

Il avait une plaque d’aluminium de quatre pieds serrée dans un étau de banc, deux rallonges glissées sur les poignées d’une “ plieuse d’atelier ” manuelle. Le premier tirage semblait correct. Au second, la plaque prit du retard par rapport au serrage, se courba au milieu, puis se releva brusquement et le frappa à l’avant-bras.
Il pensait avoir besoin de plus de levier.
Ce dont il avait besoin, c’était d’une physique différente.
Vous avez appris sur le tube. Tout le monde commence ainsi. Une plieuse de tuyaux saisit une section ronde, la soutient dans une matrice et la fait rouler selon un rayon contrôlé. Le matériau est confiné de tous côtés. La charge s’enroule autour de la courbe.
La tôle plate n’a pas ce luxe.
Quand vous essayez de plier un panneau de 36 pouces de large avec un outil à serrage et traction, la force se répartit de manière inégale sur la largeur. Les bords bougent d’abord. Le centre prend du retard. Ce décalage est ce qui a fait claquer l’aluminium vers le haut comme un ressort de suspension qui se décharge sur un essieu de camion.
[Règle de l’apprenti] Si le matériau peut se tordre, il se tordra avant de se plier.
Toujours tester cela d’abord sur une chute.
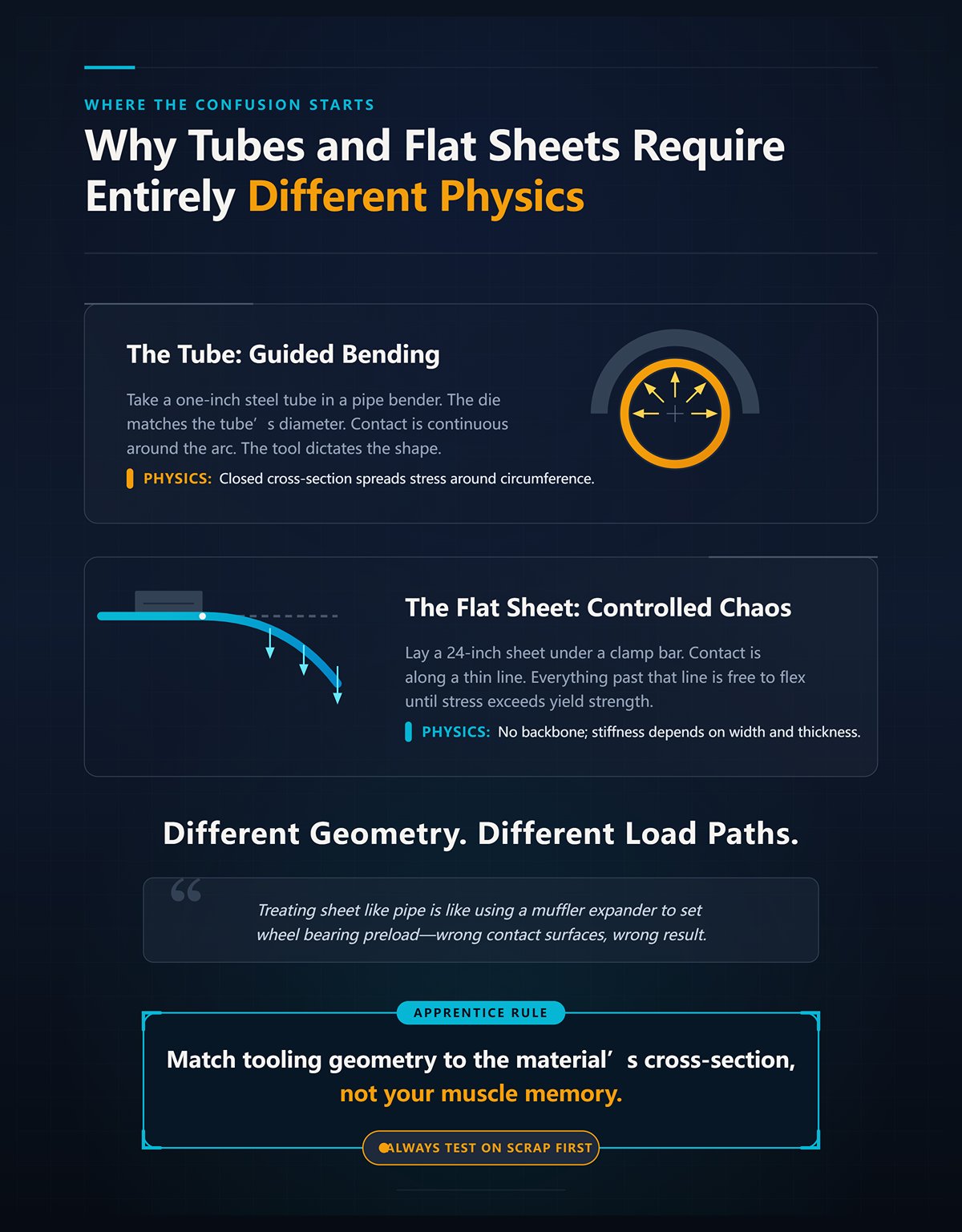
Prenez un tube d’acier d’un pouce dans une plieuse de tuyaux. La matrice correspond au diamètre du tube. Le contact est continu le long de l’arc. L’outil dicte la forme.
Maintenant, posez une tôle de 24 pouces sous une barre de serrage. Vous la touchez le long d’une ligne mince. Tout ce qui dépasse cette ligne est libre de fléchir jusqu’à ce que la contrainte dépasse la limite d’élasticité. Ce n’est pas un pliage guidé. C’est du chaos contrôlé.
Un tube résiste à la déformation car sa section fermée répartit la contrainte autour de sa circonférence. Une tôle plate n’a pas cette ossature ; sa rigidité dépend de la largeur et de l’épaisseur, et sur de grandes portées elle se comporte comme un plongeoir.
Géométrie différente. Trajets de charge différents.
Traiter la tôle comme un tuyau, c’est comme utiliser un expandeur de silencieux pour régler la précharge d’un roulement de roue — mauvaises surfaces de contact, mauvais résultat.
[Règle de l’apprenti] Adaptez la géométrie de l’outillage à la section du matériau, et non à votre mémoire musculaire.
Toujours tester cela d’abord sur une chute.
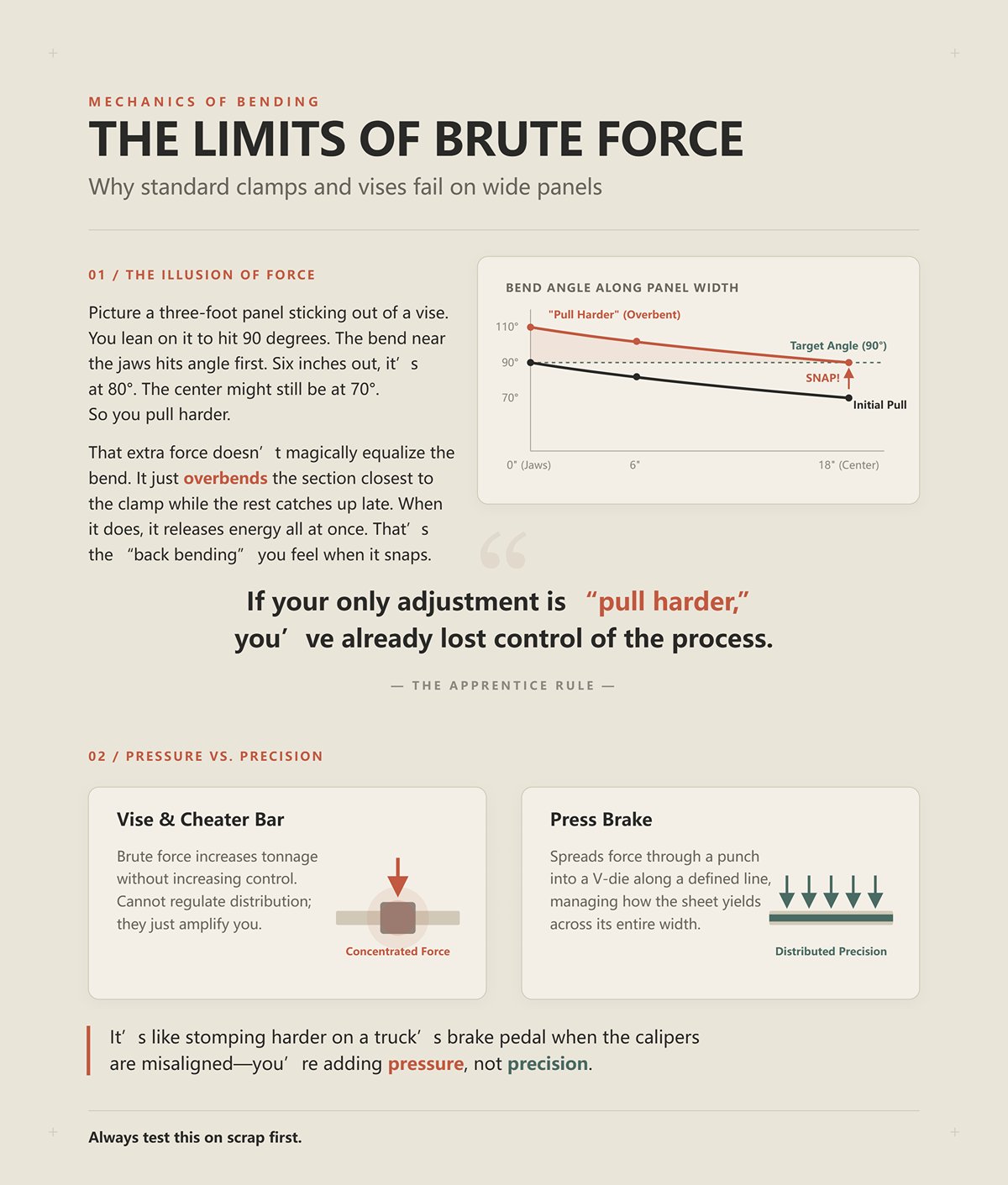
Imaginez un panneau de trois pieds dépassant d’un étau. Vous vous penchez dessus pour atteindre 90 degrés. Le pli près des mâchoires atteint l’angle en premier. À six pouces, il est à 80. Le centre est peut-être encore à 70. Alors vous tirez plus fort.
Cette force supplémentaire n’équilibre pas magiquement le pli. Elle ne fait que surplier la section la plus proche du serrage pendant que le reste suit plus tard. Quand cela se produit, l’énergie se libère d’un coup. C’est le “ retour de pliage ” que vous sentez lorsque la plaque claque vers le haut.
La force brute augmente la tonnage sans accroître le contrôle. Une presse plieuse répartit la force à travers un poinçon dans une matrice en V le long d’une ligne définie, en gérant la manière dont la tôle se déforme sur toute sa largeur. Un étau et un tube rallonge ne peuvent pas réguler cette distribution ; ils ne font que t’amplifier.
C’est comme écraser plus fort la pédale de frein d’un camion alors que les étriers sont mal alignés — tu augmentes la pression, pas la précision.
[Règle de l’apprenti] Si ton seul réglage est “ tirer plus fort ”, tu as déjà perdu le contrôle du processus.
Toujours tester cela d’abord sur une chute.
Arrête de dire “ plier ”. Ce mot te trompe.
Tu n’es pas en train de plier du linge. Tu enfonces un poinçon dans une matrice, forçant le matériau à dépasser sa limite d’élasticité le long d’un axe contrôlé, en tenant compte du retour élastique — la tendance du métal à se détendre une fois la charge retirée. Cette détente est mesurée, prédite, compensée.
Quand les ateliers recherchent la précision — pattes qui s’emboîtent, panneaux qui s’assemblent, pièces qui se montent sans fixations — ils ne forcent pas les plis avec leurs bras. Ils conçoivent la géométrie pour que chaque pli tombe à quelques millièmes près. Cela n’arrive que lorsque la force est appliquée à travers des outils assortis, pas à travers des avant-bras et de l’espoir.
Le changement cognitif est le suivant : la puissance ne crée pas la précision. C’est la géométrie qui le fait.
Et une fois que tu l’as compris, la vraie question n’est pas de savoir à quel point tu peux tirer fort.
C’est comment le poinçon et la matrice contrôlent réellement cette force.
Je place une bande d’acier doux de 1/8 po dans une matrice en V de 1 po et j’abaisse un poinçon de rayon 0,060 po jusqu’à ce que le comparateur de profondeur indique 0,500 po. L’angle sort de la matrice à 90 degrés. Je ne touche pas au réglage de la pression. Je ne change que la matrice inférieure pour une ouverture en V de 1,5 po et j’enfonce à la même profondeur.
L’angle s’ouvre à environ 94 degrés.
Même matériau. Même poinçon. Même machine. Géométrie différente, résultat différent. Donc, si ce n’est pas un étau qui serre le métal, qu’est-ce que cela fait vraiment ?
Observe les points de contact.
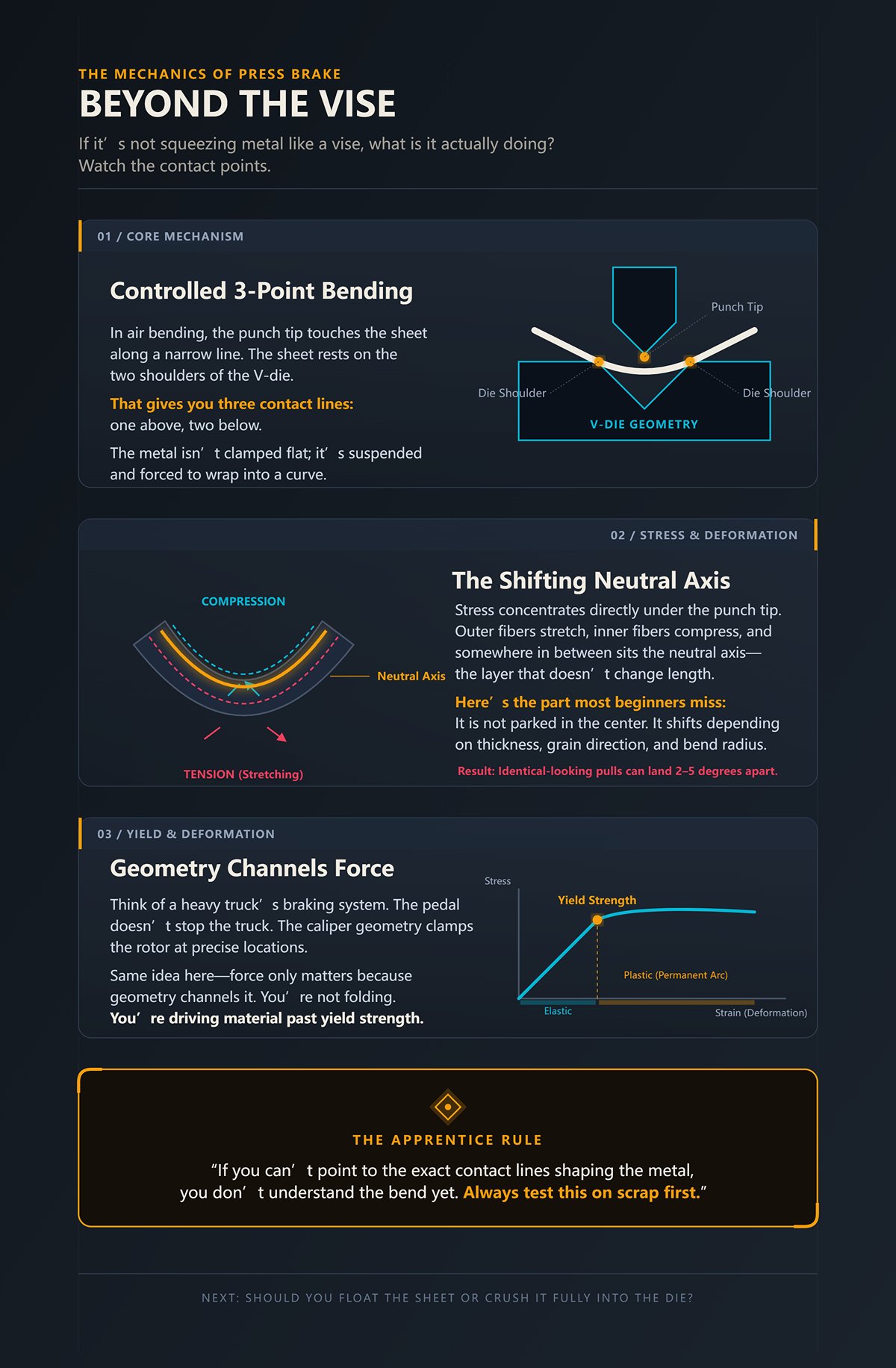
Dans une presse plieuse, la pointe du poinçon touche la tôle le long d’une ligne étroite. La tôle, en pliage à l’air, repose sur les deux arêtes de la matrice en V. Cela te donne trois lignes de contact — une au‑dessus, deux en dessous. Le métal entre ces lignes n’est pas maintenu à plat ; il est suspendu et forcé de s’enrouler en une courbe quand le poinçon descend.
Ce n’est pas une compression comme entre les mâchoires d’un étau. C’est un pliage contrôlé en trois points.
Les contraintes se concentrent directement sous la pointe du poinçon. Au fur et à mesure que le poinçon descend, les fibres extérieures de la tôle s’allongent (traction), les fibres internes se compriment, et quelque part entre les deux se trouve l’axe neutre — la couche qui ne change pas de longueur. Voici ce que la plupart des débutants ratent : cet axe neutre se déplace selon l’épaisseur, la direction du grain et le rayon de pliage. Il n’est pas figé au centre comme une bande peinte.
Ce déplacement explique pourquoi deux tirages apparemment identiques peuvent aboutir à 2–5 degrés d’écart en pliage à l’air si l’on ne tient pas compte du comportement du matériau.
Pensez-y comme un système de freinage d’un camion lourd. La pédale ne stoppe pas le camion. La géométrie de l’étrier serre le disque à des endroits précis, transformant la force en friction contrôlée. La forme et l’emplacement des plaquettes déterminent comment la force se répartit. Même idée ici — la force ne compte que parce que la géométrie la canalise.
Donc non, vous ne repliez pas. Vous forcez le matériau au-delà de sa limite d’élasticité — déformation permanente — le long d’un arc défini par le rayon du poinçon et la largeur de la matrice.
[Règle de l’apprenti] Si vous ne pouvez pas identifier les lignes de contact exactes qui façonnent le métal, vous ne comprenez pas encore le pli. Testez toujours cela sur une chute d’abord.
Mais une fois que vous voyez qu’il s’agit d’un pliage en trois points, la question suivante arrive vite : faut-il laisser la tôle flotter entre ces points — ou l’écraser complètement dans la matrice ?
Prenons de l’acier doux de calibre 14. En pliage à l’air, avec un rapport V-matrice standard de 8× l’épaisseur (environ une matrice en V de 1 pouce pour un matériau de 0,075 pouce), il faudrait environ 15–20 tonnes par pied pour atteindre 90 degrés. Passez à l’emboutissage — où le poinçon force le matériau complètement dans la cavité en V — et cette tonnage peut grimper à 60–100 tonnes par pied.
Quatre à huit fois plus de charge.
Pourquoi ? Parce que l’emboutissage ne se contente pas de mettre en charge les fibres extérieures. Il déforme plastiquement presque toute la zone de pli pour correspondre à l’angle de la matrice. Vous ne formez plus un angle par contrôle de profondeur ; vous imprimez la géométrie de la matrice dans la tôle.
L’emboutissage tient régulièrement ±0,5 degré. Le pliage à l’air atteint plus souvent ±2 degrés, sauf si vous compensez. On dirait que l’emboutissage est l’allié du débutant.
Jusqu’à ce que vous fissuriez une tôle d’aluminium de 0,040 pouce parce que vous avez dépassé sa limite d’allongement.
L’emboutissage donne une tolérance angulaire plus serrée, mais il supprime toute marge de manœuvre. Toute variation d’épaisseur, toute différence de direction des fibres, toute pointe de tonnage est multipliée par cette charge plus élevée. Les tôles fines et les alliages tendres ne négocient pas ; ils se déchirent.
Le pliage à l’air, en revanche, forme l’angle en contrôlant la profondeur du poinçon par rapport à la largeur de la matrice. La tôle ne touche qu’en trois points. Moins de tonnage. Plus d’adaptabilité. Mais l’angle dépend alors fortement de la régularité des propriétés du matériau et d’un contrôle précis de la profondeur.
Pour un débutant, le pliage à l’air enseigne le contrôle. L’emboutissage complet sanctionne les approximations.
C’est la différence entre moduler la pression de freinage dans une descente et écraser la pédale en comptant sur l’ABS pour vous sauver. L’un développe le ressenti. L’autre suppose la perfection.
[Règle de l’apprenti] Apprenez d’abord le pliage à l’air ; il vous oblige à comprendre la profondeur, la largeur de la matrice et la réponse du matériau, au lieu de vous cacher derrière un tonnage brutal. Testez toujours cela sur une chute d’abord.
Mais le pliage à l’air ouvre un autre problème que vous ne pouvez pas ignorer : pourquoi le simple élargissement de la matrice en V change-t-il l’angle final même lorsque la profondeur du poinçon bouge à peine ?
| Sujet | Détails |
|---|---|
| Question | Pliage à l’air vs. emboutissage complet : quelle méthode donne le plus de contrôle à un débutant ? |
| Exemple de matériau | Acier doux de calibre 14 (épaisseur de 0,075 pouce) |
| Configuration de pliage à l’air | Rapport matrice en V standard de 8× l’épaisseur (≈ matrice en V de 1 pouce) |
| Tonnage pour pliage à l’air | ~15–20 tonnes par pied pour atteindre 90° |
| Tonnage pour pliage en fond de matrice | ~60–100 tonnes par pied |
| Différence de charge | Le pliage en fond de matrice nécessite 4 à 8× plus de charge |
| Raison de la charge plus élevée | Le pliage en fond de matrice déforme plastiquement presque toute la zone de pli pour correspondre à l’angle de la matrice |
| Mécanisme de formage | Pliage à l’air : angle formé par contrôle de la profondeur ; Pliage en fond de matrice : géométrie de la matrice imprimée dans la feuille |
| Précision angulaire | Pliage en fond de matrice : ±0,5° ; Pliage à l’air : généralement ±2° sans compensation |
| Risque avec le pliage en fond de matrice | La charge plus élevée amplifie les variations d’épaisseur, les différences de direction du grain et les pics de tonnage |
| Sensibilité du matériau | Les feuilles fines et les alliages tendres (ex. : aluminium de 0,040 pouce) peuvent se fissurer si la limite d’allongement est dépassée |
| Tolérance | Pliage en fond de matrice : faible tolérance ; Pliage à l’air : plus adaptable |
| Points de contact avec la feuille | Le pliage à l’air contacte la feuille en trois points |
| Facteurs de contrôle (Cintrage à l’air) | Dépend des propriétés constantes du matériau et du contrôle précis de la profondeur |
| Impact sur l’apprentissage | Le cintrage à l’air enseigne le contrôle ; le matriçage punit les suppositions |
| Analogie | Cintrage à l’air : moduler la pression de frein en descente ; Matriçage : écraser la pédale et faire confiance à l’ABS |
| Règle de l’apprenti | Apprendre d’abord le cintrage à l’air ; comprendre la profondeur, la largeur de la matrice et la réponse du matériau |
| Meilleure pratique | Toujours tester d’abord sur une pièce de rebut |
| Question ouverte | Pourquoi l’élargissement de la matrice en V change-t-il l’angle final même lorsque la profondeur du poinçon change à peine ? |
Placez un acier de 0,125 pouce dans une matrice en V dont la largeur est 8 fois l’épaisseur du matériau — soit 1 pouce. Cintrez à 90 degrés. Mesurez le rayon intérieur. Vous obtiendrez environ 0,160 pouce, plus ou moins.
Puis descendez cette même feuille dans une matrice 12× — 1,5 pouce de large. Même rayon de poinçon. Même angle ciblé.
Votre rayon intérieur augmente. Votre profondeur de poinçon requise change. Et votre retour élastique augmente.
Pourquoi ?
Parce que la largeur de la matrice contrôle l’écartement des points de contact inférieurs. Un V plus large signifie que la feuille couvre une distance plus grande entre les supports. Cela réduit la sévérité du cintrage par unité de profondeur et produit un rayon intérieur plus grand. Un rayon plus grand signifie moins de concentration de contrainte, ce qui modifie la quantité de récupération élastique du matériau après déchargement.
La vieille règle d’atelier — ouverture du V égale à 8 à 12 fois l’épaisseur du matériau — existe car elle équilibre la demande en tonnage, le rayon intérieur et le risque de fissuration. Une matrice trop étroite augmente brutalement le tonnage et risque de fissurer les fibres extérieures. Une matrice trop large augmente le rayon et la variabilité de l’angle.
C’est la géométrie qui dicte la répartition des contraintes. Vous choisissez le bras de levier entre les deux épaules de la matrice. Ce bras de levier définit comment la force du poinçon se résout en moment de flexion — la force rotative qui courbe réellement la feuille.
Changez le bras de levier, changez le moment. Changez le moment, changez l’angle.
Imaginez ajuster la largeur de voie d’un bulldozer. Élargissez l’écartement et la manière dont la charge se transfère à travers le châssis change. Même moteur. Différente géométrie. Comportement différent.
[Règle de l’apprenti] Choisissez votre matrice en V en fonction de l’épaisseur et du matériau d’abord ; l’angle découle de cette décision, pas du simple fait d’appuyer sur la pédale. Testez toujours cela d’abord sur une chute.
Maintenant, vous réfléchissez comme un fabricant. Mais même avec le rapport V parfait, même avec une géométrie de poinçon de manuel, quelque chose ouvre encore votre angle de 90 à 82 au moment où le coulisseau se relève.
Pliez une bande d’acier allié 4140 à 90 degrés à l’air. Relâchez le coulisseau.
Elle revient à 100.
Ce n’est pas une erreur. C’est une récupération élastique.
Lorsque vous pliez le métal, seule la partie extérieure de l’épaisseur se déforme de façon permanente. La portion intérieure peut encore rester dans la plage élastique — ce qui signifie qu’elle veut reprendre sa forme d’origine une fois la charge retirée. Les matériaux à limite d’élasticité élevée comme le 4140 résistent davantage à la déformation permanente que l’acier doux. Ils reprennent donc plus — parfois plus de 10 degrés en pliage à l’air.
Même avec un rapport matrice en V idéal de 8 à 12×.
C’est pourquoi les opérateurs expérimentés surplient volontairement. Si vous avez besoin de 90 degrés en 4140 et que vous attendez 10 degrés de retour élastique, vous pliez à 80. Pas au hasard — par test et enregistrement.
C’est là que les débutants se brûlent : le retour élastique amplifie les erreurs dans les pièces à multiples plis. Ratez votre premier pli de 2 degrés, compensez mal sur le second et l’alignement des languettes peut rapidement sortir des tolérances. La géométrie fixe le potentiel. La limite d’élasticité du matériau détourne le résultat si vous l’ignorez.
C’est comme régler un mauvais biais de freinage sur un véhicule chargé. Le système fonctionne, mais le transfert de poids au freinage change tout. Ignorer ce décalage et vous dérapez là où vous pensiez avoir le contrôle.
Le retour élastique est l’énergie élastique stockée qui se libère lorsque le chemin de charge disparaît. Si vous ne prévoyez pas cette libération, votre géométrie “ parfaite ” ne vous sauvera pas.
[Règle de l’apprenti] Déterminez toujours le retour élastique expérimentalement pour chaque matériau et chaque épaisseur avant de lancer la production. Testez toujours cela d’abord sur une chute.
Et une fois que vous comprenez que la géométrie définit le chemin des contraintes et que le retour élastique définit la correction, une vérité plus dure apparaît :
Que se passe-t-il lorsque la machine elle-même ne peut pas appliquer cette force uniformément sur toute la longueur du pli ?
J’ai vu une presse plieuse de 10 pieds tenter de faire un pli de 90 dans de l’acier doux d’un quart de pouce. Les bords atteignaient l’angle. Le centre restait ouvert de presque trois degrés. L’opérateur a augmenté la pression. Deuxième essai, les extrémités étaient surpliées, le centre restait en retard, et lorsque le coulisseau s’est relevé, le panneau ressemblait à une coque de canoë peu profonde.
Voilà ce qui se passe lorsque la machine ne peut pas fournir un tonnage uniforme sur toute la longueur : le coulisseau se déforme. Les châssis en acier s’étirent. Le centre du lit reçoit une force effective moindre que les bords. Sur les longs plis — tout ce qui dépasse cinq pieds — vous pouvez voir de 0,010 à 0,020 pouce de flèche verticale au centre sur une presse plieuse de taille moyenne. Cela semble minime jusqu’à ce que vous vous rappeliez que l’angle en pliage à l’air est contrôlé par la profondeur. Quelques millièmes de différence de pénétration deviennent des degrés d’erreur d’angle.
Plus de puissance ne corrige pas cette géométrie. Elle l’exagère souvent. Vous injectez de la force dans une structure qui fléchit sous la charge.
Pensez-y comme à un camion lourd freinant en descente : si le châssis se tord sous la charge, appuyer plus fort sur la pédale ne redressera pas le châssis ; cela bloque simplement les roues de manière inégale.
Donc, avant de commencer à rechercher le tonnage, vous devez comprendre ce contre quoi ce tonnage lutte réellement.
Mettez en place de l’acier doux de 0,250 pouce d’épaisseur, 10 pieds de long, pliage à l’air dans une matrice en V correctement dimensionnée. En utilisant une estimation standard de pliage à l’air — P ≈ 650 × S² × L / V — vous arriverez à environ 150–170 tonnes pour cette longueur. Cette formule suppose un pliage à l’air, un ratio de matrice de 8×, et une marge de sécurité.
Maintenant, ne changez que le matériau pour de l’inox de même épaisseur.
Votre tonnage requis monte d’environ 1,5×. Pas parce qu’il est plus épais. Parce que la résistance à la traction — la contrainte nécessaire pour déformer de façon permanente les fibres externes — est plus élevée. L’épaisseur détermine le module de section, la résistance géométrique au pliage. La résistance à la traction détermine à quel point le matériau est réticent à céder.
L’épaisseur est un levier. La résistance est une attitude.
Les débutants se focalisent sur les tableaux de jauge et ignorent la limite d’élasticité. C’est ainsi qu’ils se retrouvent sous-puissants sur des alliages à haute résistance ou largement surdimensionnés sur de l’aluminium tendre. L’aluminium pourrait nécessiter environ 0,55× le tonnage de l’acier doux à la même épaisseur. Si vous estimez trop haut “ pour plus de sécurité ”, vous n’ajoutez pas de précision — vous ajoutez du stress aux outils et au châssis.
Voilà où le piège se referme : cette formule suppose un pliage à l’air. Si vous plaquez ou coinez cette même plaque de 1/4 pouce pour forcer un rayon intérieur serré, le tonnage peut quadrupler — au-delà de 600 tonnes pour 10 pieds. Même épaisseur. Même longueur. Méthode de formage différente. Ce qui a changé n’est pas la tôle, c’est la condition de contact.
Ce dont il avait besoin, c’était d’une physique différente.
[Règle de l’apprenti] Calculez le tonnage en fonction de l’épaisseur, de la résistance à la traction, de la longueur, de la largeur de matrice, et de la méthode de formage — jamais uniquement sur l’épaisseur. Testez toujours cela d’abord sur des chutes.
Mais même lorsque vos calculs sont parfaits, les longs plis sont toujours plus ouverts au milieu. Pourquoi ?
Effectuez un pli de 6 pieds sur une machine sans cambrure. Mesurez l’angle aux deux extrémités et au centre. Il est courant de voir le centre ouvert de 1 à 3 degrés de plus, selon la charge. C’est la déflexion du coulisseau et du lit sous le tonnage.
L’acier obéit à la loi de Hooke dans la plage élastique : la contrainte produit une déformation proportionnelle. Le bâti de votre presse-plieuse est un énorme ressort. Sous la charge, il se cambre vers le haut au centre. Le poinçon pénètre plus profondément aux extrémités car le bâti y est soutenu par les montants latéraux. Le centre flotte.
La cambrure est un contre-courbement délibéré. Des coins mécaniques ou des systèmes hydrauliques poussent le lit vers le haut au centre avant ou pendant la course, de sorte que sous la charge, tout s’aplanit. Vous préchargez la machine pour annuler sa propre déflexion.
Sans cambrure, les opérateurs compensent de la mauvaise façon. Ils ajoutent du tonnage. Cela augmente la pénétration aux extrémités d’abord — car c’est là que la structure est la plus rigide — tandis que le centre reste insuffisamment sollicité. Vous chassez l’angle avec la pression et finissez avec des extrémités trop pliées et un centre ouvert.
C’est comme caler de manière inégale les plaquettes de frein d’un camion : plus de force sur la pédale n’uniformise pas le contact ; cela chauffe simplement les zones serrées.
Les commandes numériques intègrent désormais des corrections de cosinus, des facteurs de matériau et des marges de sécurité, atteignant souvent ±2 TP3T de précision. Mais même un calcul de tonnage parfait ignore la déflexion du bâti tant que la cambrure n’est pas correctement réglée. Un calcul sans compensation n’est qu’une demi-solution.
[Règle de l’apprenti] Pour les plis de plus de 5 pieds, réglez la cambrure avant d’appliquer la pression ; adaptez la compensation au tonnage calculé, pas à des suppositions. Testez toujours cela d’abord sur des chutes.
Et si vous ignorez cela et continuez simplement à augmenter la force, qu’est-ce qui cède en premier ?
Ce n’est pas la tôle.
J’ai vu un poinçon segmenté se fissurer nette sur le rayon parce que quelqu’un a écrasé une plaque épaisse dans une matrice prévue pour le pliage en l’air. La machine était “ assez grande ”. L’outil ne l’était pas.
Les outils ont une cote en tonnes par pied. Dépassez-la et la contrainte de contact à la pointe du poinçon ou à l’épaulement de la matrice dépasse les limites de l’acier trempé. Des microfissures commencent à apparaître. Un jour, vous entendez un claquement sec au lieu d’un ronronnement hydraulique. Puis vous balayez des éclats de carbure.
Et si l’outil survit, les roulements du chariot et les montants latéraux absorbent l’excès. Les surcharges répétées allongent les tirants et désalignent le parallélisme. Vous avez maintenant construit une inexactitude permanente dans la machine.
Plus de puissance n’apporte pas de précision. Cela provoque une usure accélérée si vous ne respectez pas le maillon le plus faible dans le chemin de charge.
Pensez à pousser une lame de bulldozer dans la roche à plein régime : le moteur pourrait encaisser, mais le bord tranchant et les axes de montage subissent le choc.
[Règle de l’Apprenti] Ne dépassez jamais la cote en tonnes par pied de votre poinçon et de votre matrice ; l’outil tombe généralement en panne avant la presse. Testez toujours cela d’abord sur des chutes.
Alors, comment éviter ce piège avant le premier coup ?
Commencez avec quatre paramètres notés, pas devinés :
Pour le pliage en l’air de l’acier doux, utilisez l’estimation standard ajustée à la largeur de votre matrice. Appliquez des facteurs matière : environ 1,5× pour l’inox, environ 0,55× pour l’aluminium. Ajoutez une marge de sécurité 20% — mais restez dans la cote de l’outil.
Si vous prévoyez d’écraser ou de matriçer, multipliez en conséquence. Attendez-vous à plusieurs fois le tonnage du pliage en l’air. Ce n’est pas facultatif ; c’est de la physique due à un contact accru et à une déformation plastique sur toute l’épaisseur.
Ensuite, vérifiez deux autres choses avant de lancer le cycle :
Les estimateurs modernes dans les commandes CNC gèrent les corrections d’angle de cosinus et les facteurs de sécurité plus rapidement et plus précisément que les calculs à la main. Utilisez-les. Mais vérifiez que la sortie respecte la limite de tonnes par pied de vos outils et que le bombage est activé pour les longues pliures.
Notez le nombre. Comparez-le à la capacité de la machine et à la capacité de l’outil. Ce n’est qu’alors que vous chargez la feuille.
La précision dans le pliage provient de la force calculée appliquée à travers une géométrie adaptée, et non du fait de posséder la plus grosse pompe hydraulique du bâtiment. Ensuite, nous allons voir étape par étape comment configurer cette première pliure afin que les calculs, l’outillage et la machine soient en accord avant que l’acier ne commence à se déformer.
Un jeune que j’ai formé a un jour amené une barre de 10 pieds en acier doux de 11‑gauge à la presse plieuse, a fixé au hasard une matrice en V de 1/2 pouce, a estimé un angle de 90°, et a dit : “ Le premier tirage semblait correct. ” Le flanc mesurait 1,000 pouce à l’extrémité gauche, 0,965 au centre, 1,015 à droite. L’angle variait d’un degré et demi sur toute la longueur. Il n’avait rien cassé. Il avait simplement accumulé trois petites erreurs de configuration par‑dessus un calcul de tonnage correct.
La machine a fait exactement ce que la géométrie lui a indiqué de faire.
Vous savez déjà que la force et le bombage doivent être calculés avant que l’acier ne commence à se déformer. Maintenant, vous allez voir que la géométrie de l’outillage et la position de la butée arrière doivent être choisies avant même que votre pied ne s’apprête à appuyer sur la pédale, car une fois que le poinçon touche la feuille, la physique prend le dessus et ne négocie pas. Pensez à la presse plieuse comme au système de freinage à air d’un semi‑remorque chargé : la pression sur la pédale compte, mais si les garnitures et les tambours ne correspondent pas, vous ne vous arrêterez pas droit.
Voici le flux de travail qui vous garde hors du fossé.
Posez un morceau d’acier doux de 0,125 pouce (1/8″) sur l’établi. Vous voulez une pliure nette à 90° avec un rayon intérieur d’environ 0,125 pouce. Votre premier réflexe est de prendre la plus petite matrice en V que vous pouvez trouver pour “ forcer ” ce coin serré.
Ralentissez.
En pliage à l’air, le rayon intérieur n’est pas déterminé par la pointe du poinçon. Il est largement contrôlé par la largeur de l’ouverture en V. Une règle courante pour l’acier doux est :
Ainsi, pour un matériau de 0,125 pouce, un V de 1,0 pouce (8×) est typique. Cela donne un rayon intérieur d’environ 0,16 pouce. Pas extrêmement vif. Prévisible.
Supposons maintenant que vous ignoriez cela et choisissiez un V de 0,375 pouce (3× l’épaisseur) pour viser un rayon de 0,06 pouce. Deux choses se produisent :
Les guides d’outillage déconseillent d’aller plus étroit qu’environ 5× l’épaisseur pour le pliage à l’air en général. En dessous, vous n’êtes plus dans la plage stable et prévisible du pliage à l’air. Vous flirtez avec des charges de contact et avec une sollicitation excessive de l’outil.
C’est ainsi que les poinçons se fissurent. Pas à cause d’une pliure héroïque, mais à cause de charges répétées au‑delà de leur capacité en tonnes par pied.
[Règle de l’apprenti] Choisissez l’ouverture en V en fonction de l’épaisseur du matériau et du procédé de formage en premier ; acceptez le rayon que la géométrie vous donne avant de poursuivre un coin plus vif par la force brute. Testez toujours cela d’abord sur un morceau de rebut.
Si le plan exige vraiment un rayon intérieur vif égal à l’épaisseur ou inférieur, on ne le “triche” pas avec un minuscule V. Il faut soit emboutir en fond de matrice avec des outils conçus pour cette charge, soit refouler avec une machine dimensionnée pour cela, soit modifier le design. Ce qui a changé, ce n’est pas votre ambition. C’est la condition de contact — pliage à l’air contre pliage en fond — et cela change complètement le calcul du tonnage.
Alors, une fois que le rayon du poinçon et la largeur de la matrice sont figés, qu’est‑ce qui empêche cette bride de 1,000 pouce de dériver de 0,035 sur trois mètres ?
Insérez la même tôle de 0,125 pouce dans la matrice et réglez la butée arrière à 1,000 pouce. Vous mesurez depuis l’axe central de la matrice jusqu’aux doigts de la butée. Parfait.
Vérifiez maintenant votre matrice : ouverture en V de 1,0 pouce.
Voici le piège. La longueur minimale de bride pour une matrice en V standard doit généralement dépasser la moitié de la largeur de l’ouverture en V. Pour un V de 1,0 pouce, cela représente environ 0,500 pouce. En‑dessous de cette valeur, le matériau n’a rien de solide sur quoi s’appuyer ; il peut plonger dans la rainure au lieu de se former correctement.
Si votre plan demande une bride de 0,400 pouce, votre butée arrière peut être d’une précision laser – vous échouerez quand même. La tôle basculera ou s’affaissera dans la matrice. La géométrie l’emporte sur l’intention.
L’alignement de la butée arrière ne consiste pas seulement à définir un nombre. Il s’agit de confirmer que ce nombre est physiquement soutenable par la matrice choisie à l’étape 1.
Mettez maintenant la tôle d’équerre contre les doigts de la butée et vérifiez le parallélisme sur toute la table. Si votre coulisseau et votre table sont correctement bombés pour le tonnage calculé, la pénétration sera uniforme. Sinon, le centre peut s’ouvrir de 1 à 3 degrés sur les longues pièces. Cela se traduit directement par une variation de longueur de bride, car l’erreur d’angle modifie la dimension projetée.
Sur une bride de 1 pouce, une erreur d’un degré peut déplacer la longueur du flanc de plusieurs millièmes. Sur trois mètres, cela devient visible.
Régler la butée arrière sans vérifier la largeur de la matrice ni le bombage, c’est comme aligner les roues avant d’un camion tout en ignorant un essieu tordu : les chiffres semblent corrects, mais le véhicule tire quand même.
[Règle de l’apprenti] Avant de faire confiance à une cote de butée arrière, confirmez que la largeur de la matrice soutient la bride et que le bombage correspond à la charge calculée sur toute la longueur de pliage. Testez toujours cela d’abord sur une chute.
Vous avez choisi la géométrie. Vous avez réglé la butée. Vous pouvez enfin plier — mais comment régler l’angle sans deviner ?
Prenez une chute de 6 pouces du même matériau. Même direction du grain. Même épaisseur. Même outillage. Réalisez un pli à 90° à l’air.
Mesurez‑le avec un rapporteur d’angle étalonné. Supposons qu’il indique 92°.
Ces deux degrés sont le retour élastique — la reprise après déchargement. L’acier doux peut revenir de 1 à 3 degrés lors de plis à l’air typiques. Les aciers à haute résistance peuvent rebondir davantage.
Ne “donnez pas juste un petit coup de plus”.”
À la place, programmez ou réglez votre objectif à 88° si vous avez besoin d’un 90° final, car l’expérience — et votre essai — vous indiquent que ce matériau revient de 2°. Vous surpliez intentionnellement pour atteindre la cote après récupération.
C’est ici que les débutants trébuchent : ils testent d’abord sur une longue pièce. Pour plusieurs plis parallèles, suivez la règle du plus court‑en‑premier. Les petites jambes sont plus difficiles à contrôler et risquent davantage d’interférer avec l’outillage. Si vous réglez le retour élastique sur une bride longue et facile d’abord, la courte pourrait ensuite heurter ou se déformer.
La séquence est importante.
Le pliage à l’air comporte généralement une variation inhérente d’environ ±1° même sur les presses plieuses CNC modernes. Si votre tolérance est plus stricte que cela, vous pourriez avoir besoin de matriçage avec outillage adapté — et d’un recalcul complet du tonnage pour rester dans les limites de l’outillage.
Ce dont il avait besoin, c’était d’une physique différente.
La correction du retour élastique est un dépassement contrôlé basé sur la récupération élastique mesurée, et non sur la sensation de la pédale. Pensez-y comme à un réglage du freinage sur un camion lourd : vous ne marchez pas plus fort, vous répartissez la pression afin que les deux essieux effectuent leur part de manière prévisible.
[Règle de l’apprenti] Mesurez le premier pli, calculez la correction de retour élastique et ne changez qu’une seule variable à la fois ; ne cherchez jamais l’angle à la sensation. Testez toujours cela d’abord sur une chute.
Mais que faire si le plan exige un rebord si court qu’aucun ajustement d’angle ne le rend possible ?
Imaginez une plaque de 0,250 pouce dans une matrice en V de 2,0 pouces. La moitié de l’ouverture du V est de 1,0 pouce. Le plan exige un rebord de 0,750 pouce.
Lorsque le poinçon descend, la plaque touche les épaules de la matrice. Mais le matériau en dehors de la ligne de pli — votre rebord prévu — est plus court que la portée de soutien. Il n’a nulle part où s’appuyer de façon stable. Au lieu de former un angle droit net, il a tendance à tourner et à glisser dans la gorge.
Vous pouvez serrer plus fort. Ajouter du tonnage. Ralentir la course. La géométrie ne change pas.
Dans un pliage à l’air standard avec cette matrice, ce rebord est en dessous du minimum stable. Ce n’est pas un problème de compétence. C’est un problème de soutien.
Maintenant — et c’est ici que la nuance compte — il existe des exceptions. Des outillages spécialisés, comme des matrices à épaules étroites ou des systèmes de pliage rotatifs, peuvent supporter des rebords plus courts. Le matriçage avec des poinçons vifs peut parfois forcer la géométrie à un tonnage plus élevé. Mais ces solutions exigent des charges plus importantes ou un équipement spécial et doivent être évaluées en fonction des capacités de la machine et de l’outillage.
La plupart des presses d’atelier ne sont pas dimensionnées pour un matriçage extrême sur du matériau épais.
Dire que chaque rebord court est “ impossible ” est paresseux. Dire que chaque rebord court est “ faisable si on pousse assez fort ” est dangereux. La bonne question est : la largeur de matrice que j’ai choisie soutient-elle physiquement ce rebord sans dépasser les limites de l’outillage ou de la machine ?
Ce n’est pas une réflexion de force brute. C’est un contact conçu.
[Règle de l’apprenti] Si la longueur du rebord est inférieure à la moitié de l’ouverture du V, supposez que le pliage à l’air standard ne le supportera pas et réévaluez l’outillage ou la conception avant d’appliquer plus de force. Testez toujours cela d’abord sur une chute.
Vous pouvez maintenant voir le schéma : le rayon du poinçon choisi en fonction de l’épaisseur, la largeur de la matrice sélectionnée à partir de rapports stables, le butoir arrière réglé dans les limites géométriques, le retour élastique mesuré et compensé, et la longueur du rebord vérifiée par rapport au soutien de la matrice. Rien de tout cela n’est aléatoire.
Et une fois que vous l’avez fait une fois, la question suivante cesse d’être “ À quelle force dois-je frapper ? ” et devient “ Est-ce la bonne machine pour ce travail ? ”
Vous avez conçu le pli sur papier. La largeur de matrice est validée. La longueur du rebord est supportable. Le tonnage par pied est calculé.
Maintenant la vraie question : votre machine peut-elle fournir cette force de manière uniforme, répétée, et sans se tordre comme un bretzel ?
Le type de machine ne concerne pas les droits de se vanter. Il s’agit de contrôle — de la précision avec laquelle vous pouvez appliquer le tonnage calculé à travers l’outillage choisi, et de la constance avec laquelle vous pouvez le répéter sur un poste, une semaine, une année. Une presse plieuse est comme le système de freinage d’un camion benne chargé : la pédale est inutile si les conduites hydrauliques, le maître-cylindre et les disques ne sont pas dimensionnés pour la charge que vous leur demandez de contrôler.
Plus grand n’est pas automatiquement meilleur. Plus approximatif est toujours pire.
Si vous retirez cette décision du processus, tout ce que nous venons d’ingénierie s’effondre et redevient de la conjecture. Alors passons en revue où chaque type trouve réellement sa place — et où il vous sabote discrètement.
Une plieuse manuelle à doigts n’est pas une presse plieuse. C’est une lame de serrage qui pivote autour d’une charnière pour plier une tôle fine.
C’est important.
Il n’y a aucun poinçon pénétrant dans une matrice en V. Aucune géométrie de pliage calculée à l’air. Aucun point mort bas contrôlé. Vous serrez, vous tirez, et le matériau se déforme le long d’une ligne définie principalement par la pression de serrage et l’épaisseur de la tôle. C’est plus proche du fait de plier une plaque d’immatriculation sur votre genou que de former une géométrie contrôlée.
Alors, quand est-ce suffisamment bon ?
Quand votre matériau est mince — pensez à de l’aluminium de faible épaisseur ou à de l’acier doux inférieur à environ 16 gauge. Quand vos tolérances sont tolérantes — plus ou moins quelques degrés ne ruineront pas l’assemblage. Quand les pièces sont petites et les plis généreux. Quand le volume de production est assez bas pour que la fatigue ne s’installe pas dans vos mains et ne perturbe pas la constance au dixième exemplaire.
Le problème caché ne réside pas seulement dans la force. C’est la répétabilité. Le repositionnement manuel entre les plis introduit une erreur cumulative. Au cinquième pli, une variation d’un demi-degré devient visible sur la dernière bride. Ce n’est pas parce que vous êtes faible. C’est parce que l’outil n’offre aucune géométrie de référence au-delà d’une barre de serrage.
[Règle de l’apprenti] Si votre plan exige un rayon intérieur contrôlé, une tolérance angulaire serrée ou une géométrie multi-plis répétable, une plieuse manuelle à doigts repose sur la mauvaise physique pour le travail. Testez toujours cela sur une chute d’abord.
« Suffisamment bon » vit dans le monde des boîtes simples et des capots légers.
Dès que votre conception dépend d’un contact de matrice calculé, vous l’avez dépassée.
Une presse plieuse CNC moderne peut atteindre des tolérances de pli en pli qui paraissent impossibles à un opérateur manuel — parfois à quelques millièmes près sur la position et à un degré ou moins sur l’angle — car elle mesure et contrôle la position de la course précisément à chaque fois.
Ce n’est pas de la magie. C’est du retour d’information.
Là où une presse manuelle ou hydraulique de base compte sur votre “ ressenti ” du point bas, un système CNC contrôle la profondeur du coulisseau numériquement et peut compenser le retour élastique en ajustant le dépassement par incréments mesurés. Certains systèmes surveillent même la déflexion et appliquent automatiquement le bombage. C’est une correction ingénierée, pas de l’instinct.
Pensez-y comme à un système de freinage antiblocage sur un camion : au lieu d’espérer que votre pied module parfaitement la pression sur le gravier, les capteurs pulsant la pression des milliers de fois par seconde maintiennent une traction prévisible. Même charge. Meilleur contrôle.
Alors, est-ce excessif pour un débutant ?
Si vous fabriquez des supports uniques dans un garage, oui. La machine surpassera votre procédé. Mais si vous produisez des pièces devant être interchangeables — boîtiers, composants de châssis, tout ce qui comporte des plis parallèles qui s’empilent — le CNC ne concerne pas la vitesse. Il s’agit d’éliminer la variabilité humaine dans l’application de la force que nous avons déjà calculée.
Voici la vérité qui dérange : les débutants profitent davantage du CNC que les vétérans. La machine impose la constance pendant que vous apprenez encore le comportement des matériaux.
[Règle de l’apprenti] Si votre empilement de tolérances dépend d’une profondeur de frappe constante et d’un positionnement répétable du butoir arrière, le contrôle logiciel n’est pas un luxe — c’est une assurance. Testez toujours cela d’abord sur des chutes.
Mais le contrôle sans capacité reste un échec.
Ce qui nous amène à la partie que tout le monde se trompe.
L’étiquette de tonnage sur le côté d’une presse indique la force maximale. Elle ne dit rien sur la précision utilisable sur toute la longueur.
Vous avez calculé, disons, 60 tonnes pour votre pli. Très bien. Mais est-ce sur toute la longueur de travail ? À quelle largeur de matrice ? Avec quelle déflexion ? Une presse hydraulique à châssis léger poussée près de sa limite nominale peut se fléchir au centre, ouvrant votre angle d’un ou deux degrés sur les pièces longues. Même chiffres. Résultat différent.
La rigidité du châssis, la longueur de table et la capacité de compensation comptent autant que le tonnage brut.
Si la majorité de votre travail concerne de l’aluminium de 0,090 pouce de moins d’un mètre vingt de large, une presse de 300 tonnes sur 4,2 m est du fer gaspillé. Elle ne fonctionnera jamais dans sa plage de contrôle optimale. Si vous prévoyez de passer à de l’acier de 6 mm sur trois mètres, cette petite presse de 40 tonnes devient une contrainte la première fois que vous essayez de respecter un vrai plan.
La capacité doit correspondre confortablement à 80 % de votre charge de travail — pas juste — avec une marge pour les 20 % qui vous poussent.
Il y a aussi ici un test d’honnêteté. Les plieuses automatiques peuvent dépasser les presses plieuses classiques de loin sur les panneaux plats à grand volume car elles saisissent et forment plusieurs plis en une seule configuration, mais elles rencontrent des difficultés avec les ourlets, les décalages et la géométrie non perpendiculaire. Les presses plieuses restent les bêtes de somme polyvalentes pour les pièces complexes. Ainsi, votre trajectoire de croissance dépend de ce que vous fabriquez réellement, pas de ce qui paraît impressionnant dans une salle d’exposition.
Acheter par ego coûte cher.
Acheter en fonction de la géométrie correspondante, c’est de l’ingénierie.
[Règle de l’apprenti] Choisissez une presse plieuse dont le tonnage nominal, la longueur de travail et le système de contrôle dépassent confortablement vos besoins calculés pour votre matériau le plus courant — pas pour votre travail hypothétique le plus lourd. Testez toujours cela d’abord sur des chutes.
Même la bonne machine a des limites.
Et savoir quand ne pas utiliser du tout une presse plieuse est la prochaine leçon dont vous aurez besoin.
Vous cessez d’essayer de faire fonctionner une presse plieuse au moment où la géométrie de la pièce ne correspond plus à un poinçon descendant dans une matrice.
Cela semble évident. Ça ne l’est pas. J’ai vu des personnes intelligentes doubler le tonnage, reprogrammer le CNC et changer de matrice trois fois parce que “ sur le papier ” le pli devrait se fermer. Ce qu’ils combattaient n’était pas la force. C’était la forme. Une presse plieuse est un système poinçon-matrice contrôlé — comme le système de freinage d’un camion chargé, conçu pour appliquer la force via des surfaces de contact prévues — et lorsque la géométrie de contact disparaît, vous ne faites que pousser du métal en espérant qu’il obéisse.
La seule chose à retenir est celle-ci : la géométrie détermine la machine avant que le tonnage ne le fasse. C’est non évident parce que la plupart des ateliers attribuent l’échec à un “ manque de puissance ” ou un “ manque de contrôle ”. Ce dont ils avaient besoin, c’était d’une physique différente.
Alors, comment reconnaître ce moment tôt, plutôt qu’après avoir abîmé trois pièces brutes ?
Une presse plieuse suppose un stock plat reposant sur une matrice en V, soutenu sur deux lignes, avec un poinçon créant une troisième ligne de contact. Trois lignes définissent le pli. C’est le système.
Dès que vous introduisez un tube ou un tuyau, vous perdez deux de ces lignes. Le matériau est déjà courbé. Il ne peut pas reposer à plat dans la matrice. Le contact devient ponctuel et instable, et la paroi tend à s’ovaliser au lieu de former un rayon net. Essayer de plier un tube à la presse plieuse, c’est comme essayer de redresser du fer à béton avec un étau — l’outil n’est pas faux, il n’est simplement pas conçu pour les sections rondes.
Vous pourriez obtenir une bosse. Vous n’obtiendrez pas une courbure calculée.
Les trous et encoches dans une tôle plate créent le même problème, de manière plus subtile. La matrice attend un soutien continu sous la ligne de pli. Si vous découpez une encoche trop proche ou poinçonnez un trou dans la zone de pliage, vous affaiblissez la section transversale exactement là où la contrainte est maximale. Le poinçon descend, la contrainte se concentre au bord de la découpe, et des fissures apparaissent. Le plan disait “ simple 90° ”. La géométrie disait “ fracture ”.”
Demandez-vous maintenant : si la surface de contact est brisée ou courbée avant même que vous commenciez, utilisez-vous toujours un système poinçon-matrice ?
[Règle de l’apprenti] Si votre matériau ne peut pas reposer à plat, entièrement soutenu sur les épaules de la matrice, pour toute la longueur du pli, vous demandez à la presse plieuse de faire le travail d’une autre machine. Testez toujours cela d’abord sur une chute.
Mais une tôle plate reste une tôle plate, n’est-ce pas ?
C’est là que les apprentis se trompent. Les rayons serrés et les boîtes multi-plis paraissent compliqués, alors ils supposent que la presse plieuse n’est pas le bon outil.
C’est le contraire.
Une presse plieuse excelle lorsque vous avez besoin d’un rayon intérieur contrôlé, d’un angle répétable et d’une longueur de patte constante sur des dizaines ou des centaines de pièces. Le « bottoming » ou le « coining » — enfoncer le poinçon plus profondément pour forcer le matériau à adopter un rayon défini — réduit le retour élastique et resserre la tolérance. C’est un contact conçu. C’est comme serrer une culasse avec une clé dynamométrique calibrée plutôt que de deviner avec une barre de force ; vous contrôlez la position finale, pas juste l’application d’une force.
Mais même ici, il y a des limites.
La longueur minimale de patte est importante. Si votre patte est trop courte pour couvrir une bonne partie de l’ouverture de la matrice, la pièce bascule, se tord ou se déforme. La matrice ne peut pas la soutenir. Vous allez poursuivre une variation d’angle toute la journée et blâmer la machine. Le vrai problème est que la patte ne donne pas assez de surface exploitable à la matrice.
Puis viennent les boîtes fermées.
Vous pliez trois côtés. Le quatrième semble facile sur écran. En réalité, les pattes précédemment formées touchent le corps du poinçon ou le bâti de la machine avant que le dernier pli puisse se fermer. Vous pouvez parfois utiliser des poinçons col de cygne ou un outillage en plusieurs étapes, mais il existe un volume physique à l’intérieur de chaque presse plieuse. Quand la pièce dépasse ce volume, vous avez fini. Aucune mise à jour logicielle ne change la profondeur de gorge ni l’ouverture maximale.
Ainsi, le domaine de prédilection est une géométrie précise de tôle plate qui peut physiquement circuler dans l’espace de travail de la machine sans entrer en collision avec elle.
Ce qui mène à la vraie question : si la géométrie contredit cet espace, vers quoi vous tournez-vous ?
Si la caractéristique principale de la pièce est la courbure sur toute sa longueur — un arc continu, pas une seule ligne de pliage — une rouleuse l’emporte. Les rouleuses soutiennent le matériau de façon progressive et répartissent la déformation sur une certaine distance. Une presse plieuse concentre la force sur une ligne. Forcer un grand rayon avec une plieuse en procédant par pliage par à-coups est possible, mais c’est une approximation. C’est comme essayer d’usiner un arbre pour qu’il soit parfaitement rond avec une lime ; on peut s’en rapprocher, mais le processus lui-même va à l’encontre de la précision.
Si la pièce est un profilé rond ou un tube, utilisez un cintreuse à traction rotative ou à mandrin. Ces outils soutiennent le diamètre intérieur pour éviter l’écrasement tout en tirant le matériau autour d’un moule de formage. Le support suit la courbe. Une presse plieuse ne peut pas faire cela car son support est fixe et linéaire.
Si vous devez fermer de petits joints serrés sur des pièces de faible épaisseur de façon répétée, un cintreuse dédié de type “spot” ou “leaf” peut surpasser une plieuse, car l’outillage correspond parfaitement à ce mouvement unique. Moins de réglages. Moins d’erreurs d’empilement.
Le cadre de décision est simple, mais il faut avoir assez de discipline pour l’appliquer :
Si vous répondez “non” à l’un de ces points, arrêtez de tenter de sauver le travail avec de la force.
[Règle de l’apprenti] Lorsque la géométrie exige un support réparti, des mandrins internes ou une courbure continue, choisissez la machine conçue autour de ce système de support — pas celle déjà fixée à votre sol. Testez toujours cela d’abord sur des chutes.
La limite stricte n’est pas la résistance. C’est la géométrie de contact.
Une fois que vous comprenez cela, vous cessez de demander : “ La plieuse peut-elle le faire ? ” et vous commencez à demander : “ Cette pièce appartient-elle vraiment à un système poinçon-matrice ? ”.”


















