

Tôi đã chứng kiến một tấm thép AR400 dày 1 inch bị nứt toác với âm thanh như tiếng súng trường.
Chúng tôi đang sử dụng máy chấn cơ 250 tấn. Bánh đà đang quay. Ly hợp đã đóng. Đầu chấn hạ xuống. Người vận hành xử lý nó như mọi lần uốn khác mà anh ta từng thực hiện—thiết lập cữ chặn sau, nhấn bàn đạp, để máy tự làm việc. Chày chấn va đập mạnh, chạm đáy nhanh, và tấm thép không biến dạng đều. Nó bị nứt dọc theo bán kính trong. Sáu nghìn đô la thép biến thành phế liệu trong chưa đầy hai giây.
Anh ta cứ nói mãi: “Nhưng nó được định mức cho tải trọng đó mà.”
Đó chính là câu nói khiến mọi người bị thương.
Có lẽ bạn đã từng được bảo rằng máy chấn chỉ là một chiếc máy gấp kim loại với sức mạnh lớn hơn. Căn chỉnh. Nhấn. Uốn. Lặp lại.
Điều đó hoạt động tốt khi bạn đang gấp thép tấm 11-gauge cả ngày.
Nhưng ngay khi bạn chuyển sang các loại thép tấm cường độ cao—AR400, Hardox, thép kết cấu tôi và ram—bạn không còn đang gấp giấy nữa. Bạn đang ép một loại vật liệu có độ dẻo thấp và cường độ chảy cao phải biến dạng mà không bị nứt. Đó không phải là thao tác “nhấn đại rồi cầu nguyện”. Đó là sự biến dạng dẻo có kiểm soát dưới tải trọng.
Các loại máy khác nhau truyền tải trọng đó theo những cách hoàn toàn khác nhau. Một số loại va đập. Một số loại đẩy. Một số loại ép và cho phép bạn cảm nhận những gì đang xảy ra giữa hành trình.
Nếu bạn coi tất cả chúng như những chiếc búa động năng, bạn đang đánh cược những tấm thép đắt tiền vào một đường cong lực mà bạn thậm chí còn không hiểu rõ.
Vậy điều gì thực sự xảy ra bên trong mỗi loại máy chấn khi đầu chấn bắt đầu hạ xuống?
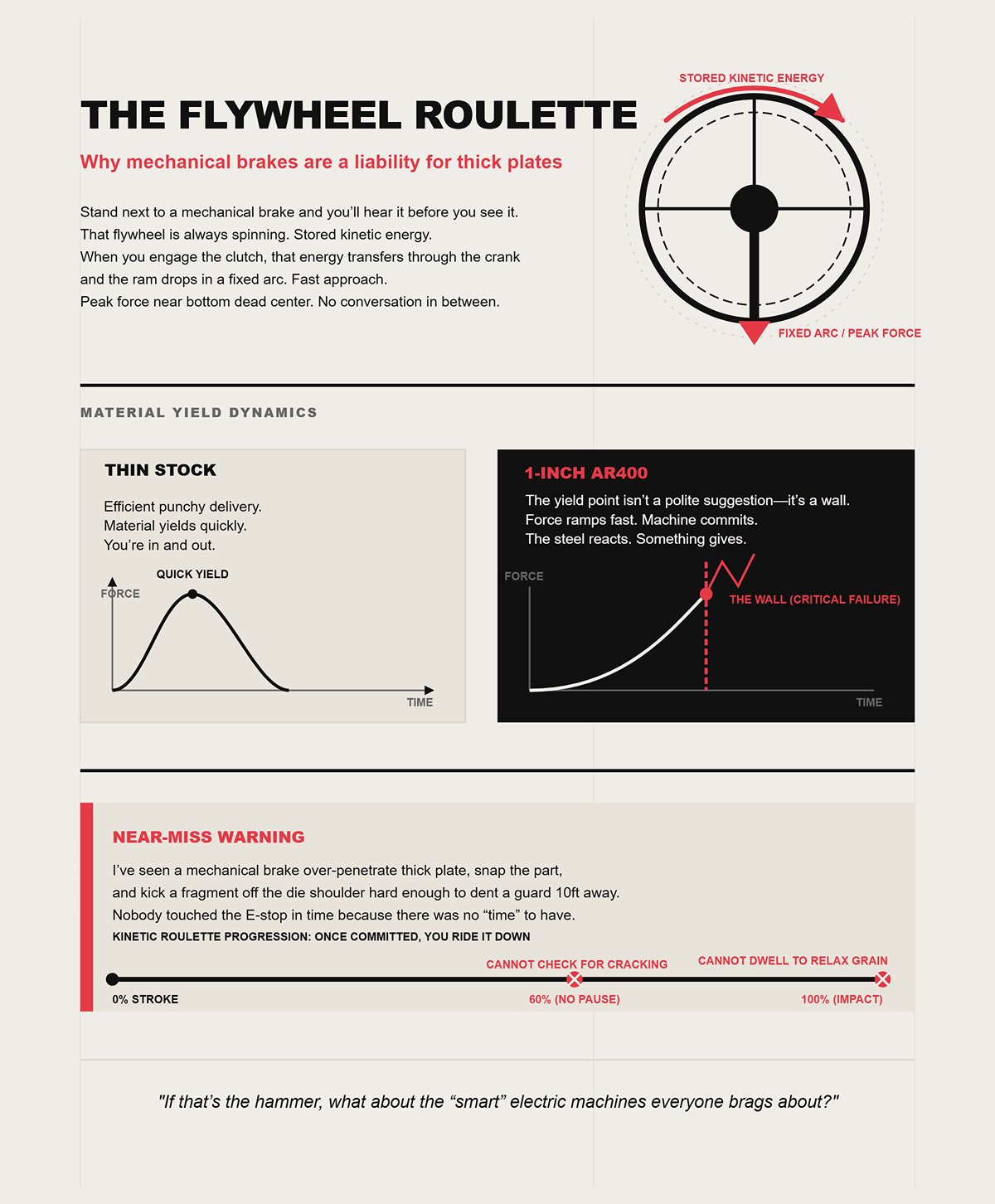
Đứng cạnh một chiếc máy chấn cơ, bạn sẽ nghe thấy tiếng của nó trước khi nhìn thấy nó. Bánh đà đó luôn quay. Năng lượng động năng được lưu trữ. Khi bạn đóng ly hợp, năng lượng đó truyền qua trục khuỷu và đầu chấn hạ xuống theo một cung cố định. Tiếp cận nhanh. Lực cực đại gần điểm chết dưới. Không có sự tương tác nào ở giữa.
Trên vật liệu mỏng, cách truyền lực mạnh mẽ đó rất hiệu quả. Vật liệu biến dạng nhanh chóng. Bạn hoàn thành công việc nhanh gọn.
Trên tấm AR400 dày 1 inch, điểm chảy không phải là một gợi ý nhẹ nhàng—nó là một bức tường. Khi đầu chấn va vào, lực tăng lên rất nhanh. Nếu khoảng mở khuôn của bạn bị lệch một chút, hoặc bán kính trong của bạn quá nhỏ, bạn sẽ không có cơ hội để từ từ uốn. Máy đã thực hiện. Thép phản ứng. Một thứ gì đó sẽ phải chịu thua.
Cảnh báo suýt xảy ra tai nạn: Tôi đã từng thấy một chiếc máy chấn cơ đâm xuyên quá mức qua tấm thép dày, làm gãy chi tiết và hất một mảnh vỡ ra khỏi vai khuôn với lực đủ mạnh để làm móp một tấm chắn cách đó mười feet. Không ai kịp nhấn nút dừng khẩn cấp vì không có “thời gian” để làm điều đó.
Với máy cơ, một khi đầu chấn đã hạ xuống, bạn phải theo nó đến cùng. Bạn không thể tạm dừng ở 60% hành trình để kiểm tra vết nứt. Bạn không thể giữ tải để cho cấu trúc hạt nghỉ ngơi. Đó là trò cò quay động năng.
Nếu đó là cái búa, vậy còn những chiếc máy điện “thông minh” mà mọi người hay khoe khoang thì sao?

Tôi đã vận hành các máy chấn servo-điện có thể lặp lại chính xác đến từng micron trên thép không gỉ mỏng. Những cỗ máy tuyệt vời. Đầu chấn lướt xuống trên các vít con lăn, động cơ thì thầm thay vì tiếng bơm rít lên. Uốn một khung ghế trong mười giây. Máy thủy lực bên cạnh mất mười lăm giây. Trong công việc gia công tấm khối lượng lớn, sự khác biệt đó chính là tiền lương.
Nhưng đây là phần mà tờ quảng cáo đã bỏ qua.
Các loại vít me con lăn và hệ thống truyền động trực tiếp hoạt động tốt nhất dưới mức tải trung bình. Nếu đẩy chúng lên mức 150 tấn trở lên, bạn đang yêu cầu các linh kiện chính xác phải chịu những cú sốc nghiêm trọng. Hệ thống điện không có chất lỏng để giảm chấn cho các xung lực. Chúng có các bộ phận cơ khí bị mài mòn—những bộ phận đắt tiền.
Bạn hoàn toàn có thể uốn thép kết cấu trên máy chấn điện trong giới hạn định mức của nó. Nhưng khi độ dày tăng lên và số tấn tăng cao, ưu thế của máy—tốc độ và khả năng lặp lại—không còn là tất cả. Giờ đây, bạn bị giới hạn bởi mức tải bền vững mà hệ thống truyền động có thể chịu được mà không làm tăng tốc độ mài mòn hoặc mất đi khả năng kiểm soát mượt mà mà bạn đã bỏ tiền ra mua.
Cảnh báo suýt xảy ra tai nạn: Tôi đã thấy một xưởng đẩy máy chấn điện đến gần giới hạn tải trọng tối đa trên tấm thép dày; ram (thanh trượt) khựng lại giữa chừng do tính năng bảo vệ quá tải, khiến chi tiết bị uốn dở dang và không ổn định trong khuôn. Người vận hành đã đưa tay vào để “giúp” nó ổn định trước khi hệ thống khởi động lại.
Máy điện vượt trội ở những nơi cần độ chính xác và thời gian chu kỳ nhanh. Giá đỡ hàng không. Vỏ thiết bị y tế. Tấm ốp ô tô. Đó không phải là phần lớn công việc với thép tấm dày.
Vậy nếu máy cơ khí va đập và máy điện bị quá tải ở mức cao nhất, liệu câu trả lời đơn giản có phải là “mua máy có số tấn lớn hơn”?
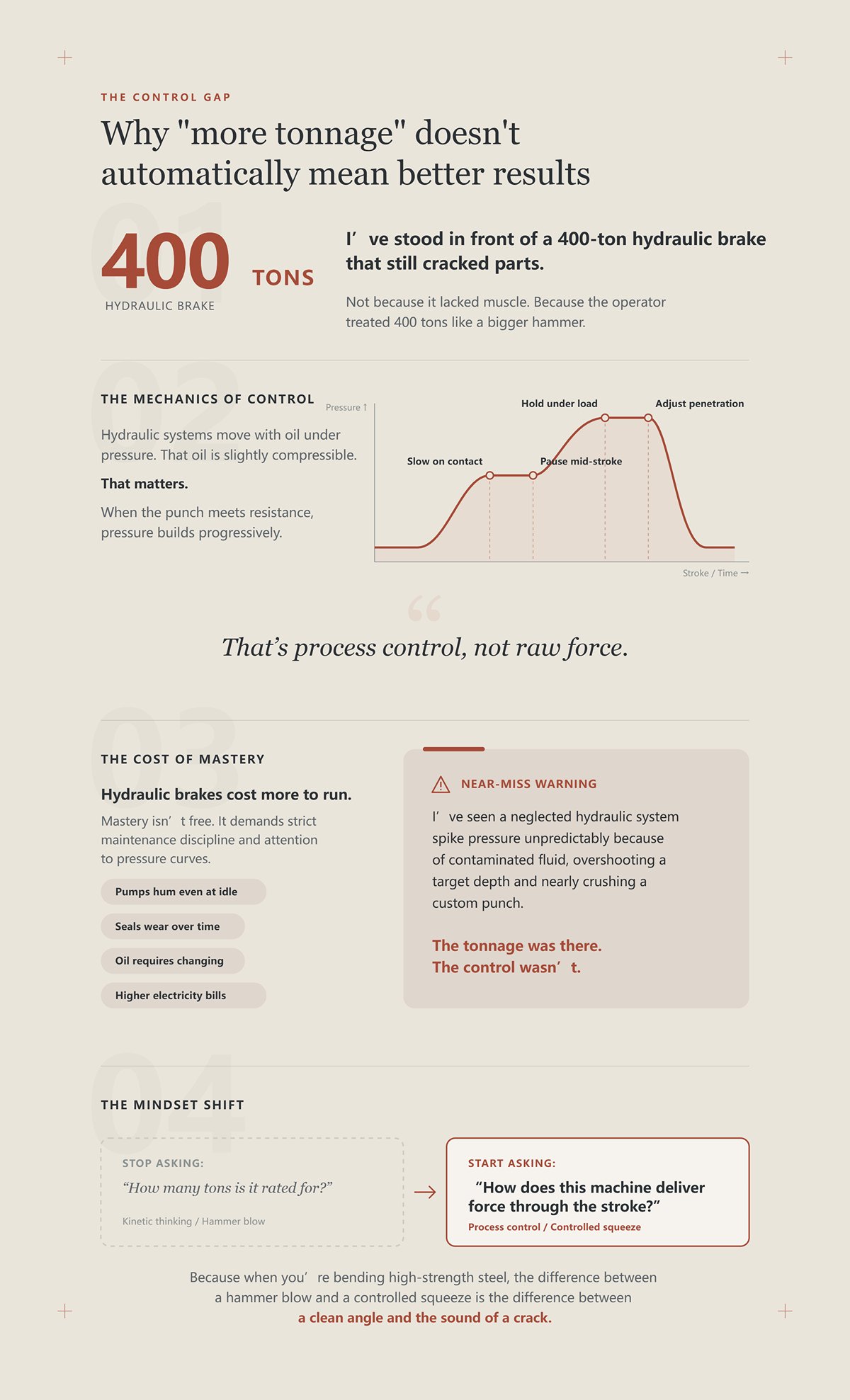
Tôi đã đứng trước một chiếc máy chấn thủy lực 400 tấn mà vẫn làm nứt chi tiết.
Không phải vì nó thiếu sức mạnh. Mà vì người vận hành đã đối xử với 400 tấn đó như một chiếc búa lớn hơn.
Hệ thống thủy lực di chuyển bằng dầu dưới áp suất. Dầu đó có khả năng nén nhẹ. Điều đó rất quan trọng. Khi chày uốn gặp lực cản, áp suất tăng dần. Bạn có thể làm chậm ram khi nó tiếp xúc với vật liệu. Bạn có thể tạm dừng giữa chừng. Bạn có thể giữ tải và quan sát quá trình uốn diễn ra. Bạn có thể điều chỉnh độ xuyên thấu để quản lý độ đàn hồi trở lại (springback)—sự phục hồi đàn hồi cố gắng làm mở góc uốn của bạn sau khi nhả tải.
Đó là kiểm soát quy trình, không phải lực thô bạo.
Và đây là điều mà hầu hết nhân viên mới bỏ lỡ: máy chấn thủy lực tốn kém hơn khi vận hành. Máy bơm vẫn kêu ngay cả khi chạy không tải. Phớt bị mài mòn. Dầu cần thay thế. Hóa đơn tiền điện cao hơn so với các máy điện tự ngắt giữa các chu kỳ. Sự tinh thông không miễn phí. Nó đòi hỏi kỷ luật bảo trì và sự chú ý đến các đường cong áp suất.
Cảnh báo suýt xảy ra tai nạn: Tôi đã thấy một hệ thống thủy lực bị bỏ bê làm tăng áp suất đột ngột do dầu bị nhiễm bẩn, vượt quá độ sâu mục tiêu và suýt làm vỡ một chiếc chày uốn tùy chỉnh. Tấn lực thì có đủ. Nhưng sự kiểm soát thì không.
Số tấn lớn hơn chỉ hữu ích nếu bạn có thể đo lường được nó. Nếu bạn không thể tạm dừng, giữ tải và cảm nhận vật liệu đang phản ứng như thế nào, bạn sẽ quay lại lối tư duy động lực học—chỉ là với một con số lớn hơn trên bảng tên máy.
Vì vậy, sự thay đổi mà tôi cần bạn thực hiện là: ngừng hỏi “Máy này được định mức bao nhiêu tấn?” và bắt đầu hỏi “Máy này truyền lực qua hành trình như thế nào?”
Bởi vì khi bạn uốn thép cường độ cao, sự khác biệt giữa một cú đập búa và một lực ép có kiểm soát chính là sự khác biệt giữa một góc uốn sạch đẹp và tiếng nứt gãy.
Chúng tôi đã uốn tấm thép AR400 dày 1 inch trong khuôn mở 12x, mục tiêu là 90 độ. Đồng hồ đo đã vượt quá 350 tấn khi chày uốn bắt đầu cắn vào vật liệu. Ở khoảng 60% độ sâu cuối cùng, tôi thấy mép trong chuyển sang màu trắng—dấu hiệu đầu tiên cho thấy thớ thép đang bị kéo căng dữ dội. Tôi nhấn nút tạm dừng. Ram dừng lại. Áp suất giữ ở mức 380 tấn. Tấm thép vẫn bị kẹp chặt giữa chày và khuôn như thể bị đóng băng trong thời gian.
Đó chính là cách bạn quyết định loại máy chấn nào phù hợp với thép của mình.
Nếu bạn không thể dừng lại dưới tải trọng, bạn không thể kiểm tra quá trình uốn khi nó đang diễn ra. Và nếu bạn không thể kiểm tra nó, bạn đang đoán xem tấm thép 1 inch đó muốn 420 tấn—hay muốn bị tách ra ở mức 401. Thép cường độ cao không tha thứ cho sự phỏng đoán.
Hệ thống thủy lực cho phép bạn biến lực thành thứ có thể đo lường được, thay vì chỉ giải phóng nó.
Đứng tại bảng điều khiển và Dừng ram (thanh trượt) ngay khi tiếp xúc với lực cản tối đa. Đừng đợi đến khi chạm đáy. Hãy quan sát áp suất tăng lên khi vật liệu chuyển từ biến dạng đàn hồi sang biến dạng dẻo. Sự thay đổi đó không phải là lý thuyết—bạn sẽ thấy số tấn tăng nhanh hơn khi thép bắt đầu biến dạng dẻo.
Đối với thép HSLA hoặc thép tấm chống mài mòn (AR), giới hạn chảy rất cao và độ đàn hồi ngược (springback) có thể lên tới 8 đến 10 độ nếu bạn không kiểm soát nó. Việc tạm dừng giữa hành trình cho phép bạn duy trì áp suất và để vật liệu chảy thay vì gây sốc cho nó. Thép dưới tải trọng sẽ phân phối lại ứng suất dọc theo đường uốn. Hãy cho nó một giây. Bạn có thể thấy rõ góc uốn thư giãn một chút trước khi tiếp tục.
Hãy thử điều đó trên máy cơ khí xem. Bạn không thể làm được đâu.
Nhưng đây là phần mà các tài liệu quảng cáo thường bỏ qua: việc tạm dừng chỉ bảo vệ bạn nếu thiết lập đúng. Nếu bạn đang sử dụng khuôn V có độ rộng dưới 6 lần độ dày vật liệu trên thép cường độ cao, bạn đang tập trung lực quá mức đến nỗi độ mỏng có thể đạt mức hai con số tại bán kính trong. Bạn tạm dừng—và tất cả những gì bạn làm là giữ ứng suất tối đa ngay tại nơi vết nứt muốn bắt đầu.
Cảnh báo suýt xảy ra tai nạn: Tôi đã chứng kiến một người vận hành tạm dừng một lần uốn thép HSLA dày 3/4 inch trong khuôn quá hẹp. Anh ta nghĩ rằng dừng lại nghĩa là an toàn. Tấm thép bị nứt khi đang đứng yên dưới áp lực hơn 300 tấn, và lực giải phóng đã hất mảnh cắt văng lên trên như một cái bẫy lò xo.
Tạm dừng là một tài sản an toàn. Nó không phải là sự thay thế cho việc chọn chiều rộng khuôn chính xác và gia nhiệt trước khi cần thiết. Vì vậy, nếu bạn có thể dừng ram, bạn thực sự đang kiểm soát cái gì—hành trình, hay chính lực tác động?
Trên máy chấn thủy lực, Hãy điều chỉnh giới hạn áp suất trước khi bạn thực hiện chu kỳ xuống. Thiết lập một mức trần thấp hơn định mức tối đa của máy. Mức trần đó trở thành rào chắn bảo vệ của bạn.
Hệ thống thủy lực tạo áp suất theo trình tự. Dầu nén lại một chút; các van điều tiết lưu lượng; xi lanh chuyển đổi áp suất thành lực tuyến tính. Khi lực cản tăng lên, áp suất tăng dần dọc theo một đường cong mà bạn có thể theo dõi trong thời gian thực. Bạn đang cưỡi trên một dòng chảy của lực, chứ không phải đang bắn một phát đạn.
Các hệ thống cơ khí và thậm chí cả hệ thống điện servo cung cấp lực gắn liền với các cấu hình chuyển động và năng lượng cơ học được lưu trữ hoặc truyền tải. Một khi ram đã đi gần đến điểm chết dưới, lực cực đại sẽ ập đến bất kể thép có chịu được hay không. Đó là hành vi tác động, ngay cả khi đó là tác động chính xác.
“Kiểm soát vô hạn” có nghĩa là thủy lực có thể uốn mọi thứ không? Không. Một khi bạn vượt quá độ dày tấm khoảng 50 mm, hầu hết các máy chấn thủy lực tiêu chuẩn đều đạt đến giới hạn cấu trúc và bơm của chúng. Bạn sẽ cần các thiết lập song song hoặc thiết bị chuyên dụng. Và đối với tấm mỏng, máy điện thường vượt trội hơn thủy lực về khả năng lặp lại và sử dụng năng lượng.
Vậy tại sao thủy lực lại chiếm ưu thế đối với thép tấm cường độ cao?
Bởi vì sự nứt gãy trong thép AR hoặc HSLA không phụ thuộc vào số tấn trung bình. Nó phụ thuộc vào việc kiểm soát các đỉnh lực. Các vết nứt siêu nhỏ bắt đầu khi ứng suất cục bộ vượt quá giới hạn kéo tại bán kính trong. Một đường cong áp suất mượt mà giúp giảm tình trạng quá tải tức thời. Một tác động cố định không quan tâm đến cấu trúc hạt của bạn.
Cảnh báo suýt xảy ra tai nạn: Chúng tôi đã từng thử nghiệm một lô thép AR mới mà không điều chỉnh đường cong áp suất. Ram đã đạt tốc độ tiếp cận nhanh quá lâu trước khi giảm tốc. Áp suất tăng vọt 40 tấn so với đường cong thông thường của chúng tôi trong tích tắc. Tiếng nứt nghe như tiếng súng trường.
Nếu bạn có thể định hình đường cong lực, bạn sẽ giảm được nguy cơ tăng vọt áp suất. Nếu không thể, bạn đang đánh cược rằng thép sẽ phản ứng y hệt như lô hàng trước. Và điều đó dẫn đến câu hỏi mà hầu hết nhân viên mới không bao giờ đặt ra: điều gì thực sự đang xảy ra bên trong xi lanh đó khi bạn giữ mức 400 tấn và đầu ram chỉ… chờ đợi?
| Chủ đề | Chi tiết |
|---|---|
| Kiểm soát Tải trọng Vô hạn so với Tác động Cố định | Ngăn ngừa nứt gãy vật liệu |
| Thiết lập Máy chấn Thủy lực | Điều chỉnh giới hạn áp suất trước khi bắt đầu chu kỳ. Hãy đặt mức trần thấp hơn định mức tối đa của máy để tạo ra một rào cản an toàn. |
| Cách các Hệ thống Thủy lực tạo ra Lực | Áp suất tăng dần. Dầu nén lại một chút; các van điều tiết lưu lượng; xi lanh chuyển đổi áp suất thành lực tuyến tính. Khi lực cản tăng lên, áp suất tăng đều đặn dọc theo một đường cong thời gian thực có thể nhìn thấy được—giống như đang lướt trên một dòng sông lực, thay vì bắn một phát súng. |
| Hệ thống Cơ khí & Servo-Điện | Lực gắn liền với các cấu hình chuyển động và năng lượng cơ học được lưu trữ/truyền tải. Gần điểm chết dưới, lực cực đại xuất hiện một khi đã bắt đầu—bất kể phản ứng của vật liệu ra sao. Đây là hành vi tác động, ngay cả khi được kiểm soát chính xác. |
| Giới hạn của “Kiểm soát Vô hạn” | Thủy lực không thể uốn mọi thứ. Đối với tấm dày trên ~50 mm, hầu hết các máy chấn thủy lực tiêu chuẩn đều đạt đến giới hạn về cấu trúc và bơm, đòi hỏi phải sử dụng hệ thống song song hoặc chuyên dụng. Đối với tấm mỏng, các hệ thống điện thường vượt trội hơn thủy lực về khả năng lặp lại và hiệu suất năng lượng. |
| Tại sao Thủy lực chiếm ưu thế đối với Tấm thép Cường độ cao | Sự nứt gãy trong thép AR hoặc HSLA phụ thuộc vào việc kiểm soát mức tăng đột biến, chứ không phải tải trọng trung bình. Các vết nứt siêu nhỏ hình thành khi ứng suất cục bộ vượt quá giới hạn kéo tại bán kính trong. Một đường dốc áp suất mượt mà giúp giảm tình trạng quá tải tức thời; tác động cố định không tính đến cấu trúc hạt của thép. |
| Ví dụ về Cảnh báo Suýt xảy ra Tai nạn | Trong quá trình thử nghiệm một lô thép tấm AR mới, việc không điều chỉnh đường dốc áp suất đã khiến đầu ram giảm tốc quá muộn. Áp suất tăng vọt 40 tấn so với đường cong bình thường trong tích tắc, dẫn đến một vết nứt nghe như tiếng súng trường. |
| Nhận thức then chốt | Định hình đường cong lực giúp giảm nguy cơ tăng vọt áp suất. Nếu không có sự kiểm soát, bạn phải dựa vào việc thép phản ứng y hệt như lô hàng trước—đặt ra câu hỏi về những gì xảy ra bên trong xi lanh khi giữ mức 400 tấn và đầu ram chỉ đơn giản là chờ đợi. |
Hãy hình dung hai xi lanh lớn chứa đầy dầu, được bịt kín, với các pít-tông đẩy xuống dưới. Tăng lưu lượng bơm và quan sát áp suất tăng lên khi chày uốn gặp lực cản. Các phân tử dầu nén lại một chút—vừa đủ để hoạt động như một chiếc lò xo cứng. Các van điều khiển hạn chế hoặc cho phép lưu lượng, điều này làm thay đổi tốc độ tăng áp suất.
Khi bạn tạm dừng giữa chừng, các van sẽ đóng lại. Dòng chảy dừng lại. Áp suất cân bằng trên toàn bộ cột chất lỏng. Dầu giữ các piston ở vị trí cố định vì nó không còn nơi nào để đi. Bạn đang lưu trữ năng lượng dưới dạng áp suất thủy lực, chứ không phải dưới dạng khối lượng quay hay các thành phần cơ học bị kéo căng.
Đó là sự khác biệt.
Bánh đà lưu trữ năng lượng theo động năng. Vít con lăn lưu trữ năng lượng theo cơ năng. Dầu thủy lực lưu trữ năng lượng dưới dạng áp suất được kiểm soát. Giải phóng van từ từ và lực sẽ giảm dần một cách êm ái. Xả van nhanh và bạn sẽ thấy phản ứng mạnh hơn—nhưng vẫn bị chi phối bởi dòng chảy chất lỏng, chứ không chỉ riêng quán tính.
Và đây là phần thực tế: dầu bị nhiễm bẩn, phớt bị mòn hoặc các van tỷ lệ bị kẹt sẽ làm biến dạng đường cong áp suất đó. “Dòng sông êm đềm” của bạn trở nên hỗn loạn. Đó là lúc hệ thống thủy lực mất đi lợi thế của nó.
Cảnh báo suýt xảy ra tai nạn: Một bộ lọc hồi bị tắc đã từng gây ra độ trễ áp suất trong một lần uốn nặng. Người vận hành đã bù đắp bằng cách ra lệnh tăng độ sâu. Khi van phản hồi, ram đã đi quá sâu và suýt làm nát bộ khuôn phân đoạn.
Động lực học chất lỏng là sự bảo vệ của bạn—nhưng chỉ khi hệ thống chất lỏng ở trạng thái tốt và việc thiết lập là chính xác.
Vậy bây giờ bạn đã biết tại sao hệ thống thủy lực có thể tạm dừng, giữ và định hình lực. Câu hỏi thực sự không phải là liệu máy có thể kiểm soát trọng tải hay không. Mà là liệu bạn có biết loại thép, độ dày, chiều rộng khuôn và nhiệt độ cụ thể của mình thực sự yêu cầu bao nhiêu trước khi bạn chạm vào bàn đạp hay không.
Chúng tôi có một tấm thép dài 12 foot, dày 3/8 inch trên bàn máy—bản vẽ của khách hàng ghi là “A36”. Người vận hành đã lấy biểu đồ tiêu chuẩn: khoảng 60 tấn trên chiều dài đó với khuôn V 3 inch. An toàn. Thông thường. Sau đó, chứng chỉ của nhà máy mới được gửi đến muộn. Đó không phải là A36. Đó là AR400.
Sự thay đổi đó lấy con số thoải mái trong biểu đồ của bạn và kéo giãn nó cho đến khi các xi lanh của bạn hoạt động trong một phạm vi mà bạn chưa bao giờ lên kế hoạch.
Đây là cách bạn tính toán trước khi chạm vào bàn đạp.
Bắt đầu với công thức cơ bản cho việc uốn không khí thép nhẹ:
Trọng tải trên mỗi foot ≈ (K × Độ bền kéo × Độ dày²) / Độ mở khuôn
Đối với thép nhẹ 60.000 PSI, hầu hết các biểu đồ đã tính sẵn hằng số. Đó là hệ số vật liệu “1.0” của bạn. Bây giờ hãy thay đổi loại thép, và bạn sẽ thay đổi phép tính.
AR400 không có độ bền kéo 60.000 PSI. Nó thường vượt trên 180.000 PSI độ bền kéo với giới hạn chảy khoảng 140.000–160.000 PSI tùy theo lô. Điều đó có nghĩa là hệ số vật liệu của bạn không phải là 1.0. Nó gần với 2.5 so với thép nhẹ.
Vì vậy, nếu biểu đồ của bạn ghi 60 tấn cho lần uốn đó với thép A36, thì AR400 không cần “nhiều hơn một chút”. Nó cần khoảng 150 tấn cho cùng một hình học. Cùng độ dày. Cùng khuôn. Cùng góc uốn.
Nếu bạn không nhân lên, bạn không chỉ đánh giá thấp 10%. Bạn đang sai lệch bởi một hệ số có thể đẩy bạn vượt ra ngoài phạm vi thủy lực mà máy của bạn có thể giữ an toàn. Và đó là trước khi chúng ta nói về chiều rộng khuôn.
Vậy chính xác điều gì trong thép buộc bạn phải loại bỏ biểu đồ?
Hãy nhìn vào bán kính bên trong sau khi uốn. Đó là nơi các sợi bên ngoài bị kéo căng và các sợi bên trong bị nén lại. Quá trình uốn bắt đầu khi bạn vượt quá giới hạn chảy, không phải độ bền kéo. Giới hạn chảy là điểm mà thép ngừng hoạt động đàn hồi và bắt đầu chảy.
Hầu hết các biểu đồ trọng tải chung được xây dựng dựa trên thép nhẹ có độ bền kéo 60.000 PSI. Chúng giả định tỷ lệ giới hạn chảy trên độ bền kéo điển hình cho loại đó. Thay bằng thép không gỉ 304, và bạn đang xử lý độ bền kéo khoảng 90.000 PSI. Thay bằng AR400, cả độ bền kéo và giới hạn chảy đều tăng vọt.
Điều đó quan trọng vì lực uốn cần thiết tỉ lệ gần như trực tiếp với độ bền kéo trong công thức. Nếu tăng gấp đôi độ bền kéo, với cùng độ dày và độ mở khuôn, bạn sẽ cần lực ép (tấn) gần như gấp đôi.
Nhưng đây là phần mà tài liệu quảng cáo thường bỏ qua: nhiều người vận hành đọc thấy “giới hạn chảy 140.000 PSI” trên giấy chứng nhận và nhập vào giá trị độ bền kéo là 140.000. Hoặc tệ hơn, họ bỏ qua cả hai và tin tưởng vào bảng tra thép mềm. Đó là cách bạn âm thầm yêu cầu 120 tấn khi công việc thực sự cần tới 280 tấn.
Trên máy chấn thủy lực, bạn có thể quan sát áp suất tăng lên và tạm dừng. Trên máy cơ, bạn chỉ thấy ram rơi xuống. Dù thế nào đi nữa, nếu bạn tính toán sai, cái máy không quan tâm đến sự lạc quan của bạn đâu.
Cảnh báo suýt xảy ra tai nạn: Chúng tôi từng uốn thép không gỉ dày 1/2 inch với giả định hệ số vật liệu là 1,5. Lô hàng đó được kiểm tra có độ bền cao hơn thông số kỹ thuật—gần với độ bền kéo 100.000 PSI. Người vận hành đã ép hết hành trình để đạt được góc uốn. Áp suất tăng vọt vượt quá định mức của khuôn và làm nứt vai khuôn. Không ai bị thương. Một bài học đắt giá.
Vậy là bạn đã điều chỉnh theo độ bền. Tốt. Bây giờ hãy cho tôi biết—bạn đang sử dụng độ mở khuôn nào, và bạn có biết điều đó ảnh hưởng thế nào đến đường cong áp suất bên trong các xi lanh của mình không?
Hãy lấy cùng loại thép AR400 dày 3/8 inch đó. Giả sử bạn chọn khuôn V 2 inch vì bạn muốn bán kính trong nhỏ hơn. Công thức tính lực uốn bình phương độ dày và chia cho độ mở khuôn. Nếu giảm độ mở khuôn V xuống một nửa, bạn gần như tăng gấp đôi lực cần thiết.
Thông lệ tiêu chuẩn cho việc uốn tự do (air bending) thép mềm là khoảng 8 lần độ dày vật liệu cho độ mở khuôn V. Nếu chọn hẹp hơn—6 lần hoặc 4 lần—lực uốn sẽ tăng rất nhanh. Đối với thép tấm cường độ cao, mức tăng đó không chỉ là sự khó khăn tuyến tính. Đó là rủi ro thủy lực.
Đây là cái bẫy: máy của bạn có thể được định mức 200 tấn. Nhưng định mức đó không phải lúc nào cũng là toàn bộ lực trên toàn bộ chiều dài. Độ võng và sự phân bổ thủy lực có nghĩa là bạn không thể chỉ giả định công suất đồng nhất từ đầu này đến đầu kia. Nếu đặt một khuôn V dài và hẹp với thép cường độ cao, bạn sẽ tập trung lực vào một diện tích tiếp xúc nhỏ hơn. Áp suất trong các xi lanh sẽ tăng lên để bù đắp.
Nếu lực tính toán của bạn cho thép AR400 trong khuôn V 8 lần là 150 tấn, thì việc giảm xuống khuôn V 6 lần có thể đẩy bạn lên trên 200 tấn. Bạn không thay đổi độ dày. Bạn đã thay đổi hình học—và ép hệ thống thủy lực đến giới hạn của nó.
Và khi một xi lanh thủy lực đạt đến áp suất hệ thống tối đa, nó không cảnh báo bạn một cách lịch sự đâu. Các van xả sẽ kêu lạch cạch. Các phớt làm kín sẽ phải chịu tải. Bạn chỉ cách một sự cố kẹt van dẫn đến việc ép quá hành trình đột ngột.
Cảnh báo suýt xảy ra tai nạn: Một nhân viên mới từng chọn khuôn V 5 lần cho thép HSLA dày 1/2 inch để “có các góc uốn sạch hơn”. Phép tính lực uốn mà anh ta bỏ qua lẽ ra đã cho thấy chúng ta cần nhiều hơn công suất phân bổ của máy chấn trên chiều dài 10 feet. Ram bị khựng lại, áp suất tăng tối đa, và khi anh ta lùi lại, chi tiết bật ra dữ dội, suýt chút nữa làm anh ta mất thăng bằng.
Bạn có thể tạm dừng giữa chừng bao lâu tùy thích. Nếu lựa chọn khuôn của bạn đòi hỏi nhiều lực hơn mức hệ thống thủy lực có thể cung cấp một cách trơn tru, bạn không phải đang kiểm soát một dòng sông—bạn đang cố gắng ngăn một trận lũ bằng một chiếc giẻ lau.
Vậy có lẽ bạn sẽ nói, được rồi, tôi sẽ uốn tự do trong khuôn rộng hơn để giữ lực uốn thấp xuống. Điều đó giải quyết mọi vấn đề, phải không?
Uốn tự do chỉ tiếp xúc với mũi chày và vai khuôn. Vật liệu lơ lửng ở giữa. Điều đó giữ cho lực uốn cần thiết thấp hơn—thường chỉ bằng một phần nhỏ so với uốn đáy hoặc dập nổi (coining), vốn có thể đòi hỏi lực gấp hai đến bốn lần vì bạn đang ép thép phải tuân theo góc và bán kính của khuôn.
Ví dụ, thép mềm 3 mm trên khuôn V 24 mm có thể cần khoảng 20 tấn mỗi mét khi uốn tự do. Chuyển sang uốn đáy, bạn có thể dễ dàng tăng gấp đôi hoặc gấp ba con số đó. Cùng một tấm thép. Cùng độ dày. Nhu cầu thủy lực hoàn toàn khác biệt.
Trên thép AR400, uốn tự do giữ cho lực uốn ở mức có thể quản lý được—nhưng độ đàn hồi (springback) có thể từ 8 đến 10 độ. Điều đó cám dỗ người vận hành cố đạt được góc uốn bằng cách ép sâu hơn, dẫn đến việc vô tình chuyển sang uốn đáy. Ngay khoảnh khắc bạn chuyển từ uốn tự do sang uốn đáy mà không tính toán lại, yêu cầu về lực uốn của bạn sẽ tăng vọt.
Sự tăng vọt đó là nơi các xi lanh bị bất ngờ.
Nếu bạn thực sự cần dung sai chặt chẽ trên thép tấm cường độ cao, đôi khi uốn đáy có kiểm soát là hợp lý—nhưng chỉ khi bạn đã tính toán lực cao hơn trước và xác nhận cả định mức của máy và khuôn bằng các đơn vị nhất quán. Tấn mét trên mét không giống như tấn ngắn trên foot. Nếu nhầm lẫn giữa chúng, bạn có thể nghĩ rằng một khuôn cứng gấp ba lần so với thực tế.
Nếu bạn coi tất cả chúng như những chiếc búa động năng, bạn đang đánh cược những tấm thép đắt tiền vào một đường cong lực mà bạn thậm chí còn không hiểu rõ.
Thủy lực mang lại cho bạn sức mạnh để tạm dừng, giữ và định hình lực. Nhưng chính việc tính toán mới quyết định liệu việc tạm dừng đó xảy ra ở mức an toàn 140 tấn—hay ở mức 260 tấn làm hỏng phớt và có nguy cơ gây nứt vỡ. Và điều đó dẫn thẳng đến kỷ luật tiếp theo mà bạn phải nắm vững: một khi bạn biết đúng số tấn, làm thế nào để bạn lập trình trình tự cho ram và áp suất để đạt được chính xác mức đó—mà không bị vượt ngưỡng?
Tôi đã học được điều này theo cách khó khăn nhất khi đang vận hành một máy chấn cơ 250 tấn. Bạn đặt độ sâu, đạp bàn đạp, và ram rơi xuống như một lưỡi dao máy chém. Không tạm dừng. Không điều chỉnh. Nếu bạn làm sai góc, bạn phải chấp nhận kết quả đó.
Một máy chấn thủy lực không nhất thiết phải hoạt động như vậy.
Bạn đã tính toán số tấn. Bạn biết độ mở khuôn của mình. Tốt. Bây giờ câu hỏi thực sự là: làm thế nào để bạn di chuyển 180 tấn qua thép mà không bị vượt quá 20 tấn do van của bạn phản ứng chậm nửa giây so với chân của bạn?
Bạn hãy ngừng suy nghĩ theo đơn vị inch hành trình và bắt đầu suy nghĩ theo tốc độ dòng chảy và sự gia tăng áp suất. Máy chấn thủy lực giống như một dòng sông. Hãy kiểm soát dòng chảy, không chỉ là bờ sông.
Hãy quan sát đồng hồ đo áp suất vào lần tới khi bạn uốn tấm AR400 dày 1/2 inch trong khuôn V 8×. Hai inch di chuyển đầu tiên? Hầu như không có tải. Bạn chỉ đang đóng khoảng cách không khí. Sau đó, chày chạm vào tấm thép. Áp suất bắt đầu tăng—không đột ngột, mà đều đặn—khi biến dạng đàn hồi bắt đầu. Đường cong đó cho bạn biết nơi nào sự kiểm soát của bạn trở nên quan trọng.
Thiết lập tốc độ tiếp cận nhanh xuống đến 0,200 inch phía trên vật liệu. Di chuyển không khí nhanh chóng; đừng lãng phí thời gian chu kỳ để nén khoảng không.
Giảm xuống tốc độ kẹp có kiểm soát trước khi tiếp xúc. Tôi thích một sự sụt giảm rõ rệt—đủ nhanh để duy trì năng suất, đủ chậm để các van tỷ lệ có thể theo kịp. Các hệ thống vòng lặp kín điều chỉnh trong vài mili giây, nhưng van vẫn có thời gian phản hồi vật lý. Nếu bạn đang lao ở tốc độ tối đa vào điểm tiếp xúc, bộ điều khiển đang phản ứng với sai lầm của ngày hôm qua.
Cơ chế ở đây là: áp suất thủy lực không tăng vọt vì thép xấu xa. Nó tăng vọt vì chất lỏng gần như không thể nén được và các xi lanh của bạn vẫn đang chảy ở tốc độ cao khi lực cản đột ngột tăng lên. Hãy làm chậm dòng chảy trước khi lực cản tăng lên, và đường dốc áp suất sẽ mượt mà hơn. Bạn đã định hình đường cong lực thay vì đâm sầm vào nó.
Chuyển tiếp sang tốc độ ép khi số tấn tăng vượt quá 30–40% mục tiêu. Đây là lúc tấm thép cường độ cao bắt đầu chống lại. Hãy giữ cho ram song song. Các hệ thống đồng bộ hiện đại có thể giữ sai số ±0,01 mm mỗi mét—nhưng chỉ khi cả hai xi lanh đều thấy dòng chảy cân bằng. Nếu một bên bị chậm lại do bạn ra lệnh tốc độ quá mạnh, bạn không phải đang uốn; bạn đang làm xoắn tấm thép.
Cảnh báo suýt xảy ra tai nạn: Một người vận hành mới đã từng để tốc độ tiếp cận cao cho đến tận khi tiếp xúc trên tấm HSLA dày 3/4 inch. Ram va chạm, áp suất vượt ngưỡng, và xi lanh bên phải bị chậm 0,3 mm trước khi điều chỉnh. Chi tiết bị cong vênh, chày bị mẻ, và tay của anh ta vẫn còn ở bên trong khu vực khuôn để dọn vảy thép khi điều đó xảy ra. Các hành trình nhanh đánh cắp thời gian phản ứng.
Lập trình cả tốc độ trả về có kiểm soát. Dòng chảy ngược không phải là việc phụ. Nếu hành trình đi lên bật ngược quá mạnh, bạn sẽ gây ra hiện tượng ram nảy. Sự nảy đó xuất hiện ở chu kỳ tiếp theo dưới dạng độ sâu không nhất quán, và đột nhiên bạn phải đuổi theo góc uốn bằng các điều chỉnh độ sâu vốn không phải là vấn đề thực sự.
Vậy là bạn đã lập trình xong trình tự hành trình. Bạn đang đạt được số tấn mục tiêu mà không bị vượt ngưỡng. Bây giờ thép thư giãn và mở ra ba độ. Bạn sẽ đuổi theo nó sâu hơn—hay giữ nó ở vị trí hiện tại?
Uốn một miếng thép AR400 dày 1/2 inch đến 90 độ trong không khí. Xả áp suất. Nó bật ngược lại 97 độ. Bảy độ đó chính là sự phục hồi đàn hồi—năng lượng dự trữ thoát ra khỏi thép ngay khoảnh khắc bạn dỡ tải.
Hầu hết các người vận hành đều nhấn sâu hơn ở lần dập tiếp theo. Độ sâu lớn hơn. Lực lớn hơn. Hy vọng đạt 90 độ khi nhả ra.
Tạm dừng tại điểm chết dưới với áp suất được kiểm soát thay vì làm như vậy. Không phải là một khoảng nghỉ uống cà phê dài—chỉ từ nửa giây đến một giây dưới mức tải trọng ổn định. Điều gì xảy ra về mặt vật lý? Bạn đang cho phép sự biến dạng vi mô phân bổ xuyên suốt chiều dày thay vì bật ngược lại ngay lập tức. Áp suất được giữ không đổi; ứng suất bên trong vật liệu được phân bổ lại.
Nhưng đây là phần mà các tài liệu quảng cáo thường bỏ qua: giữ áp không phải là phép thuật. Nếu bạn đã sử dụng 95% công suất máy, việc giữ áp tĩnh có thể tạo ra sự gia tăng nhiệt trong dầu và ứng suất cục bộ tại các vai khuôn. Áp suất liên tục, được định hình tốt sẽ an toàn hơn so với việc giữ áp nặng lặp đi lặp lại.
Sử dụng thời gian giữ áp như một sự điều chỉnh tinh vi sau khi bạn đã thiết lập xong tốc độ tiếp cận và tốc độ ép—không phải như một giải pháp thay thế cho hình học kém hoặc tính toán tải trọng không chính xác.
Công nghệ hiệu chỉnh góc hiện đại có thể điều chỉnh giữa hành trình. Nó nhận thấy bạn đang có xu hướng uốn chưa đủ và ra lệnh tăng thêm một chút độ sâu. Máy có thể làm điều đó. Việc quyết định khi nào nên tin tưởng vào nó là ở bạn. Nếu việc hiệu chỉnh đòi hỏi một sự tăng vọt đột ngột gần đáy, bạn nên lùi lại và lập trình lại đường dốc áp suất thay vì để nó dập mạnh hơn vào thời điểm tồi tệ nhất có thể.
Cảnh báo suýt xảy ra tai nạn: Chúng tôi đã từng cố gắng khắc phục độ đàn hồi trên thép không gỉ dày bằng cách tăng độ sâu thay vì thêm 0,7 giây giữ áp. Người vận hành đã vô tình dập chạm đáy vào góc khuôn. Tải trọng tăng gấp đôi ngay lập tức. Van xả kêu rít lên, và chi tiết bật ngược lại khi được nhả ra, suýt chút nữa đã kẹp trúng cẳng tay của anh ấy vào cữ chặn sau.
Vậy khi nào việc uốn quá mức là hợp lý? Khi bạn đã xác nhận nhu cầu tải trọng cao hơn vẫn nằm trong giới hạn của máy và dụng cụ, và khi đường dốc áp suất của bạn đủ mượt mà để không gây sốc cho hệ thống ở phía dưới.
Điều này dẫn đến một vấn đề mà hầu hết nhân viên mới đều bỏ qua cho đến khi các chi tiết bắt đầu có góc đo ở hai đầu khác với ở giữa.
Chất tải 10 feet tấm thép cường độ cao dày 3/8 inch và đẩy 160 tấn lên đó. Bàn máy sẽ bị võng. Không phải vì nó được chế tạo kém—mà vì thép bị uốn cong dưới tải trọng. Phần trung tâm bị võng xuống vài phần nghìn inch. Điều đó có nghĩa là độ xuyên thấu ở giữa ít hơn, góc uốn lớn hơn.
Bạn có thể tính toán tải trọng hoàn hảo nhưng vẫn nhận được một đường uốn hình mặt cười.
Đo một chi tiết thử nghiệm ở cả hai đầu và ở giữa trước khi chạm vào phần điều chỉnh bù võng. Đừng đoán.
Điều chỉnh bù võng cơ học hoặc thủy lực một cách tăng dần—vừa đủ để chống lại độ võng dự kiến ở tải trọng đã tính toán của bạn. Bù võng giúp tạo tải trước cho bàn máy hướng lên trên để khi chịu toàn bộ lực, nó sẽ thẳng ra.
Cơ chế ở đây là: nếu không có bù võng, các xi lanh của bạn đang cung cấp lực bằng nhau, nhưng hình học khung máy phân bổ áp suất tiếp xúc không đồng đều. Hệ thống thủy lực có thể được đồng bộ hóa đến từng micron, nhưng bản thân cấu trúc lại đang bị uốn cong. Bạn đang kiểm soát chất lỏng một cách hoàn hảo bên trong một khung máy đang uốn cong như một cây cung.
Các kiểm tra phòng ngừa rất quan trọng ở đây. Căn chỉnh ram sau mỗi vài trăm chu kỳ. Dầu sạch để các van phản hồi nhất quán. Tám mươi phần trăm các lỗi van bắt nguồn từ sự nhiễm bẩn. Chỉ cần lệch vài phần nghìn inch khỏi sự song song, cấu hình áp suất tuyệt vời của bạn sẽ tạo ra các góc không nhất quán từ bên này sang bên kia.
Cảnh báo suýt xảy ra sự cố: Chúng tôi đã bỏ qua việc bù độ võng (crowning) trong một đợt chạy HSLA dài, cứ ngỡ rằng máy CNC sẽ “xử lý được”. Các góc ở giữa bị hở hai độ. Người vận hành đã bù đắp bằng cách tăng thêm độ sâu. Các đầu bị uốn quá mức, phần giữa vẫn nông, và một chi tiết đã bị nứt dọc theo bán kính trong nơi ứng suất đạt đỉnh.
Độ chính xác của thủy lực chỉ mang lại hiệu quả khi cấu trúc bên dưới nó được tinh chỉnh và trình tự thực hiện qua hành trình được tính toán kỹ lưỡng.
Bạn có thể ra lệnh 180 tấn. Máy sẽ cung cấp cho bạn mức đó. Kỹ năng thực sự nằm ở việc quyết định tốc độ tiếp cận, cách để áp suất tăng lên nhẹ nhàng, thời điểm giữ áp và mức độ tải trước cho bàn máy để lực di chuyển như một dòng sông êm đềm thay vì một cú đập búa.
Và nếu dòng sông đó thay đổi nhiệt độ trong một ca làm việc dài—nếu dầu loãng ra và thời gian phản hồi bị lệch—thì điều gì sẽ xảy ra với trình tự mà bạn đã lập trình cẩn thận?
Bạn đã hỏi điều gì sẽ xảy ra khi dòng sông lực lượng ấm dần lên vào giữa ca làm việc.
Đây là những gì xảy ra: góc 90 độ của bạn vào buổi sáng trở thành 92 độ vào lúc ba giờ chiều, và không ai đụng vào chương trình cả.
Dầu thủy lực không chỉ là chất bôi trơn. Nó là môi trường truyền dẫn giữa van servo và 180 tấn ram của bạn. Khi dầu lạnh lúc khởi động, độ nhớt cao hơn — chất lỏng đặc hơn, chảy chậm hơn qua các lỗ van, phản hồi của xi lanh bị chậm lại một chút. Khi máy hoạt động theo chu kỳ, dầu loãng ra. Cùng một lệnh van giờ đây di chuyển nhiều chất lỏng hơn, nhanh hơn. Điều đó làm thay đổi tốc độ tăng áp suất ở cuối hành trình và độ chặt chẽ của hệ thống khi giữ tải trọng trong nửa giây tạm dừng mà bạn đã lập trình cẩn thận để kiểm soát độ đàn hồi (springback).
Thước đo vị trí có thể vẫn đọc là ±0,01 mm.
Nhưng đường cong áp suất đưa bạn đến đó đã thay đổi.
Và điều đó có nghĩa là thép cảm nhận được một lực ép khác.
Nhiều năm trước, chúng tôi từng sử dụng máy chấn cơ 250 tấn, và sự sai lệch đồng nghĩa với việc liên kết bị mòn. Trên máy thủy lực, sai lệch thường có nghĩa là nhiệt độ.
Bắt đầu ngày mới với dầu ở 68 độ F (khoảng 20 độ C). Tốc độ tiếp cận của bạn sắc bén nhưng hơi giảm chấn; áp suất tăng lên với một độ dốc mềm. Đến giữa buổi chiều, nhiệt độ dầu tăng thêm 20 hoặc 30 độ do hoạt động liên tục. Độ nhớt giảm. Các van servo phản ứng nhanh hơn. Ram có thể đạt độ sâu như cũ, nhưng áp suất tăng sớm hơn trong vài milimet cuối của hành trình. Sự tăng áp suất sớm đó làm giảm thời gian giữ hiệu dụng dưới tải trọng ổn định — vì thép bắt đầu biến dạng dưới một đường cong dốc hơn.
Vì vậy, thời gian giữ nửa giây được tinh chỉnh cẩn thận của bạn không còn là nửa giây đó nữa.
Thêm vào đó: bàn máy nóng lên. Tấm thép dày nóng lên. Ngay cả không khí trong xưởng cũng thay đổi giữa buổi sáng và buổi chiều. Giới hạn chảy của thép thay đổi nhẹ theo nhiệt độ, và độ đàn hồi cũng theo đó. Bây giờ bạn không chỉ đối phó với dầu. Bạn đang chứng kiến một chuỗi nhiệt toàn xưởng đẩy góc uốn của bạn mở ra hoặc đóng lại một hoặc hai độ.
Đó không phải là lỗi của người vận hành.
Đó là hành vi của chất lỏng đang viết lại trình tự của bạn.
Cảnh báo suýt xảy ra sự cố: Chúng tôi từng bỏ qua việc nhiệt độ dầu tăng trong một đợt chạy AR400 dài và liên tục thêm 0,2 mm độ sâu để đuổi theo một góc hở đang dần lệch. Đến giờ thứ sáu, dầu đã nóng, phản ứng rất nhanh, và một chu kỳ đã chạm đáy mạnh hơn dự kiến — áp suất tăng vọt sớm, chi tiết bật ngược lại khi nhả ra, và tay của người vận hành vẫn đang đặt trên mặt bích để kiểm tra góc.
Vậy bạn làm gì?
Hãy làm nóng máy một cách chủ động trước khi thiết lập độ sâu cuối cùng. Hãy theo dõi nhiệt độ dầu, không chỉ góc của chi tiết. Lập trình các đường dốc áp suất có thể chịu được những thay đổi nhỏ về phản hồi thay vì các đỉnh nhọn như lưỡi dao gần điểm chết dưới. Nếu máy của bạn có hệ thống làm mát, hãy bảo trì nó — các bộ làm mát bị tắc sẽ biến các hệ thống chính xác thành trò chơi đoán mò vào buổi trưa.
Bạn không phải đang chiến đấu với thép.
Bạn đang quản lý nhiệt độ của dòng chảy.
Bây giờ bạn sẽ nói: “Được rồi. Tôi sẽ làm chậm nó lại. Giữ cho nó ổn định.”
Bản năng tốt đấy.
Tốc độ tiếp cận và tốc độ ép chậm hơn tạo ra ít nhiệt hơn trên mỗi đơn vị thời gian. Ít nhiệt hơn đồng nghĩa với độ nhớt ổn định hơn. Độ nhớt ổn định hơn đồng nghĩa với việc thời gian đóng mở van và các đường dốc áp suất của bạn hoạt động gần với những gì bạn đã lập trình lúc 8 giờ sáng. Nhưng chu kỳ chậm hơn đồng nghĩa với việc có ít sản phẩm hơn mỗi giờ. Trên giấy tờ, điều đó trông giống như sự sụt giảm năng suất.
Nhưng đây là phần mà các tờ quảng cáo thường bỏ qua: việc loại bỏ ba tấm thép cường độ cao vì các góc độ vào buổi chiều bị lệch sẽ tốn kém hơn nhiều so với việc tiết kiệm hai giây cho mỗi chu kỳ.
Nhiệt sinh ra từ dòng chảy và lực cản. Dòng chảy cao qua các khe hở van hẹp sẽ làm tăng nhiệt độ. Việc vận hành nhanh liên tục sẽ tích tụ nhiệt nhanh hơn mức mà bình chứa và bộ làm mát có thể tản ra. Khi bạn chạy hết công suất suốt cả buổi sáng, bạn đang đánh đổi sự ổn định lâu dài để lấy lưu lượng ngắn hạn.
Nếu bạn coi tất cả chúng như những chiếc búa động năng, bạn đang đánh cược những tấm thép đắt tiền vào một đường cong lực mà bạn thậm chí còn không hiểu rõ.
Đôi khi, bước đi hiệu quả nhất là giảm tốc độ ram xuống 10 phần trăm và giữ cho dầu ở phạm vi ổn định để chi tiết đầu tiên và chi tiết thứ năm mươi của bạn khớp nhau mà không cần phải điều chỉnh độ sâu.
Vậy chậm hơn có đang khiến bạn tốn kém quá nhiều không?
Hay sự trôi nhiệt đã và đang khiến bạn tốn kém nhiều hơn thế?
| Phần kết thúc | Nội dung |
|---|---|
| Tiêu đề | Nghịch lý giữa Tốc độ và Công suất: Liệu thời gian chu kỳ chậm hơn có khiến bạn tốn kém quá nhiều không? |
| Phản ứng ban đầu | “Được rồi. Tôi sẽ làm chậm nó lại. Giữ cho nó ổn định.” |
| Thông tin chi tiết ngay lập tức | Tốc độ tiếp cận và tốc độ ép chậm hơn tạo ra ít nhiệt hơn trên mỗi đơn vị thời gian. Ít nhiệt hơn đồng nghĩa với độ nhớt ổn định hơn. Độ nhớt ổn định hơn giúp thời gian đóng mở van và các đường dốc áp suất gần với các cài đặt đã lập trình hơn. |
| Nhược điểm nhận thấy | Chu kỳ chậm hơn đồng nghĩa với ít sản phẩm hơn mỗi giờ, điều này xuất hiện như sự sụt giảm năng suất trên giấy tờ. |
| Chi phí ẩn | Việc loại bỏ ba tấm thép cường độ cao do lệch góc có thể tốn kém hơn so với việc tiết kiệm hai giây mỗi chu kỳ. |
| Nguyên nhân gốc rễ của nhiệt | Nhiệt sinh ra từ lưu lượng và lực cản. Lưu lượng cao đi qua các khe hở van hẹp làm tăng nhiệt độ. Chu kỳ vận hành nhanh tích tụ nhiệt nhanh hơn mức mà bình chứa và bộ làm mát có thể tản nhiệt. |
| Rủi ro vận hành | Vận hành ở tốc độ tối đa suốt cả buổi sáng là sự đánh đổi giữa năng suất ngắn hạn với sự bất ổn định lâu dài. |
| Quan niệm sai lầm về cơ khí | Đối xử với máy móc như những chiếc búa động lực sẽ gây rủi ro làm hỏng tấm kim loại đắt tiền do không hiểu rõ về đường cong lực. |
| Khuyến nghị thực tế | Giảm tốc độ ram xuống 10% có thể giữ dầu trong phạm vi ổn định, đảm bảo tính nhất quán giữa chi tiết đầu tiên và chi tiết thứ năm mươi mà không cần điều chỉnh độ sâu. |
| Câu hỏi kết thúc | Liệu vận hành chậm hơn có thực sự khiến bạn tốn kém hơn — hay sự trôi nhiệt mới là thứ đang khiến bạn tốn kém hơn? |
Phanh servo điện không có dầu để làm loãng.
Đó là lợi thế sạch sẽ của chúng.
Các trục vít me bi được dẫn động bởi động cơ servo không “thở” theo nhiệt độ giống như chất lỏng. Độ lặp lại vị trí có thể chặt chẽ hơn vì không có biến số độ nhớt giữa lệnh và chuyển động. Đối với công việc trên vật liệu mỏng, đòi hỏi dung sai cao, rất khó để phủ nhận sự ổn định nhiệt đó.
Tuy nhiên, các hệ thống điện không mang lại khả năng tạo hình với lực ép giữa hành trình dưới tải trọng nặng như hệ thống thủy lực được tinh chỉnh tốt với khả năng kiểm soát áp suất vòng kín. Khi bạn đang uốn tấm thép dày, cường độ cao và cần tạm dừng, giữ và điều chỉnh lực ép một cách linh hoạt để quản lý độ đàn hồi trở lại (springback) mà không gây sốc cho vai khuôn, năng lượng chất lỏng vẫn cung cấp cho bạn phạm vi kiểm soát rộng hơn.
Các hệ thống lai cố gắng dung hòa sự khác biệt — truyền động điện với khả năng tạo lực thủy lực. Chúng giảm bớt một phần nhiệt, tăng cường phản hồi, nhưng chúng không loại bỏ được các định luật vật lý của chất lỏng. Dầu vẫn nóng lên. Độ nhớt vẫn thay đổi. Bạn vẫn cần làm mát và giám sát nếu bạn vận hành máy cường độ cao.
Vì vậy, không, không có cỗ máy kỳ diệu nào giúp bạn không cần phải suy nghĩ về việc truyền lực.
Chỉ có câu hỏi: công việc của bạn đòi hỏi mức độ kiểm soát nào, và bạn có đang quản lý các yếu tố vật lý đi kèm với hệ thống mà bạn đã chọn hay không?
Bởi vì dù là hệ thống điện thuần túy hay thủy lực, bạn không đạt được độ chính xác chỉ bằng cách sở hữu thương hiệu đúng trên bảng điều khiển.
Bạn đạt được điều đó bằng cách hiểu cách năng lượng di chuyển qua máy — và những gì thay đổi khi năng lượng đó nóng lên.
Bạn muốn một quy trình có thể lặp lại giúp bù đắp cho sự trôi nhiệt thay vì phải đuổi theo góc uốn sau khi nó đã hiển thị trên thước đo.
Tốt.
Đừng suy nghĩ theo kiểu “Máy chấn này có bao nhiêu tấn?” mà hãy bắt đầu suy nghĩ theo kiểu “Tôi có thể định hình và ổn định hàng tấn thép đó chính xác đến mức nào một khi thép bắt đầu phản lực lại?” Bởi vì một khi nhiệt độ dầu, nhiệt độ bàn máy và nhiệt độ vật liệu bắt đầu thay đổi, bạn không còn lập trình vị trí nữa — mà bạn đang quản lý một hệ thống lực sống.
Sự thay đổi đó không rõ ràng vì máy vẫn đạt được độ sâu trên màn hình.
Khi tôi nghe một người mua nói, “Chúng tôi đang xem xét loại 300 tấn,” tôi biết anh ta vẫn đang đi mua một chiếc búa.
Hãy đặt một câu hỏi khác: Công việc này đòi hỏi phạm vi kiểm soát là bao nhiêu?
Chấn thép mềm dày 1/8 inch với sai số ±1 độ trên khuôn rộng? Bạn cần vị trí đáy có thể lặp lại và độ chính xác của cữ chặn sau ở mức khá. Đường cong lực có thể không cần quá tinh vi và bạn vẫn sẽ làm được. Một máy chấn cơ khí với hành trình cố định có thể làm việc đó cả ngày, nhanh chóng và rẻ tiền.
Bây giờ hãy chuyển sang thép HSLA dày 3/4 inch với dung sai chặt chẽ, hoặc thép tấm AR nơi độ đàn hồi thay đổi theo mức tăng nhiệt độ dầu 10 độ. Đột nhiên bạn cần làm chậm quá trình tiếp cận, tăng áp suất trong 5 mm cuối, dừng lại dưới tải trọng và tinh chỉnh lực chấn trước khi nhả để kiểm soát độ đàn hồi. Đó là quản lý hành vi chất lỏng. Nếu cấu trúc máy của bạn không thể duy trì áp suất ổn định khi dầu loãng ra, thì “300 tấn” của bạn chỉ là một con số được sơn bên hông máy.
Cảnh báo suýt xảy ra sự cố: Chúng tôi từng có một giám sát viên mới chỉ định loại máy cơ khí công suất lớn cho thép tấm tôi cứng dày vì “nhiều tấn hơn đồng nghĩa với an toàn hơn.” Vào buổi chiều nóng nực đầu tiên vận hành, hành trình cố định đạt tải trọng tối đa quá nhanh, không thể điều chỉnh giữa hành trình và một chi tiết đã bị nứt vi mô dọc theo đường chấn. Nó vượt qua kiểm tra bằng mắt thường. Nhưng nó đã thất bại khi đưa vào sử dụng. Máy không thiếu công suất — nó thiếu khả năng kiểm soát.
Vì vậy, lăng kính đầu tiên không phải là loại máy.
Mà là băng thông kiểm soát lực cần thiết.
Hãy viết công việc ra thành ba cột: độ dày, dung sai, hậu quả của việc thất bại.
Độ dày cho bạn biết lực chấn cơ sở. Dung sai cho bạn biết phạm vi lực của bạn hẹp đến mức nào. Hậu quả cho bạn biết bạn có thể chịu đựng được sự trôi nhiệt đến mức nào trước khi phế phẩm trở thành thảm họa.
Nếu bạn đang chạy các loại giá đỡ số lượng lớn, hậu quả thấp với dung sai rộng, tốc độ của máy cơ có thể chiếm ưu thế. Chu kỳ nhanh hơn đồng nghĩa với ít vốn bị đọng lại hơn. Bạn chấp nhận một đường cong lực không tinh vi vì thép cho phép điều đó.
Nhưng đây là phần mà các tài liệu quảng cáo thường bỏ qua: khi dung sai thắt chặt hoặc hậu quả tăng lên — các bộ phận kết cấu, tấm chống mài mòn, bất cứ thứ gì mà một đường chấn bị nứt gây tốn kém tiền bạc thực sự — giá trị chuyển từ thời gian chu kỳ sang khả năng kiểm soát. Một hệ thống thủy lực với kiểm soát áp suất vòng lặp kín cho phép bạn định hình dòng chảy: điều chỉnh tốc độ tăng áp, giữ dưới tải trọng, bù đắp cho nhiệt độ dầu bằng cách sửa đổi các điểm đặt áp suất thay vì đuổi theo độ sâu.
Các hệ thống servo điện loại bỏ dầu ra khỏi phương trình, giúp ổn định nhiệt ở các loại thép mỏng hơn. Nhưng một khi bạn đã làm việc sâu với thép tấm cường độ cao và cần định hình lực chấn giữa hành trình dưới tải trọng nặng, năng lượng chất lỏng vẫn mang lại cho bạn phạm vi điều chỉnh rộng hơn — với điều kiện bạn quản lý nhiệt và lưu lượng một cách có chủ đích.
Vì vậy, bạn không chọn cấu trúc máy dựa trên số tấn.
Bạn chọn nó dựa trên mức độ mà thép được phép gây bất ngờ cho bạn.
Bây giờ chúng ta đi đến câu hỏi thực sự của bạn: làm thế nào để xây dựng một quy trình mang tính bù đắp thay vì phản ứng?
Trang bị các thiết bị đo lường cho máy. Theo dõi nhiệt độ dầu mỗi ca làm việc. Ghi lại góc, độ sâu và áp suất tại thời điểm phê duyệt sản phẩm đầu tiên. Liên kết phạm vi góc chấp nhận được với một dải nhiệt độ. Khi nhiệt độ dầu nằm ngoài dải đó, hãy điều chỉnh độ dốc áp suất hoặc thời gian giữ trước — chứ không phải độ sâu đáy. Điều đó giúp đường cong lực của bạn ổn định thay vì lún sâu hơn vào khuôn và làm thay đổi bán kính uốn.
Lập trình các chu kỳ làm nóng máy có chủ đích. Đưa hệ thống thủy lực đạt đến nhiệt độ vận hành trước khi khóa độ sâu cuối cùng. Sự ổn định là ưu tiên hàng đầu, sản xuất là thứ hai.
Tiêu chuẩn hóa tốc độ. Tránh việc chạy hết công suất vào buổi sáng và chạy chậm chạp vào buổi chiều. Lưu lượng dòng chảy tạo ra nhiệt. Nhiệt làm thay đổi độ nhớt. Độ nhớt làm thay đổi phản ứng áp suất. Bạn không thể có một đường cong lực có thể lặp lại với đầu vào nhiệt khác nhau mỗi giờ.
Đào tạo người vận hành tư duy theo hướng hành vi áp suất, không chỉ là kết quả góc uốn. Khi góc uốn bị mở ra, hãy tự hỏi: nhiệt độ dầu có tăng không? Thời gian giữ có thực sự bị rút ngắn do áp suất tích tụ sớm hơn không? Tư duy đó biến việc xử lý sự cố từ phỏng đoán thành vật lý học.
Bạn cần ghi nhớ một điều: hãy ngừng hỏi một chiếc máy chấn có bao nhiêu tấn và bắt đầu hỏi bạn có thể kiểm soát chính xác bao nhiêu tấn đó khi thép bắt đầu chống lại lực ép.
Bởi vì một khi bạn nhìn nhận cỗ máy như một dòng chảy lực có thể kiểm soát thay vì một chiếc búa động năng, mọi quyết định — từ mua sắm, lập trình, đến vận hành — đều sẽ thay đổi hình thái.


















