

Anh ta đặt tấm thép dày 3/16 inch dưới kẹp như đã thấy trong các video, dồn toàn bộ trọng lượng cơ thể lên tay cầm và mỉm cười khi nó bắt đầu di chuyển. Nụ cười tắt dần khi các tấm bên bị uốn cong và không bao giờ trở lại vuông góc như ban đầu.
Tôi đã nhìn thấy biểu cảm đó nhiều hơn số lần tôi có thể đếm được.
Bạn nghĩ mình đã mua một phiên bản nhỏ của cỗ máy thép to lớn trong nhà máy. Nhưng thực tế, bạn đã mua một loại hoàn toàn khác, được tạo ra cho một nhiệm vụ hoàn toàn khác.
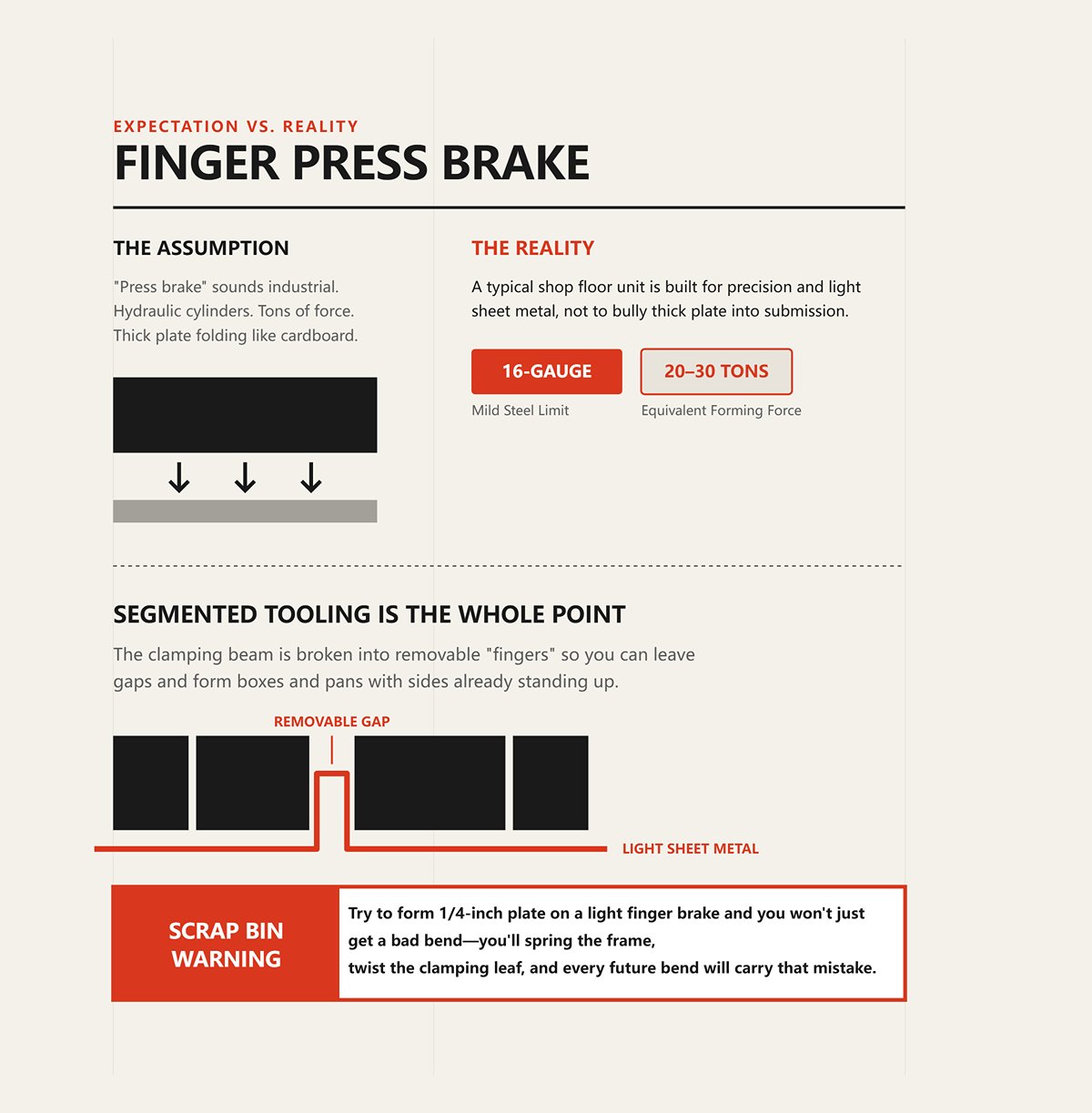
“Press brake” nghe có vẻ công nghiệp. Xi lanh thủy lực. Lực ép hàng tấn. Tấm thép dày gập lại như bìa cứng.
Một máy “finger press brake” trong xưởng thông thường được định mức cho Thép thường dày 16 gau (16-gauge mild steel) với công suất tương đương 20–30 tấn lực tạo hình trên toàn chiều rộng của nó — và đó là mức đánh giá khá hào phóng đối với nhiều máy thủ công. Dầm kẹp được chia thành các “ngón” có thể tháo rời để chừa khoảng trống khi cần tạo hình hộp hoặc khay. Chính bộ dụng cụ chia đoạn này mới là mấu chốt.
Nó được chế tạo để uốn những tấm kim loại mỏng thành các hình dạng có sẵn cạnh dựng đứng, chứ không phải để ép buộc những tấm thép dày vào khuôn.
Cảnh báo từ thùng phế liệu: Thử uốn tấm thép dày 1/4 inch trên một máy “finger brake” nhẹ, bạn sẽ không chỉ được một góc uốn xấu — bạn sẽ làm cong cả khung, vặn thanh kẹp, và mọi lần uốn sau đó đều sẽ mang theo sai lệch đó.
Vậy nếu nó không phải là một máy thu nhỏ của nhà máy, thì tại sao giả định đó lại nghe có vẻ tự nhiên đến vậy ngay từ đầu?
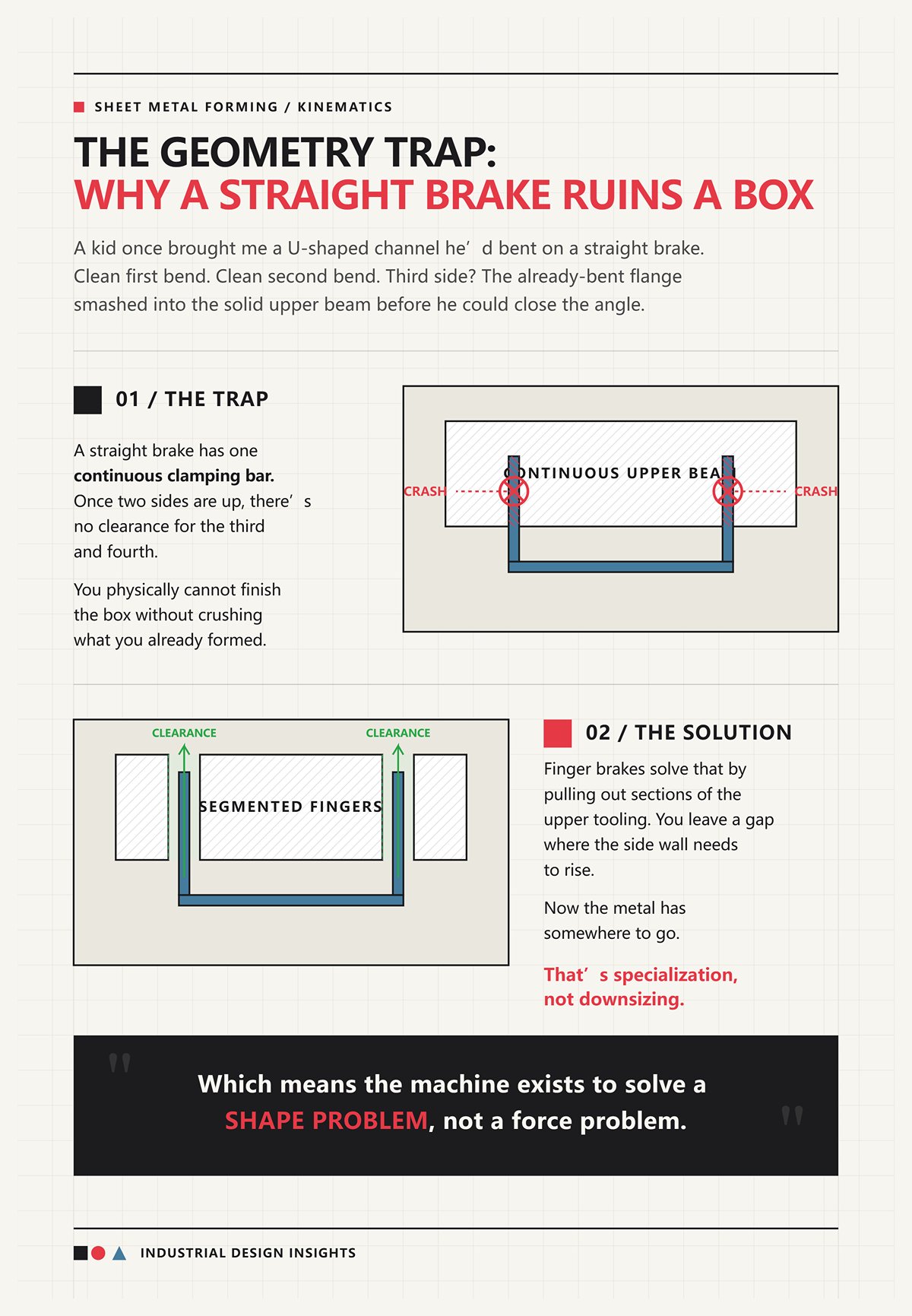
Một cậu bé từng mang cho tôi một rãnh chữ U mà cậu ấy đã uốn bằng máy uốn thẳng. Nếp uốn đầu tiên sạch sẽ. Nếp thứ hai cũng sạch. Nhưng đến cạnh thứ ba? Mép bên đã uốn va vào thanh trên cố định trước khi cậu có thể khép góc.
Đó chính là cái bẫy hình học.
Một máy uốn thẳng có một thanh kẹp liên tục. Khi hai cạnh đã được dựng lên, sẽ không còn khoảng trống cho cạnh thứ ba và thứ tư. Bạn về mặt vật lý không thể hoàn thiện chiếc hộp mà không làm bẹp những gì đã uốn.
Máy “finger brake” khắc phục điều đó bằng cách tháo rời các đoạn dụng cụ phía trên. Bạn để chừa một khoảng trống nơi vách bên cần dựng lên. Giờ thì kim loại có chỗ để di chuyển. Đó là sự chuyên biệt, không phải sự thu nhỏ.
Điều đó có nghĩa là cỗ máy này được tạo ra để giải quyết vấn đề về hình dạng, chứ không phải vấn đề về lực.
Tôi đã nghe các nhà cung cấp gọi chúng là “máy chấn uốn nhỏ gọn.” Cụm từ này đặt một viên gạch vào đầu bạn: máy nhỏ hơn, cùng công việc.
Nhưng “bức tường” giới hạn về tải trọng trong xưởng của tôi là có thật. Tôi đã thấy những người đàn ông trưởng thành gồng người ép vào tay cầm như thể họ có thể xuyên qua nó.
Một máy chấn uốn thủy lực mở rộng bằng cách thêm xi lanh và khối lượng khung. Một máy chấn uốn ngón tay mở rộng bằng cách thêm sự tiện lợi cho các công việc phức tạp với tôn mỏng. Đó là những ưu tiên thiết kế khác nhau. Một bên theo đuổi lực và tính lặp lại — 600 lần uốn mỗi giờ trong dây chuyền sản xuất. Bên kia theo đuổi khả năng tiếp cận và linh hoạt — các sản phẩm đơn lẻ, hộp tùy chỉnh, tôn mỏng tinh tế nơi bạn thay ngón nhiều hơn là thay độ dày vật liệu.
Khi bạn tin đó chỉ là “nhỏ gọn”, bạn ép nó vượt qua giới hạn. Khi bạn hiểu nó là chuyên dụng, bạn dùng nó ở nơi nó tỏa sáng và không ở đâu khác.
Sự thay đổi tôi muốn trong suy nghĩ của bạn rất đơn giản: hãy ngừng hỏi nó có bao nhiêu lực, và bắt đầu hỏi hình dạng nào nó được thiết kế để thông qua.
Mùa đông năm ngoái tôi đã thấy một cậu bé cố hoàn thiện cạnh thứ tư của một hộp điện nhỏ. Ba lần uốn đầu trông sạch sẽ. Lần cuối, mép đã tạo hình không có chỗ đi, chạm vào thanh chắc chắn và nhăn lại như lon soda.
Đó là khoảnh khắc hầu hết mọi người cuối cùng cũng hỏi đúng câu: nếu lực không phải là thước đo, thì điều gì thực sự quyết định máy này có thể xử lý gì?
Bạn không bắt đầu với tải trọng. Bạn bắt đầu với khoảng trống.
Máy chấn uốn ngón tay tồn tại để giải quyết một vấn đề: làm sao uốn được bốn cạnh của một hộp khi ba cạnh đã dựng đứng? Mọi thứ về cấu tạo của nó đều hướng về vấn đề hình học đó. Bộ dụng cụ trên phân đoạn, thanh kẹp, lá uốn thủ công dài — không cái nào liên quan đến việc thu nhỏ máy chấn công nghiệp. Nó nhằm tạo ra khoảng trống nơi máy chấn thẳng không có.
Và khi bạn nhận ra điều đó, giới hạn sẽ không còn cảm giác bí ẩn nữa mà trở thành vấn đề cấu trúc.

Rút ba ngón ra khỏi thanh trên và để lại một khoảng trống 2 inch ở giữa. Giờ trượt tấm vào để hai mép đã dựng đứng nằm trong những khoảng trống đó. Khi bạn kẹp và nâng lá uốn, kim loại xoay lên vào vùng không khí mở thay vì đập vào thép đặc.
Đó là toàn bộ bí quyết.
Các ngón tay không phải là những chày khỏe để ép vật liệu vào khuôn. Chúng đơn giản là các khối kẹp mô-đun. Nhiệm vụ của chúng là giữ tấm phẳng và cho phép bạn chọn nơi nào kim loại được phép nâng lên. Mỗi ngón tạo ra một vùng “không thép” được kiểm soát phía trên phôi để các cạnh đã tạo hình có thể đi qua mà không bị cản trở.
Hãy tưởng tượng tạo hình một khay 10×10×3 inch. Trên máy chấn thẳng, khi hai cạnh 3 inch đã dựng, cạnh thứ ba va phải thanh kẹp liên tục. Trên máy chấn uốn ngón tay, bạn tháo các phần nơi các cạnh đó nằm. Máy không mạnh hơn. Nó thông minh hơn về khoảng trống. Thép thường dày 16 gau (16-gauge mild steel). Đó là lý do vì sao nói “nó có ngón tay, nên nó phải đa năng” là sai ý. Các ngón tay không mở rộng khả năng uốn độ dày. Chúng mở rộng khả năng hình học.
Cảnh báo thùng phế liệu: Để quá ít ngón tay dưới một tấm rộng sẽ khiến áp lực kẹp tập trung vào các điểm hẹp — bạn sẽ dập dấu kẹp lên nhôm mềm hoặc để tấm trượt trong lúc uốn, làm hỏng cả bề mặt và góc uốn.
Scrap Bin Warning: Leave too few fingers under a wide panel and the clamping pressure concentrates on narrow points — you’ll emboss clamp marks into soft aluminum or let the sheet slip mid‑bend, ruining both surface and angle.
Vậy nếu các ngón tay không đẩy kim loại vào hình dạng, thì thực sự cái gì đang làm điều đó?
Máy chấn ép đưa chày vào khuôn. Vật liệu bị ép vào một khe hình chữ V. Lực truyền thẳng đứng qua khung cứng được thiết kế cho tải trọng định sẵn. Đó là lý do bạn thấy các mức xếp hạng 50, 100, 200 tấn — toàn bộ kết cấu được chế tạo để chịu tải mà không bị biến dạng.
Máy chấn ngón tay không ép. Nó kẹp và xoay.
Bạn cố định tấm kim loại giữa thanh kẹp trên và bàn máy. Sau đó lá dưới xoay lên, mang phần tự do của tấm theo nó. Góc uốn hình thành dọc theo mép kẹp, đóng vai trò như đường trục xoay. Không có khoang khuôn đỡ góc uốn từ dưới. Máy yêu cầu vật liệu biến dạng bằng đòn bẩy, chứ không phải nghiền nó thành hình.
Sự khác biệt đó quan trọng khi xem giới hạn vật liệu.
Hầu hết máy chấn ngón tay thủ công thường thoải mái với Thép mềm dày 16‑ đến 18‑gauge trên toàn bộ chiều rộng. Một số mẫu nặng quảng cáo uốn được tới 1/8‑inch (3,2 mm) thép mềm, nhưng mức xếp hạng đó giảm nhanh với thép không gỉ hoặc hợp kim cường độ cao vì giới hạn chảy tăng còn đòn bẩy thì không. Máy chấn ép có thể bù bằng cách tăng tải trọng. Máy chấn ngón tay thì không; khung bên và chốt trục xoay trở thành điểm yếu.
Khung biến dạng trước khi thép biến dạng.
Cảnh báo thùng phế liệu: Thử uốn Thép không gỉ dày 1/8‑inch trên toàn bộ chiều rộng của máy chấn nhẹ thủ công và bạn sẽ không chỉ gặp hiện tượng đàn hồi ngược — bạn sẽ làm lệch song song các khung bên, và mọi lần uốn sau sẽ ra góc vát.
Nếu kết cấu là yếu tố giới hạn, thì câu hỏi thực sự trở nên khó chịu: “thủ công” thực sự nghĩa là gì khi cơ thể bạn là nguồn năng lượng?
| Phần kết thúc | Nội dung |
|---|---|
| Sự khác biệt cơ bản | Máy chấn ép đưa chày vào khuôn, ép vật liệu vào khe chữ V. Lực truyền thẳng đứng qua khung cứng được thiết kế cho tải trọng định sẵn (50, 100, 200 tấn), chế tạo để chống biến dạng. Máy chấn ngón tay không ép; nó kẹp và xoay. |
| Vận hành máy chấn tấm | Chày đẩy vật liệu vào khoang khuôn. Kết cấu được thiết kế để chịu lực thẳng đứng mà không bị biến dạng. |
| Hoạt động của máy chấn ngón tay | Tấm kim loại được kẹp chặt giữa dầm kẹp trên và bàn. Lá dưới xoay lên, uốn cong phần tự do dọc theo mép kẹp như một đường trục. Không có khoang chày để đỡ chỗ uốn. Vật liệu bị biến dạng nhờ lực đòn bẩy, không phải nhờ lực nén. |
| Tại sao sự khác biệt lại quan trọng | Sự khác biệt cơ học quyết định giới hạn vật liệu và khả năng xử lý ứng suất kết cấu. |
| Giới hạn vật liệu – Máy uốn ngón tay | Hầu hết các máy uốn ngón tay thủ công chịu được thép mềm từ 16 đến 18 gauge trên toàn chiều rộng. Một số mẫu nặng hơn cho phép tới thép mềm dày 1/8 inch (3,2 mm), nhưng khả năng giảm đáng kể với inox hoặc hợp kim cường độ cao do giới hạn chảy cao hơn. |
| Giới hạn vật liệu – Máy uốn chày | Máy uốn chày có thể bù cho vật liệu mạnh hơn bằng cách tăng lực ép. Máy uốn ngón tay không thể; khung bên và chốt trục của nó trở thành điểm yếu. |
| Giới hạn kết cấu | Ở máy uốn ngón tay, khung bị biến dạng trước khi thép bị biến dạng. |
| Cảnh báo thùng phế liệu | Cố gắng uốn inox dày 1/8 inch trên toàn chiều rộng của một máy uốn thủ công nhẹ có thể làm khung bên bị lệch, gây ra độ côn vĩnh viễn trong các lần uốn sau. |
| Câu hỏi quan trọng | Nếu kết cấu là yếu tố giới hạn, “thủ công” thực sự nghĩa là gì khi chính cơ thể bạn là nguồn lực? |
Tôi đã thấy những người đàn ông trưởng thành treo người trên lá uốn dài 4 foot như đang tập hít xà, chân rời khỏi mặt đất, cố gắng ép thêm vài độ uốn cho tấm dày. Máy kêu rên. Tay cầm cong. Góc uốn hầu như không thay đổi.
Đó là bức tường lực ép.
Trên máy uốn ngón tay thủ công, lực đòn bẩy cố định bởi chiều dài tay cầm và hình học trục. Giả sử lá uốn cho bạn tỷ lệ đòn bẩy 6:1 — khá hào phóng với nhiều thiết kế. Nếu bạn nặng 180 pound và dồn toàn bộ trọng lượng cơ thể, bạn tạo ra khoảng 1.000 pound lực tại đường uốn. Phân bổ trên chiều rộng 40 inch, đó chỉ là 25 pound mỗi inch trước khi mất lực do ma sát và biến dạng khung.
Bây giờ hãy so sánh với lực cần thiết để biến dạng dẻo thép dày hơn.
Khi độ dày tăng gấp đôi, lực uốn cần thiết không chỉ tăng gấp đôi — nó tăng xấp xỉ theo bình phương độ dày với hình học chày tương tự. Đó là lý do tại sao việc chuyển từ Thép 16 gauge cho Thép dày 1/8 inch cảm giác như đâm vào một bức tường gạch. Bạn không chỉ yêu cầu thêm một chút. Bạn yêu cầu gấp nhiều lần hơn.
Phanh ngón điện servo đã tồn tại, đúng vậy. Trục vít bi, điều khiển vòng kín, góc uốn đều đặn từ lần uốn đầu tiên đến lần thứ một nghìn. Chúng cải thiện khả năng lặp lại và giảm biến động từ người vận hành. Nhưng ngay cả những chiếc máy đó vẫn là máy kẹp‑và‑lá. Chúng đạt được độ chính xác, chứ không phải lực vô hạn. Hình học vẫn giữ nguyên, và trần cấu trúc cũng vậy.
Cảnh báo Thùng Phế Liệu: Cố ép một lần uốn vượt quá mức thoải mái của máy sẽ không chỉ làm dừng góc uốn — mà còn kéo dài vĩnh viễn các chốt và vòng bi, tạo ra độ rơ khiến mọi công việc với vật liệu mỏng sau đó trở nên không nhất quán.
Vì vậy, khi bạn hỏi một phanh ngón có thể xử lý an toàn những gì, hãy ngừng tìm kiếm con số lực nén như trên một máy phanh dập. Thay vào đó, hãy nhìn vào ba yếu tố: độ dày và giới hạn chảy của vật liệu, chiều rộng uốn, và độ cứng của khung.
Bởi vì chiếc máy này chưa bao giờ được thiết kế để thắng trong trận chiến với tấm thép dày.
Nó được chế tạo để giải quyết một vấn đề hình học.
Mùa đông năm ngoái, một cậu mang đến cho tôi một chiếc phanh ngón thủ công 48 inch vừa mới mua và hỏi tại sao nó không thể uốn tấm Thép không gỉ dày 1/8‑inch kim loại của cậu nếu không có hai người bạn treo thân trên tay cầm.
Đó là cách bạn xác định kích thước và mẫu máy phù hợp cho công việc của mình: bạn tìm ra bức tường trước khi chạy vào nó. Không phải đoán. Không phải đọc con số lớn nhất trong catalog. Mà bằng cách hiểu nơi mà đòn bẩy, độ bền vật liệu, và độ cứng của khung ngừng thương lượng và bắt đầu từ chối.
Bạn đã biết giới hạn của máy là hình học và cấu trúc, chứ không phải lời quảng cáo. Giờ chúng ta sẽ gắn con số và cơ chế vào bức tường đó — bởi vì một khi bạn nhìn thấy rõ, bạn sẽ ngừng cố “xuyên qua” và bắt đầu lựa chọn đúng.
Hãy tưởng tượng một bức tường gạch thật trong xưởng. Bạn có thể bước đến gần nó. Bạn có thể tựa vào nó. Nhưng nếu bạn chạy nước rút vào, thứ duy nhất chịu ảnh hưởng là bạn. Bức tường tonnage là loại ranh giới như thế.
Tôi đã đứng cạnh một máy phanh dập thủy lực 100 tấn khi nó dập khuôn vào thép mềm dày 1/4 inch như thể đó là bìa giấy.
Người vận hành chạm nhẹ vào bàn đạp chân. Xi lanh đẩy thẳng xuống qua khung chữ C cứng. Dầu dưới áp suất được chuyển thành lực kiểm soát, đo lường được. Khung được thiết kế để chịu tải này mà không bị xoắn. Xếp hạng tonnage không phải để trang trí — mà là kỹ thuật kết cấu.
Giờ hãy quay lại phanh ngón thủ công của bạn.
Bạn kẹp tấm kim loại. Bạn kéo lá uốn. Góc uốn hình thành vì phần tự do của tấm được xoay quanh một đường trục. “bộ tạo lực” của bạn là trọng lượng cơ thể và bất kỳ đòn bẩy nào mà hình học tay cầm mang lại. Tỷ lệ lợi cơ khí 6‑đến‑1 là phổ biến. 8‑đến‑1 nếu bạn may mắn.
Hãy chạy một giả lập đơn giản. Bạn nặng 200 pound và bạn trung thực về điều đó. Với lợi thế 6:1, bạn đang áp dụng khoảng 1,200 pound tại đường uốn — trước khi tính ma sát, trước khi khung bị cong. Phân bổ đều trên 48 inch và bạn đạt 25 pound mỗi inch.
Một máy chấn thủy lực nhỏ có công suất 20 tấn tạo ra lực 40.000 pound. Trên chiều rộng 48 inch, đó là hơn 800 pound mỗi inch — và nó có thể tăng lên nếu vật liệu yêu cầu.
Đó không phải là “nhiều hơn”. Đó là một cấp độ lực hoàn toàn khác.
Thực ra, thứ bạn mua là một loại máy hoàn toàn khác, được chế tạo cho một nhiệm vụ hoàn toàn khác. Một loại ép kim loại vào khuôn chết. Loại kia khiến tấm mỏng uốn cong bằng cách xoay. Không có cách nào nghiêng người mạnh hơn mà biến cái này thành cái kia được.
Cảnh báo thùng phế liệu: Nếu bạn xử lý một máy chấn tay kiểu ngón như máy thủy lực và “bơm tay hai lần” để cố đạt được góc, bạn sẽ làm méo lỗ trục quay trên tấm bên — và máy chấn sẽ không bao giờ uốn thẳng được nữa.
Vậy nếu lực bị giới hạn bởi cơ thể bạn và khung máy, thì điểm nào khiến việc uốn trở nên phi thực tế về mặt vật lý?
Một khách hàng từng khăng khăng rằng máy chấn 40 inch của ông ta được “đánh giá” cho 1/8‑inch (3,2 mm) thép mềm, nên ông ta thử uốn toàn bộ chiều rộng.
10 inch đầu tiên gần bản lề di chuyển. Phần giữa hầu như không nhúc nhích. Đầu xa thì hoàn toàn không cử động.
Mức đánh giá đó, nếu trung thực, thường giả định thép mềm, chiều dài uốn ngắn và điều kiện lý tưởng. Ngay khi bạn chuyển sang thép không gỉ — với giới hạn chảy thường cao hơn 30–50% — lực cần thiết tăng tương ứng. Và hãy nhớ: lực uốn tăng xấp xỉ theo bình phương độ dày. Từ Thép 16 gauge (~0,060 inch) sang Thép dày 1/8 inch (0,125 inch) không chỉ là gấp đôi độ dày; đó là gần như gấp bốn lần lực cần thiết cho cùng hình học.
Trên một máy chấn tay kiểu ngón rộng 48 inch thông thường, Thép thường dày 16 gau (16-gauge mild steel) trên toàn chiều rộng là dễ chịu. Thép gauge 14 bắt đầu cảm thấy tốn sức. Thép mềm dày 1/8 inch trên toàn bộ 48 inch? Đó là giới hạn đối với hầu hết thiết kế thủ công. Thép không gỉ chạm tới giới hạn đó sớm hơn — đôi khi ở Thép 16 gauge tùy theo chiều rộng.
Giờ đây chính là chi tiết tinh tế mà người mới thường bỏ lỡ.
Có những loại máy phanh uốn ngón tay chuyên biệt — như các đơn vị bàn nặng — có thể uốn Thép mềm dày 5/8 inch. Nhưng hãy đọc kỹ phần điều khoản: thường chỉ rộng 3 inch. Dải hẹp. Khung lớn. Hình học và đường truyền tải hoàn toàn khác. Giảm chiều rộng xuống 3 inch thì lực trên mỗi inch tăng vọt với cùng một đầu vào.
Chiều rộng là hệ số nhân lực theo hướng ngược lại.
Vì vậy khi bạn chọn máy phanh uốn, bạn không hỏi, “Độ dày thép lớn nhất nó có thể uốn là bao nhiêu?” Bạn hỏi, “Độ dày nào ở chiều rộng nào, với loại hợp kim nào, mà không làm khung bị biến dạng?” Bởi một khi khung biến dạng nhiều hơn độ chảy của vật liệu, máy trở thành mắt xích yếu.
Nó được chế tạo để uốn những tấm kim loại mỏng thành các hình dạng có sẵn cạnh dựng đứng, chứ không phải để ép buộc những tấm thép dày vào khuôn.
Điều này đặt ra câu hỏi khó hơn: ngay cả khi bạn nằm trong giới hạn độ dày, điều gì sẽ xảy ra với sự nhất quán khi nguồn sức mạnh của bạn là… chính bạn?
Một xưởng mà tôi biết đã uốn 200 chiếc khay nhôm nhỏ bằng máy phanh uốn ngón tay thủ công. Mười chiếc đầu đúng chuẩn hoàn toàn. Đến chiếc khay thứ 120, góc uốn lệch ra 2–3 độ mở.
Không có gì bị hỏng. Không ai vượt quá độ dày cho phép.
Nhưng vai của người vận hành đã rã rời. Sự mệt mỏi làm thay đổi lực kéo. Việc khung vi biến dạng tăng lên khi bạc đạn nóng lên. Độ hồi — xu hướng vật liệu trở về vị trí ban đầu sau khi uốn — đòi hỏi phải uốn quá một chút, và mức uốn quá đó phụ thuộc vào cảm giác.
Trên máy phanh thủy lực hoặc CNC, gá sau định vị tấm kim loại chính xác đến phần nghìn inch. Độ sâu của trục uốn được điều khiển bởi phản hồi từ bộ mã hóa. Máy không mệt mỏi. Lần uốn thứ 1 và lần uốn thứ 10.000 vẫn giống nhau vì lực và vị trí được đo lường chứ không phải đoán.
Giờ đây, máy phanh uốn ngón tay điện hiện đại với truyền động servo và điều khiển vòng kín đã thu hẹp khoảng cách về khả năng lặp lại. Chúng có thể quay lại cùng một góc một cách nhất quán vì vị trí của lá uốn được điều khiển bằng động cơ chứ không phải cơ bắp.
Nhưng đây là giới hạn: chúng vẫn dựa vào kẹp và xoay lá uốn. Nếu vật liệu đòi hỏi lực lớn hơn khả năng khung chống lại mà không bị uốn cong, điều khiển chính xác chỉ cho bạn một góc sai lặp lại hoàn hảo.
Độ chính xác không thể bù cho khả năng chịu lực không đủ.
Vì vậy ngay cả trong độ dày “được định mức”, nếu bạn gần mức giới hạn trên, khả năng lặp lại sẽ giảm vì bạn phải chống lại cả độ hồi của vật liệu và sự uốn cong của kết cấu.
Và điều đó dẫn đến sự hiểu lầm nguy hiểm nhất.
Tôi đã chứng kiến một máy phanh thủ công dài 60 inch cố gắng uốn Thép mềm dày 14 gauge trọn chiều rộng.
Người vận hành có thể uốn 30 cm của vật liệu đó cả ngày. Nhưng ở 150 cm, tấm lá đã bị cong. Phần trung tâm chậm hơn so với hai đầu. Đường uốn không thẳng — ở giữa thì nông, gần bản lề thì chặt.
Cùng độ dày. Cùng máy. Chiều dài khác nhau.
Lực uốn tỷ lệ theo chiều dài. Gấp đôi chiều dài uốn, gấp đôi tổng lực cần thiết. Nhưng khả năng kháng chống biến dạng của khung máy lại không tăng tỷ lệ thuận như vậy. Các khoảng dài gây ra biến dạng dầm. Thanh kẹp nâng lên một cách vi mô ở giữa. Trục xoay bị xoắn.
Đó là lý do tại sao một máy phanh có thể xử lý Thép thường dày 16 gau (16-gauge mild steel) ở 120 cm có thể quản lý dễ dàng Thép gauge 14 ở 60 cm — nhưng thất bại thảm hại ở 120 cm.
Tỷ lệ chiều dài so với độ dày là kẻ giết chết âm thầm mọi giả định.
Cảnh báo Thùng Phế: Thử uốn toàn chiều rộng gần mức giới hạn và bạn sẽ nhận được một đường uốn bị đội lên — mở ở giữa, chặt ở hai đầu — và không có bất kỳ “uốn lại” nào có thể làm nó thẳng mà không làm mỏng và yếu kim loại.
Vậy làm thế nào để chọn máy phanh ngón tay phù hợp?
Bạn bắt đầu với vật liệu dày nhất của mình, trong đúng loại hợp kim thực tế. Bạn xác định chiều dài uốn tối đa mà bạn từng thử. Sau đó bạn lùi lại một cấp độ mỏng hơn và một chiều rộng ngắn hơn so với mức tối đa được quảng cáo. Khoảng đệm đó không phải là sự nhát gan. Nó là bảo hiểm chống lại sự cong, mỏi, và “bức tường” tonnage.
Bởi vì một khi bạn chạm tới “bức tường” tonnage trên máy phanh ngón tay, hiệu suất không giảm dần.
Nó dừng lại.
Bây giờ bạn đang đặt câu hỏi đúng: với vật liệu và kích thước thực tế của bạn, khi nào máy phanh ngón tay ngừng là trở ngại và bắt đầu là công cụ thông minh nhất trong xưởng?
Đây là điểm bất ngờ.
Một khi bạn tôn trọng “bức tường” tonnage, máy phanh ngón tay không còn cạnh tranh với máy phanh ép nữa.
Nó thắng ở những loại công việc khác.
Tôi đã thấy một nhân viên mới mất 40 phút để lắp dụng cụ vào máy phanh ép 60 tấn chỉ để làm một hộp nhôm.
Chi tiết đó đã Nhôm dày 0,063 inch, Rộng 12 inch, bốn chỗ uốn. Không có gì đặc biệt. Trên máy uốn thủy lực, chúng tôi phải chọn đúng kích thước khuôn V, thay chày, đặt thước dẫn, chỉnh độ sâu của xilanh để bù độ bật lại, và thử uốn hai lần để đạt đúng góc.
Trên máy uốn ngón tay thủ công đặt cách đó mười feet, tôi chỉ cần nới lỏng hai núm, tháo ba ngón, đặt vật liệu vào chặn, và uốn toàn bộ trong năm phút.
Đó không phải lý thuyết. Đó là toán học trong xưởng.
Khi lô sản xuất chỉ có một sản phẩm — có thể ba — khâu thiết lập chiếm ưu thế tuyệt đối. Một máy thủy lực có thể tạo ra 600 lần uốn mỗi giờ cũng chẳng quan tâm đến tốc độ nếu bạn chỉ cần tổng cộng tám lần uốn. Bạn sẽ chẳng bao giờ khấu hao được thời gian setup.
Và vì bạn nằm dưới giới hạn tải — ví dụ Thép thường dày 16 gau (16-gauge mild steel) rộng 18 inch, hoặc nhôm mỏng hết chiều rộng — bạn không phải đối đầu với khung máy. Bạn đang dùng máy trong trạng thái nó hoạt động tốt nhất.
Nguyên mẫu đầu tiên gần như luôn được hoàn thành nhanh hơn với máy uốn ngón tay.
Nhưng điều gì xảy ra khi “một sản phẩm” đó trở thành mười vỏ máy hơi khác nhau?
Một khách hàng từng cần sáu hộp điều khiển bằng thép không gỉ, mỗi cái có các lỗ và độ sâu mép khác nhau.
Cùng vật liệu. Cùng hình dạng chung. Kích thước khác nhau mỗi lần.
Trên máy uốn thủy lực, điều đó nghĩa là phải chỉnh lại thước dẫn cho mỗi sản phẩm, đôi khi thay dụng cụ nếu độ dài mép thay đổi đủ để gây va chạm, và tính toán lại độ trừ uốn — đó là phép tính bù cho sự giãn vật liệu trong bán kính uốn. Máy mạnh mẽ, đúng vậy. Nhưng nó thích sự lặp lại.
Máy uốn ngón tay thì không quan tâm đến sự lặp lại.
Tháo vài ngón để tránh mép trả lại. Trượt tấm bằng tay đến vạch đã kẻ. Kẹp. Uốn. Nhờ các ngón tay có thể tháo rời, bạn có thể tạo thành hộp với các cạnh đã dựng sẵn — điều mà chày và khuôn thẳng không thể làm nếu không có dụng cụ đặc biệt. Đó là điểm mạnh của nó.
Nó được chế tạo để uốn những tấm kim loại mỏng thành các hình dạng có sẵn cạnh dựng đứng, chứ không phải để ép buộc những tấm thép dày vào khuôn.
Và đây là giới hạn bạn không được vượt: nếu thép không gỉ tiến gần tới Thép gauge 14 ở chiều rộng thực tế, bạn đang tiến gần bức tường gạch. Hình học có thể hoàn hảo cho máy uốn ngón tay, nhưng lực thì không.
Cảnh báo từ thùng phế liệu: Hãy thử tạo một hộp thép không gỉ gần giới hạn trong một lần kéo và bạn sẽ làm cong lá uốn đủ để khiến phần giữa bị thiếu góc; khi bạn “sửa” bằng lần uốn thứ hai, bạn sẽ làm cứng nguội đường uốn và góc sẽ nứt ở lần chỉnh thứ ba.
Vậy hãy định nghĩa “lô ngắn”.”
Trong một xưởng nhỏ, thường là 1–10 sản phẩm với hình học thay đổi nhiều hơn số lượng. Ở mức 25 sản phẩm giống nhau, chi phí setup của máy uốn thủy lực bắt đầu được bù đắp. Ở mức 100 sản phẩm giống nhau, nó thắng hoàn toàn không cần tranh cãi.
Nhưng nếu các bộ phận chỉ là anh em họ, không phải sinh đôi, thì tính linh hoạt thắng tốc độ thuần túy.
Đó là lý do tại sao các xưởng nhỏ hoạt động tốt nhất không chọn một máy này thay cho máy kia.
“Tay ép uốn kim loại” nghe có vẻ công nghiệp.
Những gì bạn thực sự mua là một loại máy hoàn toàn khác, được chế tạo cho một cuộc chiến hoàn toàn khác.
Trong xưởng của tôi, các công việc được phân bổ dựa trên hai câu hỏi:
Nếu câu trả lời cho cả hai câu hỏi đều là có, thì máy uốn ngón tay đảm nhiệm công việc đó. Nguyên mẫu. Các chi tiết HVAC chuyển tiếp. Các vỏ hộp đặc biệt. Bất cứ thứ gì bằng tấm mỏng mà việc tháo ngón tay giúp giải quyết vấn đề khe hở chỉ trong vài giây.
Nếu vật liệu vượt quá thép mềm dày 1/8‑inch trên toàn bề rộng — hoặc là lô 50 giá đỡ giống hệt nhau — thì nó đi thẳng đến tay ép. Không tranh cãi. Đó không phải là sở thích. Đó là vật lý và kinh tế.
Máy uốn ngón tay là chuyên gia về hình học. Tay ép là chuyên gia về lực và lặp lại.
Khi bạn hiểu điều đó, việc chọn công suất không còn mang tính cảm xúc nữa. Nó trở thành một bài toán phân loại.
Vì vậy, khi bạn xem các chi tiết của chính mình — vật liệu thật, số lượng thật — thì đống nào lớn hơn trong xưởng của bạn?
Bạn không chọn kích cỡ máy uốn ngón tay dựa trên điều bạn hy vọng uốn cho năm tới — bạn xác định kích cỡ dựa trên phần dày nhất, rộng nhất mà bạn uốn mỗi tháng mà không gặp rắc rối.
Đó là phần không rõ ràng. Hầu hết các chủ xưởng mới lại suy nghĩ ngược lại. Họ mua theo tham vọng. Một máy chấn 48 inch vì một ngày nào đó họ có thể cần đến 48 inch. Một mức định mức cường độ cao hơn vì tấm dày “có vẻ an toàn hơn.” Nhưng chiếc máy này hoạt động dưới một giới hạn cứng. Nếu công việc thường xuyên của bạn chạm vào giới hạn đó dù chỉ thỉnh thoảng, bạn không cần một máy chấn ngón tay lớn hơn — bạn cần một loại máy khác hoàn toàn.
Hãy tưởng tượng bức tường tải trọng như một bức tường gạch thực sự trong xưởng. Bạn có thể bước đến sát nó mỗi ngày. Không có gì sai với điều đó. Nhưng nếu quy trình công việc của bạn đòi hỏi phải lao thẳng vào nó hai lần một tuần, đó không phải là tham vọng. Đó là va chạm.
Vậy làm sao bạn biết giới hạn của mình thực sự nằm ở đâu?
Một chủ xưởng từng cố gắng tạo hình Thép mềm dày 1/8 inch toàn bộ chiều rộng trên một máy chấn ngón tay thủ công dài 4 foot chỉ vì “nó được định mức cho việc đó.”
Anh ta hoàn thành cú uốn. Máy không bị hỏng. Nhưng chi tiết thì bị — về kích thước.
Dưới đây là ba câu hỏi giúp bạn phân loại công việc một cách dứt khoát, không theo cảm tính:
1. Vật liệu dày nhất mà bạn uốn ở toàn bộ chiều rộng trong thực tế là gì?
Không phải một lần. Không phải “có thể.” Nếu công việc hàng tháng của bạn bao gồm bất kỳ vật liệu nào dày hơn Thép thường dày 16 gau (16-gauge mild steel) ở độ rộng đáng kể, bạn đang hoạt động ở giới hạn mà máy chấn ngón tay thủ công có thể chịu được một cách thoải mái. Thép không gỉ còn hạ thấp giới hạn đó hơn nữa vì nó có giới hạn chảy cao hơn — nghĩa là nó chống uốn mạnh hơn.
2. Các chi tiết của bạn có yêu cầu uốn quanh mép gấp sẵn hoặc bên trong phần hồi không?
Nếu có, đó là phạm vi của máy chấn ngón tay. Các ngón chia rời cho phép bạn tháo bớt để chi tiết không bị cản khi uốn. Dụng cụ thẳng của máy chấn thủy lực không thể làm được điều này nếu không có chày chuyên dụng. Đây là vấn đề hình học, không phải sức mạnh.
3. Mỗi công việc có bao nhiêu lần uốn giống hệt nhau?
Nếu bạn thường xuyên sản xuất 25, 50, 100 giá đỡ giống hệt, yếu tố lặp lại trở thành yếu tố chi phối. Một máy chấn thủy lực có thể thực hiện 600 lần uốn mỗi giờ mà không khiến người vận hành trở thành giới hạn. Một máy chấn ngón tay thủ công không thể cạnh tranh về sản lượng, dù bạn có mạnh đến đâu.
Cảnh báo Thùng Phế Liệu: Nếu bạn trả lời Câu hỏi 1 không trung thực và chọn kích cỡ máy chấn đúng bằng mức tối đa được quảng cáo — ví dụ một máy chấn “16 gauge” mà bạn thường xuyên vận hành ở toàn chiều rộng 16 gauge — lá thép sẽ cong nhẹ đủ để làm đỉnh chỗ uốn. Bạn sẽ phải vật lộn để giữ góc nhất quán từ bên này sang bên kia và tự trách mình thay vì là do vật lý.
Ba câu hỏi đó không chỉ giúp bạn quyết định mua sắm. Chúng xác định luôn quy trình. Và khi quy trình đã rõ, một điều khác trở nên rõ ràng — chiều dài uốn tối đa không phải là thông số quyết định thành bại của bạn.
Vậy thông số nào thực sự quan trọng hơn?
Một người học việc mới từng khoe là đã mua một máy uốn 48 inch.
Anh ta chỉ có thể tạo hộp sâu 6 inch.
Chiều dài tối đa giúp bán được máy. Sự đa dạng ngón kẹp quyết định bạn thực sự có thể chế tạo gì.
Máy uốn ngón kẹp hoạt động vì thanh kẹp được chia thành các đoạn. Bạn tháo ngón ra để cho các cạnh đã uốn đi qua khe hở. Nếu bộ ngón kẹp của bạn có những ngón hẹp — đoạn 1 inch, 2 inch, 3 inch — bạn có thể làm hộp chặt, gờ hồi lệch, chi tiết bất đối xứng.
Nếu tất cả ngón kẹp của bạn là khối rộng, bạn bị giới hạn chỉ tạo được những khay nông và kênh đơn giản, dù máy dài 4 feet.
Nó được chế tạo để uốn những tấm kim loại mỏng thành các hình dạng có sẵn cạnh dựng đứng, chứ không phải để ép buộc những tấm thép dày vào khuôn.
Giả sử bạn thường chế tạo các hộp rộng 10 inch với gờ hồi 2 inch. Một máy uốn 36 inch với bộ ngón kẹp đa dạng sẽ vượt trội so với máy uốn 48 inch có các đoạn thô vì khoảng hở, chứ không phải chiều dài, mới là yếu tố giới hạn.
Chiều dài chỉ quan trọng nếu thực tế chi tiết của bạn thường vượt quá nó. Nếu không, chỉ là quyền khoe khoang.
Và đây là điểm bất ngờ: khi chi tiết của bạn đủ dày để sức mạnh của ngón kẹp trở thành điểm yếu, thì không bộ ngón kẹp nào cứu được bạn.
Vậy khi nào việc sở hữu bản thân nó không còn hợp lý?
Một khách hàng mang cho tôi năm giá đỡ bằng thép mềm dày 3/16 inch và hỏi liệu anh ta có nên “sắm một máy uốn ngón kẹp hạng nặng”.”
Câu hỏi đó đã chứa sẵn giả định sai.
Nếu danh sách công việc của bạn thường xuyên bước vào mức 1/8 inch trở lên ở chiều rộng thực tế, thuê thời gian sử dụng máy chấn thủy lực rẻ hơn nhiều so với việc mua nhầm máy. Một máy thủy lực tạo lực theo phương thẳng đứng với hành trình đầu chấn được kiểm soát. Không có độ uốn cong của lá thép. Không bị giới hạn bởi sức người. Không cần phỏng đoán.
Ngay cả các máy chấn ngón điện hiện đại — hệ thống truyền động servo, trục bi — cũng có thể giữ góc với độ nhất quán ấn tượng. Chúng giải quyết vấn đề lặp lại. Nhưng chúng không thể thay đổi quy luật vật lý vật liệu. Khi độ dày tăng, lực cần thiết tăng mạnh. Bức tường tải trọng không quan tâm việc truyền động là thủ công hay điện.
Cảnh báo thùng phế liệu: Cố “làm cho được” khi uốn tấm dày bằng cách thực hiện nhiều lần uốn nông để đạt dần đến 90 độ. Bạn sẽ kéo giãn sợi bên ngoài không đều, làm biến dạng chiều dài mép, và cuối cùng có một chi tiết trông vuông nhưng khi lắp ráp lại sai kích thước.
Vì thế, đây là khung ra quyết định mà tôi muốn bạn ghi nhớ:
“Tay ép uốn kim loại” nghe có vẻ công nghiệp.
Những gì bạn thực sự mua là một loại máy hoàn toàn khác, được chế tạo cho một cuộc chiến hoàn toàn khác.
Quyết định cuối cùng không nằm ở ngân sách. Nó nằm ở việc công việc hằng ngày của bạn yêu cầu giải một bài toán hình học — hay là chiến thắng trong cuộc đấu về lực. Và hai thứ đó không bao giờ là cùng một trận chiến.


















