

Dia memasang panel aluminium sepanjang empat kaki di ragum meja kerja, dua batang pemanjang dimasukkan ke pegangan “shop bender” manual. Tarikan pertama terlihat baik. Tarikan kedua, panel tertinggal di belakang penjepit, melengkung di tengah, lalu menjentik ke atas dan menghantam lengan bawahnya.
Dia pikir dia butuh daya ungkit lebih besar.
Yang sebenarnya dia butuhkan adalah fisika yang berbeda.
Anda belajar menggunakan pipa terlebih dahulu. Semua orang begitu. Sebuah pipe bender menjepit bagian berbentuk silinder, menahannya dalam cetakan, dan melengkungkannya melalui radius terkontrol. Materialnya tertahan di semua sisi. Beban melingkupi kurva.
Lembaran datar tidak mendapat kemewahan itu.
Ketika Anda mencoba menekuk panel selebar 36 inci dengan alat jepit-dan-tarik, gaya tersebar tidak merata di seluruh lebar. Pinggiran bergerak lebih dulu. Bagian tengah tertinggal. Keterlambatan itu yang menyebabkan aluminium tersebut menjentik ke atas seperti pegas daun yang dilepaskan pada as truk.
[Aturan Magang] Jika material bisa terpuntir, maka ia akan terpuntir sebelum menekuk.
Selalu uji ini terlebih dahulu pada sisa potongan.
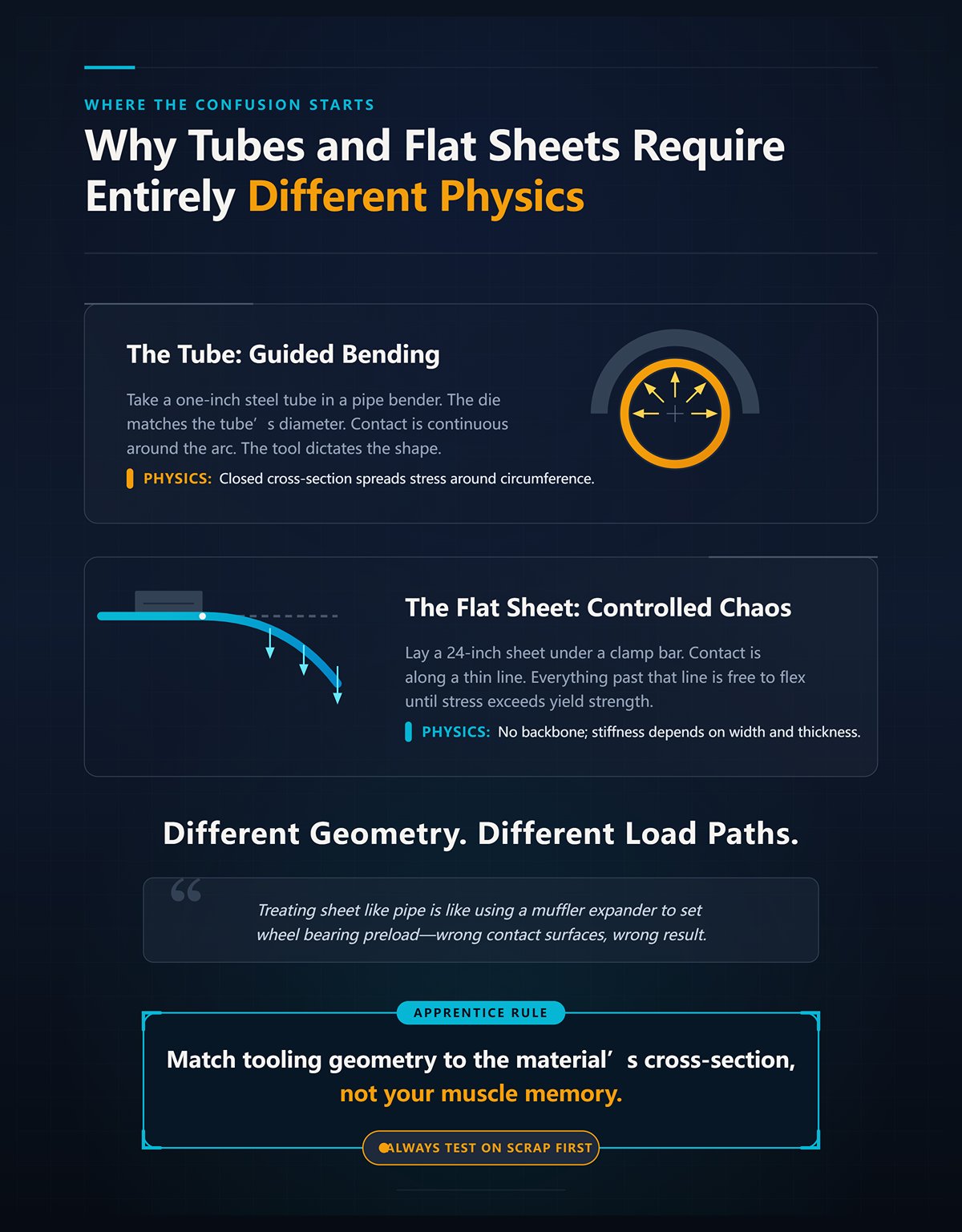
Ambil tabung baja berdiameter satu inci dalam sebuah pipe bender. Cetakan mencocokkan diameter tabung. Kontaknya terus-menerus di sepanjang lengkung. Alatnya yang menentukan bentuknya.
Sekarang letakkan lembaran selebar 24 inci di bawah batang penjepit. Anda hanya menyentuhnya di sepanjang satu garis tipis. Segala sesuatu di luar garis itu bebas melentur hingga tegangan melebihi kekuatan luluhnya. Itu bukanlah penekukan terpandu. Itu kekacauan yang terkendali.
Sebuah tabung menahan deformasi karena penampang tertutupnya menyebarkan tegangan di seluruh kelilingnya. Lembaran datar tidak memiliki penopang semacam itu; kekakuannya tergantung pada lebar dan ketebalan, dan di bentangan lebar ia bertindak seperti papan loncat.
Geometri berbeda. Jalur beban berbeda.
Memperlakukan lembaran seperti pipa sama saja dengan menggunakan alat pengembang knalpot untuk menyetel preload bearing roda—permukaan kontak keliru, hasilnya pun salah.
[Aturan Magang] Sesuaikan geometri perkakas dengan penampang material, bukan dengan ingatan otot Anda.
Selalu uji ini terlebih dahulu pada sisa potongan.
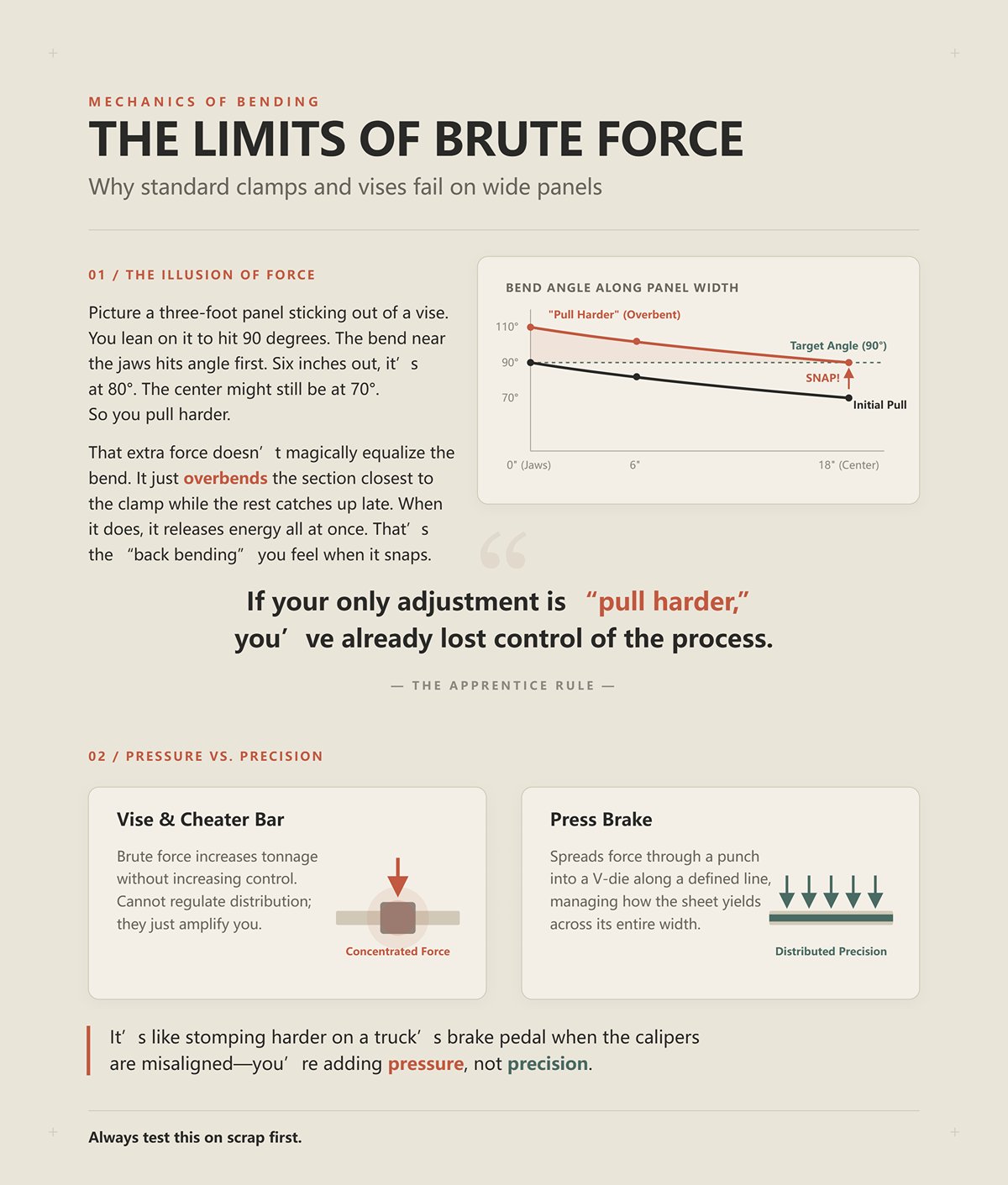
Bayangkan panel sepanjang tiga kaki mencuat dari ragum. Anda menekannya untuk mencapai sudut 90 derajat. Tekukan dekat rahang lebih dulu mencapai sudut. Enam inci keluar, sudutnya 80. Bagian tengah mungkin masih di 70. Jadi Anda menarik lebih keras.
Gaya ekstra itu tidak secara ajaib menyamakan tekukan. Itu hanya membuat bagian yang paling dekat dengan penjepit menekuk berlebihan sementara sisanya menyusul belakangan. Ketika hal itu terjadi, energi dilepaskan sekaligus. Itulah “tekukan balik” yang Anda rasakan saat panel menjentik ke atas.
Kekuatan brute force meningkatkan tonase tanpa meningkatkan kontrol. Sebuah press brake menyebarkan gaya melalui sebuah punch ke dalam V-die sepanjang garis tertentu, mengatur bagaimana lembaran logam melentur di seluruh lebarnya. Sebuah ragum dan batang penambah tenaga tidak dapat mengatur distribusi itu; mereka hanya memperbesar kekuatanmu.
Ini seperti menginjak pedal rem truk lebih keras ketika kaliper tidak sejajar—kamu menambah tekanan, bukan presisi.
[Aturan Magang] Jika satu-satunya penyesuaianmu adalah “tarik lebih kuat,” kamu sudah kehilangan kendali atas prosesnya.
Selalu uji ini terlebih dahulu pada sisa potongan.
Berhentilah mengatakan “lipat.” Kata itu menipu kamu.
Kamu bukan sedang melipat cucian. Kamu sedang menekan punch ke dalam die, memaksa material melewati titik luluhnya di sepanjang sumbu yang terkontrol, mempertimbangkan springback—kecenderungan logam untuk kembali rileks setelah beban dihapus. Relaksasi itu diukur, diprediksi, dikompensasi.
Ketika bengkel mengejar akurasi—tab snap-fit, panel saling mengunci, bagian yang bisa disusun tanpa pengencang—mereka tidak memaksa tekukan dengan otot. Mereka merekayasa geometri agar setiap tekukan jatuh dalam toleransi seperseribu inci. Itu hanya terjadi ketika gaya diterapkan melalui peralatan yang cocok, bukan melalui lengan dan harapan.
Pergeseran kognitifnya adalah ini: kekuatan tidak menciptakan akurasi. Geometri yang melakukannya.
Dan setelah kamu menyadarinya, pertanyaan sebenarnya bukan seberapa keras kamu bisa menarik.
Tapi bagaimana punch dan die benar-benar mengontrol gaya itu.
Saya menempatkan sepotong baja lunak tebal 1/8 inci di dalam V-die 1 inci dan menurunkan punch beradius 0,060 inci hingga pengukur kedalaman menunjukkan 0,500 inci. Sudut yang keluar dari die adalah 90 derajat. Saya tidak menyentuh pengaturan tekanan. Saya hanya menukar die bawah dengan bukaan V 1,5 inci dan menekan pada kedalaman yang sama.
Sudutnya terbuka sekitar 94 derajat.
Material sama. Punch sama. Mesin sama. Geometri berbeda, hasil berbeda. Jadi jika ini bukan soal “memeras” logam seperti ragum, apa sebenarnya yang terjadi?
Perhatikan titik-titik kontaknya.
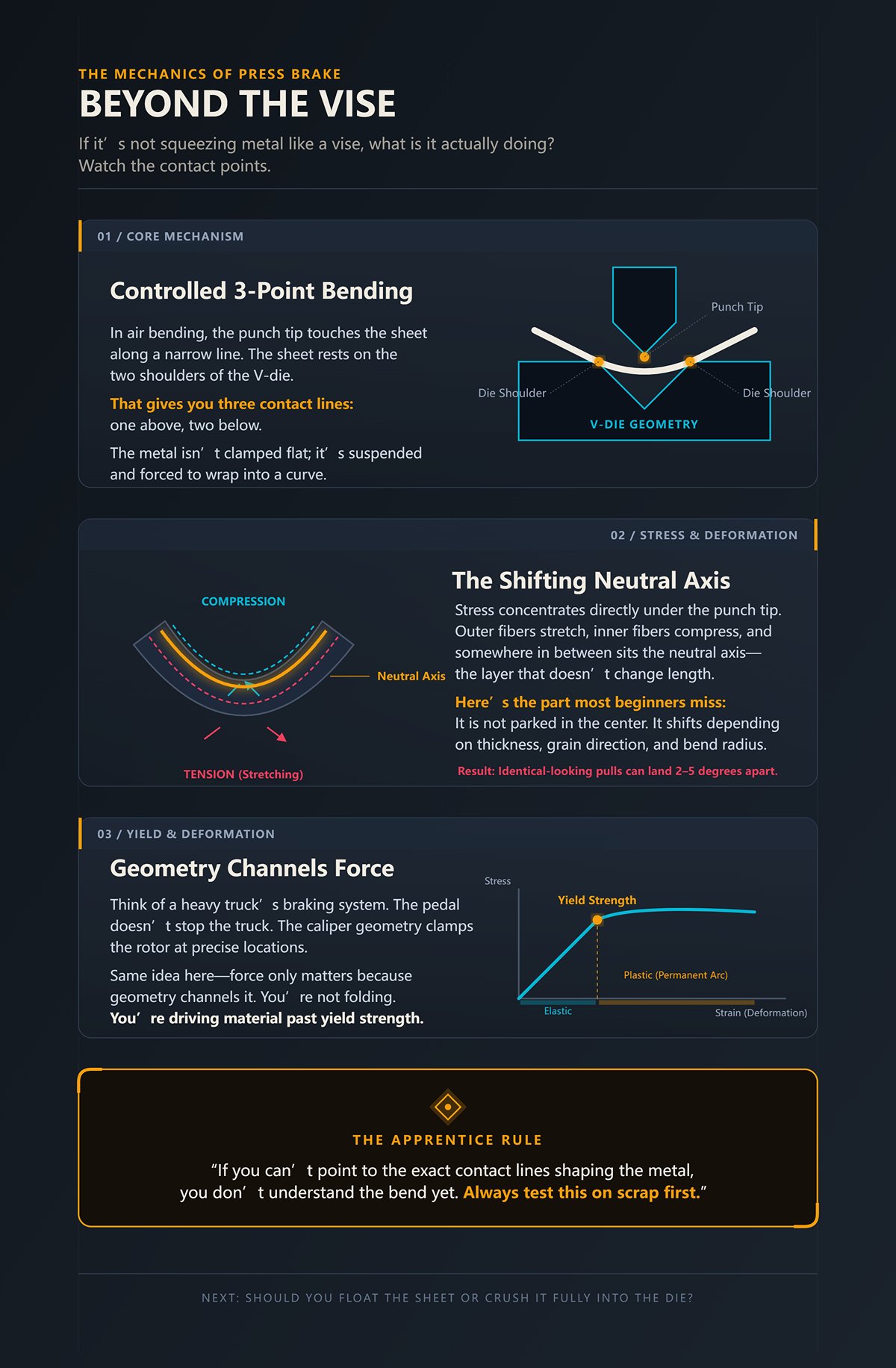
Dalam press brake, ujung punch menyentuh lembaran sepanjang garis sempit. Lembaran, dalam pembengkokan udara, bertumpu pada dua bahu V-die. Itu memberikan tiga garis kontak—satu di atas, dua di bawah. Logam di antara garis-garis itu tidak dijepit rata; ia digantung dan dipaksa membentuk lengkungan saat punch turun.
Itu bukan tekanan seperti rahang ragum. Itu pembengkokan tiga titik yang terkontrol.
Tegangan terkonsentrasi tepat di bawah ujung punch. Saat punch turun, serat bagian luar lembaran meregang (tarikan), serat bagian dalam mengerut (tekanan), dan di antara keduanya ada sumbu netral—lapisan yang tidak berubah panjang. Ini bagian yang paling sering dilewatkan pemula: sumbu netral itu bergeser tergantung pada ketebalan, arah serat, dan radius tekukan. Ia tidak berada di tengah seperti garis yang dicat.
Pergeseran itu adalah alasan mengapa dua tarikan yang tampak identik dapat menghasilkan perbedaan 2–5 derajat dalam pembengkokan udara jika kamu tidak memperhitungkan perilaku material.
Pikirkan ini seperti sistem pengereman truk berat. Pedal tidak menghentikan truk. Geometri kaliper menjepit rotor di lokasi yang tepat, mengubah gaya menjadi gesekan yang terkontrol. Bentuk dan penempatan bantalan menentukan bagaimana gaya tersebut menyebar. Prinsip yang sama berlaku di sini—gaya hanya berarti karena geometri menyalurkannya.
Jadi, tidak, kamu tidak melipat. Kamu sedang mendorong material melewati batas kekuatan luluhnya—deformasi permanen—sepanjang busur tertentu yang ditentukan oleh radius pukulan dan lebar cetakan.
[Aturan Magang] Jika kamu tidak bisa menunjukkan garis kontak yang tepat yang membentuk logam, berarti kamu belum memahami proses penekukan itu. Selalu uji ini terlebih dahulu pada bahan sisa.
Namun setelah kamu menyadari bahwa ini adalah penekukan tiga titik, pertanyaan berikutnya muncul dengan cepat: apakah kamu harus membiarkan lembaran mengambang di antara titik-titik itu—atau menekannya sepenuhnya ke dalam cetakan?
Ambil baja karbon rendah ketebalan 14 gauge. Dalam penekukan udara dengan rasio V-die standar 8× ketebalan (sekitar V 1 inci untuk material 0,075 inci), kamu mungkin memerlukan sekitar 15–20 ton per kaki untuk mencapai 90 derajat. Beralih ke penekukan dasar—di mana pukulan memaksa material masuk sepenuhnya ke rongga V—dan tonase itu bisa melonjak hingga 60–100 ton per kaki.
Empat hingga delapan kali beban lebih besar.
Mengapa? Karena penekukan dasar tidak hanya meluluhkan serat luar. Ia mendistorsi secara plastis hampir seluruh zona tekukan agar sesuai dengan sudut cetakan. Kamu tidak lagi membentuk sudut dengan mengatur kedalaman; kamu mencetak geometri cetakan ke dalam lembaran.
Penekukan dasar secara rutin mempertahankan toleransi ±0,5 derajat. Penekukan udara lebih sering menghasilkan sekitar ±2 derajat kecuali kamu melakukan kompensasi. Kedengarannya seperti penekukan dasar adalah sahabat pemula.
Sampai kamu meretakkan lembaran aluminium 0,040 inci karena melebihi batas perpanjangannya.
Penekukan dasar memberikan toleransi sudut yang lebih ketat, tetapi menghilangkan toleransi kesalahan. Setiap variasi ketebalan, perbedaan arah serat, atau lonjakan tonase akan dikalikan oleh beban yang lebih tinggi itu. Lembaran tipis dan paduan lunak tidak bisa bernegosiasi; mereka robek.
Sebaliknya, penekukan udara membentuk sudut dengan mengendalikan kedalaman pukulan relatif terhadap lebar cetakan. Lembaran hanya bersentuhan di tiga titik. Beban lebih ringan. Lebih mudah beradaptasi. Tetapi sudut sekarang sangat bergantung pada konsistensi sifat material dan ketepatan kendali kedalaman.
Bagi pemula, penekukan udara mengajarkan kendali. Penekukan dasar menghukum tebakan.
Ini seperti perbedaan antara mengatur tekanan rem saat menurun dibandingkan menginjak pedal hingga ke lantai dan berharap ABS menyelamatkanmu. Yang satu membangun kepekaan. Yang lain mengandalkan kesempurnaan.
[Aturan Magang] Pelajari penekukan udara terlebih dahulu; ini memaksamu untuk memahami kedalaman, lebar cetakan, dan respons material alih-alih bersembunyi di balik tonase kasar. Selalu uji ini terlebih dahulu pada bahan sisa.
Namun penekukan udara membuka masalah lain yang tidak bisa kamu abaikan: mengapa sekadar memperlebar cetakan V mengubah sudut akhir bahkan ketika kedalaman pukulan hampir tidak bergerak?
| Topik | Detail |
|---|---|
| Pertanyaan | Penekukan udara vs. penekukan dasar: metode mana yang memberikan kendali paling besar bagi pemula? |
| Contoh Material | Baja karbon rendah 14 gauge (ketebalan 0,075 inci) |
| Pengaturan Penekukan Udara | Rasio V-die ketebalan standar 8× (≈V-die 1 inci) |
| Tonnage Air Bending | ~15–20 ton per kaki untuk mencapai 90° |
| Tonnage Bottoming | ~60–100 ton per kaki |
| Perbedaan Beban | Bottoming membutuhkan beban 4–8× lebih besar |
| Alasan Beban Lebih Tinggi | Bottoming mendeformasi plastik hampir seluruh zona tekuk untuk menyesuaikan sudut die |
| Mekanisme Pembentukan | Air bending: sudut dibentuk dengan kontrol kedalaman; Bottoming: geometri die dicetak pada lembaran |
| Akurasi Sudut | Bottoming: ±0,5°; Air bending: biasanya ±2° tanpa kompensasi |
| Risiko pada Bottoming | Beban yang lebih tinggi memperbesar variasi ketebalan, perbedaan arah serat, dan lonjakan tonnage |
| Sensitivitas Material | Lembaran tipis dan paduan lunak (misalnya aluminium 0,040 inci) dapat retak jika batas elongasi terlampaui |
| Tingkat Toleransi | Bottoming: toleransi rendah; Air bending: lebih dapat beradaptasi |
| Titik Kontak Lembaran | Pembengkokan udara menyentuh lembaran di tiga titik |
| Faktor Kendali (Pembengkokan Udara) | Bergantung pada sifat material yang konsisten dan kendali kedalaman yang presisi |
| Dampak Pembelajaran | Pembengkokan udara mengajarkan kendali; bottoming menghukum tebakan |
| Analogi | Pembengkokan udara: memodulasi tekanan rem saat menurun; Bottoming: menginjak pedal dengan keras dan mempercayai ABS |
| Aturan Pemula | Pelajari pembengkokan udara terlebih dahulu; pahami kedalaman, lebar cetakan, dan respons material |
| Praktik Terbaik | Selalu uji pada potongan sisa terlebih dahulu |
| Pertanyaan Terbuka | Mengapa memperlebar V-die mengubah sudut akhir bahkan ketika kedalaman punch hampir tidak berubah? |
Tempatkan baja 0,125 inci dalam V-die yang lebarnya 8 kali ketebalan material—1 inci. Bengkokkan menjadi 90 derajat. Ukur radius dalamnya. Anda akan mendapatkan kira-kira 0,160 inci, lebih atau kurang.
Sekarang masukkan lembaran yang sama ke dalam die 12×—1,5 inci lebar. Radius punch sama. Sudut target sama.
Radius dalam Anda meningkat. Kedalaman punch yang diperlukan berubah. Dan springback Anda bertambah.
Mengapa?
Karena lebar die mengontrol jarak antar titik kontak bawah. V yang lebih lebar berarti lembaran membentang jarak yang lebih panjang antara penyangga. Itu mengurangi tingkat pembengkokan per unit kedalaman dan menghasilkan radius dalam yang lebih besar. Radius yang lebih besar berarti konsentrasi regangan lebih rendah, yang mengubah seberapa banyak material pulih secara elastis setelah dilepas.
Aturan lama di bengkel—bukaan V sama dengan 8 hingga 12 kali ketebalan material—ada karena hal itu menyeimbangkan kebutuhan tonase, radius dalam, dan risiko retak. Die yang terlalu sempit meningkatkan tonase dan berisiko memecah serat luar. Die yang terlalu lebar memperbesar radius dan variabilitas sudut.
Ini adalah geometri yang menentukan distribusi tegangan. Anda memilih lengan tuas antara dua bahu cetakan. Lengan tuas itu menentukan bagaimana gaya punch dipecah menjadi momen lentur — gaya rotasi yang sebenarnya melengkungkan lembaran.
Ubah lengan tuas, ubah momennya. Ubah momennya, ubah sudutnya.
Bayangkan menyesuaikan lebar track pada bulldozer. Lebarkan posisi dan cara beban berpindah melalui rangka berubah. Mesin yang sama. Geometri berbeda. Perilaku berbeda.
[Aturan Magang] Pilih V-die berdasarkan ketebalan dan material terlebih dahulu; sudut berasal dari keputusan itu, bukan dari menginjak pedal. Selalu uji ini terlebih dahulu pada potongan sisa.
Sekarang Anda berpikir seperti seorang pembuat. Tetapi bahkan dengan rasio V yang sempurna, bahkan dengan geometri punch sesuai buku, sesuatu masih membuka sudut 90 menjadi 82 saat ram terangkat.
Bengkokkan strip baja paduan 4140 menjadi 90 derajat di udara. Lepaskan ram.
Ia kembali ke 100.
Itu bukan kesalahan. Itu adalah pemulihan elastis.
Saat Anda membengkokkan logam, hanya bagian luar dari ketebalan yang mengalami deformasi permanen. Bagian dalam mungkin masih berada dalam batas elastis — artinya ingin kembali ke bentuk aslinya setelah beban dihilangkan. Material dengan kekuatan luluh tinggi seperti 4140 lebih sulit mengalami deformasi permanen dibanding baja lunak. Jadi mereka kembali lebih besar — terkadang lebih dari 10 derajat dalam pembengkokan udara.
Bahkan dengan rasio V-die ideal 8–12×.
Itulah sebabnya operator berpengalaman membengkokkan secara sengaja melebihi target. Jika Anda membutuhkan 90 derajat pada 4140 dan memperkirakan 10 derajat springback, Anda membengkokkan hingga 80. Bukan dengan menebak — tetapi dengan menguji dan mencatat.
Inilah tempat para pemula sering tertipu: springback memperbesar kesalahan pada komponen multi-bengkok. Anda melewatkan bengkok pertama sebesar 2 derajat, mengkompensasi dengan buruk pada bengkok kedua, dan penjajaran tab bisa melenceng dari toleransi dengan cepat. Geometri menentukan potensi. Kekuatan luluh material membajak hasil jika Anda mengabaikannya.
Ini seperti mengatur bias rem salah pada kendaraan bermuatan. Sistem bekerja, tetapi perpindahan beban saat deselerasi mengubah segalanya. Abaikan perubahan itu dan Anda tergelincir di tempat yang Anda pikir Anda kuasai.
Springback adalah energi elastis tersimpan yang dilepaskan saat jalur beban hilang. Jika Anda tidak merencanakan pelepasan itu, geometri “sempurna” Anda tidak akan menyelamatkan Anda.
[Aturan Magang] Selalu tentukan springback secara eksperimental untuk setiap material dan ketebalan sebelum menjalankan komponen produksi. Selalu uji ini terlebih dahulu pada potongan sisa.
Dan setelah Anda memahami bahwa geometri menentukan jalur tegangan dan springback menentukan koreksi, kenyataan sulit berikutnya muncul:
Apa yang terjadi ketika mesin itu sendiri tidak dapat memberikan gaya secara merata di sepanjang panjang bengkokan?
Saya pernah melihat brake 10 kaki mencoba membengkokkan baja lunak seperempat inci menjadi 90 derajat. Ujungnya mencapai sudut. Tengahnya tetap terbuka hampir tiga derajat. Operator menaikkan tekanan. Tarikan kedua, ujungnya bengkok terlalu jauh, tengahnya masih tertinggal, dan saat ram terangkat panel terlihat seperti kano dangkal.
Itulah yang terjadi ketika mesin tidak dapat memberikan tonase yang seragam di sepanjang panjangnya: ram melengkung. Rangka baja meregang. Bagian tengah meja mengalami gaya efektif yang lebih kecil daripada tepinya. Pada tekukan panjang—apa pun di atas lima kaki—Anda dapat melihat defleksi vertikal sebesar 0,010 hingga 0,020 inci di tengah pada press brake ukuran sedang. Kedengarannya kecil sampai Anda ingat bahwa sudut pada tekuk udara dikontrol oleh kedalaman. Perbedaan beberapa ribu inci dalam penetrasi bisa menyebabkan kesalahan sudut beberapa derajat.
Lebih banyak tenaga tidak memperbaiki geometri itu. Sering kali justru memperburuknya. Anda menuangkan gaya ke dalam struktur yang melentur di bawah beban.
Pikirkan seperti truk berat yang mengerem menuruni bukit: jika rangkanya memutar di bawah beban, menekan pedal lebih keras tidak akan meluruskan sasis; itu hanya mengunci roda secara tidak merata.
Jadi sebelum Anda mulai mencari tonase, Anda perlu memahami apa sebenarnya yang dilawan oleh tonase itu.
Siapkan baja lunak 0,250 inci, panjang 10 kaki, tekuk udara dalam V-die yang berukuran tepat. Menggunakan perkiraan tekuk udara standar—P ≈ 650 × S² × L / V—Anda akan mendapatkan sekitar 150–170 ton untuk panjang tersebut. Rumus itu mengasumsikan tekuk udara, rasio die 8×, dan margin keamanan.
Sekarang ubah bahan saja menjadi stainless dengan ketebalan yang sama.
Tonase yang dibutuhkan naik kira-kira 1,5×. Bukan karena lebih tebal. Tapi karena kekuatan tarik—tegangan yang diperlukan untuk mendistorsi serat luar secara permanen—lebih tinggi. Ketebalan menentukan modulus penampang, yaitu resistansi geometris terhadap pembengkokan. Kekuatan tarik menentukan seberapa keras material menolak untuk melengkung.
Ketebalan adalah tuas. Kekuatan adalah sikap.
Pemula terfokus pada tabel ketebalan dan mengabaikan kekuatan luluh material. Itulah sebabnya mereka kekurangan tenaga pada paduan berkekuatan tinggi atau berlebihan pada aluminium lunak. Aluminium mungkin membutuhkan sekitar 0,55× tonase baja lunak pada ketebalan yang sama. Jika Anda menebak tinggi “demi keamanan,” Anda tidak menambah akurasi—Anda menambah tekanan pada tooling dan rangka.
Di sinilah jebakan muncul: rumus itu mengasumsikan tekuk udara. Jika Anda menekan penuh atau melakukan coin pada pelat 1/4 inci yang sama untuk memaksa radius dalam yang rapat, tonase bisa naik empat kali—lebih dari 600 ton untuk 10 kaki. Ketebalan sama. Panjang sama. Metode pembentukan berbeda. Yang berubah bukanlah lembaran. Melainkan kondisi kontak.
Yang sebenarnya dia butuhkan adalah fisika yang berbeda.
[Aturan Magang] Hitung tonase berdasarkan ketebalan, kekuatan tarik, panjang, lebar die, dan metode pembentukan—jangan pernah berdasarkan ketebalan saja. Selalu uji ini pada bahan sisa terlebih dahulu.
Namun, bahkan ketika perhitungan Anda tepat, tekukan panjang tetap lebih terbuka di tengah. Mengapa?
Jalankan tekukan enam kaki pada mesin tanpa crowning. Ukur sudut di kedua ujung dan di tengah. Umum melihat bagian tengah 1–3 derajat lebih terbuka, tergantung pada beban. Itu adalah defleksi ram dan meja di bawah tonase.
Baja mematuhi Hukum Hooke dalam rentang elastis: tegangan menghasilkan regangan yang proporsional. Rangka press brake Anda adalah pegas raksasa. Di bawah beban, ia melengkung ke atas di tengah. Punch menembus lebih dalam di ujung karena rangka di sana didukung oleh sisi rumah. Tengahnya melayang.
Crowning adalah lengkungan balik yang disengaja. Sistem mekanis atau hidrolik mendorong meja ke atas di tengah sebelum atau selama perjalanan ram sehingga di bawah beban, semuanya kembali rata. Anda melakukan pramuatan pada mesin untuk meniadakan defleksinya sendiri.
Tanpa crowning, operator mengkompensasi dengan cara yang salah. Mereka menambah tonase. Itu memperdalam penetrasi di tepi terlebih dahulu—karena di sanalah struktur paling kaku—sementara tengah tetap kekurangan. Anda mengejar sudut dengan tekanan dan akhirnya mendapat ujung yang terlalu bengkok dan tengah yang terbuka.
Itu seperti menyisipkan shim bantalan rem truk secara tidak merata: lebih banyak tekanan pedal tidak akan meratakan kontak; hanya membuat titik yang rapat menjadi terlalu panas.
Kontrol digital kini mempertimbangkan koreksi kosinus, faktor material, dan margin keamanan, sering kali mencapai akurasi ±2%. Tetapi bahkan perhitungan tonase yang sempurna mengabaikan defleksi rangka kecuali crowning disetel dengan benar. Perhitungan tanpa kompensasi adalah setengah solusi.
[Aturan Magang] Untuk lengkungan lebih dari lima kaki, atur mahkota sebelum Anda menyentuh tekanan; sesuaikan kompensasi dengan tonase yang dihitung, bukan dengan perkiraan. Selalu uji ini terlebih dahulu pada bahan bekas.
Dan jika Anda mengabaikannya dan terus menambah gaya, apa yang gagal terlebih dahulu?
Bukan lembarannya.
Saya pernah melihat punch tersegmentasi retak bersih di sepanjang radius karena seseorang menekan plat tebal hingga dasar dalam die yang dirancang untuk air bending. Mesinnya “cukup besar.” Perkakasnya tidak.
Perkakas memiliki rating ton-per-kaki. Melebihinya membuat tegangan kontak di ujung punch atau bahu die melampaui batas baja yang dikeraskan. Retak mikro mulai terjadi. Suatu hari Anda mendengar bunyi letupan tajam alih-alih dengungan hidrolik. Lalu Anda menyapu serpihan karbida.
Dan jika perkakas bertahan, bantalan ram dan rangka samping menyerap kelebihan beban. Beban berulang meregangkan batang pengikat dan mengganggu paralelisme. Sekarang Anda telah menanamkan ketidakakuratan permanen pada mesin.
Lebih banyak daya tidak membeli presisi. Itu membeli keausan yang dipercepat jika Anda tidak menghormati titik terlemah dalam jalur beban.
Bayangkan menggerakkan bilah bulldozer ke batuan dasar dengan throttle penuh: mesinnya mungkin mampu, tetapi ujung pemotong dan pin pemasangan yang akan menerima pukulan.
[Aturan Magang] Jangan pernah melebihi rating ton-per-kaki dari punch dan die Anda; perkakas biasanya rusak sebelum press-nya. Selalu uji ini terlebih dahulu pada bahan bekas.
Jadi bagaimana cara menghindari perangkap itu sebelum pukulan pertama?
Mulailah dengan empat data input yang ditulis, bukan ditebak:
Untuk air bending baja lunak, gunakan perkiraan standar yang disesuaikan untuk lebar die Anda. Terapkan faktor material: sekitar 1,5× untuk baja tahan karat, kira-kira 0,55× untuk aluminium. Tambahkan margin keselamatan 20% — tetapi tetap dalam rating perkakas.
Jika Anda berencana melakukan bottoming atau coining, kalikan sesuai. Harapkan beberapa kali tonase air-bending. Itu bukan pilihan; itu adalah fisika dari meningkatnya kontak dan deformasi plastik melalui ketebalan penuh.
Lalu periksa dua hal lagi sebelum Anda memutar siklus:
Estimator modern pada kontrol CNC menangani koreksi sudut kosinus dan faktor keamanan lebih cepat dan lebih akurat daripada perhitungan manual. Gunakan mereka. Namun pastikan bahwa keluaran menghormati batas ton per kaki dari perkakas Anda dan bahwa crowning diaktifkan untuk pengerolan panjang.
Catat angkanya. Bandingkan dengan kapasitas mesin dan kapasitas alat. Hanya setelah itu Anda memuat lembaran.
Presisi dalam pembengkokan berasal dari gaya yang dihitung dan diterapkan melalui geometri yang sesuai, bukan dari memiliki pompa hidrolik terbesar di gedung. Selanjutnya, kita akan membahas cara menyetel langkah pembengkokan pertama secara bertahap agar perhitungan, perkakas, dan mesin semuanya selaras sebelum baja mulai melengkung.
Seorang anak yang pernah saya latih menggulung batang baja lunak 11‑gauge sepanjang 10 kaki ke mesin press brake, menjepit V‑die 1/2 inci secara acak, memperkirakan sudut 90, dan berkata, “Tarikan pertama terlihat baik.” Flensa diukur 1,000 inci di ujung kiri, 0,965 di tengah, 1,015 di kanan. Sudutnya melenceng satu setengah derajat sepanjang panjangnya. Ia tidak merusakkan apa pun. Ia hanya menumpuk tiga kesalahan penyetelan kecil di atas perhitungan tonase yang benar.
Mesin melakukan persis seperti yang diberitahukan oleh geometri.
Anda sudah tahu bahwa gaya dan crowning harus dihitung sebelum baja melengkung. Sekarang Anda akan melihat bahwa geometri perkakas dan posisi backgauge harus dipilih sebelum kaki Anda bahkan melayang di atas pedal, karena begitu punch menyentuh lembaran, fisika mengambil alih dan tidak bisa dinegosiasikan. Anggap press brake seperti sistem rem udara pada truk trailer bermuatan: tekanan pedal penting, tetapi jika sepatu dan tromol tidak cocok, Anda tidak akan berhenti lurus.
Berikut alur kerja yang menjaga Anda tetap di jalur.
Letakkan sepotong baja lunak 0,125 inci (1/8″) di atas meja kerja. Anda menginginkan tekukan 90° yang bersih dengan radius bagian dalam sekitar 0,125 inci. Naluri pertama Anda adalah mengambil V‑die terkecil yang bisa ditemukan untuk “memaksa” sudut yang tajam itu.
Pelan-pelan.
Dalam pembengkokan udara, radius bagian dalam tidak ditentukan oleh ujung punch. Ia sebagian besar dikendalikan oleh lebar bukaan V. Aturan praktis umum untuk baja lunak adalah:
Jadi untuk material 0,125 inci, V 1,0 inci (8×) adalah pilihan umum. Itu menghasilkan radius dalam sekitar 0,16 inci. Tidak terlalu tajam. Dapat diprediksi.
Sekarang misalkan Anda mengabaikan hal itu dan memilih V 0,375 inci (3× ketebalan) untuk mengejar radius 0,06 inci. Dua hal terjadi:
Panduan perkakas memperingatkan agar tidak menggunakan lebar lebih sempit dari sekitar 5× ketebalan untuk pembengkokan udara umum. Di bawah itu, Anda tidak lagi berada pada rentang pembengkokan udara yang stabil dan dapat diprediksi. Anda berisiko masuk ke beban dasar dan menegangkan perkakas berlebihan.
Begitulah punch bisa retak. Bukan karena satu tekukan heroik, tetapi akibat kelebihan beban berulang melampaui batas ton per kaki.
[Aturan Magang] Pilih bukaan V berdasarkan ketebalan material dan metode pembentukan terlebih dahulu; terima radius yang diberikan oleh geometri sebelum kamu mengejar sudut yang lebih tajam dengan kekuatan paksa. Selalu uji ini terlebih dahulu pada potongan sisa.
Jika gambar benar-benar mengharuskan radius dalam yang tajam sama atau lebih kecil dari ketebalan, kamu tidak “menipu” dengan V kecil. Kamu harus menekan dasar dengan perkakas yang memiliki nilai beban sesuai, melakukan penekanan koin dengan mesin yang ukurannya tepat, atau mengubah desainnya. Yang berubah bukan ambisimu. Yang berubah adalah kondisi kontak — penekukan udara dibandingkan dengan penekanan dasar — dan itu sepenuhnya mengubah perhitungan tonase.
Jadi, setelah jari-jari punch dan lebar die dikunci, apa yang menjaga flensa 1,000 inci itu agar tidak melenceng 0,035 sepanjang sepuluh kaki?
Geser lembaran 0,125 inci yang sama ke dalam die dan atur backgauge ke 1,000 inci. Kamu mengukur dari garis tengah die ke jari pengukur. Bagus.
Sekarang periksa deinmu: bukaan V 1,0 inci.
Inilah jebakannya. Panjang flensa minimum untuk die V standar umumnya harus melebihi setengah lebar bukaan V. Untuk V 1,0 inci, itu sekitar 0,500 inci. Lebih pendek dari itu, dan material tidak memiliki penyangga yang kokoh; ia dapat merosot ke dalam alur alih-alih terbentuk dengan bersih.
Jika gambar kerjamu meminta flensa 0,400 inci, backgaugemu bisa seakurat laser dan kamu tetap akan gagal. Lembaran akan miring atau jatuh ke dalam die. Geometri mengalahkan niat.
Penyelarasan backgauge bukan hanya tentang menetapkan angka. Ini tentang memastikan bahwa angka tersebut secara fisik didukung oleh die yang kamu pilih di Langkah 1.
Sekarang sejajarkan lembaran terhadap jari pengukur dan periksa kesejajaran di seluruh meja. Jika ram dan meja disesuaikan dengan benar untuk tonase yang dihitung, penetrasi akan merata. Jika tidak, bagian tengah dapat terbuka 1–3 derajat pada bagian yang panjang. Itu langsung berpengaruh pada variasi panjang flensa karena kesalahan sudut mengubah dimensi proyeksi.
Pada flensa 1 inci, kesalahan sudut satu derajat dapat menggeser panjang kaki beberapa ribuan inci. Sepanjang sepuluh kaki, itu akan terlihat jelas.
Menetapkan backgauge tanpa memverifikasi lebar die dan penyesuaian lengkungan seperti menyelaraskan roda depan truk sambil mengabaikan as yang bengkok: angkanya tampak benar, tetapi kendaraan tetap menarik.
[Aturan Magang] Sebelum mempercayai dimensi backgauge, pastikan lebar die mendukung flensa dan penyesuaian lengkungan sesuai dengan beban yang dihitung di sepanjang panjang tekukan penuh. Selalu uji ini terlebih dahulu pada potongan sisa.
Kamu sudah memilih geometri. Kamu sudah mengatur penghenti. Sekarang kamu akhirnya bisa menekuk — tetapi bagaimana cara mendapatkan sudut dengan tepat tanpa menebak?
Ambil potongan sisa sepanjang 6 inci dari material yang sama. Arah serat sama. Ketebalan sama. Perkakas sama. Lakukan satu tekukan udara 90°.
Ukur dengan pengukur sudut terkalibrasi. Misalkan hasilnya 92°.
Dua derajat itu adalah springback — pemulihan elastis setelah beban dilepaskan. Baja lunak mungkin memiliki springback 1–3 derajat dalam tekukan udara biasa. Baja berkekuatan tinggi bisa memantul lebih besar.
Jangan “dorong sedikit lagi”.”
Sebaliknya, program atau atur targetmu ke 88° jika kamu membutuhkan hasil akhir 90°, karena pengalaman — dan hasil uji — menunjukkan bahwa material ini memiliki springback 2°. Kamu dengan sengaja menekuk berlebih untuk mencapai spesifikasi setelah pemulihan.
Inilah tempat pemula sering tersandung: mereka menguji pada bagian panjang terlebih dahulu. Pada beberapa tekukan paralel, ikuti aturan sisi‑pendek‑dulu. Sisi pendek lebih sulit dikontrol dan lebih mungkin mengganggu peralatan. Jika Anda mengatur springback pada sisi panjang yang mudah terlebih dahulu, sisi pendek bisa bertabrakan atau terdistorsi nanti.
Urutan itu penting.
Air bending biasanya memiliki variasi bawaan sekitar ±1° bahkan pada rem CNC modern. Jika toleransi Anda lebih ketat dari itu, Anda mungkin perlu melakukan bottoming dengan peralatan yang cocok — dan menghitung ulang tonase secara penuh untuk tetap dalam batas peringkat alat.
Yang sebenarnya dia butuhkan adalah fisika yang berbeda.
Koreksi springback adalah perjalanan lebih jauh yang terkontrol berdasarkan pemulihan elastis yang terukur, bukan berdasarkan rasa pedal. Pikirkan seperti mengatur bias rem pada truk berat: Anda tidak menginjak lebih keras; Anda mengatur tekanan agar kedua poros melakukan bagiannya secara konsisten.
[Aturan Magang] Ukur tekukan pertama, hitung koreksi springback, dan ubah hanya satu variabel pada satu waktu; jangan pernah mengejar sudut berdasarkan feeling. Selalu uji ini pada scrap terlebih dahulu.
Tapi bagaimana jika gambar meminta sisi yang begitu pendek sehingga tidak ada penyesuaian sudut yang membuatnya mungkin?
Bayangkan pelat setebal 0,250 inci dalam V‑die 2,0 inci. Setengah dari bukaan V adalah 1,0 inci. Gambar menginginkan sisi 0,750 inci.
Saat punch turun, pelat menyentuh bahu die. Tetapi material di luar garis tekukan — sisi yang Anda maksud — lebih pendek dari span penopang. Tidak ada tempat stabil untuk duduk. Alih‑alih membentuk sudut 90° yang bersih, ia ingin berputar dan tergelincir ke dalam alur.
Anda bisa menjepit lebih keras. Menambah tonase. Memperlambat langkah. Geometri tidak berubah.
Dalam air bending standar dengan die itu, sisi tersebut berada di bawah minimum stabil. Ini bukan masalah keterampilan. Ini masalah penopang.
Sekarang — dan di sinilah nuansanya penting — ada pengecualian. Peralatan khusus, seperti die bahu sempit atau sistem rotary bending, dapat menopang sisi yang lebih pendek. Bottoming dengan punch tajam kadang dapat memaksa geometri pada tonase lebih tinggi. Tetapi solusi tersebut menuntut beban lebih besar atau peralatan khusus dan harus dievaluasi terhadap batas peringkat mesin dan peralatan.
Sebagian besar press di bengkel tidak berukuran untuk coining ekstrem pada material tebal.
Menyebut setiap sisi pendek “tidak mungkin” adalah malas. Menyebut setiap sisi pendek “bisa dilakukan jika Anda mendorong cukup keras” adalah berbahaya. Pertanyaan yang tepat adalah: apakah lebar die yang saya pilih secara fisik menopang sisi ini tanpa melampaui batas alat atau mesin?
Itu bukan berpikir dengan kekuatan kasar. Itu adalah kontak yang direkayasa.
[Aturan Magang] Jika panjang sisi kurang dari setengah bukaan V, anggap air bending standar tidak akan menopangnya dan nilai kembali peralatan atau desain sebelum menambah gaya. Selalu uji ini pada scrap terlebih dahulu.
Sekarang Anda dapat melihat polanya: radius punch dipilih dari ketebalan, lebar die dipilih dari rasio stabil, backgauge diatur dalam batas geometris, springback diukur dan dikompensasi, serta panjang sisi diperiksa terhadap penopang die. Tidak ada yang berdasarkan tebak‑tebakan.
Dan setelah Anda melakukannya sekali, pertanyaan berikutnya bukan lagi “Seberapa keras saya harus memukulnya?” melainkan “Apakah ini mesin yang tepat untuk pekerjaan ini?”
Anda telah merekayasa tekukan di atas kertas. Lebar die sesuai. Panjang sisi dapat ditopang. Tonase per kaki telah dihitung.
Sekarang pertanyaan sebenarnya: bisakah mesin Anda menghasilkan gaya tersebut secara merata, berulang, dan tanpa memutar dirinya sendiri seperti pretzel?
Jenis mesin bukanlah soal pamer. Ini soal kendali — seberapa tepat Anda dapat menerapkan tonase yang telah dihitung melalui perkakas yang dipilih, dan seberapa konsisten Anda bisa mengulangnya selama satu shift, satu minggu, satu tahun. Press brake seperti sistem pengereman pada truk dump yang penuh muatan: pedal tidak berguna jika saluran hidrolik, master silinder, dan rotor tidak sebanding dengan muatan yang Anda minta untuk dikendalikan.
Lebih besar tidak otomatis lebih baik. Lebih ceroboh selalu lebih buruk.
Jika Anda menghapus keputusan ini dari proses, semua yang baru saja kita rancang akan runtuh kembali menjadi perkiraan. Jadi mari kita telusuri di mana setiap tipe benar-benar cocok — dan di mana diam-diam merugikan Anda.
Rem jari manual bukanlah press brake. Ini adalah batang pengapit yang berputar di sekitar engsel untuk melipat lembaran tipis.
Itu penting.
Tidak ada punch yang menembus ke dalam V-die. Tidak ada geometri air-bend yang dihitung. Tidak ada titik mati bawah yang terkendali. Anda mengapit, Anda menarik, material melentur sepanjang garis yang sebagian besar ditentukan oleh tekanan pengapitan dan ketebalan lembaran. Ini lebih mirip membengkokkan plat nomor di lutut Anda daripada membentuk geometri terkendali.
Jadi kapan itu cukup baik?
Ketika material Anda tipis — pikirkan aluminium ringan atau baja lunak di bawah kira-kira 16 gauge. Ketika toleransi Anda longgar — plus atau minus beberapa derajat tidak akan merusak perakitan. Ketika bagian-bagian kecil dan flange-nya lebar. Ketika volume produksi cukup rendah sehingga kelelahan tidak merayap ke tangan Anda dan mengganggu konsistensi pada bagian ke sepuluh.
Masalah tersembunyi bukan hanya kekuatan. Ini adalah keterulangan. Pemposisian manual di antara setiap lipatan memunculkan kesalahan akumulasi. Pada lipatan kelima, variasi setengah derajat terlihat pada flange terakhir. Itu bukan karena Anda lemah. Itu karena alat tersebut tidak memberikan geometri referensi selain batang pengapit.
[Aturan Magang] Jika cetakan Anda menuntut radius dalam terkendali, toleransi sudut yang ketat, atau geometri multi-lipatan yang dapat diulang, rem jari manual adalah fisika yang salah untuk pekerjaan ini. Selalu uji ini pada bahan sisa terlebih dahulu.
Cukup baik berada di dunia kotak sederhana dan penutup ringan.
Begitu desain Anda bergantung pada kontak die yang direkayasa, Anda telah melampaui kemampuannya.
Press brake CNC modern dapat mencapai toleransi dari lipatan ke lipatan yang tampak mustahil bagi operator manual — terkadang dalam beberapa ribuan inci pada posisi dan kurang dari satu derajat pada sudut — karena mesin mengukur dan mengontrol posisi stroke secara presisi setiap waktu.
Itu bukan sihir. Itu adalah umpan balik.
Di mana rem manual atau hidrolik dasar mengandalkan Anda untuk “merasakan” titik bawah, sistem CNC mengontrol kedalaman ram secara numerik dan dapat mengimbangi springback dengan menyesuaikan overtravel dalam kenaikan yang terukur. Beberapa sistem bahkan memantau defleksi dan menerapkan crowning secara otomatis. Itu adalah koreksi rekayasa, bukan insting.
Bayangkan seperti rem anti-lock pada truk: alih-alih berharap kaki Anda memodulasi tekanan secara sempurna di atas kerikil, sensor memompa tekanan ribuan kali per detik sehingga traksi tetap dapat diprediksi. Beban sama. Kendali lebih baik.
Jadi apakah itu berlebihan bagi pemula?
Jika Anda membuat braket satuan di garasi, ya. Mesin akan mengungguli proses Anda. Namun jika Anda memproduksi bagian yang harus saling dapat diganti — penutup, komponen sasis, apa pun dengan lipatan paralel yang menumpuk — CNC bukan soal kecepatan. Ini tentang menghilangkan variabilitas manusia dari penerapan gaya yang sudah kita hitung.
Inilah kenyataan yang tidak nyaman: pemula mendapatkan manfaat lebih dari CNC dibandingkan veteran. Mesin memaksa konsistensi saat Anda masih mempelajari perilaku material.
[Aturan Magang] Jika tumpukan toleransi Anda bergantung pada kedalaman ram yang konsisten dan posisi backgauge yang dapat diulang, kontrol perangkat lunak bukanlah kemewahan — itu adalah asuransi. Selalu uji ini pada material bekas terlebih dahulu.
Namun kontrol tanpa kapasitas tetaplah kegagalan.
Yang membawa kita pada bagian yang sering salah dimengerti oleh semua orang.
Stiker tonase di sisi press brake memberi tahu Anda kekuatan maksimum. Itu tidak memberi tahu Anda presisi yang dapat digunakan sepanjang panjangnya.
Anda menghitung, misalnya, 60 ton untuk tekukan Anda. Baik. Tetapi apakah itu berlaku di seluruh panjang kerja? Pada lebar die berapa? Dengan defleksi seperti apa? Press brake hidrolik rangka ringan yang didorong mendekati batas nilai maksimumnya dapat melengkung di bagian tengah, membuka sudut Anda satu atau dua derajat pada bagian panjang. Angka sama. Hasil berbeda.
Kekakuan rangka, panjang meja, dan kemampuan crowning sama pentingnya dengan tonase mentah.
Jika sebagian besar pekerjaan Anda adalah aluminium 0,090 inci dengan lebar di bawah empat kaki, press brake besar 300 ton, 14 kaki hanyalah besi yang terbuang. Itu tidak akan pernah beroperasi dalam rentang kontrol optimalnya. Jika Anda berencana berkembang ke baja seperempat inci dengan lebar sepuluh kaki, press brake hobi 40 ton menjadi beban liabilitas pada saat pertama kali Anda mencoba memenuhi cetakan yang sebenarnya.
Kapasitas harus sesuai dengan 80 persen beban kerja Anda secara nyaman — bukan pas-pasan — dengan ruang untuk 20 persen yang mendorong Anda.
Ada juga pemeriksaan kejujuran di sini. Panel bender dapat mengungguli press brake secara dramatis pada panel datar volume tinggi karena mereka mencengkeram dan membentuk beberapa tekukan dalam satu set up, tetapi mereka kesulitan dengan hem, offset, dan geometri non-perpendicular. Press brake tetap menjadi kuda kerja serbaguna untuk bagian yang kompleks. Jadi jalur pertumbuhan Anda bergantung pada apa yang sebenarnya Anda buat, bukan apa yang terlihat mengesankan di showroom.
Membeli karena ego itu mahal.
Membeli karena geometri yang sesuai adalah rekayasa.
[Aturan Magang] Pilih press brake yang memiliki tonase terukur, panjang kerja, dan sistem kontrol yang secara nyaman melampaui kebutuhan terhitung Anda untuk material yang paling umum — bukan pekerjaan hipotetis terberat Anda. Selalu uji ini pada material bekas terlebih dahulu.
Bahkan mesin yang tepat memiliki batasan.
Dan mengetahui kapan sama sekali tidak menggunakan press brake adalah pelajaran berikutnya yang Anda akan butuhkan.
Anda berhenti mencoba membuat press brake bekerja begitu geometri bagian tidak lagi sesuai dengan punch yang turun ke die.
Kedengarannya jelas. Tidak. Saya pernah melihat orang pintar menggandakan tonase, memprogram ulang CNC, dan mengganti die tiga kali karena “di atas kertas” tekukan seharusnya tertutup. Yang mereka lawan bukanlah kekuatan. Itu adalah bentuk. Press brake adalah sistem punch-die yang terkontrol — seperti sistem pengereman pada truk bermuatan, dirancang untuk menerapkan gaya melalui permukaan kontak yang dirancang — dan ketika geometri kontak hilang, Anda hanya mendorong logam dan berharap ia mengikuti.
Satu hal yang harus Anda bawa adalah ini: geometri menentukan mesin sebelum tonase pernah melakukannya. Itu tidak jelas karena sebagian besar bengkel menyalahkan kegagalan pada “tidak cukup tenaga” atau “tidak cukup kontrol.” Yang mereka butuhkan adalah fisika yang berbeda.
Jadi bagaimana Anda mengenali momen itu lebih awal, bukannya setelah Anda sudah merusak tiga blank?
Mesin press brake mengasumsikan bahan datar yang diletakkan di atas V-die, didukung pada dua garis, dengan punch menciptakan garis kontak ketiga. Tiga garis menentukan lipatan. Itulah sistemnya.
Begitu Anda memasukkan tabung atau pipa, Anda kehilangan dua garis tersebut. Bahan sudah melengkung. Tidak bisa duduk datar di dalam die. Kontak menjadi berbeban titik dan tidak stabil, serta dinding cenderung menjadi oval alih-alih membentuk radius yang bersih. Mencoba membengkokkan tabung dengan brake seperti mencoba meluruskan besi beton dengan ragum bengkel — alatnya tidak salah, hanya saja tidak dirancang untuk penampang bulat.
Anda mungkin mendapatkan penyok. Anda tidak akan mendapatkan kelengkungan yang terancang.
Lubang dan takikan pada lembaran datar menciptakan masalah yang sama dengan cara yang lebih halus. Die mengharapkan dukungan yang terus menerus di bawah garis lipatan. Memotong takikan terlalu dekat, atau membuat lubang di zona lipatan, berarti Anda melemahkan penampang tepat di tempat tegangan mencapai puncaknya. Punch menekan ke bawah, tegangan terkonsentrasi di tepi potongan, dan retakan mulai muncul. Gambar mengatakan “90 sederhana.” Geometri mengatakan “retak.”
Sekarang tanyakan pada diri Anda: jika permukaan kontak sudah terputus atau melengkung sebelum Anda mulai, apakah Anda masih menjalankan sistem punch-and-die?
[Aturan Magang] Jika bahan Anda tidak bisa duduk datar dan didukung sepenuhnya di atas bahu die untuk seluruh panjang lipatan, Anda meminta brake untuk melakukan pekerjaan mesin lain. Selalu uji ini pada bahan sisa terlebih dahulu.
Tapi lembaran datar tetaplah lembaran datar, kan?
Di sinilah para magang menjadi bingung. Radius rapat dan kotak dengan banyak lipatan terlihat rumit, jadi mereka menganggap brake adalah alat yang salah.
Justru sebaliknya.
Press brake unggul ketika Anda membutuhkan radius dalam yang terkontrol, sudut yang dapat diulang, dan panjang flange yang konsisten di puluhan atau ratusan bagian. Bottoming atau coining — mendorong punch lebih dalam untuk memaksa bahan mengikuti radius yang ditentukan — mengurangi springback dan memperketat toleransi. Itu adalah kontak yang terancang. Seperti mengencangkan kepala silinder dengan kunci torsi terkalibrasi daripada menebak dengan breaker bar; Anda mengontrol posisi akhir, bukan hanya memberikan gaya.
Namun bahkan di sini ada batasannya.
Panjang flange minimum penting. Jika flange Anda terlalu pendek untuk menjangkau sebagian besar bukaan die, bagian akan miring, memutar, atau hancur. Die tidak dapat mendukungnya. Anda akan terus mengejar variasi sudut sepanjang hari dan menyalahkan mesin. Masalah sebenarnya adalah flange tidak memberi die cukup area kerja.
Lalu datang kotak tertutup.
Anda melipat tiga sisi. Sisi keempat terlihat mudah di layar. Kenyataannya, flange yang sudah terbentuk sebelumnya mengenai badan punch atau rangka mesin sebelum lipatan terakhir bisa tertutup. Kadang-kadang Anda dapat menggunakan punch gooseneck atau alat bertahap, tetapi ada batas fisik di dalam setiap brake. Saat bagian melampaui batas tersebut, pekerjaan selesai. Tidak ada pembaruan perangkat lunak yang mengubah kedalaman throat atau daylight.
Jadi zona idealnya adalah geometri lembaran datar yang presisi yang dapat bergerak secara fisik melalui ruang kerja mesin tanpa bertabrakan dengannya.
Yang mengarah ke pertanyaan sebenarnya: jika geometri melawan batas tersebut, apa yang Anda pilih sebagai gantinya?
Jika fitur penentu dari bagian tersebut adalah kelengkungan sepanjang panjangnya — sebuah busur kontinu, bukan satu garis tekukan — maka mesin rol adalah pemenangnya. Rol mendukung material secara progresif dan mendistribusikan deformasi sepanjang jarak. Press brake memusatkan gaya pada satu garis. Memaksakan radius panjang dengan brake melalui tekukan bertahap (bump-bending) memang mungkin, tetapi hanya perkiraannya saja. Itu seperti mencoba membuat poros menjadi bulat dengan berkas; Anda bisa mendekatinya, tetapi proses itu sendiri melawan presisi.
Jika bagiannya berupa batang bulat atau pipa, gunakan alat pembengkok pipa rotary draw atau mandrel. Alat-alat tersebut menopang diameter dalam agar tidak kolaps saat menarik material mengelilingi cetakan. Penopang tersebut mengikuti lengkungan. Press brake tidak dapat melakukannya karena penopangnya bersifat stasioner dan linear.
Jika Anda perlu menutup sambungan kecil yang rapat pada bagian dengan ketebalan ringan secara berulang, mesin pembengkok khusus tipe titik (spot) atau daun (leaf-style) dapat mengungguli press brake karena perkakasnya dirancang tepat untuk satu gerakan itu. Lebih sedikit penyesuaian. Lebih sedikit kesalahan tumpukan.
Kerangka keputusan ini sederhana, tetapi Anda harus cukup disiplin untuk menggunakannya:
Jika Anda menjawab “tidak” pada salah satu dari pertanyaan itu, berhentilah mencoba menyelamatkan pekerjaan dengan menambah tonase.
[Aturan Magang] Ketika geometri membutuhkan dukungan terdistribusi, mandrel internal, atau kelengkungan kontinu, pilihlah mesin yang dirancang berdasarkan sistem dukungan tersebut — bukan mesin yang sudah terpasang di lantai Anda. Selalu uji dulu pada sisa potongan.
Batas kerasnya bukan pada kekuatan. Melainkan pada geometri kontak.
Setelah Anda memahami hal itu, Anda akan berhenti bertanya, “Bisakah brake menanganinya?” dan mulai bertanya, “Apakah bagian ini memang cocok untuk sistem punch-die?”


















