

Er schob die 3/16‑Zoll‑Platte unter die Klemme, wie er es in Videos gesehen hatte, stemmte sein ganzes Gewicht auf den Hebel und lächelte, als sich das Metall zu bewegen begann. Das Lächeln verschwand, als sich die Seitenplatten bogen und nie wieder ganz rechtwinklig wurden.
Diesen Blick habe ich schon öfter gesehen, als ich zählen kann.
Du glaubst, du hättest eine kleine Version des großen Eisens aus einer Fabrik gekauft. Tatsächlich hast du jedoch ein ganz anderes Werkzeug gekauft, das für einen ganz anderen Einsatz gebaut wurde.
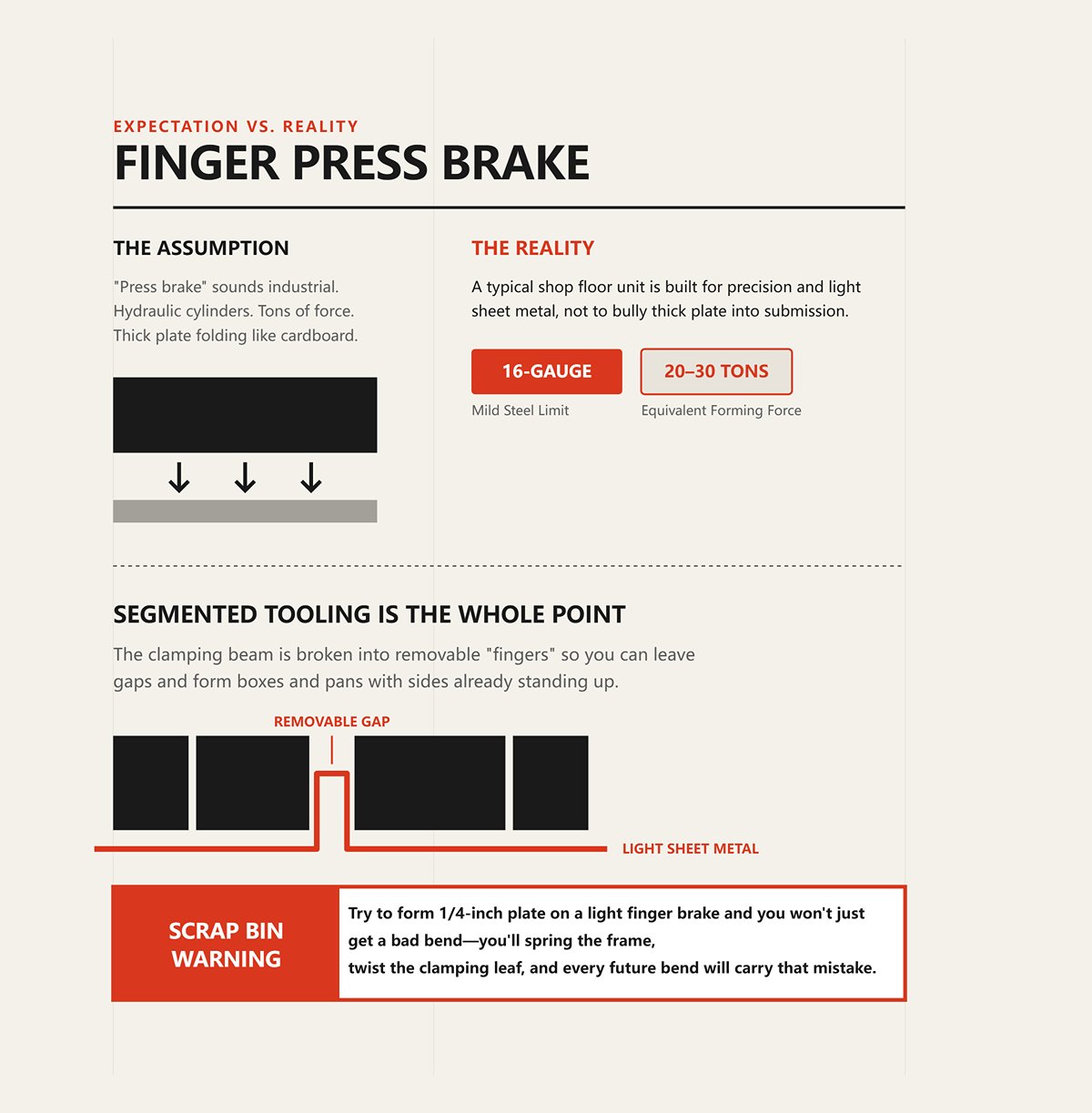
“Abkantpresse” klingt industriell. Hydraulikzylinder. Tonnenweise Kraft. Dicke Platten, die sich wie Pappe biegen lassen.
Eine Finger-Abkantpresse in einer typischen Werkstatt ist ausgelegt für 16‑Gauge Baustahl bei vielleicht 20–30 Tonnen äquivalente Biegekraft über die gesamte Breite – und das ist großzügig gerechnet für viele manuelle Geräte. Der Spannbalken ist in abnehmbare “Finger” unterteilt, sodass man Lücken lassen kann, um Kisten und Wannen zu formen. Dieses segmentierte Werkzeug ist der ganze Zweck.
Sie ist dafür gebaut, dünnes Blech in Formen mit bereits stehenden Seiten zu biegen, nicht dafür, dicke Platten zu bezwingen.
Warnung für die Schrottkiste: Versuchst du, eine 1/4‑Zoll‑Platte auf einer leichten Finger-Abkantpresse zu formen, bekommst du nicht nur einen schlechten Biegevorgang – du wirst den Rahmen verziehen, das Spannblatt verdrehen, und jeder zukünftige Biegevorgang wird diesen Fehler in sich tragen.
Wenn es also keine Mini-Fabrikmaschine ist, warum fühlt sich diese Annahme überhaupt so selbstverständlich an?
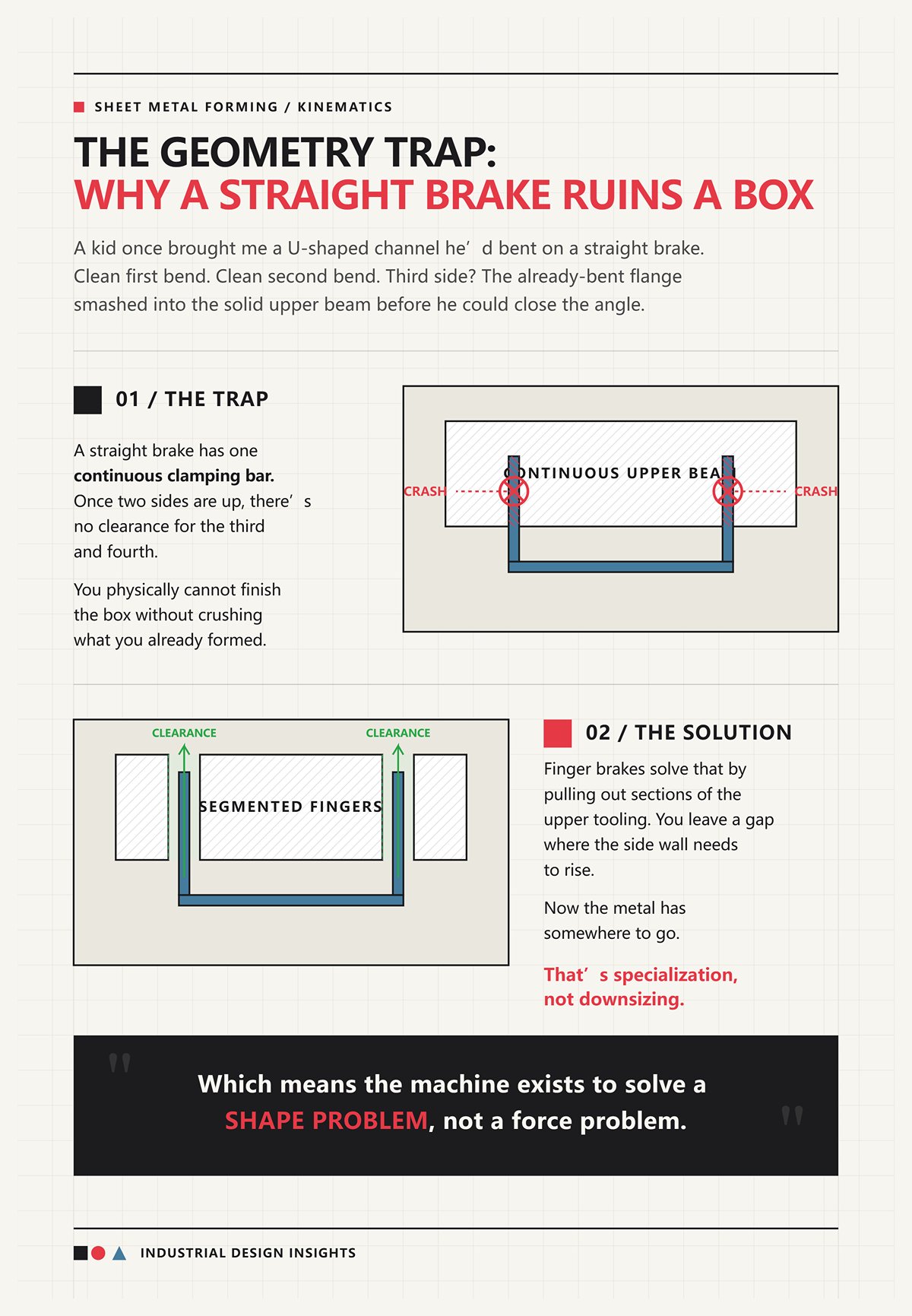
Ein Junge brachte mir einmal einen U‑förmigen Kanal, den er auf einer geraden Abkantpresse gebogen hatte. Sauberer erster Bogen. Sauberer zweiter Bogen. Dritte Seite? Der bereits gebogene Flansch stieß gegen den massiven oberen Balken, bevor er den Winkel schließen konnte.
Das ist die Geometriefalle.
Eine gerade Abkantpresse hat einen durchgehenden Spannbalken. Sobald zwei Seiten hochstehen, gibt es keinen Platz für die dritte und vierte. Du kannst die Box physisch nicht fertigstellen, ohne das bereits geformte Teil zu zerquetschen.
Finger-Abkantpressen lösen das, indem sie Abschnitte des oberen Werkzeugs herausnehmen. Du lässt eine Lücke dort, wo die Seitenwand hochstehen muss. Jetzt hat das Metall einen Platz, wohin es gehen kann. Das ist Spezialisierung, nicht Verkleinerung.
Das bedeutet, die Maschine existiert, um ein Formproblem zu lösen, nicht ein Kraftproblem.
Ich habe gehört, wie Lieferanten sie “kompakte Abkantpressen” nennen. Dieser Ausdruck pflanzt dir einen Gedanken ein: kleinere Maschine, gleiche Aufgabe.
Aber die Tonnage-Grenze in meiner Werkstatt ist real. Ich habe gesehen, wie erwachsene Männer sich in einen Hebel lehnten, als könnten sie ihn einfach durchdrücken.
Eine hydraulische Abkantpresse skaliert, indem sie Zylinder und Rahmenmasse hinzufügt. Eine Fingerbiegemaschine skaliert, indem sie Komfort für komplexe Arbeiten mit dünnem Blech hinzufügt. Das sind unterschiedliche Konstruktionsprioritäten. Die eine jagt Kraft und Wiederholbarkeit – 600 Biegungen pro Stunde in einer Produktionszelle. Die andere jagt Zugang und Flexibilität – Einzelstücke, Sonderanfertigungen, empfindliches Blech, bei dem man öfter die Finger wechselt als die Materialstärke.
Wenn du glaubst, sie sei nur “kompakt”, treibst du sie über ihre Grenze hinaus. Wenn du verstehst, dass sie spezialisiert ist, nutzt du sie dort, wo sie glänzt – und sonst nirgendwo.
Die Veränderung, die ich in deinem Kopf will, ist einfach: Hör auf zu fragen, wie viel Kraft sie hat, und fang an zu fragen, welche Geometrie sie freiräumen soll.
Letzten Winter sah ich einen Jungen versuchen, die vierte Seite eines kleinen Elektrogehäuses fertigzustellen. Die ersten drei Biegungen sahen sauber aus. Bei der letzten hatte der bereits geformte Flansch keinen Platz, berührte den massiven Balken und knitterte wie eine Getränkedose.
Das ist der Moment, in dem die meisten Leute endlich die richtige Frage stellen: Wenn Kraft nicht das Maß ist, was entscheidet eigentlich, was diese Maschine bewältigen kann?
Du beginnst nicht mit der Tonnage. Du beginnst mit dem Freiraum.
Eine Fingerbiegemaschine existiert, um ein Problem zu lösen: Wie biegt man vier Seiten einer Box, wenn drei bereits aufstehen? Alles an ihrer Anatomie verweist auf dieses Geometrieproblem. Das segmentierte Oberwerkzeug, der Spannbalken, das lange manuelle Biegeblatt – nichts davon dient dazu, eine industrielle Presse zu verkleinern. Es geht darum, Raum zu schaffen, wo eine gerade Biegemaschine keinen hat.
Und sobald du das siehst, hören die Grenzen auf, mysteriös zu wirken, und beginnen, strukturell zu erscheinen.

Zieh drei Finger aus dem oberen Balken und lass eine 2‑Zoll‑Lücke in der Mitte. Schiebe nun ein Blech so hinein, dass die zwei stehenden Flansche in diesen leeren Taschen sitzen. Wenn du spannst und das Biegeblatt anhebst, dreht sich das Metall in den freien Raum, statt gegen massiven Stahl zu stoßen.
Das ist der ganze Trick.
Die Finger sind keine kräftigen Stempel, die Material in eine Matrize treiben sollen. Sie sind einfach modulare Spannblöcke. Ihre Aufgabe ist es, das Blech flach zu halten und dir zu ermöglichen, zu wählen, wo Metall aufsteigen darf. Jeder Finger schafft eine kontrollierte “Kein‑Stahl‑Zone” über dem Werkstück, sodass geformte Seiten ohne Hindernis vorbeipassen können.
Stell dir vor, du formst eine 10×10×3‑Zoll‑Pfanne aus 16‑Gauge Baustahl. Bei einer geraden Biegemaschine kollidiert die dritte Seite physisch mit der durchgehenden Spannleiste, sobald zwei 3‑Zoll‑Seiten aufstehen. Bei einer Fingerbiegemaschine entfernst du die Abschnitte, wo diese Seiten sitzen. Die Maschine wird nicht stärker. Sie wird intelligenter in Bezug auf Raum.
Deshalb verfehlt die Aussage “sie hat Finger, also muss sie vielseitig sein” den Punkt. Die Finger erweitern nicht die Kapazität für Materialstärke. Sie erweitern die geometrische Möglichkeit.
Warnung für den Schrottbehälter: Lässt du zu wenige Finger unter einer breiten Platte, konzentriert sich der Spannungsdruck auf schmale Punkte – du prägst Spannabdrücke in weiches Aluminium oder lässt das Blech während der Biegung verrutschen, wodurch sowohl Oberfläche als auch Winkel ruiniert werden.
Also wenn die Finger das Metall nicht in Form drücken, was tun sie dann eigentlich?
Eine Abkantpresse treibt einen Stempel in eine Matrize. Das Material wird in eine V-Öffnung gedrückt. Die Kraft fließt vertikal durch einen starren Rahmen, der für eine bestimmte Tonnage ausgelegt ist. Deshalb sieht man Angaben wie 50, 100, 200 Tonnen – die gesamte Struktur ist darauf ausgelegt, diese Last ohne Durchbiegung zu widerstehen.
Eine Schwenkbiegemaschine drückt nicht. Sie spannt und dreht.
Sie klemmen das Blech zwischen dem oberen Spannbalken und dem Bett fest. Dann schwingt das untere Blatt nach oben und nimmt den freien Teil des Blechs mit. Die Biegung entsteht entlang der Kante der Klemmung, die als Drehlinie wirkt. Es gibt keine Matrizenhöhlung, die die Biegung von unten unterstützt. Die Maschine bringt das Material durch Hebelwirkung zum Nachgeben, nicht indem sie es in Form presst.
Dieser Unterschied ist wichtig, wenn man die Materialgrenzen betrachtet.
Die meisten manuellen Schwenkbiegemaschinen sind realistisch gesehen komfortabel bei Blechstahl mit 16 bis 18 Gauge über die gesamte Breite. Einige schwere Modelle werben mit bis zu 1/8 Zoll (3,2 mm) Blechstahl, aber diese Angabe sinkt schnell bei Edelstahl oder hochfesten Legierungen, da die Streckgrenze steigt und Ihre Hebelwirkung nicht. Eine Abkantpresse kann dies durch Erhöhung der Tonnage ausgleichen. Eine Schwenkbiegemaschine kann das nicht; ihre Seitenrahmen und Drehbolzen werden zum schwachen Glied.
Der Rahmen biegt sich, bevor der Stahl nachgibt.
Warnung für den Schrottbehälter: Versuchen Sie, 1/8 Zoll Edelstahl über die volle Breite einer leichten manuellen Biegemaschine zu biegen, und Sie werden nicht nur Rückfederung erhalten – Sie werden die Seitenrahmen aus der Parallelität bringen, und jede zukünftige Biegung wird konisch ausfallen.
Wenn die Struktur der begrenzende Faktor ist, wird die eigentliche Frage unangenehm: Was bedeutet “manuell” wirklich, wenn Ihr eigener Körper das Kraftwerk ist?
| Abschnitt | Inhalt |
|---|---|
| Grundlegender Unterschied | Eine Abkantpresse treibt einen Stempel in eine Matrize, zwingt das Material in eine V-Öffnung. Die Kraft fließt vertikal durch einen starren Rahmen, der für eine bestimmte Tonnage (50, 100, 200 Tonnen) ausgelegt ist, um Durchbiegung zu verhindern. Eine Schwenkbiegemaschine drückt nicht; sie spannt und dreht. |
| Abkantpressen-Betrieb | Der Stempel drückt das Material in eine Matrizenhöhlung. Die Struktur ist so konstruiert, dass sie vertikale Kräfte ohne Durchbiegung bewältigt. |
| Betrieb einer Schwenkbiegemaschine | Das Blech ist zwischen dem oberen Klemmbalken und dem Bett eingespannt. Das untere Blatt schwingt nach oben und biegt den freien Teil entlang der Klemmkante als Drehlinie. Es gibt keine Matrizenhöhlung, die die Biegung unterstützt. Das Material gibt durch Hebelwirkung nach, nicht durch Druck. |
| Warum der Unterschied wichtig ist | Die mechanische Unterscheidung bestimmt die Materialgrenzen und die Handhabung von strukturellen Belastungen. |
| Materialgrenzen – Schwenkbiegemaschine | Die meisten manuellen Schwenkbiegemaschinen verarbeiten 16‑ bis 18‑Gauge Baustahl über die volle Breite. Einige schwere Modelle geben an, bis zu 1/8‑Zoll (3,2 mm) Baustahl zu schaffen, aber die Kapazität sinkt deutlich bei Edelstahl oder hochfesten Legierungen aufgrund der höheren Streckgrenze. |
| Materialgrenzen – Abkantpresse | Eine Abkantpresse kann stärkere Materialien durch Erhöhung der Tonnage ausgleichen. Eine Schwenkbiegemaschine kann das nicht; ihre Seitenrahmen und Drehbolzen werden zum schwachen Glied. |
| Strukturelle Begrenzung | Bei einer Schwenkbiegemaschine biegt sich der Rahmen, bevor der Stahl nachgibt. |
| Warnung vor dem Schrottcontainer | Der Versuch, 1/8‑Zoll Edelstahl über die volle Breite einer leichten manuellen Biegemaschine zu biegen, kann die Seitenrahmen aus der Parallelität bringen und dauerhaftes Gefälle bei zukünftigen Biegungen verursachen. |
| Kritische Frage | Wenn die Struktur der begrenzende Faktor ist, was bedeutet “manuell” wirklich, wenn Ihr eigener Körper die Kraftquelle ist? |
Ich habe erwachsene Männer gesehen, die sich an einem 4‑Fuß‑Biegebalken wie bei Klimmzügen aufgehängt haben, die Stiefel vom Boden, um aus dickem Blech noch ein paar Grad mehr herauszupressen. Die Maschine ächzt. Der Griff biegt sich. Die Biegung bewegt sich kaum.
Das ist die Tonnage‑Grenze.
Bei einer manuellen Schwenkbiegemaschine ist Ihr Hebel durch Grifflänge und Drehgeometrie festgelegt. Angenommen, der Biegebalken gibt Ihnen einen mechanischen Vorteil von 6:1 — großzügig für viele Konstruktionen. Wenn Sie 180 Pfund wiegen und Ihr volles Körpergewicht einsetzen, liefern Sie ungefähr 1.000 Pfund Kraft an der Biegelinie. Verteilt über eine Breite von 40 Zoll sind das nur 25 Pfund pro Zoll, bevor Verluste durch Reibung und Rahmenflex eintreten.
Vergleichen Sie das nun mit dem, was nötig ist, um dickeres Stahl plastisch zu verformen.
Wenn sich die Dicke verdoppelt, verdoppelt sich die erforderliche Biegekraft nicht nur — sie steigt ungefähr mit dem Quadrat der Dicke bei ähnlicher Werkzeuggeometrie. Deshalb ist der Sprung von 16‑Gauge zu 1/8‑Zoll fühlt sich an wie gegen eine Ziegelmauer zu laufen. Du hast nicht nur um ein bisschen mehr gebeten. Du hast um ein Vielfaches mehr gebeten.
Elektrische, servogesteuerte Fingerbiegemaschinen gibt es, ja. Kugelgewindespindeln, geschlossener Regelkreis, gleichmäßige Winkel vom ersten bis zum tausendsten Bogen. Sie verbessern die Wiederholgenauigkeit und reduzieren die Bedienervariabilität. Aber auch diese sind immer noch Klemm‑und‑Blatt‑Maschinen. Sie gewinnen an Präzision, nicht an unendlicher Kraft. Die Geometrie bleibt gleich, ebenso wie die strukturelle Obergrenze.
Schrottbehälter‑Warnung: Einen Bogen über die Komfortzone der Maschine hinaus zu erzwingen, wird nicht nur den Winkel zum Stillstand bringen — es wird die Drehbolzen und Buchsen dauerhaft dehnen, wodurch Spiel entsteht, das jede spätere Arbeit mit dünnem Material inkonsistent macht.
Wenn du also fragst, was eine Fingerbiegemaschine sicher bewältigen kann, hör auf, nach einer Tonnagezahl zu suchen wie bei einer Abkantpresse. Schau stattdessen auf drei Dinge: Materialstärke und Streckgrenze, Biegebreite und die Steifigkeit des Rahmens.
Denn diese Maschine war nie dafür gedacht, einen Kampf gegen dicke Platten zu gewinnen.
Sie wurde gebaut, um ein Geometrieproblem zu lösen.
Letzten Winter brachte mir ein Junge eine 48‑Zoll‑manuelle Fingerbiegemaschine, die er gerade gekauft hatte, und fragte, warum sie sein 1/8 Zoll Edelstahl Blech nicht ohne zwei Freunde, die am Hebel hingen, biegen würde.
So bestimmst du die richtige Größe und das richtige Modell für deine Arbeit: Du findest die Mauer, bevor du dagegen läufst. Nicht durch Raten. Nicht durch Lesen der fettgedruckten Zahl im Katalog. Sondern durch Verstehen, wo Hebelwirkung, Materialfestigkeit und Rahmensteifigkeit aufhören zu verhandeln und anfangen zu verweigern.
Du weißt bereits, dass die Grenzen der Maschine geometrisch und strukturell sind, nicht Marketingbehauptungen. Jetzt werden wir Zahlen und Mechanismen zu dieser Mauer hinzufügen — denn sobald du sie klar siehst, hörst du auf zu versuchen, “durchzudrücken”, und beginnst, richtig zu wählen.
Stell dir eine buchstäbliche Ziegelmauer in der Werkstatt vor. Du kannst zu ihr gehen. Du kannst dich anlehnen. Aber wenn du auf sie zurennst, gibt nur eines nach — du selbst. Die Tonnage‑Mauer ist genau diese Art von Grenze.
Ich stand neben einer 100‑Tonnen‑Hydraulik‑Abkantpresse, während sie einen Stempel in 1/4‑Zoll Baustahl trieb, als wäre es Pappe.
Der Bediener tippte auf ein Fußpedal. Ein Zylinder drückte direkt nach unten durch einen starren C‑Rahmen. Öl unter Druck wurde in kontrollierte, messbare Kraft umgesetzt. Der Rahmen war so konstruiert, dass er dieser Belastung ohne Verdrehen standhält. Die Tonnagebewertung war kein Schmuck — sie war strukturelle Ingenieurskunst.
Jetzt geh zurück zu deiner manuellen Fingerbiegemaschine.
Du klemmst das Blech. Du ziehst ein Blatt. Der Bogen entsteht, weil das freie Bein des Blechs um eine Drehlinie rotiert wird. Deine “Kraftquelle” ist dein Körpergewicht und der Hebel, den dir die Geometrie des Griffs gibt. Ein mechanischer Vorteil von sechs zu eins ist üblich. Acht zu eins, wenn du Glück hast.
Lass uns ein sauberes Gedankenexperiment machen. Du wiegst 200 Pfund und bist ehrlich darüber. Mit einem 6:1‑Vorteil bringst du etwa 1.200 Pfund an der Biegekante auf — vor Reibung, vor Rahmenflex. Verteilt über 48 Zoll sind das 25 Pfund pro Zoll.
Eine kleine hydraulische Abkantpresse mit einer Nennleistung von 20 Tonnen liefert 40.000 Pfund. Selbst über 48 Zoll verteilt sind das über 800 Pfund pro Zoll verfügbar — und es kann sich erhöhen, wenn das Material es erfordert.
Das ist nicht “mehr”. Das ist eine andere Kategorie von Kraft.
Was Sie tatsächlich gekauft haben, ist ein völlig anderes Gerät, gebaut für einen völlig anderen Einsatz. Das eine presst Metall in eine Matrizenhöhlung. Das andere bringt dünnes Blech durch Rotation zum Nachgeben. Kein Maß an zusätzlichem Druck verwandelt das eine in das andere.
Warnung für den Schrottbehälter: Wenn Sie eine manuelle Segmentabkantbank wie eine Hydraulikmaschine behandeln und den Hebel “doppelt pumpen”, um den Winkel zu erreichen, ovalisieren Sie die Drehzapfenlöcher in den Seitenplatten — und die Abkantbank wird nie wieder rechtwinklig biegen.
Wenn die Kraft durch Ihren Körper und den Rahmen begrenzt ist, wo wird das Biegen physikalisch unrealistisch?
Ein Kunde bestand einmal darauf, dass seine 40‑Zoll‑Abkantbank “ausgelegt” sei für 1/8 Zoll (3,2 mm) Blechstahl, also versuchte er einen Biegevorgang über die volle Breite.
Die ersten 10 Zoll nahe dem Scharnier bewegten sich. Die Mitte bewegte sich kaum. Das entfernte Ende bewegte sich überhaupt nicht.
Diese Angabe, wenn sie ehrlich ist, geht normalerweise von Baustahl, kurzer Biegelänge und idealen Bedingungen aus. Sobald Sie auf Edelstahl umsteigen — mit einer Streckgrenze oft 30–50 % höher — steigt Ihre benötigte Kraft proportional. Und denken Sie daran: Die Biegekraft steigt ungefähr mit dem Quadrat der Dicke. Der Sprung von 16‑Gauge (~0,060 Zoll) zu 1/8‑Zoll (0,125 Zoll) bedeutet mehr als eine Verdoppelung der Dicke; es vervierfacht ungefähr den Kraftbedarf bei gleicher Geometrie.
An einer typischen 48‑Zoll‑manuellen Segmentabkantbank ist, 16‑Gauge Baustahl über die volle Breite bequem. 14‑Gauge beginnt sich wie Arbeit anzufühlen. 1/8‑Zoll‑Baustahl über die vollen 48 Zoll? Das ist die Grenze für die meisten manuellen Konstruktionen. Edelstahl erreicht diese Grenze früher — manchmal bei 16‑Gauge je nach Breite.
Hier ist nun die Feinheit, die Anfänger übersehen.
Es gibt spezielle Finger‑Biegemaschinen – wie schwere Bankgeräte – die biegen können 5/8‑Zoll Baustahl. Aber lies das Kleingedruckte: oft nur 3 Zoll breit. Schmaler Streifen. Massiver Rahmen. Völlig andere Geometrie und Kraftverlauf. Reduzierst du die Breite auf 3 Zoll, steigt deine Kraft pro Zoll für denselben Input enorm.
Breite ist ein umgekehrter Kraftmultiplikator.
Wenn du eine Biegemaschine auswählst, fragst du nicht: “Welchen dicksten Stahl kann sie biegen?” Du fragst: “Welche Dicke bei welcher Breite, in welcher Legierung, ohne Rahmendurchbiegung?” Denn sobald der Rahmen mehr durchbiegt als das Material nachgibt, wird die Maschine zum schwachen Glied.
Sie ist dafür gebaut, dünnes Blech in Formen mit bereits stehenden Seiten zu biegen, nicht dafür, dicke Platten zu bezwingen.
Das wirft eine schwierigere Frage auf: Selbst wenn du innerhalb der Dickenlimits bleibst, was passiert mit der Konsistenz, wenn deine Kraftquelle… du bist?
Eine Werkstatt, die ich kenne, fertigte 200 kleine Aluminiumwannen auf einer manuellen Finger‑Biegemaschine. Die ersten zehn waren exakt. Bei Wanne 120 drifteten die Winkel 2–3 Grad auf.
Nichts ging kaputt. Niemand überschritt die Dicke.
Aber die Schultern des Bedieners waren fertig. Ermüdung verändert die Zugkraft. Mikro‑Durchbiegung im Rahmen nimmt zu, wenn die Buchsen warm werden. Rückfederung – die Tendenz des Materials, sich nach dem Biegen zu entspannen – erfordert ein leichtes Überbiegen, und dieses Überbiegen hängt vom Gefühl ab.
Bei einer hydraulischen oder CNC‑Abkantpresse positionieren Hinteranschläge das Blech auf Tausendstel genau. Die Stempeltiefe wird durch Encoder‑Feedback gesteuert. Die Maschine wird nicht müde. Biegung 1 und Biegung 10.000 sind gleich, weil Kraft und Position gemessen und nicht geschätzt werden.
Moderne elektrische Finger‑Biegemaschinen mit Servoantrieben und Regelkreisen schließen heute diese Wiederholbarkeitslücke. Sie können denselben Winkel konsistent wiederholen, weil die Position des Biegebalkens von Motoren und nicht von Muskelkraft gesteuert wird.
Aber hier ist die Grenze: Sie verlassen sich immer noch auf Klemmen und Balkenrotation. Wenn das Material mehr Kraft erfordert, als der Rahmen ohne Flex aushalten kann, liefert die Präzisionssteuerung nur einen perfekt wiederholbaren falschen Winkel.
Genauigkeit kann fehlende Kraftkapazität nicht ausgleichen.
Selbst innerhalb der “bewerteten” Dicke schrumpft deine Wiederholbarkeit, wenn du am oberen Rand arbeitest, weil du sowohl gegen die Rückfederung des Materials als auch gegen die strukturelle Durchbiegung kämpfst.
Und das führt zum gefährlichsten Missverständnis überhaupt.
Ich sah, wie eine 60‑Zoll‑Handbiegemaschine versuchte zu biegen 14‑Gauge Baustahl über die volle Breite.
Der Bediener konnte 30 cm dieses Materials den ganzen Tag biegen. Aber bei 150 cm bog sich das Blatt. Die Mitte hinkte den Enden hinterher. Die Biegelinie war nicht gerade — in der Mitte flach, nahe den Scharnieren straff.
Gleiche Dicke. Gleiche Maschine. Unterschiedliche Länge.
Die Biegekraft skaliert mit der Länge. Verdoppeln Sie die Biegelänge, verdoppeln Sie die insgesamt benötigte Kraft. Aber der Widerstand des Rahmens gegen Durchbiegung skaliert nicht so freundlich. Lange Spannweiten führen zu Balkendurchbiegung. Die Klemmleiste hebt sich mikroskopisch in der Mitte. Die Drehwelle verdreht sich.
Darum kann eine Abkantbank, die 16‑Gauge Baustahl bei 120 cm arbeitet, vielleicht bequem 14‑Gauge bei 60 cm arbeiten — aber bei 120 cm kläglich versagen.
Das Verhältnis von Länge zu Dicke ist der stille Killer von Annahmen.
Warnung für den Schrottbehälter: Versuchen Sie einen Vollbreiten‑Bogen nahe der maximalen Stärke, und Sie erhalten einen gekrönten Bogen — offen in der Mitte, straff an den Enden — und kein “Nachbiegen” wird ihn begradigen, ohne das Metall zu dünnen und zu schwächen.
Wie wählt man also die richtige Finger‑Abkantbank?
Sie beginnen mit Ihrem dicksten Material, in seiner tatsächlichen Legierung. Sie definieren die maximale Biegelänge, die Sie jemals versuchen werden. Dann gehen Sie einen Stärkegrad leichter und eine Breite kürzer als das angegebene Maximum. Dieser Puffer ist keine Feigheit. Er ist eine Versicherung gegen Verbiegen, Ermüdung und die Ziegelwand.
Denn sobald Sie die Tonnage‑Grenze einer Finger‑Abkantbank erreichen, lässt die Leistung nicht allmählich nach.
Sie hört auf.
Jetzt stellen Sie die richtige Frage: Angesichts Ihres tatsächlichen Materials und Ihrer Teilegröße — wann hört die Finger‑Abkantbank auf, eine Belastung zu sein, und wird zum klügsten Werkzeug in der Werkstatt?
Hier ist die Wendung.
Sobald Sie die Tonnage‑Grenze respektieren, hört die Finger‑Abkantbank auf, überhaupt mit einer Press‑Abkantbank zu konkurrieren.
Sie gewinnt bei anderer Arbeit.
Ich sah, wie ein neuer Mitarbeiter 40 Minuten damit verbrachte, Werkzeuge in eine 60‑Tonnen‑Press‑Abkantbank zu laden, um eine Aluminiumkiste zu fertigen.
Das Teil war 0,063‑Zoll Aluminium, 12 Zoll breit, vier Biegungen. Nichts Exotisches. An der Abkantpresse mussten wir die richtige V‑Matrizenöffnung wählen, Stempel austauschen, Hinteranschläge einstellen, den Stößelhub für das Rückfedern justieren und zweimal Proben biegen, um den Winkel genau zu treffen.
An der manuellen Segmentabkantbank, zehn Fuß entfernt, hätte ich zwei Knöpfe gelöst, drei Finger herausgezogen, das Material gegen den Anschlag gelegt und das ganze Teil in fünf Minuten gebogen.
Das ist keine Theorie. Das ist Werkstattmathematik.
Wenn die Serie aus einem Teil – vielleicht drei – besteht, dominiert die Einrichtung alles. Eine hydraulische Maschine, die 600 Biegungen pro Stunde schaffen kann, kümmert sich nicht um Geschwindigkeit, wenn du insgesamt nur acht Biegungen brauchst. Du amortisierst die Einrichtungszeit nie.
Und weil du unter der Tonnagegrenze bleibst – sagen wir 16‑Gauge Baustahl bei 18 Zoll Breite oder dünnem Aluminium in voller Breite – kämpfst du nicht gegen den Rahmen. Du nutzt die Maschine dort, wo sie sich am wohlsten fühlt.
Der erste Prototyp kommt fast immer schneller von der Segmentabkantbank.
Aber was passiert, wenn sich dieses “Einzelstück” in zehn leicht unterschiedliche Gehäuse verwandelt?
Ein Kunde brauchte einmal sechs Steuerkästen aus Edelstahl, jeder mit unterschiedlichen Lochausschnitten und Flanschtiefen.
Gleiches Material. Gleiche Grundform. Jedes Mal andere Abmessungen.
An der Abkantpresse bedeutet das, die Hinteranschläge bei jedem Teil anzupassen, manchmal das Werkzeug zu wechseln, wenn sich Flanschlängen genug ändern, um eine Kollision zu verursachen, und die Biegezulagen neu zu berechnen – das ist die Mathematik, die die Materialdehnung im Biegeradius berücksichtigt. Die Maschine ist leistungsstark, ja. Aber sie mag Wiederholungen.
Die Segmentabkantbank kümmert sich nicht um Wiederholungen.
Zieh ein paar Finger heraus, um einen Rückflansch freizumachen. Schiebe das Blech von Hand bis zu deiner Anrisslinie. Spanne es ein. Biege. Weil die Finger abschnittsweise sind, kannst du eine Box mit bereits aufrecht stehenden Seiten formen – etwas, das ein gerader Stempel und eine Matrize ohne Spezialwerkzeug physisch nicht kann. Da zeigt sie ihre Stärke.
Sie ist dafür gebaut, dünnes Blech in Formen mit bereits stehenden Seiten zu biegen, nicht dafür, dicke Platten zu bezwingen.
Und hier ist die Grenze, die du nicht überschreitest: Wenn sich dieser Edelstahl dem Wert 14‑Gauge in voller Breite annähert, gehst du auf die Ziegelmauer zu. Die Geometrie mag perfekt für eine Segmentabkantbank sein, aber die Kraft reicht nicht.
Warnung für die Schrottkiste: Versuch, eine nahezu grenzwertige Edelstahlbox in einem Zug zu formen, und du wirst das Biegeblatt gerade so weit durchbiegen, dass die Mitte zu wenig gebogen wird; wenn du es mit einem zweiten Schlag “korrigierst”, erhärtet sich die Bieglinie und die Ecke reißt beim dritten Nachstellen.
Definiere also “Kurzserie.”
In einer kleinen Werkstatt sind das normalerweise 1–10 Teile, bei denen sich die Geometrie stärker unterscheidet als die Stückzahl. Bei 25 identischen Teilen beginnt sich die Einrichtungszeit der Abkantpresse auszuzahlen. Bei 100 identischen Teilen gewinnt sie ohne Diskussion.
Aber wenn die Teile eher Cousins als Zwillinge sind, schlägt Flexibilität die reine Geschwindigkeit.
Deshalb wählen die gesündesten kleinen Werkstätten nicht eine Maschine über die andere.
“Abkantpresse” klingt industriell.
Was Sie tatsächlich gekauft haben, ist ein ganz anderes Gerät, gebaut für einen ganz anderen Einsatz.
In meiner Werkstatt werden Aufträge nach zwei Fragen verteilt:
Wenn die Antwort auf die erste Frage Ja ist und die zweite ebenfalls Ja, bekommt der Fingerabkanter den Auftrag. Prototypen. HVAC-Übergänge. Ausgefallene Gehäuse. Alles aus dünnem Material, bei dem das Entfernen von Fingern in Sekunden Platzprobleme löst.
Wenn das Material über 1/8‑Zoll Baustahl in voller Breite hinausgeht — oder der Auftrag 50 identische Halterungen umfasst — geht es direkt zur Abkantpresse. Keine Diskussion. Das ist keine Vorliebe. Das sind Physik und Wirtschaft.
Der Fingerabkanter ist der Geometriespezialist. Die Abkantpresse ist der Kraft- und Wiederholungsspezialist.
Sobald man das erkennt, hört die Kapazitätswahl auf, emotional zu sein. Es wird zu einem Sortierproblem.
Wenn Sie also Ihre eigenen Teile betrachten – Ihre wirklichen Materialien, Ihre tatsächlichen Mengen – welcher Stapel ist in Ihrer Werkstatt größer?
Sie bestimmen die Größe eines Fingerabkanters nicht danach, was Sie hoffen nächstes Jahr zu biegen – du wählst die Größe nach dem dicksten, breitesten Teil, den du jeden Monat ohne Drama biegst.
Das ist der nicht offensichtliche Teil. Die meisten neuen Werkstattbesitzer machen es genau andersherum. Sie kaufen nach Ehrgeiz. Eine 48‑Zoll-Abkantbank, weil sie vielleicht eines Tages 48 Zoll brauchen. Eine höhere Blechstärke, weil “dicker sicherer wirkt”. Aber diese Maschine lebt unter einer festen Decke. Wenn deine reguläre Arbeit diese Decke auch nur gelegentlich überschreitet, brauchst du keine größere Segmentabkantbank – du brauchst eine andere Maschinenklasse.
Stell dir die Tonnagegrenze als eine echte Ziegelwand in der Werkstatt vor. Du kannst jeden Tag direkt bis zu ihr gehen. Dagegen ist nichts einzuwenden. Aber wenn dein Arbeitsablauf erfordert, dass du zweimal pro Woche dagegen sprintest, ist das kein Ehrgeiz. Das ist ein Aufprall.
Wie findest du also heraus, wo deine Wand tatsächlich liegt?
Ein Werkstattbesitzer versuchte einmal, eine Form herzustellen 1/8‑Zoll‑Baustahl über die volle Breite auf einer 4‑Fuß‑Hand‑Segmentabkantbank, weil “sie dafür ausgelegt ist”.”
Er beendete den Biegevorgang. Die Maschine brach nicht. Das Teil schon – maßlich.
Hier sind die drei Fragen, die deine Arbeiten dauerhaft, nicht emotional, einordnen:
1. Welches ist das dickste Material, das du in voller Breite biegst – in der Realität?
Nicht einmal. Nicht “vielleicht”. Wenn deine monatliche Arbeit irgendetwas oberhalb von 16‑Gauge Baustahl signifikanter Breite enthält, lebst du am Rand dessen, was eine manuelle Segmentabkantbank bequem bewältigen kann. Edelstahl senkt diese Grenze weiter, weil seine Streckgrenze höher ist – er widersteht dem Biegen stärker.
2. Müssen deine Teile um bestehende Flansche oder in Rückzüge hinein gebogen werden?
Wenn ja, ist das das Gebiet der Segmentabkantbank. Teilbare Finger ermöglichen es dir, Stücke zu entfernen, damit das Werkstück während des Biegens frei läuft. Normale Werkzeuge einer Gesenkbiegepresse können das nur mit Spezialstempeln. Das ist Geometrie, keine Kraftfrage.
3. Wie viele identische Biegungen pro Auftrag?
Wenn du regelmäßig 25, 50, 100 identische Halterungen produzierst, wird die Wiederholung zum dominanten Faktor. Eine hydraulische Gesenkbiegepresse kann 600 Biegungen pro Stunde ausführen, ohne dass der Bediener zum limitierenden Faktor wird. Eine manuelle Segmentabkantbank kann beim Volumen nicht mithalten, egal wie stark du bist.
Warnung aus dem Schrottbehälter: Wenn du Frage 1 unehrlich beantwortest und die Abkantbank exakt an ihrer angegebenen Obergrenze wählst – zum Beispiel eine “16‑Gauge”-Abkantbank, die du regelmäßig bei 16‑Gauge voller Breite betreibst – wird das Biegeblatt sich gerade genug durchbiegen, um den Winkel in der Mitte zu wölben. Du wirst die Winkelkonstanz von einer Seite zur anderen jagen und dir selbst die Schuld geben statt der Physik.
Diese drei Fragen leiten nicht nur den Kauf. Sie definieren die Arbeitsaufteilung. Und sobald diese klar ist, wird etwas anderes offensichtlich – die maximale Biegelänge ist nicht die Spezifikation, die dich rettet oder ruiniert.
Welche Spezifikation ist also tatsächlich wichtiger?
Ein neuer Auszubildender prahlte einmal damit, dass er eine 48‑Zoll-Abkantbank gekauft habe.
Er konnte nur Kästen mit 6 Zoll Tiefe formen.
Die maximale Länge verkauft Maschinen. Die Fingerzusammenstellung bestimmt, was man tatsächlich bauen kann.
Fingerabkantbänke funktionieren, weil die Klemmleiste segmentiert ist. Man entfernt Finger, damit bereits gebogene Seiten durch die Lücke passen. Wenn Ihre Auswahl schmale Finger enthält – 1 Zoll-, 2 Zoll-, 3 Zoll-Segmente –, können Sie enge Kästen, versetzte Flansche und asymmetrische Teile herstellen.
Wenn alle Ihre Finger breite Blöcke sind, sind Sie darauf beschränkt, flache Wannen und einfache U-Profile zu fertigen, selbst wenn die Maschine 4 Fuß lang ist.
Sie ist dafür gebaut, dünnes Blech in Formen mit bereits stehenden Seiten zu biegen, nicht dafür, dicke Platten zu bezwingen.
Angenommen, Sie fertigen regelmäßig 10‑Zoll‑breite Gehäuse mit 2‑Zoll‑Rückflanschen. Eine 36‑Zoll‑Abkantbank mit umfangreicher Fingerzusammenstellung wird eine 48‑Zoll‑Maschine mit groben Segmenten übertreffen, weil der Freiraum, nicht die Spannweite, der begrenzende Faktor ist.
Die Länge ist nur wichtig, wenn Ihre tatsächlichen Teile sie regelmäßig überschreiten. Andernfalls ist es nur Angeberei.
Und hier der Haken: Sobald Ihre Teile so dick werden, dass die Fingerfestigkeit zum Schwachpunkt wird, rettet Sie keine Fingerzusammenstellung mehr.
Wann ergibt Besitz also überhaupt keinen Sinn mehr?
Ein Kunde brachte mir fünf Halterungen aus 3/16‑Zoll Baustahl und fragte, ob er sich “einfach eine schwere Fingerabkantbank anschaffen” solle.”
Diese Frage beruhte bereits auf einer falschen Annahme.
Wenn Ihre Auftragsliste regelmäßig in den Bereich von 1/8 Zoll und dicker bei realer Breite, das Mieten von Zeit an einer hydraulischen Abkantpresse ist günstiger, als die falsche Maschine zu kaufen. Eine hydraulische Maschine übt die Kraft vertikal mit kontrolliertem Kolbenhub aus. Kein Blattbiegen. Kein menschliches Hebelbegrenzungslimit. Kein Raten.
Selbst moderne elektrische Fingerbiegemaschinen – servogesteuerte Kugelgewindesysteme – können Winkel mit beeindruckender Konsistenz halten. Sie lösen das Problem der Wiederholgenauigkeit. Sie schaffen jedoch die Materialphysik nicht ab. Wenn die Dicke zunimmt, steigt die erforderliche Kraft stark an. Die Tonnage-Grenze kümmert sich nicht darum, ob der Antrieb manuell oder elektrisch ist.
Warnung vor dem Schrottbehälter: Versuchen Sie nicht, “es zum Laufen zu bringen”, indem Sie bei dickem Blech mehrere flache Biegungen machen, um sich an 90 Grad heranzutasten. Sie werden die äußeren Fasern ungleichmäßig dehnen, die Flanschlänge verzerren und ein Teil erhalten, das zwar rechtwinklig aussieht, aber bei der Montage falsch misst.
Hier also das Entscheidungsraster, das Sie mitnehmen sollten:
“Abkantpresse” klingt industriell.
Was Sie tatsächlich gekauft haben, ist ein ganz anderes Gerät, gebaut für einen ganz anderen Einsatz.
Die endgültige Entscheidung hängt nicht vom Budget ab. Es geht darum, ob Ihre tägliche Arbeit von Ihnen verlangt, ein Geometrieproblem zu lösen – oder einen Kraftwettbewerb zu gewinnen. Und das sind nie dieselben Kämpfe.


















