ronronnent même au ralenti. Les joints s’usent. L’huile doit être changée. Les factures d’électricité sont plus élevées que pour les machines électriques qui s’éteignent entre les cycles. La maîtrise n’est pas gratuite. Elle exige une discipline de maintenance et une attention aux courbes de pression.
Avertissement de quasi-accident : J’ai vu un système hydraulique négligé faire grimper la pression de façon imprévisible à cause d’un fluide contaminé, dépassant une profondeur cible et écrasant presque un poinçon sur mesure. Le tonnage était là. Le contrôle, non.
Plus de tonnage n’aide que si vous pouvez le doser. Si vous ne pouvez pas faire pause, maintenir et sentir ce que fait le matériau, vous revenez à une pensée cinétique — juste avec un nombre plus grand sur la plaque signalétique.
Alors le changement que je veux que vous fassiez est celui-ci : arrêtez de demander “Combien de tonnes est-elle conçue pour ?” et commencez à demander “Comment cette machine délivre-t-elle la force pendant la course ?”
Car lorsque vous pliez de l’acier à haute résistance, la différence entre un coup de marteau et une pression contrôlée est la différence entre un angle net et le son d’une fissure.
Nous plions de l’AR400 d’un pouce dans une ouverture de matrice de 12x, angle cible de 90 degrés. Le manomètre montait au-dessus de 350 tonnes quand le poinçon a commencé à mordre. À environ 60% de profondeur finale, j’ai vu le bord intérieur blanchir — premier signe que le grain s’étirait fortement. J’ai appuyé sur pause. Le vérin s’est arrêté. La pression s’est maintenue à 380 tonnes. La plaque est restée serrée entre le poinçon et la matrice comme figée dans le temps.
C’est précisément ainsi que vous décidez quelle presse plieuse vaut pour votre acier.
Si vous ne pouvez pas vous arrêter sous charge, vous ne pouvez pas interroger le pli pendant qu’il se produit. Et si vous ne pouvez pas l’interroger, vous devinez si cette plaque d’un pouce demande 420 tonnes — ou veut se fendre à 401. L’acier à haute résistance ne pardonne pas les approximations.
L’hydraulique vous permet de transformer la force en quelque chose que vous pouvez doser, pas simplement libérer.
Tenez-vous au poste de commande et Arrêtez le vérin au premier contact avec une résistance complète. N’attendez pas d’être en butée. Observez la montée de pression lorsque le matériau passe de la déformation élastique à la déformation plastique. Ce changement n’est pas théorique — vous verrez la tonnage augmenter plus rapidement une fois que l’acier commencera à se déformer.
Sur les tôles HSLA ou AR, la limite d’élasticité est élevée et le retour élastique atteint de 8 à 10 degrés si vous ne le contrôlez pas. La pause à mi-course vous permet de maintenir la pression et de laisser le matériau s’écouler au lieu de le brusquer. L’acier sous charge redistribue la contrainte le long de la ligne de pliage. Laissez-lui une seconde. Vous pouvez littéralement voir l’angle se relâcher légèrement avant de continuer.
Essayez ça sur une presse mécanique. Impossible.
Mais voici ce que la brochure passe sous silence : la pause ne vous protège que si le réglage est correct. Si vous utilisez une matrice en V inférieure à 6 fois l’épaisseur du matériau sur un acier à haute résistance, vous concentrez la force si étroitement que l’amincissement peut atteindre les deux chiffres au rayon intérieur. Vous marquez une pause — et tout ce que vous faites, c’est maintenir la contrainte maximale exactement là où une fissure veut se former.
Avertissement de quasi-accident : j’ai vu un opérateur marquer une pause lors d’un pliage de tôle HSLA de 3/4 de pouce dans une matrice trop étroite. Il pensait qu’arrêter signifiait sécuriser. La plaque s’est fendue à l’arrêt sous plus de 300 tonnes, et le relâchement a projeté la chute vers le haut comme un piège à ressort.
La pause est un atout de sécurité. Elle ne remplace pas la largeur correcte de la matrice ni le préchauffage quand il est nécessaire. Alors, si vous pouvez arrêter le vérin, que contrôlez-vous réellement — la course ou la force elle-même ?
Sur une presse plieuse hydraulique, Réglez la limite de pression avant même de lancer la descente. Fixez un plafond en dessous de la capacité maximale de la machine. Ce plafond devient votre garde-fou.
Les systèmes hydrauliques construisent la pression de manière progressive. L’huile se comprime légèrement ; les soupapes régulent le débit ; les vérins convertissent la pression en force linéaire. À mesure que la résistance augmente, la pression monte en douceur le long d’une courbe que vous pouvez suivre en temps réel. Vous naviguez sur une rivière de force, pas sur un coup de feu.
Les systèmes mécaniques et même servo-électriques délivrent une force liée aux profils de mouvement et à l’énergie mécanique stockée ou transmise. Une fois que le vérin est engagé près du point mort bas, la force de pointe arrive que l’acier l’accepte ou non. C’est un comportement d’impact, même s’il est précis.
Le “ contrôle infini ” signifie-t-il que l’hydraulique peut plier n’importe quoi ? Non. Une fois au-delà d’environ 50 mm d’épaisseur de tôle, la plupart des presses hydrauliques standard atteignent leurs limites structurelles et celles de leurs pompes. Il faut alors des configurations en tandem ou un équipement spécialisé. Et sur la tôle mince, les systèmes électriques surpassent souvent les hydrauliques en répétabilité et consommation d’énergie.
Alors pourquoi l’hydraulique domine-t-elle la tôle à haute résistance ?
Parce que la fracture dans l’acier AR ou HSLA ne dépend pas du tonnage moyen. Elle dépend de la maîtrise des pics de charge. Les microfissures apparaissent quand la contrainte locale dépasse la limite de traction au rayon intérieur. Une montée de pression progressive réduit la surtension instantanée. Un impact fixe ne tient aucun compte de la structure du grain.
Avertissement de quasi-accident : nous avons testé une nouvelle série de tôles AR sans ajuster la montée de pression. Le vérin a atteint la vitesse d’approche rapide trop longtemps avant de décélérer. La pression a dépassé de 40 tonnes notre courbe habituelle en une fraction de seconde. La fissure a résonné comme un coup de fusil.
Si vous pouvez modeler la courbe de force, vous réduisez le risque de pic. Si vous ne pouvez pas, vous pariez que l’acier se comporte exactement comme le dernier lot. Et cela mène à la question que la plupart des nouvelles recrues ne posent jamais : que se passe-t-il réellement à l’intérieur de ce cylindre lorsque vous maintenez 400 tonnes et que le vérin… attend simplement ?
| Sujet | Détails |
|---|---|
| Contrôle de tonnage infini vs. impact fixe | Prévenir les fractures du matériau |
| Configuration du frein hydraulique | Réglez la limite de pression avant la descente. Fixez un plafond en dessous de la capacité maximale de la machine pour créer une garde de sécurité. |
| Comment les systèmes hydrauliques appliquent la force | La pression augmente progressivement. L’huile se comprime légèrement ; les valves régulent le débit ; les cylindres convertissent la pression en force linéaire. À mesure que la résistance augmente, la pression s’élève doucement le long d’une courbe visible en temps réel—comme voguer sur une rivière de force, plutôt que tirer un coup. |
| Systèmes mécaniques et servo-électriques | La force est liée aux profils de mouvement et à l’énergie mécanique stockée/transmise. Proche du point mort bas, la force de pointe arrive une fois engagée—indépendamment de la réaction du matériau. C’est un comportement d’impact, même si le contrôle est précis. |
| Limites du “ contrôle infini ” | Les systèmes hydrauliques ne peuvent pas tout plier. Au-delà d’une épaisseur de plaque d’environ 50 mm, la plupart des freins hydrauliques standards atteignent leurs limites structurelles et de pompe, nécessitant des configurations en tandem ou spécialisées. Pour les tôles fines, les systèmes électriques surpassent souvent les hydrauliques en répétabilité et en efficacité énergétique. |
| Pourquoi l’hydraulique domine les plaques à haute résistance | La fracture dans l’acier AR ou HSLA dépend du contrôle des pics, non du tonnage moyen. Des microfissures se forment lorsque la contrainte locale dépasse les limites de traction au rayon intérieur. Une rampe de pression lisse réduit le sur-contrainte instantanée ; un impact fixe ne prend pas en compte la structure du grain. |
| Exemple d’avertissement de quasi-accident | Lors des essais d’un nouveau lot de plaques AR, l’absence d’ajustement de la rampe de pression a fait que le vérin a ralenti trop tard. La pression a grimpé de 40 tonnes au-dessus de la courbe normale en une fraction de seconde, provoquant une fissure qui a retenti comme un coup de fusil. |
| Point clé | Modeler la courbe de force réduit le risque de pic. Sans contrôle, vous comptez sur le fait que l’acier se comporte exactement comme le dernier lot—ce qui soulève la question de ce qui se passe à l’intérieur du cylindre lors du maintien de 400 tonnes et lorsque le vérin attend simplement. |
Imaginez deux grands cylindres remplis d’huile, hermétiquement fermés, pistons poussant vers le bas. Augmentez le débit de la pompe et observez la pression grimper au moment où le poinçon rencontre une résistance. Les molécules d’huile se compriment légèrement — juste assez pour agir comme un ressort rigide. Les soupapes de régulation restreignent ou permettent l’écoulement, ce qui change la vitesse à laquelle la pression se développe.
Lorsque vous faites une pause en milieu de course, les soupapes se ferment. L’écoulement s’arrête. La pression s’égalise dans toute la colonne de fluide. L’huile maintient les pistons en position car il n’y a nulle part où elle puisse aller. Vous stockez de l’énergie sous forme de pression hydraulique, et non sous forme de masse en rotation ou de composants mécaniques étirés.
Voilà la différence.
Un volant d’inertie stocke l’énergie de manière cinétique. Une vis à rouleaux la stocke mécaniquement. L’huile hydraulique la stocke sous forme de pression contrôlée. Relâchez la soupape lentement et la force se dissipe en douceur. Libérez-la rapidement et vous verrez une réaction plus vive — mais toujours régulée par l’écoulement du fluide, pas uniquement par l’inertie.
Et voici la partie pratique : une huile contaminée, des joints usés ou des soupapes proportionnelles collantes déforment cette courbe de pression. Votre “ rivière fluide ” devient turbulente. C’est à ce moment-là que l’hydraulique perd son avantage.
Avertissement de quasi-incident : un filtre de retour bouché a provoqué un retard de pression lors d’un pliage lourd. L’opérateur a compensé en commandant plus de profondeur. Lorsque la soupape a finalement réagi, le vérin a trop pénétré et a failli écraser un jeu de matrice segmentée.
La dynamique des fluides est votre défense — mais seulement si le système hydraulique est en bon état et si le réglage est correct.
Vous comprenez donc maintenant pourquoi l’hydraulique peut faire une pause, maintenir et façonner la force. La vraie question n’est pas de savoir si la machine peut contrôler le tonnage. C’est de savoir combien votre acier spécifique, votre épaisseur, la largeur de matrice et la température nécessitent réellement avant même d’appuyer sur la pédale.
Nous avions une barre de 12 pieds de tôle de 3/8 de pouce sur le lit — le dessin du client indiquait “ A36 ”. L’opérateur a pris le tableau standard : environ 60 tonnes sur cette longueur dans un V de 3 pouces. Sûr. Routinier. Puis le certificat du laminoir est arrivé en retard. Ce n’était pas de l’A36. C’était de l’AR400.
Ce seul changement prend votre chiffre de tableau confortable et l’étire jusqu’à ce que vos cylindres travaillent dans une plage que vous n’aviez jamais prévue.
Voici comment le calculer avant même d’appuyer sur la pédale.
Commencez par la formule de base pour le pliage à l’air de l’acier doux :
Tonnage par pied ≈ (K × Résistance à la traction × Épaisseur²) / Ouverture de matrice
Pour l’acier doux à 60 000 PSI, la plupart des tableaux intègrent déjà la constante. C’est votre facteur de matériau “ 1,0 ”. Maintenant, changez l’acier et vous changez les calculs.
L’AR400 n’a pas une résistance à la traction de 60 000 PSI. Elle est généralement supérieure à 180 000 PSI, avec une limite d’élasticité allant de 140 000 à 160 000 PSI selon le lot. Cela signifie que votre facteur de matériau n’est pas 1,0. Il est plus proche de 2,5 par rapport à l’acier doux.
Ainsi, si votre tableau indique 60 tonnes pour ce pliage en A36, l’AR400 n’a pas besoin “ d’un peu plus ”. Il a besoin d’environ 150 tonnes pour la même géométrie. Même épaisseur. Même matrice. Même angle.
Si vous ne multipliez pas, vous ne sous-estimez pas de 10%. Vous êtes à côté d’un facteur qui peut vous pousser au-delà de la plage hydraulique que votre machine peut maintenir en toute sécurité. Et cela avant même de parler de la largeur de la matrice.
Alors, qu’y a-t-il exactement dans l’acier qui vous oblige à jeter le tableau ?
Regardez le rayon intérieur après un pli. C’est là que les fibres extérieures s’étirent et que les fibres intérieures se compressent. Le pli commence lorsque vous dépassez la limite d’élasticité, pas la résistance à la traction. La limite d’élasticité est le point où l’acier cesse de se comporter de manière élastique et commence à s’écouler.
La plupart des tableaux de tonnage génériques sont conçus pour un acier doux à résistance à la traction de 60 000 PSI. Ils supposent un rapport typique entre limite d’élasticité et résistance à la traction pour cette qualité. Remplacez par de l’inox 304, et vous travaillez avec une résistance à la traction d’environ 90 000 PSI. Remplacez par de l’AR400, et la résistance à la traction comme la limite d’élasticité augmentent fortement.
C’est important car la force de pliage requise évolue presque directement avec la résistance à la traction dans la formule. Doublez la résistance à la traction, et pour la même épaisseur et ouverture de matrice, vous doublez approximativement le tonnage nécessaire.
Mais voici ce que la brochure passe sous silence : de nombreux opérateurs lisent “limite d’élasticité 140 000 PSI” sur un certificat et utilisent en entrée une traction de 140 000. Ou pire, ils ignorent les deux et se fient au tableau pour acier doux. C’est ainsi que vous commandez en silence 120 tonnes quand le travail en demande réellement 280.
Sur une presse plieuse hydraulique, vous pouvez voir la pression monter et faire une pause. Sur une mécanique, vous obtenez simplement la descente du coulisseau. Dans les deux cas, si vous avez mal calculé, la machine ne se soucie pas de votre optimisme.
Avertissement de “presque-accident” : Nous avons une fois plié de l’inox de 1/2 pouce en supposant un facteur matériau de 1,5. Le lot testé était plus dur que prévu—proche de 100 000 PSI de traction. L’opérateur a atteint le fond de la course en cherchant l’angle. La pression a dépassé la capacité de la matrice et fendu une épaule. Personne n’a été blessé. Leçon coûteuse.
Donc vous avez corrigé pour la résistance. Bien. Maintenant dites-moi—quelle ouverture de matrice utilisez-vous, et savez-vous ce que cela fait à la courbe de pression dans vos cylindres ?
Prenons ce même AR400 de 3/8 pouce. Disons que vous choisissez un V de 2 pouces parce que vous voulez un rayon intérieur plus serré. La formule de tonnage multiplie le carré de l’épaisseur et divise par l’ouverture de matrice. Coupez le V de moitié, et vous augmentez presque le tonnage requis.
La pratique standard pour le pliage à l’air d’acier doux est environ 8× l’épaisseur du matériau pour l’ouverture en V. Rétrécissez—6× ou 4×—et le tonnage monte vite. Sur de la plaque à haute résistance, cette montée n’est pas une douleur linéaire. C’est un risque hydraulique.
Voici le piège : votre machine peut être évaluée à 200 tonnes. Mais cette capacité n’est pas toujours du tonnage complet sur toute la longueur. La déflexion et la distribution hydraulique signifient que vous ne pouvez pas simplement supposer une capacité uniforme d’un bout à l’autre. Chargez un V étroit et long avec de l’acier à haute résistance, et vous concentrez la force sur une zone de contact plus petite. La pression dans les cylindres augmente pour compenser.
Si votre tonnage calculé pour l’AR400 dans un V 8× était de 150 tonnes, passer à un V 6× peut vous pousser au-dessus de 200. Vous n’avez pas changé l’épaisseur. Vous avez changé la géométrie—et forcé le système hydraulique vers son maximum.
Et lorsqu’un cylindre hydraulique atteint la pression maximale du système, il ne vous prévient pas poliment. Les soupapes de décharge vibrent. Les joints prennent la charge. Vous êtes à une soupape collante d’une pénétration excessive soudaine.
Avertissement de “presque-accident” : Un nouvel employé a choisi un V 5× sur de l’HSLA de 1/2 pouce pour “avoir des coins plus propres”. Le calcul de tonnage qu’il a sauté aurait montré que nous avions besoin de plus que la capacité distribuée de la plieuse sur 3 m. Le coulisseau s’est arrêté, la pression a atteint le maximum, et quand il a relâché, la pièce a rebondi violemment, manquant de peu le renverser.
Vous pouvez faire une pause en milieu de course tant que vous voulez. Si votre choix de matrice exige plus de tonnage que votre système hydraulique peut fournir en douceur, vous ne contrôlez pas une rivière—vous tentez de barrer une crue avec un chiffon d’atelier.
Alors peut-être dites-vous, très bien, je plierai à l’air dans une matrice plus large pour réduire le tonnage. Cela résout tout, n’est-ce pas ?
Le pliage à l’air ne contacte que la pointe du poinçon et les épaules de la matrice. Le matériau flotte entre les deux. Cela garde le tonnage requis plus bas—souvent une fraction du matriçage ou du coinage, qui peuvent demander deux à quatre fois la force parce que vous forcez l’acier à épouser l’angle et le rayon de la matrice.
Par exemple, de l’acier doux de 3 mm sur un V de 24 mm peut nécessiter environ 20 tonnes par mètre en pliage à l’air. Passez au matriçage, et vous pouvez facilement doubler ou tripler cela. Même tôle. Même épaisseur. Demande hydraulique totalement différente.
Sur l’AR400, le pliage à l’air garde le tonnage gérable—mais le retour élastique peut atteindre 8 à 10 degrés. Cela incite les opérateurs à chercher l’angle en allant plus profond, flirtant avec un matriçage involontaire. Dès que vous passez du pliage à l’air au matriçage sans recalculer, votre tonnage requis augmente brusquement.
Ce saut est l’endroit où les vérins sont pris par surprise.
Si vous avez vraiment besoin de tolérances serrées sur une plaque à haute résistance, parfois un écrasement contrôlé a du sens — mais seulement si vous avez calculé à l’avance la force plus élevée et confirmé les capacités de la machine et de l’outillage dans des unités cohérentes. Les tonnes métriques par mètre ne sont pas les mêmes que les tonnes courtes par pied. Confondez-les, et vous pourriez croire qu’une matrice est trois fois plus résistante qu’elle ne l’est réellement.
Si vous les traitez toutes comme des marteaux cinétiques, vous misez des plaques coûteuses sur une courbe de force que vous ne comprenez même pas.
L’hydraulique vous donne le pouvoir de faire une pause, de maintenir et de modeler la force. Mais c’est le calcul qui détermine si cette pause se produit à 140 tonnes sûres — ou à 260 tonnes en abîmant des joints et flirtant avec la rupture. Et cela mène directement à la prochaine discipline que vous devez maîtriser : une fois que vous connaissez la bonne tonnage, comment séquencer le coulisseau et la pression pour l’atteindre — sans dépassement ?
Nous étions sur un presse-plieuse mécanique de 250 tonnes lorsque j’ai appris cela à la dure. Vous réglez la profondeur, appuyez sur la pédale, et le coulisseau tombe comme une guillotine. Pas de pause. Pas d’ajustement. Si vous manquiez l’angle, vous deviez vivre avec.
Une presse-plieuse hydraulique n’a pas à se comporter de cette façon.
Vous avez calculé le tonnage. Vous connaissez l’ouverture de la matrice. Bien. Maintenant la vraie question : comment déplacer 180 tonnes à travers de l’acier sans dépasser de 20 parce que votre valve a retardé d’une demi-seconde derrière votre pied ?
Vous cessez de penser en pouces de course et commencez à penser en débit et montée de pression. Une presse-plieuse hydraulique est une rivière. Contrôlez le courant, pas seulement la rive.
Observez le manomètre la prochaine fois que vous pliez de l’AR400 de 1/2 pouce dans un V de 8×. Les deux premiers pouces de déplacement ? Presque aucune charge. Vous ne faites que fermer le jour. Puis le poinçon effleure la plaque. La pression commence à monter — pas brutalement, mais régulièrement — tandis que la déformation élastique commence. Cette courbe indique où votre contrôle importe.
Réglez une vitesse d’approche rapide jusqu’à 0,200 pouce au-dessus du matériau. Déplacez l’air rapidement ; ne perdez pas de temps de cycle à comprimer du vide.
Réduisez à une vitesse de pincement contrôlée avant le contact. J’aime une baisse bien perceptible — assez rapide pour rester productif, assez lente pour que les valves proportionnelles puissent suivre. Les systèmes en boucle fermée corrigent en millisecondes, mais la valve a tout de même un temps de réponse physique. Si vous foncez à pleine vitesse au contact, le contrôleur réagit à l’erreur d’hier.
Voici le mécanisme : la pression hydraulique ne monte pas en flèche parce que l’acier est malveillant. Elle monte en flèche parce que le fluide est presque incompressible et que vos vérins s’écoulent encore à haut débit lorsque la résistance augmente soudainement. Ralentissez le débit avant que la résistance n’augmente, et la montée de pression devient régulière. Vous avez façonné la courbe de force au lieu de vous y écraser.
Passez à la vitesse de pressage lorsque le tonnage atteint 30–40 % de l’objectif. C’est là que les plaques à haute résistance commencent à se défendre. Gardez le coulisseau parallèle. Les systèmes de synchronisation modernes peuvent maintenir ±0,01 mm par mètre — mais seulement si les deux vérins reçoivent un débit équilibré. Si un côté prend du retard parce que vous avez imposé un rythme trop agressif, vous ne pliez pas ; vous tordez.
Avertissement de quasi-accident : Un nouvel opérateur avait laissé la vitesse d’approche élevée jusqu’au contact sur du HSLA de 3/4 pouce. Le coulisseau a frappé, la pression a dépassé, et le vérin droit a pris 0,3 mm de retard avant correction. La pièce a pris du cambre, le poinçon s’est ébréché, et ses mains étaient encore dans la zone de la matrice en train de retirer des écailles quand c’est arrivé. Des courses rapides volent le temps de réaction.
Programmez une vitesse de retour contrôlée également. Le flux inversé n’est pas une réflexion secondaire. Si la course de remontée rebondit trop fort, vous introduisez un rebond de coulisseau. Ce rebond se manifeste lors du cycle suivant par une profondeur incohérente, et soudain vous poursuivez l’angle avec des ajustements de profondeur qui n’étaient jamais le vrai problème.
Alors, vous avez séquencé la course. Vous atteignez le tonnage cible sans dépassement. Maintenant, l’acier se détend et s’ouvre de trois degrés. Faut-il le poursuivre plus profondément — ou le maintenir tel qu’il est ?
Pliez en l’air une pièce de 1/2 pouce d’AR400 à 90 degrés. Relâchez la pression. Elle s’ouvre à 97. Ces sept degrés sont le retour élastique — l’énergie stockée quittant l’acier au moment où vous le déchargez.
La plupart des opérateurs pénètrent plus profondément lors du coup suivant. Plus de profondeur. Plus de force. Espérer 90 à la libération.
Pause au point mort bas avec une pression contrôlée. Pas une longue pause café — une demi-seconde à une seconde sous tonnage stable. Que se passe-t-il physiquement ? Vous permettez à la micro-déformation plastique de se répartir dans l’épaisseur au lieu de revenir aussitôt. La pression reste constante ; la contrainte interne du matériau se redistribue.
Mais voici la partie que la brochure passe sous silence : maintenir n’est pas magique. Si vous êtes déjà à 95% de capacité machine, un maintien statique peut provoquer une montée thermique de l’huile et des contraintes localisées sur les épaules de la matrice. Une pression continue et bien formée est plus sûre que des maintiens lourds répétés.
Utilisez le temps de maintien comme un réglage fin après avoir calibré les vitesses d’approche et de pression — pas comme un palliatif pour une mauvaise géométrie ou un tonnage mal calculé.
La correction d’angle moderne peut s’ajuster en cours de course. Elle détecte que vous êtes en tendance creuse et commande un peu plus de profondeur. La machine peut le faire. Le jugement de savoir quand lui faire confiance vous appartient. Si la correction exige un pic soudain près du bas, mieux vaut reculer et reprogrammer la rampe de pression que de la laisser frapper plus fort au pire moment possible.
Avertissement quasi-accident : Nous avons autrefois poursuivi le retour élastique sur de l’inox épais en ajoutant de la profondeur au lieu d’ajouter 0,7 secondes de maintien. L’opérateur a appuyé jusqu’au fond du profil de matrice par inadvertance. Le tonnage a doublé instantanément. La soupape de sécurité a hurlé, et la pièce a rebondi lors du relâchement, manquant de peu de coincer son avant-bras contre le palpage arrière.
Alors, quand le sur-cintrage a-t-il du sens ? Lorsque vous avez confirmé que la demande de tonnage élevée reste dans les limites de la machine et des outils, et que votre rampe de pression est suffisamment régulière pour ne pas choquer le système en bas.
Ce qui amène quelque chose que la plupart des nouveaux embauchés ignorent jusqu’à ce que les pièces commencent à présenter des angles différents aux extrémités qu’au milieu.
Chargez 10 pieds de plaque à haute résistance de 3/8 pouce et appliquez 160 tonnes sur toute la longueur. Le banc va se déformer. Pas parce qu’il est mal conçu — parce que l’acier fléchit sous charge. Le centre s’affaisse de quelques millièmes. Cela signifie moins de pénétration au milieu, plus d’angle.
Vous pouvez calculer parfaitement le tonnage et obtenir tout de même un cintrage en forme de sourire.
Mesurez une pièce d’essai aux deux extrémités et au centre avant de toucher au bombage. Ne devinez pas.
Réglez le bombage mécanique ou hydraulique progressivement — juste assez pour contrebalancer la déformation prévue à votre tonnage calculé. Le bombage précharge le banc vers le haut afin que, sous pleine force, il se redresse.
Voici le mécanisme : sans bombage, vos cylindres délivrent une force égale, mais la géométrie du bâti redistribue la pression de contact de façon inégale. Le système hydraulique peut être synchronisé à quelques microns, et pourtant la structure elle-même fléchit. Vous contrôlez parfaitement le fluide à l’intérieur d’un bâti qui se plie comme un arc.
Les vérifications préventives sont importantes ici. Alignement du vérin toutes les quelques centaines de cycles. Huile propre pour que les soupapes répondent de manière constante. Quatre-vingts pour cent des pannes de soupape sont dues à la contamination. Dérivez de quelques millièmes hors du parallélisme, et votre profil de pression impeccable produira des angles incohérents d’un côté à l’autre.
Avertissement de quasi-incident : Nous avons ignoré le bombage lors d’une longue série en HSLA, en supposant que la CNC allait “s’en charger”. Les angles au centre sont sortis ouverts de deux degrés. L’opérateur a compensé par plus de profondeur. Les extrémités ont été trop pliées, le centre est resté peu profond, et une pièce s’est fissurée le long du rayon intérieur là où la contrainte était maximale.
La précision hydraulique ne rapporte que lorsque la structure qui la supporte est réglée et que la séquence du cycle est intentionnelle.
Vous pouvez commander 180 tonnes. La machine vous les donnera. La vraie compétence consiste à décider à quelle vitesse approcher, avec quelle douceur laisser la pression monter, quand maintenir, et quelle précharge appliquer au lit afin que la force se déplace comme une rivière régulière plutôt qu’un coup de marteau.
Et si la rivière change de température au cours d’un long quart — si l’huile s’amincit et que le temps de réponse dérive — que devient la séquence que vous avez programmée avec tant de soin ?
Vous avez demandé ce qui se passe lorsque la rivière de force se réchauffe à mi-quart.
Voici ce qui se passe : votre 90 du matin devient 92 à trois heures, et personne n’a touché au programme.
L’huile hydraulique n’est pas seulement un lubrifiant. C’est le médium de transmission entre votre servo-soupape et 180 tonnes de vérin. Lorsqu’elle est froide au démarrage, la viscosité est plus élevée — fluide plus épais, passage plus lent à travers les orifices de la soupape, réponse des cylindres légèrement retardée. Au fil des cycles, l’huile s’amincit. La même commande de soupape déplace désormais plus de fluide, plus vite. Cela modifie la vitesse à laquelle la pression se développe en fin de course et la précision avec laquelle le système maintient le tonnage pendant cette pause d’une demi-seconde que vous avez soigneusement programmée pour contrôler le retour élastique.
L’échelle de position peut toujours afficher ±0,01 mm.
Mais la courbe de pression qui vous a permis d’y arriver a changé.
Et cela signifie que l’acier ressent une pression différente.
Nous utilisions, il y a des années, une presse plieuse mécanique de 250 tonnes, et la dérive signifiait un mécanisme usé. Sur les hydrauliques, la dérive signifie souvent la chaleur.
Commencez la journée avec une huile à 68 degrés. Votre vitesse d’approche est nette mais légèrement amortie ; la montée en pression se fait avec une épaule douce. En milieu d’après-midi, la température de l’huile grimpe de 20 à 30 degrés sous un cycle intensif. La viscosité chute. Les servo-soupapes réagissent plus vite. Le vérin peut atteindre la même profondeur, mais la pression monte plus tôt dans les derniers millimètres de course. Cette montée anticipée réduit le temps de maintien effectif sous tonnage stable — car l’acier commence à se déformer sur une courbe plus abrupte.
Ainsi, votre demi-seconde de maintien soigneusement réglée n’est plus la même demi-seconde.
Ajoutez à cela : le lit chauffe. La tôle épaisse chauffe. Même l’air de l’atelier change entre le matin et l’après-midi. La limite d’élasticité de l’acier varie légèrement avec la température, et le retour élastique suit. Vous n’êtes plus confronté uniquement à l’huile. Vous observez toute une cascade thermique dans l’atelier qui pousse votre angle à s’ouvrir ou se fermer d’un ou deux degrés.
Ce n’est pas une erreur de l’opérateur.
C’est le comportement du fluide qui réécrit votre séquence.
Avertissement de quasi-incident : Nous avons autrefois ignoré la montée de la température de l’huile lors d’une longue série de traitement d’AR400 et avons continué à ajouter 0,2 mm de profondeur pour corriger un angle d’ouverture qui dérivait. Au bout de six heures, l’huile était chaude, la réponse était vive, et un cycle a frappé le fond plus fort que prévu — la pression a grimpé trop tôt, la pièce a rebondi au relâchement, et la main de l’opérateur était encore sur la bride pour vérifier l’angle.
Alors que faire ?
Faire chauffer la machine délibérément avant de régler la profondeur finale. Surveiller la température de l’huile, pas seulement l’angle de la pièce. Programmer des rampes de pression capables d’absorber de légères variations de réponse plutôt que des pics abrupts près du point mort bas. Si votre machine est équipée d’un système de refroidissement, entretenez-le — des refroidisseurs obstrués transforment les systèmes de précision en paris hasardeux dès midi.
Vous ne combattez pas l’acier.
Vous gérez la température du fleuve.
Maintenant, vous allez dire : “ Très bien. Je vais ralentir. Garder la stabilité. ”
Bon réflexe.
Des vitesses d’approche et de pressage plus lentes génèrent moins de chaleur par unité de temps. Moins de chaleur signifie une viscosité plus constante. Une viscosité plus constante signifie que vos temporisations de valve et vos rampes de pression se comportent plus près de ce que vous avez programmé à 8 h du matin. Mais des cycles plus lents signifient moins de pièces par heure. Sur le papier, cela ressemble à une baisse de productivité.
Mais voici la partie que les brochures omettent : mettre au rebut trois feuilles de tôle à haute résistance parce que vos angles de l’après-midi ont dérivé coûte plus cher que d’avoir rallongé un cycle de deux secondes.
La chaleur provient du débit et de la résistance. Un débit élevé à travers des ouvertures de valve étroites fait grimper la température. Un cycle rapide accumule cette chaleur plus vite que le réservoir et le refroidisseur ne peuvent l’évacuer. Quand vous tournez à plein régime toute la matinée, vous échangez un rendement immédiat contre une instabilité à long terme.
Si vous les traitez toutes comme des marteaux cinétiques, vous misez des plaques coûteuses sur une courbe de force que vous ne comprenez même pas.
Parfois, le geste le plus productif est de réduire la vitesse du vérin de 10 % et de maintenir l’huile dans sa plage stable pour que votre première et votre cinquantième pièce soient identiques sans reprendre la profondeur.
Alors, le ralentissement vous coûte-t-il trop ?
Ou la dérive thermique vous coûte-t-elle déjà davantage ?
| Section | Contenu |
|---|---|
| Titre | Le paradoxe vitesse / puissance : le temps de cycle plus lent vous coûte-t-il trop ? |
| Réaction initiale | “ Très bien. Je vais ralentir. Garder la stabilité. ” |
| Vision immédiate | Des vitesses d’approche et de pressage plus lentes génèrent moins de chaleur par unité de temps. Moins de chaleur signifie une viscosité plus constante. Une viscosité plus constante maintient le calage des vannes et les rampes de pression plus proches des réglages programmés. |
| Inconvénient perçu | Des cycles plus lents signifient moins de pièces par heure, ce qui apparaît sur le papier comme une perte de productivité. |
| Coût caché | Mettre au rebut trois feuilles de plaque à haute résistance en raison d’un dérèglement d’angle peut coûter plus cher que de gagner deux secondes par cycle. |
| Cause racine de la chaleur | La chaleur provient du flux et de la résistance. Un flux élevé à travers des ouvertures de valve étroites augmente la température. Un cycle rapide accumule la chaleur plus vite que le réservoir et le refroidisseur ne peuvent la dissiper. |
| Risque opérationnel | Fonctionner à pleine vitesse toute la matinée échange un rendement à court terme contre une instabilité à long terme. |
| Méprise mécanique | Traiter les machines comme des marteaux cinétiques met en danger des plaques coûteuses sur une courbe de force mal comprise. |
| Recommandation pratique | Réduire la vitesse du vérin de 10 % peut maintenir l’huile dans une plage stable, assurant la constance entre la première et la cinquantième pièce sans ajuster la profondeur. |
| Question de clôture | Une exploitation plus lente vous coûte-t-elle vraiment plus — ou bien la dérive thermique vous coûte-t-elle déjà davantage ? |
Les freins servo-électriques n’ont pas d’huile pour s’amincir.
C’est leur avantage propre.
Les vis à billes entraînées par des servomoteurs ne “respirent” pas avec la température comme le fait le fluide. La répétabilité de position peut être plus stricte car il n’y a pas de variable de viscosité entre la commande et le mouvement. Pour un travail sur matériau fin à haute tolérance, cette stabilité thermique est difficile à contester.
Mais les systèmes électriques ne vous donnent pas le même façonnage de tonnage en milieu de course sous forte charge qu’une hydraulique bien réglée avec un contrôle de pression en boucle fermée peut offrir. Lorsque vous pliez une plaque épaisse à haute résistance et que vous devez faire une pause, maintenir et ajuster le tonnage dynamiquement pour gérer le retour élastique sans choquer les épaulements de la matrice, la puissance fluide vous donne encore une fenêtre de contrôle plus large.
Les hybrides tentent de trouver un compromis — entraînement électrique avec génération de force hydraulique. Ils réduisent un peu la chaleur, resserrent la réponse, mais n’éliminent pas la physique du fluide. L’huile chauffe toujours. La viscosité varie toujours. Vous avez toujours besoin de refroidissement et de suivi si vous travaillez intensément.
Alors non, il n’existe pas de machine magique qui vous libère de la réflexion sur la délivrance de force.
Il n’y a que la question : quel niveau de contrôle votre travail exige-t-il, et gérez-vous la physique associée au système que vous avez choisi ?
Car que ce soit purement électrique ou hydraulique, vous n’obtenez pas la précision simplement par le badge qui figure sur le panneau latéral.
Vous l’obtenez en comprenant comment l’énergie circule à travers la machine — et ce qui change lorsque cette énergie chauffe.
Vous voulez un processus reproductible qui compense la dérive thermique au lieu de courir après l’angle une fois qu’il apparaît sur le compteur.
Bien.
Arrêtez de penser en termes de “ Combien de tonnes possède cette presse plieuse ? ” et commencez à penser en termes de “ Avec quelle précision puis-je former et stabiliser ces tonnes une fois que l’acier se met à résister ? ” Car une fois que la température de l’huile, du banc, et du matériau commencent à varier, vous ne programmez plus une position — vous gérez un système de force en temps réel.
Ce changement n’est pas évident car la machine atteint toujours la profondeur affichée à l’écran.
Quand j’entends un acheteur dire, “ Nous visons une presse de 300 tonnes ”, je sais qu’il cherche encore un marteau.
Posez une autre question : Quelle largeur de fenêtre de contrôle ce travail exige-t-il ?
Cintrer de l’acier doux de 1/8 po à ±1 degré sur une matrice large ? Vous avez besoin d’une position basse reproductible et d’une précision raisonnable du butoir arrière. La courbe de force peut être grossière et vous vous en sortirez. Une presse mécanique avec course fixe peut fonctionner là toute la journée, rapidement et à moindre coût.
Maintenant, passez au HSLA de 3/4 po à tolérance serrée, ou à une plaque AR où le retour élastique varie avec une augmentation de 10 degrés de la température de l’huile. Soudain, vous devez ralentir l’approche, augmenter la pression dans les 5 mm finaux, faire une pause sous charge et ajuster la tonnage avant la libération pour dompter le retour élastique. C’est la gestion du comportement fluide. Si votre architecture ne peut pas maintenir une pression stable pendant que l’huile s’amincit, vos “ 300 tonnes ” ne sont qu’un chiffre peint sur le côté.
Avertissement de quasi-incident : Nous avons eu un nouveau superviseur qui a spécifié une mécanique à haute tonnage pour des plaques trempées épaisses car “ plus de tonnes signifie plus sûr ”. Lors de la première série chaude de l’après-midi, la course fixe a atteint la charge maximale trop rapidement, aucune correction possible en milieu de course, et une pièce s’est micro-fracturée le long de la ligne de pliage. Elle a passé l’inspection visuelle. Elle a échoué en service. La machine ne manquait pas de puissance — elle manquait de contrôle.
Ainsi, la première perspective n’est pas le type de machine.
C’est la largeur de bande de contrôle de force requise.
Inscrivez le travail en trois colonnes : épaisseur, tolérance, conséquence de l’échec.
L’épaisseur vous donne la tonnage de base. La tolérance vous indique à quel point votre fenêtre de force est étroite. La conséquence indique combien de dérive thermique vous pouvez supporter avant que les rebuts ne deviennent catastrophiques.
Si vous produisez en grand volume des supports à faible conséquence avec une tolérance large, la vitesse mécanique peut l’emporter. Des cycles plus rapides signifient moins de capital immobilisé. Vous acceptez une courbe de force brute car l’acier le permet.
Mais voici la partie que la brochure passe sous silence : lorsque la tolérance se resserre ou que la conséquence augmente — pièces structurelles, plaques d’usure, tout élément où une ligne de pliage fissurée coûte réellement de l’argent — la valeur se déplace du temps de cycle vers la contrôlabilité. Un système hydraulique avec contrôle de pression en boucle fermée vous permet de façonner le flux : ajuster la vitesse de montée, maintenir sous charge, compenser la température de l’huile en modifiant les points de consigne de pression au lieu de courir après la profondeur.
Les systèmes électriques à servomoteur éliminent l’huile de l’équation, ce qui aide à la stabilité thermique pour les tôles plus fines. Mais une fois que vous êtes profondément dans les plaques à haute résistance et que vous avez besoin de former la tonnage en milieu de course sous charge lourde, la puissance fluide vous donne encore une fenêtre d’ajustement plus large — à condition de gérer la chaleur et le débit de manière délibérée.
Donc, vous adaptez l’architecture non pas au tonnage.
Vous l’adaptez à la capacité du métal à vous surprendre.
Nous en venons maintenant à votre véritable question : comment construire un processus qui compense au lieu de réagir ?
Instrumentez la machine. Surveillez la température de l’huile à chaque poste. Enregistrez l’angle, la profondeur et la pression lors de l’approbation du premier article. Associez la plage d’angles acceptables à une plage de températures. Lorsque l’huile sort de cette plage, ajustez d’abord la montée en pression ou le temps de maintien — pas la profondeur finale. Cela maintient votre courbe de force stable au lieu de s’enfoncer plus profondément dans la matrice et de modifier le rayon de pliage.
Programmez des cycles de préchauffage délibérés. Amenez le système hydraulique à sa température de fonctionnement avant de verrouiller la profondeur finale. La stabilité d’abord, la production ensuite.
Standardisez la vitesse. Évitez de sprinter à débit maximum le matin et de ramper l’après-midi. Le débit génère la chaleur. La chaleur change la viscosité. La viscosité modifie la réponse de pression. Vous ne pouvez pas obtenir une courbe de force répétable avec un apport thermique différent chaque heure.
Formez les opérateurs à penser en termes de comportement de pression, pas seulement de résultat d’angle. Lorsque l’angle s’ouvre, demandez : la température de l’huile a-t-elle augmenté ? Le temps de maintien s’est-il raccourci parce que la pression s’est accumulée plus tôt ? Cette façon de penser transforme la résolution de problèmes du tâtonnement en physique.
Vous gardez une chose à l’esprit : cessez de demander combien de tonnes possède une presse plieuse et commencez à demander à quel point vous pouvez contrôler précisément ces tonnes une fois que l’acier commence à résister.
Car une fois que vous voyez la machine comme un flux de force contrôlable plutôt que comme un marteau cinétique, chaque décision — achat, programmation, utilisation — change de forme.


















