

彼は4フィートのアルミパネルをベンチバイスで固定し、手動式「ショップベンダー」のハンドルに2本の延長パイプ(チーターバー)を差し込んでいた。最初の曲げはうまくいったように見えた。2回目の曲げで、パネルがクランプからずれ、中央がたわんだかと思うと、跳ね上がって彼の前腕を直撃した。.
彼はもっとテコの原理が必要だと考えた。.
彼に必要だったのは、異なる物理学だった。.
あなたはチューブで曲げ方を学んだはずだ。誰もがそうする。パイプベンダーは丸い断面を掴み、ダイスで支えながら、制御された半径で転がす。材料は四方を拘束されている。荷重は曲線に沿ってかかる。.
平らな板材には、そのような贅沢はない。.
クランプして引っ張るタイプの工具で36インチ幅のパネルを曲げようとすると、力は幅全体に不均一に伝わる。端が先に動き、中央が遅れる。その遅れこそが、トラックの車軸でリーフスプリングが解放されるかのように、アルミを跳ね上げさせる原因なのだ。.
[見習いの鉄則] 材料がねじれる可能性があるなら、それは曲がる前に必ずねじれる。.
必ず最初に端材でテストすること。.
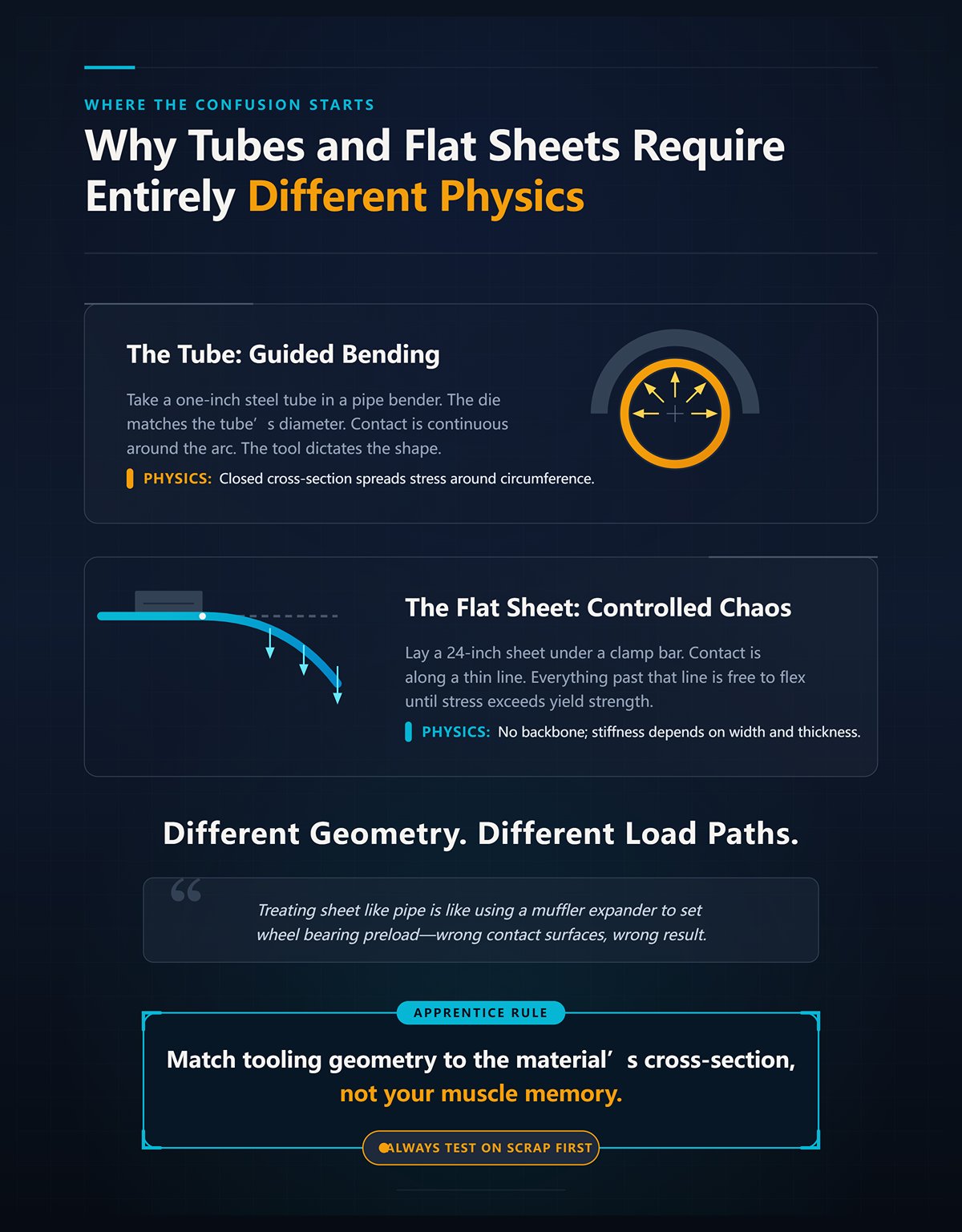
パイプベンダーに1インチの鋼管をセットするとしよう。ダイスはチューブの直径に合っている。円弧全体で接触が継続する。工具が形状を決定するのだ。.
次に、クランプバーの下に24インチの板材を置いてみる。接触しているのは細い線状の部分だけだ。その線より先はすべて、応力が降伏強度を超えるまで自由にたわむ。それはガイドされた曲げ加工ではない。制御されたカオスである。.
チューブは閉じた断面構造のため、応力を円周全体に分散させて変形に抵抗する。平らな板材にはそのような背骨がない。その剛性は幅と厚みに依存し、幅が広いと飛び込み板のように振る舞う。.
形状が違えば、荷重経路も違う。.
板材をパイプのように扱うのは、マフラーエキスパンダーを使ってホイールベアリングのプリロードを調整するようなものだ。接触面が間違っていれば、結果も間違ったものになる。.
[見習いの鉄則] 筋肉の記憶ではなく、材料の断面形状に合わせて工具を選べ。.
必ず最初に端材でテストすること。.
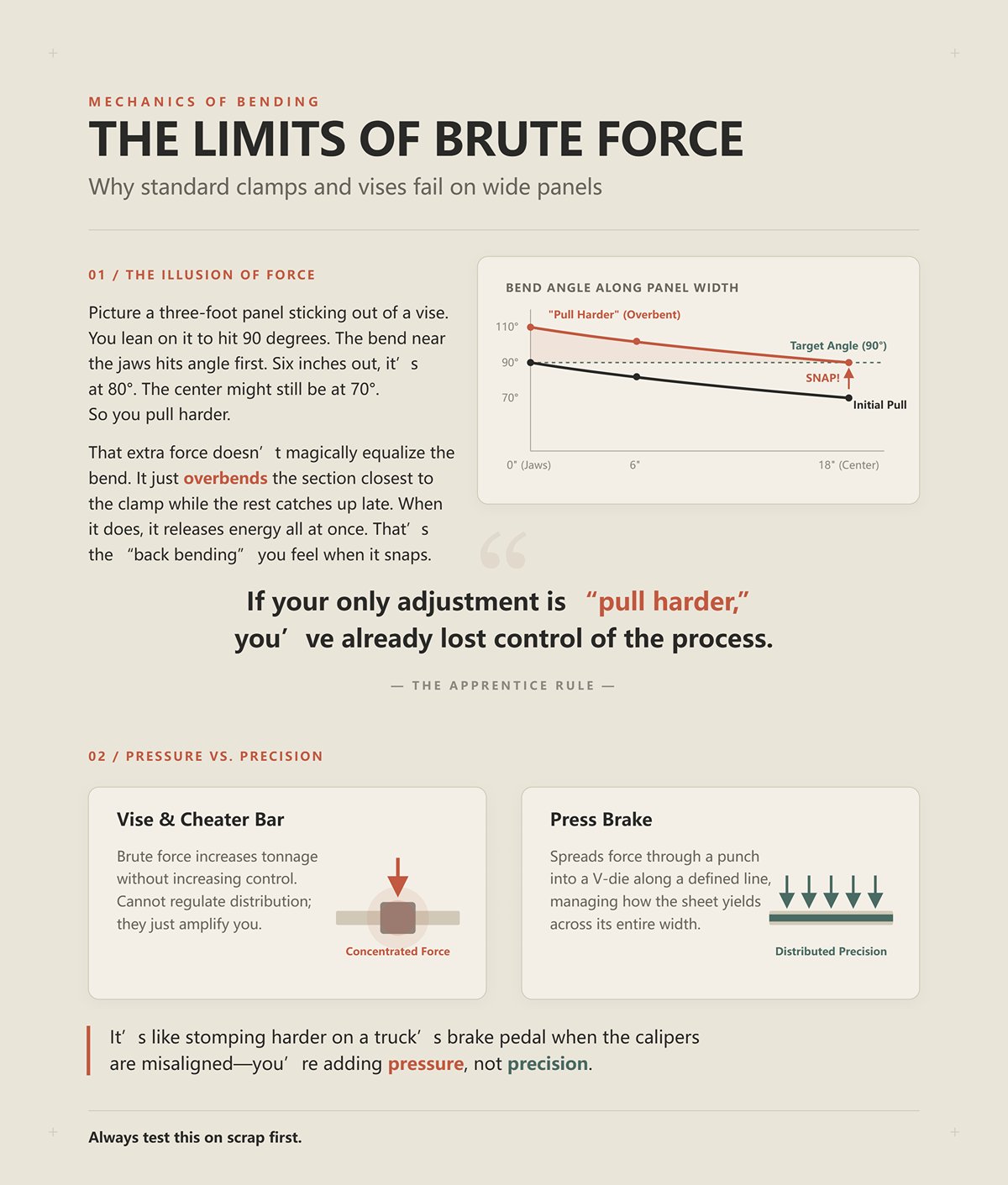
バイスから3フィートのパネルが突き出ている様子を想像してほしい。90度にするために体重をかける。ジョーに近い部分はすぐに角度がつく。6インチ先では80度。中央はまだ70度かもしれない。そこで、さらに強く引く。.
その余分な力は、魔法のように曲げを均一にはしてくれない。クランプに近い部分を過剰に曲げ、残りの部分が遅れて追いつくだけだ。追いついた瞬間にエネルギーが一気に解放される。それこそが、パネルが跳ね上がったときに感じる「バックベンディング(逆しなり)」の正体だ。.
力任せの作業は、制御性を高めることなくトン数(圧力)を増大させるだけです。プレスブレーキは、パンチを介してVダイへと力を特定の線に沿って分散させ、板材全体がどのように降伏するかを管理します。万力や延長パイプ(チーターバー)では、その分散を調整することはできず、ただ力を増幅させるに過ぎません。.
それは、ブレーキキャリパーがずれているトラックでブレーキペダルを強く踏み込むようなものです。圧力を加えているだけで、精度を高めているわけではありません。.
[見習いの鉄則] 唯一の調整方法が「もっと強く引く」ことであるなら、すでにプロセスの制御を失っています。.
必ず最初に端材でテストすること。.
「折る(フォールド)」と言うのはやめましょう。その言葉はあなたを惑わせます。.
あなたは洗濯物を畳んでいるのではありません。パンチをダイに押し込み、制御された軸に沿って材料を降伏点まで強制的に変形させ、スプリングバック(荷重を取り除いた後に金属が元の形状に戻ろうとする性質)を考慮しているのです。その戻りは測定され、予測され、補正されるものです。.
工場が精度を追求する際、つまりスナップフィットのタブや噛み合うパネル、留め具なしで組み立てられる部品を作る際、彼らは力任せに曲げているのではありません。すべての曲げが千分の一インチ単位で収まるように幾何学を設計しているのです。それは、腕力や希望に頼るのではなく、適合した金型を通じて力を加えることで初めて実現します。.
認識の転換とはこういうことです。パワーが精度を生むのではなく、幾何学が精度を生むのです。.
そして一度そのことに気づけば、本当の疑問は「どれだけ強く引けるか」ではなくなります。.
「パンチとダイが実際にどのようにその力を制御しているか」が重要になるのです。.
1/8インチの軟鋼板を1インチのVダイにセットし、半径0.060インチのパンチをデプスゲージが0.500インチを示すまで降下させます。ダイから取り出した角度は90度になります。圧力設定には触れません。下側のダイを1.5インチのV開口部に交換し、同じ深さまで押し込みます。.
角度はおよそ94度まで開きます。.
同じ材料。同じパンチ。同じ機械。異なる幾何学、異なる結果。では、万力のように金属を締め付けているのではないとすれば、実際には何をしているのでしょうか?
接触点に注目してください。.
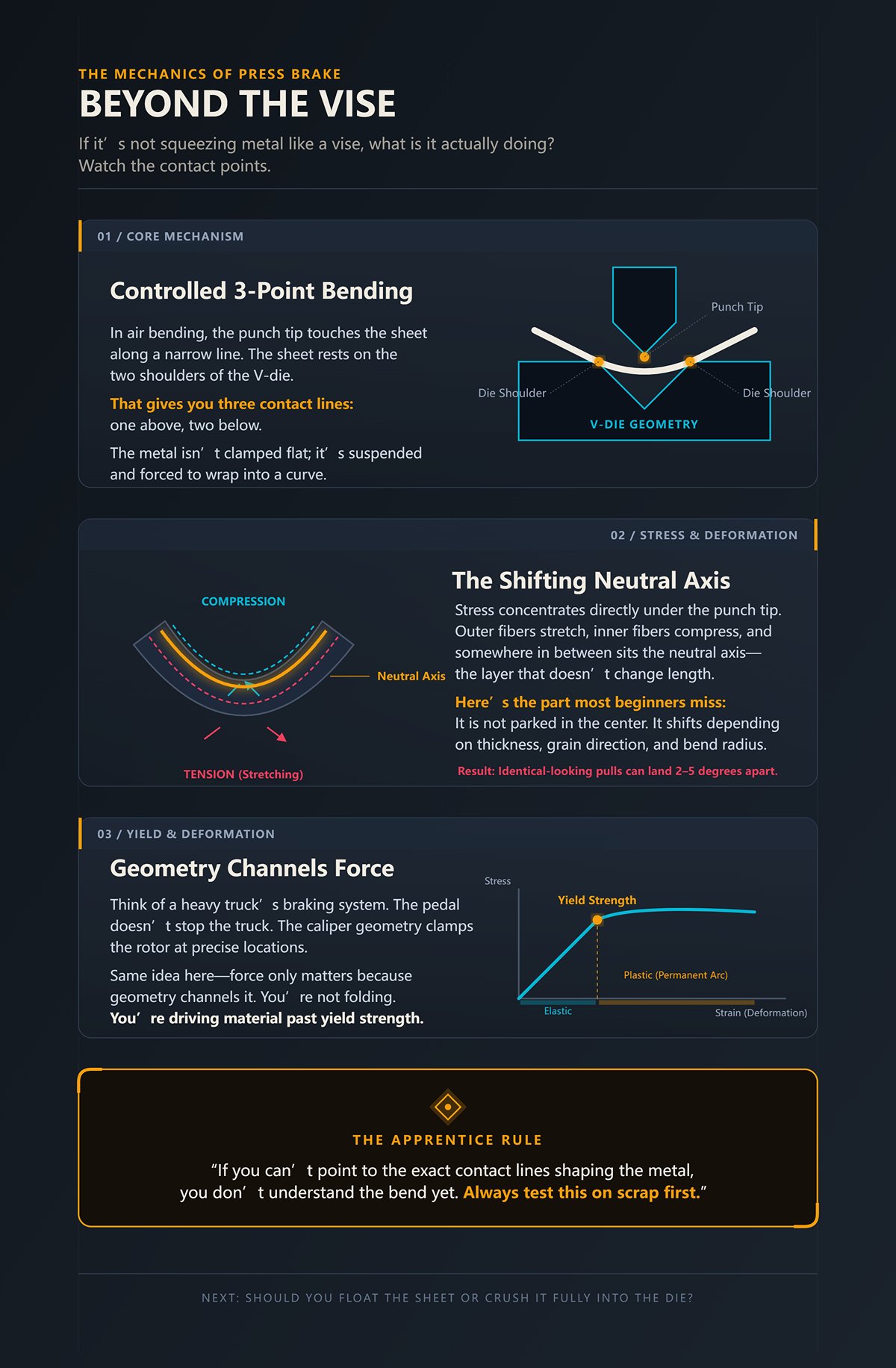
プレスブレーキにおいて、パンチの先端は板材に細い線状で接触します。エアーベンディング(空曲げ)では、板材はVダイの2つの肩に乗っています。これにより、上側に1本、下側に2本の計3本の接触線が生まれます。これらの線の間の金属は平らにクランプされているわけではなく、宙に浮いた状態で、パンチの降下に伴って曲線を描くように強制されます。.
これは万力の顎のような圧縮ではありません。制御された3点曲げなのです。.
応力はパンチ先端の直下に集中します。パンチが押し込まれると、板材の外側の繊維は伸び(引張)、内側の繊維は圧縮され、その中間に中立軸が存在します。これは長さが変化しない層のことです。初心者の多くが見落とすのは、この中立軸が厚み、繊維方向、曲げ半径によって移動するということです。それは塗装された線のように常に中心にあるわけではありません。.
この移動こそが、エアーベンディングにおいて材料の挙動を考慮しなければ、見た目が同じような曲げであっても2〜5度の誤差が生じる理由です。.
大型トラックのブレーキシステムを想像してみてください。ペダルそのものがトラックを止めるわけではありません。キャリパーの形状がローターを正確な位置で挟み込み、力を制御された摩擦へと変換しているのです。パッドの形状と配置が、その力がどのように分散されるかを決定します。これと同じ考え方です。力とは、形状がそれを導くからこそ意味を持つのです。.
ですから、「折る」のではありません。パンチの半径とダイの幅によって設定された定義済みの円弧に沿って、材料を降伏点(永久変形)を超えて押し込んでいるのです。.
[見習いの鉄則] 金属を成形している正確な接触線がどこか指摘できないのであれば、まだ曲げ加工を理解しているとは言えません。必ず最初に端材でテストしてください。.
しかし、それが3点曲げであると理解できれば、次の疑問がすぐに浮かぶはずです。シートをそれらの点の間で浮かせたままにするべきか、それともダイの中に完全に押し潰すべきか。
14ゲージの軟鋼を例にとります。標準的な板厚の8倍のVダイ比(0.075インチの材料に対して約1インチのVダイ)を用いたエアベンディングでは、90度にするために1フィートあたり約15〜20トンの圧力が必要になるかもしれません。これをボトミング(パンチで材料をV溝の奥まで完全に押し込む方法)に切り替えると、その圧力は1フィートあたり60〜100トンにまで跳ね上がることがあります。.
4倍から8倍の負荷です。.
なぜでしょうか?ボトミングは外側の繊維を降伏させるだけではないからです。曲げゾーンのほぼ全体をダイの角度に合わせて塑性変形させます。もはや深さ制御によって角度を形成しているのではなく、ダイの形状をシートに刻み込んでいるのです。.
ボトミングは通常±0.5度の精度を維持します。エアベンディングは、補正を行わない限り±2度前後になることが一般的です。これを聞くとボトミングが初心者の味方のように思えるかもしれません。.
しかし、伸び限界を超えてしまい、0.040インチのアルミ板を割ってしまうまでは。.
ボトミングはより厳しい角度公差を実現しますが、許容範囲を排除してしまいます。板厚のわずかな変化、木目方向の違い、圧力の急上昇などが、その高い負荷によって増幅されてしまうからです。薄い板や柔らかい合金は妥協しません。引き裂かれてしまいます。.
一方、エアベンディングは、ダイの幅に対するパンチの深さを制御することで角度を形成します。シートは3点でのみ接触します。必要な圧力は少なく、適応性は高まります。しかし、角度は材料の特性の一貫性と正確な深さ制御に大きく依存するようになります。.
初心者にとって、エアベンディングは制御を教えてくれます。ボトミングは推測を罰します。.
それは、下り坂でブレーキ圧を調整することと、ペダルを床まで踏み込んでABSが助けてくれることを祈ることの違いです。前者は「感覚」を養い、後者は「完璧さ」を前提としています。.
[見習いの鉄則] まずはエアベンディングを学んでください。力任せの圧力に頼るのではなく、深さ、ダイの幅、材料の反応を理解することを強制されるからです。必ず最初に端材でテストしてください。.
しかし、エアベンディングには無視できない別の問題があります。パンチの深さをほとんど変えていないのに、なぜVダイの幅を広げるだけで仕上がりの角度が変わってしまうのでしょうか?
| トピック | 詳細 |
|---|---|
| 質問 | エアベンディング対ボトミング:初心者が最も制御しやすいのはどちらの方法でしょうか? |
| 材料の例 | 14ゲージ軟鋼(厚さ0.075インチ) |
| エアベンディングの設定 | 標準的な板厚の8倍のVダイ比(約1インチのVダイ) |
| エアベンディングのトン数 | 90°に曲げるために1フィートあたり約15~20トン |
| ボトミング(底突き)のトン数 | 1フィートあたり約60~100トン |
| 荷重の差 | ボトミングは4~8倍の荷重が必要 |
| 荷重が高くなる理由 | ボトミングは金型の角度に合わせるため、曲げゾーンのほぼ全体を塑性変形させるため |
| 成形メカニズム | エアベンディング:深さ制御によって角度を形成、ボトミング:金型の形状を板材に刻印 |
| 角度精度 | ボトミング:±0.5°、エアベンディング:補正なしでは通常±2° |
| ボトミングのリスク | 高い荷重により、板厚のばらつき、圧延方向の違い、トン数の急上昇が拡大される |
| 材料の感受性 | 薄板や軟質合金(例:0.040インチのアルミニウム)は、伸びの限界を超えると割れる可能性がある |
| 許容度 | ボトミング:許容度が低い、エアベンディング:適応性が高い |
| 板材の接触点 | エアベンディングは板材の3点で接触する |
| 制御要因(エアーベンディング) | 一貫した材料特性と精密な深さ制御に依存する |
| 学習への影響 | エアーベンディングは制御を教え、ボトミングは推測を許さない |
| 例え | エアーベンディング:下り坂でのブレーキ圧の調整、ボトミング:ペダルを強く踏み込みABSに頼ること |
| 見習いのルール | まずエアーベンディングを学び、深さ、ダイ幅、材料の反応を理解すること |
| ベストプラクティス | 必ず最初に端材でテストすること |
| オープンクエスチョン | パンチの深さがほとんど変わらないのに、Vダイを広げると仕上がりの角度が変わるのはなぜか? |
0.125インチの鋼板を、材料厚の8倍である1インチ幅のVダイにセットする。90度に曲げ、内側の半径を測定すると、およそ0.160インチ前後になる。.
次に、同じ板を12倍のダイ、つまり1.5インチ幅のダイに入れる。パンチ半径は同じ。目標角度も同じ。.
内側の半径は大きくなり、必要なパンチ深さは変化し、スプリングバックも増大する。.
なぜ?
ダイの幅は、下側の接触点がどれだけ離れているかを決定するためである。V字が広いほど、板は支持点の間でより長い距離を渡ることになる。これにより、深さあたりの曲げの厳しさが軽減され、より大きな内側半径が生成される。半径が大きくなると応力集中が減り、荷重を取り除いた後の材料の弾性回復量が変わる。.
「V開口部は材料厚の8〜12倍」という昔からの現場のルールは、必要なトン数、内側半径、割れのリスクのバランスを取るために存在する。ダイが狭すぎるとトン数が急増し、外側の繊維が裂けるリスクがある。ダイが広すぎると、半径と角度のばらつきが大きくなる。.
これは応力分布を決定する幾何学の問題である。あなたは2つのダイ肩の間のレバーアームを選択していることになる。そのレバーアームが、パンチの力がどのように曲げモーメント(実際に板を曲げる回転力)に変換されるかを定義する。.
レバーアームを変えればモーメントが変わり、モーメントが変われば角度が変わる。.
ブルドーザーのトラック幅を調整することを想像してみてください。スタンスを広げると、シャーシを介した荷重の伝わり方が変わります。エンジンは同じでも、ジオメトリが異なれば、挙動も変わるのです。.
[見習いの鉄則] Vダイは、まず厚さと材質に基づいて選んでください。角度はそこから決まるものであり、ペダルを強く踏み込むことで決まるものではありません。必ず最初に端材でテストしてください。.
これであなたも加工職人の考え方ができるようになりました。しかし、完璧なV比率であっても、教科書通りのパンチ形状であっても、ラムが上がった瞬間に90度が82度に開いてしまうことがあります。.
4140合金鋼の帯材をエアベンドで90度に曲げます。ラムを解放します。.
100度に戻ってしまいます。.
これは間違いではありません。弾性回復です。.
金属を曲げる際、厚みの外側部分だけが永久変形します。内側部分はまだ弾性範囲内にある可能性があり、荷重が取り除かれると元の形状に戻ろうとします。4140のような降伏強度の高い材料は、軟鋼よりも永久変形に抵抗します。そのため、エアベンドでは10度以上もスプリングバックすることがあります。.
理想的な8〜12倍のVダイ比率であってもです。.
だからこそ、経験豊富なオペレーターは意図的にオーバーベンドを行います。4140で90度が必要で、10度のスプリングバックが予想されるなら、80度まで曲げます。勘ではなく、テストと記録に基づいて行うのです。.
初心者が失敗するのはここです。スプリングバックは、多工程曲げ部品における誤差を増幅させます。最初の曲げで2度ずらし、2回目で不適切な補正をすると、タブの合わせ目が許容範囲をすぐに超えてしまいます。ジオメトリが可能性を決め、材料の降伏強度がそれを無視すれば結果を台無しにします。.
これは、積載した車両でブレーキバランスを誤って設定するようなものです。システムは機能しますが、減速時の荷重移動がすべてを変えてしまいます。その変化を無視すれば、制御できていると思っていたところでスリップしてしまいます。.
スプリングバックとは、荷重経路が消えたときに放出される蓄積された弾性エネルギーです。その放出を計算に入れておかなければ、「完璧な」ジオメトリも役に立ちません。.
[見習いの鉄則] 量産部品を加工する前に、必ず材料と厚さごとにスプリングバックを実験的に確認してください。必ず最初に端材でテストしてください。.
そして、ジオメトリが応力経路を定義し、スプリングバックが補正を定義することを理解すると、次の厳しい真実が浮かび上がります。
機械自体が曲げの全長にわたって均一に力を加えられない場合はどうなるのでしょうか?
10フィートのプレスブレーキで、1/4インチの軟鋼を90度に曲げようとする現場を見たことがあります。端部は角度が出ましたが、中央部は3度近く開いたままでした。オペレーターは圧力を上げました。2回目の曲げで、端部は曲がりすぎ、中央部はまだ足りず、ラムが上がったとき、パネルは浅いカヌーのような形になっていました。.
機械が全長にわたって均一なトン数を加えられないと、ラムがたわみます。鋼鉄製のフレームは伸びます。ベッドの中央部は端部よりも有効な力がかかりません。5フィートを超えるような長い曲げ加工では、中型のプレスブレーキで中央に0.010〜0.020インチの垂直方向のたわみが見られることがあります。わずかな数値に聞こえるかもしれませんが、エアベンドにおける角度は貫入深さで制御されていることを忘れないでください。数千分の1インチの貫入差が、角度誤差となって現れるのです。.
パワーを上げても、そのジオメトリは修正されません。むしろ悪化させることが多いのです。荷重がかかるとたわむ構造体に、無理やり力を注ぎ込んでいるだけなのですから。.
重いトラックが下り坂でブレーキをかける様子を想像してください。荷重がかかってフレームがねじれているときに、ペダルを強く踏み込んでも車体は真っ直ぐになりません。ただ車輪が不均一にロックされるだけです。.
ですから、トン数を検討し始める前に、そのトン数が実際に何と戦っているのかを理解する必要があります。.
厚さ0.250インチ、長さ10フィートの軟鋼を、適切なサイズのVダイでエアベンドする場合を考えます。標準的なエアベンドの推定式「P ≈ 650 × S² × L / V」を用いると、その長さで約150〜170トンという数値になります。この計算式は、エアベンド、ダイ比8倍、そして安全率を前提としています。.
ここで、材料だけを同じ厚さのステンレス鋼に変えてみましょう。.
必要なトン数は約1.5倍に跳ね上がります。厚くなったからではありません。外側の繊維を永久変形させるために必要な応力である「引張強さ」が高いためです。厚さは断面係数、つまり曲げに対する幾何学的な抵抗を決定します。引張強さは、材料がどれだけ降伏しにくいか(頑固さ)を決定します。.
厚さは「てこの原理」であり、強さは「性質」です。.
初心者はゲージ表に固執し、降伏強さを無視しがちです。その結果、高張力合金に対してパワー不足になったり、柔らかいアルミニウムに対して過剰なパワーをかけたりすることになります。アルミニウムの場合、同じ厚さの軟鋼の約0.55倍のトン数で済むことがあります。「念のため」と高めに見積もっても、精度が上がるわけではありません。むしろ金型やフレームにストレスをかけるだけです。.
ここで罠にはまります。その計算式はエアベンドを前提としているからです。もし同じ1/4インチの板をボトムベンドやコイニングで無理やり小さな内側半径に曲げようとすれば、トン数は4倍に跳ね上がり、10フィートで600トンを超える可能性があります。厚さも長さも同じです。曲げ加工の方法が違うだけです。変わったのは板ではなく、接触状態なのです。.
彼に必要だったのは、異なる物理学だった。.
【見習いのルール】トン数は厚さ、引張強さ、長さ、ダイ幅、そして加工方法に基づいて計算し、厚さだけで判断してはいけません。必ず最初に端材でテストしてください。.
しかし、計算が完璧であっても、長い曲げ加工では中央部が広がってしまうことがあります。なぜでしょうか?
クラウニング機能のない機械で6フィートの曲げ加工を行ってみてください。両端と中央で角度を測定します。荷重に応じて、中央部が1〜3度ほど開き気味になるのが一般的です。これはトン数によるラムとベッドのたわみです。.
鋼材は弾性範囲内ではフックの法則に従います。つまり、応力はひずみに比例します。あなたのブレーキプレス(曲げ機)のフレームは巨大なバネのようなものです。荷重がかかると、中央部が上に反ります。フレームがサイドハウジングで支えられている端部ではパンチが深く食い込みますが、中央部は浮いてしまうのです。.
クラウニングとは、意図的に逆反りを作る機能です。機械的なウェッジや油圧システムを使って、ストローク中またはストローク前にベッドの中央を押し上げ、荷重がかかったときに全体が平らになるようにします。つまり、機械自体のたわみを打ち消すために、あらかじめ予圧をかけているのです。.
クラウニングがないと、オペレーターは間違った方法で補正しようとします。トン数を上げてしまうのです。すると、構造が最も硬い端部から先に食い込みが深くなり、中央部は依然として不足したままになります。圧力で角度を追いかけようとして、結局、端部は曲げすぎ、中央部は開いたままという結果に終わります。.
これはトラックのブレーキパッドを不均一にシム調整するようなものです。ペダルを踏む力を強めても接触は均一にならず、きつい部分が過熱するだけです。.
現在のデジタル制御装置は、余弦補正、材料係数、安全率などを考慮し、±2%の精度を達成することもあります。しかし、クラウニングが正しく設定されていなければ、完璧なトン数計算であってもフレームのたわみは無視されてしまいます。補正を伴わない計算は、解決策の半分に過ぎません。.
【見習いのルール】5フィートを超える曲げ加工では、圧力を調整する前に必ずクラウニングを設定してください。補正値は推測ではなく、計算されたトン数に合わせてください。必ず最初に端材でテストしてください。.
そして、それを無視して力を上げ続けた場合、最初に壊れるのはどこでしょうか?
それは板材ではない。.
エアベンド用に設計されたダイで厚板をボトムベンディングしたために、分割パンチが半径方向に真っ二つに割れたのを見たことがある。機械は「十分な大きさ」だったが、金型はそうではなかった。.
金型には1フィートあたりのトン数定格がある。これを超えると、パンチ先端やダイ肩部にかかる接触応力が硬化鋼の限界を超える。マイクロクラック(微細な亀裂)が発生し、ある日、油圧の作動音の代わりに鋭い破裂音が響く。そして、あなたは超硬チップを掃き集めることになる。.
仮に金型が無事だとしても、ラムベアリングとサイドフレームが過剰な負荷を吸収する。繰り返される過負荷はタイロッドを伸ばし、平行度を狂わせる。こうして、機械に恒久的な不正確さを組み込んでしまうことになる。.
パワーを上げても精度は買えない。負荷経路における最も弱いリンクを尊重しなければ、摩耗を加速させるだけだ。.
ブルドーザーのブレードを全開で岩盤に突っ込ませることを想像してほしい。エンジンは耐えられるかもしれないが、カッティングエッジと取り付けピンがダメージを受ける。.
【見習いのルール】パンチとダイの1フィートあたりのトン数定格を絶対に超えてはならない。プレス機よりも先に工具が破損するのが常だ。必ず最初に端材でテストすること。.
では、最初のストロークを行う前に、その罠を避けるにはどうすればよいか?
推測ではなく、書き出した4つの入力項目から始めること:
軟鋼のエアベンドには、ダイ幅に合わせて調整した標準的な推定値を使用する。材料係数を適用する(ステンレスなら約1.5倍、アルミニウムなら約0.55倍)。20%の安全マージンを加えるが、金型の定格内に収めること。.
ボトムベンディングやコイニングを行う場合は、それに応じて倍率を掛けること。エアベンドの数倍のトン数が必要になる。これは選択肢ではなく、接触面積の増加と全厚にわたる塑性変形による物理法則である。.
次に、サイクルを開始する前に以下の2点を確認する:
CNC制御装置内の最新の推定機能は、コサイン角の補正や安全率の計算を、手計算よりも速く正確に行う。これらを活用すること。ただし、出力値が金型の1フィートあたりのトン数制限を守っているか、また長い曲げ加工に対してクラウニングが有効になっているかを必ず確認すること。.
その数値を書き出すこと。機械の定格および工具の定格と比較する。それから初めて板材をセットする。.
曲げ加工の精度は、建物内で最大の油圧ポンプを所有することではなく、計算された力を適合する形状を通じて加えることから生まれる。次回は、鋼材が降伏する前に計算、金型、機械のすべてが一致するように、最初の曲げ加工をセットアップする方法を順を追って説明する。.
かつて私が指導したある若者が、10フィートの11ゲージ軟鋼板をプレスブレーキまで運び、適当な1/2インチのVダイをクランプし、目分量で90度に曲げて「最初の曲げはうまくいった」と言いました。フランジを測定すると、左端が1.000インチ、中央が0.965インチ、右端が1.015インチでした。角度も全長にわたって1.5度ずれていました。彼は何も壊してはいませんでしたが、正しいトン数の計算の上に、3つの小さなセットアップミスを積み重ねていたのです。.
機械は、幾何学的な指示通りに正確に動作しただけです。.
鋼材が降伏する前に、力とクラウニングを計算しなければならないことはすでにご存知でしょう。今から学ぶのは、金型の形状とバックゲージの位置は、足がペダルにかかる前に選択しておかなければならないということです。なぜなら、パンチが板材に触れた瞬間、物理法則が支配し、それは交渉の余地がないからです。プレスブレーキを、荷物を積んだセミトレーラーのエアブレーキシステムのように考えてください。ペダルの踏み込み具合は重要ですが、ブレーキシューとドラムが適合していなければ、真っ直ぐに止まることはできません。.
溝(トラブル)に落ちないためのワークフローを以下に示します。.
0.125インチ(1/8インチ)の軟鋼板をベンチに置きます。内側半径が約0.125インチのきれいな90度の曲げを作りたいとします。最初の直感は、その鋭い角を「強制的に」作るために、手元にある最小のVダイをつかむことかもしれません。.
落ち着け。.
エアベンディングにおいて、内側半径はパンチの先端によって決まるのではありません。主にV開口幅によって制御されます。軟鋼における一般的な経験則は以下の通りです。
したがって、0.125インチの材料の場合、1.0インチのVダイ(8倍)が一般的です。これにより、約0.16インチの内側半径が得られます。カミソリのように鋭くはありませんが、予測可能です。.
ここで、それを無視して0.375インチのVダイ(厚さの3倍)を選び、0.06インチの半径を追いかけたとします。すると2つのことが起こります。
金型のガイドラインでは、一般的なエアベンディングにおいて、厚さの約5倍より狭くしないよう警告しています。それ以下になると、安定した予測可能なエアベンディングの範囲から外れます。ボトム荷重に近づき、金型に過度の負荷をかけることになります。.
パンチが割れるのは、そのような理由からです。一度の無謀な曲げではなく、1フィートあたりのトン数定格を超えた過負荷を繰り返すことで割れるのです。.
【見習いのルール】まず材料の厚さと成形方法に基づいてV開口幅を選択してください。力ずくで鋭い角を追いかける前に、幾何学的に得られる半径を受け入れましょう。必ず最初に端材でテストしてください。.
図面で板厚以下の鋭い内側半径が指定されている場合、小さなVダイで「ごまかす」ことはできません。その荷重に対応した金型でボトム曲げを行うか、それに対応したサイズの機械でコイン曲げを行うか、あるいは設計を変更する必要があります。変わったのはあなたの野心ではなく、接触条件(エアベンディングかボトム曲げか)であり、それによってトン数の計算が完全に変わるのです。.
では、パンチ半径とダイ幅が固定されたら、10フィートにわたって1.000インチのフランジが0.035インチもずれるのを防ぐにはどうすればよいでしょうか?
同じ0.125インチの板をダイにスライドさせ、バックゲージを1.000インチに設定します。ダイの中心線からゲージフィンガーまでの距離を測定しています。これでよし。.
次にダイを確認してください。1.0インチのV開口です。.
ここに落とし穴があります。標準的なVダイの最小フランジ長は、一般的にV開口幅の半分を超えなければなりません。1.0インチのVダイの場合、それは約0.500インチです。これより短いと、材料が支えられるしっかりとした面がなく、きれいに成形されずに溝の中に落ち込んでしまう可能性があります。.
図面で0.400インチのフランジが指定されている場合、バックゲージをレーザー並みの精度で設定しても失敗します。板が傾くか、ダイの中に崩れ落ちてしまうからです。幾何学は意図に優先します。.
バックゲージの調整は、単に数値を設定することではありません。その数値が、ステップ1で選択したダイによって物理的にサポート可能であることを確認することです。.
次に、板をゲージフィンガーに直角に当て、ベッド全体で平行であることを確認します。ラムとベッドが計算されたトン数に対して正しくクラウニング(たわみ補正)されていれば、貫入は均一になります。そうでなければ、長い部品では中央が1〜3度開いてしまう可能性があります。これはフランジ長のばらつきに直結します。角度の誤差が投影寸法を変化させるからです。.
1インチのフランジでは、1度の角度誤差で脚の長さが数千分の数インチずれることがあります。10フィート(約3メートル)の長さになれば、それは目に見える誤差となります。.
ダイの幅とクラウニングを確認せずにバックゲージを設定するのは、車軸が曲がっているのに前輪の調整をするようなものです。数値は正しく見えても、車はまっすぐ走りません。.
[見習いのルール] バックゲージの寸法を信頼する前に、ダイの幅がフランジを支えられるか、そしてクラウニングが曲げ全長にわたる計算上の荷重と一致しているかを確認すること。必ず最初に端材でテストしてください。.
形状を選び、ストッパーを設定しました。いよいよ曲げ加工ですが、勘に頼らずにどうやって角度を合わせるのでしょうか?
同じ材料の6インチの端材を用意します。木目(圧延方向)も同じ、厚みも同じ、工具も同じものを使います。90度のエアベンドを1回行います。.
校正済みの角度計で測定します。仮に92度だったとします。.
その2度はスプリングバック、つまり荷重を取り除いた後の弾性回復です。軟鋼の場合、一般的なエアベンドでは1〜3度のスプリングバックが発生します。高張力鋼はさらに大きく跳ね返る可能性があります。.
「もう少しだけ押し込む」ようなことはしないでください。“
その代わりに、最終的に90度が必要であれば、ターゲットを88度にプログラムまたは設定します。経験とテストの結果から、この材料は2度スプリングバックすることがわかっているからです。回復後に仕様通りになるよう、意図的にオーバーベンドさせるのです。.
初心者がつまずくのはここです。最初に長い部品でテストしてしまうのです。複数の平行な曲げがある場合は、「最短フランジから先に」というルールに従ってください。短い脚は制御が難しく、工具と干渉する可能性が高いためです。もし長い簡単なフランジで先にスプリングバックを調整してしまうと、後で短いフランジが衝突したり歪んだりする可能性があります。.
順序が重要です。.
エアベンドは、最新のCNCプレスブレーキであっても、通常約±1度の固有のばらつきがあります。それよりも厳しい公差が必要な場合は、適合する工具を使用したボトミング(底突き)が必要になるかもしれません。その際は、工具の定格内に収まるようトン数を完全に再計算してください。.
彼に必要だったのは、異なる物理学だった。.
スプリングバックの補正は、ペダルの感触ではなく、測定された弾性回復に基づいた制御されたオーバートラベル(過剰送り)です。大型トラックのブレーキバランス調整のようなものだと考えてください。強く踏み込むのではなく、両方の車軸が予測通りに機能するように圧力を配分するのです。.
【見習いのルール】最初の曲げを測定し、スプリングバックの補正量を計算し、一度に1つの変数のみを変更すること。感覚だけで角度を追いかけてはいけません。必ず最初に端材でテストしてください。.
しかし、図面が要求するフランジが短すぎて、どれだけ角度を微調整しても不可能な場合はどうすればよいでしょうか?
2.0インチのVダイに0.250インチのプレートを置くことを想像してください。V開口部の半分は1.0インチです。図面には0.750インチのフランジが指定されています。.
パンチが下降すると、プレートはダイの肩部に接触します。しかし、曲げ線より外側の材料(意図したフランジ部分)は、支持スパンよりも短くなっています。安定して載る場所がないのです。きれいな90度に成形される代わりに、回転して溝の中に滑り込もうとします。.
クランプ力を強めることも、トン数を増やすことも、ストロークを遅くすることもできます。しかし、形状は変わりません。.
そのダイを使用した標準的なエアベンディングでは、そのフランジは安定した最小値以下です。これはスキルの問題ではなく、支持の問題です。.
さて、ここからが重要なニュアンスですが、例外もあります。狭い肩幅のダイや回転曲げシステムなどの特殊な工具を使用すれば、より短いフランジを支持できます。鋭利なパンチによるボトミング(底突き)であれば、より高いトン数で形状を強制できる場合もあります。しかし、それらの解決策にはより高い負荷や特殊な装置が必要であり、機械や工具の定格に対して評価されなければなりません。.
ほとんどの現場のプレス機は、厚い材料に対して無理なコイン加工を行うようには設計されていません。.
すべての短いフランジを「不可能」と呼ぶのは怠慢です。すべての短いフランジを「強く押せばできる」と呼ぶのは危険です。正しい問いは、「選択したダイ幅が、工具や機械の限界を超えずに物理的にこのフランジを支持できるか?」です。
それは力任せの考え方ではありません。エンジニアリングに基づいた接触の考え方です。.
【見習いのルール】フランジの長さがV開口部の半分未満である場合、標準的なエアベンディングでは支持できないと想定し、より多くの力を加える前に工具や設計を再評価してください。必ず最初に端材でテストしてください。.
これでパターンが見えてきたはずです。板厚からパンチ半径を選び、安定した比率からダイ幅を選択し、幾何学的な限界内でバックゲージを設定し、スプリングバックを測定して補正し、ダイの支持に対してフランジ長を確認する。これらはすべて推測ではありません。.
そして一度これを実行すれば、次の問いは「どれだけ強く叩くか?」ではなく、「これはその仕事に適した機械か?」に変わります。“
紙の上で曲げのエンジニアリングは完了しました。ダイ幅は確認済み。フランジ長は支持可能。フィートあたりのトン数も計算済みです。.
さて、真の問いはこれです。あなたの機械は、その力を均一に、繰り返し、そして機械自体がねじれることなく発揮できるでしょうか?
機械の種類は自慢するためのものではありません。それは制御の問題です。つまり、選択した工具を通じて計算されたトン数をどれだけ正確に適用できるか、そしてシフト、1週間、1年を通じてどれだけ一貫して繰り返せるかということです。プレスブレーキは、積載したダンプトラックのブレーキシステムのようなものです。油圧ライン、マスターシリンダー、ローターが制御しようとする負荷に合わせてサイズ設定されていなければ、ペダルは役に立ちません。.
大きいことが常に良いわけではありません。精度が低いことは常に悪です。.
この判断をプロセスから除外すれば、私たちがエンジニアリングしてきたすべてが、再び推測へと逆戻りしてしまいます。それでは、それぞれのタイプが実際にどこに適合し、どこで密かに失敗を招くのかを見ていきましょう。.
手動式フィンガーブレーキはプレスブレーキではありません。ヒンジを中心に回転するクランプリーフで薄い板材を折り曲げるための道具です。.
これは重要な点です。.
パンチがVダイに食い込むこともなければ、計算されたエアベンドの幾何学もありません。下死点の制御もありません。クランプして引く、ただそれだけで、材料は主にクランプ圧力と板厚によって決まる線に沿って降伏します。これは制御された幾何学形状を成形するというよりは、車のナンバープレートを膝の上で曲げる作業に近いものです。.
では、いつなら「十分」なのでしょうか?
材料が薄い場合(16ゲージ未満の軽量アルミや軟鋼など)です。公差が許容できる場合(数度の誤差が組み立てに影響しない場合)です。部品が小さく、フランジが十分に確保されている場合です。また、生産量が少なく、疲労が手に蓄積して10個目以降の部品で一貫性が損なわれることがない場合です。.
隠れた問題は強度だけではありません。再現性です。曲げ作業のたびに手動で位置を合わせるため、誤差が積み重なります。5回目の曲げを行う頃には、最後のフランジで0.5度のずれが目に見えて現れます。それはあなたの力が弱いからではなく、この工具がクランプバー以外に基準となる幾何学形状を提供していないからです。.
【見習いの心得】図面で管理された内側半径、厳しい角度公差、または再現性のある多段階曲げが求められる場合、手動式フィンガーブレーキはその作業に適した物理的構造を備えていません。必ず最初に端材でテストしてください。.
「十分」が通用するのは、単純な箱や軽量なカバーの世界です。.
設計がエンジニアリングされたダイの接触に依存するようになった瞬間、それは手動式ブレーキの限界を超えています。.
現代のCNCプレスブレーキは、手動操作では不可能に思えるような曲げ精度を実現できます。位置決めでは数千分の数インチ、角度では1度以内の誤差に収めることも可能です。これは、ストローク位置を毎回正確に測定・制御しているからです。.
これは魔法ではありません。フィードバックの結果です。.
手動式や基本的な油圧式ブレーキが作業者の「感覚」で下死点を判断するのに対し、CNCシステムはラムの深さを数値で制御し、測定された増分でオーバートラベルを調整することでスプリングバックを補正します。たわみを監視し、自動的にクラウニングを適用するシステムさえあります。これは直感ではなく、エンジニアリングによる補正です。.
トラックのアンチロック・ブレーキシステム(ABS)を想像してください。砂利道で足によるブレーキ操作を完璧に調整しようとする代わりに、センサーが1秒間に数千回圧力を調整することで、トラクションを予測可能な状態に保ちます。負荷は同じでも、制御はより優れています。.
では、初心者にとってそれは過剰な装備でしょうか?
ガレージで1点物のブラケットを作っているだけなら、その通りです。機械の性能があなたのプロセスを上回ってしまいます。しかし、互換性が必要な部品(エンクロージャー、シャーシ部品、平行に曲げが重なるものなど)を製造する場合、CNCの価値は速度ではなく、計算済みの力のかけ方から人的なばらつきを排除することにあります。.
ここで耳の痛い真実をお伝えします。ベテランよりも初心者の方が、CNCの恩恵を大きく受けられます。材料の挙動を学んでいる最中であっても、機械が一貫性を強制してくれるからです。.
【見習いの心得】公差の積み重ねがラムの深さの一貫性とバックゲージの再現性に依存する場合、ソフトウェア制御は贅沢品ではなく、保険です。必ず最初に端材でテストしてください。.
しかし、能力(キャパシティ)を伴わない制御は、結局のところ失敗に終わります。.
そして、ここからが誰もが勘違いしている部分です。.
ブレーキ(プレスブレーキ)の側面に貼られたトン数のステッカーは、最大荷重を示しているに過ぎません。全長にわたって使用可能な精度を示しているわけではないのです。.
例えば、曲げ加工に60トンが必要だと計算したとします。それはそれで結構です。しかし、それは全作業長にわたってのことでしょうか?ダイの幅はどれくらいでしょうか?たわみはどうでしょうか?定格限界近くまで負荷をかけた軽量フレームの油圧ブレーキは、中央部がたわみ、長い部品では角度が1〜2度開いてしまうことがあります。数値は同じでも、結果は異なるのです。.
フレームの剛性、ベッドの長さ、そしてクラウニング(たわみ補正)能力は、単純なトン数と同じくらい重要です。.
もし作業の大部分が幅4フィート(約1.2m)未満の0.090インチ(約2.3mm)のアルミニウムであるなら、巨大な300トン、14フィート(約4.2m)のブレーキは鉄の塊の無駄遣いです。その機械が最適な制御範囲で稼働することは決してないでしょう。もし将来的に10フィート(約3m)の4分の1インチ(約6.35mm)の鋼材を扱う予定があるなら、その40トンのホビー用ブレーキは、実際の図面通りに加工しようとした瞬間に足かせとなります。.
能力は、80パーセントのワークロードに余裕を持って適合させるべきであり、ギリギリであってはなりません。残りの20パーセントの負荷がかかる作業に対しても、ヘッドルーム(余力)を持たせておく必要があります。.
ここには正直な自己評価も必要です。パネルベンダーは、一度の段取りで複数の曲げを保持して成形できるため、大量生産のフラットパネル加工ではプレスブレーキを劇的に上回る速度を発揮しますが、ヘミング加工、オフセット加工、非垂直な形状の加工には苦戦します。プレスブレーキは、複雑な部品のための汎用性の高い主力機械であり続けます。つまり、成長の道筋は、ショールームで見栄えが良いものではなく、実際に何を製造するかによって決まるのです。.
見栄のために購入するのは高くつきます。.
適合する形状のために購入するのはエンジニアリングです。.
[見習いのルール] 定格トン数、作業長、制御システムが、最も重い架空の仕事ではなく、最も一般的な材料に対する計算上のニーズを十分に上回るプレスブレーキを選びなさい。常にまずはスクラップでテストすること。.
適切な機械であっても限界はあります。.
そして、プレスブレーキをまったく使わないべき時を知ることが、次に学ぶべき教訓です。.
部品の形状が、ダイに下降するパンチと一致しなくなった瞬間、プレスブレーキで無理に加工しようとするのはやめるべきです。.
当たり前のことに聞こえるかもしれませんが、そうではありません。私は、賢い人たちが「計算上は」曲げられるはずだという理由で、トン数を倍にし、CNCを再プログラムし、ダイを3回も交換するのを見てきました。彼らが戦っていたのは力ではなく、形状でした。プレスブレーキは制御されたパンチ・ダイシステムであり、設計された接触面を通じて力を加えるように設計されたトラックのブレーキシステムのようなものです。接触形状が失われたとき、あなたは単に金属を押し回しているだけであり、それが言うことを聞くことを期待しているに過ぎません。.
一つだけ覚えておくべきことは、トン数よりも先に形状が機械を決定するということです。多くの現場が失敗の原因を「パワー不足」や「制御不足」のせいにしているため、これは直感に反するかもしれません。彼らが必要としていたのは、異なる物理学でした。.
では、3枚のブランク材を傷物にしてしまう前に、その瞬間をどのように見極めればよいのでしょうか?
プレスブレーキは、Vダイの上に置かれた平らな素材を前提としており、2本の線で支えられ、パンチが3本目の接触線を作ることで成り立っています。3本の線が曲げを定義する。これがシステムです。.
チューブやパイプを持ち込んだ瞬間、その線のうち2本を失います。材料はすでに湾曲しており、ダイの中に平らに収まることはできません。接触は点荷重となり不安定になり、壁面はきれいな半径を形成する代わりに楕円形になろうとします。チューブをブレーキ曲げしようとするのは、万力で鉄筋を真っ直ぐにしようとするようなものです。ツールが間違っているのではなく、円形の断面用に設計されていないだけなのです。.
へこみはできるかもしれませんが、設計通りの曲げ形状にはなりません。.
平板に穴や切り欠きがあると、より静かな形で同じ問題が発生します。金型は、曲げ線の直下に連続した支持面があることを前提としています。切り欠きを曲げ線に近づけすぎたり、曲げゾーンに穴を開けたりすると、応力が集中する断面が弱くなってしまいます。パンチが押し下げられると、切り欠きの端に応力が集中し、亀裂が発生します。図面には「単純な90度」とあっても、形状は「破断」を意味しているのです。“
ここで自問してみてください。接触面が最初から壊れていたり湾曲していたりする場合、それはまだパンチ・ダイシステムを操作していると言えるのでしょうか?
[見習いの心得] 材料が金型の肩全体に平らに置かれ、曲げ長さ全体を完全に支持できないのであれば、それはプレスブレーキに別の機械の仕事をさせようとしているのと同じです。必ず最初に端材でテストしてください。.
しかし、平板はあくまで平板ですよね?
見習いが混乱するのはここです。小さな半径や多段曲げの箱形状は複雑に見えるため、プレスブレーキは不適切なツールだと決めつけてしまうのです。.
実際はその逆です。.
プレスブレーキが真価を発揮するのは、制御された内側半径、再現性のある角度、そして数十から数百個の部品にわたる一貫したフランジ長さが必要な場合です。ボトミングやコイニング(パンチを深く押し込み、材料を定義された半径に強制的に合わせる加工)は、スプリングバックを抑え、公差を厳しくします。これが「設計された接触」です。それは、ブレーカーバーで当てずっぽうに締めるのではなく、校正されたトルクレンチでシリンダーヘッドを締めるようなものです。単に力を加えるのではなく、最終的な位置を制御しているのです。.
しかし、ここにも限界はあります。.
最小フランジ長さは重要です。フランジが短すぎて金型の開口部を十分にカバーできない場合、部品は傾いたり、ねじれたり、押しつぶされたりします。金型が支えきれないからです。一日中角度のバラつきを追いかけて機械のせいにすることになりますが、真の問題は、フランジが金型を機能させるための十分な面積を提供していないことにあります。.
次に、閉じた箱形状についてです。.
3辺を曲げた後、4辺目は画面上では簡単に思えます。しかし実際には、最後の曲げを完了させる前に、すでに成形されたフランジがパンチ本体や機械のフレームに干渉してしまいます。グースネックパンチやステージングツールを使用することで解決できる場合もありますが、すべてのプレスブレーキには物理的な限界(エンベロープ)が存在します。部品がその限界を超えて大きくなれば、それ以上は加工できません。ソフトウェアのアップデートで喉深さやオープンハイトが変わることはないのです。.
つまり、プレスブレーキの真骨頂とは、機械の作業空間内で干渉することなく物理的に移動できる、精密な平板形状の加工にあるのです。.
そうなると、真の問いはこうなります。形状がその限界と衝突する場合、代わりに何を使うべきでしょうか?
部品の決定的な特徴が、単一の曲げ線ではなく、長手方向の湾曲(連続した円弧)であるなら、ロール機に軍配が上がります。ロールは材料を段階的に支持し、変形を距離全体に分散させます。プレスブレーキは1本の線に力を集中させます。プレスブレーキでバンプ曲げ(多段曲げ)を行って大きな半径を強制的に作ることは可能ですが、それは近似に過ぎません。ヤスリでシャフトを真円に削ろうとするようなもので、近づくことはできても、プロセス自体が精度を損なう方向に働きます。.
部品が丸棒やチューブであれば、ロータリードローベンダーやマンドレルチューブベンダーを使用してください。これらのツールは、成形金型の周囲に材料を引き込む間、内径を支持して潰れを防ぎます。支持が曲線に追従するからです。プレスブレーキの支持は静止しており直線的であるため、これを行うことはできません。.
薄板部品の小さくタイトな継ぎ目を繰り返し閉じる必要がある場合は、専用のスポットベンダーやリーフ式ベンダーの方が、その一つの動作に特化しているため、プレスブレーキよりも優れた性能を発揮することがあります。調整が少なく、積み重なる誤差も少なくなります。.
判断の枠組みは単純ですが、それを使いこなすには規律が必要です。
これらのいずれかに「いいえ」と答える場合は、トン数でその作業を解決しようとするのはやめてください。.
[見習いのルール] 形状的に分散支持、内部マンドレル、または連続的な曲率が必要な場合は、すでに床に固定されている機械ではなく、その支持システムを中心に構築された機械を選択してください。必ず最初にスクラップでテストしてください。.
限界は強度ではありません。接触形状です。.
それがわかれば、「ブレーキ(曲げ機)で対応できるか?」と問うのをやめ、「この部品はそもそもパンチ・ダイシステムに適しているのか?」と問い始めるはずです。“


















