

Tezgah mengenesine sıkıştırılmış dört fitlik bir alüminyum paneli ve manuel bir “atölye bükücüsünün” kollarına geçirilmiş iki adet uzatma çubuğu vardı. İlk çekiş iyi görünüyordu. İkinci çekişte panel mengeneye göre geride kaldı, ortadan büküldü ve ardından yukarı doğru fırlayarak ön koluna çarptı.
Daha fazla kaldıraç gücüne ihtiyacı olduğunu düşündü.
İhtiyacı olan şey farklı bir fizikti.
İşi boru üzerinde öğrendiniz. Herkes öyle yapar. Bir boru bükücü, yuvarlak bir kesiti kavrar, onu bir kalıp içinde destekler ve kontrollü bir yarıçap boyunca yuvarlar. Malzeme her taraftan sınırlandırılmıştır. Yük, kavisin etrafına sarılır.
Düz sac levha bu lükse sahip değildir.
36 inç genişliğindeki bir paneli bir sıkıştırma ve çekme aletiyle bükmeye çalıştığınızda, kuvvet genişlik boyunca eşit olmayan bir şekilde yayılır. Kenarlar önce hareket eder. Merkez geride kalır. İşte o gecikme, alüminyumun bir kamyon aksındaki yaprak yayın boşalması gibi yukarı doğru kırbaç gibi fırlamasına neden olan şeydir.
[Çırak Kuralı] Eğer malzeme bükülebiliyorsa, eğilmeden önce burkulacaktır.
Bunu her zaman önce hurda üzerinde test edin.
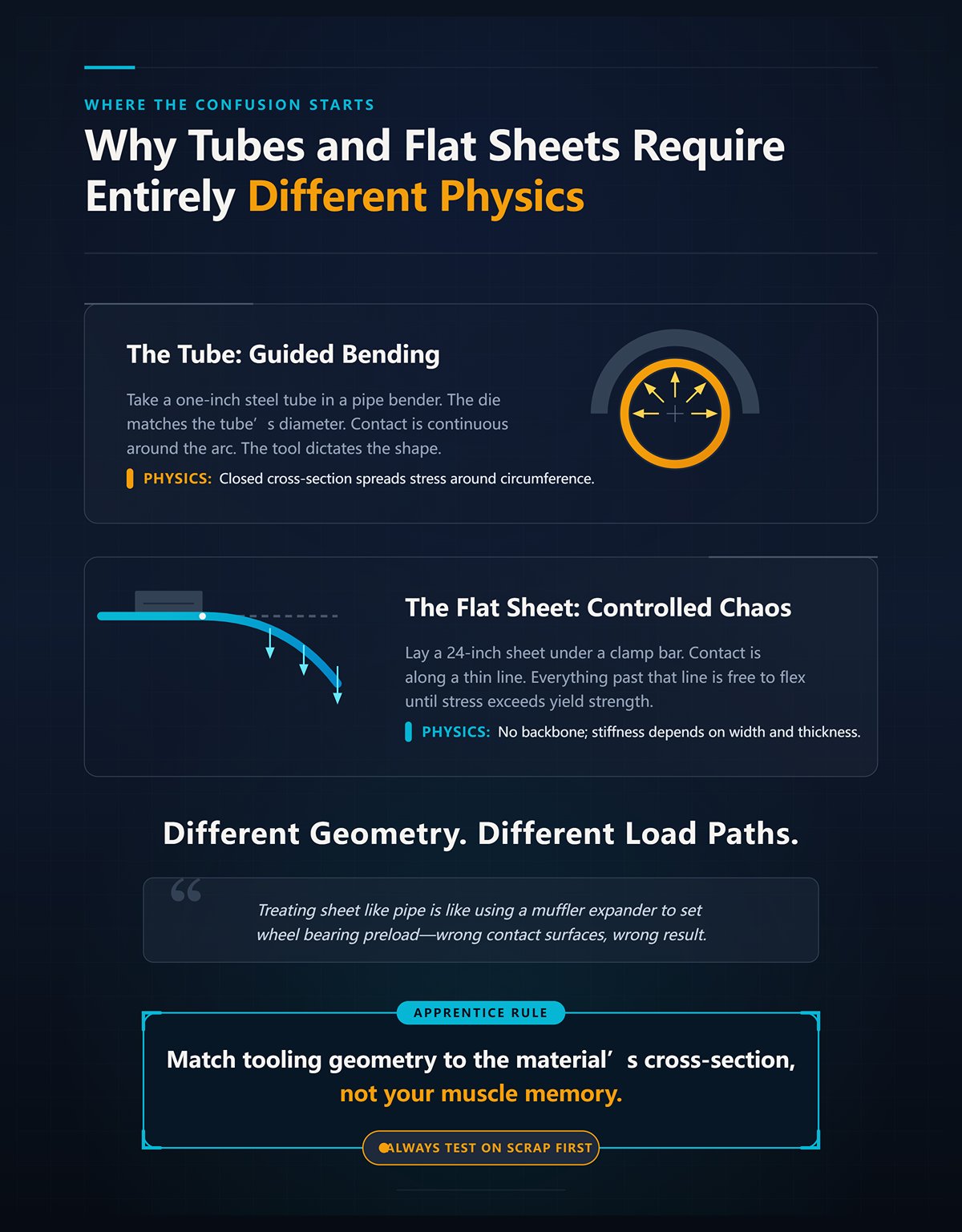
Bir boru bükücüye bir inçlik çelik bir boru koyun. Kalıp, borunun çapıyla eşleşir. Temas, yay boyunca süreklidir. Şekli alet belirler.
Şimdi 24 inçlik bir levhayı bir sıkıştırma çubuğunun altına yerleştirin. Ona ince bir çizgi boyunca temas ediyorsunuz. O çizginin ötesindeki her şey, gerilim akma mukavemetini aşana kadar esnemeye müsaittir. Bu yönlendirilmiş bir bükme değildir. Bu kontrollü bir kaostur.
Bir boru, kapalı kesiti sayesinde gerilimi çevresi boyunca yaydığı için deformasyona direnir. Düz bir levhanın böyle bir omurgası yoktur; sertliği genişliğine ve kalınlığına bağlıdır ve geniş açıklıklarda bir tramplen gibi davranır.
Farklı geometri. Farklı yük yolları.
Saca boru muamelesi yapmak, tekerlek rulmanı ön yükünü ayarlamak için egzoz genişletici kullanmaya benzer; yanlış temas yüzeyleri, yanlış sonuç.
[Çırak Kuralı] Alet geometrisini kas hafızanıza değil, malzemenin kesitine göre eşleştirin.
Bunu her zaman önce hurda üzerinde test edin.
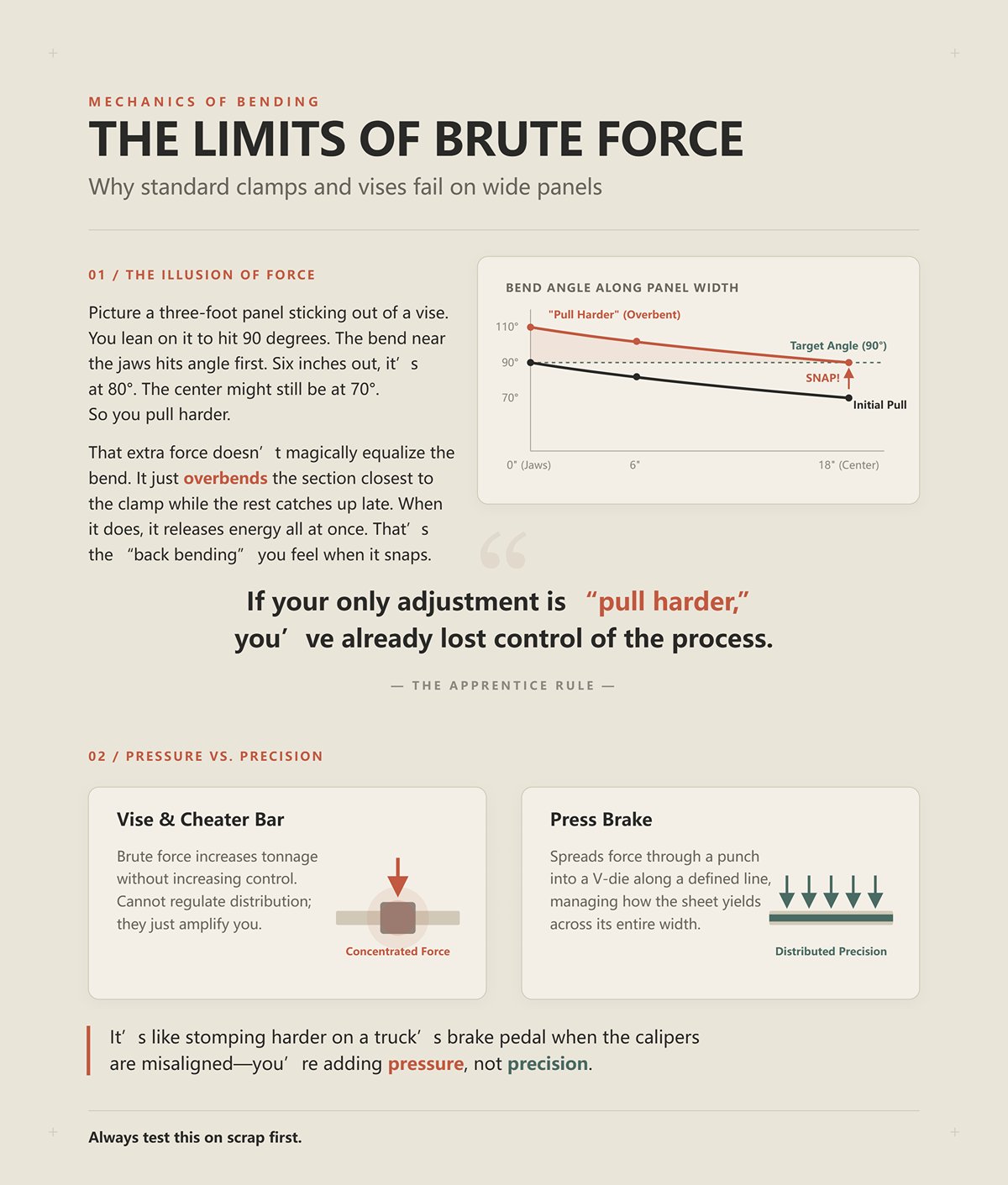
Mengeneye sıkıştırılmış üç fitlik bir panel hayal edin. 90 dereceye ulaşmak için üzerine yüklendiğinizi düşünün. Çenelerin yakınındaki büküm önce açıya ulaşır. Altı inç ötede açı 80'dir. Merkezde ise muhtemelen hala 70'tir. Bu yüzden daha sert çekersiniz.
Bu ekstra kuvvet, bükümü sihirli bir şekilde eşitlemez. Sadece kelepçeye en yakın kısmı aşırı bükerken, geri kalanı geç yetişir. Yetiştiğinde ise enerjiyi bir anda boşaltır. Panel yukarı doğru fırladığında hissettiğiniz o “geri tepme” işte budur.
Kaba kuvvet, kontrolü artırmadan tonajı artırır. Bir abkant pres, kuvveti bir zımba aracılığıyla tanımlanmış bir hat boyunca V kalıbına yayarak sacın tüm genişliği boyunca nasıl esneyeceğini yönetir. Bir mengene ve kaldıraç kolu bu dağılımı düzenleyemez; sadece sizin gücünüzü artırır.
Bu, kaliperler hizasızken bir kamyonun fren pedalına daha sert basmaya benzer; hassasiyet değil, basınç eklersiniz.
[Çırak Kuralı] Tek ayarınız “daha sert çekmek” ise, sürecin kontrolünü zaten kaybetmişsiniz demektir.
Bunu her zaman önce hurda üzerinde test edin.
“Bükmek” demeyi bırakın. Bu kelime sizi kandırır.
Çamaşır katlamıyorsunuz. Bir zımbayı kalıba sürüyor, malzemeyi akma noktasının ötesine kontrollü bir eksen boyunca zorluyor ve geri esnemeyi (metal yük kaldırıldıktan sonra gevşeme eğilimi) hesaba katıyorsunuz. Bu gevşeme ölçülür, tahmin edilir ve telafi edilir.
Atölyeler doğruluk peşinde koştuğunda (geçmeli tırnaklar, birbirine kenetlenen paneller, bağlantı elemanı olmadan birleşen parçalar), bükümleri zorla yerine oturtmazlar. Her bükümün binde birlik hassasiyetle yerine oturması için geometriyi mühendislik ile tasarlarlar. Bu da ancak kuvvetin ön kol gücü ve umutla değil, eşleşmiş kalıplar aracılığıyla uygulanmasıyla gerçekleşir.
Bilişsel değişim şudur: Güç doğruluk yaratmaz. Geometri yaratır.
Ve bunu bir kez gördüğünüzde, asıl soru ne kadar sert çekebileceğiniz değildir.
Asıl soru, zımba ve kalıbın bu kuvveti gerçekte nasıl kontrol ettiğidir.
1/8 inçlik yumuşak çelik bir şeridi 1 inçlik bir V kalıbına yerleştiriyorum ve 0,060 inç yarıçaplı bir zımbayı derinlik göstergesi 0,500 inç değerini okuyana kadar aşağı indiriyorum. Açı, kalıptan 90 derece olarak çıkıyor. Basınç ayarına dokunmuyorum. Sadece alt kalıbı 1,5 inçlik bir V açıklığı ile değiştiriyorum ve aynı derinliğe vuruyorum.
Açı yaklaşık 94 dereceye açılıyor.
Aynı malzeme. Aynı zımba. Aynı makine. Farklı geometri, farklı sonuç. Eğer metali bir mengene gibi sıkıştırmıyorsa, aslında ne yapıyor?
Temas noktalarını izleyin.
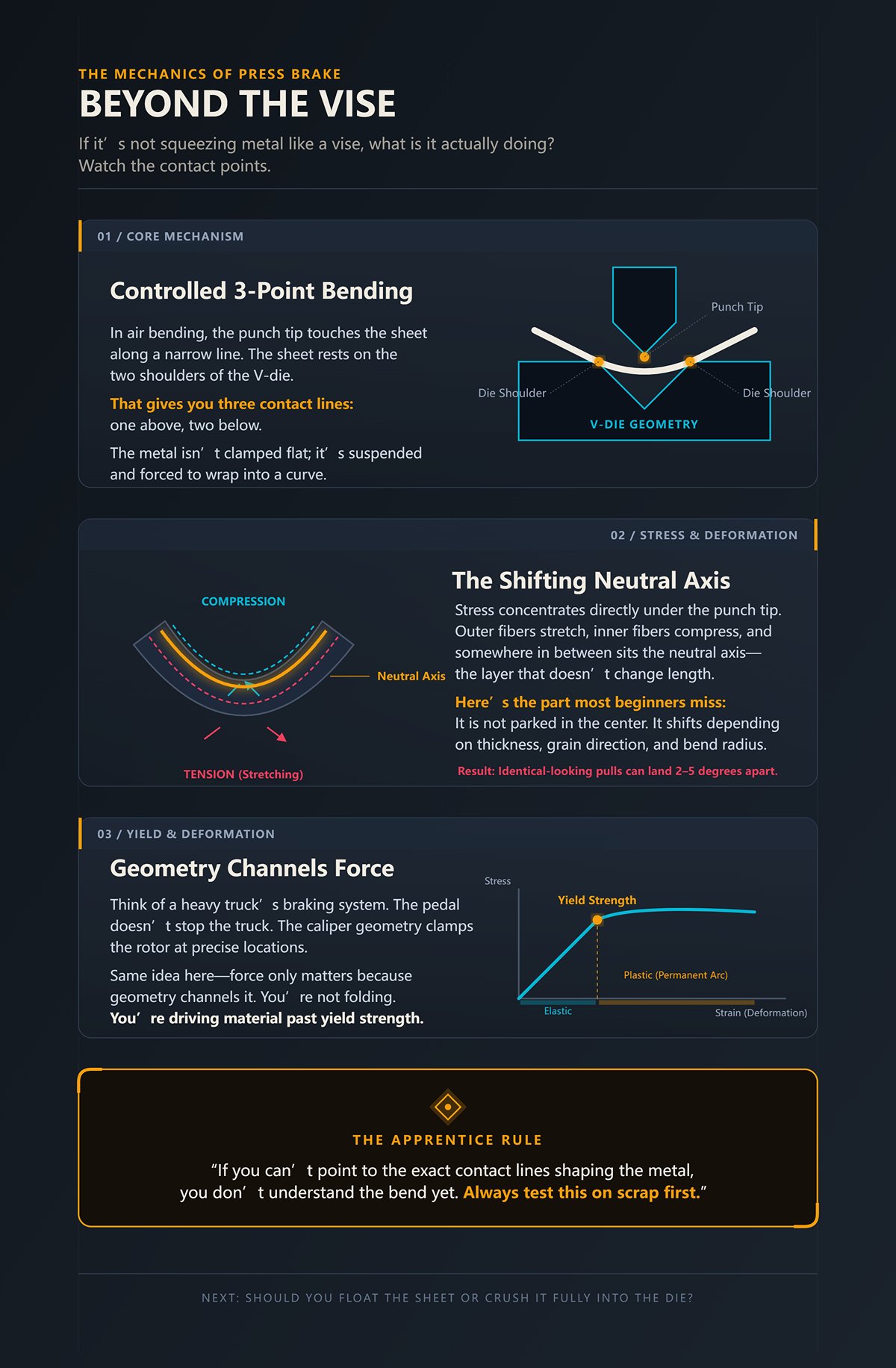
Abkant preste zımba ucu, saca dar bir hat boyunca temas eder. Hava bükümünde sac, V kalıbının iki omzuna dayanır. Bu size üç temas hattı verir; biri yukarıda, ikisi aşağıda. Bu hatlar arasındaki metal düz bir şekilde sıkıştırılmaz; askıdadır ve zımba indikçe bir eğri oluşturmaya zorlanır.
Bu, bir mengene çenesi gibi sıkıştırma değildir. Bu, kontrollü üç noktalı bükmedir.
Gerilim doğrudan zımba ucunun altında yoğunlaşır. Zımba aşağı doğru indikçe, sacın dış lifleri gerilir (çekme), iç lifleri sıkışır ve aralarında bir yerde nötr eksen bulunur; yani uzunluğu değişmeyen katman. İşte çoğu yeni başlayan kişinin kaçırdığı kısım: bu nötr eksen kalınlığa, damar yönüne ve büküm yarıçapına bağlı olarak kayar. Boyalı bir şerit gibi tam merkezde sabit durmaz.
Bu kayma, malzeme davranışını hesaba katmazsanız, hava bükümünde birbirinin aynısı gibi görünen iki çekişin neden 2-5 derece farkla sonuçlanabileceğinin nedenidir.
Bunu ağır bir kamyonun fren sistemi gibi düşünün. Pedala basmak kamyonu durdurmaz. Kaliper geometrisi, rotoru hassas noktalardan sıkıştırarak kuvveti kontrollü bir sürtünmeye dönüştürür. Balataların şekli ve yerleşimi, kuvvetin nasıl dağılacağını belirler. Burada da aynı mantık geçerli; kuvvet sadece geometri onu yönlendirdiği sürece bir anlam ifade eder.
Yani hayır, katlama yapmıyorsunuz. Malzemeyi, zımba yarıçapı ve kalıp genişliği ile belirlenen tanımlı bir yay boyunca akma mukavemetinin ötesine —kalıcı deformasyona— zorluyorsunuz.
[Çırak Kuralı] Metali şekillendiren tam temas hatlarını gösteremiyorsanız, bükümü henüz anlamamışsınız demektir. Bunu her zaman önce hurda üzerinde test edin.
Ancak bunun üç noktalı bir bükme olduğunu anladığınızda, aklınıza hemen şu soru gelir: Sacı bu noktalar arasında serbest mi bırakmalısınız, yoksa tamamen kalıbın içine mi ezmelisiniz?
14 gauge (yaklaşık 1.9 mm) yumuşak çeliği ele alalım. Standart 8 kat kalınlıkta V-kalıp oranıyla (0.075 inçlik malzeme için yaklaşık 1 inçlik V-kalıp) hava bükümünde 90 dereceye ulaşmak için fit başına yaklaşık 15–20 ton gerekebilir. Zımbanın malzemeyi tamamen V boşluğuna zorladığı tabana oturtma yöntemine geçerseniz, bu tonaj fit başına 60–100 tona kadar çıkabilir.
Dört ila sekiz kat daha fazla yük.
Neden mi? Çünkü tabana oturtma sadece dış lifleri akmaya zorlamakla kalmaz. Büküm bölgesinin neredeyse tamamını kalıp açısına uyacak şekilde plastik olarak deforme eder. Artık derinlik kontrolü ile bir açı oluşturmuyorsunuz; kalıbın geometrisini saca damgalıyorsunuz.
Tabana oturtma genellikle ±0.5 derecelik hassasiyeti korur. Hava bükümü ise, telafi ayarı yapmadığınız sürece genellikle ±2 derece civarında sonuç verir. Kulağa tabana oturtma yeni başlayanların dostu gibi geliyor.
Ta ki uzama sınırını aştığınız için 0.040 inçlik bir alüminyum sacı çatlatana kadar.
Tabana oturtma daha sıkı bir açısal tolerans sağlar ancak hata payını ortadan kaldırır. Herhangi bir kalınlık değişimi, herhangi bir damar yönü farkı veya herhangi bir tonaj artışı, bu daha yüksek yük nedeniyle katlanarak büyür. İnce saclar ve yumuşak alaşımlar pazarlık etmez; yırtılırlar.
Hava bükümü ise açıyı, zımba derinliğini kalıp genişliğine göre kontrol ederek oluşturur. Sac sadece üç noktadan temas eder. Daha az tonaj. Daha fazla uyarlanabilirlik. Ancak bu durumda açı, büyük ölçüde tutarlı malzeme özelliklerine ve hassas derinlik kontrolüne bağlı hale gelir.
Yeni başlayan biri için hava bükümü kontrol etmeyi öğretir. Tabana oturtma ise tahminde bulunmayı cezalandırır.
Bu, yokuş aşağı inerken fren basıncını modüle etmek ile pedalı sonuna kadar kökleyip sizi kurtarması için ABS'ye güvenmek arasındaki fark gibidir. Biri his kazandırır. Diğeri ise mükemmellik varsayar.
[Çırak Kuralı] Önce hava bükümünü öğrenin; bu sizi kaba tonajın arkasına saklanmak yerine derinliği, kalıp genişliğini ve malzeme tepkisini anlamaya zorlar. Bunu her zaman önce hurda üzerinde test edin.
Ancak hava bükümü, göz ardı edemeyeceğiniz başka bir sorunu da beraberinde getirir: Zımba derinliği neredeyse hiç değişmediği halde, V-kalıbını genişletmek neden bitmiş açıyı değiştirir?
| Konu | Detaylar |
|---|---|
| Soru | Hava bükümü mü, tabana oturtma mı: Hangi yöntem yeni başlayan birine en fazla kontrolü sağlar? |
| Malzeme Örneği | 14 gauge yumuşak çelik (0.075 inç kalınlığında) |
| Hava Bükme Kurulumu | Standart 8 kat kalınlıkta V-kalıp oranı (≈1 inç V-kalıp) |
| Hava Bükümü Tonajı | 90°'ye ulaşmak için fit başına ~15–20 ton |
| Tabana Oturtma (Bottoming) Tonajı | Fit başına ~60–100 ton |
| Yük Farkı | Tabana oturtma 4–8 kat daha fazla yük gerektirir |
| Daha Yüksek Yükün Nedeni | Tabana oturtma, kalıp açısına uyum sağlamak için büküm bölgesinin neredeyse tamamını plastik olarak deforme eder |
| Şekillendirme Mekanizması | Hava bükümü: derinlik kontrolü ile oluşturulan açı; Tabana oturtma: kalıp geometrisinin sac üzerine basılması |
| Açısal Hassasiyet | Tabana oturtma: ±0.5°; Hava bükümü: genellikle telafi olmaksızın ±2° |
| Tabana Oturtma ile İlgili Risk | Daha yüksek yük; kalınlık değişimini, tane yönü farklılıklarını ve tonaj sıçramalarını büyütür |
| Malzeme Hassasiyeti | İnce saclar ve yumuşak alaşımlar (örneğin, 0.040 inç alüminyum), uzama sınırı aşılırsa çatlayabilir |
| Tolerans (Affedicilik) | Tabana oturtma: düşük tolerans; Hava bükümü: daha uyarlanabilir |
| Sac Temas Noktaları | Hava bükümü sac ile üç noktadan temas eder |
| Kontrol Faktörleri (Hava Bükümü) | Tutarlı malzeme özelliklerine ve hassas derinlik kontrolüne bağlıdır |
| Öğrenme Etkisi | Hava bükme kontrolü öğretir; tabana oturtma (bottoming) ise tahminde bulunmayı cezalandırır |
| Analoji | Hava bükme: yokuş aşağı fren basıncını ayarlamak; Tabana oturtma: pedala sonuna kadar basıp ABS'ye güvenmek |
| Çırak Kuralı | Önce hava bükmeyi öğrenin; derinliği, kalıp genişliğini ve malzeme tepkisini anlayın |
| En İyi Uygulama | Her zaman önce hurda üzerinde test edin |
| Açık Uçlu Soru | Zımba derinliği neredeyse hiç değişmediği halde V-kalıbı genişletmek neden bitmiş açıyı değiştirir? |
0,125 inçlik çeliği, malzeme kalınlığının 8 katı olan—1 inç genişliğinde—bir V-kalıba yerleştirin. 90 dereceye bükün. İç yarıçapı ölçün. Yaklaşık 0,160 inç civarında bir değer elde edeceksiniz.
Şimdi aynı sacı 12× kalıba—1,5 inç genişliğinde—yerleştirin. Aynı zımba yarıçapı. Aynı hedef açı.
İç yarıçapınız artar. Gereken zımba derinliğiniz değişir. Ve geri esnemeniz (springback) artar.
Neden?
Çünkü kalıp genişliği, alt temas noktalarının birbirinden ne kadar uzak duracağını kontrol eder. Daha geniş V, sacın destekler arasında daha uzun bir mesafe kat etmesi anlamına gelir. Bu, birim derinlik başına bükme şiddetini azaltır ve daha büyük bir iç yarıçap oluşturur. Daha büyük yarıçap, daha az gerilme yoğunlaşması demektir; bu da malzemenin yük boşaltıldıktan sonra ne kadar elastik olarak geri kazanılacağını değiştirir.
Eski atölye kuralı olan—V açıklığının malzeme kalınlığının 8 ila 12 katı olması—tonaj ihtiyacı, iç yarıçap ve çatlama riski arasındaki dengeyi sağladığı için vardır. Çok dar bir kalıp tonajı fırlatır ve dış liflerin yarılma riskini artırır. Çok geniş bir kalıp ise yarıçapı ve açı değişkenliğini artırır.
Bu, gerilme dağılımını belirleyen geometridir. İki kalıp omzu arasındaki kaldıraç kolunu seçiyorsunuz. Bu kaldıraç kolu, zımba kuvvetinin bükme momentine—yani sacı gerçekten büken dönme kuvvetine—nasıl dönüşeceğini tanımlar.
Kaldıraç kolunu değiştirirseniz, momenti değiştirirsiniz. Momenti değiştirirseniz, açıyı değiştirirsiniz.
Bir buldozerin palet genişliğini ayarladığınızı hayal edin. Duruşu genişlettiğinizde, yükün şasi üzerinden aktarılma şekli değişir. Motor aynıdır. Geometri farklıdır. Davranış farklıdır.
[Çırak Kuralı] V-kalıbınızı önce kalınlığa ve malzemeye göre seçin; açı, pedala basmaktan değil, bu karardan gelir. Bunu her zaman önce hurda üzerinde test edin.
Artık bir imalatçı gibi düşünüyorsunuz. Ancak mükemmel V oranına ve ders kitabı niteliğinde zımba geometrisine sahip olsanız bile, koç (ram) kalktığı anda bir şeyler 90 derecelik açınızı 82 dereceye açar.
4140 alaşımlı çelik bir şeridi havada 90 dereceye bükün. Koçu serbest bırakın.
100 dereceye geri yaylanır.
Bu bir hata değil. Bu, elastik toparlanmadır.
Metali büktüğünüzde, kalınlığın sadece dış kısmı kalıcı olarak esner. İç kısım hala elastik aralıkta olabilir; yani yük kaldırıldığında orijinal şekline dönmek ister. 4140 gibi yüksek akma dayanımına sahip malzemeler, yumuşak çeliğe göre kalıcı deformasyona daha fazla direnç gösterir. Bu yüzden daha fazla geri yaylanırlar; havada bükmede bazen 10 dereceden fazla.
İdeal 8–12× V-kalıp oranında bile.
Deneyimli operatörlerin kasıtlı olarak fazla bükme yapmasının nedeni budur. 4140 malzemede 90 dereceye ihtiyacınız varsa ve 10 derece geri yaylanma bekliyorsanız, 80 dereceye kadar bükersiniz. Tahmin ederek değil; test ederek ve kaydederek.
Yeni başlayanların yandığı yer burasıdır: Geri yaylanma, çok bükümlü parçalardaki hataları büyütür. İlk bükümünüzü 2 derece kaçırırsanız ve ikincisinde kötü telafi ederseniz, tırnak hizalaması hızla toleransın dışına çıkabilir. Geometri potansiyeli belirler. Malzeme akma dayanımı ise görmezden gelirseniz sonucu sabote eder.
Bu, yüklü bir araçta fren dengesini yanlış ayarlamak gibidir. Sistem çalışır ancak yavaşlama sırasındaki ağırlık transferi her şeyi değiştirir. Bu kaymayı görmezden gelirseniz, kontrolün sizde olduğunu sandığınız yerde savrulursunuz.
Geri yaylanma, yük yolu ortadan kalktığında açığa çıkan depolanmış elastik enerjidir. Bu boşalmayı planlamazsanız, “mükemmel” geometriniz sizi kurtaramaz.
[Çırak Kuralı] Üretim parçalarına geçmeden önce her malzeme ve kalınlık için geri yaylanmayı her zaman deneysel olarak belirleyin. Bunu her zaman önce hurda üzerinde test edin.
Ve geometrinin stres yolunu, geri yaylanmanın ise düzeltmeyi tanımladığını anladığınızda, bir sonraki acı gerçek ortaya çıkar:
Makinenin kendisi bu kuvveti büküm uzunluğu boyunca eşit şekilde iletemediğinde ne olur?
10 fitlik bir abkant presin, çeyrek inçlik yumuşak çeliğe 90 derece vermeye çalıştığını izledim. Kenarlar istenen açıya ulaştı. Merkez ise neredeyse üç derece açık kaldı. Operatör basıncı artırdı. İkinci çekişte uçlar fazla büküldü, orta kısım hala geride kaldı ve koç kalktığında panel sığ bir kanoya benziyordu.
Makine uzunluk boyunca eşit tonaj iletemediğinde olan budur: koç esner. Çelik gövdeler uzar. Yatağın merkezi, kenarlara göre daha az etkili kuvvet görür. Uzun bükümlerde (beş fitten fazlası), orta boy bir abkant preste merkezde 0,010 ila 0,020 inçlik dikey esneme görebilirsiniz. Havada bükmede açının derinlik kontrollü olduğunu hatırlayana kadar bu çok küçük görünür. Penetrasyondaki birkaç binde birlik fark, derece cinsinden açı hatasına dönüşür.
Daha fazla güç bu geometriyi düzeltmez. Genellikle durumu daha da kötüleştirir. Yük altında esneyen bir yapıya kuvvet pompalıyorsunuz demektir.
Bunu yokuş aşağı fren yapan ağır bir kamyon gibi düşünün: Eğer şasi yük altında bükülüyorsa, pedala daha sert basmak şasiyi düzeltmez; sadece tekerlekleri dengesiz bir şekilde kilitler.
Bu yüzden tonaj alışverişine başlamadan önce, bu tonajın aslında neyle savaştığını anlamanız gerekir.
0,250 inçlik (yaklaşık 6,35 mm) yumuşak çeliği, 10 fit (yaklaşık 3 metre) uzunluğunda, doğru boyutlandırılmış bir V-kalıpta hava bükümü (air bend) yapacak şekilde ayarlayın. Standart bir hava bükümü tahmini olan P ≈ 650 × S² × L / V formülünü kullanarak, bu uzunluk için yaklaşık 150–170 ton civarında bir sonuca ulaşırsınız. Bu formül; hava bükümünü, 8× kalıp oranını ve bir güvenlik payını varsayar.
Şimdi hiçbir şeyi değiştirmeden sadece malzemeyi aynı kalınlıktaki paslanmaz çelikle değiştirin.
Gerekli tonajınız yaklaşık 1,5 katına çıkar. Daha kalın olduğu için değil. Çekme dayanımı (dış lifleri kalıcı olarak deforme etmek için gereken stres) daha yüksek olduğu için. Kalınlık, kesit modülünü, yani bükülmeye karşı geometrik direnci belirler. Çekme dayanımı ise malzemenin şekil değiştirmeye ne kadar dirençli olduğunu belirler.
Kalınlık kaldıraçtır. Dayanım ise tavırdır.
Yeni başlayanlar kalınlık tablolarına takılıp kalır ve akma dayanımını görmezden gelirler. Yüksek dayanımlı alaşımlarda yetersiz güçte kalmalarının veya yumuşak alüminyumda gereğinden fazla güç kullanmalarının nedeni budur. Alüminyum, aynı kalınlıktaki yumuşak çeliğin yaklaşık 0,55 katı tonaja ihtiyaç duyabilir. Eğer “garanti olsun” diye yüksek bir tahminde bulunursanız, doğruluk payı eklemiş olmazsınız; aksine takımlara ve gövdeye stres yüklersiniz.
İşte tuzağın kurulduğu yer: bu formül hava bükümünü varsayar. Eğer aynı 1/4 inçlik plakayı dar bir iç yarıçap elde etmek için tabana oturtur (bottoming) veya baskı (coining) yaparsanız, tonaj dört katına çıkabilir; 10 fit için 600 tonun üzerine çıkar. Aynı kalınlık. Aynı uzunluk. Farklı şekillendirme yöntemi. Değişen şey sac değildi. Temas koşuluydu.
İhtiyacı olan şey farklı bir fizikti.
[Çırak Kuralı] Tonajı kalınlık, çekme dayanımı, uzunluk, kalıp genişliği ve şekillendirme yöntemine göre hesaplayın; asla sadece kalınlığa göre değil. Bunu her zaman önce hurda üzerinde test edin.
Ancak hesaplamalarınız tam isabet olsa bile, uzun bükümlerin ortası hala geniş kalır. Neden?
Bombeleme sistemi olmayan bir makinede altı fitlik bir büküm yapın. Her iki uçtaki ve tam merkezdeki açıyı ölçün. Yüke bağlı olarak merkezin 1–3 derece daha açık olması yaygındır. Bu, tonaj altındaki koç ve tabla esnemesidir.
Çelik, elastik aralıkta Hooke Yasası'na uyar: stres, orantılı bir gerinim üretir. Abkant presinizin gövdesi dev bir yay gibidir. Yük altında, ortadan yukarı doğru esner. Zımba, uçlarda daha derine nüfuz eder çünkü gövde orada yan muhafazalar tarafından desteklenmektedir. Merkez ise boşlukta kalır.
Bombeleme, kasıtlı bir karşı esnetmedir. Mekanik kamalar veya hidrolik sistemler, strok öncesinde veya sırasında tablayı merkezden yukarı doğru iter, böylece yük altında her şey düzleşir. Makineyi kendi esnemesini iptal edecek şekilde önceden yüklersiniz.
Bombeleme olmadan, operatörler yanlış yönde telafi yaparlar. Tonajı artırırlar. Bu, önce uçlardaki nüfuzu derinleştirir (çünkü yapının en sert olduğu yer orasıdır), merkez ise hala yetersiz kalır. Basınçla açıyı yakalamaya çalışırsınız ve sonuçta uçları aşırı bükülmüş, ortası ise açık bir parça elde edersiniz.
Bu, bir kamyonun fren balatalarını dengesiz bir şekilde ayarlamaya benzer: daha fazla pedal kuvveti teması eşitlemez; sadece sıkı noktaları aşırı ısıtır.
Dijital kontroller artık kosinüs düzeltmelerini, malzeme faktörlerini ve güvenlik paylarını hesaba katarak genellikle ±%1 doğruluk payına ulaşır. Ancak mükemmel bir tonaj hesabı bile, bombeleme doğru ayarlanmadığı sürece gövde esnemesini görmezden gelir. Telafisiz hesaplama, çözümün yarısıdır.
[Çırak Kuralı] Beş fitten uzun bükümler için, basınca dokunmadan önce bombeleme ayarını yapın; telafiyi tahmine göre değil, hesaplanan tonaja göre eşleştirin. Bunu her zaman önce hurda üzerinde test edin.
Peki bunu görmezden gelip sadece kuvveti artırmaya devam ederseniz, ilk ne bozulur?
Sorun sac levhada değil.
Birinin hava bükümü için derecelendirilmiş bir kalıpta kalın plakayı tabana oturtması nedeniyle parçalı bir zımbanın yarıçap boyunca temiz bir şekilde ikiye ayrıldığını gördüm. Makine “yeterince büyüktü.” Ancak kalıp takımı değildi.
Kalıp takımlarının fit başına tonaj değeri vardır. Bunu aşarsanız, zımba ucundaki veya kalıp omzundaki temas gerilimi sertleştirilmiş çelik sınırlarını aşar. Mikro çatlaklar başlar. Bir gün hidrolik uğultusu yerine keskin bir patlama sesi duyarsınız. Sonra da karbür parçalarını süpürürsünüz.
Ve eğer kalıp takımı hayatta kalırsa, koç yatakları ve yan çerçeveler fazlalığı emer. Tekrarlanan aşırı yükleme, bağlantı çubuklarını esnetir ve paralelliği bozar. Artık makinenin içine kalıcı bir hata payı inşa etmiş oldunuz.
Daha fazla güç hassasiyet satın almaz. Yük yolundaki en zayıf halkaya saygı göstermezseniz, hızlandırılmış aşınma satın almış olursunuz.
Bir buldozer bıçağını tam gazla ana kayaya sürdüğünüzü düşünün: motor bunu kaldırabilir, ancak kesici kenar ve montaj pimleri darbeyi alır.
[Çırak Kuralı] Zımba ve kalıbınızın fit başına tonaj değerini asla aşmayın; alet genellikle presten önce bozulur. Bunu her zaman önce hurda üzerinde test edin.
Peki, ilk vuruştan önce bu tuzaktan nasıl uzak durursunuz?
Tahmin ederek değil, yazılı olarak dört girdi ile başlayın:
Hava bükümü yumuşak çelik için, kalıp genişliğinize göre ayarlanmış standart tahmini kullanın. Malzeme faktörlerini uygulayın: paslanmaz çelik için yaklaşık 1,5 kat, alüminyum için kabaca 0,55 kat. 'lik bir güvenlik payı ekleyin ancak kalıp takımı derecelendirmesi içinde kalın.
Tabana oturtma veya ezme yapmayı planlıyorsanız, buna göre çarpın. Hava bükümü tonajının birkaç katını bekleyin. Bu isteğe bağlı değildir; artan temas ve tam kalınlık boyunca plastik deformasyondan kaynaklanan fiziktir.
Ardından, döngüye girmeden önce iki şeyi daha kontrol edin:
CNC kontrollerindeki modern tahminleyiciler, kosinüs açısı düzeltmelerini ve güvenlik faktörlerini elle yapılan hesaplamalardan daha hızlı ve daha doğru bir şekilde işler. Onları kullanın. Ancak çıktının kalıp takımınızın fit başına tonaj sınırına uyduğundan ve uzun bükümler için bombelik ayarının devreye alındığından emin olun.
Sayıyı not edin. Makine derecelendirmesi ve alet derecelendirmesi ile karşılaştırın. Ancak o zaman sacı yükleyin.
Bükümde hassasiyet, binadaki en büyük hidrolik pompaya sahip olmaktan değil, eşleştirilmiş geometri yoluyla uygulanan hesaplanmış kuvvetten gelir. Bir sonraki adımda, çelik daha esnemeden önce matematik, kalıp takımı ve makinenin uyum içinde olması için ilk bükümün adım adım nasıl ayarlanacağını inceleyeceğiz.
Bir keresinde eğittiğim bir çocuk, 10 fitlik 11 gauge (yaklaşık 3 mm) yumuşak çelik bir çubuğu abkant presin yanına getirdi, rastgele 1/2 inçlik bir V kalıbı yerine sabitledi, göz kararıyla 90 dereceye ayarladı ve “İlk çekiş gayet iyi görünüyor” dedi. Flanş sol uçta 1,000 inç, merkezde 0,965 inç, sağda ise 1,015 inç ölçüldü. Açı, uzunluk boyunca bir buçuk derece sapmıştı. Hiçbir şeyi kırmamıştı. Sadece doğru tonaj hesabının üzerine üç küçük kurulum hatası eklemişti.
Makine, geometrinin kendisine söylediği şeyi tam olarak yaptı.
Kuvvet ve bombeliğin (crowning), çelik esnemeden önce hesaplanması gerektiğini zaten biliyorsunuz. Şimdi, takım geometrisinin ve arka dayama pozisyonunun, ayağınız pedala yaklaşmadan önce seçilmesi gerektiğini göreceksiniz; çünkü zımba saca dokunduğu anda fizik devreye girer ve pazarlık kabul etmez. Abkant presi, yüklü bir tırın hava fren sistemi gibi düşünün: pedal basıncı önemlidir, ancak pabuçlar ve kampanalar uyumlu değilse, düz bir şekilde duramazsınız.
İşte sizi yoldan çıkmaktan koruyacak iş akışı.
Tezgahın üzerine 0,125 inçlik (1/8″) yumuşak çelik bir parça koyun. Yaklaşık 0,125 inç iç yarıçaplı temiz bir 90° büküm istiyorsunuz. İlk içgüdünüz, o keskin köşeyi “zorlamak” için bulabileceğiniz en küçük V kalıbı kapmaktır.
Yavaşla.
Hava bükümünde iç yarıçap, zımba ucu tarafından belirlenmez. Büyük ölçüde V açıklığı genişliği ile kontrol edilir. Yumuşak çelik için genel bir kural şudur:
Yani 0,125 inçlik malzeme için 1,0 inçlik bir V (8×) tipiktir. Bu, yaklaşık 0,16 inçlik bir iç yarıçap sağlar. Jilet gibi keskin değil. Öngörülebilir.
Şimdi bunu görmezden gelip 0,06 inçlik bir yarıçap elde etmek için 0,375 inçlik bir V (3× kalınlık) seçtiğinizi varsayalım. İki şey olur:
Takım kılavuzları, genel hava bükümü için kalınlığın yaklaşık 5 katından daha dar bir açıklığa gitmemeniz konusunda uyarır. Bunun altında, artık kararlı, öngörülebilir hava bükümü aralığında değilsiniz demektir. Dibe vurma yükleriyle flört ediyor ve takımlara aşırı yük bindiriyorsunuz.
Zımbalar işte böyle çatlar. Tek bir kahramanca bükümden değil, fit başına tonaj değerlerinin üzerinde tekrarlanan aşırı yüklenmelerden dolayı.
[Çırak Kuralı] V açıklığını önce malzeme kalınlığına ve şekillendirme yöntemine göre seçin; daha keskin bir köşe için kaba kuvvet kullanmadan önce geometrinin size verdiği yarıçapı kabul edin. Bunu her zaman önce hurda üzerinde test edin.
Eğer teknik resim gerçekten kalınlığa eşit veya daha küçük keskin bir iç yarıçap gerektiriyorsa, bunu küçük bir V ile “hile yaparak” elde edemezsiniz. Ya o yük için derecelendirilmiş takımlarla dibe vurma (bottoming) yaparsınız, ya o boyutta bir makineyle baskı (coining) yaparsınız ya da tasarımı değiştirirsiniz. Değişen şey sizin hırsınız değil. Değişen şey temas koşuludur (hava bükümü ile dibe vurma) ve bu, tonaj hesabını tamamen değiştirir.
Peki, zımba yarıçapı ve kalıp genişliği kilitlendikten sonra, 1,000 inçlik flanşın on fit boyunca 0,035 sapmasını ne engeller?
Aynı 0,125 inçlik sacı kalıba kaydırın ve arka dayamayı 1,000 inç olarak ayarlayın. Kalıp merkez hattından dayama parmaklarına kadar ölçüm yapıyorsunuz. Güzel.
Şimdi kalıbınızı kontrol edin: 1,0 inçlik V açıklığı.
İşte tuzak burada. Standart bir V kalıp için minimum flanş uzunluğu, genellikle V açıklığı genişliğinin yarısını aşmalıdır. 1,0 inçlik bir V için bu yaklaşık 0,500 inçtir. Bundan daha kısa olursa, malzemenin üzerinde durabileceği sağlam bir yüzey kalmaz; temiz bir şekilde bükülmek yerine kanalın içine düşebilir.
Eğer teknik resminiz 0,400 inçlik bir flanş gerektiriyorsa, arka dayamanız lazer hassasiyetinde olsa bile başarısız olursunuz. Sac, kalıbın içine doğru eğilecek veya çökecektir. Geometri, niyetin önüne geçer.
Arka dayama hizalaması sadece bir sayı ayarlamakla ilgili değildir. Bu sayının, 1. Adımda seçtiğiniz kalıp tarafından fiziksel olarak desteklenebileceğini doğrulamakla ilgilidir.
Şimdi sacı dayama parmaklarına yaslayarak gönyeye alın ve tabla boyunca paralelliği kontrol edin. Eğer koç ve tablanız hesaplanan tonaj için doğru şekilde kamberlenmişse (crowned), penetrasyon eşit olacaktır. Eğer değilse, uzun parçalarda merkez 1–3 derece açılabilir. Bu durum, açı hatası izdüşüm boyutunu değiştirdiği için doğrudan flanş uzunluğu sapmasına dönüşür.
1 inçlik bir flanşta, bir derecelik açı hatası, bacak uzunluğunu birkaç binde bir inç kadar kaydırabilir. On fitlik bir mesafede bu durum görünür hale gelir.
Kalıp genişliğini ve kamberi doğrulamadan arka dayamayı ayarlamak, eğri bir aksı görmezden gelerek bir kamyonun ön tekerleklerini hizalamaya benzer: sayılar doğru görünür ancak araç yine de bir tarafa çeker.
[Çırak Kuralı] Bir arka dayama ölçüsüne güvenmeden önce, kalıp genişliğinin flanşı desteklediğinden ve kamberin tüm büküm uzunluğu boyunca hesaplanan yükle eşleştiğinden emin olun. Bunu her zaman önce hurda üzerinde test edin.
Geometriyi seçtiniz. Durdurucuyu ayarladınız. Şimdi nihayet büküm yapacaksınız — peki tahmin yürütmeden açıyı nasıl tam olarak ayarlarsınız?
Aynı malzemeden 6 inçlik bir parça alın. Aynı lif yönü. Aynı kalınlık. Aynı takım. Tek bir 90° hava bükümü yapın.
Kalibre edilmiş bir açı ölçer ile ölçün. Diyelim ki 92° okudu.
Bu iki derece geri esnemedir; yani yükü kaldırdıktan sonraki elastik toparlanma. Yumuşak çelik, tipik hava bükümlerinde 1–3 derece geri esneyebilir. Yüksek mukavemetli çelikler daha fazla geri gelebilir.
“Sadece biraz daha bastırayım” demeyin.”
Bunun yerine, eğer nihai sonucun 90° olması gerekiyorsa hedefi 88° olarak programlayın veya ayarlayın; çünkü tecrübeniz ve yaptığınız test, bu malzemenin 2° geri esnediğini söylüyor. Geri esnemeden sonra spesifikasyona tam oturması için kasıtlı olarak fazla büküm yapıyorsunuz.
Yeni başlayanların düştüğü hata şudur: önce uzun bir parça üzerinde test yaparlar. Çoklu paralel bükümlerde, önce en kısa flanş kuralını izleyin. Kısa bacakların kontrol edilmesi daha zordur ve takımla çakışma olasılıkları daha yüksektir. Eğer geri esnemeyi önce uzun ve kolay bir flanşta ayarlarsanız, kısa olan daha sonra çarpışabilir veya bozulabilir.
Sıralama önemlidir.
Hava bükümü, modern CNC abkant preslerde bile genellikle ±1° doğal sapma içerir. Eğer toleransınız bundan daha darsa, eşleşen takımlarla tabana oturtma (bottoming) yapmanız ve takım değerleri içinde kalmak için tonajı yeniden hesaplamanız gerekebilir.
İhtiyacı olan şey farklı bir fizikti.
Geri esneme düzeltmesi, pedal hissine göre değil, ölçülen elastik toparlanmaya dayalı kontrollü bir aşırı bükümdür. Bunu ağır bir kamyonda fren dengesini ayarlamak gibi düşünün: daha sert basmazsınız; her iki aksın da üzerine düşeni tahmin edilebilir şekilde yapması için basıncı oranlarsınız.
[Çırak Kuralı] İlk bükümü ölçün, geri esneme düzeltmesini hesaplayın ve her seferinde sadece bir değişkeni değiştirin; asla hislerinize göre açı kovalamayın. Bunu her zaman önce hurda üzerinde test edin.
Peki ya teknik resim, hiçbir açı ayarının mümkün kılmadığı kadar kısa bir flanş gerektiriyorsa?
2,0 inçlik bir V kalıbındaki 0,250 inçlik bir plakayı hayal edin. V açıklığının yarısı 1,0 inçtir. Teknik resim 0,750 inçlik bir flanş talep etmektedir.
Zımba aşağı inerken, plaka kalıp omuzlarına temas eder. Ancak büküm çizgisinin dışındaki malzeme — yani hedeflediğiniz flanş — destek açıklığından daha kısadır. Üzerinde sabit durabileceği bir yer yoktur. Temiz bir 90° oluşturmak yerine, dönmek ve oluğun içine kaymak ister.
Daha sert sıkıştırabilirsiniz. Tonajı artırabilirsiniz. Vuruşu yavaşlatabilirsiniz. Geometri değişmez.
O kalıpla yapılan standart hava bükümünde, bu flanş kararlı minimum değerin altındadır. Bu bir beceri sorunu değildir. Bu bir destek sorunudur.
Şimdi — ve nüansın önemli olduğu yer burasıdır — istisnalar vardır. Dar omuzlu kalıplar veya döner büküm sistemleri gibi özel takımlar, daha kısa flanşları destekleyebilir. Keskin zımbalarla tabana oturtma (bottoming), bazen daha yüksek tonajda geometriyi zorlayabilir. Ancak bu çözümler daha yüksek yükler veya özel ekipman gerektirir ve makine ile takım değerlerine göre değerlendirilmelidir.
Çoğu atölye presi, kalın malzemede kahramanca bir madeni para basma (coining) işlemi için boyutlandırılmamıştır.
Her kısa flanşa “imkansız” demek tembelliktir. Her kısa flanşa “yeterince zorlarsan yapılabilir” demek tehlikelidir. Doğru soru şudur: Seçtiğim kalıp genişliği, takım veya makine sınırlarını aşmadan bu flanşı fiziksel olarak destekliyor mu?
Bu kaba kuvvetle düşünmek değildir. Bu, mühendislik ürünü bir temastır.
[Çırak Kuralı] Eğer flanş uzunluğu V açıklığının yarısından azsa, standart hava bükümünün bunu desteklemeyeceğini varsayın ve daha fazla kuvvet uygulamadan önce takımı veya tasarımı yeniden değerlendirin. Bunu her zaman önce hurda üzerinde test edin.
Artık kalıbı görebiliyorsunuz: kalınlıktan seçilen zımba yarıçapı, kararlı oranlardan seçilen kalıp genişliği, geometrik sınırlar dahilinde ayarlanan arka dayama, ölçülen ve telafi edilen geri esneme ve kalıp desteğine göre kontrol edilen flanş uzunluğu. Bunların hiçbiri tahmine dayalı değildir.
Ve bunu bir kez yaptığınızda, bir sonraki soru “Ne kadar sert vurmalıyım?” olmaktan çıkıp “Bu iş için doğru makine bu mu?” olmaya başlar.”
Bükümü kağıt üzerinde tasarladınız. Kalıp genişliği uygun. Flanş uzunluğu desteklenebilir. Ayak başına tonaj hesaplandı.
Şimdi asıl soru: makineniz bu kuvveti eşit, tekrarlanabilir bir şekilde ve kendini bir kraker gibi bükmeden iletebiliyor mu?
Makine tipi övünme meselesi değildir. Kontrol meselesidir; hesaplanan tonajı seçilen takımlar aracılığıyla ne kadar hassas bir şekilde uygulayabileceğiniz ve bunu bir vardiya, bir hafta, bir yıl boyunca ne kadar tutarlı bir şekilde tekrarlayabileceğiniz meselesidir. Bir abkant pres, yüklü bir damperli kamyonun fren sistemi gibidir: hidrolik hatlar, ana merkez ve rotorlar kontrol etmesini istediğiniz yüke göre boyutlandırılmamışsa pedal işe yaramaz.
Daha büyük otomatik olarak daha iyi değildir. Daha özensiz olan her zaman daha kötüdür.
Bu kararı süreçten çıkarırsanız, mühendisliğini yaptığımız her şey tekrar tahmine dayalı bir sürece dönüşür. Öyleyse her tipin gerçekte nereye uyduğuna — ve sizi nerede sessizce sabote ettiğine — bir göz atalım.
Manuel bir parmak abkant pres, bir hidrolik abkant pres değildir. İnce sacı bükmek için bir menteşe etrafında dönen bir sıkıştırma levhasıdır.
Bu önemli.
V-kalıbına giren bir zımba yoktur. Hesaplanmış bir hava bükme geometrisi yoktur. Kontrollü bir alt ölü nokta yoktur. Sıkıştırırsınız, çekersiniz; malzeme, büyük ölçüde sıkıştırma basıncı ve sac kalınlığı ile tanımlanan bir hat boyunca esner. Bu, kontrollü bir geometri oluşturmaktan ziyade bir plaka levhasını dizinizin üzerinde bükmeye daha yakındır.
Peki ne zaman yeterince iyidir?
Malzemeniz ince olduğunda; yani yaklaşık 16 gauge (1,5 mm) altındaki hafif alüminyum veya yumuşak çeliği düşünün. Toleranslarınız esnek olduğunda; yani birkaç derecelik sapma montajı bozmadığında. Parçalar küçük ve flanşlar geniş olduğunda. Üretim hacmi, yorgunluğun ellerinize sirayet edip onuncu parçadan itibaren tutarlılığı bozmayacak kadar düşük olduğunda.
Gizli sorun sadece güç değildir. Tekrarlanabilirliktir. Bükümler arasındaki manuel yeniden konumlandırma, hata birikimine yol açar. Beşinci bükümde, yarım derecelik bir sapma son flanşta görünür hale gelir. Bunun nedeni güçsüz olmanız değildir. Bunun nedeni, aletin bir sıkıştırma çubuğunun ötesinde hiçbir referans geometrisi sunmamasıdır.
[Çırak Kuralı] Eğer teknik resminiz kontrollü iç yarıçap, sıkı açısal tolerans veya tekrarlanabilir çoklu büküm geometrisi gerektiriyorsa, manuel bir parmak abkant pres bu iş için yanlış fiziksel yöntemdir. Bunu her zaman önce hurda üzerinde test edin.
"Yeterince iyi", basit kutuların ve hafif kapakların dünyasında yaşar.
Tasarımınız mühendislik ürünü bir kalıp temasının gerekliliğine dayandığı anda, bu aletin kapasitesini aşmışsınız demektir.
Modern bir CNC abkant pres, manuel bir operatöre imkansız görünen bükümden büküme toleransları yakalayabilir; bazen pozisyonda birkaç binde bir inç, açıda ise bir derece veya daha az sapma ile; çünkü strok pozisyonunu her seferinde hassas bir şekilde ölçer ve kontrol eder.
Bu sihir değildir. Bu geri bildirimdir.
Manuel veya temel bir hidrolik abkant presin alt noktayı “hissetmeniz” için size güvendiği yerde, bir CNC sistemi koç derinliğini sayısal olarak kontrol eder ve ölçülü artışlarla fazla büküm (overtravel) yaparak geri esnemeyi (springback) telafi edebilir. Hatta bazı sistemler esnemeyi izler ve otomatik olarak bombelik (crowning) uygular. Bu içgüdü değil, mühendislik ürünü bir düzeltmedir.
Bunu bir kamyondaki kilitlenmeyi önleyici fren sistemi (ABS) gibi düşünün: ayağınızın çakıllı yolda basıncı mükemmel şekilde modüle etmesini ummak yerine, sensörler basıncı saniyede binlerce kez darbeler, böylece çekiş öngörülebilir kalır. Aynı yük. Daha iyi kontrol.
Peki bu, yeni başlayan biri için gereğinden fazla mı?
Eğer garajda tek seferlik braketler yapıyorsanız, evet. Makine, sürecinizin çok üzerinde kalacaktır. Ancak birbirinin yerine geçebilmesi gereken parçalar üretiyorsanız; muhafazalar, şasi bileşenleri, üst üste binen paralel bükümlere sahip herhangi bir şey; CNC hız ile ilgili değildir. CNC, önceden hesapladığımız kuvvet uygulamasından insan değişkenliğini ortadan kaldırmakla ilgilidir.
İşte rahatsız edici gerçek: yeni başlayanlar, CNC'den ustalardan daha fazla yararlanır. Siz malzeme davranışını öğrenirken makine tutarlılığı zorunlu kılar.
[Çırak Kuralı] Eğer tolerans birikiminiz tutarlı koç derinliğine ve tekrarlanabilir arka dayama konumlandırmasına bağlıysa, yazılım kontrolü bir lüks değil, bir sigortadır. Bunu her zaman önce hurda üzerinde test edin.
Ancak kapasite olmayan kontrol, yine de başarısızlıktır.
Bu da bizi herkesin yanlış anladığı kısma getiriyor.
Bir abkant presin yanındaki tonaj etiketi size maksimum kuvveti söyler. Uzunluk boyunca kullanılabilir hassasiyeti söylemez.
Bükümünüz için diyelim ki 60 ton hesapladınız. Güzel. Peki bu, tam çalışma uzunluğu boyunca mı? Hangi kalıp genişliğinde? Hangi sehim ile? Nominal sınırına yakın zorlanan hafif gövdeli bir hidrolik pres, merkezde esneme yapabilir ve uzun parçalarda açınızı bir veya iki derece açabilir. Aynı sayılar. Farklı sonuç.
Gövde rijitliği, tabla uzunluğu ve bombelik (crowning) kabiliyeti, ham tonaj kadar önemlidir.
İşlerinizin çoğu dört fit genişliğin altında 0,090 inç alüminyum ise, devasa 300 tonluk, 14 fitlik bir pres boşa harcanmış demirdir. Asla optimal kontrol aralığında çalışmayacaktır. Eğer on fit uzunluğunda çeyrek inç çelik işlerine doğru büyümeyi planlıyorsanız, o 40 tonluk hobi presi, gerçek bir teknik resme uygun üretim yapmaya çalıştığınız ilk anda bir yük haline gelir.
Kapasite, iş yükünüzün yüzde 80'ini rahatça —ucu ucuna değil— karşılamalı ve sizi zorlayan yüzde 20'lik kısım için pay bırakmalıdır.
Burada bir dürüstlük kontrolü de var. Panel bükücüler, yüksek hacimli düz panellerde abkant preslerden çok daha hızlı olabilir çünkü tek bir kurulumda parçayı kavrayıp birden fazla büküm yapabilirler; ancak kenetler, ofsetler ve dik olmayan geometrilerde zorlanırlar. Abkant presler, karmaşık parçalar için çok yönlü iş gücü olmaya devam eder. Bu yüzden büyüme yolunuz, showroom'da etkileyici görünen şeye değil, gerçekte ne ürettiğinize bağlıdır.
Ego için satın almak pahalıdır.
Eşleşen geometri için satın almak mühendisliktir.
[Çırak Kuralı] Nominal tonajı, çalışma uzunluğu ve kontrol sistemi, en ağır varsayımsal işiniz için değil, en yaygın malzemeniz için hesapladığınız ihtiyaçlarınızı rahatça aşan bir abkant pres seçin. Bunu her zaman önce hurda üzerinde test edin.
Doğru makinenin bile sınırları vardır.
Ve ne zaman bir abkant presi hiç kullanmamanız gerektiğini bilmek, ihtiyacınız olacak bir sonraki derstir.
Parçanın geometrisi artık bir kalıba inen zımba ile eşleşmediği anda, bir abkant presi çalıştırmayı bırakırsınız.
Bu kulağa bariz geliyor. Öyle değil. Akıllı insanların tonajı iki katına çıkardığını, CNC'yi yeniden programladığını ve kalıpları üç kez değiştirdiğini izledim çünkü “kağıt üzerinde” bükümün kapanması gerekiyordu. Savaştıkları şey kuvvet değildi. Şekildi. Abkant pres, kontrollü bir zımba-kalıp sistemidir — yüklü bir kamyondaki fren sistemi gibi, tasarlanmış temas yüzeyleri üzerinden kuvvet uygulamak için tasarlanmıştır — ve temas geometrisi kaybolduğunda, sadece metali itiyor ve dinlemesini umuyorsunuz demektir.
İleriye taşıyacağınız tek şey şudur: tonajdan önce makineye geometri karar verir. Bu bariz değildir çünkü çoğu atölye başarısızlığı “yetersiz güce” veya “yetersiz kontrole” bağlar. İhtiyaç duydukları şey farklı bir fizikti.
Peki, üç sacı hurdaya çıkardıktan sonra değil de, o anı erkenden nasıl fark edersiniz?
Bir abkant pres, iki hat üzerinde desteklenen ve zımbanın üçüncü bir temas hattı oluşturduğu V-kalıp üzerinde duran düz bir malzemeyi varsayar. Üç hat bükümü tanımlar. Sistem budur.
Boru veya profil getirdiğiniz anda, bu hatların ikisini kaybetmiş olursunuz. Malzeme zaten kavisli. Kalıbın içine düz bir şekilde oturtulamaz. Temas, nokta yüküne dönüşür ve dengesizleşir; duvar, temiz bir yarıçap oluşturmak yerine ovalleşmek ister. Boruyu abkant presle bükmeye çalışmak, bir mengene ile inşaat demirini düzeltmeye çalışmak gibidir — alet yanlış değildir, sadece yuvarlak kesitler için tasarlanmamıştır.
Bir çöküntü oluşabilir. Ancak tasarlanmış bir kavis elde edemezsiniz.
Düz sacdaki delikler ve çentikler aynı sorunu daha sessiz bir şekilde yaratır. Kalıp, büküm hattının altında sürekli bir destek bekler. Bir çentiği çok yakına keserseniz veya büküm bölgesine bir delik açarsanız, stresin en yüksek olduğu noktada kesiti zayıflatmış olursunuz. Zımba aşağı doğru baskı uyguladığında stres kesik kenarında yoğunlaşır ve çatlaklar başlar. Teknik resimde “basit 90 derece” yazıyordu. Geometri ise “kırılma” diyordu.”
Şimdi kendinize şunu sorun: Eğer temas yüzeyi daha işe başlamadan kırılmış veya kavisliyse, hala bir zımba-kalıp sistemi mi işletiyorsunuz?
[Çırak Kuralı] Eğer malzemeniz tüm büküm uzunluğu boyunca kalıp omuzları üzerinde düz ve tam olarak desteklenemiyorsa, abkant presi başka bir makinenin işini yapmaya zorluyorsunuz demektir. Bunu her zaman önce hurda üzerinde test edin.
Ancak düz sac hala düz sacdır, değil mi?
Çırakların kafasının karıştığı yer burasıdır. Dar radyuslar ve çok bükümlü kutular karmaşık görünür, bu yüzden abkant presin yanlış alet olduğunu varsayarlar.
Tam tersidir.
Bir abkant pres; kontrollü iç radyusa, tekrarlanabilir açıya ve düzinelerce veya yüzlerce parça boyunca tutarlı flanş uzunluğuna ihtiyaç duyduğunuzda parlar. Tabana oturtma veya ezme (coining) — malzemeyi tanımlanmış bir radyusa zorlamak için zımbayı daha derine sürmek — geri esnemeyi azaltır ve toleransı sıkılaştırır. Bu, tasarlanmış temastır. Bu, bir silindir kapağını lokma anahtarıyla tahmin yürüterek sıkmak yerine kalibre edilmiş bir tork anahtarıyla sıkmak gibidir; sadece kuvvet uygulamıyor, nihai konumu kontrol ediyorsunuz.
Ancak burada bile sınırlar vardır.
Minimum flanş uzunluğu önemlidir. Flanşınız kalıp açıklığının iyi bir kısmını kapsayamayacak kadar kısaysa, parça devrilir, bükülür veya ezilir. Kalıp onu destekleyemez. Gün boyu açı sapmasının peşinden koşar ve makineyi suçlarsınız. Asıl sorun, flanşın kalıba çalışması için yeterli alan sağlamamasıdır.
Sonra kapalı kutular gelir.
Üç tarafı bükersiniz. Dördüncüsü ekranda kolay görünür. Gerçekte, daha önce oluşturulan flanşlar, son büküm kapanmadan önce zımba gövdesine veya makine gövdesine çarpar. Bazen deveboynu zımbalar veya kademeli kalıplar kullanabilirsiniz, ancak her abkant presin içinde fiziksel bir zarf (çalışma alanı) vardır. Parça bu zarfın dışına taştığında, işiniz bitmiş demektir. Hiçbir yazılım güncellemesi boğaz derinliğini veya açıklığı değiştirmez.
Bu nedenle en verimli çalışma alanı, makinenin çalışma alanı içinde onunla çarpışmadan fiziksel olarak hareket edebilen hassas düz sac geometrisidir.
Bu da asıl soruya götürür: Eğer geometri bu zarfla çelişiyorsa, bunun yerine neye yönelmelisiniz?
Eğer parçanın belirleyici özelliği uzunluğu boyunca kavisli olmasıysa — tek bir büküm hattı değil, sürekli bir yay — bir silindir makinesi kazanır. Silindirler malzemeyi kademeli olarak destekler ve deformasyonu mesafe boyunca dağıtır. Abkant pres ise kuvveti tek bir hatta yoğunlaştırır. Bir abkant presle kademeli büküm yaparak uzun bir radyus oluşturmak mümkündür, ancak bu bir yaklaşımdır. Bu, bir mili eğe ile yuvarlak işlemeye çalışmak gibidir; yaklaşabilirsiniz ancak işlemin kendisi hassasiyete karşı çalışır.
Eğer parça yuvarlak çubuk veya boru ise, döner çekme veya mandrelli boru bükücü kullanın. Bu aletler, malzemeyi bir form kalıbı etrafında çekerken çökmesini önlemek için iç çapı destekler. Destek, kavis boyunca ilerler. Bir abkant pres bunu yapamaz çünkü desteği sabit ve doğrusaldır.
Eğer ince sac parçalarda küçük, dar dikişleri tekrar tekrar kapatmanız gerekiyorsa, özel bir nokta veya yaprak tipi bükücü, kalıplama o tek harekete mükemmel uyum sağladığı için bir abkant presten daha iyi performans gösterebilir. Daha az ayar. Daha az birikmiş hata.
Karar çerçevesi basittir, ancak onu kullanacak kadar disiplinli olmalısınız:
Bunlardan herhangi birine “hayır” cevabı veriyorsanız, işi tonajla kurtarmaya çalışmayı bırakın.
[Çırak Kuralı] Geometri dağıtılmış destek, iç mandreller veya sürekli eğrilik gerektirdiğinde, halihazırda zemininize cıvatalanmış olan makineyi değil, bu destek sistemi etrafında inşa edilmiş makineyi seçin. Bunu her zaman önce hurda üzerinde test edin.
Sert sınır güç değildir. Temas geometrisidir.
Bunu gördüğünüzde, “Abkant pres bunu kaldırabilir mi?” diye sormayı bırakıp, “Bu parça gerçekten bir zımba ve kalıp sistemine ait mi?” diye sormaya başlarsınız.”


















