

Tenía un panel de aluminio de cuatro pies sujeto en una prensa de banco, dos tubos de extensión colocados sobre las manijas de una “plegadora de taller” manual. El primer tirón se veía bien. En el segundo, el panel se retrasó respecto a la mordaza, se arqueó en el centro, luego se levantó de golpe y lo golpeó en el antebrazo.
Pensó que necesitaba más palanca.
Lo que necesitaba eran leyes de la física diferentes.
Aprendiste con tubo. Todos lo hacen. Una dobladora de tuberías sujeta una sección redonda, la apoya en una matriz y la hace rodar a través de un radio controlado. El material está confinado por todos lados. La carga se ajusta al contorno de la curva.
La chapa plana no tiene ese lujo.
Cuando intentas doblar un panel de 36 pulgadas de ancho con una herramienta de sujeción y tracción, la fuerza se distribuye de manera desigual a lo largo del ancho. Los bordes se mueven primero. El centro se retrasa. Ese retraso fue lo que causó que el aluminio se levantara como un resorte de hoja descargándose en el eje de un camión.
[Regla del Aprendiz] Si el material puede torcerse, se torcerá antes de doblarse.
Siempre prueba esto primero con desechos.
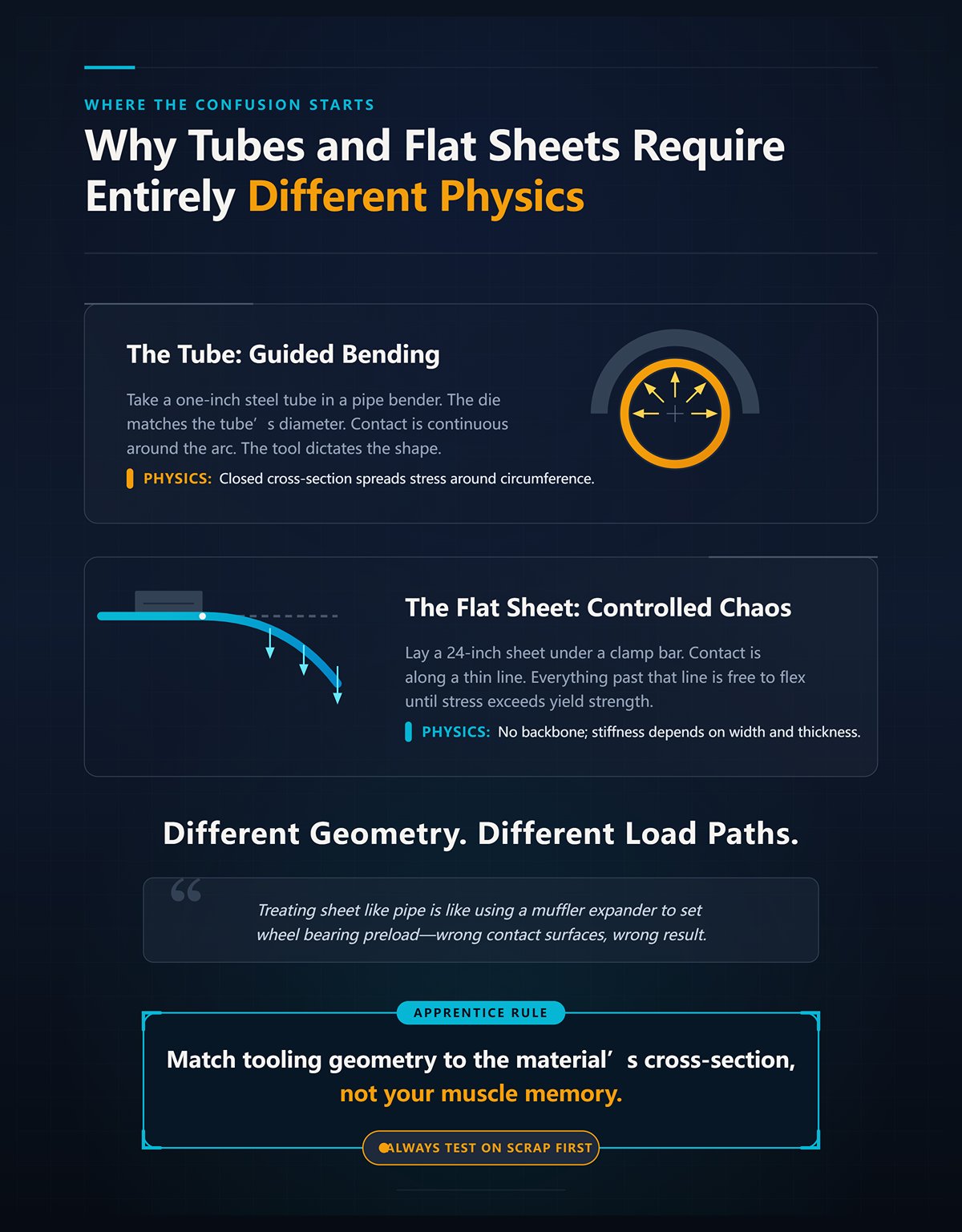
Toma un tubo de acero de una pulgada en una dobladora de tuberías. La matriz coincide con el diámetro del tubo. El contacto es continuo a lo largo del arco. La herramienta dicta la forma.
Ahora coloca una chapa de 24 pulgadas bajo una barra de sujeción. Estás haciendo contacto a lo largo de una línea delgada. Todo lo que está más allá de esa línea es libre de flexionarse hasta que el esfuerzo exceda el límite elástico. Eso no es doblado guiado. Eso es caos controlado.
Un tubo resiste la deformación porque su sección transversal cerrada distribuye el esfuerzo alrededor de su circunferencia. Una chapa plana no tiene tal columna vertebral; su rigidez depende del ancho y del espesor, y en tramos amplios se comporta como un trampolín.
Geometría diferente. Trayectorias de carga diferentes.
Tratar la chapa como tubo es como usar un expansor de silenciador para ajustar la precarga de un cojinete de rueda: superficies de contacto incorrectas, resultado incorrecto.
[Regla del Aprendiz] Haz coincidir la geometría de la herramienta con la sección transversal del material, no con tu memoria muscular.
Siempre prueba esto primero con desechos.
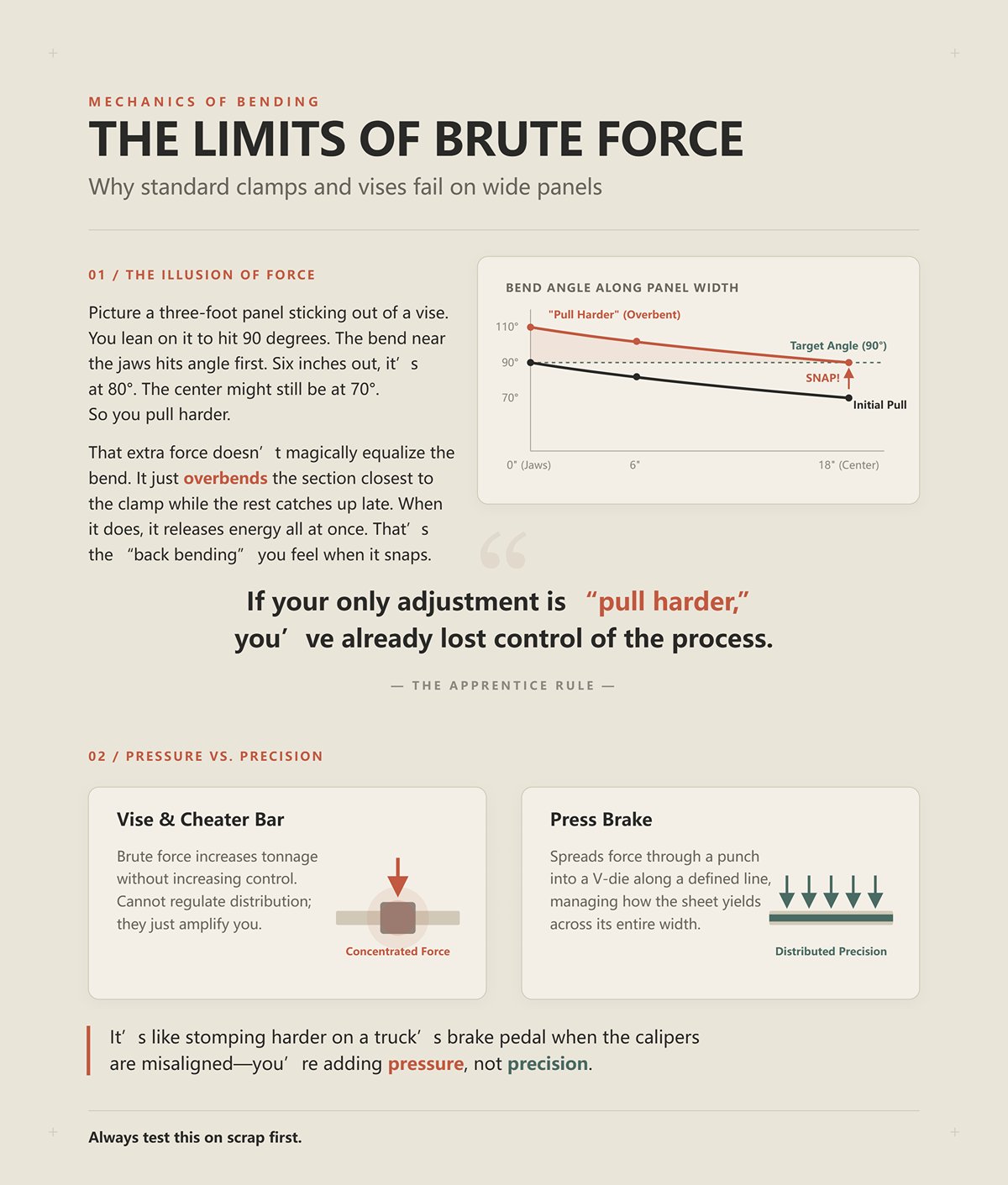
Imagina un panel de tres pies saliendo del tornillo de banco. Haces presión sobre él para llegar a 90 grados. El doblez cerca de las mordazas alcanza el ángulo primero. A seis pulgadas, está en 80. El centro podría seguir en 70. Entonces tiras más fuerte.
Esa fuerza adicional no iguala mágicamente el doblado. Solo sobredobla la sección más cercana a la mordaza mientras el resto se pone al día tarde. Cuando lo hace, libera la energía toda a la vez. Ese es el “contradoblado” que sientes cuando el panel se levanta de golpe.
La fuerza bruta aumenta la tonelaje sin aumentar el control. Una prensa dobladora distribuye la fuerza a través de un punzón hacia una matriz en V a lo largo de una línea definida, gestionando cómo la lámina se deforma en toda su anchura. Un tornillo de banco y una palanca larga no pueden regular esa distribución; simplemente la amplifican.
Es como pisar más fuerte el pedal del freno de un camión cuando los calibradores están desalineados: estás añadiendo presión, no precisión.
[Regla del Aprendiz] Si tu único ajuste es “tirar más fuerte”, ya has perdido el control del proceso.
Siempre prueba esto primero con desechos.
Deja de decir “doblar”. Esa palabra te engaña.
No estás doblando la ropa. Estás conduciendo un punzón dentro de una matriz, forzando el material más allá de su punto de fluencia a lo largo de un eje controlado, teniendo en cuenta el rebote elástico—la tendencia del metal a relajarse después de que se elimina la carga. Esa relajación se mide, se predice, se compensa.
Cuando los talleres buscan precisión—pestañas de ajuste perfecto, paneles que encajan entre sí, piezas que se ensamblan sin sujetadores—no están forzando los dobleces a golpes. Están diseñando la geometría para que cada doblez quede dentro de milésimas. Eso solo ocurre cuando la fuerza se aplica mediante herramientas emparejadas, no mediante antebrazos y esperanzas.
El cambio cognitivo es este: la potencia no crea precisión. La geometría sí.
Y una vez que ves eso, la verdadera pregunta no es cuán fuerte puedes tirar.
Es cómo el punzón y la matriz realmente controlan esa fuerza.
Coloco una tira de acero dulce de 1/8 de pulgada en una matriz en V de 1 pulgada y bajo un punzón de radio 0.060 pulgadas hasta que el indicador de profundidad marca 0.500 pulgadas. El ángulo sale de la matriz a 90 grados. No toco el ajuste de presión. Solo cambio la matriz inferior por una abertura en V de 1.5 pulgadas y golpeo a la misma profundidad.
El ángulo se abre aproximadamente a 94.
Mismo material. Mismo punzón. Misma máquina. Diferente geometría, diferente resultado. Entonces, si no está comprimiendo el metal como un tornillo de banco, ¿qué está haciendo realmente?
Observa los puntos de contacto.
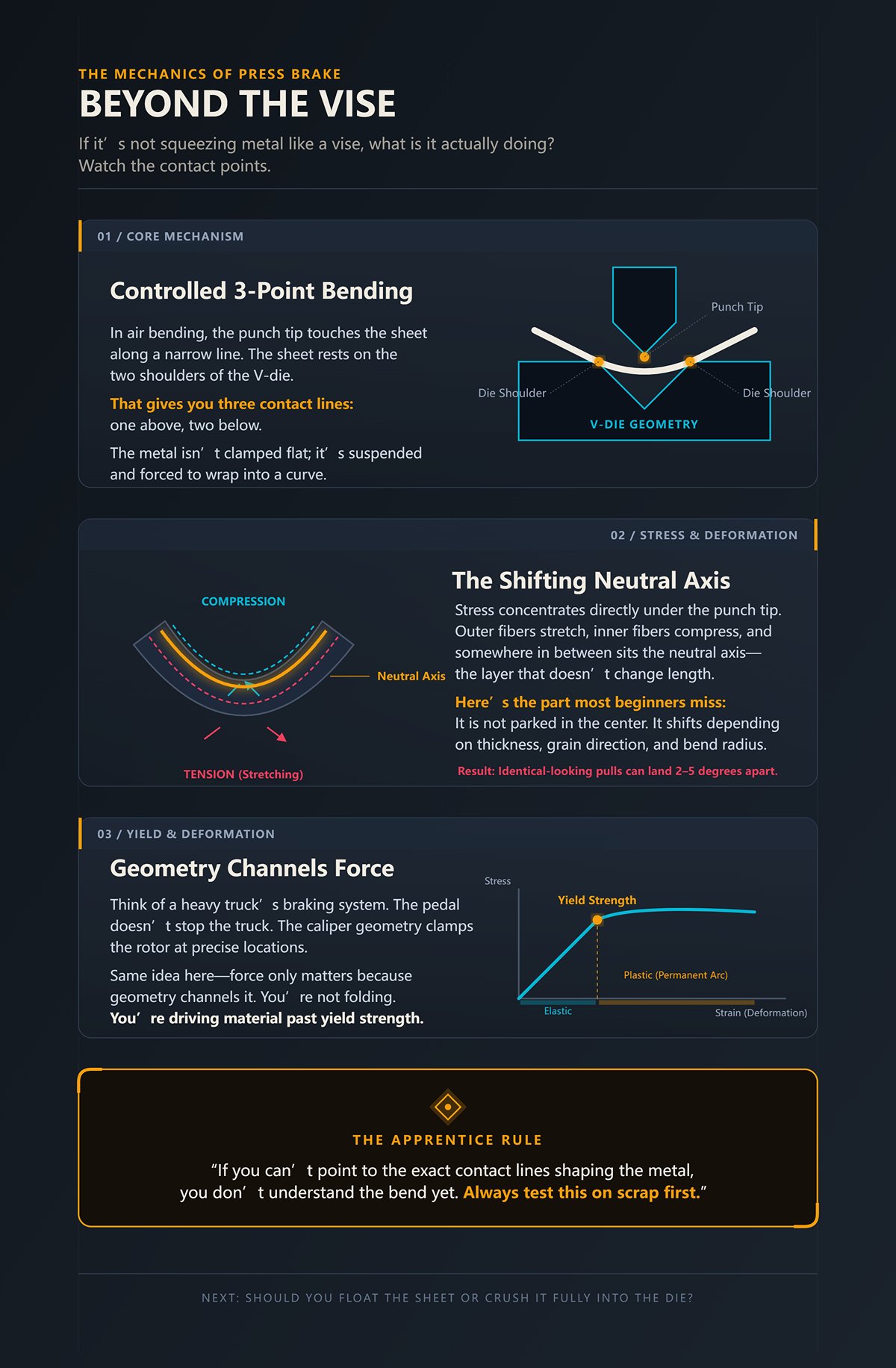
En una prensa dobladora, la punta del punzón toca la lámina a lo largo de una línea estrecha. La lámina, en el doblado al aire, descansa sobre los dos hombros de la matriz en V. Eso te da tres líneas de contacto: una arriba, dos abajo. El metal entre esas líneas no está sujeto plano; está suspendido y obligado a envolver en una curva a medida que el punzón desciende.
Eso no es compresión como en una mordaza. Es doblado controlado de tres puntos.
La tensión se concentra directamente bajo la punta del punzón. A medida que el punzón desciende, las fibras externas de la lámina se estiran (tensión), las fibras internas se comprimen, y en algún lugar intermedio se encuentra el eje neutro—la capa que no cambia de longitud. Aquí está la parte que la mayoría de los principiantes pasan por alto: ese eje neutro se desplaza dependiendo del grosor, la dirección del grano y el radio del doblez. No está estacionado en el centro como una línea pintada.
Ese desplazamiento es la razón por la cual dos tirones aparentemente idénticos pueden resultar entre 2 y 5 grados distintos en el doblado al aire si no se tiene en cuenta el comportamiento del material.
Piénsalo como el sistema de frenos de un camión pesado. El pedal no detiene el camión. La geometría de la pinza sujeta el rotor en ubicaciones precisas, convirtiendo la fuerza en fricción controlada. La forma y ubicación de las pastillas determinan cómo se distribuye la fuerza. La misma idea aquí: la fuerza solo importa porque la geometría la canaliza.
Así que no, no estás doblando. Estás llevando el material más allá del límite elástico—deformación permanente—a lo largo de un arco definido por el radio del punzón y el ancho de la matriz.
[Regla del Aprendiz] Si no puedes señalar las líneas de contacto exactas que dan forma al metal, aún no comprendes la flexión. Siempre prueba esto primero con material de desecho.
Pero una vez que ves que se trata de una flexión de tres puntos, llega rápidamente la siguiente pregunta: ¿deberías dejar que la lámina flote entre esos puntos o aplastarla completamente dentro de la matriz?
Toma acero dulce calibre 14. En flexión al aire, con una relación estándar de matriz en V de 8× el espesor (alrededor de una V de 1 pulgada para material de 0.075 pulgadas), podrías necesitar aproximadamente de 15 a 20 toneladas por pie para lograr 90 grados. Si cambias a embutido—donde el punzón fuerza el material completamente dentro de la cavidad en V—esa tonelada puede subir a 60–100 toneladas por pie.
De cuatro a ocho veces más carga.
¿Por qué? Porque el embutido no solo cede las fibras exteriores. Deforma plásticamente casi toda la zona de la curva para que coincida con el ángulo de la matriz. Ya no estás formando un ángulo controlando la profundidad; estás imprimiendo la geometría de la matriz en la lámina.
El embutido mantiene rutinariamente ±0.5 grados. La flexión al aire, en cambio, suele situarse alrededor de ±2 grados a menos que ajustes la compensación. Parece que el embutido es el amigo del principiante.
Hasta que rompes una lámina de aluminio de 0.040 pulgadas porque excediste su límite de elongación.
El embutido proporciona una tolerancia angular más estricta, pero elimina la tolerancia al error. Cualquier variación de espesor, diferencia en la dirección del grano o pico de tonelaje se multiplica por esa mayor carga. Las láminas delgadas y las aleaciones blandas no negocian; se rasgan.
La flexión al aire, en cambio, forma el ángulo controlando la profundidad del punzón en relación con el ancho de la matriz. La lámina solo hace contacto en tres puntos. Menos tonelaje. Más adaptabilidad. Pero el ángulo ahora depende en gran medida de propiedades de material consistentes y de un control de profundidad preciso.
Para un principiante, la flexión al aire enseña control. El embutido castiga los errores.
Es la diferencia entre modular la presión del freno en una bajada y pisar el pedal a fondo confiando en que el ABS te salve. Uno desarrolla sensibilidad. El otro asume perfección.
[Regla del Aprendiz] Aprende la flexión al aire primero; te obliga a entender la profundidad, el ancho de la matriz y la respuesta del material en lugar de esconderte detrás de la fuerza bruta. Siempre prueba esto primero con material de desecho.
Pero la flexión al aire abre otro problema que no puedes ignorar: ¿por qué el simple hecho de ensanchar la matriz en V cambia el ángulo final incluso cuando la profundidad del punzón apenas se mueve?
| Tema | Detalles |
|---|---|
| Pregunta | Flexión al aire vs. embutido: ¿qué método le da a un principiante más control? |
| Ejemplo de material | Acero dulce calibre 14 (0.075 pulgadas de espesor) |
| Configuración de flexión al aire | Relación estándar de matriz en V de 8× el grosor (≈matriz en V de 1 pulgada) |
| Tonnelaje de doblado por aire | ~15–20 toneladas por pie para alcanzar 90° |
| Tonnelaje de fondo | ~60–100 toneladas por pie |
| Diferencia de carga | El fondo requiere de 4 a 8× más carga |
| Razón para mayor carga | El fondo deforma plásticamente casi toda la zona de doblado para coincidir con el ángulo de la matriz |
| Mecanismo de conformado | Doblado por aire: ángulo formado mediante control de profundidad; Fondo: geometría de la matriz impresa en la lámina |
| Precisión angular | Fondo: ±0.5°; Doblado por aire: típicamente ±2° sin compensación |
| Riesgo con el fondo | La mayor carga magnifica la variación de grosor, diferencias en la dirección del grano y picos de tonnelaje |
| Sensibilidad del material | Láminas delgadas y aleaciones blandas (p. ej., aluminio de 0.040 pulgadas) pueden agrietarse si se supera el límite de elongación |
| Tolerancia | Fondo: baja tolerancia; Doblado por aire: más adaptable |
| Puntos de contacto de la lámina | El doblado al aire contacta la lámina en tres puntos |
| Factores de control (Doblado al aire) | Depende de propiedades de material consistentes y control preciso de la profundidad |
| Impacto en el aprendizaje | El doblado al aire enseña control; el fondo castiga las suposiciones |
| Analogía | Doblado al aire: modular la presión del freno cuesta abajo; Fondo: pisar el pedal bruscamente y confiar en el ABS |
| Regla del aprendiz | Aprende primero el doblado al aire; comprende la profundidad, el ancho de la matriz y la respuesta del material |
| Mejor práctica | Haz siempre una prueba en un trozo de desecho primero |
| Pregunta abierta | ¿Por qué el ensanchamiento de la matriz en V cambia el ángulo final incluso cuando la profundidad del punzón apenas cambia? |
Coloca acero de 0.125 pulgadas en una matriz en V que tenga 8 veces el espesor del material —1 pulgada de ancho—. Dóblalo a 90 grados. Mide el radio interior. Obtendrás aproximadamente 0.160 pulgadas, más o menos.
Ahora coloca esa misma lámina en una matriz de 12×—1.5 pulgadas de ancho—. Mismo radio de punzón. Mismo ángulo objetivo.
Tu radio interior aumenta. Tu profundidad de punzón requerida cambia. Y tu recuperación elástica también aumenta.
¿Por qué?
Porque el ancho de la matriz controla qué tan separados están los puntos de contacto inferiores. Una V más ancha significa que la lámina abarca una distancia mayor entre los apoyos. Eso reduce la severidad del doblado por unidad de profundidad y produce un radio interior más grande. Un radio mayor significa menor concentración de esfuerzo, lo que cambia cuánto se recupera el material elásticamente después de descargarlo.
La vieja regla del taller —la abertura en V iguala de 8 a 12 veces el espesor del material— existe porque equilibra la demanda de tonelaje, el radio interior y el riesgo de grietas. Una matriz demasiado estrecha aumenta el tonelaje y corre el riesgo de dividir las fibras exteriores. Una matriz demasiado ancha aumenta el radio y la variabilidad del ángulo.
Esto es la geometría dictando la distribución del esfuerzo. Estás eligiendo el brazo de palanca entre los dos hombros de la matriz. Ese brazo de palanca define cómo la fuerza del punzón se resuelve en un momento de flexión—la fuerza rotacional que realmente curva la lámina.
Cambia el brazo de palanca, cambia el momento. Cambia el momento, cambia el ángulo.
Imagina ajustar el ancho de vía de una topadora. Al ampliar la postura, la forma en que la carga se transfiere a través del chasis cambia. Mismo motor. Diferente geometría. Diferente comportamiento.
[Regla del Aprendiz] Elige tu matriz en V basándote primero en el espesor y el material; el ángulo proviene de esa decisión, no de presionar el pedal. Siempre prueba esto primero en material de desecho.
Ahora estás pensando como un fabricante. Pero incluso con la proporción V perfecta, incluso con una geometría de punzón de manual, algo hace que tu ángulo de 90 se abra a 82 en el instante en que el ariete se levanta.
Dobla una tira de acero aleado 4140 a 90 grados en el aire. Suelta el ariete.
Regresa a 100.
Eso no es un error. Eso es recuperación elástica.
Cuando doblas metal, solo la parte exterior del espesor se deforma de forma permanente. La parte interior puede seguir dentro del rango elástico—lo que significa que desea volver a su forma original una vez que se elimina la carga. Los materiales de alta resistencia a la fluencia, como el 4140, resisten la deformación permanente más que el acero dulce. Por eso retroceden más—a veces más de 10 grados en un doblado al aire.
Incluso con una proporción ideal de matriz en V de 8–12×.
Por eso los operadores experimentados sobredoblan intencionalmente. Si necesitas 90 grados en 4140 y esperas 10 grados de resorteo, lo llevas a 80. No adivinando—probando y registrando.
Aquí es donde los principiantes se queman: el resorteo amplifica los errores en las piezas con múltiples dobleces. Si fallas tu primer doblez por 2 grados, compensas mal en el segundo, y la alineación de las pestañas puede desviarse de la tolerancia rápidamente. La geometría establece el potencial. La resistencia al límite elástico del material secuestra el resultado si la ignoras.
Es como ajustar mal el sesgo de frenado en un camión cargado. El sistema funciona, pero la transferencia de peso durante la desaceleración lo cambia todo. Ignora ese cambio y patinarás justo donde creías tener control.
El resorteo es energía elástica almacenada que se libera cuando el camino de carga desaparece. Si no planificas esa liberación, tu geometría “perfecta” no te salvará.
[Regla del Aprendiz] Determina siempre el resorteo experimentalmente para cada material y espesor antes de fabricar piezas de producción. Siempre prueba esto primero en material de desecho.
Y una vez que entiendes que la geometría define la trayectoria del esfuerzo y el resorteo define la corrección, surge la siguiente verdad difícil:
¿Qué ocurre cuando la propia máquina no puede entregar esa fuerza de manera uniforme a lo largo de la línea del doblez?
Vi una prensa de freno de 10 pies intentar poner un ángulo de 90 en acero dulce de un cuarto de pulgada. Los bordes alcanzaron el ángulo. El centro permaneció abierto casi tres grados. El operador aumentó la presión. En la segunda pasada, los extremos se sobredoblaron, el centro seguía retrasado, y cuando el ariete se levantó, el panel parecía una canoa poco profunda.
Eso es lo que pasa cuando la máquina no puede entregar tonelaje uniforme a lo largo: el émbolo se desvía. Los bastidores de acero se estiran. El centro de la cama recibe menos fuerza efectiva que los bordes. En pliegues largos—cualquier cosa de más de cinco pies—puedes ver entre 0.010 y 0.020 pulgadas de deflexión vertical en el centro de una prensa de tamaño medio. Parece pequeño hasta que recuerdas que el ángulo en el doblado al aire se controla por la profundidad. Una diferencia de unos milésimos en la penetración se convierte en grados de error de ángulo.
Más potencia no arregla esa geometría. A menudo la exagera. Estás inyectando fuerza en una estructura que se flexiona bajo carga.
Piensa en ello como un camión pesado frenando cuesta abajo: si el bastidor se tuerce bajo carga, pisar más fuerte el pedal no endereza el chasis; solo bloquea las ruedas de manera desigual.
Así que antes de empezar a buscar tonelaje, necesitas entender contra qué está luchando realmente ese tonelaje.
Coloca acero dulce de 0.250 pulgadas, 10 pies de largo, doblado al aire en una matriz en V correctamente dimensionada. Usando una estimación estándar de doblado al aire—P ≈ 650 × S² × L / V—obtendrás alrededor de 150–170 toneladas para esa longitud. Esa fórmula asume doblado al aire, una proporción de matriz 8× y un margen de seguridad.
Ahora cambia únicamente el material a inoxidable del mismo espesor.
Tu tonelaje requerido aumenta aproximadamente 1,5×. No porque sea más grueso. Sino porque la resistencia a la tracción—el esfuerzo necesario para deformar permanentemente las fibras exteriores—es mayor. El espesor determina el módulo de sección, la resistencia geométrica al doblado. La resistencia a la tracción determina cuán reacio es el material a ceder.
El espesor es palanca. La resistencia es actitud.
Los principiantes se fijan en las tablas de calibre e ignoran la resistencia a la cedencia. Así es como terminan con potencia insuficiente en aleaciones de alta resistencia o con exceso en aluminio blando. El aluminio puede necesitar aproximadamente 0.55× del tonelaje del acero dulce al mismo espesor. Si calculas alto “solo por seguridad”, no estás agregando precisión—estás agregando estrés a la herramienta y al bastidor.
Aquí es donde se activa la trampa: esa fórmula asume doblado al aire. Si apoyas o acuñas esa misma placa de 1/4 de pulgada para forzar un radio interior ajustado, el tonelaje puede cuadruplicarse—superando las 600 toneladas para 10 pies. Mismo espesor. Mismo largo. Diferente método de conformado. Lo que cambió no fue la hoja. Fue la condición de contacto.
Lo que necesitaba eran leyes de la física diferentes.
[Regla del aprendiz] Calcula el tonelaje en base al espesor, resistencia a la tracción, longitud, ancho de la matriz y método de conformado—nunca solo en base al espesor. Prueba siempre esto primero en material de descarte.
Pero incluso cuando tus cálculos son exactos, los pliegues largos siguen saliendo más abiertos en el centro. ¿Por qué?
Haz un pliegue de seis pies en una máquina sin compensación por arqueo. Mide el ángulo en ambos extremos y en el centro exacto. Es común ver el centro 1–3 grados más abierto, dependiendo de la carga. Eso es deflexión del émbolo y cama bajo tonelaje.
El acero obedece la Ley de Hooke en el rango elástico: el esfuerzo produce una deformación proporcional. El bastidor de tu prensa es un enorme resorte. Bajo carga, se arquea hacia arriba en el medio. El punzón penetra más en los extremos porque el bastidor allí está sostenido por las carcasas laterales. El centro flota.
La compensación por arqueo es un contra-arqueo deliberado. Cuñas mecánicas o sistemas hidráulicos empujan la cama hacia arriba en el centro antes o durante el golpe para que, bajo carga, todo se nivele. Estás precargando la máquina para cancelar su propia deflexión.
Sin compensación por arqueo, los operadores compensan de la manera incorrecta. Añaden tonelaje. Eso profundiza la penetración primero en los extremos—porque ahí es donde la estructura es más rígida—mientras que el centro sigue careciendo de presión. Persigues el ángulo con presión y terminas con extremos sobre-doblados y centro abierto.
Es como calzar de forma desigual las pastillas de freno de un camión: más fuerza en el pedal no igualará el contacto; solo sobrecalienta las zonas más ajustadas.
Los controles digitales ahora consideran correcciones de coseno, factores de material y márgenes de seguridad, a menudo logrando una precisión de ±2%. Pero incluso el cálculo perfecto de tonelaje ignora la deflexión del bastidor a menos que la compensación por arqueo esté correctamente ajustada. Calcular sin compensar es media solución.
[Regla de aprendiz] Para doblados de más de cinco pies, ajuste la curvatura antes de aplicar presión; iguale la compensación al tonelaje calculado, no a suposiciones. Siempre pruebe esto primero en material de desecho.
Y si ignora eso y sigue aumentando la fuerza, ¿qué falla primero?
No es la lámina.
He visto un punzón segmentado romperse limpio a lo largo del radio porque alguien conformó al fondo una placa gruesa en una matriz diseñada para doblado al aire. La máquina era “lo suficientemente grande”. La herramienta no lo era.
Las herramientas tienen una calificación de toneladas por pie. Si la excede, la tensión de contacto en la punta del punzón o en el hombro de la matriz supera los límites del acero templado. Comienzan microgrietas. Un día escucha un golpe seco en lugar del zumbido hidráulico. Luego está barriendo fragmentos de carburo.
Y si la herramienta sobrevive, los cojinetes del ariete y los bastidores laterales absorben el exceso. La sobrecarga repetida estira las barras de unión y altera el paralelismo. Ahora ha introducido inexactitud permanente en la máquina.
Más potencia no compra precisión. Compra desgaste acelerado si no respeta el eslabón más débil en la ruta de carga.
Piense en dirigir una hoja de bulldozer contra roca sólida a todo gas: el motor podría soportarlo, pero el filo de corte y los pasadores de montaje reciben el golpe.
[Regla de aprendiz] Nunca exceda la calificación de toneladas por pie de su punzón y matriz; la herramienta normalmente falla antes que la prensa. Siempre pruebe esto primero en material de desecho.
Entonces, ¿cómo evitar caer en esa trampa antes del primer golpe?
Comience con cuatro datos escritos, no adivinados:
Para doblado al aire de acero dulce, use la estimación estándar ajustada para el ancho de su matriz. Aplique factores de material: aproximadamente 1,5× para acero inoxidable, alrededor de 0,55× para aluminio. Agregue un margen de seguridad 20%—pero manténgase dentro de la calificación de la herramienta.
Si planea conformar al fondo o acuñar, multiplique en consecuencia. Espere varias veces el tonelaje del doblado al aire. No es opcional; es física, debido al mayor contacto y la deformación plástica a través de todo el espesor.
Luego verifique dos cosas más antes de ciclar:
Los estimadores modernos en controles CNC manejan las correcciones del ángulo de coseno y los factores de seguridad más rápido y con mayor precisión que los cálculos manuales. Úsalos. Pero verifica que la salida respete el límite de toneladas por pie de tu herramienta y que el abombado esté activado para doblados largos.
Anota el número. Compáralo con la capacidad nominal de la máquina y la de la herramienta. Solo entonces cargas la hoja.
La precisión en el doblado proviene de la fuerza calculada aplicada a través de una geometría coincidente, no de tener la bomba hidráulica más grande del edificio. A continuación, veremos paso a paso cómo configurar ese primer doblado para que las matemáticas, la herramienta y la máquina estén en acuerdo antes de que el acero ceda.
Un joven al que entrené una vez rodó una barra de acero dulce de calibre 11 de 10 pies hasta la prensa, colocó al azar un dado en V de 1/2 pulgada, calculó a ojo un ángulo de 90 y dijo: “El primer tiro se veía bien.” La pestaña midió 1.000 pulgadas en el extremo izquierdo, 0.965 en el centro, 1.015 en el derecho. El ángulo variaba un grado y medio a lo largo de la pieza. No había roto nada. Simplemente había acumulado tres pequeños errores de configuración sobre un cálculo de tonelaje correcto.
La máquina hizo exactamente lo que la geometría le indicó que hiciera.
Ya sabes que la fuerza y el abombado deben calcularse antes de que el acero ceda. Ahora vas a ver que la geometría de la herramienta y la posición del tope trasero deben elegirse antes de que tu pie siquiera se acerque al pedal, porque una vez que el punzón toque la hoja, la física entra en juego y no negocia. Piensa en la prensa dobladora como en el sistema de frenos neumáticos de un camión cargado: la presión del pedal importa, pero si las zapatas y tambores no coinciden, no frenas recto.
Aquí está el flujo de trabajo que te mantiene fuera de problemas.
Coloca una pieza de acero dulce de 0.125 pulgadas (1/8″) en el banco. Quieres un doblado limpio de 90° con un radio interior de alrededor de 0.125 pulgadas. Tu primer instinto es agarrar el dado en V más pequeño que encuentres para “forzar” esa esquina cerrada.
Desacelera.
En el doblado al aire, el radio interior no lo determina la punta del punzón. Está controlado en gran medida por el ancho de la abertura en V. Una regla común para acero dulce es:
Así que para un material de 0.125 pulgadas, una V de 1.0 pulgada (8×) es típica. Esto da un radio interior de alrededor de 0.16 pulgadas. No extremadamente afilado. Predecible.
Ahora supón que ignoras eso y eliges una V de 0.375 pulgadas (3× espesor) para perseguir un radio de 0.06 pulgadas. Pasan dos cosas:
Las guías de herramientas advierten contra ir más angosto que aproximadamente 5× el espesor para el doblado al aire general. Por debajo de eso, ya no estás en el rango estable y predecible del doblado al aire. Estás coqueteando con cargas de fondo y sobrecargando la herramienta.
Así es como se rompen los punzones. No por un doblado heroico, sino por sobrecargas repetidas más allá de su límite de toneladas por pie.
[Regla del aprendiz] Elige la apertura en V basándote primero en el espesor del material y el método de conformado; acepta el radio que te da la geometría antes de perseguir una esquina más afilada por fuerza bruta. Siempre prueba esto primero en material de desecho.
Si el plano realmente exige un radio interior agudo igual o menor que el espesor, no lo “trampas” con una V diminuta. O bien haces fondo con herramientas clasificadas para esa carga, haces acuñado con una máquina dimensionada para ello, o cambias el diseño. Lo que cambió no es tu ambición. Es la condición de contacto — curvado al aire frente a fondo — y eso cambia totalmente el cálculo de tonelaje.
Entonces, una vez que el radio del punzón y el ancho del troquel están fijados, ¿qué evita que ese reborde de 1.000 pulgadas se desvíe 0.035 en diez pies?
Desliza la misma lámina de 0.125 pulgadas en el troquel y ajusta el tope posterior a 1.000 pulgada. Estás midiendo desde la línea central del troquel hasta los dedos del tope. Bien.
Ahora verifica tu troquel: apertura en V de 1.0 pulgada.
Aquí está la trampa. La longitud mínima del reborde para un troquel en V estándar generalmente debe exceder la mitad del ancho de la apertura en V. Para una V de 1.0 pulgada, eso es aproximadamente 0.500 pulgada. Más corto que eso y el material no tiene nada sólido sobre lo cual apoyarse; puede hundirse en la ranura en lugar de formarse limpiamente.
Si tu plano exige un reborde de 0.400 pulgada, tu tope posterior puede ser de precisión láser y aun así fallarás. La lámina se inclinará o colapsará dentro del troquel. La geometría prevalece sobre la intención.
La alineación del tope posterior no se trata solo de establecer un número. Se trata de confirmar que ese número sea físicamente soportable por el troquel que elegiste en el Paso 1.
Ahora escuadra la lámina contra los dedos del tope y verifica el paralelismo a lo largo de la bancada. Si tu ariete y bancada están correctamente coronados para el tonelaje calculado, la penetración será uniforme. Si no lo están, el centro puede abrirse de 1 a 3 grados en piezas largas. Eso se traduce directamente en variación de la longitud del reborde porque el error de ángulo cambia la dimensión proyectada.
En un reborde de 1 pulgada, un error de un grado puede desplazar la longitud de la pata por varios milésimos. En diez pies, eso se vuelve visible.
Ajustar el tope posterior sin verificar el ancho del troquel y la coronación es como alinear las ruedas delanteras de un camión ignorando un eje doblado: los números parecen correctos, pero el vehículo aún se desvía.
[Regla del aprendiz] Antes de confiar en una dimensión del tope posterior, confirma que el ancho del troquel soporte el reborde y que la coronación coincida con la carga calculada a lo largo de toda la longitud del doblez. Siempre prueba esto primero en material de desecho.
Has elegido la geometría. Has fijado el tope. Ahora finalmente puedes doblar — pero ¿cómo ajustas el ángulo sin adivinar?
Toma un recorte de 6 pulgadas del mismo material. Misma dirección del grano. Mismo espesor. Mismo utillaje. Realiza un solo doblez al aire de 90°.
Mídelo con un medidor de ángulo calibrado. Supón que marca 92°.
Esos dos grados son recuperación elástica — retorno elástico después de retirar la carga. El acero dulce puede recuperar entre 1 y 3 grados en dobleces al aire típicos. Los aceros de alta resistencia pueden recuperar más.
No “lo empujes solo un poco más”.”
En su lugar, programa o ajusta tu objetivo a 88° si necesitas un final de 90°, porque la experiencia — y tu prueba — te dicen que este material recupera 2°. Estás sobre‑doblando intencionalmente para llegar a la especificación tras la recuperación.
Aquí es donde los principiantes se equivocan: prueban primero con una pieza larga. En múltiples dobleces paralelos, sigue la regla de la brida más corta primero. Las patas cortas son más difíciles de controlar y más propensas a interferir con las herramientas. Si ajustas el retorno elástico en una brida larga y fácil primero, la corta puede chocar o deformarse más tarde.
La secuencia importa.
El doblado al aire normalmente presenta una variación inherente de ±1°, incluso en prensas CNC modernas. Si tu tolerancia es más estricta que eso, puede que necesites acuñado con herramientas coincidentes — y un nuevo cálculo completo del tonelaje para mantenerte dentro de los límites de las herramientas.
Lo que necesitaba eran leyes de la física diferentes.
La corrección por retorno elástico es un sobreavance controlado basado en la recuperación elástica medida, no en la sensación del pedal. Piénsalo como ajustar el equilibrio de frenado en un camión pesado: no pisas más fuerte, ajustas la presión para que ambos ejes trabajen de forma predecible.
[Regla del aprendiz] Mide el primer doblez, calcula la corrección de retorno elástico y cambia solo una variable a la vez; nunca busques el ángulo por intuición. Siempre prueba esto primero en material de descarte.
¿Pero qué pasa si el plano exige una brida tan corta que ningún ajuste de ángulo la hace posible?
Imagina una placa de 0.250 pulgadas en una matriz en “V” de 2.0 pulgadas. La mitad de la abertura en “V” es 1.0 pulgada. El plano pide una brida de 0.750 pulgadas.
A medida que el punzón desciende, la placa contacta los hombros de la matriz. Pero el material fuera de la línea de doblado —tu brida prevista— es más corto que el tramo de soporte. No tiene un lugar estable donde apoyarse. En lugar de formar un ángulo limpio de 90°, tiende a girar y deslizarse dentro del canal.
Puedes sujetar más fuerte. Aumentar el tonelaje. Lentificar el golpe. La geometría no cambia.
En un doblado al aire estándar con esa matriz, esa brida está por debajo del mínimo estable. No es un problema de habilidad. Es un problema de soporte.
Ahora —y aquí es donde importa la sutileza— hay excepciones. Herramientas especializadas, como matrices de hombros estrechos o sistemas de doblado rotativo, pueden soportar bridas más cortas. El acuñado con punzones afilados a veces puede forzar la geometría con mayor tonelaje. Pero esas soluciones requieren cargas más altas o equipos especiales y deben evaluarse según las capacidades de la máquina y las herramientas.
La mayoría de las prensas de taller no están dimensionadas para acuñado extremo en material grueso.
Llamar a cada brida corta “imposible” es perezoso. Llamar a cada brida corta “posible si aplicas suficiente fuerza” es peligroso. La pregunta correcta es: ¿mi ancho de matriz elegido sostiene físicamente esta brida sin superar los límites de herramienta o máquina?
Eso no es pensamiento de fuerza bruta. Es contacto diseñado.
[Regla del aprendiz] Si la longitud de la brida es menor que la mitad de la abertura en “V”, asume que el doblado al aire estándar no la soportará y reevalúa las herramientas o el diseño antes de aplicar más fuerza. Siempre prueba esto primero en material de descarte.
Ahora puedes ver el patrón: radio del punzón elegido según el espesor, ancho de matriz seleccionado de relaciones estables, tope trasero ajustado dentro de los límites geométricos, retorno elástico medido y compensado, y longitud de brida verificada contra el soporte de la matriz. Nada de eso es al azar.
Y una vez que lo has hecho una vez, la siguiente pregunta deja de ser “¿Qué tan fuerte golpeo?” y pasa a ser “¿Es esta la máquina adecuada para el trabajo?”
Has diseñado el doblez sobre el papel. El ancho de la matriz se confirma. La longitud de la brida es soportable. El tonelaje por pie está calculado.
Ahora la verdadera pregunta: ¿puede tu máquina entregar esa fuerza de manera uniforme, repetida y sin retorcerse como un pretzel?
El tipo de máquina no se trata de presumir. Se trata de control: de cuán precisamente puedes aplicar la tonelada calculada a través de la herramienta elegida, y cuán consistentemente puedes repetirlo durante un turno, una semana o un año. Una prensa plegadora es como el sistema de frenos de un camión volquete cargado: el pedal es inútil si las líneas hidráulicas, el cilindro maestro y los rotores no están dimensionados para la carga que les pides controlar.
Más grande no es automáticamente mejor. Más impreciso siempre es peor.
Si eliminas esta decisión del proceso, todo lo que acabamos de diseñar colapsa de nuevo en conjeturas. Así que veamos dónde encaja realmente cada tipo —y dónde te sabotea silenciosamente.
Una plegadora manual de dedos no es una prensa plegadora. Es una hoja de sujeción que gira alrededor de una bisagra para doblar una lámina delgada.
Eso importa.
No hay un punzón que penetre en una matriz en V. No hay una geometría de doblado por aire calculada. No hay un punto muerto inferior controlado. Sujetar, tirar, y el material cede a lo largo de una línea definida principalmente por la presión de sujeción y el grosor de la lámina. Es más parecido a doblar una matrícula sobre la rodilla que a formar una geometría controlada.
Entonces, ¿cuándo es suficientemente buena?
Cuando tu material es delgado —piensa en aluminio de calibre liviano o acero dulce de menos de 16 calibres aproximadamente. Cuando tus tolerancias son flexibles —más o menos un par de grados no arruinarán el ensamblaje. Cuando las piezas son pequeñas y los bordes son generosos. Cuando el volumen de producción es lo suficientemente bajo como para que la fatiga no se cuele en tus manos y distorsione la consistencia para la décima pieza.
El problema oculto no es solo la fuerza. Es la repetibilidad. El reposicionamiento manual entre doblados introduce errores acumulativos. Para el quinto doblez, una variación de medio grado se vuelve visible en el último borde. No es porque seas débil. Es porque la herramienta no ofrece una geometría de referencia más allá de una barra de sujeción.
[Regla del aprendiz] Si tu plano exige un radio interior controlado, una tolerancia angular estrecha o una geometría de múltiples dobleces repetible, una plegadora manual de dedos no tiene la física adecuada para el trabajo. Prueba siempre esto primero en material de desecho.
“Suficientemente bueno” vive en el mundo de las cajas simples y las cubiertas livianas.
El momento en que tu diseño depende del contacto de una matriz diseñada, la has superado.
Una prensa plegadora CNC moderna puede alcanzar tolerancias de doblez a doblez que parecen imposibles para un operador manual —a veces dentro de unas pocas milésimas en posición y dentro de un grado o menos en ángulo— porque mide y controla la posición del recorrido con precisión cada vez.
Eso no es magia. Es retroalimentación.
Mientras una prensa manual o hidráulica básica depende de que “sientas” el fondo, un sistema CNC controla la profundidad del ariete numéricamente y puede compensar la recuperación elástica ajustando el sobre recorrido en incrementos medidos. Algunos sistemas incluso monitorizan la deflexión y aplican la compensación automáticamente. Eso es corrección diseñada, no instinto.
Piénsalo como los frenos antibloqueo de un camión: en lugar de esperar que tu pie module la presión perfectamente sobre grava, los sensores pulsan la presión miles de veces por segundo para que la tracción se mantenga predecible. Misma carga. Mejor control.
Entonces, ¿es eso un exceso para un principiante?
Si estás fabricando soportes únicos en un garaje, sí. La máquina superará tu proceso. Pero si estás produciendo piezas que deben ser intercambiables — carcasas, componentes de chasis, cualquier cosa con dobleces paralelos que se apilen — el CNC no se trata de velocidad. Se trata de eliminar la variabilidad humana de la aplicación de fuerza que ya calculamos.
Aquí está la verdad incómoda: los principiantes se benefician más del CNC que los veteranos. La máquina impone consistencia mientras aún estás aprendiendo el comportamiento del material.
[Regla de aprendiz] Si tu acumulación de tolerancias depende de una profundidad de ram consistente y un posicionamiento repetible del tope trasero, el control por software no es un lujo — es un seguro. Siempre prueba esto primero en material de descarte.
Pero el control sin capacidad sigue siendo un fracaso.
Lo que nos lleva a la parte que todos entienden mal.
La etiqueta de tonelaje en el costado de una prensa te indica la fuerza máxima. No te indica la precisión utilizable a lo largo de la longitud.
Calculaste, digamos, 60 toneladas para tu doblez. Bien. Pero ¿es eso a lo largo de toda la longitud de trabajo? ¿Con qué ancho de matriz? ¿Con qué deflexión? Una prensa hidráulica de armazón liviano utilizada cerca de su límite nominal puede doblarse en el centro, abriendo tu ángulo en uno o dos grados en piezas largas. Mismos números. Resultado diferente.
La rigidez del armazón, la longitud de la cama y la capacidad de compensación importan tanto como el tonelaje bruto.
Si la mayor parte de tu trabajo es aluminio de 0,090 pulgadas de menos de cuatro pies de ancho, una prensa masiva de 300 toneladas y 14 pies es hierro desperdiciado. Nunca operará en su rango de control óptimo. Si planeas crecer hacia acero de un cuarto de pulgada a diez pies, esa prensa de 40 toneladas para hobby se convierte en una carga la primera vez que intentes cumplir con un plano real.
La capacidad debe coincidir cómodamente con el 80 por ciento de tu carga de trabajo — no apenas — con margen para el 20 por ciento que te exige más.
También hay aquí una verificación de honestidad. Las dobladoras de panel pueden superar dramáticamente a las prensas en paneles planos de alto volumen porque sujetan y forman múltiples dobleces en una sola configuración, pero tienen dificultades con dobladillos, offset y geometría no perpendicular. Las prensas siguen siendo el caballo de batalla versátil para piezas complejas. Así que tu camino de crecimiento depende de lo que realmente construyes, no de lo que parece impresionante en la sala de exposición.
Comprar por ego es costoso.
Comprar por geometría ajustada es ingeniería.
[Regla de aprendiz] Elige una prensa cuya tonelaje nominal, longitud de trabajo y sistema de control superen cómodamente tus necesidades calculadas para tu material más común — no tu trabajo hipotético más pesado. Siempre prueba esto primero en material de descarte.
Incluso la máquina correcta tiene límites.
Y saber cuándo no usar una prensa en absoluto es la próxima lección que vas a necesitar.
Dejas de intentar que una prensa funcione en el momento en que la geometría de la pieza ya no coincide con un punzón descendiendo en una matriz.
Suena obvio. No lo es. He visto a personas inteligentes duplicar el tonelaje, reprogramar el CNC y cambiar matrices tres veces porque “sobre el papel” el doblez debería cerrarse. Lo que estaban combatiendo no era fuerza. Era forma. Una prensa es un sistema controlado de punzón y matriz — como el sistema de frenado de un camión cargado, diseñado para aplicar fuerza a través de superficies de contacto diseñadas — y cuando la geometría de contacto desaparece, solo estás empujando metal y esperando que obedezca.
Lo único que llevas contigo es esto: la geometría decide la máquina antes que el tonelaje. Eso no es obvio porque la mayoría de los talleres culpa al fallo de “falta de potencia” o “falta de control”. Lo que necesitaban era una física diferente.
Entonces, ¿cómo reconoces ese momento temprano en lugar de después de haber arruinado tres piezas?
Una prensa plegadora asume una pieza plana apoyada sobre una matriz en V, sostenida en dos líneas, con un punzón creando una tercera línea de contacto. Tres líneas definen la curvatura. Ese es el sistema.
En el momento en que introduces tubo o cañería, pierdes dos de esas líneas. El material ya está curvado. No puede asentarse plano en la matriz. El contacto se concentra en puntos y se vuelve inestable, y la pared tiende a ovalarse en lugar de formar un radio limpio. Intentar doblar un tubo con una prensa es como intentar enderezar una barra de refuerzo con un tornillo de banco — la herramienta no es incorrecta, simplemente no está diseñada para secciones transversales redondas.
Tal vez obtengas una abolladura. No obtendrás una curvatura diseñada.
Los agujeros y muescas en la chapa plana crean el mismo problema de una forma más silenciosa. La matriz espera soporte continuo bajo la línea de doblado. Si cortas una muesca demasiado cerca o perforas un agujero en la zona de doblado, has debilitado la sección justo donde la tensión es máxima. El punzón baja, la tensión se concentra en el borde del recorte y comienzan las grietas. El plano decía “simple 90”. La geometría decía “fractura”.”
Ahora pregúntate: si la superficie de contacto está rota o curvada antes de siquiera empezar, ¿sigues operando un sistema de punzón y matriz?
[Regla del aprendiz] Si tu material no puede asentarse plano y completamente apoyado sobre los hombros de la matriz a lo largo de toda la longitud del doblez, le estás pidiendo a la prensa que haga el trabajo de otra máquina. Prueba siempre esto primero con una pieza de desecho.
Pero la chapa plana sigue siendo chapa plana, ¿verdad?
Aquí es donde los aprendices se confunden. Los radios cerrados y las cajas con múltiples dobleces parecen complicados, así que asumen que la prensa es la herramienta equivocada.
Es todo lo contrario.
Una prensa plegadora brilla cuando se necesita un radio interno controlado, un ángulo repetible y una longitud de pestaña consistente en docenas o cientos de piezas. El conformado por fondo o acuñado —bajando más el punzón para forzar el material dentro de un radio definido— reduce el retorno elástico y ajusta la tolerancia. Eso es contacto diseñado. Es como apretar una tapa de cilindro con una llave dinamométrica calibrada en lugar de hacerlo al tanteo con una barra: controlas la posición final, no solo aplicas fuerza.
Pero incluso aquí hay límites.
La longitud mínima de la pestaña importa. Si la pestaña es demasiado corta para cubrir una buena parte de la abertura de la matriz, la pieza se inclina, gira o se aplasta. La matriz no puede sostenerla. Perseguirás variaciones de ángulo todo el día y culparás a la máquina. El verdadero problema es que la pestaña no le da suficiente superficie útil a la matriz con la que trabajar.
Luego vienen las cajas cerradas.
Doblas tres lados. El cuarto parece fácil en la pantalla. En realidad, las pestañas previamente formadas golpean el cuerpo del punzón o el marco de la máquina antes de que el último doblez pueda cerrarse. A veces puedes usar punzones tipo cuello de ganso o herramientas escalonadas, pero existe un límite físico dentro de cada prensa. Cuando la pieza crece fuera de ese límite, se acabó. Ninguna actualización de software cambia la profundidad del cuello ni la altura libre.
Así que el punto óptimo es una geometría de chapa plana precisa que pueda moverse físicamente a través del espacio de trabajo de la máquina sin colisionar con ella.
Lo que lleva a la verdadera pregunta: si la geometría entra en conflicto con ese límite, ¿qué herramienta eliges en su lugar?
Si la característica definitoria de la pieza es la curvatura a lo largo de su longitud — un arco continuo, no una sola línea de doblado — una máquina de rodillos gana. Los rodillos apoyan el material progresivamente y distribuyen la deformación a lo largo de la distancia. Una prensa plegadora concentra la fuerza en una sola línea. Forzar un radio largo con una plegadora mediante doblado por golpes es posible, pero es una aproximación. Es como intentar mecanizar un eje redondo con una lima; puedes acercarte, pero el propio proceso va en contra de la precisión.
Si la pieza es material redondo o tubo, usa una dobladora de tubos de tiro rotatorio o con mandril. Estas herramientas apoyan el diámetro interior para evitar el colapso mientras tiran del material alrededor de una matriz de forma. El soporte sigue la curva. Una prensa plegadora no puede hacer eso porque su soporte es estacionario y lineal.
Si necesitas cerrar costuras pequeñas y ajustadas en piezas de calibre ligero repetidamente, una dobladora puntual dedicada o de estilo hoja puede superar a una plegadora porque la herramienta se adapta perfectamente a ese único movimiento. Menos ajuste. Menos error acumulado.
El marco de decisión es simple, pero tienes que ser lo suficientemente disciplinado como para usarlo:
Si respondes “no” a cualquiera de esas, deja de intentar rescatar el trabajo con tonelaje.
[Regla de Aprendiz] Cuando la geometría requiere soporte distribuido, mandriles internos o curvatura continua, elige la máquina construida alrededor de ese sistema de soporte — no la que ya está atornillada a tu suelo. Siempre prueba esto primero en material de desecho.
El límite duro no es la fuerza. Es la geometría de contacto.
Una vez que ves eso, dejas de preguntar, “¿Puede la plegadora manejarlo?” y comienzas a preguntar, “¿Esta pieza siquiera pertenece a un sistema de punzón y matriz?”


















