

Ho visto una piastra AR400 da 1 pollice spaccarsi con un suono simile a uno sparo di fucile.
Eravamo su una pressa piegatrice meccanica da 250 tonnellate. Volano in rotazione. Frizione inserita. Il martinetto scese. L’operatore la trattò come ogni altra piegatura che avesse mai fatto—regolò il riscontro posteriore, premette il pedale, lasciò che la macchina facesse il suo lavoro. Il punzone colpì con forza, arrivò rapidamente a fondo corsa, e la piastra non si deformò in modo uniforme. Si fratturò lungo il raggio interno. Seimila dollari di acciaio trasformati in rottame in meno di due secondi.
Continuava a dire: “Ma è omologata per quella tonnellata.”
Questa è la frase che fa male alla gente.
Probabilmente ti hanno detto che una pressa piegatrice è solo un piegatore di metallo con più forza. Allineala. Premi. Piega. Ripeti.
Funziona bene quando pieghi tutto il giorno acciaio dolce da 11 gauge.
Ma nel momento in cui passi a lamiere ad alta resistenza—AR400, Hardox, acciai strutturali temprati e rinvenuti—non stai più piegando carta. Stai forzando un materiale con bassa duttilità e alto limite di snervamento a deformarsi senza incrinarsi. Non è un’operazione “colpisci e spera”. È una deformazione plastica controllata sotto carico.
Macchine diverse erogano quel carico in modi completamente differenti. Alcune colpiscono. Altre spingono. Altre ancora comprimono e ti permettono di sentire cosa succede a metà corsa.
Se le tratti tutte come martelli cinetici, stai scommettendo una piastra costosa su una curva di forza che nemmeno comprendi.
Quindi cosa accade realmente all’interno di ciascun tipo di pressa quando il martinetto inizia la discesa?
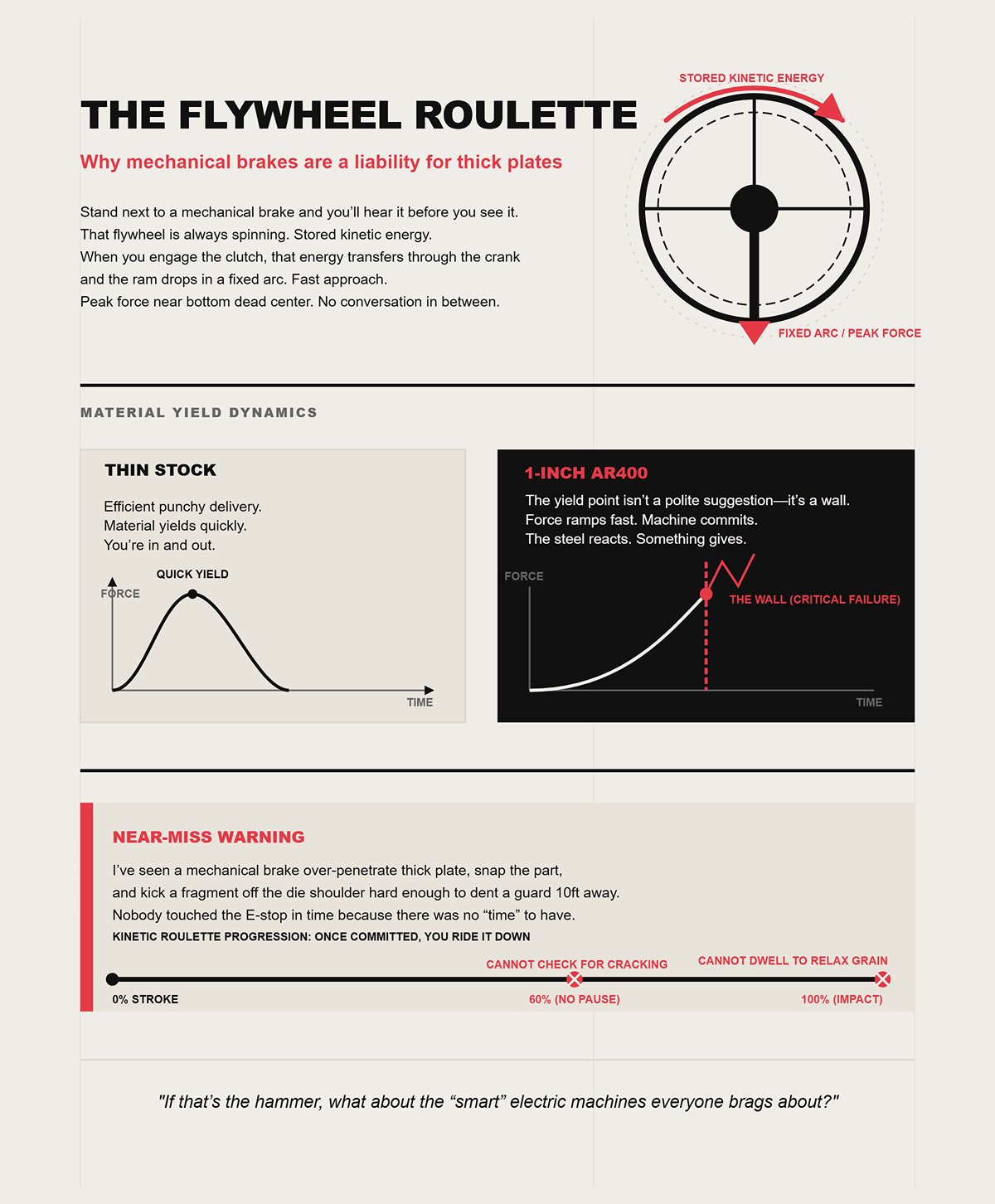
Stai accanto a una pressa meccanica e la sentirai prima ancora di vederla. Quel volano è sempre in rotazione. Energia cinetica accumulata. Quando innesti la frizione, quell’energia si trasferisce attraverso la manovella e il martinetto scende con un arco fisso. Avvicinamento veloce. Forza di picco vicino al punto morto inferiore. Nessun margine di dialogo nel mezzo.
Su lamiere sottili, quella erogazione impetuosa è efficiente. Il materiale snerva rapidamente. Dentro e fuori.
Su una AR400 da 1 pollice, il punto di snervamento non è un suggerimento cortese—è un muro. Quando il martinetto colpisce, la forza aumenta rapidamente. Se l’apertura della matrice è leggermente errata o il raggio interno è troppo stretto, non hai la possibilità di accompagnare la piegatura. La macchina si impegna completamente. L’acciaio reagisce. Qualcosa cede.
Avviso di mancato incidente: ho visto una pressa meccanica penetrare eccessivamente una piastra spessa, spezzare il pezzo e proiettare un frammento dal bordo della matrice con tale forza da ammaccare una protezione a tre metri di distanza. Nessuno ha toccato l’arresto d’emergenza in tempo perché non c’era “tempo” per farlo.
Con una meccanica, una volta che il martinetto è impegnato, lo segui nella discesa. Non puoi fermarti a metà corsa e controllare se ci sono crepe. Non puoi mantenere il carico per lasciare che la struttura del grano si rilassi. È roulette cinetica.
Se quella è il martello, che dire delle macchine elettriche “intelligenti” di cui tutti si vantano?

Ho usato presse piegatrici servo-elettriche in grado di ripetersi entro un micron su acciaio inox sottile. Macchine splendide. Il martinetto scivola su viti a rulli, i motori sussurrano invece di far gemere le pompe. Piegano un telaio di sedia in dieci secondi. La idraulica accanto ci mette quindici. Nel lavoro di lamiera ad alto volume, quella differenza paga gli stipendi.
Ma ecco la parte che la brochure sorvola.
Queste viti a rulli e i sistemi a trasmissione diretta danno il massimo con carichi moderati. Spingerli verso le 150 tonnellate e oltre significa chiedere a componenti di precisione di assorbire forti urti. I sistemi elettrici non hanno un fluido che ammortizzi il picco di forza. Hanno parti meccaniche soggette a usura—e costose.
Si può assolutamente piegare acciaio strutturale su una pressa elettrica entro il suo limite nominale. Ma man mano che lo spessore aumenta e la tonnellata cresce, il vantaggio della macchina—velocità e ripetibilità—smette di essere tutta la storia. Ora sei limitato da quanta forza sostenuta il sistema di trasmissione può sopportare senza accelerare l’usura o perdere quel controllo fluido per cui hai pagato.
Avviso di quasi incidente: ho visto un’officina spingere una pressa elettrica vicino al suo limite di tonnellaggio su una lastra spessa; il martinetto ha esitato a metà corsa per la protezione da sovraccarico, lasciando il pezzo mezzo formato e instabile nello stampo. L’operatore ha allungato la mano per “aiutarlo” ad assestarsi prima che il sistema si resettasse.
L’elettrico eccelle dove precisione e tempo di ciclo sono determinanti. Staffe aerospaziali. Scocche medicali. Pannelli automobilistici. Non è la maggior parte dei lavori su lamiere pesanti.
Quindi, se il meccanico colpisce e l’elettrico sforza al limite superiore, significa che la risposta è semplicemente “comprare più tonnellaggio”?
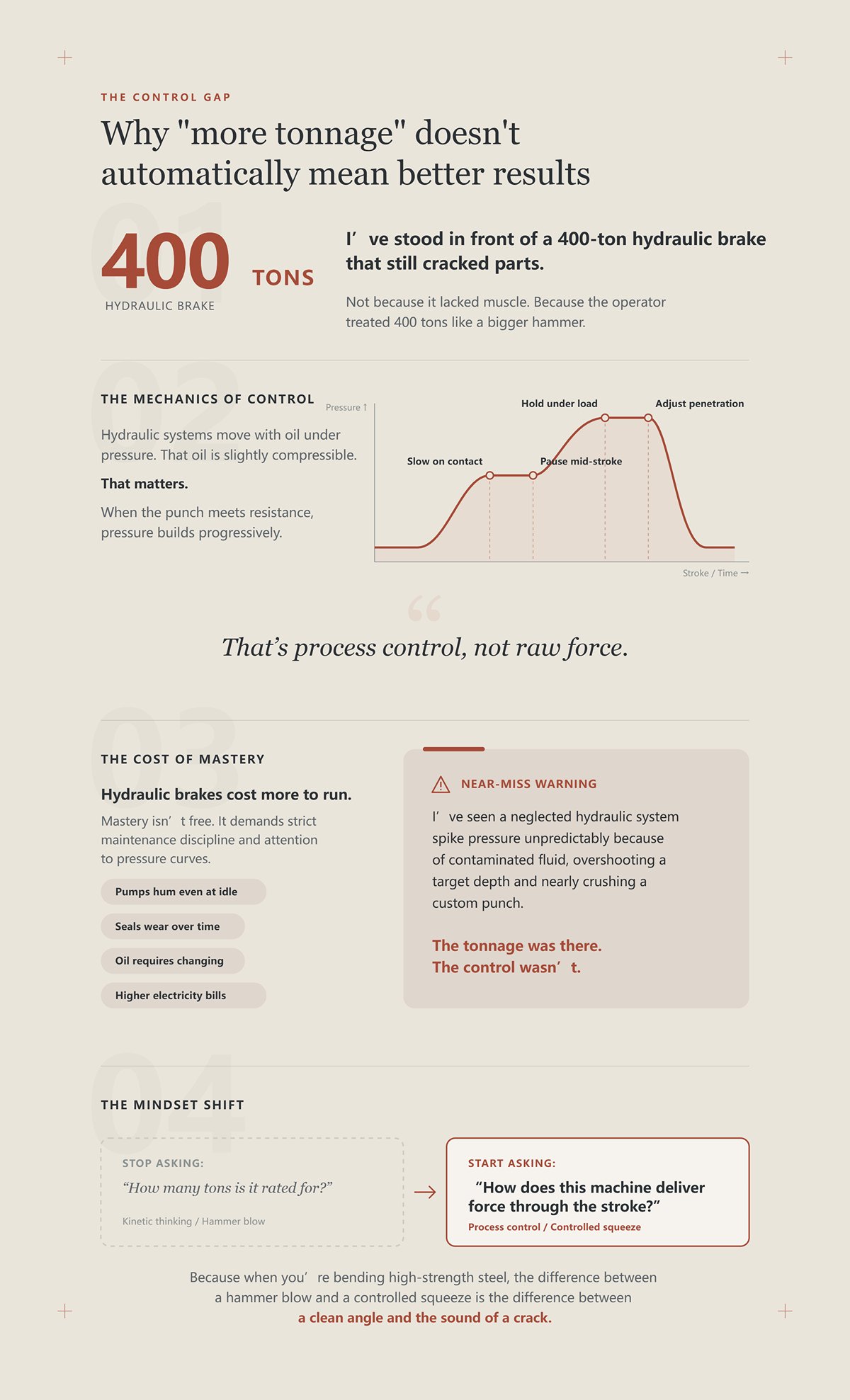
Sono stato davanti a una pressa idraulica da 400 tonnellate che ha comunque incrinato dei pezzi.
Non perché mancasse di forza. Perché l’operatore trattava 400 tonnellate come un martello più grande.
I sistemi idraulici si muovono con olio in pressione. L’olio è leggermente comprimibile. È importante. Quando il punzone incontra resistenza, la pressione aumenta progressivamente. Puoi rallentare il martinetto mentre tocca il materiale. Puoi fermarti a metà corsa. Puoi mantenere il carico e osservare la piega svilupparsi. Puoi regolare la penetrazione per gestire il ritorno elastico—il recupero che tenta di aprire l’angolo dopo il rilascio.
Questo è controllo di processo, non forza bruta.
E qui sta la parte che la maggior parte dei nuovi assunti non capisce: le presse idrauliche costano di più da gestire. Le pompe ronzano anche al minimo. Le guarnizioni si consumano. L’olio va cambiato. Le bollette elettriche sono più alte rispetto alle macchine elettriche che si spengono tra un ciclo e l’altro. La padronanza non è gratuita. Richiede disciplina nella manutenzione e attenzione alle curve di pressione.
Avviso di quasi incidente: ho visto un sistema idraulico trascurato far salire la pressione in modo imprevedibile a causa di fluido contaminato, superando una profondità target e quasi distruggendo un punzone su misura. Il tonnellaggio c’era. Il controllo no.
Più tonnellaggio aiuta solo se puoi dosarlo. Se non puoi fermarti, mantenere e sentire cosa sta facendo il materiale, torni al pensiero cinetico—solo con un numero più grande sulla targhetta.
Quindi il cambiamento che voglio da te è questo: smetti di chiedere “Per quante tonnellate è omologata?” e inizia a chiedere “Come questa macchina eroga la forza durante la corsa?”
Perché quando pieghi acciaio ad alta resistenza, la differenza tra un colpo di martello e una pressione controllata è la differenza tra un angolo pulito e il suono di una crepa.
Stavamo piegando AR400 da 1 pollice in un’apertura di matrice da 12x, obiettivo 90 gradi. Il manometro è salito oltre le 350 tonnellate mentre il punzone iniziava a mordere. A circa 60% di profondità finale, ho visto il bordo interno sbiancare—primo segno che la grana si stava allungando sensibilmente. Ho premuto pausa. Il martinetto si è fermato. La pressione si è mantenuta a 380 tonnellate. La piastra è rimasta bloccata tra punzone e matrice come se fosse congelata nel tempo.
È proprio così che si decide quale pressa appartiene al tuo acciaio.
Se non puoi fermarti sotto carico, non puoi analizzare la piega mentre accade. E se non puoi analizzarla, stai indovinando se quella lastra da 1 pollice vuole 420 tonnellate—o vuole spaccarsi a 401. L’acciaio ad alta resistenza non perdona chi indovina.
L'idraulica ti permette di trasformare la forza in qualcosa che puoi misurare, non solo rilasciare.
Mettiti al comando e Ferma il pistone al primo contatto con piena resistenza. Non aspettare il fondo. Osserva la pressione aumentare mentre il materiale passa dalla deformazione elastica a quella plastica. Questo cambiamento non è teorico—vedrai il tonnellaggio aumentare più rapidamente una volta che l’acciaio cede.
In acciaio HSLA o AR, la resistenza a snervamento è alta e il ritorno elastico arriva a 8-10 gradi se non lo gestisci. La pausa a metà corsa ti permette di mantenere la pressione e lasciare che il materiale fluisca invece di shockarlo. L’acciaio sotto carico redistribuisce lo stress lungo la linea di piega. Dagli un secondo. Puoi letteralmente vedere l’angolo rilassarsi di un pelo prima di continuare.
Prova a farlo su una macchina meccanica. Non puoi.
Ma ecco la parte che la brochure sorvola: la pausa ti protegge solo se il setup è corretto. Se usi una matrice a V inferiore a 6 volte lo spessore del materiale su acciaio ad alta resistenza, stai concentrando la forza così tanto che l’assottigliamento può raggiungere le doppie cifre al raggio interno. Pausi—e tutto quello che hai fatto è mantenere lo stress massimo esattamente dove una crepa vuole iniziare.
Avviso di incidente mancato: Ho visto un operatore fermare una piega di acciaio HSLA da 3/4 di pollice in una matrice troppo stretta. Pensava che fermarsi significasse sicuro. La lamiera si è spezzata mentre era ferma sotto oltre 300 tonnellate, e il rilascio ha scattato il pezzo di scarto verso l’alto come una trappola caricata.
La pausa è un asset di sicurezza. Non è un sostituto per la corretta larghezza della matrice e il pre-riscaldo quando necessario. Quindi se puoi fermare il pistone, cosa stai davvero controllando—la corsa o la forza stessa?
Su una pressa piegatrice idraulica, Regola il limite di pressione prima di abbassare il pistone. Imposta un tetto al di sotto del rating massimo della macchina. Quel tetto diventa il tuo guardrail.
I sistemi idraulici costruiscono pressione progressivamente. L’olio si comprime leggermente; le valvole dosano il flusso; i cilindri convertono la pressione in forza lineare. Man mano che la resistenza aumenta, la pressione cresce dolcemente lungo una curva che puoi osservare in tempo reale. Stai cavalcando un fiume di forza, non sparando un colpo.
I sistemi meccanici e persino servo-elettrici erogano forza legata ai profili di movimento e all’energia meccanica accumulata o trasmessa. Una volta che il pistone è impegnato vicino al punto morto inferiore, la forza di picco arriva che l’acciaio lo voglia o meno. Questo è comportamento da impatto, anche se è un impatto preciso.
“Controllo infinito” significa che l’idraulica può piegare qualsiasi cosa? No. Una volta superati circa 50 mm di spessore di lamiera, la maggior parte delle presse idrauliche standard raggiunge i propri limiti strutturali e della pompa. Avrai bisogno di configurazioni in tandem o attrezzature specializzate. E su lamiera sottile, i sistemi elettrici spesso superano l’idraulica per ripetibilità e consumo energetico.
Quindi perché l’idraulica domina la lamiera ad alta resistenza?
Perché la frattura in AR o HSLA non riguarda il tonnellaggio medio. Riguarda il controllo dei picchi. Le micro-crepe iniziano quando lo stress locale supera i limiti di trazione al raggio interno. Una rampa di pressione fluida riduce la sovrastressatura istantanea. Un impatto fisso non si preoccupa della tua struttura del grano.
Avviso di incidente mancato: Abbiamo testato una nuova partita di lamiera AR senza regolare la rampa di pressione. Il pistone ha mantenuto la velocità di avvicinamento rapido troppo a lungo prima di decelerare. La pressione è salita di 40 tonnellate sopra la nostra curva abituale in una frazione di secondo. La crepa ha suonato come un colpo di fucile.
Se puoi modellare la curva della forza, riduci il rischio di picchi. Se non puoi, stai scommettendo che l’acciaio si comporti esattamente come l’ultimo lotto. E questo porta alla domanda che la maggior parte dei nuovi assunti non si pone mai: cosa sta realmente accadendo dentro quel cilindro quando si tengono 400 tonnellate e il pistone semplicemente… aspetta?
| Argomento | Dettagli |
|---|---|
| Controllo di tonnellaggio infinito vs. impatto fisso | Prevenzione delle fratture del materiale |
| Impostazione del freno idraulico | Regola il limite di pressione prima della discesa. Imposta un tetto al di sotto della capacità massima della macchina per creare un corrimano di sicurezza. |
| Come i sistemi idraulici applicano la forza | La pressione aumenta progressivamente. L’olio si comprime leggermente; le valvole regolano il flusso; i cilindri convertono la pressione in forza lineare. Con l’aumentare della resistenza, la pressione cresce in modo graduale lungo una curva visibile in tempo reale—come cavalcare un fiume di forza, non sparare un colpo. |
| Sistemi meccanici e servo-elettrici | La forza è legata ai profili di movimento e all’energia meccanica immagazzinata/trasmessa. Vicino al punto morto inferiore, la forza di picco arriva una volta impegnata—indipendentemente dalla risposta del materiale. Questo è un comportamento ad impatto, anche se controllato con precisione. |
| Limiti del “controllo infinito” | L’idraulica non può piegare tutto. Oltre a ~50 mm di spessore della lamiera, la maggior parte dei freni idraulici standard raggiunge limiti strutturali e della pompa, richiedendo configurazioni in tandem o specializzate. Per lamiere sottili, i sistemi elettrici spesso superano gli idraulici in ripetibilità ed efficienza energetica. |
| Perché l’idraulica domina nella piegatura di lamiere ad alta resistenza | La frattura nell’acciaio AR o HSLA dipende dal controllo dei picchi, non dalla tonnellata media. Le microfessure si formano quando la tensione locale supera i limiti di trazione al raggio interno. Una rampa di pressione fluida riduce lo sforzo istantaneo eccessivo; l’impatto fisso non tiene conto della struttura del grano. |
| Esempio di quasi incidente | Durante il test di un nuovo lotto di lamiere AR, la mancata regolazione della rampa di pressione ha causato una decelerazione troppo tardiva del pistone. La pressione è aumentata di 40 tonnellate sopra la curva normale in una frazione di secondo, producendo una crepa che suonava come un colpo di fucile. |
| Intuizione chiave | Modellare la curva della forza riduce il rischio di picchi. Senza controllo, si fa affidamento sul fatto che l’acciaio si comporti esattamente come l’ultimo lotto—sollevando la domanda su cosa accada all’interno del cilindro quando si tengono 400 tonnellate e il pistone semplicemente aspetta. |
Immagina due grandi cilindri pieni d’olio, sigillati ermeticamente, con pistoni che spingono verso il basso. Aumenta il flusso della pompa e osserva la pressione salire quando il punzone incontra resistenza. Le molecole d’olio si comprimono leggermente—quanto basta per comportarsi come una molla rigida. Le valvole di controllo limitano o consentono il flusso, il che cambia la velocità con cui si sviluppa la pressione.
Quando ti fermi a metà corsa, le valvole si chiudono. Il flusso si arresta. La pressione si equalizza lungo la colonna di fluido. L’olio mantiene i pistoni in posizione perché non ha dove andare. Stai immagazzinando energia come pressione idraulica, non come massa rotante o componenti meccanici allungati.
Questa è la differenza.
Un volano immagazzina energia cineticamente. Una vite a rulli la immagazzina meccanicamente. L’olio idraulico la immagazzina come pressione controllata. Rilascia la valvola lentamente e la forza si disperde gradualmente. Aprila rapidamente e vedrai una reazione più netta—ma comunque governata dal flusso del fluido, non solo dall’inerzia.
Ed ecco la parte pratica: olio contaminato, guarnizioni usurate o valvole proporzionali inceppate distorcono quella curva di pressione. Il tuo “fiume tranquillo” diventa turbolento. È allora che l’idraulica perde il suo vantaggio.
Avviso di quasi-incidente: un filtro di ritorno intasato provocò una latenza di pressione su una piega pesante. L’operatore compensò comandando maggiore profondità. Quando la valvola finalmente rispose, il pistone superò la penetrazione e quasi schiacciò un set di stampi segmentato.
La dinamica dei fluidi è la tua difesa—ma solo se il sistema fluido è sano e l’impostazione è corretta.
Ora sai perché l’idraulica può fermarsi, mantenere e modellare la forza. La vera domanda non è se la macchina può controllare il tonnellaggio. È se sai quanta forza richiedono il tuo specifico acciaio, spessore, larghezza dello stampo e temperatura prima ancora di toccare il pedale.
Avevamo una barra da 12 piedi di lamiera da 3/8 di pollice sul banco—il disegno del cliente indicava “A36”. L’operatore prese il grafico standard: circa 60 tonnellate su quella lunghezza in una V da 3 pollici. Sicuro. Routine. Poi il certificato del laminato arrivò in ritardo. Non era A36. Era AR400.
Quello scambio prende il tuo bel numero comodo del grafico e lo allunga fino a far lavorare i cilindri in un intervallo che non avevi mai previsto.
Ecco come calcolarlo prima di toccare il pedale.
Inizia con la formula base per la piegatura in aria dell’acciaio dolce:
Tonnellaggio per piede ≈ (K × Resistenza a trazione × Spessore²) / Apertura dello stampo
Per l’acciaio dolce a 60.000 PSI, la maggior parte dei grafici incorpora già la costante. Questo è il tuo fattore materiale “1.0”. Ora cambia l’acciaio, e cambi la matematica.
AR400 non ha 60.000 PSI di resistenza a trazione. È tipicamente superiore a 180.000 PSI in trazione con snervamento tra circa 140.000–160.000 PSI a seconda del lotto. Ciò significa che il tuo fattore materiale non è 1.0. È più vicino a 2,5 rispetto all’acciaio dolce.
Quindi se il tuo grafico indica 60 tonnellate per quella piega in A36, l’AR400 non richiede “un po” di più.” Richiede qualcosa nell’ordine di 150 tonnellate per la stessa geometria. Stesso spessore. Stesso stampo. Stesso angolo.
Se non moltiplichi, non stai sottostimando del 10%. Stai sbagliando di un fattore che può portarti ben oltre la finestra idraulica che la macchina può mantenere in sicurezza. E questo prima ancora di parlare della larghezza dello stampo.
Allora cosa c’è esattamente nell’acciaio che ti costringe a buttare via il grafico?
Guarda il raggio interno dopo una piegatura. È lì che le fibre esterne si allungano e quelle interne si comprimono. La curvatura inizia quando si supera il limite di snervamento, non quello di trazione. Lo snervamento è il punto in cui l’acciaio smette di comportarsi elasticamente e inizia a fluire.
La maggior parte delle tabelle generiche della tonnellata sono basate sull’acciaio dolce con resistenza a trazione di 60.000 PSI. Presuppongono un tipico rapporto snervamento/trazione per quella classe di materiale. Se sostituisci con acciaio inox 304, ti trovi con una resistenza a trazione di circa 90.000 PSI. Se usi AR400, sia la trazione che lo snervamento aumentano notevolmente.
Questo è importante perché la forza di piegatura richiesta cresce quasi direttamente con la resistenza a trazione nella formula. Raddoppiando la trazione, e mantenendo lo stesso spessore e apertura della matrice, raddoppi praticamente la tonnellata richiesta.
Ma ecco la parte che le brochure sorvolano: molti operatori leggono “snervamento 140.000 PSI” su un certificato e inseriscono 140.000 come trazione. O peggio, ignorano entrambi e si fidano della tabella per acciaio dolce. Così finiscono per comandare silenziosamente 120 tonnellate quando il lavoro ne richiede realmente 280.
Su una pressa piegatrice idraulica, puoi osservare la pressione salire e fermarsi. Su una meccanica, ottieni semplicemente la discesa del martinetto. In ogni caso, se hai calcolato male, la macchina non tiene conto del tuo ottimismo.
Avviso di mancato incidente: una volta abbiamo piegato acciaio inox da 1/2 pollice presumendo un fattore materiale di 1,5. Il lotto era più resistente del previsto—più vicino a 100.000 PSI di trazione. L’operatore ha portato il colpo a fondo cercando l’angolo. La pressione è salita oltre il limite della matrice e ha incrinato una spalla. Nessun ferito. Lezione costosa.
Quindi hai corretto per la resistenza. Bene. Ora dimmi—che apertura di matrice stai usando, e sai come influisce sulla curva di pressione all’interno dei tuoi cilindri?
Prendiamo lo stesso AR400 da 3/8 di pollice. Supponiamo che tu scelga una matrice a V da 2 pollici perché vuoi un raggio interno più stretto. La formula della tonnellata eleva al quadrato lo spessore e divide per l’apertura della matrice. Tagliando la V a metà, quasi raddoppi la forza richiesta.
La pratica standard per la piegatura in aria dell’acciaio dolce prevede un’apertura della matrice di circa 8× lo spessore del materiale. Se vai più stretto—6× o 4×—la tonnellata sale rapidamente. Con la lamiera ad alta resistenza, quella crescita non è una semplice sofferenza lineare. È un rischio idraulico.
Ecco la trappola: la tua macchina può essere classificata a 200 tonnellate. Ma quella classificazione non è sempre la tonnellata piena su tutta la lunghezza. La deformazione e la distribuzione idraulica significano che non puoi semplicemente presumere una capacità uniforme da un’estremità all’altra. Carichi una matrice a V lunga e stretta con acciaio ad alta resistenza, e concentri la forza in un’area di contatto più piccola. La pressione nei cilindri aumenta per compensare.
Se la tonnellata calcolata per l’AR400 in una V da 8× era 150 tonnellate, passare a una V da 6× può spingerti oltre le 200. Non hai cambiato lo spessore. Hai cambiato la geometria—e costretto il sistema idraulico verso il suo limite.
E quando un cilindro idraulico raggiunge la pressione massima del sistema, non ti avverte gentilmente. Le valvole di sfogo vibrano. Le guarnizioni sopportano il carico. Sei a una valvola incollata di distanza da un’improvvisa eccessiva penetrazione.
Avviso di mancato incidente: un nuovo assunto una volta scelse una V da 5× su acciaio HSLA da 1/2 pollice per “ottenere angoli più puliti”. Il calcolo della tonnellata che saltò avrebbe mostrato che serviva più della capacità distribuita della pressa su 10 piedi. Il martinetto si è bloccato, la pressione è andata al massimo, e quando ha ritirato, il pezzo è rimbalzato violentemente, quasi sbilanciandolo.
Puoi mettere in pausa a metà corsa quanto vuoi. Se la tua scelta di matrice richiede più tonnellata di quanta il tuo sistema idraulico possa fornire in modo regolare, non stai controllando un fiume—stai cercando di arginare un’alluvione con uno straccio da officina.
Forse allora dici, va bene, farò una piegatura in aria in una matrice più larga per mantenere bassa la tonnellata. Così si risolve tutto, giusto?
La piegatura in aria tocca solo la punta del punzone e le spalle della matrice. Il materiale resta sospeso in mezzo. Questo mantiene la tonnellata richiesta più bassa—spesso una frazione di quella necessaria per la piegatura a fondo o la coniatura, che può richiedere due o quattro volte la forza perché costringi l’acciaio a conformarsi all’angolo e al raggio della matrice.
Ad esempio, l’acciaio dolce da 3 mm su una matrice a V da 24 mm può richiedere circa 20 tonnellate per metro in piegatura in aria. Passando alla piegatura a fondo, puoi facilmente raddoppiare o triplicare quel valore. Stesso foglio. Stesso spessore. Domanda idraulica completamente diversa.
Con AR400, la piegatura in aria mantiene la tonnellata gestibile—ma il recupero elastico può essere di 8–10 gradi. Questo spinge gli operatori a inseguire l’angolo spingendo più a fondo, rischiando una piegatura a fondo involontaria. Nel momento in cui passi dalla piegatura in aria alla piegatura a fondo senza ricalcolare, la tua richiesta di tonnellata aumenta bruscamente.
Quel salto è dove i cilindri si sorprendono.
Se hai davvero bisogno di tolleranze strette su una lamiera ad alta resistenza, a volte la stampata controllata può avere senso—ma solo se hai calcolato in anticipo la forza maggiore e confermato le capacità della macchina e dell’attrezzatura in unità coerenti. Le tonnellate metriche per metro non sono le stesse delle tonnellate corte per piede. Se le confondi, puoi pensare che uno stampo sia tre volte più robusto di quanto sia in realtà.
Se le tratti tutte come martelli cinetici, stai scommettendo una piastra costosa su una curva di forza che nemmeno comprendi.
L’idraulica ti dà la potenza per fermarti, mantenere e modellare la forza. Ma è il calcolo a decidere se quella pausa avviene a 140 tonnellate sicure—oppure a 260 tonnellate che rovinano le guarnizioni e sfiorano la frattura. E questo porta direttamente alla prossima disciplina che devi padroneggiare: una volta nota la tonnellata corretta, come sequenzi il pistone e la pressione in modo da raggiungerla davvero—senza superarla?
Eravamo su una pressa meccanica da 250 tonnellate quando l’ho imparato a mie spese. Imposti la profondità, premi il pedale e il pistone cade come una ghigliottina. Nessuna pausa. Nessuna regolazione. Se sbagliavi l’angolo, te lo tenevi.
Una pressa idraulica non deve comportarsi in quel modo.
Hai calcolato la tonnellata. Conosci l’apertura della matrice. Bene. Ora la vera domanda: come trasferisci 180 tonnellate attraverso l’acciaio senza superarle di 20 perché la valvola ha ritardato di mezzo secondo rispetto al tuo piede?
Smetti di pensare in pollici di corsa e inizi a pensare in portata e aumento di pressione. Una pressa idraulica è un fiume. Controlla la corrente, non solo la riva.
Osserva il manometro la prossima volta che pieghi AR400 da 1/2 pollice in una V da 8×. I primi due pollici di corsa? Quasi nessun carico. Stai solo chiudendo lo spazio. Poi il punzone sfiora la lamiera. La pressione comincia a salire—non bruscamente, ma in modo costante—mentre inizia la deformazione elastica. Quella curva ti dice dove il tuo controllo conta.
Imposta una velocità di avvicinamento rapida fino a 0,200 pollici sopra il materiale. Muovi l’aria velocemente; non perdere tempo di ciclo comprimendo il nulla.
Riduci a una velocità di presa controllata prima del contatto. Mi piace un calo evidente—abbastanza veloce da restare produttivo, abbastanza lento da permettere alle valvole proporzionali di tenere il passo. I sistemi a ciclo chiuso correggono in millisecondi, ma la valvola ha comunque un tempo di risposta fisico. Se arrivi a piena velocità al contatto, il controllore sta reagendo all’errore di ieri.
Ecco il meccanismo: la pressione idraulica non ha picchi perché l’acciaio è malvagio. Li ha perché il fluido è quasi incomprimibile e i tuoi cilindri stanno ancora fluendo ad alta portata quando la resistenza aumenta improvvisamente. Rallenta il flusso prima che la resistenza aumenti, e la rampa di pressione si ammorbidisce. Hai modellato la curva di forza invece di schiantarci contro.
Transizione alla velocità di pressatura quando la tonnellata supera il 30–40 % del valore target. È qui che la lamiera ad alta resistenza inizia a reagire. Mantieni il pistone parallelo. I sistemi di sincronizzazione moderni possono mantenere ±0,01 mm per metro—ma solo se entrambi i cilindri vedono un flusso bilanciato. Se un lato ritarda perché hai imposto una velocità troppo aggressiva, non stai piegando; stai torcendo.
Avviso di Quasi-Incidente: un nuovo operatore una volta lasciò la velocità di avvicinamento alta fino al contatto su HSLA da 3/4 pollici. Il pistone colpì, la pressione superò il limite e il cilindro destro ritardò di 0,3 mm prima di correggere. Il pezzo si incurvò, il punzone scheggiò, e le sue mani erano ancora dentro l’area dello stampo a rimuovere la calamina quando accadde. Le corse veloci rubano tempo di reazione.
Programma anche una velocità di ritorno controllata. Il flusso inverso non è un ripensamento. Se la corsa verso l’alto rimbalza troppo, introduci il rimbalzo del pistone. Quel rimbalzo appare al ciclo successivo come profondità incoerente, e improvvisamente insegui l’angolo con regolazioni di profondità che non erano mai il vero problema.
Quindi hai sequenziato la corsa. Stai raggiungendo la tonnellata target senza overshoot. Ora l’acciaio si rilassa e si apre di tre gradi. Lo rincorri più in profondità — o lo mantieni dov’è?
Piega un pezzo di AR400 da 1/2 pollice a 90 gradi in aria. Rilascia la pressione. Si apre a 97. Quei sette gradi sono recupero elastico — energia immagazzinata che lascia l’acciaio nel momento in cui lo scarichi.
La maggior parte degli operatori affonda più in profondità alla successiva battuta. Più profondità. Più forza. Sperano di ottenere 90 al rilascio.
Pausa al punto morto inferiore con pressione controllata invece. Non una lunga pausa caffè — da mezzo secondo a un secondo sotto tonnellata stabile. Cosa succede fisicamente? Stai permettendo al micro-snellimento di distribuirsi attraverso lo spessore invece di rimbalzare immediatamente. La pressione rimane costante; la tensione interna del materiale si ridistribuisce.
Ma ecco la parte che la brochure sorvola: mantenere non è magia. Se sei già al 95% della capacità macchina, una tenuta statica può creare aumento termico nell’olio e stress localizzato nelle spalle della matrice. Una pressione continua e ben sagomata è più sicura di tenute pesanti ripetute.
Usa il tempo di mantenimento come regolazione fine dopo aver impostato velocità di avvicinamento e di pressatura — non come stampella per geometria scadente o tonnellata calcolata male.
La correzione angolare moderna può regolare a metà corsa. Vede che stai andando verso il poco profondo e comanda un po’ più di profondità. La macchina può farlo. Il giudizio su quando fidarti spetta a te. Se la correzione richiede un picco improvviso vicino al fondo, è meglio tornare indietro e riprogrammare la rampa di pressione piuttosto che farla colpire più forte nel momento peggiore possibile.
Avviso di quasi incidente: una volta abbiamo inseguito il ritorno elastico su acciaio inox spesso aggiungendo profondità invece di aggiungere 0,7 secondi di mantenimento. L’operatore è andato in fondo nell’angolo della matrice inavvertitamente. La tonnellata è raddoppiata istantaneamente. La valvola di sicurezza ha urlato e il pezzo è rimbalzato al rilascio, quasi colpendo il suo avambraccio contro il riscontro posteriore.
Quindi, quando ha senso piegare oltre? Quando hai confermato che la richiesta di tonnellata più alta rimane entro i limiti di macchina e utensili, e quando la rampa di pressione è abbastanza fluida da non scuotere il sistema in fondo.
Il che porta a qualcosa che la maggior parte dei nuovi assunti ignora finché i pezzi non iniziano a misurare angoli diversi alle estremità rispetto al centro.
Carica 3 metri di lamiera ad alta resistenza da 3/8 di pollice e spingi 160 tonnellate sopra di essa. Il banco si defletterà. Non perché sia costruito male — perché l’acciaio si piega sotto carico. Il centro si abbassa di pochi millesimi. Significa meno penetrazione al centro, più angolo.
Puoi calcolare la tonnellata perfettamente e ottenere comunque una piega a forma di sorriso.
Misura un pezzo di prova alle due estremità e al centro prima di toccare la bombatura. Non indovinare.
Regola bombatura meccanica o idraulica in modo incrementale — solo quanto basta per contrastare la deflessione prevista alla tonnellata calcolata. La bombatura pre-carica il banco verso l’alto in modo che sotto piena forza si raddrizzi.
Ecco il meccanismo: senza bombatura, i tuoi cilindri forniscono una forza uguale, ma la geometria del telaio redistribuisce la pressione di contatto in modo irregolare. Il sistema idraulico potrebbe essere sincronizzato al micron, eppure la struttura stessa si flette. Stai controllando il fluido perfettamente all’interno di un telaio che si piega come un arco.
Le verifiche preventive sono importanti qui. Allineamento del pistone ogni poche centinaia di cicli. Olio pulito affinché le valvole rispondano in modo uniforme. L’ottanta percento dei guasti alle valvole è dovuto alla contaminazione. Basta deviare di qualche millesimo fuori parallelo, e il tuo bel profilo di pressione produce angoli incoerenti da un lato all’altro.
Avviso di mancato incidente: abbiamo ignorato la bombatura su una lunga lavorazione HSLA, assumendo che il CNC “sapesse gestirla”. Gli angoli centrali sono usciti aperti di due gradi. L’operatore ha compensato con maggiore profondità. Le estremità sono state piegate eccessivamente, il centro ancora poco, e un pezzo si è incrinato lungo il raggio interno dove lo stress era massimo.
La precisione idraulica paga solo quando la struttura sottostante è tarata e la sequenza lungo la corsa è deliberata.
Puoi comandare 180 tonnellate. La macchina te le darà. La vera abilità sta nel decidere quanto velocemente avvicinarsi, con quanta delicatezza far crescere la pressione, quando mantenere la posizione e quanto pre-caricare il banco affinché la forza scorra come un fiume costante invece di un colpo di martello.
E se il fiume cambia temperatura durante un turno lungo—se l’olio si assottiglia e i tempi di risposta slittano—cosa succede alla sequenza che hai programmato con tanta cura?
Hai chiesto cosa succede quando il fiume di forza si scalda a metà turno.
Ecco cosa succede: il tuo 90 del mattino diventa 92 alle tre del pomeriggio, e nessuno ha toccato il programma.
L’olio idraulico non è solo un lubrificante. È il mezzo di trasmissione tra la tua valvola servo e 180 tonnellate di pistone. Quando è freddo all’avvio, la viscosità è più alta — fluido più denso, più lento attraverso gli orifizi della valvola, risposta del cilindro leggermente ritardata. Man mano che la macchina cicla, l’olio si assottiglia. Lo stesso comando della valvola ora muove più fluido, più velocemente. Questo cambia la velocità con cui la pressione si costruisce in fondo alla corsa e quanto strettamente il sistema mantiene la tonnellata durante quella pausa di mezzo secondo che hai programmato con cura per controllare il recupero elastico.
La scala di posizione può ancora leggere ±0,01 mm.
Ma la curva di pressione che ti ha portato lì è cambiata.
E ciò significa che l’acciaio percepisce una stretta diversa.
Anni fa eravamo su una pressa meccanica da 250 tonnellate, e la deriva significava guarnizioni usurate. Sui sistemi idraulici, la deriva spesso significa calore.
Inizia la giornata con olio a 68 gradi. La velocità di avvicinamento è precisa ma leggermente attenuata; la pressione aumenta con una spalla morbida. Entro metà pomeriggio, la temperatura dell’olio sale di 20 o 30 gradi sotto un ciclo intenso. La viscosità cala. Le valvole servo reagiscono più rapidamente. Il pistone può raggiungere la profondità in modo identico, ma la pressione si costruisce prima negli ultimi millimetri di corsa. Questo aumento di pressione anticipato riduce il tempo effettivo di mantenimento sotto tonnellaggio stabile — perché l’acciaio inizia a cedere sotto una curva più ripida.
Quindi il tuo mezzo secondo attentamente regolato non è più lo stesso mezzo secondo.
Aggiungi questo: il banco si scalda. Il lamierone si scalda. Persino l’aria in officina cambia tra mattina e pomeriggio. La resistenza allo snervamento dell’acciaio varia leggermente con la temperatura, e il recupero elastico la segue. Ora non stai affrontando solo l’olio. Stai osservando una cascata termica dell’intera officina spingere il tuo angolo ad aprirsi o chiudersi di un grado o due.
Non è un errore dell’operatore.
È il comportamento del fluido che riscrive la tua sequenza.
Avviso di quasi-incidente: Una volta abbiamo ignorato l’aumento della temperatura dell’olio durante una lunga lavorazione di AR400 e continuato ad aggiungere profondità di 0,2 mm per inseguire un angolo aperto che aumentava lentamente. Alla sesta ora, l’olio era caldo, la risposta era reattiva, e un ciclo ha toccato il fondo più duramente del previsto — la pressione è salita bruscamente in anticipo, il pezzo è rimbalzato al rilascio, e la mano dell’operatore era ancora sulla flangia per controllare l’angolo.
Allora cosa fare?
Scalda la macchina intenzionalmente prima di impostare la profondità finale. Monitora la temperatura dell’olio, non solo l’angolo del pezzo. Programma rampe di pressione che tollerino piccoli cambiamenti di risposta invece di picchi al limite vicino al punto morto inferiore. Se la tua macchina dispone di raffreddamento, mantienilo efficiente — i refrigeratori intasati trasformano i sistemi di precisione in tentativi a occhi chiusi già a mezzogiorno.
Non stai combattendo l’acciaio.
Stai gestendo la temperatura del fiume.
Ora dirai: “Va bene. Rallenterò. Terrò tutto stabile.”
Buon istinto.
Velocità di approccio e di pressione più lente generano meno calore per unità di tempo. Meno calore significa viscosità più costante. Viscosità più costante significa che la temporizzazione delle valvole e le rampe di pressione si comportano più vicino a come le hai programmate alle 8 del mattino. Ma cicli più lenti significano meno pezzi all’ora. Sulla carta, sembra perdita di produttività.
Ma ecco la parte che la brochure sorvola: scartare tre fogli di lamiera ad alta resistenza perché gli angoli del pomeriggio sono cambiati costa più che risparmiare due secondi su un ciclo.
Il calore proviene dal flusso e dalla resistenza. Flusso elevato attraverso aperture di valvole strette aumenta la temperatura. Cicli rapidi accumulano calore più velocemente di quanto il serbatoio e il raffreddatore possano dissiparlo. Quando lavori al massimo tutta la mattina, stai scambiando produttività a breve termine con instabilità a lungo termine.
Se le tratti tutte come martelli cinetici, stai scommettendo una piastra costosa su una curva di forza che nemmeno comprendi.
A volte la mossa più produttiva è ridurre la velocità del pistone del 10 percento e mantenere l’olio nella sua gamma stabile in modo che il primo pezzo e il cinquantesimo corrispondano senza inseguire la profondità.
Quindi il rallentamento ti costa troppo?
O la deriva termica ti sta già costando di più?
| Sezione | Contenuto |
|---|---|
| Titolo | Il paradosso velocità vs. potenza: Il tempo ciclo più lento ti costa troppo? |
| Reazione iniziale | “Va bene. Rallenterò. Terrò tutto stabile.” |
| Intuizione immediata | Velocità di approccio e di pressione più lente generano meno calore per unità di tempo. Meno calore significa viscosità più costante. Viscosità più costante mantiene la temporizzazione delle valvole e le rampe di pressione più vicine alle impostazioni programmate. |
| Svantaggio percepito | Cicli più lenti significano meno pezzi all’ora, il che sulla carta appare come produttività perduta. |
| Costo nascosto | Scartare tre lamiere di alta resistenza a causa di una deriva dell’angolo può costare più del risparmio di due secondi per ciclo. |
| Causa principale del calore | Il calore deriva da flusso e resistenza. Un flusso elevato attraverso aperture valvolari strette aumenta la temperatura. Un ciclo rapido accumula calore più velocemente di quanto il serbatoio e il raffreddatore possano dissiparlo. |
| Rischio operativo | Funzionare a piena velocità per tutta la mattina scambia produttività a breve termine con instabilità a lungo termine. |
| Errore meccanico di concetto | Trattare le macchine come martelli cinetici mette a rischio costose lamiere su una curva di forza poco compresa. |
| Raccomandazione pratica | Ridurre la velocità del pistone del 10% può mantenere l’olio entro un intervallo stabile, assicurando coerenza tra il primo e il cinquantesimo pezzo senza regolare la profondità. |
| Domanda finale | È davvero l’operazione più lenta a costarti di più — o è già la deriva termica a farlo? |
I freni elettrici servo non hanno olio che possa diluirsi.
Questo è il loro vantaggio pulito.
Le viti a ricircolo di sfere azionate da servomotori non “respirano” con la temperatura come fa il fluido. La ripetibilità della posizione può essere più precisa perché non esiste una variabile di viscosità tra comando e movimento. Per lavorazioni ad alta tolleranza su materiali sottili, quella stabilità termica è difficile da contestare.
Ma i sistemi elettrici non offrono la stessa modellatura della tonnellata a metà corsa sotto carico elevato che può garantire un’idraulica ben tarata con controllo di pressione ad anello chiuso. Quando si piegano lamiere spesse e ad alta resistenza e serve fermarsi, mantenere e regolare dinamicamente la tonnellata per gestire il ritorno elastico senza colpire le spalle dello stampo, la potenza fluida offre ancora un margine di controllo più ampio.
Gli ibridi cercano di dividersi la differenza — azionamento elettrico con generazione di forza idraulica. Riducendo parte del calore, migliorano la risposta, ma non eliminano la fisica del fluido. L’olio si scalda comunque. La viscosità cambia comunque. Hai comunque bisogno di raffreddamento e monitoraggio se lavori intensamente.
Quindi no, non esiste una macchina magica che ti liberi dal pensare alla distribuzione della forza.
C’è solo la domanda: quale livello di controllo richiede il tuo lavoro e stai gestendo la fisica che accompagna il sistema che hai scelto?
Perché, che sia puramente elettrico o idraulico, la precisione non si ottiene possedendo il giusto marchio sul pannello laterale.
Si ottiene comprendendo come l’energia si muove attraverso la macchina — e cosa cambia quando quell’energia si riscalda.
Vuoi un processo ripetibile che compensi la deriva termica invece di inseguire l’angolo dopo che appare sul misuratore.
Bene.
Smetti di pensare in termini di “Quante tonnellate ha questa pressa?” e inizia a pensare in termini di “Con quanta precisione posso modellare e stabilizzare quelle tonnellate una volta che l’acciaio comincia a fare resistenza?” Perché una volta che la temperatura dell’olio, del banco e del materiale cominciano a variare, non stai più programmando una posizione — stai gestendo un sistema di forze in tempo reale.
Questo cambiamento non è evidente perché la macchina raggiunge comunque la profondità sullo schermo.
Quando sento un acquirente dire: “Stiamo considerando una da 300 tonnellate”, so che sta ancora comprando un martello.
Fai una domanda diversa: Quale margine di controllo richiede questo lavoro?
Piegare acciaio dolce da 1/8 di pollice a ±1 grado su una matrice larga? Hai bisogno di una posizione inferiore ripetibile e di una discreta precisione del riscontro posteriore. La curva di forza può essere brusca e te la caverai. Una pressa meccanica con corsa fissa può lavorare in quel range tutto il giorno, veloce ed economica.
Ora passa a 3/4 di pollice di HSLA a tolleranze strette, o a lamiera AR dove il ritorno elastico varia con un aumento di 10 gradi dell’olio. Improvvisamente devi rallentare l’approccio, aumentare la pressione negli ultimi 5 mm, fare una pausa sotto carico e regolare la tonnellata prima del rilascio per domare il ritorno elastico. Questo è controllo del comportamento del fluido. Se la tua architettura non riesce a mantenere una pressione stabile mentre l’olio si assottiglia, le “300 tonnellate” sono solo un numero dipinto sul fianco.
Avviso di quasi incidente: una volta un nuovo supervisore ha specificato una meccanica ad alta tonnellaggio per lamiera temprata spessa perché “più tonnellate equivalgono a più sicurezza.” Alla prima corsa in un pomeriggio caldo, la corsa fissa ha raggiunto il carico pieno troppo velocemente, nessuna correzione possibile a metà corsa, e un pezzo si è micro-fratturato lungo la linea di piega. È passato alla verifica visiva. Ha fallito in servizio. La macchina non mancava di potenza — mancava di controllo.
Quindi la prima lente non è il tipo di macchina.
È la larghezza di banda del controllo della forza richiesto.
Scrivi il lavoro in tre colonne: spessore, tolleranza, conseguenza del guasto.
Lo spessore ti indica la tonnellata di base. La tolleranza ti indica quanto è stretto il tuo margine di forza. La conseguenza ti indica quanta deriva termica puoi permetterti prima che lo scarto diventi catastrofico.
Se lavori su grandi volumi, staffe a bassa conseguenza e ampia tolleranza, la velocità meccanica può vincere. Cicli più rapidi significano meno capitale immobilizzato. Accetti una curva di forza approssimativa perché l’acciaio lo consente.
Ma ecco la parte che la brochure sorvola: quando la tolleranza si restringe o la conseguenza aumenta — parti strutturali, piastre antiusura, qualsiasi cosa in cui una linea di piega fessurata costi denaro reale — il valore si sposta dal tempo di ciclo alla controllabilità. Un sistema idraulico con controllo di pressione ad anello chiuso ti permette di modellare il flusso: regolare la velocità di incremento, mantenere il carico, compensare la temperatura dell’olio modificando i setpoint di pressione invece di inseguire la profondità.
I sistemi servo elettrici eliminano l’olio dall’equazione, il che aiuta la stabilità termica in spessori più leggeri. Ma quando sei immerso in piastre ad alta resistenza e hai bisogno di modellare la tonnellata a metà corsa sotto carico pesante, la potenza fluida ti dà comunque un margine di regolazione più ampio — a condizione che gestisci calore e flusso in modo mirato.
Quindi abbini l’architettura non alla tonnellata.
Lo abbini a quanto l'acciaio può sorprenderti.
Ora arriviamo alla tua vera domanda: come costruire un processo che compensi invece di reagire?
Strumenta la macchina. Monitora la temperatura dell’olio ad ogni turno. Registra angolo, profondità e pressione all’approvazione del primo pezzo. Collega la gamma di angoli accettabili a un intervallo di temperatura. Quando l’olio si muove fuori da quell’intervallo, regola prima la rampa di pressione o il tempo di mantenimento — non la profondità di fondo. Questo mantiene stabile la curva di forza invece di penetrare più profondamente nella matrice e cambiare il raggio di piega.
Programma cicli di riscaldamento deliberati. Porta il sistema idraulico alla temperatura di esercizio prima di bloccare la profondità finale. Stabilità prima, produzione dopo.
Standardizza la velocità. Evita la corsa a massimo flusso al mattino e il rallentamento nel pomeriggio. La portata determina il calore. Il calore determina la viscosità. La viscosità modifica la risposta alla pressione. Non puoi avere una curva di forza ripetibile con un diverso apporto termico ogni ora.
Forma gli operatori a pensare in termini di comportamento della pressione, non solo di risultato dell’angolo. Quando un angolo si apre, chiedi: la temperatura dell’olio è salita? Il tempo di mantenimento si è accorciato perché la pressione si è costruita prima? Questo approccio trasforma il problem solving da ipotesi in fisica.
Porti avanti una sola cosa: smettere di chiedere quante tonnellate ha una pressa piegatrice e iniziare a chiedere quanto precisamente puoi controllare quelle tonnellate una volta che l’acciaio comincia a opporsi.
Perché, una volta che vedi la macchina come un fiume di forza controllabile invece di un martello cinetico, ogni decisione — acquisto, programmazione, utilizzo — cambia forma.


















