

Er hatte eine vier Fuß lange Aluminiumpaneele in einem Schraubstock eingespannt, zwei Verlängerungsrohre über die Griffe eines manuellen “Werkstattbiegers” geschoben. Der erste Zug sah gut aus. Beim zweiten Zug hinkte die Paneele hinter der Klemme zurück, bog sich in der Mitte und schnappte dann nach oben, wobei sie ihn am Unterarm traf.
Er dachte, er bräuchte mehr Hebelkraft.
Was er brauchte, waren andere physikalische Grundlagen.
Sie haben an Rohr gelernt. Jeder tut das. Ein Rohrbieger greift einen runden Abschnitt, hält ihn in einer Matrize und rollt ihn durch einen kontrollierten Radius. Das Material wird von allen Seiten gehalten. Die Belastung wickelt sich um die Kurve.
Flaches Blech hat diesen Luxus nicht.
Wenn Sie versuchen, eine 36 Zoll breite Paneele mit einem Klemmen-und-Ziehen-Werkzeug zu biegen, verteilt sich die Kraft ungleichmäßig über die Breite. Die Kanten bewegen sich zuerst. Die Mitte hinkt nach. Dieses Nachhinken ist der Grund, warum das Aluminium nach oben schnellte wie eine Blattfeder, die sich an einer Lkw-Achse entlädt.
[Lehrlingsregel] Wenn sich das Material verdrehen kann, wird es sich zuerst verdrehen, bevor es sich biegt.
Testen Sie das immer zuerst an Reststücken.
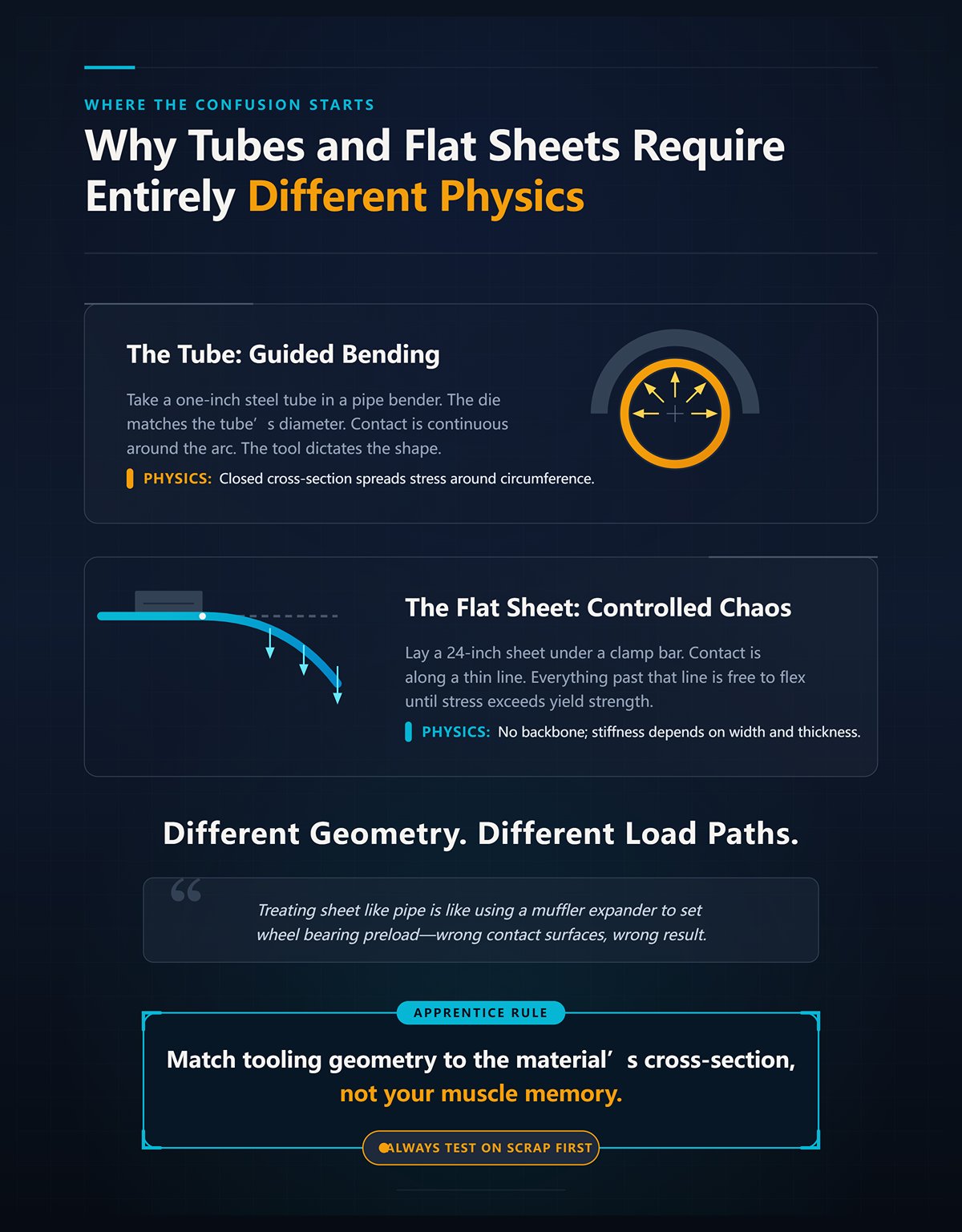
Nehmen Sie ein ein Zoll starkes Stahlrohr in einem Rohrbieger. Die Matrize entspricht dem Durchmesser des Rohrs. Der Kontakt ist über den gesamten Bogen hinweg kontinuierlich. Das Werkzeug bestimmt die Form.
Jetzt legen Sie ein 24 Zoll breites Blech unter eine Klemmleiste. Sie berühren es entlang einer dünnen Linie. Alles jenseits dieser Linie kann sich frei durchbiegen, bis die Spannung die Streckgrenze überschreitet. Das ist kein geführtes Biegen. Das ist kontrolliertes Chaos.
Ein Rohr widersteht der Verformung, weil sein geschlossener Querschnitt die Spannung um den Umfang verteilt. Ein flaches Blech hat kein solches Rückgrat; seine Steifigkeit hängt von Breite und Dicke ab, und über große Spannweiten verhält es sich wie ein Sprungbrett.
Andere Geometrie. Andere Kraftverläufe.
Ein Blech wie ein Rohr zu behandeln ist, als würde man einen Schalldämpferausdehner benutzen, um das Radlager-Vorspannen einzustellen – falsche Kontaktflächen, falsches Ergebnis.
[Lehrlingsregel] Passen Sie die Werkzeuggeometrie dem Querschnitt des Materials an, nicht Ihrem Muskelgedächtnis.
Testen Sie das immer zuerst an Reststücken.
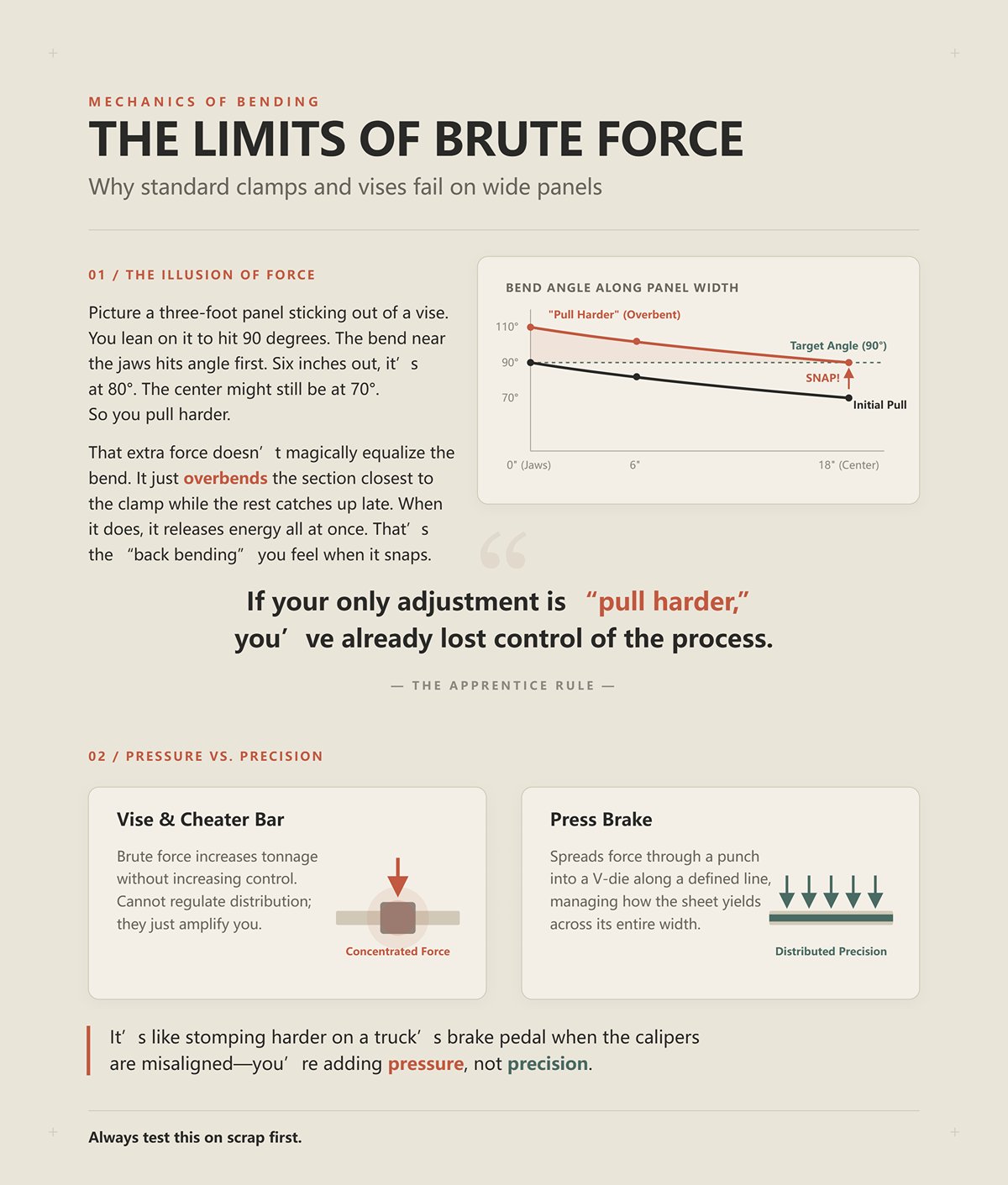
Stellen Sie sich eine drei Fuß lange Paneele vor, die aus einem Schraubstock herausragt. Sie lehnen sich dagegen, um 90 Grad zu erreichen. Die Biegung nahe den Backen erreicht zuerst den Winkel. Sechs Zoll weiter draußen sind es 80 Grad. Die Mitte könnte noch bei 70 liegen. Also ziehen Sie stärker.
Diese zusätzliche Kraft gleicht die Biegung nicht magisch aus. Sie überbiegt nur den Abschnitt, der der Klemme am nächsten ist, während der Rest verzögert nachkommt. Wenn das passiert, wird die Energie auf einmal freigesetzt. Das ist das “Rückbiegen”, das man spürt, wenn die Paneele nach oben schnellt.
Brute Force erhöht die Tonnage, ohne die Kontrolle zu verbessern. Eine Abkantpresse verteilt die Kraft über einen Stempel in eine V-Matrize entlang einer definierten Linie und steuert, wie das Blech über seine gesamte Breite hinaus nachgibt. Ein Schraubstock und eine Verlängerungsstange können diese Verteilung nicht regulieren; sie verstärken nur deine Kraft.
Es ist, als würdest du fester auf das Bremspedal eines LKW treten, wenn die Bremssättel falsch ausgerichtet sind – du erhöhst den Druck, nicht die Präzision.
[Lehrlingsregel] Wenn deine einzige Anpassung “stärker ziehen” lautet, hast du die Kontrolle über den Prozess bereits verloren.
Testen Sie das immer zuerst an Reststücken.
Hör auf, “falten” zu sagen. Dieses Wort täuscht dich.
Du faltest keine Wäsche. Du treibst einen Stempel in eine Matrize, zwingst das Material, seinen Streckpunkt entlang einer kontrollierten Achse zu überschreiten, und berücksichtigst den Rückfederungseffekt – die Neigung des Metalls, sich nach dem Entlasten zu entspannen. Diese Entspannung wird gemessen, vorhergesagt und kompensiert.
Wenn Werkstätten Genauigkeit anstreben – einrastende Laschen, ineinandergreifende Paneele, Teile, die sich ohne Befestigungsmittel zusammenfügen – erzwingen sie keine Biegungen mit Muskelkraft. Sie konstruieren die Geometrie so, dass jede Biegung innerhalb von Tausendstelmillimetern liegt. Das gelingt nur, wenn die Kraft über abgestimmte Werkzeuge übertragen wird – nicht über Unterarme und Hoffnung.
Der kognitive Wandel ist folgender: Kraft erzeugt keine Genauigkeit. Geometrie schon.
Und sobald du das erkennst, lautet die eigentliche Frage nicht, wie stark du ziehen kannst.
Sondern wie Stempel und Matrize diese Kraft tatsächlich steuern.
Ich lege einen Streifen aus 1/8-Zoll Baustahl in eine 1-Zoll-V-Matrize und fahre einen Stempel mit 0,060-Zoll-Radius hinunter, bis die Tiefenanzeige 0,500 Zoll zeigt. Der Winkel kommt mit 90 Grad aus der Matrize. Ich rühre die Druckeinstellung nicht an. Ich wechsle nur die Unterwerkzeugöffnung auf 1,5 Zoll und bewege die gleiche Tiefe.
Der Winkel öffnet sich auf etwa 94 Grad.
Gleiches Material. Gleicher Stempel. Gleiche Maschine. Unterschiedliche Geometrie, unterschiedliches Ergebnis. Wenn das also kein Zusammendrücken wie in einem Schraubstock ist – was passiert hier tatsächlich?
Beobachte die Kontaktpunkte.
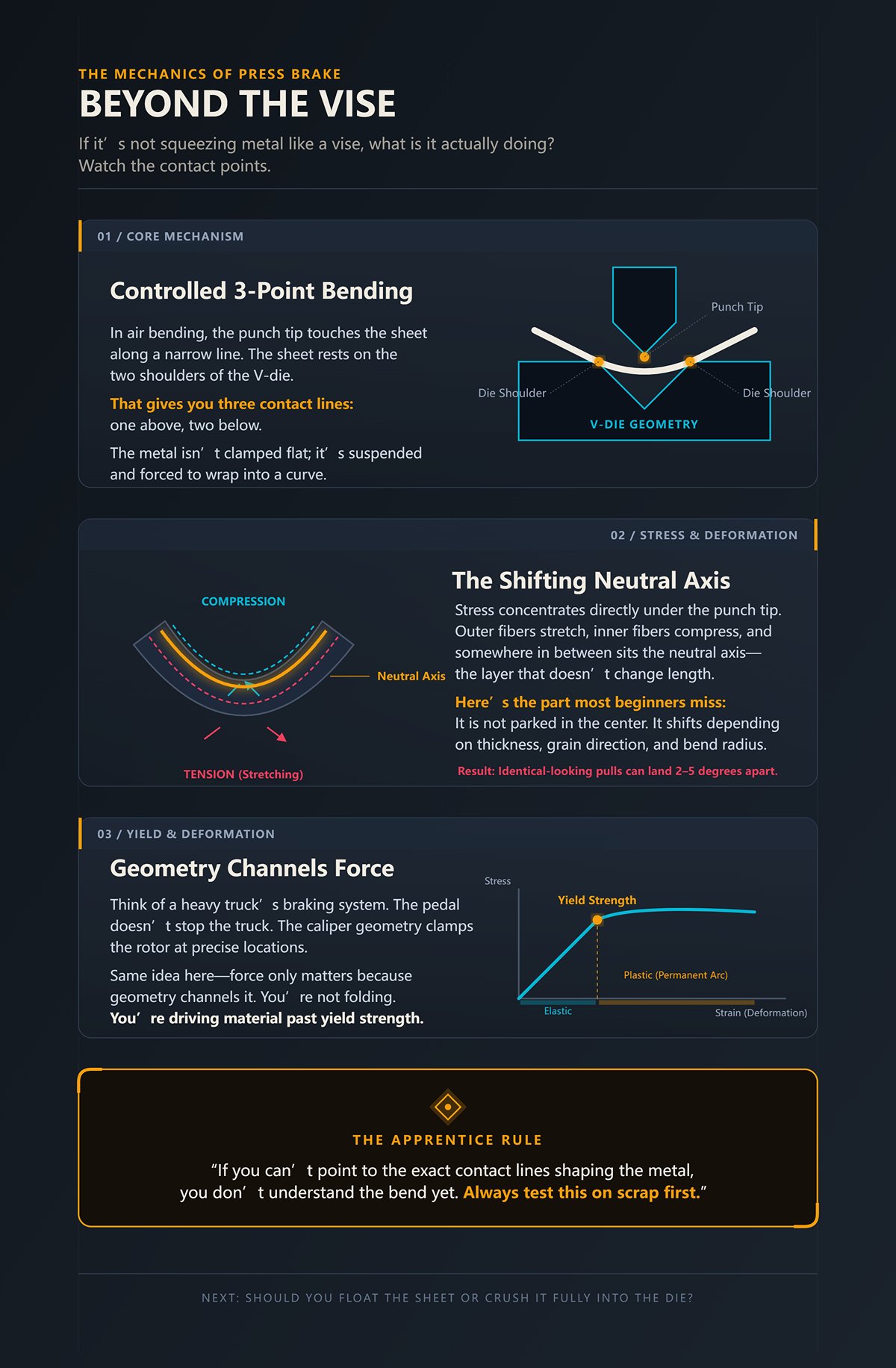
In einer Abkantpresse berührt die Stempelspitze das Blech entlang einer schmalen Linie. Das Blech liegt beim Luftbiegen auf den beiden Schultern der V-Matrize auf. Das ergibt drei Kontaktlinien – eine oben, zwei unten. Das Metall zwischen diesen Linien wird nicht flach eingespannt; es ist aufgehängt und wird beim Absenken des Stempels gezwungen, sich zu einer Kurve zu formen.
Das ist keine Kompression wie eine Schraubstockbacke. Das ist kontrolliertes Drei-Punkt-Biegen.
Die Spannung konzentriert sich direkt unter der Stempelspitze. Während der Stempel nach unten drückt, dehnen sich die äußeren Fasern des Blechs (Zug), die inneren Fasern werden gestaucht (Druck), und irgendwo dazwischen liegt die neutrale Achse – die Schicht, die ihre Länge nicht verändert. Hier ist der Teil, den die meisten Anfänger übersehen: Diese neutrale Achse verschiebt sich je nach Dicke, Walzrichtung und Biegeradius. Sie befindet sich nicht in der Mitte wie eine aufgemalte Linie.
Diese Verschiebung ist der Grund, warum zwei scheinbar identische Biegungen beim Luftbiegen um 2–5 Grad voneinander abweichen können, wenn man das Materialverhalten nicht berücksichtigt.
Stell dir das wie das Bremssystem eines schweren Lkw vor. Das Pedal hält den Lkw nicht an. Die Geometrie des Bremssattels klemmt den Rotor an präzisen Stellen, wodurch Kraft in kontrollierte Reibung umgewandelt wird. Die Form und Position der Beläge bestimmen, wie sich die Kraft verteilt. Dasselbe Prinzip gilt hier – Kraft ist nur relevant, weil die Geometrie sie lenkt.
Nein, du faltest nicht. Du treibst das Material über seine Streckgrenze hinaus – eine dauerhafte Verformung – entlang eines definierten Bogens, der durch den Stempelradius und die Gesenkbreite bestimmt wird.
[Lehrlingsregel] Wenn du nicht genau die Kontaktlinien benennen kannst, die das Metall formen, hast du die Biegung noch nicht verstanden. Teste das immer zuerst an Ausschussmaterial.
Aber sobald du erkennst, dass es sich um eine Dreipunktbiegung handelt, kommt die nächste Frage sofort: Solltest du das Blech zwischen diesen Punkten frei liegen lassen – oder es vollständig ins Gesenk drücken?
Nimm 14-Gauge Baustahl. Beim Luftbiegen mit einem Standardverhältnis von 8× Materialdicke für die V-Öffnung (etwa eine 1-Zoll-V-Öffnung bei 0,075 Zoll Material) brauchst du ungefähr 15–20 Tonnen pro Fuß, um 90 Grad zu erreichen. Wechselst du zum Durchdrücken – wobei der Stempel das Material vollständig in die V-Kavität zwingt – kann die benötigte Presskraft auf 60–100 Tonnen pro Fuß steigen.
Vier- bis achtmal mehr Belastung.
Warum? Beim Durchdrücken werden nicht nur die äußeren Fasern über die Streckgrenze gebracht. Fast die gesamte Biegezonen wird plastisch verformt, um dem Gesenkwinkel zu entsprechen. Du formst den Winkel nicht mehr über die Eindringtiefe – du prägst die Geometrie des Gesenks direkt ins Blech ein.
Beim Durchdrücken werden Routinetoleranzen von ±0,5 Grad erreicht. Beim Luftbiegen liegt man eher bei ±2 Grad, sofern keine Kompensation eingestellt ist. Klingt, als wäre Durchdrücken die Methode für Anfänger.
Bis du ein 0,040-Zoll-Alublech reißt, weil du seine Dehnungsgrenze überschritten hast.
Durchdrücken erzeugt engere Winkeltoleranzen, aber es nimmt jede Fehlertoleranz weg. Jede Dickenabweichung, jede Richtungsänderung der Körnung, jeder Lastspitzenwert wird durch die höhere Kraft vervielfacht. Dünne Bleche und weiche Legierungen verzeihen nicht – sie reißen.
Luftbiegen hingegen formt den Winkel, indem die Stempeltiefe relativ zur Gesenkbreite gesteuert wird. Das Blech berührt nur an drei Punkten. Weniger Tonnage. Mehr Anpassungsfähigkeit. Aber der Winkel hängt nun stark von gleichmäßigen Materialeigenschaften und präziser Tiefensteuerung ab.
Für einen Anfänger lehrt Luftbiegen Kontrolle. Durchdrücken bestraft Raten.
Es ist der Unterschied zwischen dem feinfühligen Dosieren des Bremsdrucks bei einer Bergabfahrt und dem Durchtreten des Pedals, in der Hoffnung, dass ABS dich rettet. Das eine baut Gefühl auf. Das andere setzt Perfektion voraus.
[Lehrlingsregel] Lerne zuerst das Luftbiegen; es zwingt dich, Tiefe, Gesenkbreite und Materialverhalten zu verstehen, statt dich hinter der reinen Presskraft zu verstecken. Teste das immer zuerst an Ausschussmaterial.
Aber Luftbiegen eröffnet ein weiteres Problem, das du nicht ignorieren kannst: Warum verändert sich der Endwinkel, wenn du die V-Öffnung einfach verbreiterst, obwohl sich die Stempeltiefe kaum bewegt?
| Thema | Details |
|---|---|
| Frage | Luftbiegen versus Durchdrücken: Welche Methode bietet einem Anfänger die meiste Kontrolle? |
| Materialbeispiel | 14-Gauge Baustahl (0,075 Zoll dick) |
| Luftbiege-Einrichtung | Standardverhältnis 8× Materialdicke für die V-Öffnung (≈1-Zoll V-Gesenk) |
| Luftbiege-Tonnage | ~15–20 Tonnen pro Fuß, um 90° zu erreichen |
| Grundbiege-Tonnage | ~60–100 Tonnen pro Fuß |
| Lastunterschied | Beim Grundbiegen ist eine 4–8× höhere Belastung erforderlich |
| Grund für höhere Belastung | Beim Grundbiegen wird nahezu die gesamte Biegezone plastisch verformt, um dem Matrizenwinkel zu entsprechen |
| Umformmechanismus | Luftbiegen: Winkel wird durch Tiefenkontrolle gebildet; Grundbiegen: Matrizenform wird in das Blech eingeprägt |
| Winkelgenauigkeit | Grundbiegen: ±0,5°; Luftbiegen: typischerweise ±2° ohne Kompensation |
| Risiko beim Grundbiegen | Höhere Belastung verstärkt Dickenabweichungen, Unterschiede in der Kornrichtung und Spitzen im Tonnagebedarf |
| Materialempfindlichkeit | Dünne Bleche und weiche Legierungen (z. B. 0,040 Zoll Aluminium) können reißen, wenn die Dehnungsgrenze überschritten wird |
| Nachgiebigkeit | Grundbiegen: geringe Nachgiebigkeit; Luftbiegen: anpassungsfähiger |
| Blechkontaktpunkte | Beim Luftbiegen berührt das Blech die Werkzeuge an drei Punkten |
| Steuerfaktoren (Luftbiegen) | Hängt von gleichmäßigen Materialeigenschaften und präziser Tiefenkontrolle ab |
| Lernwirkung | Luftbiegen lehrt Kontrolle; Bodenpressen bestraft Raten |
| Analogie | Luftbiegen: Bremsdruck bergab modulieren; Bodenpressen: Pedal durchtreten und dem ABS vertrauen |
| Lehrlingsregel | Lerne zuerst das Luftbiegen; verstehe Tiefe, Matrizenbreite und Materialverhalten |
| Beste Praxis | Immer zuerst an Ausschussmaterial testen |
| Offene Frage | Warum verändert eine breitere V-Matrize den Endwinkel, selbst wenn sich die Stichtiefe kaum ändert? |
Lege 0,125-Zoll-Stahl in eine V-Matrize, die 8-mal so breit ist wie die Materialdicke – also 1 Zoll. Biege auf 90 Grad. Miss den Innenradius. Du erhältst ungefähr 0,160 Zoll, plus/minus.
Lege nun dasselbe Blech in eine 12×-Matrize – 1,5 Zoll breit. Gleicher Stempelradius. Gleicher Zielwinkel.
Dein Innenradius vergrößert sich. Deine benötigte Stichtiefe ändert sich. Und dein Rückfederungsverhalten nimmt zu.
Warum?
Weil die Matrizenbreite bestimmt, wie weit die unteren Kontaktpunkte voneinander entfernt sind. Eine breitere V-Öffnung bedeutet, dass das Blech eine längere Strecke zwischen den Auflagen überspannt. Das verringert die Biegeintensität pro Tiefeneinheit und erzeugt einen größeren Innenradius. Ein größerer Radius bedeutet weniger Spannungskonzentration, was beeinflusst, wie stark sich das Material nach der Entlastung elastisch zurückverformt.
Die alte Werkstattregel – V-Öffnung entspricht dem 8- bis 12-fachen der Materialdicke – existiert, weil sie die Anforderungen an Presskraft, Innenradius und Rissrisiko ausgleicht. Eine zu enge Matrize erhöht die Presskraft und gefährdet die äußeren Fasern. Eine zu breite Matrize vergrößert Radius und Winkelvariabilität.
Das ist Geometrie, die die Spannungsverteilung bestimmt. Du wählst den Hebelarm zwischen den beiden Matrizenauflagen. Dieser Hebelarm definiert, wie sich die Stempelkraft in ein Biegemoment auflöst – die Drehkraft, die das Blech tatsächlich krümmt.
Ändere den Hebelarm, ändere das Moment. Ändere das Moment, ändere den Winkel.
Stell dir vor, du passt die Spurweite eines Bulldozers an. Verbreitere die Standbreite und die Art, wie die Last durch das Fahrgestell übertragen wird, verändert sich. Gleicher Motor. Andere Geometrie. Anderes Verhalten.
[Lehrlingsregel] Wähle deine V-Matrize zuerst basierend auf der Dicke und dem Material; der Winkel ergibt sich aus dieser Entscheidung – nicht aus dem bloßen Durchtreten des Pedals. Teste dies immer zuerst an Reststücken.
Jetzt denkst du wie ein Fertiger. Aber selbst mit dem perfekten V-Verhältnis, selbst mit geometrisch mustergültiger Stempelgestaltung, öffnet sich dein 90° zu einem 82°, sobald der Stößel hochfährt.
Biege einen Streifen aus 4140 legiertem Stahl in der Luft auf 90 Grad. Lasse den Stößel los.
Er federt zurück auf 100 Grad.
Das ist kein Fehler. Das ist elastische Rückstellung.
Wenn du Metall biegst, gibt nur der äußere Teil der Dicke dauerhaft nach. Der innere Teil kann sich noch im elastischen Bereich befinden – was bedeutet, dass er in seine ursprüngliche Form zurückkehren will, sobald die Last entfernt wird. Werkstoffe mit hoher Streckgrenze wie 4140 widerstehen der dauerhaften Verformung stärker als Baustahl. Deshalb federn sie mehr zurück – manchmal über 10 Grad beim Luftbiegen.
Selbst mit einem idealen V-Matrizen-Verhältnis von 8–12×.
Deshalb biegen erfahrene Bediener bewusst über. Wenn du 90 Grad in 4140 brauchst und mit 10 Grad Rückfederung rechnest, gehst du auf 80. Nicht durch Raten – durch Testen und Aufzeichnen.
Hier werden Anfänger verbrannt: Rückfederung verstärkt Fehler bei Teilen mit mehreren Biegungen. Verfehlst du die erste Biegung um 2 Grad, gleichst die zweite schlecht aus, und die Laschenausrichtung kann schnell außerhalb der Toleranz geraten. Die Geometrie legt das Potenzial fest. Die Streckgrenze des Materials übernimmt das Ergebnis, wenn du sie ignorierst.
Es ist wie das falsche Einstellen der Bremsbalance bei einem beladenen Fahrzeug. Das System funktioniert, aber die Gewichtsverlagerung beim Bremsen verändert alles. Ignoriere diese Verschiebung und du rutschst, wo du dachtest, du hättest Kontrolle.
Rückfederung ist gespeicherte elastische Energie, die freigesetzt wird, wenn der Lastpfad verschwindet. Wenn du diese Freisetzung nicht einplanst, wird dich deine “perfekte” Geometrie nicht retten.
[Lehrlingsregel] Bestimme die Rückfederung immer experimentell für jedes Material und jede Dicke, bevor du Produktionsteile bearbeitest. Teste dies immer zuerst an Reststücken.
Und sobald du verstehst, dass Geometrie den Spannungsverlauf definiert und Rückfederung die Korrektur bestimmt, tritt die nächste harte Wahrheit zutage:
Was passiert, wenn die Maschine selbst diese Kraft nicht gleichmäßig über die Länge der Biegung liefern kann?
Ich habe gesehen, wie eine 10-Fuß-Abkantpresse versuchte, in Viertelzoll Baustahl 90 Grad zu bringen. Die Kanten erreichten den Winkel. Die Mitte blieb fast drei Grad offen. Der Bediener erhöhte den Druck. Beim zweiten Versuch wurden die Enden übergebogen, die Mitte hinkte immer noch hinterher, und als der Stößel hochfuhr, sah das Paneel aus wie ein flaches Kanu.
Das passiert, wenn die Maschine nicht gleichmäßige Presskraft über die Länge liefern kann: Der Stößel biegt sich. Stahlrahmen dehnen sich. Die Mitte des Betts erfährt weniger effektive Kraft als die Kanten. Bei langen Biegungen – alles über fünf Fuß – kann man 0,010 bis 0,020 Zoll vertikale Durchbiegung in der Mitte bei einer mittelgroßen Presse sehen. Das klingt winzig, bis man sich daran erinnert, dass der Winkel beim Luftbiegen von der Eindringtiefe abhängt. Ein paar Tausendstel Unterschied bei der Eindringung führen zu Gradfehlern im Winkel.
Mehr Leistung behebt diese Geometrie nicht. Sie übertreibt sie oft. Du leitest Kraft in eine Struktur, die sich unter Last durchbiegt.
Stell es dir wie einen schweren Lastwagen vor, der bergab bremst: Wenn sich der Rahmen unter Last verdreht, wird stärkeres Treten des Pedals das Fahrgestell nicht begradigen; es blockiert nur die Räder ungleichmäßig.
Bevor du also anfängst, nach Tonnage zu suchen, musst du verstehen, gegen was diese Tonnage tatsächlich kämpft.
Richte 0,250 Zoll Baustahl, 10 Fuß lang, mit Luftbiegung in einer korrekt bemessenen V-Matrize ein. Mit einer Standardformel für Luftbiegung – P ≈ 650 × S² × L / V – landest du bei etwa 150–170 Tonnen für diese Länge. Diese Formel setzt Luftbiegung, ein 8× Matrizenverhältnis und eine Sicherheitsmarge voraus.
Wechsle nun nichts außer dem Material auf Edelstahl derselben Dicke.
Dein erforderliches Tonnenmaß steigt um etwa das 1,5-fache. Nicht, weil es dicker ist. Sondern weil die Zugfestigkeit – die Spannung, die erforderlich ist, um die äußersten Fasern dauerhaft zu verformen – höher ist. Die Dicke bestimmt das Widerstandsmoment, den geometrischen Widerstand gegen Biegung. Die Zugfestigkeit bestimmt, wie widerspenstig das Material gegenüber Fließen ist.
Dicke ist Hebelwirkung. Stärke ist Haltung.
Anfänger fixieren sich auf Stärkentabellen und ignorieren die Streckgrenze. So landen sie mit zu wenig Leistung bei hochfesten Legierungen oder mit viel zu viel bei weichem Aluminium. Aluminium benötigt etwa 0,55× der Tonnage von Baustahl bei gleicher Dicke. Wenn du “zur Sicherheit” zu hoch schätzt, erhöhst du nicht die Genauigkeit – du erhöhst die Belastung für Werkzeuge und Rahmen.
Hier schnappt die Falle zu: Diese Formel setzt Luftbiegung voraus. Wenn du dasselbe Viertelzoll-Blech unten presst oder prägst, um einen engen Innenradius zu erzwingen, kann sich die Tonnage vervierfachen – über 600 Tonnen für 10 Fuß. Gleiche Dicke. Gleiche Länge. Andere Formmethode. Was sich geändert hat, war nicht das Blech. Es war die Kontaktbedingung.
Was er brauchte, waren andere physikalische Grundlagen.
[Lehrlingsregel] Berechne die Tonnage basierend auf Dicke, Zugfestigkeit, Länge, Matrizenbreite und Formmethode – niemals allein auf Dicke. Teste dies immer zuerst an Schrott.
Aber selbst wenn deine Berechnung exakt ist, kommen lange Biegungen in der Mitte trotzdem weiter geöffnet heraus. Warum?
Führe eine sechs Fuß lange Biegung auf einer Maschine ohne Krönung aus. Miss den Winkel an beiden Enden und in der Mitte. Es ist üblich, dass die Mitte 1–3 Grad offener ist, abhängig von der Last. Das ist Durchbiegung von Stößel und Bett unter Tonnage.
Stahl befolgt das Hooke’sche Gesetz im elastischen Bereich: Spannung erzeugt proportionale Dehnung. Dein Bremsrahmen ist eine riesige Feder. Unter Last wölbt er sich in der Mitte nach oben. Der Stempel dringt an den Enden tiefer ein, weil der Rahmen dort von den Seitengehäusen gestützt wird. Die Mitte hängt durch.
Krönung ist eine gezielte Gegenwölbung. Mechanische Keile oder Hydrauliksysteme drücken das Bett in der Mitte vor oder während des Hubs nach oben, sodass unter Last alles eben wird. Du vorspannst die Maschine, um ihre eigene Durchbiegung auszugleichen.
Ohne Krönung kompensieren Bediener falsch. Sie erhöhen die Tonnage. Das vertieft den Eindringwinkel zuerst an den Kanten – dort, wo die Struktur am steifsten ist – während die Mitte weiterhin zu wenig bekommt. Du jagst den Winkel mit Druck und endest mit überbogenen Enden und einer offenen Mitte.
Es ist, als würdest du die Bremsbeläge eines Lastwagens ungleichmäßig unterlegen: Mehr Pedalkraft gleicht den Kontakt nicht aus; sie überhitzt nur die engen Stellen.
Digitale Steuerungen berücksichtigen inzwischen Kosinuskorrekturen, Materialfaktoren und Sicherheitsmargen und erreichen oft eine Genauigkeit von ±2%. Aber selbst perfekte Tonnageberechnungen ignorieren die Rahmendurchbiegung, wenn die Krönung nicht richtig eingestellt ist. Berechnung ohne Ausgleich ist nur eine halbe Lösung.
[Lehrlingsregel] Für Biegungen über fünf Fuß: Stelle die Krönung ein, bevor du den Druck einstellst; gleiche den Ausgleich der berechneten Tonnage an, nicht durch Schätzung. Teste dies immer zuerst an Schrott.
Und wenn du das ignorierst und einfach weiter die Kraft erhöhst, was bricht zuerst?
Es ist nicht das Blech.
Ich habe gesehen, wie ein segmentierter Stempel sauber über den Radius hinweg gerissen ist, weil jemand eine dicke Platte in einer Matrize für Luftbiegen auf Anschlag gebracht hat. Die Maschine war “groß genug”. Das Werkzeug nicht.
Werkzeuge haben eine Tonnage-pro-Fuß-Bewertung. Überschreitest du diese, übersteigt die Kontaktspannung an der Stempelspitze oder der Schultern der Matrize die Grenzen von gehärtetem Stahl. Mikrorisse entstehen. Eines Tages hörst du einen scharfen Knall statt eines hydraulischen Summens. Danach kehrst du Karbidchips auf.
Und wenn das Werkzeug überlebt, absorbieren die Ram-Lager und Seitenrahmen den Überschuss. Wiederholte Überlastung dehnt Zugstangen und wirft die Parallelität aus dem Lot. Jetzt hast du eine permanente Ungenauigkeit in die Maschine eingebaut.
Mehr Leistung bringt keine Präzision. Sie beschleunigt den Verschleiß, wenn du das schwächste Glied im Lastpfad nicht respektierst.
Stell dir vor, du fährst mit einer Bulldozer-Schaufel bei Vollgas in Felsgestein: Der Motor könnte das verkraften, aber die Schneidkante und Befestigungsbolzen bekommen die Schläge ab.
[Regel für Auszubildende] Überschreite niemals die Tonnage-pro-Fuß-Bewertung deines Stempels und deiner Matrize; das Werkzeug versagt in der Regel, bevor die Presse es tut. Teste dies immer zuerst an Ausschussmaterial.
Also, wie vermeidest du diese Falle vor dem ersten Hub?
Beginne mit vier fest notierten Eingaben, nicht geraten:
Für Luftbiegen von Weichstahl verwende die Standardabschätzung angepasst an deine Matrizenbreite. Wende Materialfaktoren an: etwa 1,5× für Edelstahl, ungefähr 0,55× für Aluminium. Füge eine 20% Sicherheitsmarge hinzu – bleibe aber innerhalb der Werkzeugbewertung.
Wenn du planst, anzuschlagen oder zu prägen, multipliziere entsprechend. Erwarte ein Mehrfaches der Luftbiegetonnage. Das ist nicht optional; das ist Physik durch vergrößerte Kontaktflächen und plastische Verformung durch die volle Dicke.
Dann prüfe zwei weitere Dinge, bevor du den Zyklus startest:
Moderne Schätzfunktionen in CNC-Steuerungen berechnen Kosinuswinkelkorrekturen und Sicherheitsfaktoren schneller und genauer als Kopfrechnen. Nutze sie. Aber überprüfe, dass die Ausgabe die Tonnen-pro-Fuß-Grenze deines Werkzeugs respektiert und dass für lange Biegungen die Bombierung aktiviert ist.
Schreibe die Zahl auf. Vergleiche sie mit der Maschinen- und Werkzeugbewertung. Erst dann legst du das Blech ein.
Präzision beim Biegen entsteht durch berechnete Kraft, die über abgestimmte Geometrie wirkt – nicht durch den Besitz der größten Hydraulikpumpe im Gebäude. Als Nächstes gehen wir Schritt für Schritt durch, wie man die erste Biegung einrichtet, damit Mathematik, Werkzeugauswahl und Maschine einig sind, bevor der Stahl sich auch nur im Geringsten verformt.
Ein Auszubildender, den ich einmal geschult habe, schob ein 10‑Fuß‑Stück 11‑Gauge‑Baustahl an die Abkantpresse, spannte zufällig eine 1/2‑Zoll‑V‑Matrize ein, peilte ein 90‑Grad‑Ergebnis an und sagte: “Der erste Zug sah gut aus.” Die Lasche maß 1,000 Zoll am linken Ende, 0,965 in der Mitte und 1,015 am rechten. Der Winkel wich über die Länge um anderthalb Grad ab. Er hatte nichts kaputtgemacht. Er hatte nur drei kleine Einrichtungsfehler auf korrekte Tonnageberechnung aufaddiert.
Die Maschine tat genau das, was ihr die Geometrie vorgab.
Du weißt bereits, dass Kraft und Bombierung berechnet werden müssen, bevor sich der Stahl plastisch verformt. Jetzt wirst du sehen, dass Werkzeuggeometrie und Hinteranschlagposition festgelegt sein müssen, bevor dein Fuß überhaupt über das Pedal schwebt – denn sobald der Stempel das Blech berührt, übernimmt die Physik, und sie verhandelt nicht. Denk an die Abkantpresse wie an das Bremssystem eines beladenen Lkw: Pedaldruck ist wichtig, aber wenn Beläge und Trommeln nicht zusammenpassen, hältst du nicht gerade an.
Hier ist der Arbeitsablauf, der dich aus dem Graben hält.
Lege ein Stück 0,125‑Zoll‑ (1/8″‑) Baustahl auf die Werkbank. Du willst eine saubere 90°‑Biegung mit einem Innenradius von etwa 0,125 Zoll. Dein erster Impuls ist, die kleinste V‑Matrize zu greifen, die du finden kannst, um diese enge Ecke “zu erzwingen”.
Langsam.
Beim Luftbiegen wird der Innenradius nicht durch die Stempelspitze bestimmt. Er wird größtenteils durch die Breite der V‑Öffnung beeinflusst. Eine gängige Faustregel für Baustahl lautet:
Für 0,125‑Zoll‑Material ist also eine 1,0‑Zoll‑V‑Matrize (8×) typisch. Das ergibt einen Innenradius von etwa 0,16 Zoll. Nicht messerscharf. Aber vorhersagbar.
Nehmen wir nun an, du ignorierst das und wählst eine 0,375‑Zoll‑V‑Matrize (3× Materialstärke), um einen 0,06‑Zoll‑Radius zu erreichen. Zwei Dinge passieren:
Werkzeugleitfäden warnen davor, bei allgemeinem Luftbiegen schmaler als etwa 5× Materialstärke zu gehen. Darunter befindest du dich nicht mehr im stabilen, vorhersehbaren Luftbiegebereich. Du näherst dich dem Bereich des Aufsetzbiegens und überlastest das Werkzeug.
So reißen Stempel. Nicht durch eine heroische Biegung, sondern durch wiederholte Überlastung über ihre Tonnen‑pro‑Fuß‑Bewertung hinaus.
[Lehrlingsregel] Wähle die V‑Öffnung zuerst basierend auf Materialstärke und Biegeverfahren; akzeptiere den Radius, den die Geometrie dir vorgibt, bevor du mit roher Gewalt einem schärferen Winkel nachjagst. Teste das immer zuerst an Ausschussmaterial.
Wenn die Zeichnung wirklich einen scharfen Innenradius gleich der Materialdicke oder kleiner vorschreibt, “schummelt” man nicht mit einer winzigen V‑Öffnung. Man geht entweder auf Anschlag mit Werkzeug, das für diese Belastung ausgelegt ist, prägt mit einer dafür dimensionierten Maschine oder ändert das Design. Was sich geändert hat, ist nicht Ihr Ehrgeiz. Es ist die Kontaktbedingung – Luftbiegen versus Anschlagen – und das verändert die Berechnung der Tonnage völlig.
Also, wenn der Stempelradius und die Matrizenbreite festgelegt sind, was verhindert, dass dieser 1,000‑Zoll‑Schenkel über zehn Fuß um 0,035 wandert?
Schieben Sie dasselbe 0,125‑Zoll‑Blech in die Matrize und stellen Sie den Hinteranschlag auf 1,000 Zoll ein. Sie messen von der Matrizen‑Mittellinie zu den Anschlagfingern. Gut.
Jetzt prüfen Sie Ihre Matrize: 1,0‑Zoll‑V‑Öffnung.
Hier ist die Falle. Die minimale Schenkellänge für eine Standard‑V‑Matrize muss im Allgemeinen mehr als die Hälfte der V‑Öffnungsbreite betragen. Bei einer 1,0‑Zoll‑V‑Öffnung sind das etwa 0,500 Zoll. Kürzer als das, und das Material hat keine feste Auflage; es kann in die Nut eintauchen, statt sauber zu formen.
Wenn Ihre Zeichnung einen 0,400‑Zoll‑Schenkel vorgibt, kann Ihr Hinteranschlag lasergenau sein und Sie werden trotzdem scheitern. Das Blech kippt oder fällt in die Matrize. Geometrie überstimmt Absicht.
Die Hinteranschlags‑Ausrichtung bedeutet nicht nur, eine Zahl einzustellen. Es geht darum, zu bestätigen, dass diese Zahl physisch durch die in Schritt 1 gewählte Matrize gestützt wird.
Richten Sie jetzt das Blech gegen die Anschlagfinger aus und prüfen Sie die Parallelität über das gesamte Bett. Wenn Stößel und Bett für die berechnete Tonnage korrekt gewölbt sind, wird die Eindringtiefe gleichmäßig sein. Wenn nicht, kann sich die Mitte bei langen Teilen um 1–3 Grad öffnen. Das wirkt sich direkt auf die Schenkellängen‑Abweichung aus, weil Winkelfehler die projizierte Dimension ändern.
Bei einem 1‑Zoll‑Schenkel kann ein Grad Winkelfehler den Schenkel um mehrere Tausendstel verschieben. Über zehn Fuß wird das sichtbar.
Den Hinteranschlag einzustellen, ohne Matrizenbreite und Wölbung zu prüfen, ist wie die Vorderachse eines Lkw auszurichten, während man eine verbogene Achse ignoriert: Die Zahlen sehen richtig aus, aber das Fahrzeug zieht trotzdem.
[Lehrlingsregel] Bevor Sie einem Hinteranschlagsmaß vertrauen, bestätigen Sie, dass die Matrizenbreite den Schenkel unterstützt und die Wölbung der berechneten Belastung über die gesamte Biegelänge entspricht. Testen Sie dies immer zuerst an Reststücken.
Sie haben die Geometrie gewählt. Sie haben den Anschlag eingestellt. Jetzt dürfen Sie endlich biegen – aber wie stellen Sie den Winkel ein, ohne zu raten?
Nehmen Sie einen 6‑Zoll‑Abschnitt desselben Materials. Gleiche Walzrichtung. Gleiche Dicke. Gleiche Werkzeuge. Machen Sie einen einzigen 90°‑Luftbogen.
Messen Sie ihn mit einem kalibrierten Winkelmesser. Angenommen, er zeigt 92°.
Diese zwei Grad sind Rückfederung – elastische Erholung, nachdem Sie die Belastung entfernt haben. Baustahl kann bei typischen Luftbiegungen um 1–3 Grad zurückfedern. Hochfeste Stähle können stärker zurückspringen.
Tun Sie nicht “einfach ein bisschen mehr drücken”.”
Stattdessen programmieren oder setzen Sie Ihr Ziel auf 88°, wenn Sie am Ende 90° brauchen, weil Erfahrung – und Ihr Test – Ihnen sagen, dass dieses Material um 2° zurückfedert. Sie biegen absichtlich zu weit, um nach der Erholung im Soll zu landen.
Hier stolpern Anfänger: Sie testen zuerst an einem langen Teil. Bei mehreren parallelen Biegungen gilt die Regel „zuerst den kürzesten Schenkel“. Kurze Schenkel sind schwieriger zu kontrollieren und eher störend für das Werkzeug. Wenn Sie die Rückfederung zuerst an einem langen, einfachen Schenkel einstellen, kann der kurze später kollidieren oder sich verformen.
Die Reihenfolge ist wichtig.
Beim Luftbiegen gibt es typischerweise etwa ±1° inhärente Abweichung, selbst bei modernen CNC-Abkantpressen. Wenn deine Toleranz enger ist, benötigst du möglicherweise ein Bodenbiegen mit passendem Werkzeug – und eine vollständige Neuberechnung der Tonnage, um innerhalb der Werkzeuggrenzen zu bleiben.
Was er brauchte, waren andere physikalische Grundlagen.
Die Rückfederungskorrektur ist ein kontrolliertes Überfahren, das auf der gemessenen elastischen Rückverformung basiert, nicht auf dem Pedalgefühl. Denk daran wie an die Einstellung der Bremsbalance bei einem schweren Lkw: Du trittst nicht härter, sondern dosierst den Druck so, dass beide Achsen ihren Anteil vorhersehbar leisten.
[Lehrlingsregel] Miss den ersten Biegewinkel, berechne die Rückfederungskorrektur und ändere jeweils nur eine Variable; jag niemals dem Winkelgefühl nach. Teste dies immer zuerst an Ausschussmaterial.
Aber was, wenn die Zeichnung einen Flansch verlangt, der so kurz ist, dass keine Winkelnachstellung ihn möglich macht?
Stell dir eine 0,250‑Zoll-Platte in einer 2,0‑Zoll-V-Matrize vor. Die Hälfte der V-Öffnung beträgt 1,0 Zoll. Die Zeichnung fordert einen 0,750‑Zoll-Flansch.
Wenn der Stempel herunterfährt, berührt die Platte die Matrizen-Schultern. Aber das Material außerhalb der Biegelinie – dein beabsichtigter Flansch – ist kürzer als die Stützspanne. Es hat keinen stabilen Platz. Anstatt einen sauberen 90°-Winkel zu bilden, möchte es sich drehen und in die Nut rutschen.
Du kannst fester spannen. Mehr Tonnage hinzufügen. Den Hub verlangsamen. Die Geometrie ändert sich nicht.
Beim standardmäßigen Luftbiegen mit dieser Matrize liegt dieser Flansch unterhalb des stabilen Minimums. Es ist kein Fähigkeitsproblem. Es ist ein Stützproblem.
Nun – und hier zählt die Feinheit – gibt es Ausnahmen. Spezialisierte Werkzeuge, wie Matrizen mit schmalen Schultern oder Rotationsbiegesysteme, können kürzere Flansche stützen. Bodenbiegen mit scharfen Stempeln kann manchmal die Geometrie mit höherer Tonnage erzwingen. Aber diese Lösungen erfordern höhere Belastungen oder Spezialausrüstung und müssen in Bezug auf Maschinen- und Werkzeuggrenzen bewertet werden.
Die meisten Werkstattpressen sind nicht für extremes Prägebiegen bei dickem Material ausgelegt.
Jeden kurzen Flansch “unmöglich” zu nennen, ist bequem. Jeden kurzen Flansch “machbar, wenn man nur fest genug drückt” zu nennen, ist gefährlich. Die richtige Frage lautet: Unterstützt meine gewählte Matrizenbreite diesen Flansch physikalisch, ohne Werkzeug- oder Maschinenlimits zu überschreiten?
Das ist kein Denken mit roher Gewalt. Das ist konstruiertes Kontaktverhalten.
[Lehrlingsregel] Wenn die Flanschlänge weniger als die Hälfte der V-Öffnung beträgt, gehe davon aus, dass Standard-Luftbiegen ihn nicht stützen kann, und überprüfe Werkzeug oder Design, bevor du mehr Kraft anlegst. Teste dies immer zuerst an Ausschussmaterial.
Jetzt erkennst du das Muster: Stempelradius nach Materialdicke gewählt, Matrizenbreite anhand stabiler Verhältnisse bestimmt, Hinteranschlag innerhalb der geometrischen Grenzen eingestellt, Rückfederung gemessen und kompensiert, und Flanschlänge auf Matrizenstützung geprüft. Nichts davon ist Ratespiel.
Und sobald du das einmal getan hast, lautet die nächste Frage nicht mehr “Wie fest muss ich draufdrücken?”, sondern “Ist das die richtige Maschine für den Auftrag?”
Du hast die Biegung auf dem Papier konstruiert. Matrizenbreite passt. Flanschlänge ist stützbar. Tonnage pro Fuß ist berechnet.
Jetzt die eigentliche Frage: Kann deine Maschine diese Kraft gleichmäßig, wiederholbar und ohne sich selbst zu verwinden aufbringen?
Maschinentypen haben nichts mit Prahlerei zu tun. Es geht um Kontrolle — wie präzise Sie die berechnete Tonnage durch das gewählte Werkzeug anwenden können und wie konstant Sie dies über eine Schicht, eine Woche, ein Jahr wiederholen können. Eine Abkantpresse ist wie das Bremssystem eines beladenen Muldenkippers: Das Pedal ist nutzlos, wenn die Hydraulikleitungen, der Hauptzylinder und die Scheiben nicht für die Last dimensioniert sind, die Sie kontrollieren wollen.
Größer ist nicht automatisch besser. Schlampiger ist immer schlechter.
Wenn Sie diese Entscheidung aus dem Prozess entfernen, fällt alles, was wir gerade konstruiert haben, wieder in bloßes Rätselraten zurück. Gehen wir also durch, wo jeder Typ tatsächlich passt — und wo er Sie still und leise sabotiert.
Eine manuelle Fingerbiegemaschine ist keine Abkantpresse. Es ist ein Klemmblatt, das sich um ein Scharnier dreht, um dünnes Blech zu falten.
Das ist von Bedeutung.
Es gibt keinen Stempel, der in eine V-Matrize eindringt. Keine berechnete Luftbiege-Geometrie. Kein kontrollierter unterer Totpunkt. Sie klemmen, Sie ziehen, das Material gibt entlang einer Linie nach, die hauptsächlich durch Klemmkraft und Blechdicke definiert ist. Es ähnelt eher dem Biegen eines Nummernschilds über Ihrem Knie als der Formung kontrollierter Geometrie.
Also wann ist es gut genug?
Wenn Ihr Material dünn ist — denken Sie an Aluminium in Leichtblechstärke oder Weichstahl unter etwa 16 Gauge. Wenn Ihre Toleranzen großzügig sind — plus oder minus ein paar Grad ruinieren die Montage nicht. Wenn die Teile klein sind und die Flansche großzügig bemessen. Wenn das Produktionsvolumen niedrig genug ist, dass keine Ermüdung in Ihre Hände kriecht und die Konsistenz beim zehnten Teil verzerrt.
Das versteckte Problem ist nicht nur die Stärke. Es ist die Wiederholbarkeit. Manuelles Umpositionieren zwischen den Biegungen führt zu aufsummierten Fehlern. Bei der fünften Biegung wird eine halbe Grad Abweichung am letzten Flansch sichtbar. Das liegt nicht daran, dass Sie schwach sind. Es liegt daran, dass das Werkzeug über eine Klemmleiste hinaus keine Referenzgeometrie bietet.
[Lehrlingsregel] Wenn Ihre Zeichnung einen kontrollierten Innenradius, enge Winkeltoleranz oder wiederholbare Mehrfachbiegungen erfordert, ist eine manuelle Fingerbiegemaschine die falsche Physik für die Aufgabe. Testen Sie dies immer zuerst an Restmaterial.
Gut genug lebt in der Welt einfacher Boxen und leichter Abdeckungen.
In dem Moment, in dem Ihr Entwurf auf konstruierten Matrizen-Kontakt angewiesen ist, sind Sie darüber hinausgewachsen.
Eine moderne CNC-Abkantpresse kann Biege-zu-Biege-Toleranzen erreichen, die für einen manuellen Bediener unmöglich erscheinen — manchmal innerhalb weniger Tausendstel bei der Position und innerhalb eines Grades oder weniger beim Winkel — weil sie den Hubweg jedes Mal präzise misst und steuert.
Das ist kein Zauber. Es ist Rückmeldung.
Während sich eine manuelle oder einfache hydraulische Presse darauf verlässt, dass Sie den “unteren Punkt” fühlen, steuert ein CNC-System die Tiefe des Stößels numerisch und kann Rückfederung durch Anpassung des Überwegs in gemessenen Schritten kompensieren. Manche Systeme überwachen sogar die Durchbiegung und wenden automatisch eine Bombierung an. Das ist ingenieurmäßige Korrektur, nicht Instinkt.
Denken Sie daran wie ABS an einem LKW: Anstatt darauf zu hoffen, dass Ihr Fuß den Druck auf Kies perfekt moduliert, pulsieren Sensoren den Druck tausendfach pro Sekunde, damit die Traktion vorhersehbar bleibt. Gleiche Last. Bessere Kontrolle.
Also ist das überdimensioniert für einen Anfänger?
Wenn Sie im Garagenbetrieb Einzelstücke fertigen, ja. Die Maschine wird Ihren Prozess übertreffen. Aber wenn Sie Teile produzieren, die austauschbar sein müssen — Gehäuse, Chassiskomponenten, alles mit parallelen Biegungen, die aufeinander passen — dann geht es bei CNC nicht um Geschwindigkeit. Es geht darum, menschliche Variabilität aus der Krafteinwirkung, die wir bereits berechnet haben, zu eliminieren.
Hier ist die unbequeme Wahrheit: Anfänger profitieren mehr von CNC als erfahrene Fachleute. Die Maschine erzwingt Konsistenz, während du noch das Materialverhalten lernst.
[Lehrlingsregel] Wenn dein Toleranzstapel von einer gleichbleibenden Stempeltiefe und wiederholbarer Hinteranschlagposition abhängt, ist Softwaresteuerung kein Luxus — sie ist eine Versicherung. Teste das immer zuerst an Ausschussmaterial.
Aber Kontrolle ohne Kapazität ist immer noch ein Scheitern.
Damit kommen wir zu dem Teil, den jeder falsch macht.
Das Tonnageschild an der Seite einer Abkantpresse zeigt die maximale Kraft an. Es sagt nichts über die nutzbare Präzision über die gesamte Länge aus.
Du hast zum Beispiel 60 Tonnen für deinen Biegung berechnet. Gut. Aber gilt das über die volle Arbeitslänge? Bei welcher Matrizenbreite? Mit welcher Durchbiegung? Eine Leichtbau-Hydraulikpresse, die nahe ihrer Nennleistung betrieben wird, kann sich in der Mitte durchbiegen und deinen Winkel über lange Teile um ein oder zwei Grad öffnen. Gleiche Zahlen. Unterschiedliches Ergebnis.
Rahmensteifigkeit, Bettlänge und Bombierungsfähigkeit sind genauso wichtig wie die reine Tonnage.
Wenn der Großteil deiner Arbeit aus 0,090-Zoll-Aluminium mit weniger als vier Fuß Breite besteht, ist eine massive 300-Tonnen-, 14-Fuß-Presse verschwendetes Eisen. Sie wird nie in ihrem optimalen Steuerbereich arbeiten. Wenn du planst, auf Viertelzollstahl mit zehn Fuß Breite zu wachsen, wird die 40-Tonnen-Hobby-Presse zur Belastung beim ersten Versuch, einen echten Auftrag zu erfüllen.
Die Kapazität sollte deine 80-Prozent-Arbeitslast bequem abdecken — nicht gerade so — mit Spielraum für die 20 Prozent, die dich fordern.
Es gibt hier auch einen Ehrlichkeitscheck. Paneelbiegemaschinen können Abkantpressen bei großen Mengen flacher Paneele deutlich übertreffen, weil sie mehrere Biegungen in einem Arbeitsgang greifen und formen. Aber sie haben Schwierigkeiten mit Umschlägen, Versätzen und nicht rechtwinkliger Geometrie. Abkantpressen bleiben das vielseitige Arbeitstier für komplexe Teile. Dein Wachstumspfad hängt also davon ab, was du tatsächlich baust, nicht davon, was im Schauraum beeindruckend aussieht.
Für das Ego zu kaufen ist teuer.
Für passende Geometrie zu kaufen ist Ingenieurwesen.
[Lehrlingsregel] Wähle eine Abkantpresse, deren Nennkraft, Arbeitslänge und Steuerungssystem deine berechneten Anforderungen für dein gebräuchlichstes Material komfortabel übertreffen — nicht für deinen schwersten hypothetischen Auftrag. Teste das immer zuerst an Ausschussmaterial.
Selbst die richtige Maschine hat Grenzen.
Und zu wissen, wann man überhaupt keine Abkantpresse benutzen sollte, ist die nächste Lektion, die du brauchst.
Du hörst auf zu versuchen, eine Abkantpresse zum Arbeiten zu bringen, sobald die Geometrie des Teils nicht mehr zu einem Stempel passt, der in eine Matrize hinabfährt.
Das klingt offensichtlich. Ist es aber nicht. Ich habe kluge Leute beobachtet, die die Tonnage verdoppelt, die CNC neu programmiert und dreimal die Matrize gewechselt haben, weil sich “auf dem Papier” die Biegung schließen sollte. Wogegen sie kämpften, war nicht die Kraft. Es war die Form. Eine Abkantpresse ist ein kontrolliertes Stempel-und-Matrize-System — wie das Bremssystem eines beladenen LKWs, das darauf ausgelegt ist, Kraft über definierte Kontaktflächen auszuüben — und wenn diese Kontaktgeometrie verschwindet, drückt man nur noch auf Metall und hofft, dass es gehorcht.
Das eine, was du mitnimmst, ist dies: Geometrie bestimmt die Maschine, bevor die Tonnage es überhaupt tut. Das ist nicht offensichtlich, weil die meisten Werkstätten den Misserfolg auf “zu wenig Leistung” oder “zu wenig Kontrolle” schieben. Was sie brauchten, war andere Physik.
Wie erkennst du diesen Moment frühzeitig, anstatt nachdem du bereits drei Bleche vernarbt hast?
Eine Abkantpresse geht von flachem Material aus, das über einer V-Matrize aufliegt, gestützt auf zwei Linien, wobei der Stempel eine dritte Kontaktlinie erzeugt. Drei Linien definieren den Biegevorgang. Das ist das System.
In dem Moment, in dem du ein Rohr oder eine Tube einbringst, verlierst du zwei dieser Linien. Das Material ist bereits gekrümmt. Es kann nicht flach in der Matrize liegen. Der Kontakt wird punktbelastet und instabil, und die Wand neigt dazu, sich oval zu verformen, statt einen sauberen Radius zu bilden. Rohrbiegen mit der Abkantpresse ist wie der Versuch, Baustahl mit einem Schraubstock geradezubiegen – das Werkzeug ist nicht falsch, es ist einfach nicht für runde Querschnitte ausgelegt.
Vielleicht bekommst du eine Delle. Aber keine definierte Krümmung.
Löcher und Aussparungen im Flachblech verursachen dasselbe Problem auf subtilere Weise. Die Matrize erwartet durchgehende Unterstützung unter der Biegelinie. Schneidest du eine Kerbe zu nah heran oder stanzt du ein Loch im Biegebereich, schwächst du den Querschnitt genau dort, wo die Spannung ihren Höhepunkt erreicht. Der Stempel drückt nach unten, die Spannung konzentriert sich am Rand der Aussparung, und Risse entstehen. Auf der Zeichnung stand “einfacher 90°-Winkel”. Die Geometrie sagte “Bruch”.”
Frag dich nun: Wenn die Kontaktfläche bereits gebrochen oder gekrümmt ist, bevor du überhaupt beginnst – arbeitest du dann noch mit einem Stempel- und Matrizensystem?
[Lehrlingsregel] Wenn dein Material nicht flach und vollständig über die Matrizenschultern entlang der gesamten Biegelänge aufliegen kann, verlangst du von der Abkantpresse, die Arbeit einer anderen Maschine zu erledigen. Teste das immer zuerst an einem Reststück.
Aber Flachblech ist doch immer noch Flachblech, oder?
Hier werden Lehrlinge oft verwirrt. Enge Radien und mehrfach gebogene Kästen wirken kompliziert, also nehmen sie an, dass die Abkantpresse das falsche Werkzeug ist.
Das Gegenteil ist der Fall.
Eine Abkantpresse spielt ihre Stärken aus, wenn du einen kontrollierten Innenradius, einen reproduzierbaren Winkel und gleichbleibende Schenkellängen über Dutzende oder Hunderte Teile benötigst. Beim Bodenbiegen oder Prägen – also wenn der Stempel tiefer eindringt, um das Material in einen definierten Radius zu zwingen – wird der Rückfederungseffekt reduziert und die Toleranz enger. Das ist kontrollierter Kontakt. Es ist, als würdest du einen Zylinderkopf mit einem Drehmomentschlüssel anziehen, statt mit einer Brechstange zu schätzen – du kontrollierst die Endposition, nicht nur die Kraft.
Doch selbst hier gibt es Grenzen.
Die Mindestflanschlänge ist entscheidend. Wenn dein Flansch zu kurz ist, um einen ausreichenden Teil der Matrizenöffnung zu überbrücken, kippt, verdreht oder zerquetscht sich das Teil. Die Matrize kann es nicht stützen. Du jagst den ganzen Tag Winkelabweichungen hinterher und gibst der Maschine die Schuld. Das eigentliche Problem ist, dass der Flansch der Matrize zu wenig Auflagefläche bietet.
Dann kommen geschlossene Kästen.
Du biegst drei Seiten. Die vierte sieht auf dem Bildschirm einfach aus. In der Praxis stoßen die bereits gebogenen Flansche am Stempel oder am Maschinenrahmen an, bevor der letzte Biegevorgang abgeschlossen werden kann. Manchmal helfen Schwanenhalsstempel oder gestufte Werkzeuge, aber jede Abkantpresse hat einen physikalischen Arbeitsraum. Wenn das Teil diesen Arbeitsraum überschreitet, ist Schluss. Kein Software-Update vergrößert Durchgangshöhe oder Ausladung.
Das ideale Einsatzgebiet liegt also bei präziser Flachblechgeometrie, die sich physisch durch den Arbeitsraum der Maschine bewegen kann, ohne mit ihr zu kollidieren.
Was führt uns zur eigentlichen Frage: Wenn die Geometrie gegen diesen Arbeitsraum arbeitet – was verwendest du stattdessen?
Wenn das bestimmende Merkmal des Teils die Krümmung entlang seiner Länge ist — ein durchgehender Bogen, keine einzelne Biegelinie — ist eine Walzmaschine im Vorteil. Walzen stützen das Material progressiv und verteilen die Verformung über die Länge. Eine Abkantpresse konzentriert die Kraft auf eine Linie. Einen großen Radius mit einer Presse durch Punktbiegen zu erzwingen ist möglich, aber es ist eine Annäherung. Es ist wie der Versuch, eine Welle mit einer Feile rund zu bearbeiten; man kann nahe herankommen, aber der Prozess selbst arbeitet gegen die Präzision.
Wenn das Teil Rundmaterial oder Rohr ist, verwenden Sie einen Rotationszug- oder Dorntrohrbieger. Diese Werkzeuge stützen den Innendurchmesser, um einen Kollaps zu verhindern, während das Material um eine Formmatrize gezogen wird. Die Stütze folgt der Kurve. Eine Abkantpresse kann das nicht, da ihre Stütze stationär und linear ist.
Wenn Sie kleine, enge Nähte an dünnwandigen Teilen wiederholt schließen müssen, kann ein spezieller Punkt- oder Blattbieger besser als eine Presse arbeiten, weil das Werkzeug perfekt zu dieser einen Bewegung passt. Weniger Einstellung. Weniger Fehler durch Stapelung.
Der Entscheidungsrahmen ist einfach, aber Sie müssen diszipliniert genug sein, um ihn zu verwenden:
Wenn Sie eine dieser Fragen mit “Nein” beantworten, hören Sie auf, zu versuchen, den Auftrag mit Tonnenkraft zu retten.
[Lehrlingsregel] Wenn die Geometrie verteilte Unterstützung, innere Dornen oder kontinuierliche Krümmung erfordert, wählen Sie die Maschine, die um dieses Unterstützungssystem herum gebaut wurde — nicht diejenige, die bereits auf Ihrem Boden montiert ist. Testen Sie dies immer zuerst an Ausschussmaterial.
Die harte Grenze ist nicht die Stärke. Es ist die Kontaktgeometrie.
Sobald Sie das sehen, hören Sie auf zu fragen: “Kann die Presse das bewältigen?” und fangen an zu fragen: “Gehört dieses Teil überhaupt in ein Stempel-und-Matrize-System?”


















