

Él deslizó la placa de 3/16 de pulgada bajo la mordaza como había visto en videos, apoyó todo su peso sobre la manija y sonrió cuando empezó a moverse. La sonrisa se desvaneció cuando las placas laterales se flexionaron y nunca volvieron del todo a quedar a escuadra.
He visto esa mirada más veces de las que puedo contar.
Crees que compraste una versión pequeña del gran hierro de una fábrica. Lo que en realidad compraste es un animal muy diferente, construido para una pelea muy distinta.
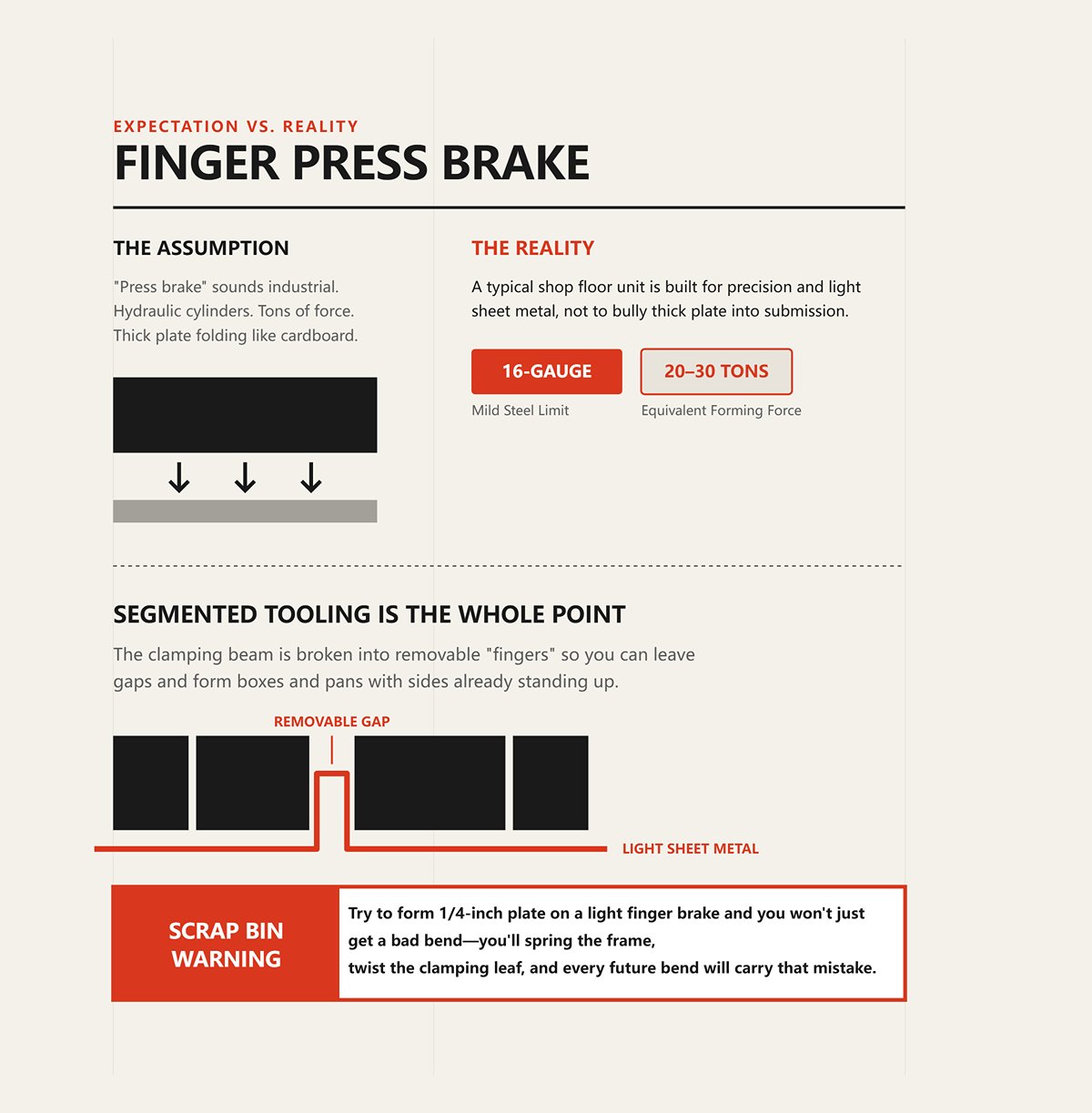
“Prensa plegadora” suena industrial. Cilindros hidráulicos. Toneladas de fuerza. Placa gruesa doblándose como cartón.
Una prensa plegadora de dedos en un taller típico está clasificada para Acero dulce calibre 16 a quizá 20–30 toneladas equivalentes de fuerza de conformado a lo largo de todo su ancho—y eso siendo generoso para muchas unidades manuales. La viga de sujeción está dividida en “dedos” removibles para que puedas dejar huecos y formar cajas y bandejas. Esa herramienta segmentada es todo el propósito.
Está construida para doblar chapa ligera en formas con lados ya levantados, no para someter placa gruesa por la fuerza.
Advertencia de la papelera de chatarra: Intenta formar placa de 1/4 de pulgada en una prensa de dedos ligera y no solo obtendrás un mal doblez—deformarás el marco, torcerás la hoja de sujeción y cada doblez futuro llevará esa marca.
Entonces, si no es una máquina de fábrica en miniatura, ¿por qué esa suposición parece tan natural desde el principio?
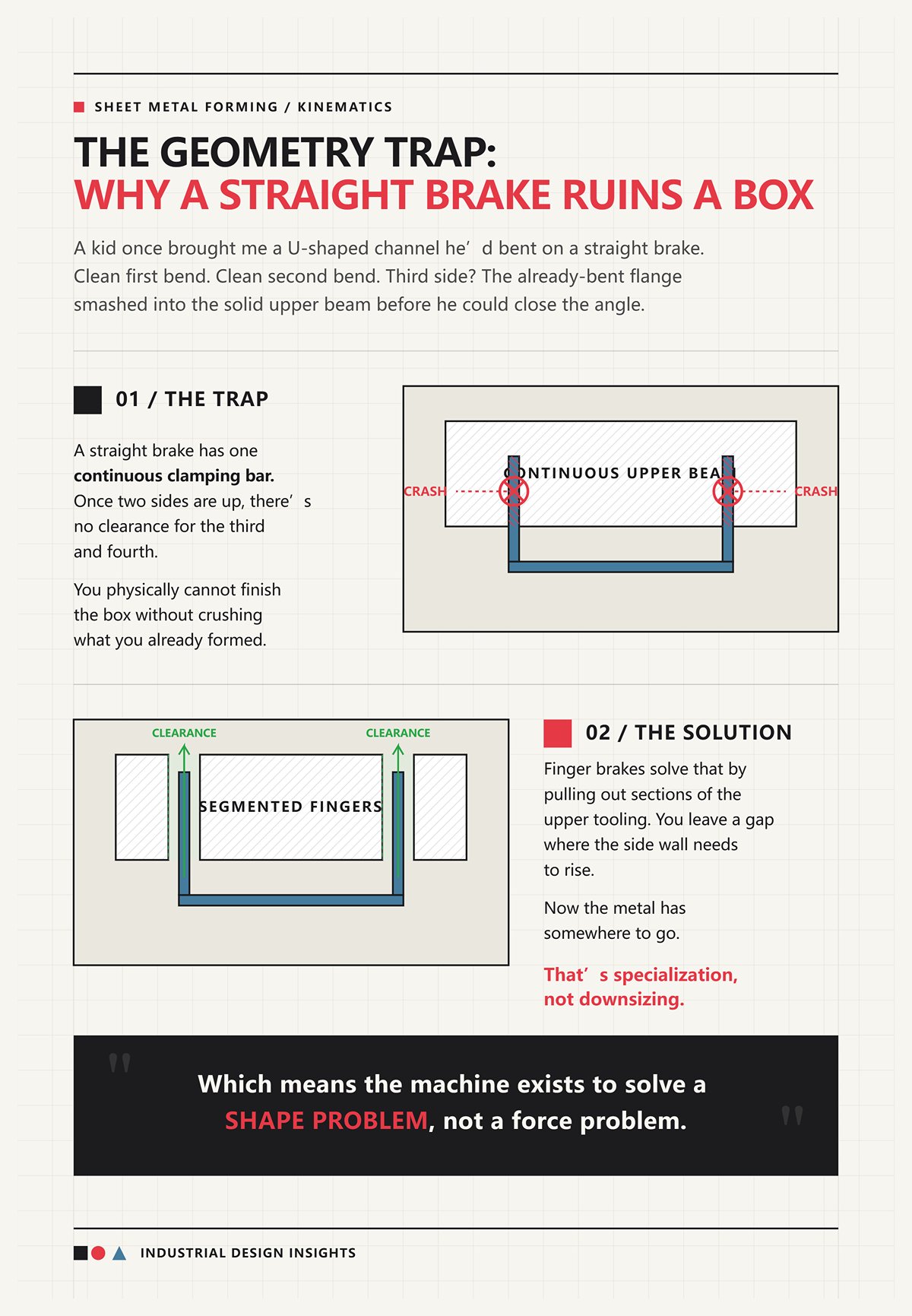
Un chico una vez me trajo un canal en forma de U que había doblado en una plegadora recta. Primer doblez limpio. Segundo doblez limpio. ¿Tercer lado? El ala ya doblada chocó contra la viga superior sólida antes de que pudiera cerrar el ángulo.
Esa es la trampa de la geometría.
Una plegadora recta tiene una barra de sujeción continua. Una vez que dos lados están levantados, no hay espacio libre para el tercero y el cuarto. Físicamente no puedes terminar la caja sin aplastar lo que ya formaste.
Las plegadoras de dedos resuelven eso retirando secciones de la herramienta superior. Dejas un hueco donde la pared lateral necesita levantarse. Ahora el metal tiene a dónde ir. Eso es especialización, no reducción de tamaño.
Lo que significa que la máquina existe para resolver un problema de forma, no un problema de fuerza.
He escuchado a proveedores llamarlas “plegadoras compactas”. Esa frase planta un ladrillo en tu cabeza: máquina más pequeña, mismo trabajo.
Pero la barrera de tonelaje en mi taller es real. He visto a hombres adultos inclinarse sobre una manivela como si pudieran atravesarla.
Una plegadora hidráulica escala añadiendo cilindros y masa en el bastidor. Una plegadora de dedos escala añadiendo comodidad para trabajos complejos de calibre ligero. Son prioridades de diseño diferentes. Una persigue fuerza y repetibilidad—600 dobleces por hora en una célula de producción. La otra persigue acceso y flexibilidad—bandejas únicas, cajas personalizadas, chapa delicada donde cambias los dedos más que el grosor del material.
Cuando crees que es simplemente “compacta”, la empujas más allá de su límite. Cuando entiendes que es especializada, la usas donde brilla y en ningún otro lugar.
El cambio que quiero en tu cabeza es simple: deja de preguntar cuánta fuerza tiene y empieza a preguntar qué geometría fue diseñada para despejar.
El invierno pasado vi a un chico intentar terminar el cuarto lado de una pequeña caja eléctrica. Los primeros tres dobleces se veían limpios. En el último, el ala ya formada no tenía a dónde ir, tocó la viga sólida y se arrugó como una lata de refresco.
Ese es el momento en que la mayoría finalmente hace la pregunta correcta: si la fuerza no es la métrica, ¿qué decide realmente lo que esta máquina puede manejar?
No empiezas con tonelaje. Empiezas con espacio libre.
Una plegadora de dedos existe para resolver un problema: ¿cómo doblas cuatro lados de una caja cuando tres ya están levantados? Todo en su anatomía apunta de nuevo a ese problema de geometría. La herramienta superior segmentada, la viga de sujeción, la larga hoja manual — nada de eso trata de reducir una prensa industrial. Se trata de crear espacio donde una plegadora recta no tiene ninguno.
Y una vez que ves eso, los límites dejan de sentirse misteriosos y empiezan a parecer estructurales.

Saca tres dedos de la viga superior y deja un hueco de 2 pulgadas en el medio. Ahora desliza una hoja de manera que las dos alas levantadas se acomoden en esos bolsillos vacíos. Cuando sujetas y levantas la hoja de doblado, el metal gira hacia el aire libre en lugar de chocar contra acero sólido.
Ese es todo el truco.
Los dedos no son punzones robustos destinados a empujar el material hacia un troquel. Son simplemente bloques de sujeción modulares. Su trabajo es mantener la hoja plana y permitirte elegir dónde se permite que el metal se eleve. Cada dedo crea una “zona sin acero” controlada sobre la pieza para que los lados formados puedan pasar sin interferencia.
Imagina formar una bandeja de 10×10×3 pulgadas a partir de Acero dulce calibre 16. En una plegadora recta, una vez que dos lados de 3 pulgadas están levantados, el tercer lado choca físicamente con la barra de sujeción continua. En una plegadora de dedos, quitas las secciones donde esos lados se apoyan. La máquina no se vuelve más fuerte. Se vuelve más inteligente respecto al espacio.
Por eso decir “tiene dedos, así que debe ser versátil” pierde el punto. Los dedos no amplían la capacidad de grosor. Amplían la posibilidad geométrica.
Advertencia de la papelera de chatarra: Si dejas muy pocos dedos bajo un panel ancho, la presión de sujeción se concentra en puntos estrechos — marcarás con huellas de la mordaza el aluminio blando o dejarás que la lámina se deslice a mitad de la curva, arruinando tanto la superficie como el ángulo.
Entonces, si los dedos no están empujando el metal para darle forma, ¿qué lo está haciendo realmente?
Una prensa plegadora impulsa un punzón dentro de una matriz. El material se fuerza dentro de una abertura en V. La fuerza fluye verticalmente a través de un marco rígido diseñado para una tonelada medida. Por eso ves clasificaciones de 50, 100, 200 toneladas — toda la estructura está construida para resistir esa carga sin deformarse.
Una plegadora de dedos no prensa. Sujeta y rota.
Bloqueas la lámina entre la viga superior de sujeción y la cama. Luego la hoja inferior se eleva, llevando consigo la parte libre de la lámina. La curva se forma a lo largo del borde de la mordaza, actuando como una línea de pivote. No hay cavidad de matriz que soporte la curva desde abajo. La máquina le pide al material que ceda por palanca, no aplastándolo para darle forma.
Esa diferencia importa cuando observas los límites del material.
La mayoría de las plegadoras de dedos manuales son cómodas, de manera realista, alrededor de Acero dulce calibre 16 a 18 a lo largo de todo su ancho. Algunos modelos pesados anuncian hasta Acero dulce de 1/8 de pulgada (3,2 mm), pero esa clasificación cae rápidamente con acero inoxidable o aleaciones de alta resistencia porque la resistencia de fluencia aumenta y tu palanca no. Una prensa plegadora puede compensar aumentando la tonelada. Una plegadora de dedos no puede; sus marcos laterales y pasadores de pivote se convierten en el punto débil.
El marco se deforma antes que el acero.
Advertencia de la papelera de chatarra: Intenta doblar Acero inoxidable de 1/8 de pulgada a lo largo de todo el ancho de una plegadora manual ligera y no solo obtendrás recuperación elástica — deformarás los marcos laterales fuera de paralelo, y cada curva futura saldrá en forma de cuña.
Si la estructura es el factor limitante, entonces la verdadera pregunta se vuelve incómoda: ¿qué significa realmente “manual” cuando tu propio cuerpo es la planta de energía?
| Sección | Contenido |
|---|---|
| Diferencia fundamental | Una prensa plegadora impulsa un punzón dentro de una matriz, forzando el material en una abertura en V. La fuerza fluye verticalmente a través de un marco rígido diseñado para una tonelada medida (50, 100, 200 toneladas), construido para resistir la deformación. Una plegadora de dedos no prensa; sujeta y rota. |
| Operación de prensa plegadora | El punzón empuja el material dentro de una cavidad de matriz. La estructura está diseñada para manejar la fuerza vertical sin deformarse. |
| Operación de freno de dedos | La lámina se bloquea entre la viga superior de sujeción y la cama. La hoja inferior se balancea hacia arriba, doblando la parte libre a lo largo del borde de la mordaza como línea de pivote. No hay cavidad de matriz que soporte la curva. El material cede por palanca, no por compresión. |
| Por qué la diferencia importa | La distinción mecánica determina los límites del material y el manejo del esfuerzo estructural. |
| Límites de material – Freno de dedos | La mayoría de los frenos de dedos manuales manejan acero dulce de calibre 16 a 18 a lo largo de todo el ancho. Algunos modelos pesados afirman manejar hasta 1/8 de pulgada (3,2 mm) de acero dulce, pero la capacidad disminuye significativamente con acero inoxidable o aleaciones de alta resistencia debido a la mayor resistencia de fluencia. |
| Límites de material – Prensa plegadora | Una prensa plegadora puede compensar materiales más resistentes aumentando la tonelada. Un freno de dedos no puede; sus marcos laterales y pasadores de pivote se convierten en el punto débil. |
| Limitación estructural | En un freno de dedos, el marco se deforma antes de que el acero ceda. |
| Advertencia sobre el contenedor de chatarra | Intentar doblar acero inoxidable de 1/8 de pulgada a lo largo de todo el ancho de un freno manual ligero puede desalinear los marcos laterales, causando un estrechamiento permanente en futuros dobleces. |
| Pregunta crítica | Si la estructura es el factor limitante, ¿qué significa realmente “manual” cuando tu propio cuerpo es la fuente de energía? |
He visto hombres adultos colgarse de una hoja de doblado de 4 pies como si estuvieran haciendo dominadas, botas fuera del suelo, intentando exprimir unos grados más de una lámina gruesa. La máquina gime. La manija se flexiona. El doblez apenas se mueve.
Ese es el muro de tonelaje.
En un freno de dedos manual, tu palanca está fijada por la longitud de la manija y la geometría del pivote. Supongamos que la hoja te da una ventaja mecánica de 6:1 — generosa para muchos diseños. Si pesas 180 libras y te inclinas con todo tu peso corporal, estás entregando aproximadamente 1,000 libras de fuerza en la línea de doblez. Distribuidas a lo largo de un ancho de 40 pulgadas, eso es solo 25 libras por pulgada antes de pérdidas por fricción y flexión del marco.
Ahora compáralo con lo que se necesita para deformar plásticamente acero más grueso.
A medida que el espesor se duplica, la fuerza requerida para doblar no solo se duplica — aumenta aproximadamente con el cuadrado del espesor para una geometría de matriz similar. Por eso, saltar de Calibre 16 para 1/8 de pulgada se siente como golpear una pared de ladrillo. No pediste solo un poco más. Pediste varias veces más.
Sí, existen frenos de dedos eléctricos accionados por servomotor. Husillos de bolas, control de bucle cerrado, ángulos consistentes desde la primera hasta la milésima curva. Mejoran la repetibilidad y reducen la variabilidad del operador. Pero incluso esos siguen siendo máquinas de sujeción y hoja. Ganan precisión, no fuerza infinita. La geometría permanece igual, y también el límite estructural.
Advertencia de contenedor de chatarra: Forzar una curva más allá de la zona de confort de la máquina no solo detendrá el ángulo — estirará permanentemente los pasadores de pivote y los cojinetes, introduciendo holgura que hará que cada trabajo de calibre ligero posterior sea inconsistente.
Así que cuando preguntes qué puede manejar de forma segura un freno de dedos, deja de buscar un número de tonelaje como lo harías en una prensa plegadora. Mira tres cosas en su lugar: espesor y resistencia de fluencia del material, ancho de la curva y la rigidez del marco.
Porque esta máquina nunca fue diseñada para ganar una pelea contra placa gruesa.
Fue construida para resolver un problema de geometría.
El invierno pasado un chico me trajo un freno de dedos manual de 48 pulgadas que acababa de comprar y me preguntó por qué no podía doblar su Acero inoxidable de 1/8 de pulgada panel sin dos amigos colgando de la manija.
Así es como determinas el tamaño y modelo correctos para tu trabajo: encuentras la pared antes de chocar contra ella. No adivinando. No leyendo el número más audaz en el catálogo. Entendiendo dónde la palanca, la resistencia del material y la rigidez del marco dejan de negociar y empiezan a negarse.
Ya sabes que los límites de la máquina son geométricos y estructurales, no afirmaciones de marketing. Ahora vamos a poner números y mecanismos a esa pared — porque una vez que la ves claramente, dejas de intentar “empujar” y empiezas a elegir correctamente.
Imagina una pared de ladrillo literal en el taller. Puedes acercarte a ella. Puedes apoyarte en ella. Pero si corres hacia ella, lo único que cede eres tú. La pared de tonelaje es ese tipo de límite.
Me he parado junto a una prensa plegadora hidráulica de 100 toneladas mientras conducía un punzón en acero dulce de 1/4 de pulgada como si fuera cartón.
El operador tocó un pedal. Un cilindro empujó directamente hacia abajo a través de un marco en C rígido. Aceite bajo presión se tradujo en fuerza controlada y medible. El marco fue diseñado para resistir esa carga sin torcerse. La clasificación de tonelaje no era decoración — era ingeniería estructural.
Ahora vuelve a tu freno de dedos manual.
Sujetar la lámina. Tirar de una hoja. La curva se forma porque la pata libre de la lámina está siendo rotada alrededor de una línea de pivote. Tu “unidad de potencia” es tu peso corporal y la palanca que te da la geometría del mango. Una ventaja mecánica de seis a uno es común. Ocho a uno si tienes suerte.
Vamos a hacer un hipotético limpio. Pesas 200 libras y eres honesto al respecto. Con una ventaja de 6:1, estás aplicando alrededor de 1,200 libras en la línea de doblado — antes de la fricción, antes de la flexión del marco. Distribuido en 48 pulgadas, estás en 25 libras por pulgada.
Una pequeña prensa plegadora hidráulica con una capacidad nominal de 20 toneladas entrega 40,000 libras. Incluso distribuidas en 48 pulgadas, eso es más de 800 libras por pulgada disponibles — y puede aumentar si el material lo exige.
Eso no es “más”. Eso es una categoría diferente de fuerza.
Lo que realmente compraste es un animal muy diferente construido para una pelea muy diferente. Uno aplasta el metal en una cavidad de matriz. El otro persuade a la lámina ligera para que ceda mediante rotación. Ninguna cantidad de inclinación convierte uno en el otro.
Advertencia de cubo de chatarra: Si tratas una plegadora manual de dedos como una máquina hidráulica y “bombas doble” el mango intentando alcanzar el ángulo, ovalarás los agujeros de pivote en las placas laterales — y la plegadora nunca volverá a doblar en escuadra.
Entonces, si la fuerza está limitada por tu cuerpo y el marco, ¿dónde se vuelve físicamente irreal el doblado?
Un cliente insistió una vez en que su plegadora de 40 pulgadas estaba “clasificada” para Acero dulce de 1/8 de pulgada (3,2 mm), así que intentó un doblado de ancho completo.
Las primeras 10 pulgadas cerca de la bisagra se movieron. El centro apenas se movió. El extremo lejano no se movió en absoluto.
Esa clasificación, si es honesta, normalmente supone acero dulce, longitud corta de doblado y condiciones ideales. En el momento en que cambias a acero inoxidable — con resistencia de fluencia a menudo entre 30 y 50 % mayor — tu fuerza requerida aumenta proporcionalmente. Y recuerda: la fuerza de doblado aumenta aproximadamente con el cuadrado del espesor. Pasar de Calibre 16 (~0.060 pulgadas) a 1/8 de pulgada (0.125 pulgadas) no solo es más que duplicar el espesor; es aproximadamente cuadruplicar la demanda de fuerza para la misma geometría.
En una típica plegadora manual de dedos de 48 pulgadas, Acero dulce calibre 16 a lo ancho completo es cómodo. Calibre 14 empieza a sentirse como trabajo. Acero dulce de 1/8 de pulgada a lo ancho completo de 48 pulgadas? Ese es el límite para la mayoría de los diseños manuales. El acero inoxidable alcanza ese límite antes — a veces en Calibre 16 dependiendo del ancho.
Ahora aquí está el matiz que los principiantes pasan por alto.
Existen frenos de estilo de dedos especializados — como unidades pesadas de banco — que pueden doblar acero dulce de 5/8 de pulgada. Pero lee la letra pequeña: a menudo solo 3 pulgadas de ancho. Tira estrecha. Marco masivo. Geometría y trayectoria de carga completamente diferentes. Reduce el ancho a 3 pulgadas y tu fuerza por pulgada se dispara con la misma entrada.
El ancho es un multiplicador de fuerza en sentido inverso.
Así que cuando eliges un freno, no preguntas, “¿Cuál es el acero más grueso que puede doblar?” Preguntas, “¿Qué grosor a qué ancho, en qué aleación, sin deflexión del marco?” Porque una vez que el marco se deflecta más de lo que el material cede, la máquina se convierte en el eslabón débil.
Está construida para doblar chapa ligera en formas con lados ya levantados, no para someter placa gruesa por la fuerza.
Lo que plantea una pregunta más difícil: incluso si te mantienes dentro de los límites de grosor, ¿qué pasa con la consistencia cuando tu fuente de energía eres… tú?
Un taller que conozco fabricó 200 pequeñas bandejas de aluminio en un freno manual de dedos. Las primeras diez fueron perfectas. Para la bandeja 120, los ángulos se estaban desviando 2–3 grados hacia la apertura.
Nada se rompió. Nadie excedió el grosor.
Pero los hombros del operador estaban destrozados. La fatiga cambia la fuerza de tracción. La micro‑deflexión en el marco aumenta a medida que los bujes se calientan. El retroceso — la tendencia del material a relajarse después de doblar — exige un ligero sobre‑doblado, y ese sobre‑doblado depende de la sensación.
En una prensa hidráulica o CNC, los topes posicionan la hoja con precisión de milésimas. La profundidad del émbolo se controla mediante retroalimentación de codificador. La máquina no se cansa. El doblado 1 y el doblado 10,000 son iguales porque la fuerza y la posición se miden, no se adivinan.
Ahora, los frenos modernos eléctricos de dedos con accionamientos servo y control de lazo cerrado cierran esa brecha de repetibilidad. Pueden volver al mismo ángulo de manera consistente porque la posición de la hoja se controla mediante motores, no músculos.
Pero aquí está el límite: todavía dependen del apriete y la rotación de la hoja. Si el material exige más fuerza de la que el marco puede resistir sin flexión, el control de precisión solo te da un ángulo incorrecto perfectamente repetible.
La precisión no puede compensar una capacidad de fuerza insuficiente.
Así que incluso dentro del grosor “clasificado”, si estás cerca del límite superior, tu repetibilidad disminuye porque estás trabajando contra el retroceso del material y la flexión estructural.
Y eso lleva al malentendido más peligroso de todos.
Vi a un freno manual de 60 pulgadas intentar doblar Acero dulce calibre 14 ancho completo.
El operador podía doblar 12 pulgadas de ese material todo el día. Pero a 60 pulgadas, la hoja se arqueaba. El centro se quedaba atrás respecto a los extremos. La línea de doblado no era recta: era más superficial en el medio, más ajustada cerca de las bisagras.
Mismo espesor. Misma máquina. Diferente longitud.
La fuerza de doblado escala con la longitud. Dobla la longitud de doblado, y se duplica la fuerza total requerida. Pero la resistencia del marco a la deflexión no escala tan generosamente. Los tramos largos introducen deflexión de viga. La barra de sujeción se levanta microscópicamente en el centro. El eje de pivote se tuerce.
Por eso una plegadora que maneja Acero dulce calibre 16 a 48 pulgadas podría manejar cómodamente Calibre 14 a 24 pulgadas — pero fallar miserablemente a 48.
La relación longitud‑espesor es el asesino silencioso de las suposiciones.
Advertencia de cubo de chatarra: Intenta un doblado de ancho completo cerca del calibre máximo y obtendrás un doblado arqueado — abierto en el centro, ajustado en los extremos — y ninguna cantidad de “re‑doblado” lo enderezará sin adelgazar y debilitar el metal.
Entonces, ¿cómo eliges la plegadora de dedos correcta?
Comienzas con tu material más grueso, en su aleación real. Defines la longitud máxima de doblado que intentarás. Luego retrocedes un calibre más ligero y un ancho más corto que el máximo anunciado. Ese margen no es cobardía. Es un seguro contra la flexión, la fatiga y el muro de ladrillo.
Porque una vez que llegas al muro de tonelaje en una plegadora de dedos, el rendimiento no disminuye gradualmente.
Se detiene.
Ahora estás haciendo la pregunta correcta: dado tu material real y el tamaño de la pieza, ¿cuándo deja la plegadora de dedos de ser una desventaja y empieza a ser la herramienta más inteligente del taller?
Aquí está el giro.
Una vez que respetas el muro de tonelaje, la plegadora de dedos deja de competir con una prensa plegadora por completo.
Gana en trabajos diferentes.
Vi a un nuevo empleado pasar 40 minutos cargando herramientas en una prensa plegadora de 60 toneladas para fabricar una caja de aluminio.
La pieza era aluminio de 0,063 pulgadas, 12 pulgadas de ancho, cuatro dobleces. Nada exótico. En la prensa plegadora, tuvimos que elegir la apertura correcta de la matriz en V, cambiar punzones, ajustar los topes traseros, calibrar la profundidad del ariete para la recuperación elástica y hacer dos pruebas de doblado para clavar el ángulo.
En la plegadora manual de dedos situada a tres metros, podría haber aflojado dos perillas, retirado tres dedos, colocado el material contra el tope y doblado todo en cinco minutos.
Eso no es teoría. Es matemática de taller.
Cuando la producción es de una pieza — quizá tres — la preparación domina todo. Una máquina hidráulica que puede producir 600 dobleces por hora no se preocupa por la velocidad si solo necesitas ocho dobleces en total. Nunca amortizas el tiempo de preparación.
Y como estás por debajo del límite de tonelaje — digamos Acero dulce calibre 16 a 18 pulgadas de ancho, o aluminio delgado a todo el ancho — no estás luchando contra el bastidor. Estás usando la máquina donde está más cómoda.
El primer prototipo casi siempre sale más rápido de una plegadora de dedos.
Pero, ¿qué pasa cuando ese “único” se convierte en diez gabinetes ligeramente diferentes?
Un cliente necesitó una vez seis cajas de control de acero inoxidable, cada una con diferentes recortes de agujeros y profundidades de pestañas.
Mismo material. Misma forma general. Dimensiones diferentes cada vez.
En una prensa plegadora, eso significa ajustar los topes traseros para cada pieza, a veces cambiar herramientas si las longitudes de las pestañas cambian lo suficiente como para causar interferencia, y recalcular las deducciones de doblado — eso es la matemática que tiene en cuenta el estiramiento del material en el radio de doblado. La máquina es potente, sí. Pero le gusta la repetición.
La plegadora de dedos no se preocupa por la repetición.
Retira algunos dedos para despejar una pestaña de retorno. Desliza la lámina a mano hasta tu línea marcada. Sujeta. Dobla. Como los dedos son seccionales, puedes formar una caja con lados ya levantados — algo que un punzón y matriz rectos físicamente no pueden hacer sin herramientas especiales. Ahí es donde brilla.
Está construida para doblar chapa ligera en formas con lados ya levantados, no para someter placa gruesa por la fuerza.
Y aquí está el límite que no cruzas: si ese acero inoxidable se acerca a Calibre 14 a ancho real, estás caminando hacia el muro de ladrillo. La geometría podría ser perfecta para una plegadora de dedos, pero la fuerza no lo es.
Advertencia de la papelera de chatarra: Intenta formar una caja de acero inoxidable cerca del límite en una sola tirada y flexionarás la hoja lo suficiente como para subdoblar el centro; cuando lo “corriges” con un segundo golpe, endureces por trabajo la línea de doblado y la esquina se agrieta en el tercer ajuste.
Entonces define “tirada corta”.”
En un taller pequeño, normalmente son de 1 a 10 piezas donde la geometría varía más que el volumen. Con 25 piezas idénticas, el costo de preparación de la prensa empieza a compensar. Con 100 piezas idénticas, gana sin debate.
Pero si las piezas son primas, no gemelas, la flexibilidad supera la velocidad bruta.
Por eso los talleres pequeños más saludables no eligen una máquina sobre la otra.
“Prensa” suena industrial.
Lo que realmente compraste es un animal muy diferente construido para una pelea muy diferente.
En mi taller, los trabajos se asignan según dos preguntas:
Si la respuesta a la primera es sí y la segunda es sí, la prensa de dedos recibe el trabajo. Prototipos. Transiciones HVAC. Carcasas peculiares. Cualquier cosa en calibre ligero donde quitar dedos resuelva problemas de holgura en segundos.
Si el material está sobrepasando acero dulce de 1/8 de pulgada a ancho completo — o la tirada es de 50 soportes idénticos — va directo a la prensa. Sin debate. No es preferencia. Es física y economía.
La prensa de dedos es la especialista en geometría. La prensa es la especialista en fuerza y repetición.
Una vez que ves eso, elegir capacidad deja de ser emocional. Se convierte en un problema de clasificación.
Así que cuando miras tus propias piezas — tus materiales reales, tus cantidades reales — ¿qué montón es más grande en tu taller?
No dimensionas una plegadora de dedos por lo que esperas doblar el próximo año — la dimensionas por la parte más gruesa y ancha que doblas cada mes sin drama.
Esa es la parte no obvia. La mayoría de los nuevos dueños de talleres lo hacen al revés. Compran por ambición. Una plegadora de 48 pulgadas porque algún día podrían necesitar 48 pulgadas. Una clasificación de calibre más alta porque más grueso “se siente más seguro”. Pero esta máquina vive bajo un techo rígido. Si tu trabajo habitual cruza ese techo incluso ocasionalmente, no necesitas una plegadora de dedos más grande — necesitas una clase diferente de máquina.
Imagina la pared de tonelaje como una pared de ladrillo real en el taller. Puedes acercarte a ella todos los días. No hay nada malo en eso. Pero si tu flujo de trabajo requiere chocar contra ella dos veces por semana, eso no es ambición. Eso es colisión.
Entonces, ¿cómo sabes dónde está realmente tu pared?
Un dueño de taller intentó una vez formar Acero dulce de 1/8 de pulgada ancho completo en una plegadora de dedos manual de 4 pies porque “está clasificada para eso”.”
Terminó el doblez. La máquina no se rompió. La pieza sí — dimensionalmente.
Aquí están las tres preguntas que clasifican tus trabajos permanentemente, no emocionalmente:
1. ¿Cuál es el material más grueso que doblas a ancho completo, en la vida real?
No una vez. No “quizás”. Si tu trabajo mensual incluye algo por encima Acero dulce calibre 16 a un ancho significativo, estás viviendo al límite de lo que una plegadora de dedos manual puede manejar cómodamente. El acero inoxidable baja ese techo aún más debido a su mayor resistencia de fluencia — se resiste al doblado de manera más agresiva.
2. ¿Tus piezas requieren doblar alrededor de pestañas existentes o dentro de retornos?
Si es así, eso es territorio de plegadora de dedos. Los dedos seccionados te permiten quitar piezas para que el trabajo pase durante el doblez. El utillaje recto de la plegadora no puede hacer eso sin punzones especiales. Esto es geometría, no potencia.
3. ¿Cuántos dobleces idénticos por trabajo?
Si produces regularmente 25, 50, 100 soportes idénticos, la repetición se convierte en el factor dominante. Una plegadora hidráulica puede realizar 600 dobleces por hora sin que el operador sea el factor limitante. Una plegadora de dedos manual no puede competir en volumen, sin importar lo fuerte que seas.
Advertencia de la papelera de chatarra: Si respondes la Pregunta 1 de manera deshonesta y dimensionas la plegadora justo en su máximo anunciado — digamos una plegadora de “calibre 16” que usas regularmente a calibre 16 a ancho completo — la hoja se flexionará lo suficiente como para coronar la curva. Perseguirás la consistencia del ángulo de un lado al otro y te culparás a ti mismo en lugar de a la física.
Esas tres preguntas no solo guían la compra. Definen la ruta. Y una vez que la ruta está clara, algo más se vuelve evidente: la longitud máxima de doblado no es la especificación que te salva o te hunde.
Entonces, ¿qué especificación importa realmente más?
Un nuevo aprendiz una vez se jactó de haber comprado una dobladora de 48 pulgadas.
Solo podía formar cajas de 6 pulgadas de profundidad.
La longitud máxima vende máquinas. La variedad de dedos determina lo que realmente puedes construir.
Las dobladoras de dedos funcionan porque la barra de sujeción está segmentada. Quitas dedos para permitir que los lados ya doblados pasen por la abertura. Si tu surtido incluye dedos estrechos — segmentos de 1 pulgada, 2 pulgadas, 3 pulgadas — puedes construir cajas ajustadas, pestañas desplazadas, piezas asimétricas.
Si todos tus dedos son bloques anchos, estás limitado a hacer bandejas poco profundas y canales simples, incluso si la máquina mide 4 pies de largo.
Está construida para doblar chapa ligera en formas con lados ya levantados, no para someter placa gruesa por la fuerza.
Digamos que regularmente fabricas cajas de 10 pulgadas de ancho con pestañas de retorno de 2 pulgadas. Una dobladora de 36 pulgadas con una rica variedad de dedos superará a una dobladora de 48 pulgadas con segmentos gruesos porque la holgura, no el alcance, es el factor limitante.
La longitud solo importa si tus verdaderas piezas la superan regularmente. De lo contrario, es solo para presumir.
Y aquí está el giro: una vez que tus piezas se vuelven lo suficientemente gruesas como para que la resistencia de los dedos sea el eslabón débil, ninguna variedad de dedos te salva.
Entonces, ¿cuándo deja de tener sentido la propiedad en sí?
Un cliente me trajo cinco soportes en acero dulce de 3/16 de pulgada y preguntó si debería “simplemente conseguir una dobladora de dedos de alta resistencia”.”
Esa pregunta ya tenía la suposición equivocada incorporada.
Si tu lista de trabajos cruza regularmente 1/8 de pulgada y más en ancho real, alquilar tiempo de prensa hidráulica es más barato que comprar la máquina equivocada. Una máquina hidráulica aplica fuerza verticalmente con un recorrido controlado del émbolo. Sin flexión de hoja. Sin límite de palanca humana. Sin adivinanzas.
Incluso las modernas prensas de dedos eléctricas — sistemas servoaccionados, de husillo de bolas — pueden mantener ángulos con una consistencia impresionante. Resuelven la repetibilidad. No derogan la física del material. Cuando aumenta el grosor, la fuerza requerida aumenta bruscamente. La barrera de tonelaje no se preocupa de si el accionamiento es manual o eléctrico.
Advertencia de contenedor de chatarra: Intenta “hacer que funcione” en placa gruesa realizando múltiples dobleces poco profundos para acercarte a 90 grados. Estirarás las fibras exteriores de manera desigual, distorsionarás la longitud del ala y terminarás con una pieza que parece cuadrada pero que mide incorrectamente en el montaje.
Así que aquí está el marco de decisión que quiero que lleves adelante:
“Prensa” suena industrial.
Lo que realmente compraste es un animal muy diferente construido para una pelea muy diferente.
La decisión final no se trata del presupuesto. Se trata de si tu trabajo diario te pide resolver un problema de geometría — o ganar un concurso de fuerza. Y esas nunca son la misma lucha.


















