

У него был четырёхфутовый алюминиевый лист, зажатый в тисках на верстаке, две удлинительные трубы надеты на рукоятки ручного “гибочника”. Первый рывок прошёл нормально. При втором рывке панель отстала от зажима, выгнулась посередине, а затем резко поднялась вверх и ударила его по предплечью.
Он подумал, что ему нужно больше рычага.
На самом деле ему требовалась другая физика.
Вы учились работать с трубами. Так делают все. Трубогиб захватывает круглое сечение, поддерживает его в матрице и прокатывает через контролируемый радиус. Материал зажат со всех сторон. Нагрузка распределяется по дуге.
У плоского листа нет такой роскоши.
Когда вы пытаетесь согнуть панель шириной 36 дюймов при помощи инструмента «зажми и тяни», усилие распределяется неравномерно по всей ширине. Края начинают двигаться первыми. Центр запаздывает. Эта задержка и заставила алюминий резко взлететь вверх, как рессора, разгружающаяся на оси грузовика.
[Правило ученика] Если материал может скрутиться, он скрутится прежде, чем согнётся.
Всегда проверяйте это сначала на обрезках.
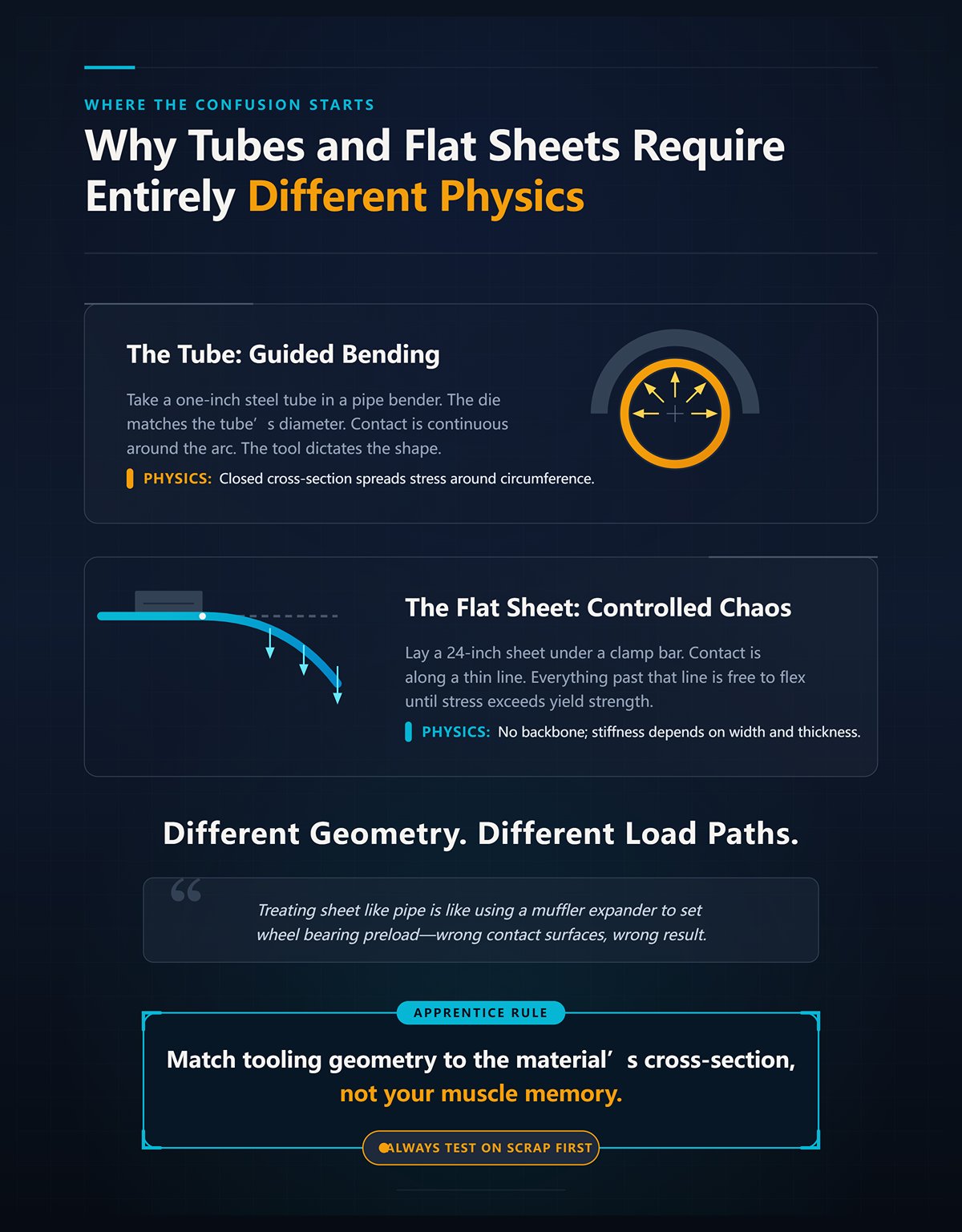
Возьмите стальную трубу диаметром один дюйм в трубогибе. Матрица совпадает с диаметром трубы. Контакт непрерывен по всей дуге. Инструмент задаёт форму.
Теперь положите лист шириной 24 дюйма под прижимную планку. Контакт происходит по тонкой линии. Всё, что за этой линией, свободно изгибается, пока напряжение не превысит предел текучести. Это не направляемое сгибание. Это управляемый хаос.
Труба сопротивляется деформации, потому что её замкнутое сечение распределяет напряжение по окружности. У плоского листа нет такой опоры; его жёсткость зависит от ширины и толщины, и на больших пролётах он ведёт себя как пружинящая доска трамплина.
Другая геометрия. Другие пути нагрузки.
Относиться к листу как к трубе — всё равно что использовать расширитель глушителя для установки натяга подшипников ступицы — неправильные поверхности контакта, неправильный результат.
[Правило ученика] Подбирайте геометрию инструмента в соответствии с поперечным сечением материала, а не с тем, как привыкли работать руками.
Всегда проверяйте это сначала на обрезках.
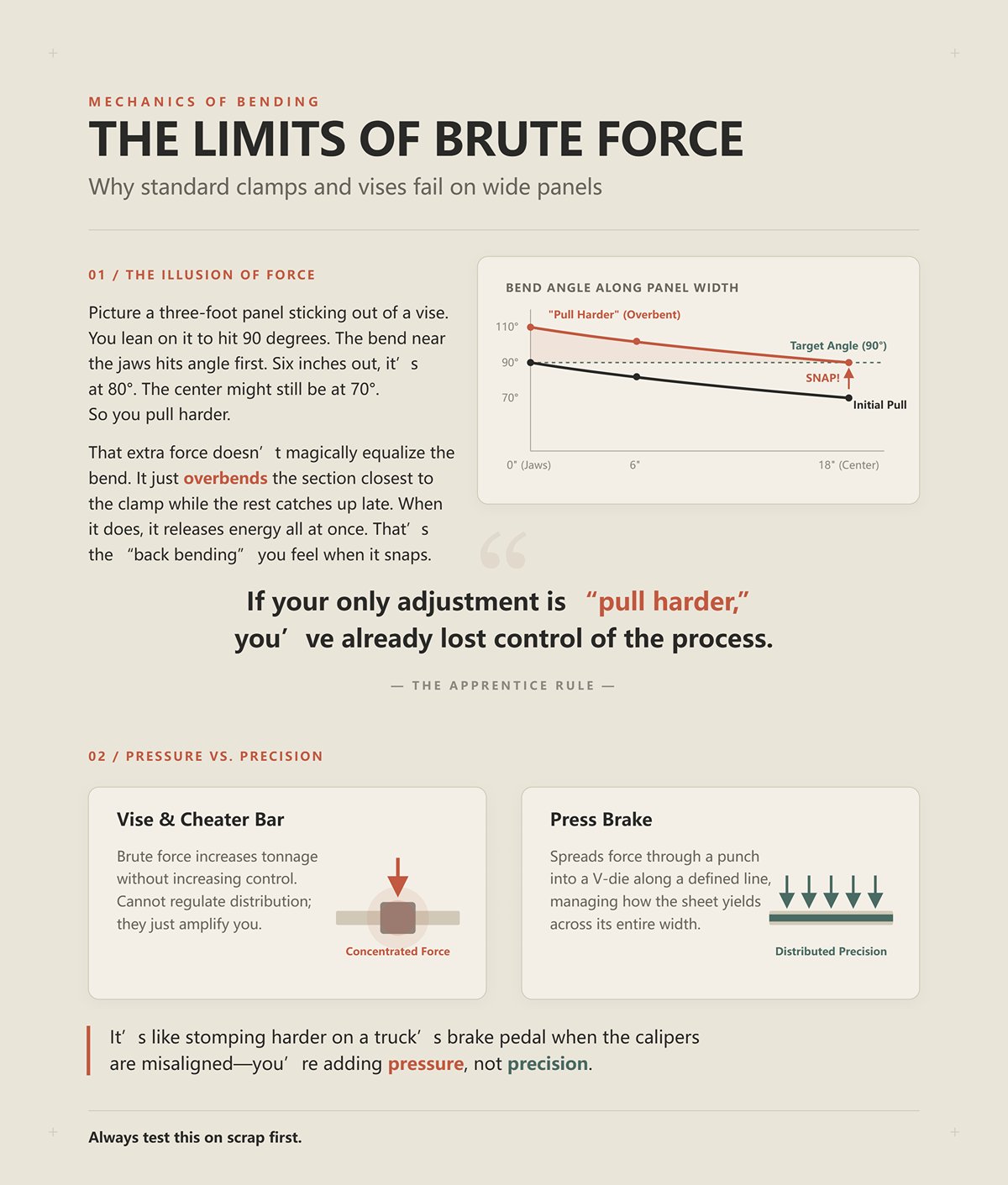
Представьте себе панель длиной три фута, торчащую из тисков. Вы нажимаете на неё, чтобы достичь угла в 90 градусов. Сгиб возле губок достигает нужного угла первым. В шести дюймах от тисков угол составляет 80. Центр может всё ещё быть на 70. Так что вы тянете сильнее.
Это дополнительное усилие не выравнивает изгиб волшебным образом. Оно просто перегибает участок, ближайший к зажиму, пока остальная часть догоняет с опозданием. Когда она догоняет, энергия высвобождается вся сразу. Это и есть то “обратное сгибание”, которое вы чувствуете, когда панель резко подскакивает вверх.
Грубая сила увеличивает нагрузку, но не увеличивает контроль. Листогибочный пресс распределяет усилие через пуансон в V-образный матрикс по определённой линии, управляя тем, как лист деформируется по всей ширине. Тиски и рычаг не могут регулировать это распределение; они просто усиливают вас.
Это как сильнее давить на тормоз грузовика, когда суппорты стоят криво — вы добавляете давление, а не точность.
[Правило ученика] Если ваш единственный способ регулировки — “тянуть сильнее”, вы уже потеряли контроль над процессом.
Всегда проверяйте это сначала на обрезках.
Перестаньте говорить “сгибать”. Это слово обманывает.
Вы не складываете бельё. Вы вдавливаете пуансон в матрицу, заставляя материал пройти предел текучести вдоль контролируемой оси, учитывая пружинение — склонность металла расслабляться после снятия нагрузки. Это расслабление измеряется, прогнозируется, компенсируется.
Когда цеха стремятся к точности — защёлкивающимся язычкам, соединяющимся панелям, деталям, собирающимся без крепежа — они не пытаются «додавить» изгибы с усилием. Они проектируют геометрию так, чтобы каждый изгиб попадал в допуск в тысячные доли. Это возможно только тогда, когда сила прикладывается через согласованный инструмент, а не через предплечья и надежду.
Суть мысленного сдвига такова: сила не создаёт точности. Геометрия создаёт.
И как только вы это понимаете, настоящий вопрос уже не в том, насколько сильно вы можете тянуть.
А в том, как пуансон и матрица действительно управляют этой силой.
Я устанавливаю полоску мягкой стали толщиной 1/8 дюйма в матрицу с V-образным раскрытием 1 дюйм и опускаю пуансон с радиусом 0,060 дюйма, пока глубиномер не показывает 0,500 дюйма. Угол на выходе получается 90 градусов. Настройки давления я не трогаю. Я меняю только нижнюю матрицу на V-открытие 1,5 дюйма и делаю тот же ход.
Угол раскрывается примерно до 94.
Тот же материал. Тот же пуансон. Та же машина. Другая геометрия — другой результат. Так если это не выжимание металла, как в тисках, то что же это на самом деле?
Следите за точками контакта.
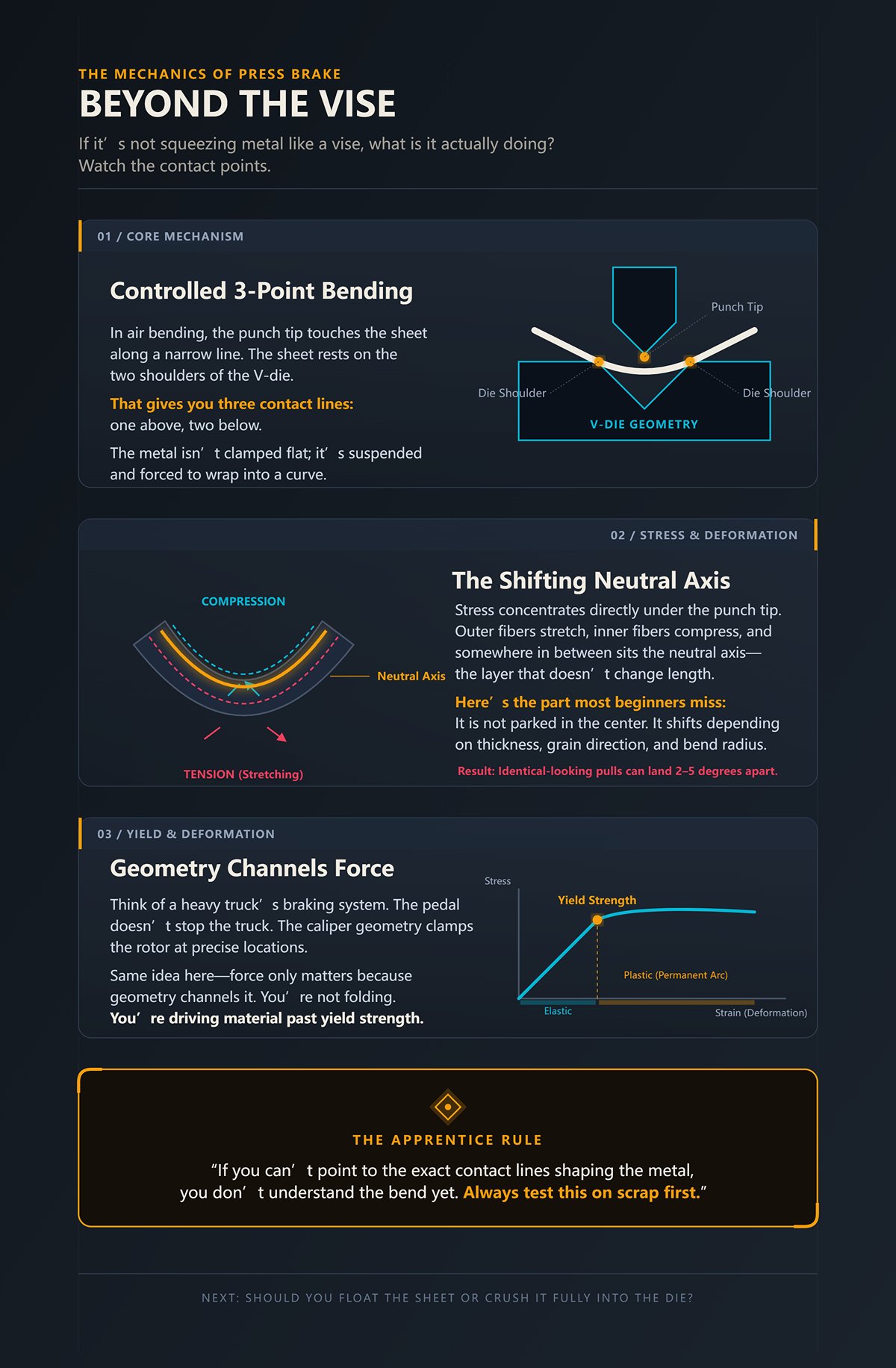
В листогибочном прессе кончик пуансона касается листа вдоль узкой линии. Лист при воздушном сгибании лежит на двух плечах V-образной матрицы. Это даёт три линии контакта — одну сверху и две снизу. Металл между этими линиями не зажат плоско; он подвешен и вынужден оборачиваться в кривую по мере опускания пуансона.
Это не сжатие, как между губками тисков. Это контролируемое трёхточечное сгибание.
Напряжение концентрируется прямо под кончиком пуансона. Когда пуансон опускается вниз, наружные волокна листа растягиваются (напряжение), внутренние волокна сжимаются, а где-то между ними находится нейтральная ось — слой, длина которого не изменяется. Вот то, что большинство новичков упускает: нейтральная ось смещается в зависимости от толщины, направления волокон и радиуса изгиба. Она не находится строго в центре, как нарисованная полоска.
Это смещение объясняет, почему два на вид одинаковых изгиба могут отличаться на 2–5 градусов при воздушном гибе, если не учитывать поведение материала.
Представьте это как тормозную систему тяжёлого грузовика. Педаль сама по себе не останавливает грузовик. Геометрия суппорта прижимает ротор в точных местах, превращая силу в контролируемое трение. Форма и расположение колодок определяют, как распределяется сила. Та же идея здесь — сила важна лишь потому, что геометрия направляет её поток.
Так что нет, вы не складываете. Вы доводите материал до предела текучести — вызывая постоянную деформацию — вдоль заданной дуги, определяемой радиусом пуансона и шириной матрицы.
[Правило ученика] Если вы не можете указать точные линии контакта, которые формируют металл, вы ещё не понимаете процесс гибки. Всегда проверяйте всё на обрезках.
Но как только вы осознаете, что это трёхточечный изгиб, сразу возникает следующий вопрос: стоит ли позволить листу «плавать» между этими точками или полностью вдавить его в матрицу?
Возьмём мягкую сталь толщиной 14 калибра. При воздушном гибе с соотношением V-матрицы 8× толщины (примерно V 1 дюйм для материала 0,075 дюйма) может потребоваться около 15–20 тонн на фут, чтобы достичь угла 90 градусов. Переключитесь на осадку — когда пуансон полностью вдавливает материал в полость V — и усилие может прыгнуть до 60–100 тонн на фут.
В четыре–восемь раз больше нагрузки.
Почему? Потому что при осадке деформируются не только наружные волокна. Почти вся зона изгиба пластически деформируется, чтобы соответствовать углу матрицы. Вы больше не формируете угол, управляя глубиной; вы фактически отпечатываете геометрию матрицы на листе.
Осадка обычно обеспечивает точность ±0,5 градуса. Воздушный гиб чаще даёт около ±2 градусов, если не компенсировать. Похоже, осадка — друг новичка.
Пока вы не треснете алюминиевый лист толщиной 0,040 дюйма, превысив предел его удлинения.
Осадка даёт более строгие допуски по углу, но лишает снисходительности. Любые отклонения толщины, направления волокон или скачки нагрузки усиливаются за счёт большей силы. Тонкие листы и мягкие сплавы не терпят — они рвутся.
Воздушный гиб, наоборот, формирует угол, управляя глубиной пуансона относительно ширины матрицы. Лист касается инструмента в трёх точках. Меньше нагрузки. Больше адаптивности. Но теперь угол сильно зависит от стабильных свойств материала и точного управления глубиной.
Для новичка воздушный гиб обучает контролю. Осадка наказывает за догадки.
Это как регулировать давление на тормозах при спуске с горы, вместо того чтобы вдавить педаль в пол и надеяться, что ABS спасёт. Один способ развивает «чувство». Другой — предполагает совершенство.
[Правило ученика] Сначала изучите воздушный гиб; он заставляет понимать глубину, ширину матрицы и реакцию материала, а не прятаться за грубую силу. Всегда проверяйте всё на обрезках.
Но воздушный гиб открывает другую проблему, которую нельзя игнорировать: почему простое увеличение ширины V-матрицы изменяет конечный угол, даже если глубина хода пуансона почти не меняется?
| Тема | Подробности |
|---|---|
| Вопрос | Воздушный гиб против осадки в матрице: какой метод даёт новичку наибольший контроль? |
| Пример материала | Мягкая сталь толщиной 14 калибра (0,075 дюйма) |
| Настройка гибки на воздухе | Стандартное соотношение V-матрицы 8× толщины (≈ матрица V шириной 1 дюйм) |
| Усилие при гибке на воздухе | ~15–20 тонн на фут для достижения 90° |
| Усилие при осадке | ~60–100 тонн на фут |
| Разница в нагрузке | Осадка требует в 4–8 раз больше нагрузки |
| Причина большей нагрузки | При осадке пластически деформируется почти вся зона изгиба для совпадения с углом матрицы |
| Механизм формообразования | Гибка на воздухе: угол формируется за счёт контроля глубины; Осадка: геометрия матрицы отпечатывается в лист |
| Точность угла | Осадка: ±0,5°; Гибка на воздухе: обычно ±2° без компенсации |
| Риск при осадке | Высокая нагрузка усиливает влияние вариации толщины, различий направления волокон и скачков усилия |
| Чувствительность материала | Тонкие листы и мягкие сплавы (например, алюминий толщиной 0,040 дюйма) могут треснуть при превышении предела удлинения |
| Прощение | Осадка: низкая терпимость; Гибка на воздухе: более адаптивна |
| Точки контакта листа | Воздушный изгиб касается листа в трех точках |
| Факторы управления (воздушный изгиб) | Зависит от постоянных свойств материала и точного контроля глубины |
| Эффект обучения | Воздушный изгиб обучает контролю; осадка на матрице наказывает предположения |
| Аналогия | Воздушный изгиб: регулировка тормозного давления на спуске; осадка на матрице: резкое нажатие на педаль и надежда на ABS |
| Правило ученика | Сначала изучите воздушный изгиб; поймите глубину, ширину матрицы и реакцию материала |
| Лучшие практики | Всегда тестируйте на обрезках сначала |
| Открытый вопрос | Почему расширение V-образной матрицы изменяет конечный угол, даже когда глубина пуансона почти не меняется? |
Поместите лист стали толщиной 0,125 дюйма в V-матрицу, ширина которой в 8 раз больше толщины материала — 1 дюйм. Изогните до 90 градусов. Измерьте внутренний радиус. Вы получите примерно 0,160 дюйма, плюс-минус.
Теперь положите тот же лист в матрицу 12× — шириной 1,5 дюйма. Тот же радиус пуансона. Тот же целевой угол.
Ваш внутренний радиус увеличивается. Ваша требуемая глубина пуансона меняется. И ваша упругая отдача увеличивается.
Почему?
Потому что ширина матрицы определяет, насколько далеко находятся нижние точки контакта. Более широкая V-матрица означает, что лист перекрывает большее расстояние между опорами. Это уменьшает жесткость изгиба на единицу глубины и создает больший внутренний радиус. Больший радиус означает меньшую концентрацию напряжений, что влияет на то, насколько материал восстанавливает форму после разгрузки.
Старое правило мастерской — открытие V-матрицы равно 8–12 толщин материала — существует потому, что оно балансирует требуемое усилие, внутренний радиус и риск трещин. Слишком узкая матрица резко увеличивает усилие и вызывает риск разрыва внешних волокон. Слишком широкая матрица увеличивает радиус и изменчивость угла.
Это геометрия, определяющая распределение напряжений. Вы выбираете плечо рычага между двумя опорами матрицы. Это плечо рычага определяет, как усилие пуансона преобразуется в момент изгиба — вращающую силу, которая фактически изгибает лист.
Измените плечо рычага — изменится момент. Измените момент — изменится угол.
Представьте регулировку ширины колеи у бульдозера. Расширите стойки — и способ передачи нагрузки через шасси изменится. Один и тот же двигатель. Разная геометрия. Разное поведение.
[Правило ученика] Выбирайте V-матрицу сначала по толщине и материалу; угол определяется этим выбором, а не нажатием на педаль. Всегда проверяйте это сначала на отходах.
Теперь вы мыслите как изготовитель. Но даже при идеальном соотношении V, даже при образцовой геометрии пуансона что-то превращает ваши 90 в 82 в момент, когда ползун поднимается.
Согните полоску стали 4140 до 90 градусов на воздухе. Отпустите ползун.
Она пружинит обратно до 100.
Это не ошибка. Это упругая деформация с возвратом.
При изгибе металла только внешняя часть толщины деформируется навсегда. Внутренняя часть может оставаться в пределах упругого диапазона — то есть стремиться вернуться к исходной форме после снятия нагрузки. Металлы с высокой границей текучести, такие как 4140, сопротивляются постоянной деформации больше, чем мягкая сталь. Поэтому они пружинят обратно сильнее — иногда более чем на 10 градусов при гибке на воздухе.
Даже при идеальном соотношении V-матрицы 8–12×.
Вот почему опытные операторы специально перегибают. Если вам нужны 90 градусов в 4140 и ожидается пружинение на 10 градусов, вы гнёте до 80. Не на глаз — а путем тестирования и записи.
Вот где новички обжигаются: пружинение усиливает ошибки в деталях с несколькими изгибами. Промахнитесь на первом изгибе на 2 градуса, плохо компенсируйте на втором — и выравнивание шипов может быстро выйти за допуск. Геометрия задаёт потенциал. Предел текучести материала перехватывает результат, если вы его игнорируете.
Это как неверная регулировка тормозного баланса на загруженном грузовике. Система работает, но перенос веса при торможении всё меняет. Игнорируйте этот сдвиг — и вы будете скользить там, где думали, что контролируете ситуацию.
Пружинение — это освобождение накопленной упругой энергии, когда путь нагрузки исчезает. Если не планировать этот выпуск, “идеальная” геометрия вас не спасёт.
[Правило ученика] Всегда определяйте пружинение экспериментально для каждого материала и толщины перед запуском серийных деталей. Всегда проверяйте это сначала на отходах.
И когда вы понимаете, что геометрия определяет путь напряжений, а пружинение — корректировку, появляется следующая суровая истина:
Что происходит, если сама машина не может равномерно передать усилие по всей длине изгиба?
Я наблюдал, как 10-футовый листогиб пытался сделать изгиб на 90 градусов в четвертьдюймовом мягком стальном листе. Края уперлись в угол. Центр остался открытым почти на три градуса. Оператор добавил давление. При втором проходе концы перегнулись, середина всё ещё отставала, и когда пресс поднял панель, она выглядела как мелкая каноэ.
Вот что происходит, когда машина не может обеспечить равномерное усилие по всей длине: ползун прогибается. Стальные рамы растягиваются. Центр стола получает меньшую эффективную силу, чем края. На длинных изгибах — всё, что больше пяти футов — можно видеть вертикальный прогиб в центре порядка 0.010–0.020 дюйма на среднем листогибе. Звучит незначительно, пока не вспомнишь, что угол при воздушной гибке определяется глубиной. Разница в несколько тысячных дюйма по глубине превращается в градусы ошибки по углу.
Большая мощность не исправляет геометрию. Чаще она её усугубляет. Вы просто вливаете силу в конструкцию, которая прогибается под нагрузкой.
Представьте это как тяжёлый грузовик, тормозящий на спуске: если рама скручивается под нагрузкой, сильнее нажать на педаль не выпрямит шасси; это лишь приведёт к неравномерной блокировке колёс.
Так что прежде чем искать, сколько тонн вам нужно, надо понять, с чем именно эта тоннажность борется.
Возьмите мягкую сталь толщиной 0.250 дюйма, длиной 10 футов, сделайте воздушную гибку в правильно подобранной V-образной матрице. Используя стандартную формулу для воздушной гибки — P ≈ 650 × S² × L / V — получите около 150–170 тонн на эту длину. Эта формула предполагает воздушную гибку, соотношение матрицы 8× и запас прочности.
Теперь измените только материал — на нержавейку той же толщины.
Требуемое усилие возрастает примерно в 1.5 раза. Не потому, что лист толще. А потому, что прочность на растяжение — напряжение, необходимое для постоянного деформирования внешних волокон — выше. Толщина задаёт момент сопротивления, геометрическое противодействие изгибу. Прочность на растяжение определяет, насколько материал упорно сопротивляется текучести.
Толщина — это рычаг. Прочность — это характер.
Новички зацикливаются на таблицах толщины и игнорируют предел текучести. Так они оказываются с недостаточной мощностью при работе с высокопрочными сплавами или с чрезмерной мощностью на мягком алюминии. Алюминий может требовать примерно 0.55× усилия по сравнению с мягкой сталью той же толщины. Если “на всякий случай” брать больше, вы не повышаете точность — вы лишь добавляете нагрузку на инструмент и раму.
Вот где срабатывает ловушка: та формула предполагает воздушную гибку. Если осаживать или чеканить ту же четвертьдюймовую пластину, добиваясь малого внутреннего радиуса, усилие может увеличиться вчетверо — свыше 600 тонн на 10 футов. Та же толщина. Та же длина. Другой способ формовки. Изменилась не пластина, а условие контакта.
На самом деле ему требовалась другая физика.
[Правило ученика] Рассчитывайте усилие исходя из толщины, прочности на растяжение, длины, ширины матрицы и способа формовки — никогда только по толщине. Всегда проверяйте расчёт на обрезках.
Но даже если расчёт идеален, длинные изгибы всё равно получаются более открытыми в середине. Почему?
Сделайте шестифутовый изгиб на машине без системы компенсации прогиба. Измерьте угол на обоих концах и в середине. Обычно центр оказывается на 1–3 градуса более открытым, в зависимости от нагрузки. Это прогиб ползуна и стола под усилием.
Сталь подчиняется закону Гука в упругой области: напряжение вызывает пропорциональное удлинение. Рама вашего листогиба — огромная пружина. Под нагрузкой она изгибается вверх в центре. Пуансон входит глубже на концах, потому что там конструкция поддерживается боковыми стойками. Центр как бы «плавает».
Компенсация прогиба — это преднамеренный обратный выгиб. Механические клинья или гидравлические системы поднимают стол в центре до или во время хода, чтобы под нагрузкой всё выровнялось. Вы предварительно нагружаете машину, чтобы компенсировать собственный прогиб.
Без компенсации операторы исправляют неправильно. Они увеличивают усилие. Это углубляет проникновение на краях первыми — ведь там конструкция жёстче — в то время как центр всё ещё недополучает давление. Вы гоняетесь за углом через силу и получаете перегнутые концы и открытую середину.
Это как поставить тормозные колодки грузовика с разной толщиной: большее усилие на педали не выравнивает контакт; оно лишь перегревает зажатые участки.
Цифровые системы управления теперь учитывают поправки на косинус, коэффициенты материала и запас прочности, зачастую достигая точности ±2%. Но даже идеальная математика по тоннажу игнорирует прогиб рамы, если кронштейн настроен неправильно. Расчёт без компенсации — это половина решения.
[Правило ученика] Для гибов длиной более пяти футов устанавливайте кронштейн до регулировки давления; подбирайте компенсацию к рассчитанному тоннажу, а не к догадкам. Всегда проверяйте это сначала на обрезках.
А если вы проигнорируете это и просто будете увеличивать усилие, что выйдет из строя первым?
Это не лист.
Я видел, как сегментированный пуансон раскололся прямо по радиусу, потому что кто-то осадил толстую плиту в матрице, рассчитанной на воздушную гибку. Машина была “достаточно большой”. Оснастка — нет.
Оснастка имеет рейтинг тоннаж-на-фут. Превысите его — и контактное напряжение на кончике пуансона или плечах матрицы превысит пределы закалённой стали. Начинают образовываться микротрещины. Однажды вы услышите резкий хлопок вместо привычного гидравлического гула. Потом будете подметать осколки карбида.
А если оснастка выживет, излишнюю нагрузку примут подшипники ползуна и боковые рамы. Повторная перегрузка растягивает стяжные штанги и сбивает параллельность. Теперь вы встроили в машину постоянную неточность.
Больше мощности не даёт точности. Она даёт ускоренный износ, если вы не уважаете самое слабое звено в пути нагрузки.
Представьте, что вы врезаетесь отвалом бульдозера в скальное основание на полной скорости: двигатель может выдержать, но режущая кромка и крепёжные пальцы примут удар.
[Правило ученика] Никогда не превышайте рейтинг тоннаж-на-фут для вашего пуансона и матрицы; инструмент обычно ломается раньше, чем пресс. Всегда проверяйте это сначала на обрезках.
Так как избежать этой ловушки до первого рабочего хода?
Начните с четырёх исходных данных, записанных, а не угаданных:
Для воздушной гибки мягкой стали используйте стандартную оценку с поправкой на ширину матрицы. Применяйте коэффициенты материала: около 1,5× для нержавейки, примерно 0,55× для алюминия. Добавьте 20% запас прочности — но оставайтесь в пределах рейтинга оснастки.
Если планируете осадку или чеканку, умножайте соответственно. Ожидайте несколько раз большего тоннажа, чем при воздушной гибке. Это не опция; это физика — из-за увеличенного контакта и пластической деформации по всей толщине.
Затем проверьте ещё две вещи перед циклом:
Современные калькуляторы в системах ЧПУ выполняют коррекции по косинусу угла и учитывают коэффициенты безопасности быстрее и точнее, чем ручные расчёты. Используйте их. Но убедитесь, что результат не превышает предел вашего инструмента по тоннам на фут и что компенсация прогиба включена при длинных гибах.
Запишите полученное число. Сравните его с паспортной мощностью машины и допустимой нагрузкой инструмента. Только после этого устанавливайте лист.
Точность гибки определяется расчётной силой, приложенной через согласованную геометрию, а не самым большим гидравлическим насосом в цехе. Далее мы шаг за шагом разберём, как выполнить первый гиб так, чтобы расчёты, оснастка и машина работали согласованно ещё до того, как сталь начнёт деформироваться.
Однажды ученик, которого я обучал, подкатил к прессу десятиизмерный (10‑футовый) лист из мягкой стали толщиной 11‑го калибра, установил случайный V‑штамп шириной 1/2 дюйма, “на глаз” выставил угол 90° и сказал: «Первый прогиб вроде нормальный». На левом конце фланец измерил ровно 1.000 дюйм, в центре — 0.965, справа — 1.015. Угол плавал на полтора градуса по всей длине. Он ничего не сломал. Просто сложил три небольшие ошибки настройки поверх правильно рассчитанной нагрузки.
Машина сделала именно то, что диктовала ей геометрия.
Вы уже знаете, что силу и компенсацию прогиба нужно рассчитать до того, как сталь начнёт деформироваться. Теперь вы увидите, что геометрию оснастки и положение заднего упора нужно выбрать ещё до того, как ваша нога зависнет над педалью, потому что как только пуансон коснётся листа — начинает действовать физика, а она не идёт на компромиссы. Представьте пресс‑гиб как тормозную систему загруженного грузовика: давление на педаль важно, но если колодки и барабаны не согласованы, вы не остановитесь прямо.
Вот рабочий процесс, который удержит вас от ошибок.
Положите на верстак кусок мягкой стали толщиной 0.125 дюйма (1/8″). Вам нужен чистый гиб на 90° с внутренним радиусом около 0.125 дюйма. Первая мысль — взять самую узкую V‑матрицу, чтобы “выжать” острый угол.
Притормозите.
При воздушной гибке внутренний радиус задаётся не вершиной пуансона. Он в основном определяется шириной V‑отверстия. Распространённое правило для мягкой стали:
Для материала толщиной 0.125 дюйма типична матрица V шириной 1.0 дюйм (8×). Это даёт внутренний радиус около 0.16 дюйма. Не острый, но предсказуемый.
Теперь представьте, что вы игнорируете это и выбираете матрицу V шириной 0.375 дюйма (3× толщины), чтобы получить радиус 0.06 дюйма. Происходит два эффекта:
Руководства по оснастке предостерегают от использования матриц уже примерно 5× толщины для обычной воздушной гибки. Ниже этого диапазона вы выходите из стабильного и предсказуемого режима гибки и приближаетесь к нагрузкам при осадке, рискуя перегрузить инструмент.
Вот так пробойники трескаются. Не от одного героического изгиба, а от повторяющихся перегрузок, превышающих их расчётную нагрузку в тоннах на фут.
[Правило ученика] Сначала выбирайте раскрытие V‑образной матрицы исходя из толщины материала и метода гибки; примите радиус, который даёт вам геометрия, прежде чем пытаться сделать угол острее грубой силой. Всегда проверяйте это сначала на обрезках.
Если на чертеже действительно требуется острый внутренний радиус, равный толщине или меньше, не стоит “читерить” с крошечной V‑образной матрицей. Либо выполняйте осадку с инструментом, рассчитанным на такую нагрузку, либо чеканьте с прессом соответствующего размера, либо меняйте конструкцию. Изменилось не ваше стремление, а условие контакта — гибка на воздухе против осадки — и это полностью меняет расчёт тоннажа.
Итак, когда радиус пуансона и ширина матрицы уже зафиксированы, что мешает этому фланцу длиной 1,000 дюйма сместиться на 0,035 по всей длине в десять футов?
Вставьте тот же лист толщиной 0,125 дюйма в матрицу и установите задний упор на 1,000 дюйм. Вы измеряете расстояние от осевой линии матрицы до упорных пальцев. Отлично.
Теперь проверьте свою матрицу: раскрытие 1,0 дюйм (V‑образное отверстие).
Вот ловушка. Минимальная длина фланца для стандартной V‑образной матрицы, как правило, должна превышать половину ширины раскрытия V. Для матрицы 1,0 дюйм это около 0,500 дюйма. Если длина меньше, материалу не на что опереться; он может провалиться в паз вместо чистой гибки.
Если по чертежу требуется фланец 0,400 дюйма, ваш задний упор может быть лазерно-точным, и всё равно будет провал. Лист наклонится или провалится в матрицу. Геометрия берёт верх над намерением.
Выравнивание заднего упора — это не просто установка числа. Это подтверждение, что это число физически поддерживается матрицей, выбранной на Шаге 1.
Теперь прижмите лист к пальцам упора и проверьте параллельность по всей ширине стола. Если ваш ползун и стол компенсированы (имеют бомбировку) правильно под рассчитанную нагрузку, проникновение будет равномерным. Если нет, центр может открыться на 1–3 градуса на длинных деталях. Это напрямую приводит к изменению длины фланца, потому что ошибка угла меняет проекционное измерение.
На фланце в 1 дюйм ошибка в один градус может сместить длину полки на несколько тысячных долей дюйма. На длине десять футов это уже заметно.
Настройка заднего упора без проверки ширины матрицы и бомбировки — всё равно что выравнивать передние колёса грузовика, игнорируя погнутую ось: цифры выглядят правильно, но машину всё равно ведёт в сторону.
[Правило ученика] Прежде чем доверять размеру заднего упора, убедитесь, что ширина матрицы поддерживает фланец, а бомбировка соответствует рассчитанной нагрузке по всей длине гиба. Всегда проверяйте это сначала на обрезках.
Вы выбрали геометрию. Вы установили упор. Теперь, наконец, можно гнуть — но как выставить угол без догадок?
Возьмите обрезок длиной 6 дюймов из того же материала. То же направление волокон. Та же толщина. Тот же инструмент. Сделайте одиночный воздушный гиб на 90°.
Измерьте его откалиброванным угломером. Допустим, он показывает 92°.
Эти два градуса — это пружинение, то есть упругая деформация после снятия нагрузки. Мягкая сталь может пружинить на 1–3 градуса при типичной воздушной гибке. Высокопрочные стали — ещё больше.
Не “подогибайте чуть‑чуть ещё”.”
Вместо этого запрограммируйте или установите целевое значение на 88°, если вам нужен окончательный угол 90°, потому что опыт — и ваши испытания — показывают, что этот материал возвращается на 2°. Вы намеренно выполняете перегиб, чтобы получить нужный результат после восстановления.
Вот где новички ошибаются: они сначала проверяют длинную деталь. При множественных параллельных изгибах следуйте правилу «сначала короткий фланец». Короткие участки труднее контролировать и они чаще мешают инструменту. Если вы настроите пружинение на длинном, лёгком фланце сначала, короткий позже может столкнуться или деформироваться.
Последовательность имеет значение.
Воздушное гибкое формование обычно имеет примерно ±1° внутреннего отклонения, даже на современных ЧПУ прессах. Если ваше допусковое значение более строгое, вам может потребоваться вдавливание с согласованным инструментом — и полный пересчёт усилия, чтобы остаться в пределах рейтингов инструмента.
На самом деле ему требовалась другая физика.
Коррекция пружинения — это контролируемое превышение хода, основанное на измеренном упругом восстановлении, а не на ощущении педали. Представьте это как настройку распределения тормозного усилия на тяжёлом грузовике: вы не нажимаете сильнее; вы пропорционально распределяете давление, чтобы обе оси работали предсказуемо.
[Правило ученика] Измерьте первый изгиб, рассчитайте коррекцию пружинения и изменяйте только одну переменную за раз; никогда не добивайтесь нужного угла «по ощущениям». Всегда проверяйте это сначала на отходах.
А что если чертёж требует фланец настолько короткий, что никакая регулировка угла не делает его возможным?
Представьте пластину толщиной 0,250 дюйма в V‑матрице с отверстием 2,0 дюйма. Половина отверстия V составляет 1,0 дюйм. На чертеже указан фланец 0,750 дюйма.
Когда пуансон опускается, пластина касается плечей матрицы. Но материал за линией изгиба — ваш предполагаемый фланец — короче опорного пролета. Ему некуда устойчиво опереться. Вместо чистого изгиба на 90° он стремится провернуться и скользнуть в паз.
Вы можете сильнее зажать. Увеличить усилие. Замедлить ход. Геометрия не меняется.
При стандартном воздушном гибе с этой матрицей такой фланец ниже устойчивого минимума. Это не проблема навыка. Это проблема опоры.
Теперь — и здесь тонкость имеет значение — есть исключения. Специализированный инструмент, например матрицы с узкими плечами или системы вращательного гиба, могут поддерживать более короткие фланцы. Вдавливание с острым пуансоном иногда может принудить геометрию при большем усилии. Но эти решения требуют повышенной нагрузки или специального оборудования и должны оцениваться с учётом пределов станка и инструмента.
Большинство прессов в мастерских не рассчитаны на героическое чеканение толстого материала.
Называть каждый короткий фланец “невозможным” — лениво. Называть каждый короткий фланец “возможным, если сильно давить” — опасно. Правильный вопрос: поддерживает ли выбранная ширина матрицы этот фланец физически, не превышая пределов инструмента или станка?
Это не мышление «через силу». Это инженерный контакт.
[Правило ученика] Если длина фланца меньше половины отверстия V, предположите, что стандартный воздушный гиб не сможет его поддержать, и пересмотрите инструмент или конструкцию до увеличения усилия. Всегда проверяйте это сначала на отходах.
Теперь вы видите закономерность: радиус пуансона выбирается по толщине, ширина матрицы — по устойчивым соотношениям, задний упор устанавливается в геометрические пределы, пружинение измеряется и компенсируется, а длина фланца проверяется относительно опоры матрицы. Всё это — не угадывание.
И как только вы сделали это один раз, следующий вопрос перестаёт быть “Как сильно ударить?” и становится “Подходит ли эта машина для работы?”
Вы спроектировали изгиб на бумаге. Ширина матрицы соответствует требованиям. Длина полки обеспечивается. Тоннаж на фут рассчитан.
Теперь главный вопрос: может ли ваша машина выдавать это усилие равномерно, многократно и без того, чтобы скрутиться в «крендель»?
Тип машины — это не вопрос престижа. Это вопрос контроля — насколько точно вы можете приложить рассчитанный тоннаж через выбранный инструмент и насколько стабильно вы сможете повторять это в течение смены, недели, года. Листогибочный пресс — как тормозная система у загруженного самосвала: педаль бесполезна, если гидролинии, главный цилиндр и тормозные диски не рассчитаны на нагрузку, которую вы пытаетесь контролировать.
Больше — не всегда лучше. Халтурная работа — всегда хуже.
Если убрать этот выбор из процесса, всё, что мы только что спроектировали, снова превратится в догадки. Так что давайте разберём, где каждый тип машины действительно подходит — и где он тихо саботирует вас.
Ручной сегментный листогиб — это не пресс. Это прижимная балка, которая вращается вокруг шарнира, чтобы согнуть тонкий лист.
Это имеет значение.
Здесь нет пуансона, проникающего в V-образную матрицу. Нет рассчитанной геометрии воздушного гиба. Нет контролируемого нижнего мёртвого положения. Вы зажимаете, тянете — материал деформируется по линии, заданной в основном давлением зажима и толщиной листа. Это ближе к тому, чтобы согнуть номерной знак на колене, чем к формированию контролируемой геометрии.
Так когда он «достаточно хорош»?
Когда ваш материал тонкий — лёгкий алюминий или мягкая сталь толщиной примерно до 16-го калибра. Когда ваши допуски допускают погрешность — плюс-минус пара градусов не испортят сборку. Когда детали небольшие, а полки широкие. Когда объём производства настолько мал, что усталость не проникнет в ваши руки и не исказит консистентность к десятой детали.
Скрытая проблема — не только прочность. Это повторяемость. Ручное перемещение между гибами вводит накопленную ошибку. К пятому гибу разница в полградуса становится заметной на последней полке. Это не потому, что вы слабы. А потому, что инструмент не даёт никакой опорной геометрии, кроме прижимной балки.
[Правило ученика] Если чертёж требует контролируемого внутреннего радиуса, строгого углового допуска или повторяемой многогибовой геометрии, ручной сегментный листогиб — физически неправильный инструмент для работы. Всегда тестируйте это на обрезках.
«Достаточно хорошо» — это мир простых коробок и лёгких крышек.
В момент, когда ваша конструкция зависит от рассчитанного контакта с матрицей, вы перерастаете этот инструмент.
Современный листогибочный пресс с ЧПУ может достигать допусков от изгиба к изгибу, которые кажутся невозможными для ручного оператора — иногда в пределах нескольких тысячных дюйма по расположению и одного градуса или меньше по углу — потому что он точно измеряет и контролирует положение хода каждый раз.
Это не магия. Это обратная связь.
Там, где ручной или простой гидравлический пресс полагается на ваше “чувство” нижнего положения, система ЧПУ контролирует глубину хода численно и может компенсировать упругое возвратное деформирование, регулируя переразжатие в измеренных шагах. Некоторые системы даже отслеживают прогиб и автоматически применяют систему компенсации (кроунинг). Это инженерная коррекция, а не интуиция.
Подумайте о системе ABS у грузовика: вместо того, чтобы надеяться, что ваша нога идеально дозирует давление на гравии, датчики пульсируют давление тысячи раз в секунду, так что сцепление остаётся предсказуемым. Та же нагрузка. Лучший контроль.
Так это перебор для новичка?
Если вы делаете одиночные кронштейны в гараже — да. Машина превзойдёт ваш процесс. Но если вы производите детали, которые должны быть взаимозаменяемыми — корпуса, компоненты шасси, всё, что имеет параллельные изгибы и укладывается в стопку — CNC здесь не про скорость. Речь идёт об устранении человеческой переменности при применении силы, которую мы уже рассчитали.
Вот неприятная правда: новичкам CNC приносит больше пользы, чем ветеранам. Машина обеспечивает стабильность, пока вы всё ещё учитесь вести себя с материалом.
[Правило ученика] Если ваш расчёт допуска зависит от постоянной глубины хода и повторяемого позиционирования отбойного упора, управление через программное обеспечение — это не роскошь, а страховка. Всегда проверяйте это сначала на исходном металлоломе.
Но управление без мощности — всё равно провал.
И это приводит нас к тому, что все ошибочно понимают.
Табличка с тоннажем на боку листогиба сообщает вам максимальную силу. Она не говорит о применимой точности по всей длине.
Вы рассчитали, например, 60 тонн для вашего изгиба. Хорошо. Но это по всей рабочей длине? При какой ширине матрицы? С каким прогибом? Лёгкая гидравлическая рама, работающая близко к заявленному пределу, может прогибаться в центре, открывая угол на градус-два на длинных деталях. Те же числа. Другой результат.
Жёсткость рамы, длина станины и возможность компенсации прогиба важны так же, как и чистая мощность.
Если большая часть вашей работы — алюминий толщиной 0,090 дюйма шириной до четырёх футов, массивный 300-тонный, 14-футовый листогиб — это впустую потраченный металл. Он никогда не будет работать в своём оптимальном диапазоне управления. Если вы планируете перейти на сталь толщиной четверть дюйма и десяти футов длины, ваш 40-тонный любительский листогиб станет обузой уже при первой попытке соответствовать реальному чертежу.
Мощность должна соответствовать вашим 80 процентам рабочей нагрузки с запасом — а не впритык — и иметь резерв для тех 20 процентов, что вас подталкивают.
Здесь также есть проверка на честность. Панельные гибочные машины могут значительно обогнать листогибы при массовом производстве плоских панелей, потому что они захватывают и формуют несколько изгибов за одну установку, но им сложно выполнять загибы кромок, ступенчатые изгибы и неперпендикулярную геометрию. Листогибы остаются универсальными рабочими лошадками для сложных деталей. Поэтому ваш путь роста зависит от того, что вы реально строите, а не от того, что выглядит впечатляюще в выставочном зале.
Покупать ради эго — дорого.
Покупать ради подходящей геометрии — это инженерное решение.
[Правило ученика] Выбирайте листогиб, чья заявленная мощность, рабочая длина и система управления значительно превышают ваши расчётные потребности для наиболее часто используемого материала — а не для самого тяжёлого гипотетического задания. Всегда проверяйте это сначала на исходном металлоломе.
Даже правильная машина имеет пределы.
И понимание того, когда вообще не использовать листогиб — это следующий урок, который вам предстоит освоить.
Вы прекращаете пытаться заставить листогиб работать в тот момент, когда геометрия детали перестаёт соответствовать движению пуансона, опускающегося в матрицу.
Это звучит очевидно. Но это не так. Я видел, как умные люди удваивали тоннаж, перепрограммировали ЧПУ и трижды меняли штампы, потому что “на бумаге” изгиб должен был закрыться. С чем они боролись, так это не с усилием. А с формой. Листогибочный пресс — это управляемая система пуансон-матрица, подобная тормозной системе нагруженного грузовика, спроектированной для передачи усилия через рассчитанные контактные поверхности, — и когда геометрия контакта исчезает, вы просто давите на металл, надеясь, что он послушается.
Вот единственное, что нужно запомнить: геометрия определяет работу станка раньше, чем тоннаж. Это неочевидно, потому что большинство цехов винит неудачу в “недостатке мощности” или “недостатке управления”. А им была нужна другая физика.
Так как же распознать этот момент заранее, а не после того, как вы испортили три заготовки?
Листогибочный пресс предполагает, что плоский материал лежит на V-образной матрице, поддерживаясь по двум линиям, а пуансон создаёт третью линию контакта. Три линии определяют изгиб. Это система.
Как только вы берёте трубу или трубку, вы теряете две из этих линий. Материал уже изогнут. Он не может лежать ровно в матрице. Контакт становится точечным и нестабильным, а стенка стремится овальной деформации, а не к чистому радиусу изгиба. Попытка гнуть трубу на листогибе — это как пытаться выпрямить арматуру в тисках: инструмент не ошибочный, он просто не предназначен для круглого сечения.
Вы, возможно, получите вмятину. Но не получите расчётную кривизну.
Отверстия и вырезы в плоском листе создают ту же проблему, только более скрытую. Матрица ожидает непрерывную опору под линией изгиба. Сделайте вырез слишком близко или пробейте отверстие в зоне изгиба — и вы ослабите поперечное сечение именно там, где пиковое напряжение. Пуансон давит вниз, напряжение концентрируется у края выреза, и появляются трещины. На чертеже написано “простой 90”. Геометрия сказала “разрыв”.”
Теперь спросите себя: если контактная поверхность нарушена или изогнута ещё до начала, вы всё ещё работаете с системой пуансон-матрица?
[Правило ученика] Если ваш материал не может лежать ровно и полностью поддерживаться на плечах матрицы по всей длине изгиба, вы просите пресс сделать работу другого станка. Всегда проверяйте это сначала на обрезке.
Но плоский лист ведь всё ещё плоский лист, верно?
Вот где путаются ученики. Малые радиусы и многократные изгибы коробок выглядят сложно, поэтому они думают, что пресс — неправильный инструмент.
Всё наоборот.
Листогибочный пресс показывает себя лучше всего, когда нужно контролировать внутренний радиус, повторяемый угол и одинаковую длину полки на десятках или сотнях деталей. Обработка в нижней точке или чеканка — когда пуансон заглубляется глубже, заставляя материал принять заданный радиус — уменьшают упругий отскок и повышают точность. Это расчётный контакт. Это как затягивать головку цилиндра калиброванным ключом вместо того, чтобы гадать усилие ломом: вы управляете конечным положением, а не просто прикладываете силу.
Но и здесь есть границы.
Минимальная длина полки имеет значение. Если полка слишком короткая, чтобы перекрыть достаточную часть раскрытия матрицы, деталь наклоняется, изгибается или мнётся. Матрица не может её поддержать. Вы будете весь день гоняться за точным углом и винить станок. Реальная проблема в том, что полка не даёт матрице достаточно «площади» для работы.
А затем появляются закрытые коробки.
Вы гнёте три стороны. Четвёртая выглядит простой на экране. На практике ранее загнутые полки сталкиваются с телом пуансона или с рамой станка, прежде чем последний изгиб можно будет закрыть. Иногда можно использовать пуансоны «гусинная шея» или ступенчатую оснастку, но внутри каждого пресса существует физический «конверт». Когда деталь выходит за его пределы — всё, вы закончили. Ни одно обновление ПО не изменит глубину горла или рабочий зазор.
Так что золотая зона — это точная геометрия плоского листа, которая может физически проходить через рабочее пространство станка, не сталкиваясь с ним.
Что приводит к настоящему вопросу: если геометрия противоречит этому диапазону, к чему вы прибегнете вместо этого?
Если определяющей особенностью детали является кривизна по всей длине — непрерывная дуга, а не одна линия гиба — победит прокатная машина. Прокатные валы поддерживают материал постепенно и распределяют деформацию на расстояние. Пресс‑гибочный станок концентрирует усилие в одной линии. Принудительное формирование большого радиуса на гибочном станке методом пошагового гиба возможно, но это приблизительный метод. Это как пытаться обработать вал до круглой формы напильником; можно приблизиться, но сам процесс работает против точности.
Если деталь выполнена из круглого проката или трубы, используйте ротационный трубогиб или трубогиб с оправкой. Эти инструменты поддерживают внутренний диаметр, чтобы предотвратить его сжатие, одновременно протягивая материал вокруг формующей матрицы. Поддержка следует за кривой. Пресс‑гибочный станок не может это сделать, так как его поддержка неподвижная и линейная.
Если вам нужно многократно замыкать маленькие плотные швы на тонких деталях, специализированный точечный или листовой гибочный станок может превзойти пресс‑гибочный, так как инструмент идеально соответствует этому одному движению. Меньше регулировок. Меньше накопленных ошибок.
Схема принятия решения проста, но нужно быть достаточно дисциплинированным, чтобы использовать её:
Если на любой из этих вопросов вы ответили “нет”, перестаньте пытаться спасти работу силой.
[Правило ученика] Когда геометрия требует распределенной поддержки, внутренних оправок или непрерывной кривизны, выбирайте машину, построенную вокруг этой системы поддержки — а не ту, что уже закреплена у вас на полу. Всегда проверяйте это сначала на обрезках.
Жёсткое ограничение — это не прочность. Это геометрия контакта.
Когда вы это увидите, вы перестанете спрашивать: “Справится ли гибочный станок?” и начнёте спрашивать: “Вообще эта деталь подходит для системы пуансон‑матрица?”


















