

Aveva un pannello di alluminio da un metro e venti serrato in una morsa da banco, con due prolunghe infilate sui manici di una piegatrice manuale da officina. La prima trazione sembrava a posto. Alla seconda, il pannello rimase indietro rispetto al morsetto, si incurvò al centro, poi scattò verso l’alto colpendolo sull’avambraccio.
Pensava di aver bisogno di più leva.
Ciò di cui aveva bisogno erano leggi fisiche diverse.
Hai imparato sui tubi. Tutti lo fanno. Una piegatrice per tubi afferra una sezione circolare, la sostiene in una matrice e la fa scorrere lungo un raggio controllato. Il materiale è confinato su tutti i lati. Il carico si distribuisce lungo la curva.
Le lamiere piane non hanno questo privilegio.
Quando provi a piegare un pannello largo novanta centimetri con uno strumento a morsetto e trazione, la forza si distribuisce in modo irregolare sulla larghezza. I bordi si muovono per primi. Il centro resta indietro. Questo ritardo è ciò che ha fatto scattare l’alluminio verso l’alto come una balestra che si scarica sull’assale di un camion.
[Regola dell’Apprendista] Se il materiale può torcersi, si torcerà prima di piegarsi.
Provalo sempre prima su uno scarto.
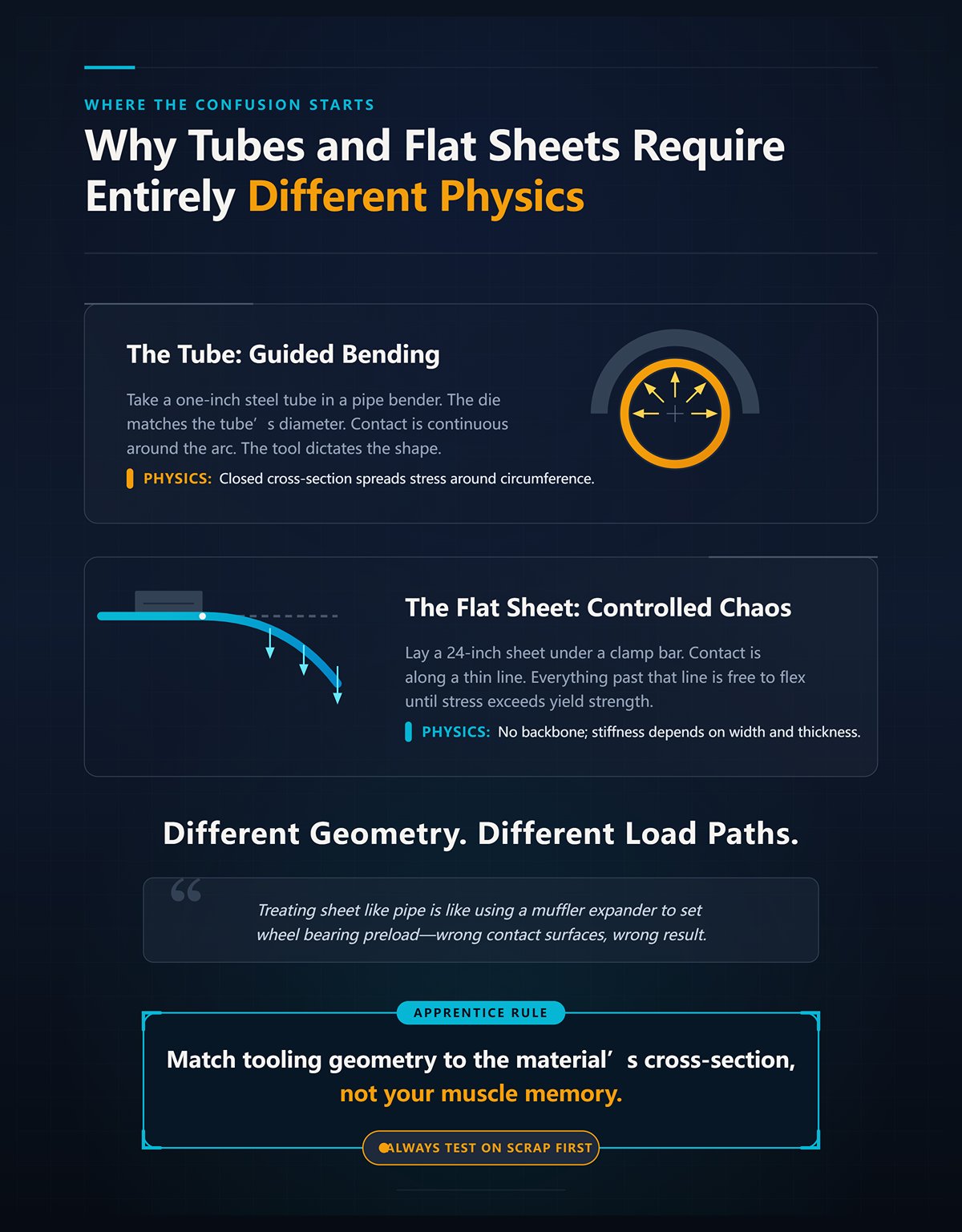
Prendi un tubo d’acciaio da un pollice in una piegatrice per tubi. La matrice corrisponde al diametro del tubo. Il contatto è continuo lungo l’arco. Lo strumento determina la forma.
Ora posiziona una lamiera da sessanta centimetri sotto una barra di serraggio. La tocchi lungo una linea sottile. Tutto ciò che è oltre quella linea è libero di flettersi finché la tensione non supera il limite di snervamento. Non è una piegatura guidata. È caos controllato.
Un tubo resiste alla deformazione perché la sua sezione chiusa distribuisce la tensione attorno alla circonferenza. Una lamiera piana non ha questa spina dorsale; la sua rigidità dipende da larghezza e spessore, e su ampie estensioni si comporta come un trampolino.
Geometria diversa. Percorsi di carico diversi.
Trattare una lamiera come un tubo è come usare un espansore per marmitte per regolare il precarico dei cuscinetti delle ruote — superfici di contatto sbagliate, risultato sbagliato.
[Regola dell’Apprendista] Abbina la geometria dell’attrezzatura alla sezione del materiale, non alla tua memoria muscolare.
Provalo sempre prima su uno scarto.
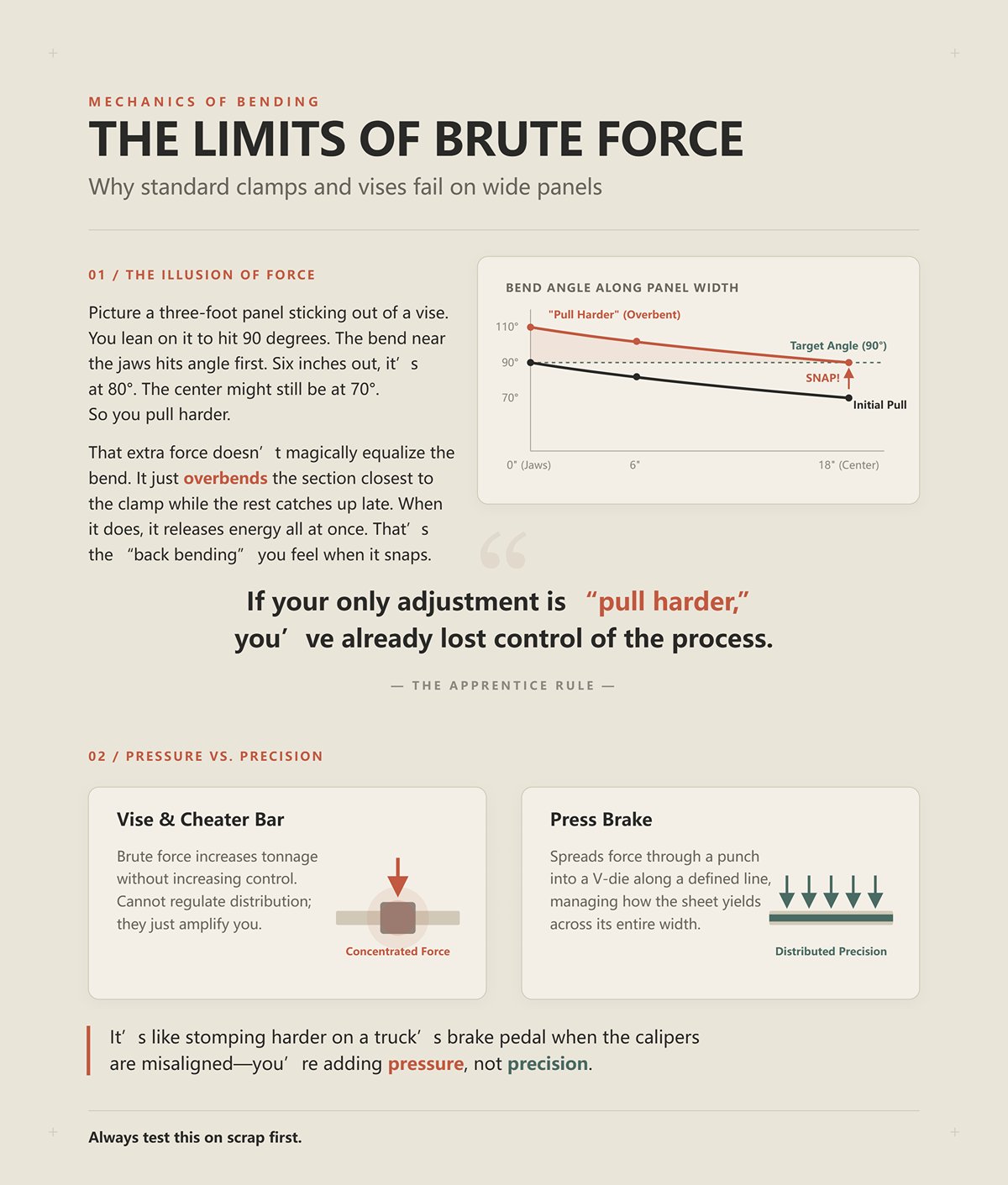
Immagina un pannello da novanta centimetri che sporge da una morsa. Ci spingi sopra per raggiungere i 90 gradi. La piega vicino alle ganasce raggiunge prima l’angolo. A quindici centimetri è a 80. Al centro potrebbe essere ancora a 70. Così tiri ancora di più.
Quella forza extra non eguaglia magicamente la curva. Sovrapiega semplicemente la sezione più vicina al morsetto mentre il resto si adegua in ritardo. Quando lo fa, rilascia energia tutta in una volta. È il “contraccolpo” che si percepisce quando il pannello scatta verso l’alto.
La forza bruta aumenta la tonnellaggio senza aumentare il controllo. Una pressa piegatrice distribuisce la forza attraverso un punzone in una matrice a V lungo una linea definita, gestendo come il foglio si deforma su tutta la sua larghezza. Una morsa e una leva di prolunga non possono regolare quella distribuzione; la amplificano soltanto.
È come premere più forte il pedale del freno di un camion quando le pinze sono disallineate: aggiungi pressione, non precisione.
[Regola dell’Apprendista] Se il tuo unico aggiustamento è “tirare più forte”, hai già perso il controllo del processo.
Provalo sempre prima su uno scarto.
Smetti di dire “piegare”. Quella parola ti inganna.
Non stai piegando la biancheria. Stai spingendo un punzone in una matrice, forzando il materiale oltre il suo punto di snervamento lungo un asse controllato, tenendo conto del ritorno elastico—la tendenza del metallo a rilassarsi dopo che il carico viene rimosso. Quel rilassamento è misurato, previsto, compensato.
Quando le officine inseguono la precisione—linguette ad incastro, pannelli interbloccanti, parti che si assemblano senza fissaggi—non stanno forzando le pieghe a mano. Stanno progettando la geometria affinché ogni piega rientri in frazioni di millesimo. Ciò accade solo quando la forza è applicata con utensili abbinati, non con avambracci e speranza.
Il cambiamento cognitivo è questo: la potenza non crea precisione. La geometria sì.
E una volta compreso ciò, la vera domanda non è quanto forte puoi tirare.
È come punzone e matrice controllano effettivamente quella forza.
Posiziono una striscia di acciaio dolce da 1/8 pollice in una matrice a V da 1 pollice e abbasso un punzone con raggio di 0,060 pollici finché il calibro di profondità segna 0,500 pollici. L’angolo esce dalla matrice a 90 gradi. Non tocco l’impostazione della pressione. Cambio solo la matrice inferiore con un’apertura a V da 1,5 pollici e raggiungo la stessa profondità.
L’angolo si apre a circa 94 gradi.
Stesso materiale. Stesso punzone. Stessa macchina. Geometria diversa, risultato diverso. Quindi, se non sta comprimendo il metallo come una morsa, cosa sta davvero facendo?
Osserva i punti di contatto.
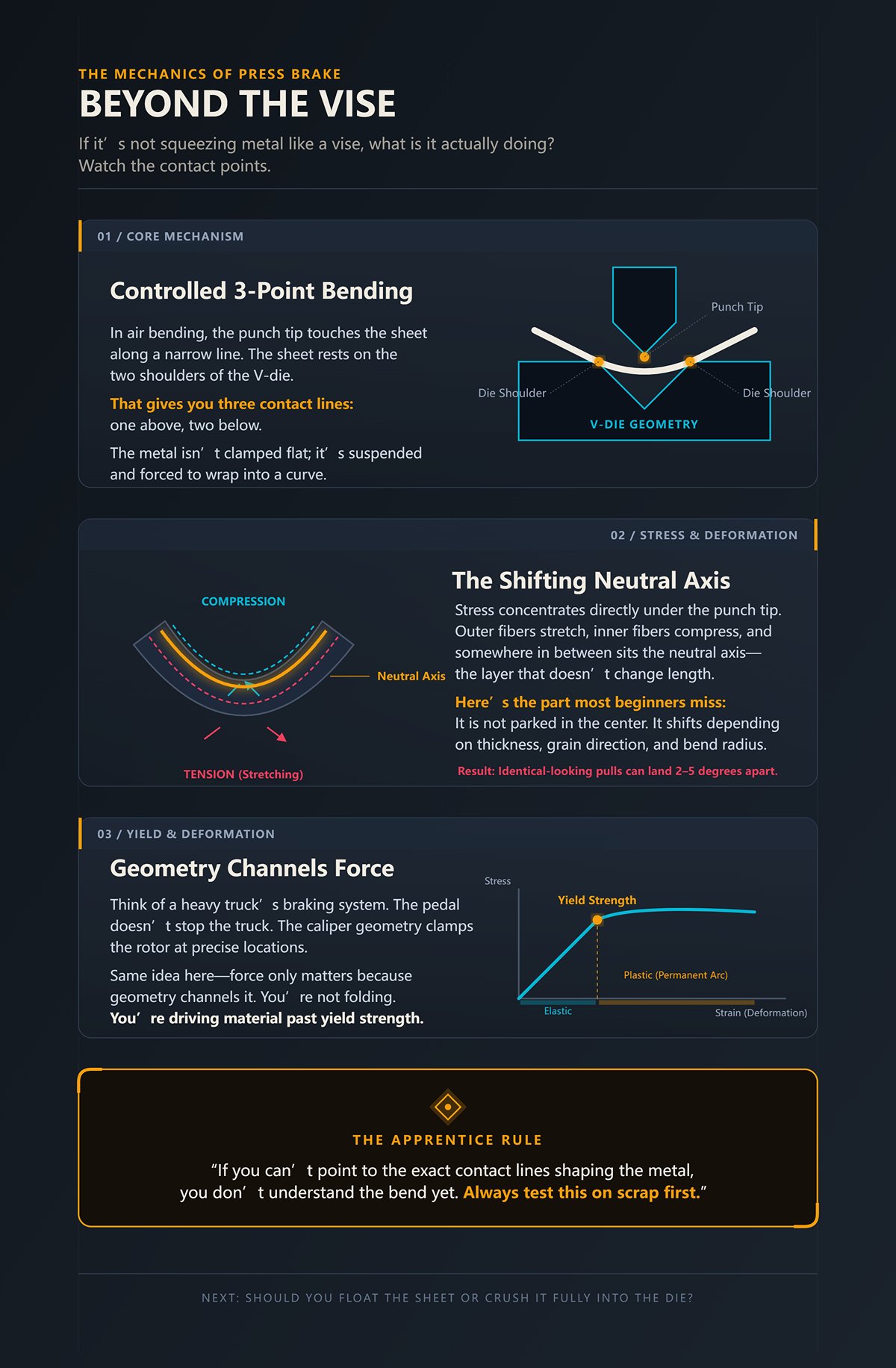
In una pressa piegatrice, la punta del punzone tocca il foglio lungo una linea stretta. Il foglio, nella piega in aria, poggia sulle due spalle della matrice a V. Questo ti dà tre linee di contatto—una sopra, due sotto. Il metallo tra quelle linee non è bloccato piatto; è sospeso e costretto a curvarsi mentre il punzone scende.
Non è compressione come tra le ganasce di una morsa. È una piegatura controllata a tre punti.
Le tensioni si concentrano direttamente sotto la punta del punzone. Quando il punzone scende, le fibre esterne del foglio si allungano (tensione), quelle interne si comprimono, e da qualche parte nel mezzo si trova l’asse neutro—lo strato che non cambia lunghezza. Ecco la parte che la maggior parte dei principianti manca: quell’asse neutro si sposta a seconda dello spessore, della direzione della grana e del raggio di curvatura. Non è fissato al centro come una striscia dipinta.
Quello spostamento è il motivo per cui due piegature apparentemente identiche possono risultare con un angolo diverso di 2–5 gradi nella piegatura in aria, se non si tiene conto del comportamento del materiale.
Pensala come il sistema frenante di un camion pesante. Il pedale non ferma il camion. La geometria della pinza blocca il rotore in punti precisi, convertendo la forza in attrito controllato. La forma e la posizione delle pastiglie determinano come si distribuisce la forza. Stessa idea qui: la forza conta solo perché la geometria la incanala.
Quindi no, non stai piegando semplicemente. Stai spingendo il materiale oltre il limite di snervamento — deformazione permanente — lungo un arco definito dal raggio del punzone e dalla larghezza della matrice.
[Regola dell’Apprendista] Se non sai indicare le linee esatte di contatto che modellano il metallo, non hai ancora capito la piegatura. Prova sempre prima su un pezzo di scarto.
Ma una volta che capisci che si tratta di piegatura a tre punti, la domanda successiva arriva in fretta: dovresti lasciare che la lamiera “galleggi” tra quei punti — o schiacciarla completamente nella matrice?
Prendiamo l’acciaio dolce da 14 gauge. Nella piegatura in aria con un rapporto standard tra apertura V e spessore di 8× (circa una V da 1 pollice per materiale da 0,075 pollici), potrebbero servire circa 15–20 tonnellate per piede per ottenere 90 gradi. Passando alla piegatura a fondo — dove il punzone forza il materiale completamente dentro la cavità a V — il tonnellaggio può salire a 60–100 tonnellate per piede.
Da quattro a otto volte più carico.
Perché? Perché la piegatura a fondo non deforma plasticamente solo le fibre esterne. Deforma plasticamente quasi tutta la zona di piega per adattarla all’angolo della matrice. Non stai più formando un angolo controllando la profondità; stai imprimendo la geometria della matrice nella lamiera.
La piegatura a fondo mantiene comunemente ±0,5 gradi. La piegatura in aria invece tende ad avere ±2 gradi, a meno che non si applichi una compensazione. Sembra che la piegatura a fondo sia l’amica del principiante.
Finché non spacchi una lamiera di alluminio da 0,040 pollici perché hai superato il suo limite di allungamento.
La piegatura a fondo offre una tolleranza angolare più stretta, ma elimina la margine di errore. Qualsiasi variazione di spessore, qualsiasi differenza nella direzione della grana, qualsiasi picco di carico viene amplificato da quella maggiore forza. Le lamiere sottili e le leghe morbide non perdonano: si strappano.
La piegatura in aria, invece, forma l’angolo controllando la profondità del punzone rispetto alla larghezza della matrice. La lamiera tocca solo in tre punti. Minor tonnellaggio. Maggiore adattabilità. Ma ora l’angolo dipende fortemente dalla costanza delle proprietà del materiale e dal controllo preciso della profondità.
Per un principiante, la piegatura in aria insegna il controllo. La piegatura a fondo punisce l’approssimazione.
È la differenza tra modulare la pressione del freno in discesa e schiacciare il pedale fino in fondo sperando che l’ABS ti salvi. Una costruisce sensibilità. L’altra presume la perfezione.
[Regola dell’Apprendista] Impara prima la piegatura in aria; ti costringe a comprendere profondità, larghezza della matrice e risposta del materiale invece di nasconderti dietro la forza bruta. Prova sempre prima su un pezzo di scarto.
Ma la piegatura in aria apre un altro problema che non puoi ignorare: perché semplicemente allargare la matrice a V cambia l’angolo finale anche quando la profondità del punzone varia appena?
| Argomento | Dettagli |
|---|---|
| Domanda | Piegatura in aria contro piegatura a fondo: quale metodo dà a un principiante il maggiore controllo? |
| Esempio di materiale | Acciaio dolce da 14 gauge (spessore 0,075 pollici) |
| Impostazione della piegatura ad aria | Rapporto standard V-die 8× lo spessore (≈V-die da 1 pollice) |
| Tonnellaggio per piegatura ad aria | ~15–20 tonnellate per piede per raggiungere 90° |
| Tonnellaggio per stampaggio a fondo | ~60–100 tonnellate per piede |
| Differenza di carico | Lo stampaggio a fondo richiede 4–8× più carico |
| Motivo del carico più elevato | Lo stampaggio a fondo deforma plasticamente quasi tutta la zona di piega per adattarsi all’angolo della matrice |
| Meccanismo di formatura | Piegatura ad aria: angolo formato mediante controllo della profondità; Stampaggio a fondo: geometria della matrice impressa nella lamiera |
| Precisione angolare | Stampaggio a fondo: ±0,5°; Piegatura ad aria: tipicamente ±2° senza compensazione |
| Rischio con lo stampaggio a fondo | Il carico più elevato amplifica le variazioni di spessore, le differenze di direzione della grana e i picchi di tonnellaggio |
| Sensibilità del materiale | Lamiera sottile e leghe morbide (ad es. alluminio da 0,040 pollici) possono rompersi se si supera il limite di elongazione |
| Capacità di tolleranza | Stampaggio a fondo: bassa tolleranza; Piegatura ad aria: più adattabile |
| Punti di contatto del foglio | La piegatura ad aria tocca il foglio in tre punti |
| Fattori di controllo (Piegatura ad aria) | Dipende da proprietà del materiale costanti e da un controllo preciso della profondità |
| Impatto sull'apprendimento | La piegatura ad aria insegna il controllo; la piegatura a fondo punisce le supposizioni |
| Analogia | Piegatura ad aria: modulare la pressione del freno in discesa; Piega a fondo: premere bruscamente il pedale e affidarsi all’ABS |
| Regola dell’apprendista | Impara prima la piegatura ad aria; comprendi profondità, larghezza della matrice e risposta del materiale |
| Buona pratica | Esegui sempre una prova su un pezzo di scarto prima |
| Domanda aperta | Perché l’allargamento della matrice a V cambia l’angolo finale anche quando la profondità del punzone cambia appena? |
Posiziona un acciaio da 0,125 pollici in una matrice a V larga 8 volte lo spessore del materiale — 1 pollice. Piega a 90 gradi. Misura il raggio interno. Otterrai circa 0,160 pollici, più o meno.
Ora inserisci lo stesso foglio in una matrice da 12× — 1,5 pollici di larghezza. Stesso raggio del punzone. Stesso angolo obiettivo.
Il tuo raggio interno aumenta. La profondità necessaria del punzone cambia. E l’effetto di ritorno elastico (springback) aumenta.
Perché?
Perché la larghezza della matrice controlla quanto distanti sono i punti di contatto inferiori. Una V più ampia significa che il foglio copre una distanza maggiore tra i supporti. Ciò riduce la severità della piegatura per unità di profondità e produce un raggio interno più ampio. Un raggio maggiore significa minore concentrazione di sforzo, il che cambia la quantità di recupero elastico del materiale dopo il rilascio del carico.
La vecchia regola del negozio — apertura della V pari a 8–12 volte lo spessore del materiale — esiste perché bilancia la richiesta di tonnellaggio, il raggio interno e il rischio di rottura. Una matrice troppo stretta fa impennare il tonnellaggio e rischia di spezzare le fibre esterne. Una matrice troppo larga aumenta il raggio e la variabilità dell’angolo.
Questa è geometria che detta la distribuzione delle tensioni. Stai scegliendo il braccio di leva tra le due spalle della matrice. Quel braccio di leva definisce come la forza del punzone si risolve in momento flettente — la forza rotazionale che realmente curva il foglio.
Cambia il braccio di leva, cambia il momento. Cambia il momento, cambia l’angolo.
Immagina di regolare la larghezza del passo su un bulldozer. Allarga la carreggiata e il modo in cui il carico si trasferisce attraverso il telaio cambia. Stesso motore. Geometria diversa. Comportamento diverso.
[Regola dell’Apprendista] Scegli la matrice a V in base prima allo spessore e al materiale; l’angolo deriva da quella decisione, non dal premere il pedale. Prova sempre prima su scarto.
Ora stai pensando come un fabbricatore. Ma anche con il perfetto rapporto V, anche con geometria del punzone da manuale, qualcosa apre comunque il tuo 90 in un 82 appena il pistone si solleva.
Piega una striscia di acciaio legato 4140 a 90 gradi in aria. Rilascia il pistone.
Ritorna a 100.
Non è un errore. È recupero elastico.
Quando pieghi il metallo, solo la parte esterna dello spessore cede permanentemente. La parte interna può essere ancora nel campo elastico — il che significa che vuole tornare alla forma originale una volta rimossa la forza. Materiali ad alto carico di snervamento come il 4140 resistono alla deformazione permanente più dell’acciaio dolce. Quindi ritornano più — a volte oltre 10 gradi nella piegatura in aria.
Anche con un ideale rapporto matrice a V di 8–12×.
Ecco perché operatori esperti piegano intenzionalmente oltre. Se ti serve 90 gradi in 4140 e prevedi 10 gradi di ritorno elastico, vai a 80. Non per intuizione — ma testando e registrando.
Ecco dove i principianti si scottano: il ritorno elastico amplifica gli errori nei pezzi con più piegature. Sbagli il primo piega di 2 gradi, compensi male al secondo, e l’allineamento delle linguette può uscire velocemente dalle tolleranze. La geometria stabilisce il potenziale. La resistenza alla snervatura del materiale dirotta il risultato se la ignori.
È come impostare male il bilanciamento dei freni su un camion carico. Il sistema funziona, ma il trasferimento di peso in decelerazione cambia tutto. Ignora quel cambiamento e slitti dove pensavi di avere il controllo.
Il ritorno elastico è energia elastica immagazzinata che si rilascia quando il percorso di carico scompare. Se non pianifichi quel rilascio, la tua geometria “perfetta” non ti salverà.
[Regola dell’Apprendista] Determina sempre sperimentalmente il ritorno elastico per ogni materiale e spessore prima di produrre pezzi. Prova sempre prima su scarto.
E quando capisci che la geometria definisce il percorso della tensione e il ritorno elastico definisce la correzione, emerge la prossima dura verità:
Cosa succede quando la macchina stessa non può fornire quella forza in modo uniforme lungo tutta la lunghezza della piega?
Ho osservato una pressa da 10 piedi cercare di piegare un angolo di 90 gradi su acciaio dolce da un quarto di pollice. I bordi toccavano l’angolo. Il centro rimaneva aperto di quasi tre gradi. L’operatore aumentò la pressione. Al secondo tiro, le estremità si piegarono troppo, il centro era ancora in ritardo, e quando il pistone si sollevò il pannello sembrava una canoa poco profonda.
Ecco cosa succede quando la macchina non riesce a distribuire uniformemente la tonnellata lungo la lunghezza: il pistone si flette. I telai d’acciaio si allungano. Il centro del banco riceve una forza effettiva minore rispetto ai bordi. Su pieghe lunghe—qualsiasi cosa oltre cinque piedi—si possono vedere da 0,010 a 0,020 pollici di deflessione verticale al centro su una pressa di medie dimensioni. Sembra poco finché non si ricorda che l’angolo nella piegatura in aria è controllato dalla profondità. Una differenza di qualche millesimo di penetrazione si traduce in gradi di errore d’angolo.
Più potenza non corregge quella geometria. Spesso la accentua. Stai riversando forza in una struttura che si flette sotto carico.
Pensala come un camion pesante che frena in discesa: se il telaio si torce sotto carico, premere più forte il pedale non raddrizzerà il telaio; bloccherà solo le ruote in modo irregolare.
Quindi, prima di iniziare a cercare tonnellaggio, devi capire contro cosa sta effettivamente combattendo quel tonnellaggio.
Imposta acciaio dolce da 0,250 pollici, lungo 10 piedi, piegatura in aria in una matrice a V della misura corretta. Usando una stima standard per la piegatura in aria—P ≈ 650 × S² × L / V—otterrai circa 150–170 tonnellate per quella lunghezza. Quella formula presuppone piegatura in aria, un rapporto di matrice 8× e un margine di sicurezza.
Ora cambia solo il materiale con acciaio inox dello stesso spessore.
Il tonnellaggio richiesto aumenta di circa 1,5×. Non perché sia più spesso. Ma perché la resistenza a trazione—lo sforzo necessario per deformare permanentemente le fibre esterne—è maggiore. Lo spessore determina il modulo di sezione, la resistenza geometrica alla piegatura. La resistenza a trazione determina la difficoltà del materiale a cedere.
Lo spessore è leva. La resistenza è atteggiamento.
I principianti si fissano sulle tabelle degli spessori e ignorano la resistenza allo snervamento. È così che si ritrovano con potenza insufficiente sugli acciai ad alta resistenza o eccessiva sugli allumini morbidi. L’alluminio potrebbe richiedere circa 0,55× il tonnellaggio dell’acciaio dolce allo stesso spessore. Se si stima in eccesso “per sicurezza”, non si aggiunge precisione: si aggiunge stress agli utensili e al telaio.
Ecco dove scatta la trappola: quella formula presuppone la piegatura in aria. Se invece si fa appoggio o coniatura sulla stessa lastra da 1/4 di pollice per ottenere un raggio interno stretto, il tonnellaggio può quadruplicare—oltre 600 tonnellate per 10 piedi. Stesso spessore. Stessa lunghezza. Metodo di formatura diverso. Ciò che è cambiato non è la lamiera. È la condizione di contatto.
Ciò di cui aveva bisogno erano leggi fisiche diverse.
[Regola dell’apprendista] Calcola il tonnellaggio in base a spessore, resistenza a trazione, lunghezza, larghezza della matrice e metodo di formatura—mai solo in base allo spessore. Provalo sempre prima su un pezzo di scarto.
Ma anche quando i tuoi calcoli sono perfetti, le pieghe lunghe risultano comunque più aperte al centro. Perché?
Esegui una piegatura di sei piedi su una macchina senza compensazione di bombatura. Misura l’angolo alle due estremità e al centro esatto. È comune vedere il centro 1–3 gradi più aperto, a seconda del carico. È la deflessione del pistone e del banco sotto tonnellaggio.
L’acciaio obbedisce alla legge di Hooke nel campo elastico: lo sforzo produce deformazione proporzionale. Il telaio della tua pressa è una gigantesca molla. Sotto carico, si inarca verso l’alto al centro. Il punzone penetra più profondamente alle estremità perché lì la struttura è sostenuta dai montanti laterali. Il centro galleggia.
La compensazione di bombatura è una contro-curvatura intenzionale. Cunei meccanici o sistemi idraulici spingono verso l’alto il banco al centro prima o durante la corsa in modo che sotto carico tutto si livellii. Stai precaricando la macchina per annullare la propria deflessione.
Senza compensazione di bombatura, gli operatori correggono nel modo sbagliato. Aumentano il tonnellaggio. Ciò aumenta la penetrazione prima ai bordi—perché la struttura lì è più rigida—mentre il centro è ancora carente. Si insegue l’angolo con la pressione e si finisce con estremità troppo piegate e un centro aperto.
È come spessorare le pastiglie dei freni di un camion in modo non uniforme: più forza sul pedale non uniformerà il contatto; riscalderà solo le zone più strette.
I controlli digitali ora includono correzioni del coseno, fattori del materiale e margini di sicurezza, raggiungendo spesso un'accuratezza di ±2%. Ma anche una matematica del tonnellaggio perfetta ignora la deflessione del telaio a meno che il sistema di compensazione (crowning) non sia impostato correttamente. Un calcolo senza compensazione è metà soluzione.
[Regola dell’apprendista] Per pieghe superiori a cinque piedi, imposta il crowning prima di toccare la pressione; abbina la compensazione al tonnellaggio calcolato, non a supposizioni. Prova sempre prima su un pezzo di scarto.
E se ignori questo e continui semplicemente ad aumentare la forza, cosa cede per primo?
Non è il foglio.
Ho visto un punzone segmentato spaccarsi nettamente lungo il raggio perché qualcuno ha fatto fondo su una piastra spessa in una matrice progettata per la piegatura in aria. La macchina era “abbastanza grande”. L’attrezzatura no.
L’attrezzatura ha una valutazione in tonnellate per piede. Superala e lo stress di contatto sulla punta del punzone o sulla spalla della matrice supera i limiti dell’acciaio temprato. Iniziano microfratture. Un giorno senti un colpo secco invece del ronzio idraulico. Poi ti ritrovi a spazzare via schegge di carburo.
E se l’attrezzatura sopravvive, i cuscinetti del traverso e i telai laterali assorbono l’eccesso. Sovraccarichi ripetuti allungano le barre di tiraggio e compromettono il parallelismo. Ora hai costruito una permanente imprecisione nella macchina.
Più potenza non compra precisione. Compra usura accelerata se non rispetti l’anello più debole nel percorso del carico.
Pensa a spingere una lama di bulldozer contro la roccia a pieno gas: il motore potrebbe sopportarlo, ma il bordo di taglio e i perni di montaggio subiscono il colpo.
[Regola dell’apprendista] Non superare mai la valutazione in tonnellate per piede del tuo punzone e della tua matrice; lo strumento di solito cede prima della pressa. Prova sempre prima su un pezzo di scarto.
Quindi, come evitare quella trappola prima della prima corsa?
Inizia con quattro dati scritti, non indovinati:
Per la piegatura in aria dell’acciaio dolce, usa la stima standard adattata alla larghezza della tua matrice. Applica fattori del materiale: circa 1,5× per inox, circa 0,55× per alluminio. Aggiungi un margine di sicurezza del 20%—ma resta entro la valutazione dell’attrezzatura.
Se prevedi di fare fondo o coniare, moltiplica di conseguenza. Aspettati diverse volte il tonnellaggio della piegatura in aria. Non è facoltativo; è fisica derivata da maggiore contatto e deformazione plastica attraverso l’intero spessore.
Poi controlla altre due cose prima di avviare il ciclo:
I moderni calcolatori negli impianti CNC gestiscono le correzioni dell’angolo coseno e i fattori di sicurezza più velocemente e con maggiore precisione rispetto ai calcoli manuali. Utilizzali. Ma verifica che il risultato rispetti il limite di tonnellate per piede dei tuoi utensili e che il bombaggio sia attivato per pieghe lunghe.
Scrivi il numero. Confrontalo con la valutazione della macchina e quella dell’utensile. Solo allora carica la lamiera.
La precisione nella piegatura deriva dalla forza calcolata applicata attraverso una geometria coerente, non dal possedere la pompa idraulica più grande dell’edificio. Successivamente, vedremo come impostare il primo passaggio di piegatura passo dopo passo affinché calcoli, utensili e macchina siano tutti concordi prima che l’acciaio inizi a deformarsi.
Un ragazzo che ho formato una volta ha portato una barra da 10 piedi di acciaio dolce calibro 11 alla pressa piegatrice, ha fissato a caso una matrice a V da 1/2 pollice, ha stimato a occhio un angolo di 90° e ha detto: “La prima tirata sembrava buona.” La flangia misurava 1,000 pollice all’estremità sinistra, 0,965 al centro e 1,015 a destra. L’angolo variava di un grado e mezzo lungo la lunghezza. Non aveva rotto nulla. Aveva semplicemente accumulato tre piccoli errori di configurazione sopra un calcolo del tonnellaggio corretto.
La macchina ha fatto esattamente ciò che la geometria le ha detto di fare.
Sai già che la forza e il bombaggio devono essere calcolati prima che l’acciaio si deformi. Ora vedrai che la geometria dell’utensile e la posizione del riscontro posteriore devono essere scelti prima ancora che il tuo piede si avvicini al pedale, perché una volta che il punzone tocca la lamiera, entra in gioco la fisica e non si può negoziare. Pensa alla pressa piegatrice come al sistema frenante ad aria di un camion carico: la pressione sul pedale conta, ma se ganasce e tamburi non corrispondono, non ti fermerai dritto.
Ecco il flusso di lavoro che ti evita di finire fuori strada.
Posa un pezzo di acciaio dolce da 0,125 pollice (1/8″) sul banco. Vuoi una piega pulita di 90° con un raggio interno di circa 0,125 pollice. Il tuo primo istinto è prendere la matrice a V più piccola che trovi per “forzare” quell’angolo stretto.
Rallenta.
Nella piegatura in aria, il raggio interno non è determinato dalla punta del punzone. È controllato in gran parte dalla larghezza dell’apertura a V. Una regola pratica comune per l’acciaio dolce è:
Quindi, per un materiale da 0,125 pollice, una matrice a V da 1,0 pollice (8×) è tipica. Questo produce un raggio interno di circa 0,16 pollice. Non affilato come un rasoio. Ma prevedibile.
Ora supponiamo che tu ignori ciò e scelga una matrice a V da 0,375 pollice (3× lo spessore) per ottenere un raggio di 0,06 pollice. Succedono due cose:
Le guide per utensili sconsigliano di scendere sotto circa 5× lo spessore per la piegatura in aria generale. Al di sotto di tale valore, non ci si trova più nell’area stabile e prevedibile della piegatura in aria. Si rischiano carichi di battuta eccessivi e il sovraccarico degli utensili.
Ecco come si incrinano i punzoni. Non da una piegatura eroica, ma da sovraccarichi ripetuti oltre il loro valore nominale in tonnellate per piede.
[Regola dell’Apprendista] Scegli l’apertura a V in base prima allo spessore del materiale e al metodo di formatura; accetta il raggio che la geometria ti dà prima di inseguire un angolo più vivo con la forza bruta. Prova sempre prima su scarto.
Se il disegno richiede veramente un raggio interno vivo uguale allo spessore o minore, non lo “forzi” con una V piccola. O vai a fondo con utensili valutati per quel carico, o coni con una macchina dimensionata per questo, oppure cambi il progetto. Quello che cambia non è la tua ambizione. È la condizione di contatto — piegatura in aria contro fondo — e questo cambia completamente il calcolo della tonnellata.
Quindi, una volta fissato il raggio del punzone e la larghezza della matrice, cosa impedisce a quella flangia da 1,000 pollice di spostarsi di 0,035 in dieci piedi?
Inserisci lo stesso foglio da 0,125 pollici nella matrice e imposta il riscontro a 1,000 pollice. Stai misurando dalla linea centrale della matrice fino alle dita del riscontro. Bene.
Ora controlla la tua matrice: apertura a V da 1,0 pollice.
Ecco la trappola. La lunghezza minima della flangia per una matrice V standard deve generalmente superare metà della larghezza dell’apertura a V. Per una V da 1,0 pollice, questo significa circa 0,500 pollice. Più corta di così, e il materiale non ha nulla di solido su cui appoggiarsi; può scendere nella scanalatura invece di formarsi correttamente.
Se il tuo disegno richiede una flangia da 0,400 pollice, il tuo riscontro può essere preciso al laser e fallirai comunque. Il foglio si inclinerà o crollerà nella matrice. La geometria prevale sull’intenzione.
L’allineamento del riscontro non riguarda solo impostare un numero. Si tratta di confermare che quel numero sia fisicamente sostenibile dalla matrice scelta nel Passo 1.
Ora squadra il foglio contro le dita del riscontro e controlla il parallelismo sul banco. Se il punzone e il banco sono curvati correttamente per la tonnellata calcolata, la penetrazione sarà uniforme. Se non lo sono, il centro può aprirsi di 1–3 gradi su pezzi lunghi. Ciò si traduce direttamente in variazioni della lunghezza della flangia perché l’errore di angolo cambia la dimensione proiettata.
Su una flangia da 1 pollice, un errore di un grado può alterare la lunghezza del lato di alcuni millesimi. Su dieci piedi, diventa visibile.
Impostare il riscontro senza verificare la larghezza della matrice e la curvatura è come allineare le ruote anteriori di un camion ignorando un asse piegato: i numeri sembrano giusti, ma il veicolo tira comunque.
[Regola dell’Apprendista] Prima di fidarti di una misura del riscontro, conferma che la larghezza della matrice sostenga la flangia e che la curvatura corrisponda al carico calcolato per tutta la lunghezza della piega. Prova sempre prima su scarto.
Hai scelto la geometria. Hai impostato la battuta. Ora finalmente puoi piegare — ma come regoli l’angolo senza andare a tentativi?
Prendi un pezzo da 6 pollici ritagliato dello stesso materiale. Stessa direzione della fibra. Stesso spessore. Stessa attrezzatura. Esegui una piega in aria singola a 90°.
Misuralo con un goniometro calibrato. Supponiamo che legga 92°.
Questi due gradi sono il ritorno elastico — recupero elastico dopo la rimozione del carico. L’acciaio dolce può avere un ritorno di 1–3 gradi nelle piegature in aria tipiche. Gli acciai ad alta resistenza possono rimbalzare di più.
Non “premere un po” di più”.”
Invece, programma o imposta il tuo obiettivo a 88° se hai bisogno di un finale di 90°, perché l’esperienza — e il tuo test — ti dice che questo materiale recupera 2°. Stai intenzionalmente piegando oltre misura per arrivare in specifica dopo il recupero.
Ecco dove i principianti inciampano: testano prima su un pezzo lungo. Su pieghe multiple parallele, segui la regola del bordo più corto per primo. Le gambe corte sono più difficili da controllare e più inclini a interferire con l’attrezzatura. Se regoli il recupero elastico su un bordo lungo e facile per primo, quello corto potrebbe collidere o deformarsi più avanti.
La sequenza conta.
La piegatura ad aria normalmente ha una variazione intrinseca di circa ±1° anche sulle presse piegatrici CNC moderne. Se la tua tolleranza è più stretta di questo, potresti aver bisogno di piegatura a fondo con attrezzatura abbinata — e di un ricalcolo completo delle tonnellate per rimanere nei limiti di carico degli utensili.
Ciò di cui aveva bisogno erano leggi fisiche diverse.
La correzione del recupero elastico è un sovratravel controllato basato sul recupero elastico misurato, non sulla sensazione del pedale. Pensala come il bilanciamento dei freni su un camion pesante: non schiacci più forte; proporzioni la pressione in modo che entrambi gli assi facciano la loro parte in modo prevedibile.
[Regola da apprendista] Misura la prima piega, calcola la correzione per il recupero elastico, e cambia solo una variabile alla volta; non inseguire mai l’angolo “a sensazione”. Prova sempre prima su scarti.
Ma cosa succede se il disegno richiede un bordo così corto che nessun aggiustamento dell’angolo lo rende possibile?
Immagina una lastra da 0,250 pollici in una matrice a V da 2,0 pollici. Metà dell’apertura a V è 1,0 pollice. Il disegno richiede un bordo da 0,750 pollici.
Quando il punzone scende, la lastra tocca le spalle della matrice. Ma il materiale fuori dalla linea di piega — il bordo desiderato — è più corto del tratto di supporto. Non ha un posto stabile dove appoggiarsi. Invece di formare un pulito 90°, tende a ruotare e scivolare nella scanalatura.
Puoi serrare di più. Aggiungere tonnellate. Rallentare la corsa. La geometria non cambia.
Nella piegatura ad aria standard con quella matrice, quel bordo è al di sotto del minimo stabile. Non è un problema di abilità. È un problema di supporto.
Ora — e qui si entra nella sfumatura — ci sono eccezioni. Attrezzatura specializzata, come matrici con spalle strette o sistemi di piegatura rotativa, può supportare bordi più corti. La piegatura a fondo con punzoni affilati può talvolta forzare la geometria a tonnellaggio maggiore. Ma queste soluzioni richiedono carichi più alti o attrezzature speciali e devono essere valutate rispetto ai limiti della macchina e degli utensili.
La maggior parte delle presse da officina non è dimensionata per una piegatura estrema su materiale spesso.
Chiamare ogni bordo corto “impossibile” è pigro. Chiamare ogni bordo corto “fattibile se spingi abbastanza” è pericoloso. La giusta domanda è: la larghezza della matrice scelta supporta fisicamente questo bordo senza superare i limiti di utensile o macchina?
Non è pensiero a forza bruta. È contatto ingegnerizzato.
[Regola da apprendista] Se la lunghezza del bordo è inferiore a metà dell’apertura a V, supponi che la piegatura ad aria standard non lo sostenga e rivaluta attrezzatura o progetto prima di applicare più forza. Prova sempre prima su scarti.
Ora puoi vedere lo schema: raggio del punzone scelto in base allo spessore, larghezza della matrice selezionata da rapporti stabili, fermo posteriore impostato entro i limiti geometrici, recupero elastico misurato e compensato, e lunghezza del bordo verificata rispetto al supporto della matrice. Nulla di tutto ciò è casuale.
E una volta che l’hai fatto una volta, la domanda successiva smette di essere “Quanto forte lo colpisco?” e diventa “È la macchina giusta per il lavoro?”
Hai progettato la piega su carta. La larghezza della matrice è corretta. La lunghezza della flangia è supportabile. La tonnellata per piede è calcolata.
Ora la vera domanda: la tua macchina può fornire quella forza in modo uniforme, ripetuto e senza torcersi come un pretzel?
Il tipo di macchina non riguarda i diritti di vanto. Si tratta di controllo — di quanto precisamente puoi applicare la tonnellata calcolata attraverso l’utensile scelto, e di quanto costantemente puoi ripetere questo processo durante un turno, una settimana, un anno. Una pressa piegatrice è come il sistema di frenatura di un camion ribaltabile carico: il pedale è inutile se le linee idrauliche, il cilindro maestro e i dischi non sono dimensionati per il carico che chiedi loro di controllare.
Più grande non è automaticamente meglio. Più impreciso è sempre peggio.
Se rimuovi questa decisione dal processo, tutto ciò che abbiamo appena progettato torna a essere un’ipotesi. Quindi vediamo insieme dove ogni tipo trova effettivamente il suo posto — e dove ti sabota silenziosamente.
Un piegatore manuale a dita non è una pressa piegatrice. È una barra di serraggio che ruota attorno a una cerniera per piegare lamiera sottile.
Questo è importante.
Non c’è alcun punzone che penetra in una matrice a V. Nessuna geometria calcolata di piegatura in aria. Nessun fondo morto controllato. Si blocca, si tira, il materiale cede lungo una linea definita principalmente dalla pressione di serraggio e dallo spessore della lamiera. È più simile a piegare una targa sulle ginocchia che a formare una geometria controllata.
Quindi quando è abbastanza buono?
Quando il materiale è sottile — pensate ad alluminio leggero o acciaio dolce inferiore a circa 16 gauge. Quando le tolleranze sono indulgenti — più o meno un paio di gradi non rovineranno l’assemblaggio. Quando i pezzi sono piccoli e le flange generose. Quando il volume di produzione è abbastanza basso da non far comparire la fatica nelle mani e distorcere la consistenza già al decimo pezzo.
Il problema nascosto non è solo la forza. È la ripetibilità. Il riposizionamento manuale tra le pieghe introduce errori cumulativi. Alla quinta piega, una variazione di mezzo grado diventa visibile all’ultima flangia. Non perché sei debole, ma perché lo strumento non offre alcuna geometria di riferimento oltre alla barra di serraggio.
[Regola dell’apprendista] Se il tuo disegno richiede un raggio interno controllato, una tolleranza angolare stretta o una geometria multi-piegatura ripetibile, un piegatore manuale a dita è la fisica sbagliata per il lavoro. Prova sempre prima su materiale di scarto.
Abbastanza buono vive nel mondo di semplici scatole e leggere coperture.
Nel momento in cui il tuo progetto dipende dal contatto della matrice progettato, lo hai superato.
Una moderna pressa piegatrice CNC può raggiungere tolleranze da piega a piega che sembrano impossibili a un operatore manuale — a volte nell’ordine di pochi millesimi di pollice in posizione e entro un grado o meno in angolo — perché misura e controlla la posizione della corsa in modo preciso ogni volta.
Non è magia. È feedback.
Dove una pressa manuale o idraulica di base si affida a te per “sentire” il fondo, un sistema CNC controlla la profondità della corsa numericamente e può compensare il ritorno elastico regolando il sovraccarico in incrementi misurati. Alcuni sistemi monitorano persino la deflessione e applicano automaticamente il bombamento. Questa è correzione ingegneristica, non istinto.
Pensalo come i freni anti-bloccaggio su un camion: invece di sperare che il tuo piede moduli perfettamente la pressione sul ghiaione, i sensori modulano la pressione migliaia di volte al secondo affinché la trazione rimanga prevedibile. Stesso carico. Miglior controllo.
Quindi è eccessivo per un principiante?
Se stai costruendo staffe occasionali in un garage, sì. La macchina supererà il tuo processo. Ma se stai producendo parti che devono essere intercambiabili — contenitori, componenti di chassis, qualsiasi cosa con piegature parallele che si impilano — il CNC non riguarda la velocità. Si tratta di eliminare la variabilità umana dall'applicazione della forza che abbiamo già calcolato.
Ecco la verità scomoda: i principianti traggono più beneficio dal CNC rispetto ai veterani. La macchina impone la coerenza mentre stai ancora imparando il comportamento del materiale.
[Regola dell’apprendista] Se il tuo accumulo di tolleranze dipende da una profondità della pressa coerente e un posizionamento del riscontro ripetibile, il controllo software non è un lusso — è un'assicurazione. Testa sempre questo prima su scarti.
Ma il controllo senza capacità è comunque un fallimento.
E questo ci porta alla parte che tutti sbagliano.
L’etichetta della tonnellata sul lato di una pressa indica la forza massima. Non ti dice la precisione utilizzabile lungo tutta la lunghezza.
Hai calcolato, diciamo, 60 tonnellate per la tua piegatura. Bene. Ma è lungo tutta la lunghezza di lavoro? Con quale larghezza di matrice? Con quale deflessione? Una pressa idraulica a telaio leggero spinta vicino al suo limite nominale può flettersi al centro, aprendo il tuo angolo di uno o due gradi su pezzi lunghi. Stessi numeri. Risultato diverso.
La rigidità del telaio, la lunghezza del banco e la capacità di compensazione contano tanto quanto la forza grezza.
Se la maggior parte del tuo lavoro è alluminio da 0,090 pollici largo meno di quattro piedi, una enorme pressa da 300 tonnellate e 14 piedi è ferro sprecato. Non opererà mai nella sua gamma ottimale di controllo. Se pensi di passare a acciaio da un quarto di pollice a dieci piedi, quella pressa hobbistica da 40 tonnellate diventa una responsabilità la prima volta che proverai a rispettare un vero progetto.
La capacità dovrebbe adattarsi comodamente all’80 percento del tuo carico di lavoro — non appena — con margine per il 20 percento che ti mette alla prova.
C’è anche un test di onestà qui. Le piegatrici per pannelli possono superare le presse piegatrici in modo notevole su pannelli piatti ad alto volume, perché afferrano e formano più piegature in un’unica configurazione, ma faticano con bordi piegati, offset e geometrie non perpendicolari. Le presse piegatrici restano il cavallo di battaglia versatile per pezzi complessi. Quindi il tuo percorso di crescita dipende da ciò che realmente costruisci, non da quello che sembra impressionante in uno showroom.
Comprare per ego è costoso.
Comprare per geometria abbinata è ingegneria.
[Regola dell’apprendista] Scegli una pressa piegatrice la cui tonnellata nominale, lunghezza di lavoro e sistema di controllo superino comodamente le tue esigenze calcolate per il materiale più comune — non il lavoro ipoteticamente più pesante. Testa sempre questo prima su scarti.
Anche la macchina giusta ha dei limiti.
E sapere quando non usare affatto una pressa piegatrice è la prossima lezione di cui avrai bisogno.
Smetti di cercare di far funzionare una pressa piegatrice nel momento in cui la geometria del pezzo non corrisponde più a un punzone che scende in una matrice.
Sembra ovvio. Non lo è. Ho visto persone intelligenti raddoppiare la tonnellata, riprogrammare la CNC e cambiare tre volte gli stampi perché “sulla carta” la piega avrebbe dovuto chiudersi. Quello contro cui combattevano non era la forza. Era la forma. Una pressa piegatrice è un sistema di punzone e matrice controllato — come il sistema frenante di un camion carico, progettato per applicare forza attraverso superfici di contatto definite — e quando la geometria di contatto scompare, stai solo spingendo il metallo in giro sperando che ti obbedisca.
L’unica cosa che devi portare avanti è questa: la geometria decide la macchina prima ancora della tonnellata. Non è ovvio perché la maggior parte delle officine attribuisce il fallimento a “mancanza di potenza” o “mancanza di controllo”. Quello di cui avevano bisogno era una fisica diversa.
Quindi, come riconosci quel momento in anticipo invece di dopo aver rovinato tre lamiere?
Una pressa piegatrice presuppone un materiale piatto appoggiato su una matrice a V, sostenuto su due linee, con un punzone che crea una terza linea di contatto. Tre linee definiscono la piega. Questo è il sistema.
Nel momento in cui introduci un tubo o un condotto, hai perso due di quelle linee. Il materiale è già curvo. Non può poggiare in piano nella matrice. Il contatto diventa puntuale e instabile, e la parete tende a ovalizzarsi invece di formare un raggio pulito. Cercare di piegare un tubo con una pressa è come cercare di raddrizzare un tondino con una morsa da banco — l’attrezzo non è sbagliato, semplicemente non è progettato per sezioni circolari.
Potresti ottenere una ammaccatura. Non otterrai una curvatura ingegnerizzata.
Fori e intagli in una lamiera creano lo stesso problema in modo più silenzioso. La matrice si aspetta un supporto continuo sotto la linea di piega. Se tagli un intaglio troppo vicino, o se punzoni un foro nella zona della piega, hai indebolito la sezione proprio dove lo sforzo raggiunge il massimo. Il punzone scende, la tensione si concentra sul bordo del taglio, e le crepe iniziano. Il disegno diceva “semplice 90°”. La geometria diceva “frattura”.”
Ora chiediti: se la superficie di contatto è rotta o curva prima ancora di iniziare, stai ancora operando un sistema punzone-matrice?
[Regola dell’apprendista] Se il tuo materiale non può poggiare in piano e completamente sostenuto sulle spalle della matrice per l’intera lunghezza della piega, stai chiedendo alla pressa di fare il lavoro di un’altra macchina. Provalo sempre prima su uno scarto.
Ma la lamiera piana è sempre lamiera piana, giusto?
Ecco dove gli apprendisti si confondono. Raggi stretti e scatole con più pieghe sembrano complicati, quindi pensano che la pressa sia lo strumento sbagliato.
È l’opposto.
Una pressa piegatrice dà il meglio quando serve un raggio interno controllato, un angolo ripetibile e una lunghezza di flangia costante su dozzine o centinaia di pezzi. Il bottoming o la coining — spingere più a fondo il punzone per forzare il materiale in un raggio definito — riducono il ritorno elastico e stringono le tolleranze. Questa è la geometria controllata. È come serrare una testata cilindri con una chiave dinamometrica calibrata invece di indovinare con una leva; stai controllando la posizione finale, non solo applicando forza.
Ma anche qui ci sono dei limiti.
La lunghezza minima della flangia è importante. Se la flangia è troppo corta per coprire una buona parte dell’apertura della matrice, il pezzo si inclina, si torce o si schiaccia. La matrice non può sostenerlo. Passerai la giornata a rincorrere la variazione d’angolo e dare la colpa alla macchina. Il vero problema è che la flangia non dà alla matrice spazio sufficiente per lavorare.
Poi arrivano le scatole chiuse.
Pieghi tre lati. Il quarto sembra facile sullo schermo. In realtà, le flange già formate colpiscono il corpo del punzone o la struttura della macchina prima che l’ultima piega possa chiudersi. A volte puoi usare punzoni a collo d’oca o attrezzature in sequenza, ma all’interno di ogni pressa c’è un limite fisico. Quando il pezzo supera quell’inviluppo, hai finito. Nessun aggiornamento software cambia la profondità della gola o l’altezza utile.
Quindi il punto forte è una geometria di lamiera precisa che possa muoversi fisicamente nello spazio di lavoro della macchina senza collidere con essa.
Il che porta alla vera domanda: se la geometria contrasta quell’involucro, a cosa ti affidi invece?
Se la caratteristica distintiva del pezzo è la curvatura lungo la sua lunghezza — un arco continuo, non una singola linea di piega — una macchina a rulli vince. I rulli sostengono il materiale in modo progressivo e distribuiscono la deformazione lungo la distanza. Una pressa piegatrice concentra la forza in una sola linea. Forzare un raggio lungo con una piegatrice tramite la piegatura “a urti” è possibile, ma è solo un’approssimazione. È come cercare di lavorare un albero rotondo con una lima; puoi avvicinarti, ma il processo stesso va contro la precisione.
Se il pezzo è materiale tondo o tubo, usa una piegatubi a trazione rotativa o con mandrino. Quegli strumenti sostengono il diametro interno per evitare il collasso mentre tirano il materiale intorno a una matrice di forma. Il supporto segue la curva. Una pressa piegatrice non può farlo perché il suo supporto è fisso e lineare.
Se devi chiudere piccole giunzioni strette su pezzi a lamiera sottile ripetutamente, una piegatrice dedicata a punti o a foglia può superare una pressa piegatrice perché l’attrezzatura si adatta perfettamente a quel solo movimento. Meno regolazioni. Meno errore di accumulo.
Il quadro decisionale è semplice, ma devi essere abbastanza disciplinato da usarlo:
Se rispondi “no” a una di queste domande, smetti di cercare di salvare il lavoro con la tonnellanza.
[Regola dell’Apprendista] Quando la geometria richiede supporto distribuito, mandrini interni o curvatura continua, scegli la macchina costruita attorno a quel sistema di supporto — non quella già fissata al pavimento. Prova sempre prima su materiali di scarto.
Il limite rigido non è la resistenza. È la geometria di contatto.
Una volta che lo capisci, smetti di chiederti, “La piegatrice può farcela?” e inizi a chiederti, “Questo pezzo appartiene davvero a un sistema punzone-matrice?”


















