

كان لديه لوح ألمنيوم بطول أربعة أقدام مثبت في ملزمة على طاولة العمل، مع قضيبين ممددين على مقابض آلة “ثني الورشة” اليدوية. السحب الأول بدا جيداً. في السحب الثاني، اللوح تأخر عن الملزمة، انحنى في الوسط، ثم فجأة انطلق إلى الأعلى وضرب ساعده.
ظن أنه يحتاج إلى رافعة أكبر.
ما كان يحتاجه هو فيزياء مختلفة.
تعلمت على الأنابيب. الجميع يفعل ذلك. آلة ثني الأنابيب تمسك قطعة دائرية، تدعمها في قالب، وتدحرجها عبر نصف قطر مضبوط. المادة تكون محاطة من جميع الجهات. الحمل يلتف حول الانحناء.
اللوح المسطح لا يحصل على هذه الميزة.
عندما تحاول ثني لوح بعرض 36 بوصة باستخدام أداة تثبيت وشد، تنتقل القوة بشكل غير متساو عبر العرض. الحواف تتحرك أولاً. الوسط يتأخر. هذا التأخر هو ما جعل الألمنيوم ينطلق فجأة إلى الأعلى مثل نابض ورقي ينفصل عن محور شاحنة.
[قاعدة المتدرّب] إذا كان بإمكان المادة أن تلتوي، فسوف تلتوي قبل أن تنحني.
اختبر هذا دائماً أولاً على قطع خردة.
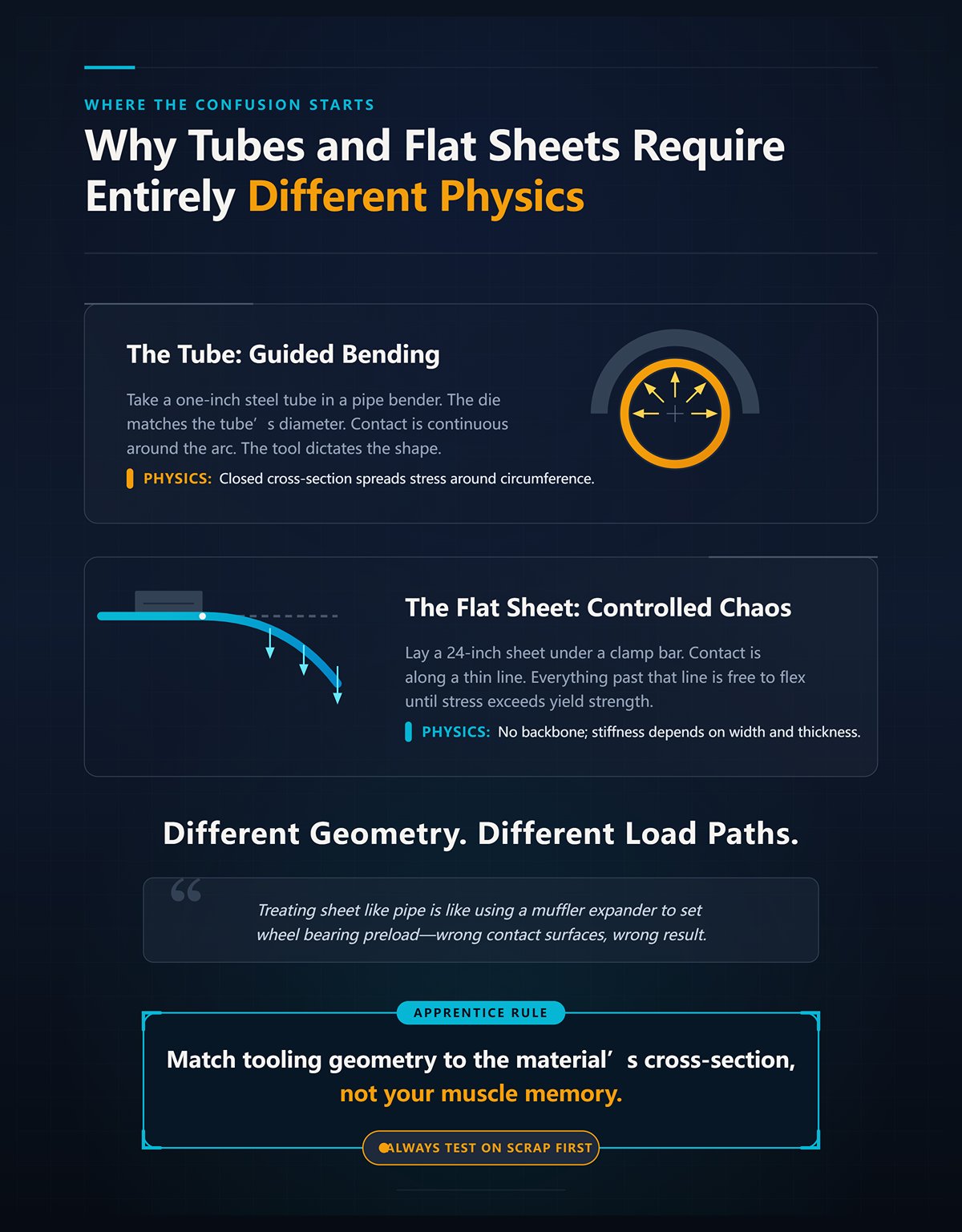
خذ أنبوب فولاذي بقطر بوصة واحدة وضعه في آلة ثني الأنابيب. القالب يطابق قطر الأنبوب. الاتصال يكون مستمراً حول القوس. الأداة تملي الشكل.
الآن ضع لوحاً بعرض 24 بوصة تحت قضيب تثبيت. أنت تلامسه على طول خط رفيع. كل ما بعد هذا الخط حر في أن ينثني حتى يتجاوز الضغط حد المقاومة. هذا ليس ثنياً موجهاً، بل فوضى مضبوطة.
الأنبوب يقاوم التشوه لأن مقطعه المغلق يوزع الضغط حول محيطه. اللوح المسطح ليس لديه هذا العمود الفقري؛ صلابته تعتمد على العرض والسماكة، وعبر المساحات الواسعة يتصرف مثل لوح غطس.
هندسة مختلفة. مسارات حمل مختلفة.
معاملة اللوح مثل الأنبوب تشبه استخدام موسّع كاتم الصوت لضبط ضغط محمل العجلة—أسطح تماس خاطئة، ونتيجة خاطئة.
[قاعدة المتدرّب] طابق هندسة الأدوات مع مقطع المادة العرضي، لا مع ذاكرتك العضلية.
اختبر هذا دائماً أولاً على قطع خردة.
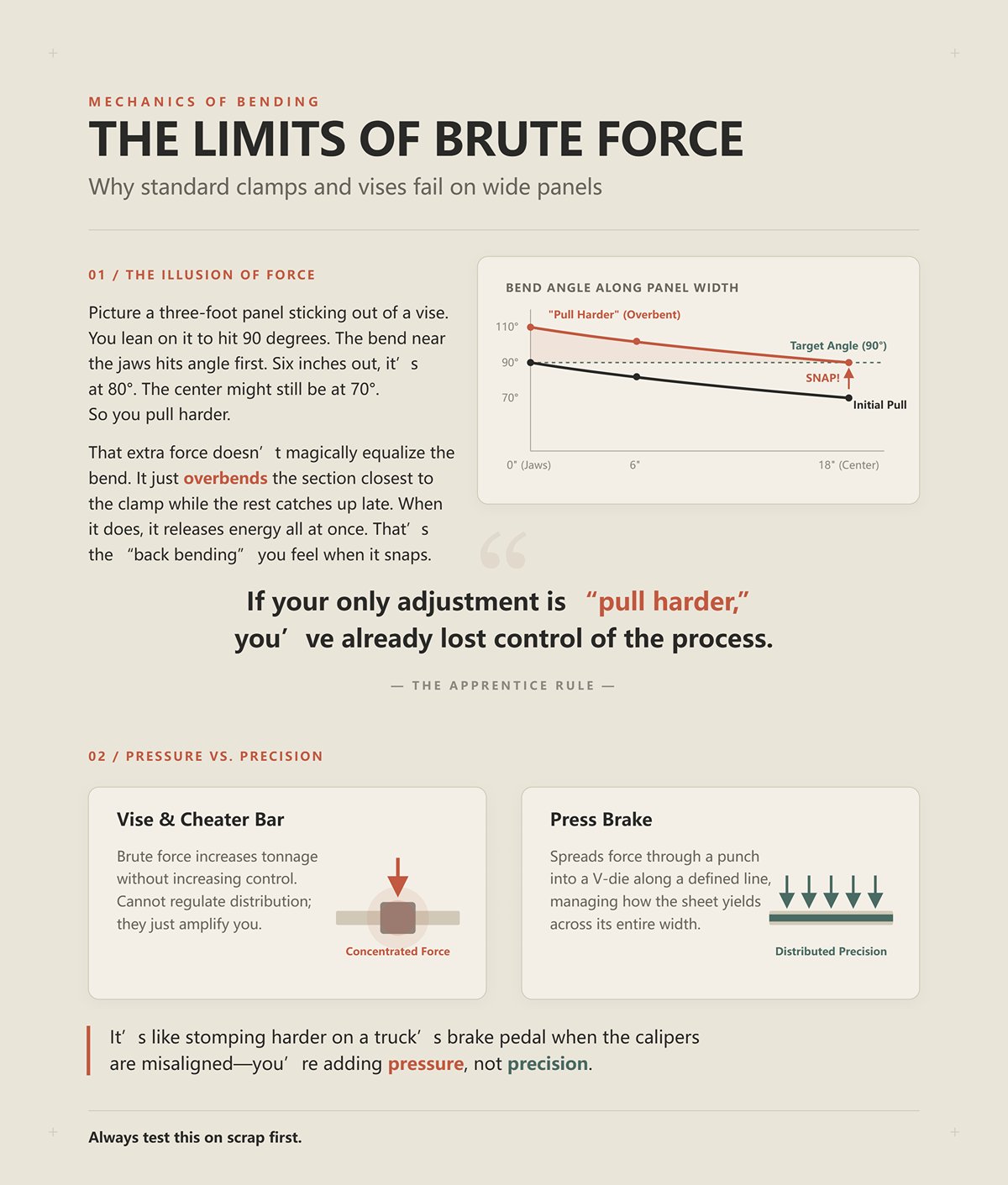
تخيل لوحاً بطول ثلاثة أقدام بارزاً من ملزمة. تميل عليه لتصل إلى زاوية 90 درجة. الانحناء قرب الفكين يصل إلى الزاوية أولاً. على بعد ست بوصات، يكون عند 80 درجة. الوسط ربما لا يزال عند 70 درجة. فتشد أكثر.
هذه القوة الإضافية لا تعادل الانحناء السحري. إنها فقط تبالغ في ثني القسم الأقرب إلى الملزمة بينما يلحق الباقي متأخراً. وعندما يحدث ذلك، يطلق الطاقة دفعة واحدة. هذا هو “الانحناء العكسي” الذي تشعر به عندما ينطلق اللوح فجأة نحو الأعلى.
القوة الغاشمة تزيد الحمولة دون زيادة التحكم. مكبس الثني يوزع القوة من خلال الثاقب إلى قالب على شكل V على خط محدد، لإدارة كيفية استسلام الصفيحة عبر عرضها بالكامل. المِقْبَض وعصا الرافعة لا يمكنهما تنظيم هذا التوزيع؛ إنهما فقط يضخمان قوتك.
يشبه الأمر أن تضغط بقوة أكبر على دواسة فرامل الشاحنة عندما تكون الفرجارين غير متوازنين — فأنت تضيف ضغطًا، لا دقة.
[قاعدة المتدرّب] إذا كان تعديلك الوحيد هو “اسحب بقوة أكبر”، فقد فقدت بالفعل السيطرة على العملية.
اختبر هذا دائماً أولاً على قطع خردة.
توقف عن قول “ثني”. هذه الكلمة تخدعك.
أنت لا تطوي الغسيل. أنت تدفع ثاقبًا إلى قالب، وتجبر المادة على تجاوز نقطة الخضوع على محور مضبوط، مع أخذ ارتداد الزنبرك بالحسبان — ميل المعدن إلى الاسترخاء بعد إزالة الحمل. يتم قياس هذا الاسترخاء والتنبؤ به وتعويضه.
عندما تسعى الورش إلى الدقة — مثل علامات تثبيت مضبوطة، ألواح متشابكة، وأجزاء تتجمع دون أدوات تثبيت — فإنها لا تستخدم القوة العضلية لثني القطع في موضعها. بل هي تُهندس الهندسة بحيث يهبط كل انحناء في حدود أجزاء الألف من البوصة. يحدث ذلك فقط عندما تُطبق القوة عبر الأدوات المطابقة، لا عبر الساعدين والأمل.
التحول المعرفي هو هذا: القوة لا تخلق الدقة. الهندسة هي التي تفعل ذلك.
وبمجرد أن تدرك ذلك، يصبح السؤال الحقيقي ليس إلى أي مدى يمكنك السحب بقوة.
بل كيف يتحكم الثاقب والقالب فعليًا في تلك القوة.
أضع شريطًا من الفولاذ الطري بسماكة 1/8 بوصة في قالب على شكل V بفتحة 1 بوصة وأُنزل ثاقبًا بنصف قطر 0.060 بوصة حتى تشير عدسة العمق إلى 0.500 بوصة. يخرج الزاوية من القالب عند 90 درجة. لا ألمس إعداد الضغط. أغيّر فقط القالب السفلي إلى فتحة V مقاس 1.5 بوصة وأطرق بنفس العمق.
الزاوية تفتح لتصبح تقريبًا 94 درجة.
نفس المادة. نفس الثاقب. نفس الآلة. هندسة مختلفة، نتيجة مختلفة. لذا، إن لم يكن يضغط المعدن مثل المِقْبَض، فما الذي يفعله فعليًا؟
راقب نقاط التلامس.
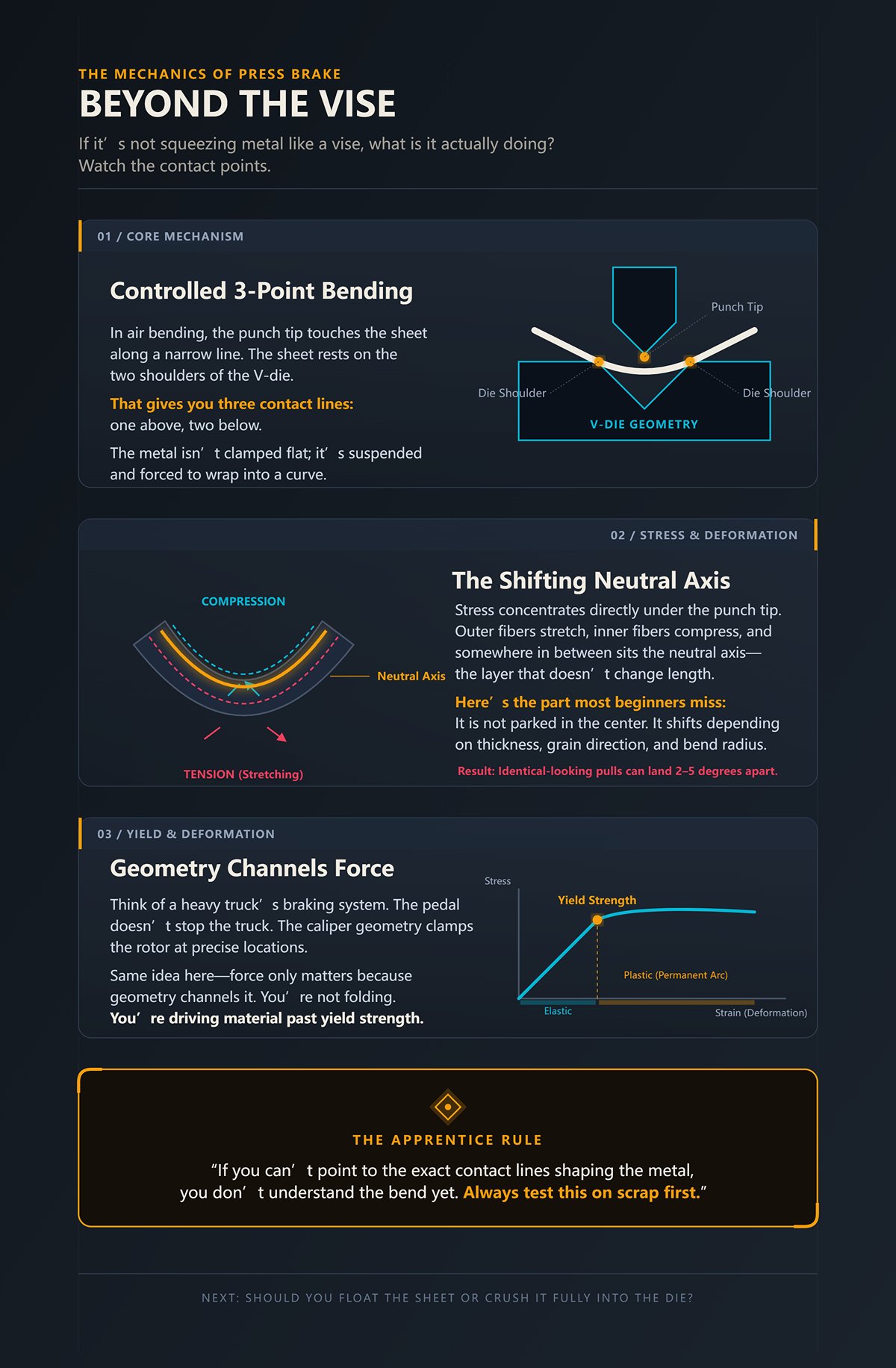
في مكبس الثني، تلمس قمة الثاقب الصفيحة على طول خطٍ ضيق. الصفيحة، في عملية الثني الهوائي، ترتكز على كتفي قالب الـ V. يمنحك ذلك ثلاث خطوط تماس — واحد في الأعلى، واثنان في الأسفل. المعدن بين تلك الخطوط لا يُثبت بشكل مسطح؛ بل يُعلق ويُجبر على الانحناء إلى شكل منحنى عند نزول الثاقب.
ذلك ليس ضغطًا مثل فك المِقْبَض. ذلك هو الانحناء ثلاثي النقاط المتحكم به.
يتركز الإجهاد مباشرة تحت طرف الثاقب. مع نزول الثاقب، تتمدد الألياف الخارجية للصفيحة (شد)، وتنضغط الألياف الداخلية، وفي مكان ما بينهما تقع المحور المحايد — الطبقة التي لا يتغير طولها. الجزء الذي يغفل عنه معظم المبتدئين هو أن هذا المحور المحايد يتحرك حسب السماكة، واتجاه الألياف، ونصف قطر الانحناء. إنه ليس ثابتًا في المنتصف كخط مرسوم.
هذا التحرك هو السبب في أن عمليتين تبدوان متطابقتين يمكن أن تختلفا بمقدار 2 إلى 5 درجات في الثني الهوائي إذا لم تُؤخذ سلوك المادة في الاعتبار.
فكر في الأمر مثل نظام الفرامل في شاحنة ثقيلة. دواسة الفرامل لا توقف الشاحنة بحد ذاتها. هندسة الكاليبر تثبت القرص في مواقع دقيقة، وتحول القوة إلى احتكاك مضبوط. شكل وموقع الوسادات يحدد كيف تنتشر القوة. نفس الفكرة هنا — القوة مهمة فقط لأن الهندسة توجهها.
إذًا لا، أنت لا تطوي. أنت تدفع المادة إلى ما بعد قوة الخضوع — تشوه دائم — على قوس محدد بواسطة نصف قطر لكمة وعرض القالب.
[قاعدة المتدرّب] إذا لم تستطع تحديد خطوط التلامس الدقيقة التي تشكل المعدن، فأنت لم تفهم الانحناء بعد. اختبر هذا دائمًا أولاً على قطعة خردة.
ولكن بمجرد أن ترى أنه انحناء ثلاثي النقاط، يأتيك السؤال التالي بسرعة: هل يجب أن تدع الورقة تطفو بين تلك النقاط — أم تسحقها بالكامل داخل القالب؟
خذ فولاذ معتدل بسماكة 14 قياس. في الانحناء بالهواء مع نسبة قالب V تقارب 8× السماكة (حوالي V بعرض 1 بوصة لمادة بسماكة 0.075 بوصة)، قد تحتاج إلى حوالي 15–20 طن لكل قدم للوصول إلى زاوية 90 درجة. التحول إلى الضغط الكامل — حيث تدفع لكمة المادة بالكامل في تجويف الـ V — يمكن أن يرفع الحمولة إلى 60–100 طن لكل قدم.
أربع إلى ثماني مرات أكثر حملاً.
لماذا؟ لأن الضغط الكامل لا يخضع فقط الألياف الخارجية. بل يشوه بلاستيكياً تقريبًا كامل منطقة الانحناء لتطابق زاوية القالب. أنت لم تعد تشكل زاوية بالتحكم في العمق؛ بل تطبع هندسة القالب في اللوح.
الضغط الكامل عادة يمسك ±0.5 درجة. الانحناء بالهواء غالبًا يصل إلى ±2 درجة إلا إذا ضبطت التعويض. يبدو أن الضغط الكامل هو صديق المبتدئ.
إلى أن تكسر لوح ألومنيوم بسماكة 0.040 بوصة لأنك تجاوزت حد الاستطالة الخاص به.
الضغط الكامل يمنح دقة أكبر في الزاوية، لكنه يزيل أي مجال للتسامح. أي اختلاف في السماكة، أي فرق في اتجاه الحبوب، أي زيادة مفاجئة في الحمولة يتم تضخيمها بواسطة ذلك الحمل الأعلى. الألواح الرقيقة والسبائك الطرية لا تتفاوض؛ بل تتمزق.
الانحناء بالهواء، من ناحية أخرى، يشكل الزاوية عن طريق التحكم في عمق لكمة بالنسبة إلى عرض القالب. اللوح يلامس فقط في ثلاث نقاط. حمولة أقل. مرونة أكبر. لكن الزاوية تعتمد الآن بشكل كبير على خصائص المادة المتسقة وتحكم دقيق في العمق.
بالنسبة للمبتدئ، الانحناء بالهواء يعلم التحكم. الضغط الكامل يعاقب التخمين.
إنه فرق بين تعديل ضغط الفرامل أثناء النزول مقابل ضرب الدواسة حتى النهاية والاعتماد على نظام ABS لإنقاذك. أحدهما يبني الإحساس. الآخر يفترض الكمال.
[قاعدة المتدرّب] تعلم الانحناء بالهواء أولاً؛ فهو يجبرك على فهم العمق، عرض القالب، واستجابة المادة بدلاً من الاختباء وراء قوة الحمولة المفرطة. اختبر هذا دائمًا أولاً على قطعة خردة.
لكن الانحناء بالهواء يفتح مشكلة أخرى لا يمكنك تجاهلها: لماذا يؤدي مجرد توسيع قالب الـ V إلى تغيير الزاوية النهائية حتى عندما يتحرك عمق لكمة بالكاد؟
| الموضوع | التفاصيل |
|---|---|
| سؤال | الانحناء بالهواء مقابل الضغط الكامل: أي طريقة تمنح المبتدئ أكبر قدر من التحكم؟ |
| مثال مادة | فولاذ معتدل بسماكة 14 قياس (0.075 بوصة) |
| إعداد الانحناء بالهواء | نسبة ثخانة القالب V القياسية 8× (≈ قالب V بقياس 1 بوصة) |
| حمولة الثني بالهواء | حوالي 15–20 طن لكل قدم للوصول إلى زاوية 90° |
| حمولة الثني بالارتكاز (Bottoming) | حوالي 60–100 طن لكل قدم |
| فرق الحمل | الثني بالارتكاز يتطلب حملاً أكبر بمقدار 4–8 مرات |
| سبب الحمل الأعلى | الثني بالارتكاز يشوه بلاستيكيًا كامل منطقة الثني تقريبًا لتطابق زاوية القالب |
| آلية التشكيل | الثني بالهواء: الزاوية تتحدد بالتحكم في العمق؛ الثني بالارتكاز: يتم طبع شكل القالب في الصفيحة |
| دقة الزاوية | الثني بالارتكاز: ±0.5°؛ الثني بالهواء: عادة ±2° بدون تعويض |
| المخاطر مع الثني بالارتكاز | الحمل العالي يضاعف تأثير اختلاف السمك، وفروق اتجاه الحبيبات، وارتفاعات الحمل المفاجئة |
| حساسية المادة | الألواح الرقيقة والسبائك اللينة (مثل الألمنيوم بسماكة 0.040 بوصة) قد تتشقق إذا تم تجاوز حد الاستطالة |
| المرونة | الثني بالارتكاز: مرونة منخفضة؛ الثني بالهواء: أكثر قابلية للتكيف |
| نقاط تماس الصفيحة | ثني الهواء يلامس الصفيحة في ثلاث نقاط |
| عوامل التحكم (ثني الهواء) | يعتمد على خصائص مادة ثابتة والتحكم الدقيق في العمق |
| أثر التعلم | ثني الهواء يعلم التحكم؛ أما التثبيت فيعاقب التخمين |
| تشبيه | ثني الهواء: تعديل ضغط المكابح عند النزول؛ التثبيت: ضغط دواسة المكابح بقوة والاعتماد على نظام ABS |
| قاعدة المتدرب | تعلم ثني الهواء أولاً؛ افهم العمق، عرض القالب، واستجابة المادة |
| أفضل ممارسة | اختبر دائماً على قطع خردة أولاً |
| سؤال مفتوح | لماذا يؤدي توسيع قالب الـ V إلى تغيير الزاوية النهائية حتى عندما يتغير عمق الثقب بالكاد؟ |
ضع فولاذاً بسماكة 0.125 بوصة في قالب V عرضه 8 أضعاف سماكة المادة — بعرض 1 بوصة. قم بثنيه إلى 90 درجة. قس نصف القطر الداخلي. ستحصل على ما يقارب 0.160 بوصة، مع بعض التفاوت.
الآن ضع نفس الصفيحة في قالب بعرض 12× — بعرض 1.5 بوصة. نفس نصف قطر الثقب. نفس الزاوية المستهدفة.
يزداد نصف القطر الداخلي لديك. يتغير العمق المطلوب للثقب. ويزداد ارتداد الزنبرك.
لماذا؟
لأن عرض القالب يتحكم في مدى تباعد نقاط التلامس السفلية. الـ V الأوسع يعني أن الصفيحة تمتد لمسافة أطول بين الدعامات. هذا يقلل من شدة الانحناء لكل وحدة عمق ويؤدي إلى إنتاج نصف قطر داخلي أكبر. النصف الأكبر يعني تركيز إجهاد أقل، مما يغير مقدار التعافي المرن للمادة بعد التفريغ.
القاعدة القديمة في الورش — عرض الفتحة يساوي 8 إلى 12 ضعف سماكة المادة — موجودة لأنها توازن طلب القوة، نصف القطر الداخلي، وخطر التشقق. قالب ضيق جداً يرفع القوة المطلوبة ويعرض الألياف الخارجية للتشقق. قالب واسع جداً يزيد نصف القطر ويزيد تباين الزاوية.
هذه هي الهندسة التي تحدد توزيع الإجهاد. أنت تختار الذراع بين كتفي القالب. هذا الذراع هو الذي يحدد كيف يتحول ضغط اللكمة إلى عزم انحناء — القوة الدورانية التي تجعل الصفيحة تنحني فعليًا.
غيّر الذراع، تتغير العزوم. غيّر العزوم، يتغير الزاوية.
تخيل أنك تضبط عرض المسار في جرافة. وسّع القاعدة، وستتغير طريقة انتقال الحمل عبر الهيكل. نفس المحرك. هندسة مختلفة. سلوك مختلف.
[قاعدة المتدرّب] اختر القالب على شكل V بناءً على السمك والمادة أولًا؛ الزاوية تأتي من ذلك القرار، لا من الضغط على الدواسة. اختبر دائمًا على قطعة خردة أولًا.
الآن أنت تفكر مثل صانع المعادن. ولكن حتى مع نسبة V مثالية، وحتى مع هندسة لكمة مطابقة للكتاب، هناك شيء يجعل زاوية 90 تتحول إلى 82 في اللحظة التي يرتفع فيها المكبس.
اثنِ شريطًا من فولاذ سبيكة 4140 إلى زاوية 90 درجة في الهواء. أطلق المكبس.
يرتد إلى 100.
هذا ليس خطأ. هذا هو الاسترجاع المرن.
عندما تثني المعدن، الجزء الخارجي فقط من السمك هو الذي يتشوه بشكل دائم. أما الجزء الداخلي فقد يبقى ضمن النطاق المرن — أي أنه يريد العودة إلى شكله الأصلي بمجرد إزالة الحمل. المواد ذات مقاومة الخضوع العالية مثل 4140 تقاوم التشوه الدائم أكثر من الفولاذ الطري. لذلك فهي ترتد أكثر — أحيانًا أكثر من 10 درجات في الانحناء الهوائي.
حتى مع نسبة قالب V المثالية بين 8 إلى 12×.
لهذا السبب فإن المشغلين المتمرسين يقومون بالانحناء الزائد عمدًا. إذا كنت بحاجة إلى زاوية 90 درجة في 4140 وتتوقع ارتدادًا بمقدار 10 درجات، فعليك أن تصل إلى 80. ليس بالتخمين — بل بالاختبار والتسجيل.
هنا يقع المبتدئون في الخطأ: الارتداد المرن يضخم الأخطاء في القطع متعددة الانحناءات. إذا أخطأت في الانحناء الأول بمقدار درجتين، وتصحح بشكل ضعيف في الثاني، يمكن أن ينحرف تراكب الألسنة عن حدود التحمل بسرعة. الهندسة تحدد الإمكانية. وقوة الخضوع للمادة تحدد النتيجة إذا تجاهلتها.
إنه مثل ضبط انحياز المكابح بطريقة خاطئة في شاحنة محمّلة. النظام يعمل، لكن نقل الوزن أثناء التباطؤ يغيّر كل شيء. تجاهل هذا التغير وستنزلق عندما تظن أنك تسيطر.
الارتداد المرن هو طاقة مرنة مخزنة تُطلق عند اختفاء مسار الحمل. إذا لم تخطط لذلك الإطلاق، فلن تنقذك هندستك “المثالية”.
[قاعدة المتدرّب] حدد دائمًا الارتداد المرن تجريبيًا لكل مادة وسماكة قبل تشغيل أجزاء الإنتاج. اختبر دائمًا على قطعة خردة أولًا.
ومتى ما فهمت أن الهندسة تحدد مسار الإجهاد وأن الارتداد المرن يحدد التصحيح، ستظهر الحقيقة الصعبة التالية:
ماذا يحدث عندما لا تستطيع الآلة نفسها أن توزع القوة بشكل متساوٍ على طول الانحناء؟
شاهدت مكبسًا بطول 10 أقدام يحاول وضع زاوية 90 في فولاذ طري بربع بوصة. الحواف وصلت إلى الزاوية. المركز بقي مفتوحًا بحوالي ثلاث درجات. قام المشغل بزيادة الضغط. في السحب الثاني، انثنت الأطراف أكثر من اللازم، وظل الوسط متأخرًا، وعندما ارتفع المكبس بدا اللوح مثل زورق ضحل.
هذا ما يحدث عندما لا تستطيع الماكينة تقديم حمولة موحدة على طول القطعة: ينحني المكبس. تمتد إطارات الفولاذ. يشهد وسط السرير قوة فعّالة أقل من الحواف. في الثنيات الطويلة — أي ما يزيد عن خمسة أقدام — يمكنك أن ترى انحرافاً رأسياً بين 0.010 و0.020 بوصة في الوسط على مكبس متوسط الحجم. قد يبدو هذا ضئيلاً حتى تتذكر أن زاوية الثني في الثني الهوائي يتم التحكم بها حسب العمق. بضع آلاف من البوصة في الاختلاف في الاختراق تعني درجات من خطأ الزاوية.
المزيد من القوة لا يحل هذه الهندسة. غالباً ما يبالغ في تفاقمها. أنت تضخ قوة في هيكل ينثني تحت الحمل.
فكّر في الأمر مثل شاحنة ثقيلة تكبح نزولاً: إذا كان الإطار يلتوي تحت الحمل، فإن الضغط بقوة أكبر على دواسة المكابح لن يستقيم بالهيكل؛ بل سيؤدي فقط إلى قفل العجلات بشكل غير متساوٍ.
لذلك قبل أن تبدأ في البحث عن القدرة الطنية، عليك أن تفهم ما الذي تحاربه هذه القدرة فعلياً.
ضع صفيحة فولاذ طري بسماكة 0.250 بوصة وطول 10 أقدام، وثنيه بالهواء في قالب V بحجم مناسب. باستخدام تقدير الثني الهوائي القياسي — P ≈ 650 × S² × L / V — ستصل إلى حوالي 150–170 طن لهذا الطول. هذه الصيغة تفترض الثني الهوائي بنسبة قالب 8× وهامش أمان.
الآن غيّر المادة فقط إلى الفولاذ المقاوم للصدأ بنفس السماكة.
ترتفع القدرة المطلوبة لديك تقريباً بمقدار 1.5×. ليس لأنه أكثر سماكة. بل لأن قوة الشد — الإجهاد المطلوب لتشويه الألياف الخارجية بشكل دائم — أعلى. السُمك يحدد معامل المقطع، أي المقاومة الهندسية للثني. قوة الشد تحدد مدى عناد المادة تجاه الخضوع.
السماكة هي الرافعة. القوة هي الموقف.
المبتدئون يركزون على جداول المقاسات ويتجاهلون قوة الخضوع. هكذا ينتهون بلا طاقة كافية مع السبائك عالية المقاومة أو بطاقة زائدة بشكل كبير مع الألمنيوم الطري. الألمنيوم قد يحتاج تقريباً 0.55× من القدرة الطنية للفولاذ الطري عند نفس السماكة. إذا خمّنت رقماً عالياً “للاحتياط”، فأنت لا تضيف دقة — بل تضيف إجهاداً على الأدوات والإطار.
هنا يقع الفخ: تلك الصيغة تفترض الثني الهوائي. إذا قمت بثني أو صك نفس الصفيحة بسماكة 1/4 بوصة لفرض نصف قطر داخلي ضيق، يمكن أن تتضاعف القدرة أربع مرات — إلى أكثر من 600 طن لعشرة أقدام. نفس السماكة. نفس الطول. طريقة تشكيل مختلفة. ما تغيّر لم يكن اللوح نفسه، بل حالة التلامس.
ما كان يحتاجه هو فيزياء مختلفة.
[قاعدة المتدرب] احسب القدرة الطنية بناءً على السماكة، قوة الشد، الطول، عرض القالب، وطريقة التشكيل — وليس على السماكة وحدها. دائماً اختبر ذلك على خردة أولاً.
لكن حتى عندما يكون حسابك دقيقاً تماماً، فإن الثنيات الطويلة لا تزال تخرج أوسع في المنتصف. لماذا؟
قم بثني قطعة بطول ستة أقدام على ماكينة بدون تعويض التحدب. قس الزاوية عند كلا الطرفين وفي المنتصف تماماً. من الشائع أن ترى الوسط أكثر انفتاحاً بمقدار 1–3 درجات، اعتماداً على الحمل. ذلك هو انحناء المكبس والسرير تحت القدرة الطنية.
الفولاذ يطيع قانون هوك في النطاق المرن: الإجهاد ينتج عنه انفعال متناسب. هيكل مكبسك هو نابض ضخم. تحت الحمل، ينحني للأعلى في الوسط. يخترق القالب أعمق عند الأطراف لأن الهيكل هناك مدعوم من الأجزاء الجانبية. الوسط يطفو.
التعويض عن التحدب هو انحناء معاكس متعمد. الأوتاد الميكانيكية أو الأنظمة الهيدروليكية تدفع السرير للأعلى في الوسط قبل أو أثناء الضربة بحيث تحت الحمل، يصبح كل شيء مستوياً. أنت تجهز الماكينة مسبقاً لتلغي انحناءها الذاتي.
بدون تعويض التحدب، يقوم المشغلون بالتعويض بطريقة خاطئة. يضيفون قدرة طنّية. هذا يزيد الاختراق عند الحواف أولاً — لأن ذلك هو مكان صلابة الهيكل الأكبر — بينما الوسط لا يزال محرومًا. تطارد الزاوية بالضغط فتجد نفسك مع أطراف مثنية أكثر ومنتصف مفتوح.
إنه مثل وضع فواصل غير متساوية في وسادات مكابح الشاحنة: المزيد من الضغط على الدواسة لن يساوي التلامس؛ بل سيؤدي فقط إلى تسخين الأماكن الضيقة بشكل مفرط.
التحكمات الرقمية الآن تأخذ بعين الاعتبار تصحيحات الجيب، وعوامل المادة، وهوامش الأمان، وغالباً ما تحقق دقة ±2%. ولكن حتى أفضل حساب للقدرة الطنية يتجاهل انحناء الإطار ما لم يتم ضبط تعويض التحدب بشكل صحيح. الحساب بدون التعويض هو نصف الحل.
[قاعدة المتدرب] عند الثنيات التي تزيد عن خمسة أقدام، اضبط الانبعاج قبل أن تلمس الضغط؛ طابق التعويض مع الحمولة المحسوبة، لا مع التخمين. اختبر دائمًا ذلك أولاً على قطعة خردة.
وإذا تجاهلت ذلك واستمررت فقط في زيادة القوة، فما الذي يتعطل أولاً؟
ليست الصفيحة.
لقد رأيت لكمة مقسمة تنفصل تمامًا عند نصف القطر لأن أحدهم ضغط لوحًا سميكًا في قالب مصمم للثني الهوائي. كانت الآلة “كبيرة بما يكفي”. الأدوات لم تكن كذلك.
الأدوات لها تصنيف بالطن لكل قدم. إذا تجاوزته، فإن إجهاد التلامس عند طرف اللكمة أو كتف القالب يتجاوز حدود الفولاذ المقسى. تبدأ الشقوق الدقيقة. في يوم ما تسمع صوت طرق حاد بدلًا من همهمة هيدروليكية. ثم تجد نفسك تكنس شظايا كربيد.
وإذا نجت الأدوات، فإن محامل الكباس وهياكل الجوانب تمتص الفائض. التحميل الزائد المتكرر يمدد قضبان الشد ويخل بعملية التوازي. والآن صرت قد بنيت عدم دقة دائمة في الآلة.
المزيد من القوة لا يجلب دقة. إنه يجلب تآكلًا متسارعًا ما لم تحترم أضعف حلقة في مسار التحميل.
تخيل تشغيل شفرة جرافة بقوة كاملة في صخر الأساس: قد يتحمل المحرك، لكن الحد القاطع ودبابيس التثبيت يتلقيان الضربة.
[قاعدة المتدرب] لا تتجاوز أبدًا تصنيف الطن لكل قدم للكمة والقالب؛ فالأداة عادة ما تفشل قبل المكبس نفسه. اختبر ذلك دائمًا أولاً على قطعة خردة.
فكيف تتجنب هذا الفخ قبل أول ضغطة؟
ابدأ بأربعة مدخلات مكتوبة، لا بالتخمين:
للثني الهوائي للفولاذ الطري، استخدم التقدير القياسي المعدل وفق عرض القالب. طبّق عوامل المادة: حوالي 1.5× للفولاذ المقاوم للصدأ، وحوالي 0.55× للألمنيوم. أضف هامش أمان بمقدار 20% — ولكن ابق ضمن تصنيف الأدوات.
إذا كنت تخطط للضغط أو السكّ، فاضرب القيمة تبعًا لذلك. توقّع أضعاف الحمولة الخاصة بالثني الهوائي. هذا ليس اختياريًا؛ إنها فيزياء ناتجة عن زيادة التلامس والتشوه البلاستيكي عبر السمك الكامل.
ثم تحقق من أمرين إضافيين قبل التشغيل:
المُقدِّرون الحديثون في أنظمة التحكم CNC يعالجون تصحيحات زاوية جيب التمام وعوامل الأمان بسرعة ودقة أكبر من الحساب اليدوي. استخدمهم. ولكن تحقق من أن الناتج يراعي حد الحمولة بالأطنان لكل قدم لأدواتك وأن نظام التتويج مُفعّل للانحناءات الطويلة.
اكتب الرقم. قارنه بتصنيف الماكينة وتصنيف الأداة. عندها فقط قم بتحميل الصفيحة.
الدقة في الثني تأتي من القوة المحسوبة المطبقة من خلال هندسة متوافقة، وليس من امتلاك أكبر مضخة هيدروليكية في المبنى. بعد ذلك، سنتناول خطوة بخطوة كيفية إعداد أول انحناء حتى تتفق الحسابات، والأدوات، والماكينة جميعًا قبل أن يبدأ الفولاذ في الخضوع.
أحد المتدربين معي قام مرة بدفع قضيب فولاذ طري القياس 11 بطول 10 أقدام إلى المكبح، وضع قالب V عشوائي بقياس 1/2 بوصة في مكانه، نظر بالعين إلى زاوية 90، وقال: “السحب الأول كان جيدًا.” قاس الحافة فوجدها 1.000 بوصة عند الطرف الأيسر، 0.965 في المنتصف، 1.015 في الطرف الأيمن. الزاوية انحرفت درجة ونصف عبر الطول. لم يكسر شيئًا. لقد جمع ثلاث أخطاء صغيرة في الإعداد فوق حساب قوة الانحناء الصحيح.
الماكينة فعلت تمامًا ما أخبرتها الهندسة أن تفعله.
أنت تعلم بالفعل أن القوة والتتويج يجب أن يُحسبا قبل أن يخضع الفولاذ. الآن سترى أن هندسة الأدوات وموقع أداة القياس الخلفية يجب أن تُختارا قبل أن تلمس قدمك الدواسة حتى، لأن بمجرد أن يلمس القالب الصفيحة، تتولى الفيزياء الأمر ولا تفاوض فيها. فكر في مكبح الضغط وكأنه نظام مكابح هوائية لشاحنة محملة: ضغط الدواسة مهم، لكن إذا لم تتطابق الأحذية والأسطوانات، فلن تتوقف باستقامة.
إليك سير العمل الذي يجنبك الوقوع في الأخطاء.
ضع قطعة من الفولاذ الطري بسماكة 0.125 بوصة (1/8″) على الطاولة. تريد انحناءً نظيفًا بزاوية 90° مع نصف قطر داخلي حوالي 0.125 بوصة. أول رد فعل لك هو التقاط أضيق قالب V يمكنك العثور عليه لتفرض زاوية حادة.
تمهل.
في الثني الهوائي، لا يتم تحديد نصف القطر الداخلي بواسطة رأس السن، بل يتحكم فيه إلى حد كبير عرض فتحة الـ V. القاعدة العامة للفولاذ الطري هي:
لذلك بالنسبة لمادة بسماكة 0.125 بوصة، يعتبر قالب V بقياس 1.0 بوصة (8×) نموذجيًا. هذا يعطي نصف قطر داخلي حوالي 0.16 بوصة. ليس حادًا للغاية. لكنه متوقع.
الآن افترض أنك تجاهلت ذلك واخترت قالب V بقياس 0.375 بوصة (3× السماكة) لتحقق نصف قطر 0.06 بوصة. يحدث شيئان:
تحذر أدلة الأدوات من استخدام فتحة أضيق من حوالي 5× السماكة في الثني الهوائي العام. دون هذا الحد، لم تعد في نطاق الثني الهوائي المستقر والمتوقع. أنت تقترب من أحمال القاع وتُجهد الأدوات بشكل زائد.
هكذا تتشقق القوالب. ليس من انحناء بطولي واحد، بل من تحميل مفرط متكرر يتجاوز تصنيف الأطنان لكل قدم.
[قاعدة المتدرب] اختر فتحة على شكل V بناءً على سماكة المادة وطريقة التشكيل أولاً؛ تقبل نصف القطر الذي تمنحك إياه الهندسة قبل أن تطارد زاوية أكثر حدة بالقوة العمياء. اختبر ذلك دائماً على قطعة خردة أولاً.
إذا كان المخطط يطلب فعلاً نصف قطر داخلي حاد يساوي السماكة أو أقل، فأنت لا “تتحايل” عليه بفتحة V صغيرة. إما أن تقوم بالتشكيل السفلي بأدوات مُصممة لتحمل هذا الحمل، أو تقوم بالضغط (coining) بماكينة مُهيأة لذلك، أو تغيّر التصميم. ما تغيّر ليس طموحك، بل حالة التلامس — ثني بالهواء مقابل التشكيل السفلي — وهذا يغيّر حسابات الحمولة بالكامل.
إذن، بمجرد تثبيت نصف قطر السن ومقدار عرض القالب، ما الذي يمنع شفة بطول 1.000 بوصة من الانحراف 0.035 عبر عشرة أقدام؟
أدخل صفيحة بسماكة 0.125 بوصة في القالب واضبط قاعدة القياس الخلفية على 1.000 بوصة. أنت تقيس من خط مركز القالب إلى أصابع القياس. جيد.
الآن تحقق من قالبك: فتحة V بعرض 1.0 بوصة.
إليك الفخ. يجب أن يتجاوز طول الشفة الأدنى في قالب V القياسي عادة نصف عرض فتحة الـ V. بالنسبة لفتحة 1.0 بوصة، هذا حوالي 0.500 بوصة. إذا كان أقل من ذلك، فلن يكون للمادة ما تستند إليه؛ قد تغوص في التجويف بدلاً من أن تتشكل بشكل نظيف.
إذا كان المخطط يطلب شفة بطول 0.400 بوصة، فإن قاعدة القياس الخلفية لديك يمكن أن تكون دقيقة بالليزر ومع ذلك ستفشل. ستنقلب الصفيحة أو تنهار في القالب. الهندسة تتغلب على النية.
محاذاة قاعدة القياس الخلفية ليست مجرد ضبط رقم. الأمر يتعلق بالتأكد من أن الرقم قابل للدعم فعلياً بواسطة القالب الذي اخترته في الخطوة ١.
الآن ضع الصفيحة بزاوية قائمة مع أصابع القياس وتحقق من التوازي عبر الطاولة. إذا كان جهاز الضغط والطاولة متوجين بشكل صحيح للحمل المحسوب، سيكون الاختراق متساوياً. إذا لم يكونوا كذلك، قد ينفتح الوسط بمقدار ١–٣ درجات في القطع الطويلة. هذا يتحول مباشرة إلى اختلاف في طول الشفة لأن خطأ الزاوية يغير البعد الإسقاطي.
في شفة بطول 1 بوصة، يمكن لخطأ زاوية بمقدار درجة واحدة أن يغيّر طول الرجل ببضعة أجزاء من الألف. عبر عشرة أقدام، يصبح ذلك مرئياً.
ضبط قاعدة القياس الخلفية دون التحقق من عرض القالب وتحديد التاج يشبه محاذاة عجلات أمامية لشاحنة مع تجاهل محور مثني: تبدو الأرقام صحيحة، لكن المركبة لا تزال تنحرف.
[قاعدة المتدرب] قبل الوثوق ببعد قاعدة القياس الخلفية، تأكد أن عرض القالب يدعم الشفة وأن التاج يتطابق مع الحمل المحسوب عبر طول الانحناء بالكامل. اختبر دائماً ذلك على قطعة خردة أولاً.
لقد اخترت الهندسة. لقد ضبطت التوقف. الآن يمكنك أخيراً أن تثني — لكن كيف تضبط الزاوية بدون تخمين؟
خذ قطعة مقطوعة بطول ٦ بوصات من نفس المادة. نفس اتجاه الحبوب. نفس السماكة. نفس الأدوات. قم بعمل انحناء هوائي واحد بزاوية 90°.
قم بقياسه بأداة قياس زاوية مُعايرة. لنفترض أنه يظهر 92°.
هاتان الدرجتان هما الارتداد — الاستعادة المرنة بعد إزالة الحمل. قد يرتد الفولاذ الطري 1–3 درجات في الانحناءات الهوائية المعتادة. بينما يمكن للفولاذ عالي القوة أن يرتد أكثر.
لا “تدفعه قليلاً أكثر” بشكل عشوائي.”
بدلاً من ذلك، برمج أو اضبط هدفك على 88° إذا كنت تحتاج إلى نتيجة نهائية 90°، لأن الخبرة — واختبارك — يخبرك أن هذه المادة ترتد درجتين. أنت تثني عمدًا بشكل زائد للوصول إلى المواصفات بعد الاستعادة.
هنا حيث يتعثر المبتدئون: يختبرون على جزء طويل أولاً. في الانحناءات المتوازية المتعددة، اتبع قاعدة البدء بأقصر حافة أولاً. الأرجل القصيرة أصعب في التحكم وأكثر عرضة للتداخل مع الأدوات. إذا ضبطت الانكماش الارتدادي على حافة طويلة وسهلة أولاً، فقد تصطدم الحافة القصيرة أو تنحرف لاحقاً.
التسلسل مهم.
الانحناء بالهواء عادةً يحمل حوالي ±1° من التفاوت الكامن حتى على مكابح CNC الحديثة. إذا كان التفاوت المطلوب أضيق من ذلك، قد تحتاج إلى الانحناء الكامل باستخدام أدوات متطابقة — مع إعادة حساب كاملة للقوة لضمان البقاء ضمن حدود تقييم الأدوات.
ما كان يحتاجه هو فيزياء مختلفة.
تصحيح الانكماش الارتدادي هو حركة تجاوز مضبوطة بناءً على القياس لاستعادة المرونة، وليس اعتماداً على إحساس الدواسة. فكر فيه مثل ضبط انحياز المكابح في شاحنة ثقيلة: أنت لا تضغط بقوة أكبر؛ بل توزع الضغط بحيث يقوم كل محور بحصته بشكل متوقع.
[قاعدة المتدرب] قم بقياس أول انحناء، واحسب تصحيح الانكماش الارتدادي، وغيّر متغيراً واحداً فقط في كل مرة؛ لا تطارد الزاوية باستخدام الإحساس. اختبر ذلك دائماً على خردة أولاً.
لكن ماذا لو كان الرسم يطلب حافة قصيرة جداً بحيث لا يمكن لأي تعديل في الزاوية أن يجعلها ممكنة؟
تخيل لوحاً بسماكة 0.250 بوصة في قالب V بعرض 2.0 بوصة. نصف فتحة الـ V هو 1.0 بوصة. الرسم يطلب حافة بطول 0.750 بوصة.
عندما ينزل القالب العلوي، يلامس اللوح أكتاف القالب السفلي. لكن المادة خارج خط الانحناء — وهي الحافة المقصودة — أقصر من مساحة الدعم. لا يوجد مكان ثابت لتستقر فيه. بدلاً من تشكيل زاوية نظيفة 90°، تميل إلى الدوران والانزلاق في التجويف.
يمكنك أن تثبّت بقوة أكبر. تزيد القوة. تبطئ الضربة. الهندسة لا تتغير.
في الانحناء الهوائي القياسي باستخدام هذا القالب، هذه الحافة أقل من الحد الأدنى الثابت. ليست مشكلة مهارة. إنها مشكلة دعم.
الآن — وهنا تكمن الفروق الدقيقة — هناك استثناءات. الأدوات المتخصصة، مثل قوالب ذات أكتاف ضيقة أو أنظمة الانحناء الدوارة، يمكن أن تدعم الحواف الأقصر. الانحناء الكامل باستخدام قوالب حادة يمكن أحياناً فرض الهندسة بقوة أكبر. لكن هذه الحلول تتطلب أحمال أعلى أو معدات خاصة ويجب تقييمها مقابل حدود الماكينة والأدوات.
معظم مكابس الورش ليست مصممة للانحناء الإجباري القوي على المواد السميكة.
اعتبار كل حافة قصيرة “مستحيلة” هو كسل. واعتبار كل حافة قصيرة “ممكنة إذا ضغطت بقوة كافية” هو خطر. السؤال الصحيح هو: هل عرض القالب المختار يدعم هذه الحافة فعلياً دون تجاوز حدود الأدوات أو الماكينة؟
هذا ليس تفكيراً بالقوة الغاشمة. هذا هو الاتصال المُهندس.
[قاعدة المتدرب] إذا كان طول الحافة أقل من نصف فتحة الـ V، افترض أن الانحناء الهوائي القياسي لن يدعمها وأعد تقييم الأدوات أو التصميم قبل تطبيق مزيد من القوة. اختبر ذلك دائماً على خردة أولاً.
الآن يمكنك رؤية النمط: نصف قطر القالب يُختار من السماكة، عرض القالب يُحدد من النسب الثابتة، مقياس الإرجاع يتم ضبطه ضمن الحدود الهندسية، الانكماش الارتدادي يُقاس ويُعوض، وطول الحافة يُراجع بالنسبة لدعم القالب. لا شيء من ذلك قائم على التخمين.
ومتى قمت بذلك مرة واحدة، يتغير السؤال من “ما مدى القوة التي يجب أن أطبقها؟” إلى “هل هذه الماكينة مناسبة للعمل؟”
لقد صممت الانحناء على الورق. عرض القالب مناسب. طول الحافة قابل للدعم. القوة لكل قدم محسوبة.
الآن السؤال الحقيقي: هل يمكن لآلتك أن توصل تلك القوة بالتساوي، بشكل متكرر، ومن دون أن تلتوي على نفسها كالعجينة؟
نوع الآلة ليس للتفاخر. إنه يتعلق بالتحكم — بمدى دقة تطبيقك للحمولة المحسوبة من خلال أداة محددة، ومدى قدرتك على تكرار ذلك باستمرار خلال وردية، أو أسبوع، أو سنة. المكبس الانحنائي يشبه نظام الكبح في شاحنة قلابة محملة: الدواسة بلا فائدة إذا لم تكن خطوط الهيدروليك، والأسطوانة الرئيسية، والأقراص، مصممة لتحمل الحمل الذي تطلب التحكم به.
الأكبر ليس دائمًا أفضل. الارتخاء في الدقة دائمًا أسوأ.
إذا أزلت هذا القرار من العملية، فإن كل ما صممناه للتو سينهار ليعود إلى التخمين. لذا دعونا نتناول أين يناسب كل نوع بالضبط — وأين يخذلك بصمت.
مكبس الثني اليدوي ليس مكبسًا انحنائيًا. إنه شفرة تثبيت تدور حول محور لطي صفائح رقيقة.
هذا مهم.
لا يوجد سنبة تخترق قالب V. لا توجد هندسة ثني هوائي محسوبة. لا يوجد تحكم في النقطة الميتة السفلى. أنت تثبّت، تشد، فينثني المعدن على طول خط تحدده في الغالب قوة التثبيت وسمك الصفيحة. هذا أقرب إلى ثني لوحة سيارة على ركبتك منه إلى تشكيل هندسة مضبوطة.
إذًا متى يكون الأمر جيدًا بما يكفي؟
عندما يكون معدنك رقيقًا — فكر في الألمنيوم الخفيف أو الفولاذ الطري بسمك أقل من حوالي 16 قياس. عندما تكون السماحات متساهلة — زائد أو ناقص بضع درجات لن يفسد التجميع. عندما تكون القطع صغيرة والحافات كبيرة. عندما يكون حجم الإنتاج منخفضًا بما يكفي لأن الإرهاق لن يتسلل إلى يديك ويشوّه الاتساق عند القطعة العاشرة.
المشكلة الخفية ليست القوة فقط. إنها القابلية للتكرار. إعادة التموضع اليدوية بين الثنيات تسبب تراكم الأخطاء. عند الثنية الخامسة، يصبح اختلاف نصف درجة ملحوظًا في الحافة الأخيرة. ليس لأنك ضعيف، بل لأن الأداة لا تقدم أي مرجع هندسي يتجاوز قضيب التثبيت.
[قاعدة المتدرّب] إذا كانت رسوماتك تتطلب نصف قطر داخلي مضبوط، أو سماحة زاوية ضيقة، أو هندسة متعددة الثنيات قابلة للتكرار، فإن مكبس الثني اليدوي يعتمد على فيزياء غير مناسبة للمهمة. اختبر ذلك دائمًا أولًا على الخردة.
"جيد بما يكفي" يعيش في عالم الصناديق البسيطة والأغطية الخفيفة.
في اللحظة التي يعتمد فيها تصميمك على تلامس هندسي للقالب، تكون قد تجاوزت حدود هذه الأداة.
مكبس الانحناء CNC الحديث يمكنه تحقيق سماحات منحنَى إلى آخر تبدو مستحيلة على المشغل اليدوي — أحيانًا في حدود بضعة أجزاء من الألف في الموضع، ودرجة أو أقل في الزاوية — لأنه يقيس ويتحكم في موضع الشوط بدقة كل مرة.
ذلك ليس سحرًا. إنه تغذية راجعة.
بينما يعتمد المكبس اليدوي أو الهيدروليكي الأساسي على “إحساسك” بالنهاية السفلى، يتحكم نظام CNC في عمق الكباس رقميًا ويمكنه التعويض عن الارتداد المرن من خلال ضبط الحركة الزائدة بمقادير محسوبة. بعض الأنظمة تراقب حتى الانحناء وتطبّق التعويج التاجي تلقائيًا. هذا تصحيح هندسي، وليس حدسًا.
فكر في الأمر مثل المكابح المانعة للانغلاق في الشاحنة: بدلًا من أن تأمل أن قدمك تعدل الضغط بشكل مثالي على الحصى، النواقل تستشعر وتعدل الضغط آلاف المرات في الثانية ليبقى التماسك متوقعًا. نفس الحمل. تحكم أفضل.
فهل يعد ذلك مبالغة للمبتدئ؟
إذا كنت تصنع حوامل مخصصة في المرآب، نعم. الآلة ستتفوق على طريقتك اليدوية. ولكن إذا كنت تنتج أجزاء يجب أن تتطابق — مثل المغلفات، مكونات الهياكل، أو أي شيء يحتوي على انحناءات متوازية تتكدس — فإن الـ CNC لا يتعلق بالسرعة، بل بإزالة التفاوت البشري في تطبيق القوة التي قمنا بحسابها بالفعل.
إليك الحقيقة غير المريحة: المبتدئون يستفيدون من الـ CNC أكثر من المحترفين. الآلة تفرض الاتساق بينما لا تزال تتعلم سلوك المادة.
[قاعدة المتدرب] إذا كانت مجموعة السماحات لديك تعتمد على عمق الكباس الثابت ووضعية المقياس الخلفي القابلة للتكرار، فإن التحكم البرمجي ليس رفاهية — بل هو تأمين. اختبر ذلك دائمًا على خردة أولاً.
لكن التحكم من دون قدرة هو فشل أيضًا.
وهنا نصل إلى الجزء الذي يخطئ فيه الجميع.
الملصق الذي يوضح الحمولة على جانب المكبس يخبرك بأقصى قوة. لكنه لا يخبرك بالدقة القابلة للاستخدام عبر الطول.
لقد حسبت مثلاً 60 طنًا لانحنائك. جيد. ولكن هل ذلك عبر الطول الكامل لمنطقة العمل؟ وعلى أي عرض قالب؟ ومع أي انحراف؟ يمكن أن ينحرف مكبس هيدروليكي خفيف الإطار عندما يُدفع إلى حدّه المقدّر، مما يفتح زاويتك بمقدار درجة أو درجتين في الأجزاء الطويلة. نفس الأرقام. نتيجة مختلفة.
صلابة الإطار وطول السرير وقدرة التعويض تهم بقدر أهمية الحمولة الخام.
إذا كان معظم عملك من الألمنيوم بسماكة 0.090 بوصة وعرض أقل من أربعة أقدام، فإن مكبسًا ضخمًا بقدرة 300 طن وطول 14 قدمًا هو حديد مهدور. لن يعمل أبدًا ضمن نطاق تحكمه الأمثل. أما إذا كنت تخطط للعمل على فولاذ بسمك ربع بوصة وطول عشرة أقدام، فإن مكبس الهوايات ذو 40 طنًا سيصبح عبئًا في أول مرة تحاول فيها تحقيق مطبوع هندسي حقيقي.
ينبغي أن تتطابق السعة مع 80 بالمئة من عبء عملك بشكل مريح — لا بالكاد — مع مساحة إضافية لـ 20 بالمئة التي تتحداك.
هناك أيضًا اختبار للصدق هنا. آلات ثني الألواح يمكن أن تتفوق على مكابس الثني بشكل كبير في الألواح المسطحة عالية الإنتاج لأنها تمسك وتشكل انحناءات متعددة في إعداد واحد، لكنها تعاني مع الحواف المطوية، والإزاحات، والهندسة غير المتعامدة. تظل مكابس الثني هي الآلة متعددة الاستخدامات للأجزاء المعقدة. لذا يعتمد مسار نموك على ما تصنعه فعليًا، وليس على ما يبدو مدهشًا في صالة العرض.
الشراء بدافع الغرور مكلف.
الشراء وفقًا للتطابق الهندسي هو هندسة حقيقية.
[قاعدة المتدرب] اختر مكبس ثني تكون قدرة التحميل والطول العامل ونظام التحكم فيه أعلى بشكل مريح من احتياجاتك المحسوبة لمادتك الأكثر شيوعًا — لا لأثقل عمل افتراضي لديك. اختبر دائمًا ذلك على خردة أولاً.
حتى الآلة المناسبة لها حدود.
ومعرفة متى لا يجب استخدام مكبس الثني إطلاقًا هي الدرس التالي الذي ستحتاجه.
تتوقف عن محاولة جعل مكبس الثني يعمل بمجرد أن لا يتطابق شكل الجزء مع لكمة تنزل في قالب.
يبدو ذلك واضحًا. لكنه ليس كذلك. لقد رأيت أشخاصًا أذكياء يضاعفون الحمولة، ويعيدون برمجة الـ CNC، ويبدلون القوالب ثلاث مرات لأن “نظريًا” يجب أن يغلق الانحناء. ما كانوا يقاتلونه لم يكن القوة، بل الشكل. مكبس الثني هو نظام من لكمة وقالب مضبوطة — مثل نظام الكبح في شاحنة محملة، مصمم لتطبيق القوة عبر أسطح ملامسة مصممة — وعندما تختفي هندسة التلامس، فإنك فقط تدفع المعدن وتأمل أن يستجيب.
الشيء الوحيد الذي تحمله معك هو هذا: الهندسة هي التي تحدد الآلة قبل أن يقرر الطنّ أي شيء. هذا ليس واضحًا لأن معظم الورش تلقي باللوم في الفشل على “نقص القدرة” أو “نقص التحكم”. ما كانت تحتاجه هو فيزياء مختلفة.
فكيف تتعرف على تلك اللحظة مبكرًا بدلًا من أن تدركها بعد أن تتلف ثلاث قطع خام؟
آلة الثني بالضغط تفترض وجود مادة مسطحة ترتكز على قالب على شكل حرف V، مدعومة بخطين، مع لكمة تُنشئ خط تلامس ثالث. ثلاثة خطوط تحدد الثني. هذا هو النظام.
في اللحظة التي تُدخل فيها أنبوبًا أو ماسورة، تكون قد فقدت اثنين من تلك الخطوط. المادة منحنية بالفعل. ولا يمكنها الجلوس بشكلٍ مسطح في القالب. يصبح التلامس محمّلًا على نقطة وغير مستقر، والجدار يميل إلى التفلطح بدلًا من تشكيل نصف قطرٍ نظيف. محاولة ثني الأنبوب بالضغط تشبه محاولة فرد حديد التسليح باستخدام ملزمة الورشة — الأداة ليست خاطئة، لكنها غير مصممة للمقاطع المستديرة.
قد تحصل على بعجٍ أو انبعاج. لكنك لن تحصل على انحناء هندسي.
الثقوب والفتحات في الصفائح المسطحة تخلق نفس المشكلة بطريقة أكثر هدوءًا. يتوقع القالب دعماً مستمراً عبر خط الثني. إذا قصصت فتحة قريبة جدًا، أو ثقبت ثقبًا عبر منطقة الثني، فقد أضعفت المقطع العرضي في النقطة التي يبلغ فيها الإجهاد ذروته. عندما تضرب اللكمة نحو الأسفل، يتركز الإجهاد عند حافة الفتحة، ويبدأ التشقق. الرسم أو المخطط قال “زاوية بسيطة 90”. أما الهندسة فقالت “كسر”.”
الآن اسأل نفسك: إذا كانت سطح التلامس مكسورًا أو منحنيًا قبل أن تبدأ، هل ما زلت تعمل على نظام لكمة وقالب؟
[قاعدة المتدرب] إذا لم يكن يمكن لمادتك أن تستقر بشكلٍ مسطح ومدعوم بالكامل عبر أكتاف القالب على طول منطقة الثني، فأنت تطلب من آلة الثني أداء عمل آلةٍ أخرى. اختبر هذا دائمًا على قطعة خردة أولاً.
لكن الورقة المسطحة ما تزال ورقة مسطحة، أليس كذلك؟
هنا تحديدًا يختلط الأمر على المتدربين. فأنصاف الأقطار الصغيرة والصناديق متعددة الثنيات تبدو معقدة، فيفترضون أن آلة الثني ليست الأداة المناسبة.
والحقيقة هي العكس تمامًا.
آلة الثني تتألق عندما تحتاج إلى نصف قطر داخلي مضبوط، وزاوية قابلة للتكرار، وطول حافة متناسق عبر عشرات أو مئات الأجزاء. تقنية الثني الكامل أو الضغط العميق — دفع اللكمة أعمق لإجبار المادة على أخذ نصف قطر محدد — تقلل من الارتداد وتضبط التسامح. هذا هو التلامس الهندسي. إنه مثل شد رأس الأسطوانة باستخدام مفتاح معاير بدلًا من التخمين بواسطة ذراع كسر؛ أنت تتحكم في الموضع النهائي، لا في القوة فقط.
لكن هناك حدود حتى هنا.
طول الحافة الأدنى مهم. إذا كانت الحافة قصيرة جدًا بحيث لا تمتد على جزء كافٍ من فتحة القالب، فإن الجزء يميل أو يلتوي أو يتحطم. لا يمكن للقالب دعمه. ستظل تصحح زوايا الانحناء طوال اليوم وتلوم الآلة. المشكلة الحقيقية هي أن الحافة لا تمنح القالب مساحة كافية للعمل.
ثم تأتي الصناديق المغلقة.
تثني ثلاثة جوانب. ويبدو الرابع سهلاً على الشاشة. في الواقع، الحواف التي شكّلتها مسبقًا تصطدم بجسم اللكمة أو بإطار الآلة قبل أن يُغلق الثني الأخير. يمكنك أحيانًا استخدام لكمات رقبة الإوزة أو تجهيزات مرحلية، ولكن هناك حدود فيزيائية داخل كل آلة ثني. عندما يتجاوز الجزء ذلك الحد، انتهى الأمر. لا يمكن لأي تحديث برمجي أن يغيّر عمق الحلق أو المسافة المفتوحة.
لذا فإن المجال المثالي هو هندسة الصفائح المسطحة الدقيقة التي يمكنها التحرك فعليًا ضمن مساحة عمل الآلة دون أن تصطدم بها.
وهذا يقود إلى السؤال الحقيقي: إذا كانت الهندسة تعارض هذا المجال، فإلى أي آلة تلجأ بدلاً من ذلك؟
إذا كانت السمة المميزة للقطعة هي الانحناء على طولها — قوس مستمر وليس خط انحناء واحد — فإن آلة الدرفلة هي الفائزة. فآلات الدرفلة تدعم المادة تدريجيًا وتوزع التشوه على مسافة. أما مكبح الضغط فيُركز القوة على خط واحد. يمكن فرض نصف قطر طويل باستخدام المكبح عن طريق الثني المتتابع، لكن ذلك مجرد تقريب. يشبه الأمر محاولة تشغيل عمود ليصبح دائريًا باستخدام مبرد؛ يمكنك الاقتراب، لكن العملية نفسها تعيق الدقة.
إذا كانت القطعة من قضيب دائري أو أنبوب، استخدم آلة ثني الأنابيب الدوارة أو آلة الثني ذات المندريل الداخلي. هذه الأدوات تدعم القطر الداخلي لمنع الانهيار أثناء سحب المادة حول قالب الشكل. يتبع الدعم المنحنى. لا يمكن لمكبح الضغط فعل ذلك لأن دعمه ثابت وخطي.
إذا كنت بحاجة إلى إغلاق وصلات صغيرة وضيقة على أجزاء رقيقة بشكل متكرر، فقد تتفوق آلة الثني الموضعية أو ذات الورقة المخصصة على المكبح لأن أدواتها تتطابق تمامًا مع تلك الحركة الواحدة. ضبط أقل. خطأ تجميعي أقل.
إطار اتخاذ القرار بسيط، لكن عليك أن تكون منضبطًا كفاية لتطبقه:
إذا كانت إجابتك “لا” على أي من هذه الأسئلة، فتوقف عن محاولة إنقاذ العمل بالقوة.
[قاعدة المتدرب] عندما تتطلب الهندسية دعمًا موزعًا، أو مناديل داخلية، أو انحناءً مستمرًا، اختر الآلة المبنية حول نظام الدعم هذا — وليس تلك المثبتة بالفعل على أرضيتك. اختبر دائمًا ذلك على خردة أولًا.
الحد الصعب ليس القوة. إنه هندسة التماس.
بمجرد أن تدرك ذلك، تتوقف عن السؤال: “هل يمكن للمكبح التعامل معه؟” وتبدأ بالسؤال: “هل تنتمي هذه القطعة أساسًا إلى نظام قالب ولكمة؟”


















