

他像在视频里看到的那样,把3/16英寸的钢板放到夹具下,身体全重压在手柄上,当钢板开始移动时他笑了。但当侧板开始弯曲且再也无法恢复到方正状态时,笑容就消失了。.
这种表情我见过无数次。.
你以为自己买的是工厂里那种大型铁制设备的缩小版。实际上你买到的是一种完全不同的工具,用于应对完全不同的场景。.
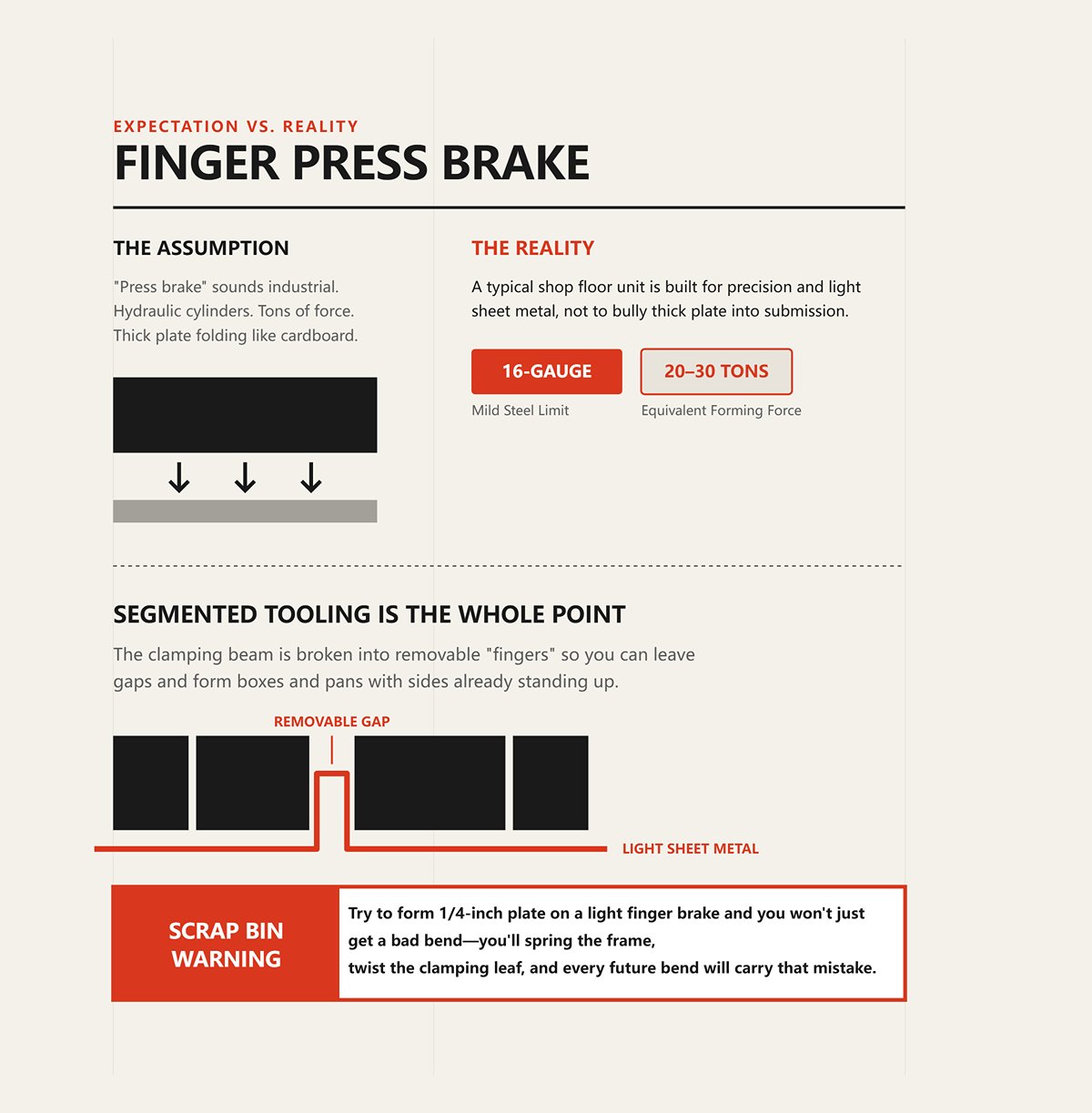
“折弯机”听起来很工业化。液压缸、吨级的压力、厚钢板像纸板一样被折弯。.
车间里常见的指式折弯机的额定能力是 16号低碳钢 大约 相当于20–30吨的成形力 在整个宽度上——对于许多手动设备来说,这个估计已经很宽松了。压梁分成可拆卸的“指”以便留出间隙来折出盒子和盘状件。这种分段工具正是它的核心所在。.
它的设计是为了将轻薄板材折成已经有立边的形状,而不是强行折服厚钢板。.
废料箱警告: 在轻型指式折弯机上尝试折1/4英寸的钢板,你不仅会得到一个糟糕的折弯——还会让机架弹形、夹紧梁发生扭曲,之后的每次折弯都会带着这个错误。.
那么如果它不是迷你工厂机,为何这个假设会显得如此自然?
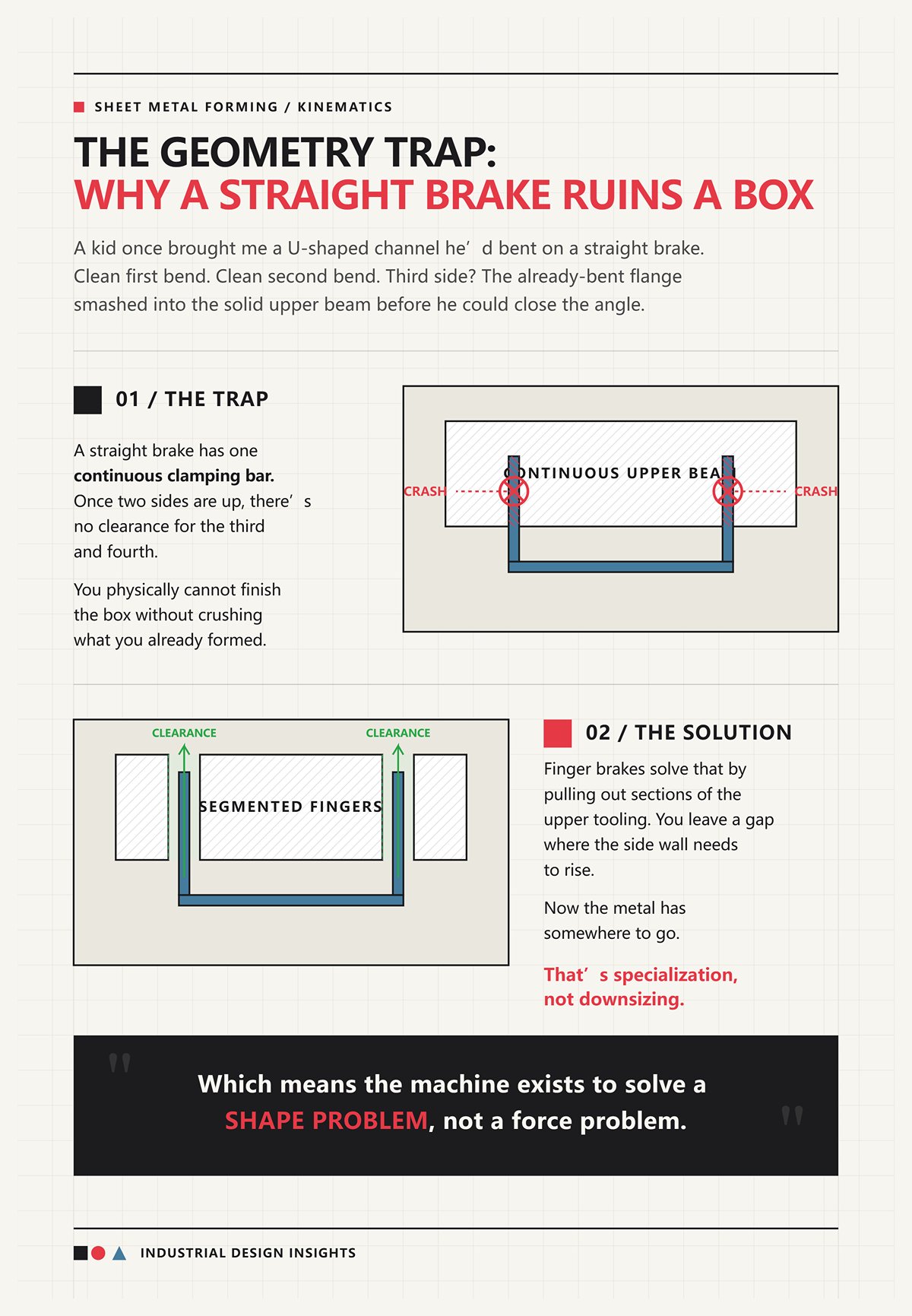
有个年轻人曾拿来一个他在直梁折弯机上折的U形槽。第一次折弯干净利落。第二次依然干净利落。第三个边呢?已经折起来的边缘在他收角之前就撞上了坚固的上压梁。.
这就是几何陷阱。.
直梁折弯机有一根连续的压梁。一旦两边立起来,第三和第四边就没有空间可供成形。你在物理上无法完成盒子而不压坏已经成形的部分。.
指式折弯机通过移除上压工具的部分来解决这一问题。你在侧壁需要升起的地方留出间隙,这样金属有地方去。这是专业化设计,而不是缩小版。.
这意味着这种机器是为了解决形状问题,而不是解决压力问题。.
我听过一些供应商称它们为“紧凑型折弯机”。这个词组会在你脑中埋下一块砖:更小的机器,同样的工作。.
但我车间里的吨位上限是真实存在的。我曾亲眼看见成年男人用尽全力压着手柄,好像能靠身体力量突破极限一样。.
液压折弯机通过增加油缸和机架质量来扩展能力;而指式折弯机则是通过在复杂的薄板加工中增加便利性来提升可用性。这是两种截然不同的设计重点。前者追求的是力量与重复精度——生产单元中每小时600次折弯;后者追求的是可接近性与灵活性——单件托盘、定制箱体、精细薄板,操作时更换手指的次数甚至多于更换板厚的次数。.
当你以为它只是“紧凑型”,你就会逼它超出极限;但当你理解它的专门性时,你会在它擅长的场合使用它,而不会拿去做别的事。.
我希望你脑中的转变很简单:停止问“它有多大力”,开始问“它是为了什么几何形状而设计的”。.
去年冬天我看到一个年轻人试图完成一个小型电器外壳的第四个边。前三次折弯干净利落,但到最后一个时,已经成形的侧边无处可去,碰上了实心横梁,皱得像易拉罐一样。.
在那个时刻,大多数人才终于问出了正确的问题:如果力量不是衡量标准,那到底是什么决定了这台机器能做什么?
你不是从吨位开始,而是从间隙开始。.
指式折弯机存在的唯一目的,就是解决一个问题:当三边已经立起来时,第四边怎么折?它的整个结构都指向这个几何问题。可拆分的上模具、夹紧梁、长手动折弯叶——这些都不是为了把工业折弯机缩小化,而是为了在直线折弯机无空间可用的地方创造空间。.
一旦你看懂这一点,限制就不再显得神秘,而是看起来理所当然。.

从上梁上拔出三根手指,留下一个中间2英寸的空隙。现在把板材滑入,使两边竖起的法兰正好落在这些空位里。当你夹紧并抬起折弯叶时,金属会朝着空中旋起,而不是撞上实心钢体。.
这就是全部的诀窍。.
这些手指并不是用来把金属压入模具的重型冲头。它们只是可模块化的夹紧块。它们的作用是把板材固定平整,并让你选择哪些地方的金属可以上升。每根手指都会在工件上方形成一个受控的“无钢区”,让已成形的侧边能顺利通过而不会受到干扰。.
想象一下折一个10×10×3英寸的托盘 16号低碳钢. 。在直线折弯机上,当两个3英寸的侧边立起之后,第三个侧边就会与连续的压梁发生物理碰撞。而在指式折弯机上,你可以拆掉这些侧边所在位置的部分。机器并没有变得更强,它只是变得更懂空间。.
这就是为什么说“它有手指,所以一定很万能”会错失重点。手指并不会扩大厚度加工能力,它们扩展的是几何上的可能性。.
废料箱警示:如果在宽板材下放置的手指太少,夹紧压力就会集中在狭小的区域——你会在软铝板上压出夹痕,或者让板材在折弯中滑动,从而毁掉表面和角度。.
所以如果不是用手指把金属推成形状,那实际起作用的是什么?
折弯机将冲头压入模具中。材料被迫进入一个 V 形的开口。力通过坚固的机架垂直传递,该机架是专门为定量吨位设计的。因此你会看到 50、100、200 吨的额定值——整个结构是为了在不变形的情况下承受这种载荷而建造的。.
折边机不进行压制。它是夹紧并旋转。.
你将板材锁在上夹梁和床面之间。然后下叶片向上摆动,带动板材的自由部分一起运动。折弯沿着夹紧边缘形成,起到支点线的作用。没有模具腔在下方支撑折弯。机器通过杠杆让材料屈服,而不是通过把它压碎成形。.
当你考虑材料极限时,这种差异就显得很重要。.
大多数手动折边机在实际使用时比较适合 16 至 18 号低碳钢板 在其全宽范围内。某些重型型号号称可处理 1/8 英寸(3.2 毫米)低碳钢板, ,但这种额定值在处理不锈钢或高强度合金时会迅速下降,因为屈服强度上升,而你的杠杆作用并没有增加。折弯机可以通过增加吨位来补偿。折边机则不能;它的侧框架和枢轴销会成为薄弱环节。.
框架会在钢材屈服之前发生变形。.
废料箱警告:尝试折弯 1/8 英寸不锈钢 在轻型手动折边机的全宽范围内,你不仅会遇到回弹——侧框架还会被拉得不再平行,之后的每一次折弯都会出现锥形误差。.
如果结构是限制因素,那么最让人不舒服的问题来了:当你的身体是动力来源时,“手动”究竟意味着什么?
| 章节完 | 内容 |
|---|---|
| 根本差异 | 折弯机将冲头压入模具中,迫使材料进入 V 形开口。力通过为定量吨位(50、100、200 吨)设计的刚性机架垂直传递,以抵抗变形。折边机不进行压制;它是夹紧并旋转。. |
| 折弯机操作 | 冲头将材料推入模具腔中。结构被设计成在垂直受力下不发生变形。. |
| 折边机操作 | 板材被夹在上压梁和床身之间。下折叶向上摆动,将自由部分沿夹紧边缘作为枢轴线弯曲。没有模腔支撑弯曲。材料是通过杠杆作用而屈服的,而不是通过压缩。. |
| 为什么差异很重要 | 这种机械区别决定了材料极限和结构应力承受能力。. |
| 材料极限——可分式折弯机 | 大多数手动可分式折弯机可以在全宽范围内加工16至18号软钢。一些重型型号声称可加工厚达1/8英寸(3.2毫米)的软钢,但由于不锈钢或高强度合金的屈服强度更高,容量会显著下降。. |
| 材料极限——压力折弯机 | 压力折弯机可以通过增加吨位来补偿更强的材料。而可分式折弯机不能;它的侧框架和枢轴销会成为薄弱环节。. |
| 结构限制 | 在可分式折弯机中,框架会在钢材屈服之前发生挠曲。. |
| 废料桶警告 | 试图在轻型手动折弯机上全宽折弯1/8英寸不锈钢可能会使侧框架失去平行,从而导致以后的弯曲出现永久锥度。. |
| 关键问题 | 如果结构是限制因素,那么当你的身体是动力源时,“手动”究竟意味着什么? |
我见过成年男子像做引体向上一样挂在4英尺长的折叶上,双脚离地,只为在厚板上多挤出几度。机器发出呻吟声,手柄弯曲,弯曲几乎没有变化。.
那就是吨位极限。.
在手动可分式折弯机上,你的杠杆力由手柄长度和枢轴几何形状决定。假设折叶给你6:1的机械优势——对许多设计来说这已相当慷慨。如果你体重180磅并将全身重量压上去,你在弯曲线上施加的力大约为1000磅。分布在40英寸宽度上,考虑到摩擦和框架挠曲损失,每英寸只有约25磅。.
现在将其与使较厚钢板发生塑性变形所需的力进行比较。.
当厚度加倍时,所需弯曲力不仅仅是成倍增加——在相似模具几何条件下,它大约与厚度的平方成正比增长。这就是为什么从 16号钢板 对 1/8英寸 感觉就像撞上了一堵砖墙。你不是只要求多一点,你要求的是多好几倍。.
是的,电动伺服驱动的指刹机确实存在。滚珠丝杠、闭环控制,从第一次折弯到第一千次折弯保持一致角度。它们提高了重复精度,减少了操作员的差异。但即使这些设备也还是夹紧‑压叶式机器。它们获得的是精度,而不是无限力量。几何结构保持不变,结构极限也一样维持不变。.
废料箱警告:强行在机器的舒适区之外折弯,不仅会让角度停滞,还会永久拉伸枢轴销和衬套,产生松动,使之后的轻型板材工作都变得不一致。.
所以,当你问一台指刹机能安全处理什么时,不要像在液压折弯机那样寻找吨数指标。请看看三件事:材料厚度和屈服强度、折弯宽度以及机架的刚性。.
因为这台机器从未被设计用来赢得与厚板的“战斗”。.
它是为了赢得几何难题而制造的。.
去年冬天,有个年轻人带来一台刚买的48英寸手动指刹机,问我为什么它不能折弯他的 1/8 英寸不锈钢 板材而不需要两个朋友挂在手柄上。.
这就是你确定适合工作尺寸和型号的方法:你必须找到那堵墙,而不是去撞它。不是靠猜测。不是靠读目录里最醒目的数字。而是要理解杠杆、材料强度和机架刚性在哪个点停止妥协并开始拒绝。.
你已经知道这台机器的限制是几何和结构上的,而不是市场宣传的说辞。现在我们要给这堵墙配上数字和机械原理——因为一旦你清楚地看见它,你就会停止试图“突破”,而开始正确选择。.
想象一下在车间里有一堵砖墙。你可以走到它面前。你可以靠在它上面。但如果你冲向它,唯一会让步的就是你自己。吨数墙就是这种边界。.
我曾站在一台100吨液压折弯机旁,看它将冲头压进 1/4英寸的低碳钢 就像压纸板一样。.
操作员踩了一下脚踏板。一个汽缸通过刚性C型机架直接向下施压。受压油转化成可控、可测的力量。机架被设计成抵抗这种负载而不发生扭曲。吨数额定值不是装饰——它是结构工程。.
现在回到你的手动指刹机。.
你夹住板材。你拉动压叶。折弯形成是因为板材的自由边围绕枢轴线旋转。你的“动力源”是你的体重以及手柄几何带来的杠杆。六比一的机械优势很常见。如果你幸运的话,能有八比一。.
我们来做个简洁假设。你体重200磅,而且诚实承认。以6:1的优势,你在折弯线上施加大约1,200磅——还未算摩擦、未算机架弹性变形。将其分摊到48英寸,你就是每英寸25磅。.
一台额定为20吨的小型液压折弯机可输出40,000磅的力量。即使在48英寸的宽度上,也相当于每英寸超过800磅的可用压力——而且如果材料需要,它还可以进一步增加。.
那不是“更多”。那是完全不同等级的力量。.
你实际买到的是一种完全不同的设备,用于完全不同的用途。一个是把金属压进模具腔体中;另一个是通过旋转让薄板屈服。无论怎么施力,都无法让其中一个变成另一个。.
废料箱警告:如果你像使用液压机那样操作手动折边机,为了“追角度”反复猛推手柄,你会把侧板上的枢轴孔压成椭圆形——此后,这台折边机将再也无法折出方正的角度。.
所以,如果力量受限于你的身体和机架,那么折弯在哪个点开始变得物理上不现实?
有位客户曾坚称他的40英寸折边机“额定”可以折 1/8 英寸(3.2 毫米)低碳钢板, ,于是他尝试进行整宽折弯。.
靠近铰链的前10英寸动了。中间几乎没动。最远端完全没反应。.
如果这个额定值是诚实的,它通常是假定使用低碳钢、短折弯长度且条件理想的前提下得出的。一旦你切换到不锈钢——其屈服强度往往高出30–50%——所需的力量就会按比例上升。并且要记住:折弯力大约随厚度的平方增长。从 16号钢板 (约0.060英寸)跳到 1/8英寸 (0.125英寸)不仅仅是厚度翻倍;对于相同几何条件而言,所需力量大约增加四倍。.
在典型的48英寸手动折边机上,, 16号低碳钢 满宽折弯是轻松的。. 14号 (14‑gauge) 开始需要用点力气了。. 1/8英寸低碳钢 在满48英寸宽度上?那就是绝大多数手动设计的极限。不锈钢遇到这个极限得更早——有时在 16号钢板 就会出现,取决于宽度。.
接下来是初学者常常忽略的细节。.
有一些小众的指式折弯机——比如重型台式机——可以进行折弯 5/8英寸的低碳钢. 。但请注意细则:通常只能折 3 英寸宽。窄条。巨大的机架。完全不同的几何结构和载荷路径。将宽度缩小到 3 英寸,你在相同输入下每英寸的力会急剧增加。.
宽度是反向的力倍增器。.
所以当你选择折弯机时,不要问“它能折多厚的钢?”而要问“在不产生机架变形的情况下,它能在什么宽度、什么合金下折多少厚度?”因为一旦机架变形超过材料屈服,机器就会成为薄弱环节。.
它的设计是为了将轻薄板材折成已经有立边的形状,而不是强行折服厚钢板。.
这就引出了一个更难的问题:即使你保持在厚度限制以内,当你的动力源是……你自己时,一致性会怎样?
我认识的一家工厂用手动指式折弯机做了200个小铝盘。前十个精确无误。到第120个,角度已经偏开了2–3度。.
没有任何东西坏掉。没有人超出厚度限制。.
但操作员的肩膀已经吃不消了。疲劳会改变拉力。随着衬套升温,机架的微小变形增加。回弹——材料在折弯后恢复的倾向——需要略微过弯,而这种过弯取决于手感。.
在液压或数控折弯机上,后挡定位到千分之一。滑块深度由编码器反馈控制。机器不会疲劳。第1次折弯和第10000次折弯是一样的,因为力和位置是测量的,不是猜测的。.
如今,带伺服驱动和闭环控制的现代电动指式折弯机确实缩小了重复性的差距。它们能一致地返回相同角度,因为翻板位置由电机控制,而不是肌肉控制。.
但这里有一个限制:它们仍依赖夹紧和翻板旋转。如果材料所需的力超过机架在不弯曲的情况下能承受的范围,精确控制只会给你一个完美重复的错误角度。.
精度无法弥补不足的力容量。.
所以即使在“额定”厚度范围内,如果接近上限,你的重复性也会下降,因为你要同时对抗材料回弹和结构弯曲。.
这引向了所有中最危险的误解。.
我曾看到一台60英寸手动折弯机试图折弯 14号低碳钢 全宽。.
操作员可以整天折弯那种材料的12英寸。但在60英寸时,折叶板弯曲了。中间比两端落后。折弯线不直——中间浅,两端铰链附近紧。.
同样的厚度。同样的机器。不同的长度。.
折弯力会随着长度变化而成比例增长。折弯长度翻倍,总所需力也翻倍。但机架对抗挠曲的能力并不会那么慷慨地成比例增加。长跨度会引入梁挠曲。夹紧杆在中间会微微抬起。旋转轴会扭曲。.
这就是为什么能在 16号低碳钢 48英寸处理的折弯机可能在 14号 (14‑gauge) 24英寸时应付自如——但在48英寸时惨败。.
长度与厚度比是悄悄扼杀假设的杀手。.
废料桶警告:尝试在接近最大规格时进行全宽折弯,你会得到拱形折弯——中间张开,两端紧闭——而且任何“重新折弯”都无法将它拉直,而不使金属变薄、变弱。.
那么如何选择合适的指式折弯机?
从你最厚的材料开始,采用其实际合金。确定你将要尝试的最大折弯长度。然后退一个较轻规格和一个较短宽度于标称最大值。这个缓冲不是胆怯,而是防范挠曲、疲劳和撞上砖墙的保险。.
因为一旦你在指式折弯机上撞上吨位墙,性能并不会逐渐下降。.
它会完全停止。.
你现在问的是对的问题:根据你的实际材料和零件尺寸,什么时候指式折弯机不再是负担而是成为车间里最聪明的工具?
这里有个转折。.
一旦你尊重吨位墙,指式折弯机就不再与数控折弯机竞争。.
它在不同的工作上取胜。.
我曾看到一个新员工花了40分钟在一台60吨折弯机上装刀具去做一个铝盒。.
该零件是 0.063英寸铝, 宽12英寸,四个折弯。没什么特别的。在液压折弯机上,我们必须选择合适的V型模口,换冲头,设置后挡料,调好下行深度以补偿回弹,并且测试折弯两次才能精准控制角度。.
在距离十英尺远的手动指式折弯机上,我只需松开两个旋钮,取下三个指块,把材料顶到挡板上,然后在五分钟内就能完成整个折弯。.
这不是理论,这是车间里的数学。.
当批量只是一个—也许三个—时,安装调试占据了一切。能每小时做出600个折弯的液压机器,如果你只需要总共8个折弯,根本不在乎速度。你永远无法摊销安装时间。.
而且因为你处在吨位限制内——比如宽18英寸,或者全宽的薄铝——你并没有与机架抗衡,你是在机器最舒适的状态下使用它。 16号低碳钢 第一个原型几乎总是用指式折弯机更快完成。.
但当那个“一次性”变成十个稍有差异的机壳时会怎样?.
短批定制机壳中,液压折弯机会浪费模具和时间
相同材料,相同大致形状,每次尺寸都不一样。.
在液压折弯机上,这意味着每个零件都要调整后挡料,有时如果法兰长度变化到足以造成干涉,还得换模具,并重新计算折弯扣除——这是用来计算材料在折弯半径中拉伸的数学。机器确实有力,但它喜欢重复。.
指式折弯机则不在乎重复。.
取掉几个指块以避开返法兰。用手将板材滑到你的划线位置。夹紧,折弯。因为指块是分段的,你可以在侧面已竖起的情况下成形一个箱子——这是直冲头和模具在没有特殊模具时物理上无法做到的。这就是它的优势所在。.
而你不能跨越的界限是:如果那个不锈钢宽度接近.
它的设计是为了将轻薄板材折成已经有立边的形状,而不是强行折服厚钢板。.
真实宽度时,你就是在走向砖墙。几何形状可能非常适合指式折弯机,但力量却不足。 14号 (14‑gauge) 尝试一次拉成接近极限的不锈钢箱时,你会让压叶稍微弯曲,从而在中心折不足;当你用第二次冲压去“修正”它时,你会让折弯线加工硬化,而在第三次调整时角落就会裂开。.
废料箱警告: 所以,定义一下“短批”。.
在小型车间中,通常是几何变化多于数量的1到10件。当有25件相同零件时,液压折弯机的安装成本开始回收。当有100件相同零件时,它毫无争议地胜出。“
In a small shop, that’s usually 1–10 parts where geometry varies more than volume. At 25 identical pieces, the press brake’s setup cost starts to pay back. At 100 identical pieces, it wins without debate.
但如果这些部件是“表亲”而不是“孪生”,灵活性胜过单纯的速度。.
这就是为什么最健康的小型工坊不会只选择其中一台机器。.
“折弯机”听起来很工业化。.
你真正买到的是一种完全不同的设备,用于应对完全不同的挑战。.
在我的工坊里,工作分配取决于两个问题:
如果第一个问题的答案是“是”,第二个问题的答案也是“是”,那么这份工作就交给指刹机。原型。暖通空调过渡件。奇怪的外壳。任何轻规格的件,只要能通过移除指块在几秒内解决间隙烦恼。.
如果材料已经超出了 1/8英寸的全宽低碳钢 ——或者批量是50个完全相同的支架——它就直接进入折弯机。没有争论。这不是偏好,这是物理和经济学。.
指刹机是几何形状专家。折弯机是力量和重复专家。.
一旦你明白这一点,选择容量就不再是情绪化的,而是一个排序问题。.
所以当你看看自己的零件——你实际的材料,你实际的数量——哪一堆在你的工坊里更大?
你不会根据你 希望 明年要弯曲——你需要根据每个月不出意外弯曲的最厚、最宽部分来确定尺寸。.
这就是非显而易见的部分。大多数新开店的老板会反过来。他们出于抱负而购买机器:买个48英寸的折弯机,因为某一天他们可能需要48英寸的长度;买个更高的规格,因为更厚“感觉更安全”。但这台机器有一个硬性上限。如果你的常规工作即使偶尔超过这个上限,你不需要更大的手动指式折弯机,你需要的是另一类机器。.
把吨位墙想象成店里的一堵真正的砖墙。你每天都可以走到它前面。这没什么问题。但如果你的工作流程每周有两次需要冲向这堵墙,那就不是抱负,而是碰撞。.
那么,你怎么知道你的墙真正在哪?
有一位店主曾尝试在一台4英尺的手动指式折弯机上加工 1/8英寸低碳钢 全宽的工件,因为“它的额定值就是这样”。”
他完成了弯曲。机器没坏,但零件坏了——尺寸精度出了问题。.
以下是能永久且不带感情地区分你工作的三个问题:
1. 你在真实工作中全宽弯曲的最大材料厚度是多少?
不是一次,不是“可能会”。如果你的每月工作中包括任何高于 16号低碳钢 在显著宽度时,这就意味着你正处于手动指式折弯机舒适工作范围的边缘。由于不锈钢的屈服强度更高,它会更顽固地抵抗弯曲,从而进一步降低上限。.
2. 你的零件是否需要绕过已有的边或在回折内部进行弯曲?
如果是,那就是手动指式折弯机的领域。分段指块允许你移除部分块子,以便工件在弯曲过程中顺利通过。直刀液压折弯机的模具无法做到这一点,除非使用特殊冲头。这是几何问题,而不是动力问题。.
3. 每个工作需要多少个相同的弯曲?
如果你经常生产25、50、100个相同的支架,重复就成为主导因素。液压折弯机每小时可完成600次弯曲,而不会让操作员成为瓶颈。手动指式折弯机在数量上无法竞争,不管你有多强壮。.
废料箱警告:如果你在回答问题1时不诚实,并将折弯机选在其广告标定的最大值——比如一台“16号规”折弯机,你经常在 16号规全宽 下运行——折叶会产生足够的挠曲,使折弯中间形成拱形。你会在一侧到另一侧追逐角度一致性,并把问题归咎于自己,而不是物理规律。.
这三个问题不仅指导购买,还决定工件路径。一旦路径明确,另一件事也变得显而易见——最大弯曲长度并不是决定成败的规格。.
那么,究竟哪项规格更重要呢?
一位新学徒曾经吹嘘自己买了一台48英寸的折弯机。.
他只能加工深度为6英寸的盒子。.
最大长度卖机器。手指的多样性决定了你实际能做什么。.
手指折弯机的工作原理是夹压杆是分段的。你可以移除手指,让已经折好的边通过间隙。如果你的组合中包括窄手指——1英寸、2英寸、3英寸的段,你就可以制作紧凑的盒子、偏移的折边、不对称的部件。.
如果你的手指都是宽块,即使机器有4英尺长,你也只能做浅盘和简单的槽。.
它的设计是为了将轻薄板材折成已经有立边的形状,而不是强行折服厚钢板。.
假设你经常制作宽度为10英寸、带有2英寸回折边的外壳。一台拥有丰富手指组合的36英寸折弯机会比手指间距粗糙的48英寸折弯机表现更好,因为限制因素是间隙而不是跨度。.
长度只在你的 实际 部件经常超过它时才重要。否则只是炫耀。.
这里有个转折:一旦你的部件足够厚,以至于手指强度成为薄弱环节,那么再丰富的手指组合也救不了你。.
那么什么时候拥有它本身就没有意义了呢?
一位客户拿来五个支架,用的是 3/16英寸的低碳钢 并问我是否应该“直接买一台重型手指折弯机”。”
这个问题本身就有错误的假设。.
如果你的工作清单经常跨入 实际宽度的1/8英寸及以上, 租用液压折弯机的时间比购买错误的机器更便宜。液压机通过受控的滑块行程垂直施加压力。没有叶片弯曲。没有人工杠杆限制。没有猜测。.
即使是现代的电动指式折弯机——伺服驱动、滚珠丝杠系统——也能以令人印象深刻的一致性保持角度。它们解决了可重复性问题。但它们无法改变材料物理规律。当板材厚度增加,所需的力会急剧上升。吨位极限并不在乎驱动方式是手动还是电动。.
废料箱警告:尝试通过多次浅折来“凑出”90度弯曲,以便在厚板上勉强完成。你会使外层纤维拉伸不均,法兰长度变形,最终得到一个看似方正但在装配时尺寸错误的零件。.
因此,这是我希望你继续使用的决策框架:
“折弯机”听起来很工业化。.
你真正买到的是一种完全不同的设备,用于应对完全不同的挑战。.
最终的决定不在于预算,而在于你的日常工作是在解决几何问题,还是在赢得力量较量。这两者永远不属于同一场战斗。.


















