

Ele tinha um painel de alumínio de quatro pés preso num torno de bancada, duas barras de extensão encaixadas sobre as alavancas de um “dobrador de oficina” manual. A primeira puxada pareceu boa. Na segunda, o painel ficou atrasado em relação à prensa, curvou-se no meio e, de repente, disparou para cima, atingindo-o no antebraço.
Ele achava que precisava de mais alavanca.
O que ele precisava era de uma física diferente.
Aprendeste com tubo. Toda a gente começa assim. Um dobrador de tubos agarra uma secção redonda, apoia-a numa matriz e faz rolar através de um raio controlado. O material é confinado de todos os lados. A carga envolve-se em torno da curva.
A chapa plana não tem esse luxo.
Quando tentas dobrar um painel de 36 polegadas de largura com uma ferramenta de prender e puxar, a força percorre de forma desigual a largura. As extremidades movem-se primeiro. O centro fica para trás. Esse atraso foi o que fez o alumínio disparar para cima como uma mola de lâmina a descomprimir num eixo de camião.
[Regra de Aprendiz] Se o material puder torcer, vai torcer antes de dobrar.
Testa sempre isto primeiro numa sucata.
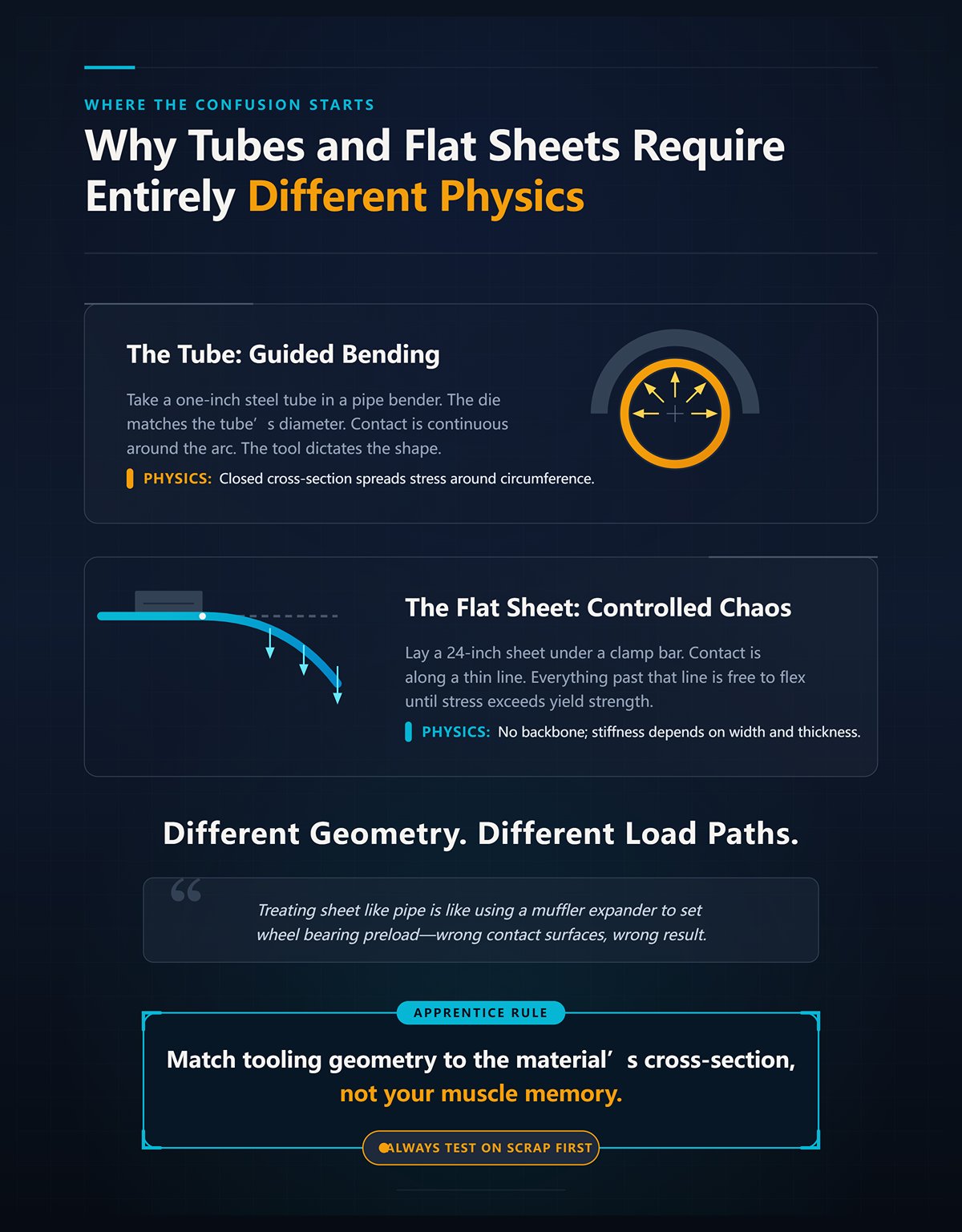
Pega num tubo de aço de uma polegada num dobrador de tubos. A matriz corresponde ao diâmetro do tubo. O contacto é contínuo ao longo do arco. A ferramenta dita a forma.
Agora coloca uma chapa de 24 polegadas sob uma barra de fixação. Estás a fazer contacto ao longo de uma linha fina. Tudo para além dessa linha está livre para flexionar até que o stress ultrapasse o limite de cedência. Isso não é dobragem guiada. É caos controlado.
Um tubo resiste à deformação porque a sua secção transversal fechada distribui o stress à volta da sua circunferência. Uma chapa plana não tem essa estrutura; a sua rigidez depende da largura e da espessura, e em vãos largos comporta-se como uma prancha de mergulho.
Geometria diferente. Percursos de carga diferentes.
Tratar chapa como tubo é como usar um expansor de silenciador para ajustar o pré-carga dos rolamentos de roda — superfícies de contacto erradas, resultado errado.
[Regra de Aprendiz] Ajusta a geometria da ferramenta à secção transversal do material, não à tua memória muscular.
Testa sempre isto primeiro numa sucata.
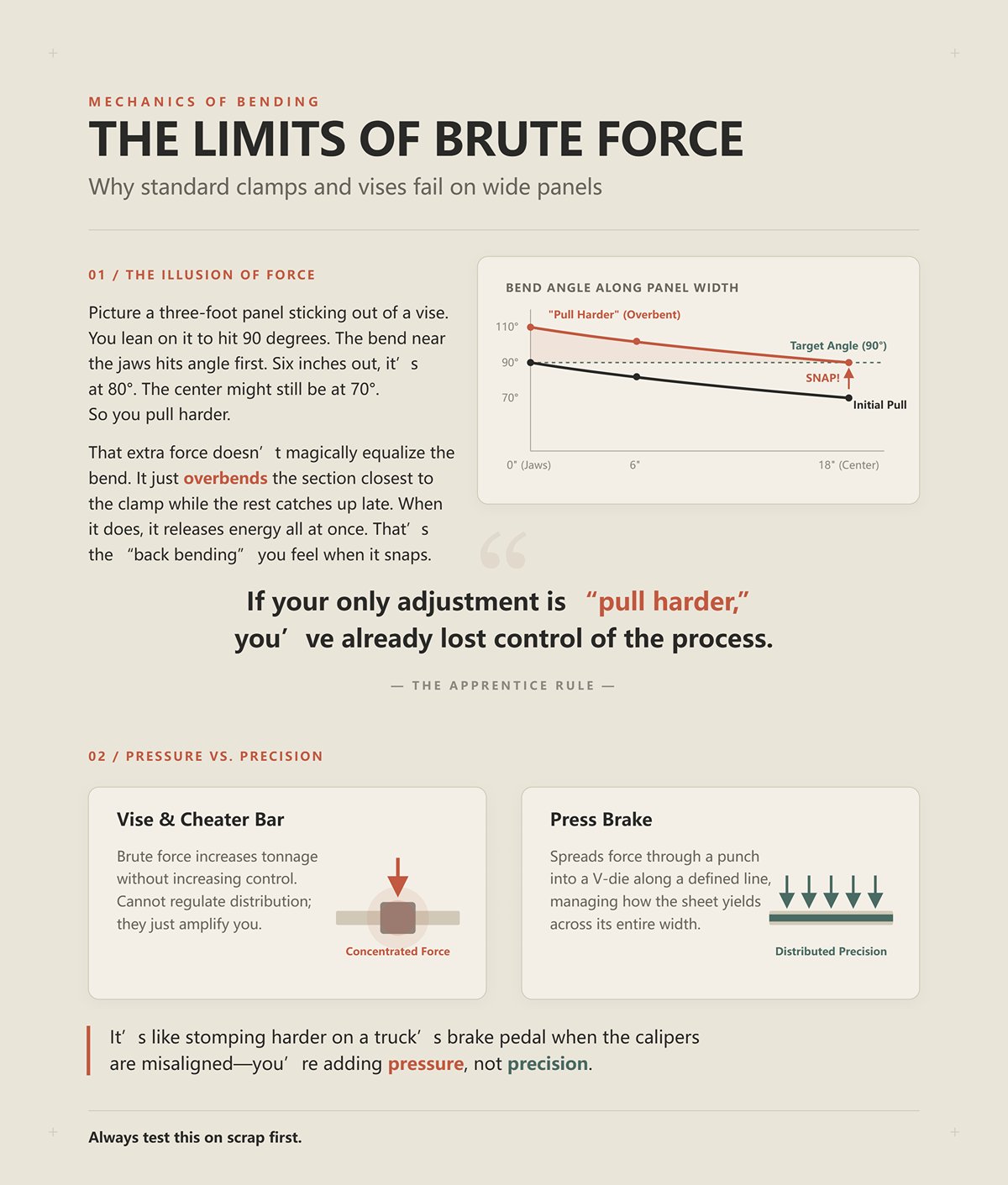
Imagina um painel de três pés a sair de um torno. Inclinas-te sobre ele para atingir 90 graus. A dobra perto das garras atinge ângulo primeiro. A seis polegadas, está a 80. O centro pode ainda estar a 70. Então puxas com mais força.
Essa força extra não iguala magicamente a dobra. Apenas dobra demasiado a secção mais próxima do grampo enquanto o resto só acompanha mais tarde. Quando o faz, liberta energia de uma vez. É isso que sentes como “retrocesso” quando o painel dispara para cima.
A força bruta aumenta a tonelagem sem aumentar o controlo. Uma quinadeira distribui a força através de um punção para uma matriz em V ao longo de uma linha definida, gerindo como a chapa cede em toda a sua largura. Um torno e uma vara de extensão não conseguem regular essa distribuição; apenas amplificam a tua força.
É como carregar com mais força no pedal de travão de um camião quando os calços estão desalinhados — estás a acrescentar pressão, não precisão.
[Regra de Aprendiz] Se o teu único ajuste é “puxar com mais força”, já perdeste o controlo do processo.
Testa sempre isto primeiro numa sucata.
Pára de dizer “dobrar”. Essa palavra engana-te.
Não estás a dobrar roupa. Estás a empurrar um punção para dentro de uma matriz, forçando o material para além do seu ponto de cedência ao longo de um eixo controlado, tendo em conta o efeito de recuperação — a tendência do metal para relaxar depois de retirada a carga. Esse relaxamento é medido, previsto e compensado.
Quando as oficinas procuram precisão — abas de encaixe rápido, painéis interligados, peças que se montam sem fixadores — não estão a forçar as curvaturas pela força bruta. Estão a projetar a geometria para que cada dobra fique dentro de milésimos. Isso só acontece quando a força é aplicada através de ferramentas correspondentes, não através dos antebraços e da esperança.
A mudança cognitiva é esta: a potência não cria precisão. A geometria sim.
E, quando percebes isso, a verdadeira questão não é quão forte consegues puxar.
É como o punção e a matriz realmente controlam essa força.
Coloco uma tira de aço macio de 1/8 de polegada numa matriz em V de 1 polegada e baixo um punção com raio de 0,060 polegadas até o indicador de profundidade marcar 0,500 polegadas. O ângulo sai da matriz a 90 graus. Não toco no ajuste de pressão. Troco apenas a matriz inferior por uma abertura em V de 1,5 polegadas e atinjo a mesma profundidade.
O ângulo abre para cerca de 94.
Mesmo material. Mesmo punção. Mesma máquina. Geometria diferente, resultado diferente. Então, se não está a apertar o metal como um torno, o que está realmente a fazer?
Observa os pontos de contacto.
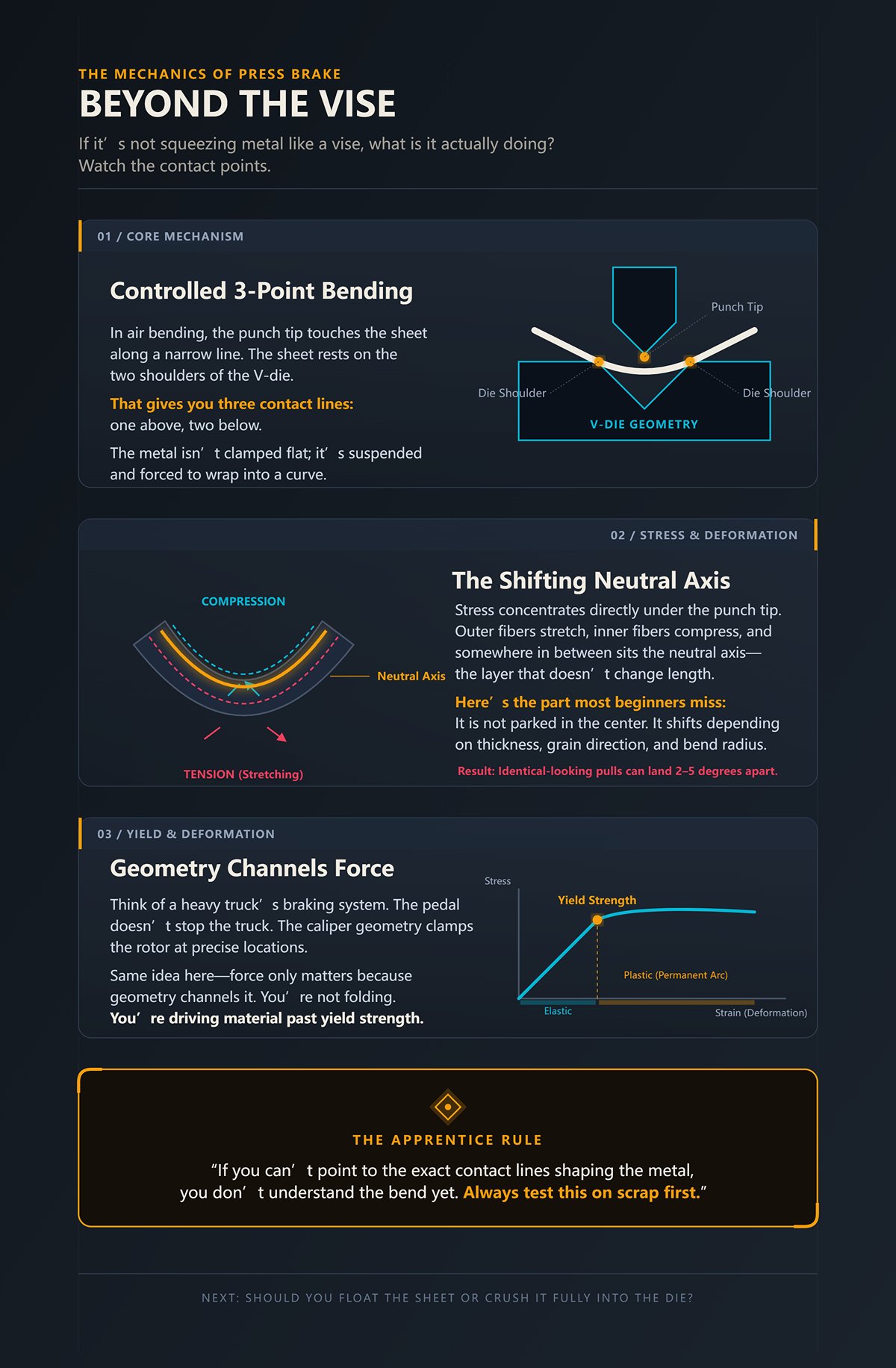
Numa quinadeira, a ponta do punção toca a chapa ao longo de uma linha estreita. A chapa, em dobragem por ar, assenta sobre os dois ombros da matriz em V. Isso dá-te três linhas de contacto — uma acima, duas abaixo. O metal entre essas linhas não está prensado plano; está suspenso e forçado a curvar-se à medida que o punção desce.
Isso não é compressão como uma mandíbula de torno. É uma dobragem controlada em três pontos.
A tensão concentra-se diretamente sob a ponta do punção. À medida que o punção desce, as fibras externas da chapa esticam-se (tração), as internas comprimem-se, e algures no meio está o eixo neutro — a camada que não altera o comprimento. Aqui está o detalhe que a maioria dos iniciantes ignora: esse eixo neutro muda consoante a espessura, a direção do grão e o raio da curvatura. Não está estacionado no centro como uma linha pintada.
Essa deslocação é o motivo pelo qual duas curvaturas idênticas podem variar entre 2–5 graus na dobragem por ar se não tiveres em conta o comportamento do material.
Pense nisto como o sistema de travagem de um camião pesado. O pedal não para o camião. A geometria da pinça prende o disco em locais precisos, convertendo a força em fricção controlada. A forma e a colocação das pastilhas determinam como a força se distribui. Mesma ideia aqui — a força só importa porque a geometria canaliza-a.
Portanto, não, não está a dobrar. Está a levar o material além do limite de cedência — deformação permanente — ao longo de um arco definido pelo raio do punção e pela largura da matriz.
[Regra de Aprendiz] Se não consegue apontar as linhas exatas de contacto que moldam o metal, ainda não entende a dobra. Teste sempre isto primeiro em material de sucata.
Mas quando perceber que se trata de uma flexão de três pontos, a próxima questão surge rapidamente: deve deixar a chapa flutuar entre esses pontos — ou esmagá-la totalmente na matriz?
Pegue no aço macio de calibre 14. No dobrar ao ar com uma matriz em V padrão de 8× a espessura (cerca de 1 polegada de V para material de 0,075 polegada), poderá precisar de aproximadamente 15–20 toneladas por pé para atingir 90 graus. Mude para prensagem total — onde o punção força o material completamente para dentro da cavidade em V — e essa tonelagem pode saltar para 60–100 toneladas por pé.
Quatro a oito vezes mais carga.
Porquê? Porque a prensagem total não cede apenas as fibras exteriores. Deforma plasticamente quase toda a zona de dobra para corresponder ao ângulo da matriz. Já não está a formar um ângulo pelo controlo de profundidade; está a imprimir a geometria da matriz na chapa.
A prensagem total mantém rotineiramente ±0,5 graus. O dobrar ao ar geralmente fica em torno de ±2 graus, a menos que compense. Parece que a prensagem total é a amiga do principiante.
Até que rache uma chapa de alumínio de 0,040 polegada porque excedeu o seu limite de alongamento.
A prensagem total dá tolerâncias angulares mais apertadas, mas remove a margem de erro. Qualquer variação de espessura, qualquer diferença de direção do grão, qualquer pico de tonelagem é multiplicado por essa carga mais alta. Chapas finas e ligas macias não negociam; rasgam.
O dobrar ao ar, por outro lado, forma o ângulo controlando a profundidade do punção em relação à largura da matriz. A chapa só contacta em três pontos. Menos tonelagem. Mais adaptabilidade. Mas o ângulo depende fortemente de propriedades consistentes do material e de um controlo de profundidade preciso.
Para um principiante, o dobrar ao ar ensina controlo. A prensagem total pune a adivinhação.
É a diferença entre modular a pressão do travão numa descida e esmagar o pedal até ao fundo confiando que o ABS o salve. Uma constrói sensibilidade. A outra assume perfeição.
[Regra de Aprendiz] Aprenda primeiro o dobrar ao ar; obriga-o a compreender a profundidade, a largura da matriz e a resposta do material, em vez de se esconder atrás da tonelagem bruta. Teste sempre isto primeiro em material de sucata.
Mas o dobrar ao ar levanta outro problema que não pode ignorar: porque é que simplesmente alargar a matriz em V altera o ângulo final mesmo quando a profundidade do punção mal se move?
| Tópico | Detalhes |
|---|---|
| Pergunta | Dobrar ao ar vs. prensagem total: Qual método dá mais controlo a um principiante? |
| Exemplo de Material | Aço macio de calibre 14 (0,075 polegada de espessura) |
| Configuração de Dobra ao Ar | Rácio do V-die padrão de 8× a espessura (≈1 polegada de V-die) |
| Tonnagem de Dobragem por Ar | ~15–20 toneladas por pé para atingir 90° |
| Tonnagem de Encostamento | ~60–100 toneladas por pé |
| Diferença de Carga | O encostamento requer 4–8× mais carga |
| Motivo para Carga Mais Elevada | O encostamento deforma plasticamente quase toda a zona de dobra para coincidir com o ângulo do molde |
| Mecanismo de Formação | Dobragem por ar: ângulo formado pelo controlo de profundidade; Encostamento: geometria do molde impressa na chapa |
| Precisão Angular | Encostamento: ±0,5°; Dobragem por ar: tipicamente ±2° sem compensação |
| Risco com Encostamento | A carga mais elevada amplifica a variação de espessura, diferenças na direção do grão e picos de tonnagem |
| Sensibilidade do Material | Folhas finas e ligas macias (por exemplo, alumínio de 0,040 polegadas) podem rachar se o limite de alongamento for excedido |
| Tolerância | Encostamento: baixa tolerância; Dobragem por ar: mais adaptável |
| Pontos de Contacto da Chapa | O contacto por flexão ao ar toca na chapa em três pontos |
| Fatores de Controlo (Flexão ao Ar) | Depende de propriedades consistentes do material e de um controlo preciso da profundidade |
| Impacto na Aprendizagem | A flexão ao ar ensina controlo; a prensagem total penaliza a adivinhação |
| Analogia | Flexão ao ar: modular a pressão do travão numa descida; prensagem total: pisar o pedal e confiar no ABS |
| Regra para Aprendiz | Aprende primeiro a flexão ao ar; compreende a profundidade, a largura da matriz e a resposta do material |
| Melhor Prática | Testar sempre primeiro numa peça de sucata |
| Questão em Aberto | Porque é que alargar a matriz em V altera o ângulo final mesmo quando a profundidade do punção mal se altera? |
Coloca aço de 0,125 polegadas numa matriz em V que tenha 8 vezes a espessura do material — 1 polegada de largura. Dobra a 90 graus. Mede o raio interior. Obterás aproximadamente 0,160 polegadas, mais ou menos.
Agora coloca essa mesma chapa numa matriz de 12× — 1,5 polegadas de largura. Mesmo raio do punção. Mesmo ângulo alvo.
O teu raio interior aumenta. A profundidade necessária do punção altera-se. E o retorno elástico aumenta.
Porquê?
Porque a largura da matriz controla a distância entre os pontos de contacto inferiores. Uma matriz mais larga significa que a chapa cobre uma distância maior entre apoios. Isso reduz a severidade da flexão por unidade de profundidade e produz um raio interior maior. Um raio maior significa menor concentração de tensão, o que altera a quantidade de recuperação elástica do material após descarga.
A velha regra de oficina — abertura em V igual a 8 a 12 vezes a espessura do material — existe porque equilibra a exigência de tonelagem, o raio interior e o risco de fissuração. Uma matriz demasiado estreita aumenta a tonelagem e arrisca dividir as fibras exteriores. Uma matriz demasiado larga aumenta o raio e a variabilidade do ângulo.
Isto é a geometria a ditar a distribuição de tensões. Estás a escolher o braço de alavanca entre os dois ombros da matriz. Esse braço de alavanca define como a força do punção se resolve em momento fletor — a força rotacional que realmente curva a chapa.
Muda o braço de alavanca, muda o momento. Muda o momento, muda o ângulo.
Imagina ajustar a largura das lagartas de um bulldozer. Alarga a postura e a forma como a carga se transfere através do chassis altera-se. Mesmo motor. Geometria diferente. Comportamento diferente.
[Regra de Aprendiz] Escolhe o teu V-die com base na espessura e no material primeiro; o ângulo vem dessa decisão, não de pisares o pedal. Testa sempre isto primeiro em sucata.
Agora estás a pensar como um fabricante. Mas mesmo com a proporção V perfeita, mesmo com a geometria do punção de livro, algo ainda abre o teu ângulo de 90 para 82 assim que o êmbolo se levanta.
Dobra uma tira de aço-liga 4140 a 90 graus ao ar. Liberta o êmbolo.
Ela retorna para 100.
Isso não é um erro. É recuperação elástica.
Quando dobras metal, apenas a parte exterior da espessura sofre cedência permanente. A parte interior pode ainda estar dentro do intervalo elástico — o que significa que quer regressar à forma original assim que a carga é removida. Materiais de elevado limite elástico, como o 4140, resistem mais à deformação permanente do que o aço macio. Por isso, recuperam mais — por vezes mais de 10 graus em dobra ao ar.
Mesmo com uma proporção de V-die ideal de 8–12×.
É por isso que os operadores experientes sobredobram intencionalmente. Se precisas de 90 graus em 4140 e esperas 10 graus de retorno elástico, vais até 80. Não por adivinhação — por teste e registo.
É aqui que os principiantes se queimam: o retorno elástico amplifica os erros em peças com múltiplas dobras. Falha a tua primeira dobra em 2 graus, compensa mal na segunda, e o alinhamento das abas pode desviar-se da tolerância rapidamente. A geometria define o potencial. A resistência ao escoamento do material domina o resultado se a ignorares.
É como definir mal o equilíbrio de travagem num camião carregado. O sistema funciona, mas a transferência de peso durante a desaceleração muda tudo. Ignora essa alteração e derrapas onde pensavas ter controlo.
O retorno elástico é energia elástica armazenada a libertar-se quando o caminho de carga desaparece. Se não planeares para essa libertação, a tua geometria “perfeita” não te vai salvar.
[Regra de Aprendiz] Determina sempre o retorno elástico experimentalmente para cada material e espessura antes de produzires peças definitivas. Testa sempre isto primeiro em sucata.
E uma vez que compreendas que a geometria define o caminho das tensões e o retorno elástico define a correção, surge a próxima verdade difícil:
O que acontece quando a própria máquina não consegue aplicar essa força uniformemente ao longo do comprimento da dobra?
Vi uma quinadeira de 10 pés tentar pôr um ângulo de 90 num aço macio de um quarto de polegada. As extremidades atingiram o ângulo. O centro ficou aberto quase três graus. O operador aumentou a pressão. Na segunda tentativa, as extremidades dobraram em excesso, o meio continuou atrasado, e quando o êmbolo levantou o painel parecia uma canoa rasa.
É isso que acontece quando a máquina não consegue entregar tonagem uniforme ao longo do comprimento: o êmbolo deflete. As estruturas de aço esticam. O centro da mesa recebe menos força efetiva do que as extremidades. Em dobras longas — tudo acima de um metro e meio — pode observar-se uma deflexão vertical de 0,010 a 0,020 polegadas no centro de uma prensa média. Parece minúsculo, até lembrarmos que o ângulo na dobra ao ar é controlado pela profundidade. Alguns milésimos de diferença na penetração transformam-se em graus de erro no ângulo.
Mais potência não corrige essa geometria. Muitas vezes, torna-a pior. Está a aplicar força numa estrutura que flete sob carga.
Pense nisso como um camião pesado a travar numa descida: se o chassis torcer sob carga, carregar mais no pedal não vai endireitar a estrutura; apenas vai bloquear as rodas de forma desigual.
Por isso, antes de começar a procurar tonagem, tem de entender contra o que essa tonagem está realmente a lutar.
Monte aço macio de 0,250 polegadas, 3 metros de comprimento, dobre ao ar numa matriz em V do tamanho correto. Usando uma estimativa padrão de dobra ao ar — P ≈ 650 × S² × L / V — ficará por volta de 150–170 toneladas para esse comprimento. Essa fórmula assume dobra ao ar, uma relação de matriz 8× e uma margem de segurança.
Agora mude apenas o material para inox com a mesma espessura.
A tonagem necessária aumenta cerca de 1,5×. Não porque é mais espesso. Porque a resistência à tração — o esforço necessário para deformar permanentemente as fibras externas — é maior. A espessura define o módulo de secção, a resistência geométrica à flexão. A resistência à tração define quão teimoso é o material em ceder.
Espessura é alavanca. Resistência é atitude.
Os principiantes fixam-se nas tabelas de espessura e ignoram o limite elástico. É assim que acabam com pouca potência em ligas de alta resistência ou com potência excessiva em alumínio macio. O alumínio pode precisar de cerca de 0,55× da tonagem do aço macio à mesma espessura. Se estimar alto “por segurança”, não está a ganhar precisão — está a acrescentar tensão às ferramentas e à estrutura.
É aqui que o problema surge: essa fórmula assume dobra ao ar. Se encostar ou cunhar essa mesma chapa de 1/4 polegada para forçar um raio interno apertado, a tonagem pode quadruplicar — acima de 600 toneladas para 3 metros. Mesma espessura. Mesmo comprimento. Método de conformação diferente. O que mudou não foi a chapa. Foi a condição de contacto.
O que ele precisava era de uma física diferente.
[Regra do Aprendiz] Calcule a tonagem com base na espessura, resistência à tração, comprimento, largura da matriz e método de conformação — nunca apenas na espessura. Teste sempre isto primeiro em sucata.
Mas mesmo quando os seus cálculos estão perfeitos, as dobras longas continuam mais abertas ao centro. Porquê?
Execute uma dobra de dois metros numa máquina sem compensação de curvatura. Meça o ângulo em ambas as extremidades e no centro. É comum ver o centro 1–3 graus mais aberto, dependendo da carga. Isso é deflexão do êmbolo e da mesa sob tonagem.
O aço obedece à Lei de Hooke no intervalo elástico: o esforço produz deformação proporcional. A estrutura da sua prensa é uma mola gigante. Sob carga, arqueia-se para cima no meio. O punção penetra mais nas extremidades porque a estrutura ali é suportada pelas colunas laterais. O centro fica suspenso.
A compensação de curvatura é uma contra-curvatura deliberada. Cunhas mecânicas ou sistemas hidráulicos empurram a mesa para cima no centro antes ou durante o curso, de modo que, sob carga, tudo se nivela. Está a pré-carregar a máquina para anular a sua própria deflexão.
Sem compensação, os operadores corrigem da maneira errada. Aumentam a tonagem. Isso aprofunda a penetração nas extremidades primeiro — porque é onde a estrutura é mais rígida — enquanto o centro continua com falta de força. Persegue o ângulo com pressão e acaba com extremidades excessivamente dobradas e um centro aberto.
É como calçar de forma desigual as pastilhas de travão de um camião: mais força no pedal não equaliza o contacto; apenas sobreaquece os pontos apertados.
Os controlos digitais agora consideram correções de cosseno, fatores de material e margens de segurança, frequentemente atingindo precisão de ±2%. Mas mesmo cálculos de tonagem perfeitos ignoram a deflexão da estrutura se a compensação de curvatura não estiver corretamente ajustada. Cálculo sem compensação é meia solução.
[Regra do Aprendiz] Para curvaturas superiores a cinco pés, estabelece a coroa antes de tocar na pressão; ajusta a compensação à tonelagem calculada, não ao palpite. Testa sempre isto primeiro em sucata.
E se ignorares isso e continuares apenas a aumentar a força, o que falha primeiro?
Não é a chapa.
Já vi um punção segmentado rachar completamente ao longo do raio porque alguém fez uma estampagem total de chapa grossa numa matriz classificada apenas para curvatura em ar. A máquina era “grande o suficiente.” A ferramenta não era.
A ferramenta tem uma classificação de toneladas por pé. Se a excederes, a tensão de contacto na ponta do punção ou no ombro da matriz ultrapassa os limites do aço temperado. Começam microfissuras. Um dia ouves um estalo agudo em vez do zumbido hidráulico. Depois estás a varrer fragmentos de carboneto.
E se a ferramenta sobreviver, os rolamentos do êmbolo e as molduras laterais absorvem o excesso. A sobrecarga repetida alonga os tirantes e altera o paralelismo. Agora criaste imprecisão permanente na máquina.
Mais potência não compra precisão. Compra desgaste acelerado se não respeitares o elo mais fraco na cadeia de carga.
Pensa em empurrar uma lâmina de bulldozer contra rocha sólida com o acelerador no máximo: o motor pode aguentar, mas a lâmina de corte e os pinos de montagem é que sofrem o impacto.
[Regra do Aprendiz] Nunca excedas a classificação de toneladas por pé do teu punção e da tua matriz; a ferramenta normalmente falha antes da prensa. Testa sempre isto primeiro em sucata.
Então como se evita essa armadilha antes do primeiro curso?
Começa com quatro dados anotados, não adivinhados:
Para curvatura em ar de aço macio, usa a estimativa padrão ajustada à largura da tua matriz. Aplica fatores de material: cerca de 1,5× para aço inoxidável, aproximadamente 0,55× para alumínio. Adiciona uma margem de segurança 20% — mas mantém-te dentro da classificação da ferramenta.
Se planeias fazer estampagem total ou cunhagem, multiplica em conformidade. Espera várias vezes a tonelagem da curvatura em ar. Isso não é opcional; é física resultante do aumento do contacto e da deformação plástica através de toda a espessura.
Depois verifica mais duas coisas antes de ciclar:
Os estimadores modernos nos controlos CNC tratam as correções do ângulo de cosseno e os fatores de segurança de forma mais rápida e precisa do que o cálculo manual. Usa‑os. Mas verifica se o resultado respeita o limite de toneladas por pé da tua ferramenta e se a compensação está ativa para dobras longas.
Regista o número. Compara‑o com a capacidade da máquina e com a classificação da ferramenta. Só então deves carregar a chapa.
A precisão na dobra vem da força calculada aplicada através de geometria compatível, não de ter a maior bomba hidráulica do edifício. A seguir, vamos percorrer passo a passo como configurar essa primeira dobra para que os cálculos, a ferramenta e a máquina estejam todos em concordância antes que o aço comece a ceder.
Um aprendiz que formei uma vez levou uma barra de 10 pés de aço macio calibre 11 até à prensa, colocou aleatoriamente uma matriz em V de 1/2 polegada, alinhou a olho um ângulo de 90°, e disse: “O primeiro puxão pareceu bom.” A aba media 1,000 polegada na extremidade esquerda, 0,965 no centro, 1,015 na direita. O ângulo variava cerca de um grau e meio ao longo do comprimento. Ele não tinha partido nada. Tinha apenas acumulado três pequenos erros de configuração em cima de um cálculo de tonelagem correto.
A máquina fez exatamente aquilo que a geometria lhe indicou para fazer.
Já sabes que a força e a compensação têm de ser calculadas antes de o aço ceder. Agora vais ver que a geometria da ferramenta e a posição do batente traseiro têm de ser escolhidas antes mesmo de o teu pé pairar sobre o pedal, porque, assim que o punção toca na chapa, a física assume e não admite negociação. Pensa na prensa dobradora como no sistema de travagem pneumática de um camião carregado: a pressão do pedal importa, mas se os calços e os tambores não estiverem ajustados, não vais travar direito.
Aqui está o fluxo de trabalho que te mantém fora do perigo.
Coloca uma peça de aço macio de 0,125 polegada (1/8″) no banco. Queres uma dobra limpa de 90° com um raio interior de cerca de 0,125 polegada. O teu primeiro instinto é pegar na matriz em V mais pequena que encontrares para “forçar” esse canto apertado.
Abrande.
Na dobragem ao ar, o raio interior não é definido pela ponta do punção. É, em grande parte, controlado pela largura da abertura em V. Uma regra prática comum para o aço macio é:
Assim, para material de 0,125 polegada, uma matriz em V de 1,0 polegada (8×) é típica. Isso resulta num raio interior de cerca de 0,16 polegada. Não é demasiado afiado. É previsível.
Agora, suponhamos que ignoras isso e escolhes uma matriz em V de 0,375 polegada (3× a espessura) para tentar obter um raio de 0,06 polegada. Duas coisas acontecem:
Os guias de ferramentas avisam contra o uso de aberturas inferiores a cerca de 5× a espessura para dobragem ao ar geral. Abaixo disso, já não estás na faixa estável e previsível da dobragem ao ar. Estás a roçar cargas de encosto e a sobrestressar a ferramenta.
É assim que os punções racham. Não por uma dobra heroica, mas por sobrecarga repetida para além da sua classificação de toneladas por pé.
[Regra do Aprendiz] Escolhe primeiro a abertura em V com base na espessura do material e no método de conformação; aceita o raio que a geometria te dá antes de tentares alcançar um canto mais afiado à força. Testa sempre isto primeiro numa amostra.
Se o desenho realmente exigir um raio interno afiado igual ou inferior à espessura, não “trapaceies” com um V minúsculo. Ou faz o fundo com ferramentas classificadas para essa carga, ou faz cunhagem com uma máquina dimensionada para isso, ou altera o projeto. O que mudou não foi a tua ambição. Foi a condição de contacto — dobra no ar versus fundo — e isso altera completamente o cálculo de tonelagem.
Então, uma vez que o raio do punção e a largura da matriz estão definidos, o que impede que essa aba de 1,000 polegada se desvie 0,035 ao longo de três metros?
Desliza a mesma chapa de 0,125 polegada na matriz e define o batente traseiro para 1,000 polegada. Estás a medir desde a linha central da matriz até aos dedos do batente. Bom.
Agora verifica a tua matriz: abertura em V de 1,0 polegada.
Aqui está a armadilha. O comprimento mínimo da aba para uma matriz padrão em V deve geralmente ser superior a metade da largura da abertura. Para uma V de 1,0 polegada, isso é cerca de 0,500 polegada. Menor do que isso, e o material não tem nada sólido onde se apoiar; pode afundar no sulco em vez de se formar corretamente.
Se o teu desenho pedir uma aba de 0,400 polegada, o teu batente traseiro pode estar com precisão laser que mesmo assim vais falhar. A chapa irá inclinar‑se ou colapsar na matriz. A geometria prevalece sobre a intenção.
O alinhamento do batente traseiro não é apenas definir um número. É confirmar que o número é fisicamente suportado pela matriz que escolheste no Passo 1.
Agora encosta a chapa aos dedos do batente e verifica o paralelismo ao longo da bancada. Se o martelo e a mesa estiverem corretamente coroados para a tonelagem calculada, a penetração será uniforme. Se não estiverem, o centro pode abrir 1–3 graus em peças longas. Isso traduz‑se diretamente em variação no comprimento da aba, porque o erro de ângulo altera a dimensão projetada.
Numa aba de 1 polegada, um erro de um grau pode alterar o comprimento do lado em vários milésimos de polegada. Ao longo de três metros, isso torna‑se visível.
Ajustar o batente traseiro sem verificar a largura da matriz e o coroamento é como alinhar as rodas dianteiras de um camião ignorando um eixo torto: os números parecem certos, mas o veículo ainda puxa.
[Regra do Aprendiz] Antes de confiar numa dimensão do batente traseiro, confirma que a largura da matriz suporta a aba e que o coroamento corresponde à carga calculada ao longo de todo o comprimento da dobra. Testa sempre isto primeiro numa amostra.
Já escolheste a geometria. Já definiste o batente. Agora finalmente vais dobrar — mas como afinar o ângulo sem adivinhar?
Pega numa sobra de 6 polegadas do mesmo material. Mesma direção das fibras. Mesma espessura. Mesmas ferramentas. Faz uma única dobra aérea de 90°.
Mede com um medidor de ângulo calibrado. Suponhamos que marca 92°.
Esses dois graus são o retorno elástico — recuperação após removeres a carga. O aço macio pode recuperar 1–3 graus em dobras aéreas típicas. Aços de alta resistência podem recuperar mais.
Não “dês só mais um toque”.”
Em vez disso, programa ou define o teu alvo para 88° se precisares de um final de 90°, porque a experiência — e o teu teste — dizem‑te que este material recupera 2°. Estás intencionalmente a dobrar demais para atingir a especificação após a recuperação.
É aqui que os principiantes tropeçam: testam primeiro numa peça longa. Em múltiplas dobras paralelas, siga a regra do flange mais curto primeiro. As pernas curtas são mais difíceis de controlar e têm maior probabilidade de interferir com a ferramenta. Se ajustar o retorno elástico primeiro num flange longo e fácil, o flange curto pode colidir ou distorcer mais tarde.
A sequência importa.
A dobra ao ar geralmente apresenta uma variação inerente de cerca de ±1°, mesmo em travões CNC modernos. Se a sua tolerância for mais apertada do que isso, pode ser necessário recorrer ao encosto total com ferramentas correspondentes — e um novo cálculo completo de tonelagem para se manter dentro dos limites das ferramentas.
O que ele precisava era de uma física diferente.
A correção do retorno elástico é uma ultrapassagem controlada baseada na recuperação elástica medida, não na sensação do pedal. Pense nisso como ajustar o equilíbrio dos travões num camião pesado: não se carrega com mais força; distribui-se a pressão para que ambos os eixos façam a sua parte de forma previsível.
[Regra do Aprendiz] Meça a primeira dobra, calcule a correção do retorno elástico e altere apenas uma variável de cada vez; nunca procure o ângulo apenas pela sensação. Teste sempre isto primeiro numa amostra.
Mas e se o desenho exigir um flange tão curto que nenhum ajuste de ângulo o torne possível?
Imagine uma chapa de 0,250 polegadas num V‑die de 2,0 polegadas. Metade da abertura em V é 1,0 polegada. O desenho pede um flange de 0,750 polegadas.
À medida que o punção desce, a chapa toca nos ombros da matriz. Mas o material fora da linha de dobra — o flange pretendido — é mais curto do que o vão de apoio. Não tem onde se apoiar de forma estável. Em vez de formar um ângulo limpo de 90°, tende a rodar e escorregar para dentro do sulco.
Pode apertar mais. Aumentar a tonelagem. Abrandar o curso. A geometria não muda.
Na dobra ao ar padrão com essa matriz, esse flange está abaixo do mínimo estável. Não é um problema de habilidade. É um problema de apoio.
Agora — e é aqui que a nuance importa — há exceções. Ferramentas especializadas, como matrizes de ombro estreito ou sistemas de dobra rotativa, podem suportar flanges mais curtos. O encosto total com punções afiados pode por vezes forçar a geometria com tonelagens mais altas. Mas essas soluções exigem cargas maiores ou equipamento especial e devem ser avaliadas tendo em conta os limites da máquina e da ferramenta.
A maioria das prensas de oficina não é dimensionada para cunhagem heroica em material espesso.
Chamar a cada flange curto “impossível” é preguiçoso. Chamar a cada flange curto “possível se se aplicar força suficiente” é perigoso. A pergunta certa é: a largura da matriz escolhida suporta fisicamente este flange sem exceder os limites da ferramenta ou da máquina?
Isso não é pensar à força bruta. Isso é contacto engenheirado.
[Regra do Aprendiz] Se o comprimento do flange for inferior a metade da abertura em V, assuma que a dobra ao ar padrão não o suportará e reavalie a ferramenta ou o design antes de aplicar mais força. Teste sempre isto primeiro numa amostra.
Agora pode ver o padrão: raio do punção escolhido com base na espessura, largura da matriz selecionada segundo proporções estáveis, batente traseiro ajustado dentro dos limites geométricos, retorno elástico medido e compensado, e comprimento do flange verificado quanto ao apoio da matriz. Nada disto é adivinhação.
E depois de o fazer uma vez, a próxima questão deixa de ser “Com que força acerto?” e passa a ser “É esta a máquina certa para o trabalho?”
Calculou o raio da dobra no papel. A largura da matriz está correta. O comprimento do flange é suportável. A tonelagem por pé está calculada.
Agora a verdadeira questão: a tua máquina consegue aplicar essa força de forma uniforme, repetida e sem se torcer toda como um pretzel?
O tipo de máquina não tem a ver com vaidade. Tem a ver com controlo — quão precisamente consegues aplicar a tonelagem calculada através da ferramenta escolhida, e quão consistentemente consegues repeti-lo ao longo de um turno, de uma semana, de um ano. Uma prensa dobradeira é como o sistema de travagem de um camião basculante carregado: o pedal é inútil se as linhas hidráulicas, o cilindro mestre e os discos não estiverem dimensionados para a carga que lhes pedes para controlar.
Maior não é automaticamente melhor. Mais folgado é sempre pior.
Se retirares esta decisão do processo, tudo o que acabámos de projetar desaba de novo em adivinhação. Por isso, vamos analisar onde cada tipo realmente se enquadra — e onde te sabota silenciosamente.
Uma dobradeira manual não é uma prensa dobradeira. É uma lâmina de fixação que roda em torno de uma dobradiça para dobrar chapa fina.
Isso importa.
Não há puncionamento a penetrar num V-die. Não há geometria de dobragem calculada. Não há ponto morto inferior controlado. Apertas, puxas, o material cede ao longo de uma linha definida principalmente pela pressão de fixação e pela espessura da chapa. É mais parecido com dobrar uma chapa de matrícula sobre o joelho do que formar geometria controlada.
Então, quando é suficiente?
Quando o teu material é fino — pensa em alumínio ou aço macio de baixo calibre, por baixo de cerca de 16 gauge. Quando as tuas tolerâncias são permissivas — mais ou menos alguns graus não arruínam a montagem. Quando as peças são pequenas e as abas são largas. Quando o volume de produção é suficientemente baixo para que o cansaço não se infiltre nas tuas mãos e distorça a consistência à décima peça.
O problema escondido não é apenas a força. É a repetibilidade. O reposicionamento manual entre dobras introduz erro acumulado. À quinta dobra, uma variação de meio grau torna-se visível na última aba. Isso não acontece porque sejas fraco. É porque a ferramenta não oferece geometria de referência além da barra de fixação.
[Regra do Aprendiz] Se o teu desenho exige raio interno controlado, tolerância angular apertada ou geometria multi-dobra repetível, uma dobradeira manual é a física errada para o trabalho. Testa sempre isto primeiro em sucata.
“Suficiente” vive no mundo das caixas simples e das tampas leves.
No momento em que o teu design depende de contacto de matriz projetado, já a ultrapassaste.
Uma prensa dobradeira CNC moderna pode atingir tolerâncias de dobra a dobra que parecem impossíveis a um operador manual — por vezes dentro de alguns milésimos na posição e de um grau ou menos no ângulo — porque mede e controla a posição do curso com precisão em cada movimento.
Isto não é magia. É retroalimentação.
Enquanto uma dobradeira manual ou hidráulica básica depende de sentires o “fundo”, um sistema CNC controla a profundidade do êmbolo numericamente e pode compensar o retorno elástico ajustando o curso em incrementos medidos. Alguns sistemas até monitorizam a deflexão e aplicam compensação automaticamente. Isso é correção engenheirada, não instinto.
Pensa nisso como os travões ABS de um camião: em vez de confiares que o teu pé modula a pressão perfeitamente sobre gravilha, os sensores pulsam a pressão milhares de vezes por segundo para que a tração se mantenha previsível. A mesma carga. Melhor controlo.
Então, isso é exagero para um principiante?
Se estiveres a fabricar suportes únicos numa garagem, sim. A máquina vai superar o teu processo. Mas se estiveres a produzir peças que têm de ser intercambiáveis — caixas, componentes de chassis, qualquer coisa com dobragens paralelas que se empilham — o CNC não é sobre rapidez. É sobre eliminar a variabilidade humana da aplicação da força que já calculámos.
Eis a verdade incómoda: os principiantes beneficiam mais do CNC do que os veteranos. A máquina impõe consistência enquanto ainda estás a aprender o comportamento do material.
[Regra do Aprendiz] Se a tua pilha de tolerâncias depende de profundidade de curso consistente e posicionamento repetível do batente traseiro, o controlo por software não é luxo — é seguro. Testa sempre isto primeiro em sucata.
Mas controlo sem capacidade é ainda assim falha.
O que nos leva à parte que todos entendem mal.
A etiqueta de tonagem na lateral de uma prensa indica a força máxima. Não indica a precisão utilizável ao longo do comprimento.
Calculaste, digamos, 60 toneladas para a tua dobragem. Certo. Mas é isso ao longo de todo o comprimento útil? Com que largura de matriz? Com que deflexão? Uma prensa hidráulica de estrutura leve, próxima do seu limite nominal, pode fletir no centro, abrindo o ângulo um ou dois graus em peças longas. Mesmos números. Resultado diferente.
A rigidez da estrutura, o comprimento da mesa e a capacidade de compensação (crowning) importam tanto quanto a tonagem bruta.
Se a maior parte do teu trabalho é alumínio de 0,090 polegadas com menos de quatro pés de largura, uma prensa de 300 toneladas e 14 pés é ferro desperdiçado. Nunca vai operar na sua faixa de controlo ideal. Se planeias evoluir para aço de 1/4 de polegada com dez pés, essa prensa de 40 toneladas para hobbies torna-se um problema na primeira vez que tentares cumprir um verdadeiro desenho técnico.
A capacidade deve corresponder confortavelmente a 80 por cento da tua carga de trabalho — não por pouco — com margem para os 20 por cento que te vão desafiar.
Há também aqui uma verificação de honestidade. As prensas de painéis podem ultrapassar as prensas dobradeiras de forma impressionante em painéis planos de alto volume porque agarram e formam várias dobragens numa só configuração, mas têm dificuldades com margens duplas, desníveis e geometria não perpendicular. As prensas dobradeiras continuam a ser a máquina versátil para peças complexas. Portanto, o teu percurso de crescimento depende do que realmente constróis, não do que parece impressionante numa montra.
Comprar por ego é caro.
Comprar por geometria adequada é engenharia.
[Regra do Aprendiz] Escolhe uma prensa dobradeira cuja tonagem nominal, comprimento útil e sistema de controlo excedam confortavelmente as tuas necessidades calculadas para o material mais comum — não para o trabalho hipotético mais pesado. Testa sempre isto primeiro em sucata.
Mesmo a máquina certa tem limites.
E saber quando não usar uma prensa dobradeira é a próxima lição que vais precisar.
Deves parar de tentar fazer uma prensa dobradeira funcionar no momento em que a geometria da peça já não corresponde a um punção a descer sobre uma matriz.
Isso parece óbvio. Não é. Já vi pessoas inteligentes duplicarem a tonagem, reprogramarem o CNC e trocarem de matrizes três vezes porque “no papel” a dobragem devia fechar. O que estavam a combater não era força. Era forma. Uma prensa dobradeira é um sistema controlado de punção e matriz — como o sistema de travagem de um camião carregado, projetado para aplicar força através de superfícies de contacto definidas — e quando a geometria de contacto desaparece, estás apenas a empurrar metal e a esperar que ele obedeça.
A única coisa que deves manter presente é isto: a geometria decide a máquina antes da tonelagem alguma vez o fazer. Isso não é óbvio, porque a maioria das oficinas culpa a falha por “falta de potência” ou “falta de controlo”. O que precisavam era de física diferente.
Então, como é que reconheces esse momento cedo, em vez de só depois de danificares três chapas?
Uma quinadeira assume material plano apoiado sobre uma matriz em V, sustentado em duas linhas, com um punção a criar uma terceira linha de contacto. Três linhas definem a dobra. Esse é o sistema.
No momento em que trazes tubo ou cano, perdes duas dessas linhas. O material já está curvado. Não pode assentar plano na matriz. O contacto torna-se pontual e instável, e a parede tende a ovalizar em vez de formar um raio limpo. Tentar dobrar tubo numa quinadeira é como tentar endireitar varão de ferro com um torno de bancada — a ferramenta não está errada, simplesmente não foi concebida para secções de corte redondas.
Podes conseguir uma amolgadela. Não vais obter curvatura com engenharia.
Buracos e entalhes numa chapa plana criam o mesmo problema de forma mais discreta. A matriz espera apoio contínuo sob a linha de dobra. Se cortares um entalhe demasiado próximo ou fizeres um buraco na zona da dobra, enfraqueces a secção transversal exatamente onde o esforço atinge o pico. O punção desce, o esforço concentra-se na borda da abertura, e começam as fissuras. O desenho dizia “simples 90º.” A geometria dizia “fratura.”
Agora pergunta a ti mesmo: se a superfície de contacto já está quebrada ou curvada antes de começares, ainda estás a operar um sistema de punção e matriz?
[Regra do Aprendiz] Se o teu material não puder assentar plano e totalmente apoiado sobre os ombros da matriz ao longo de todo o comprimento da dobra, estás a pedir à quinadeira para fazer o trabalho de outra máquina. Testa sempre isto primeiro num desperdício.
Mas chapa plana ainda é chapa plana, não é?
Aqui é onde os aprendizes se confundem. Raios apertados e caixas com várias dobras parecem complicados, por isso assumem que a quinadeira é a ferramenta errada.
É o contrário.
Uma quinadeira destaca-se quando precisas de raio interior controlado, ângulo repetível e comprimento de aba consistente ao longo de dezenas ou centenas de peças. Fazer bottoming ou coining — conduzindo o punção mais fundo para forçar o material a assumir um raio definido — reduz a recuperação elástica e aperta a tolerância. Isso é contacto com engenharia. É como apertar uma cabeça de motor com uma chave calibrada em vez de adivinhar com uma barra de força; estás a controlar a posição final, não apenas a aplicar força.
Mas mesmo aqui existem limites.
O comprimento mínimo da aba é importante. Se a tua aba for demasiado curta para abranger uma boa parte da abertura da matriz, a peça inclina-se, torce-se ou amassa-se. A matriz não consegue sustentá-la. Vais passar o dia todo atrás de variações de ângulo e culpar a máquina. O verdadeiro problema é que a aba não dá à matriz área suficiente para trabalhar.
Depois vêm as caixas fechadas.
Dobras três lados. O quarto parece fácil no ecrã. Na realidade, as abas já formadas batem no corpo do punção ou na estrutura da máquina antes que a última dobra consiga fechar. Por vezes podes usar punções gooseneck ou fazer montagem por etapas, mas existe um envelope físico dentro de cada quinadeira. Quando a peça cresce para além desse envelope, acabou. Nenhuma atualização de software altera a profundidade da garganta ou a altura útil.
Assim, o ponto ideal é geometria precisa de chapa plana que possa mover-se fisicamente através do espaço de trabalho da máquina sem colidir com ela.
O que leva à verdadeira questão: se a geometria entra em conflito com esse envelope, o que é que escolhes em vez disso?
Se a característica definidora da peça for a curvatura ao longo do seu comprimento — um arco contínuo, e não uma única linha de dobra — a máquina de rolo vence. Os rolos suportam o material progressivamente e distribuem a deformação ao longo da distância. Um prensa-dobradeira concentra a força numa linha. É possível forçar um raio longo numa prensa através de dobragem por batimento, mas é apenas uma aproximação. É como tentar maquinar um veio redondo com uma lima; podes chegar perto, mas o próprio processo trabalha contra a precisão.
Se a peça for material redondo ou tubo, utilize um dobrador de tubos de desenho rotativo ou com mandril. Essas ferramentas suportam o diâmetro interno para evitar colapso enquanto puxam o material em torno de uma matriz de forma. O suporte segue a curva. Uma prensa-dobradeira não pode fazer isso porque o seu suporte é estacionário e linear.
Se precisa de fechar pequenas uniões apertadas em peças de espessura leve repetidamente, um dobrador de pontos dedicado ou de estilo de folhas pode superar uma prensa porque a ferramenta corresponde perfeitamente a esse único movimento. Menos ajustes. Menos erro cumulativo.
O quadro de decisão é simples, mas é preciso disciplina para utilizá-lo:
Se responder “não” a qualquer uma destas, pare de tentar salvar o trabalho com tonelagem.
[Regra de Aprendiz] Quando a geometria exige suporte distribuído, mandris internos ou curvatura contínua, escolha a máquina construída em torno desse sistema de suporte — não aquela que já está aparafusada ao seu chão. Teste sempre isto primeiro em sucata.
O limite real não é a força. É a geometria de contacto.
Quando perceber isso, deixa de perguntar “Pode a prensa-dobradeira aguentar?” e começa a perguntar “Esta peça pertence sequer a um sistema de punção e matriz?”


















