

He rolled the 3/16-inch plate under the clamp like he’d seen in videos, leaned his whole weight on the handle, and smiled when it started to move. The smile faded when the side plates flexed and never quite came back to square.
I’ve seen that look more times than I can count.
You think you bought a small version of the big iron in a factory. What you actually bought is a very different animal built for a very different fight.
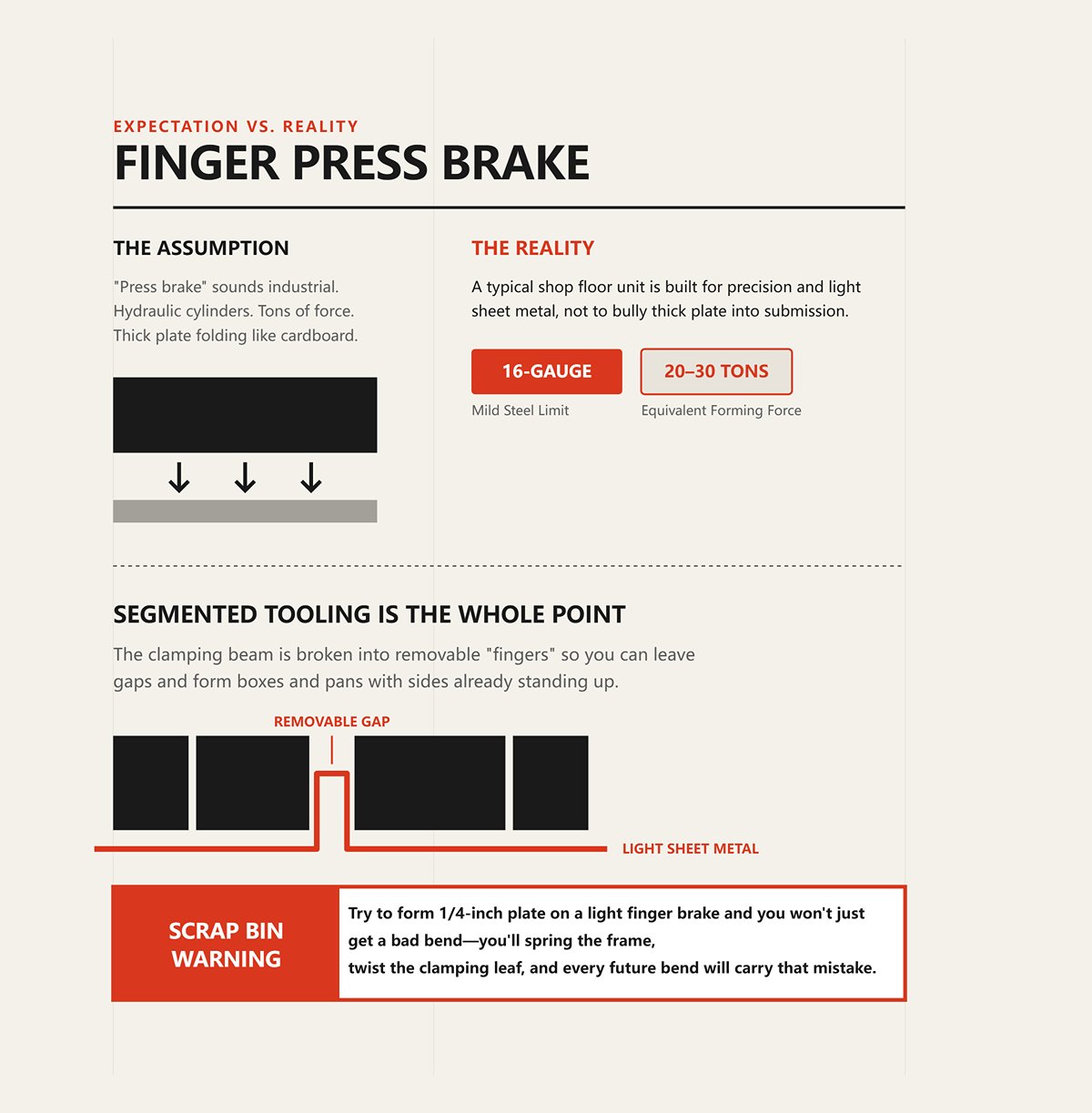
“Press brake” sounds industrial. Hydraulic cylinders. Tons of force. Thick plate folding like cardboard.
A finger press brake on a typical shop floor is rated for 16‑gauge mild steel at maybe 20–30 tons equivalent forming force across its full width—and that’s being generous for many manual units. The clamping beam is broken into removable “fingers” so you can leave gaps and form boxes and pans. That segmented tooling is the whole point.
It’s built to bend light sheet into shapes with sides already standing up, not to bully thick plate into submission.
Scrap Bin Warning: Try to form 1/4-inch plate on a light finger brake and you won’t just get a bad bend—you’ll spring the frame, twist the clamping leaf, and every future bend will carry that mistake.
So if it’s not a mini factory machine, why does that assumption feel so natural in the first place?
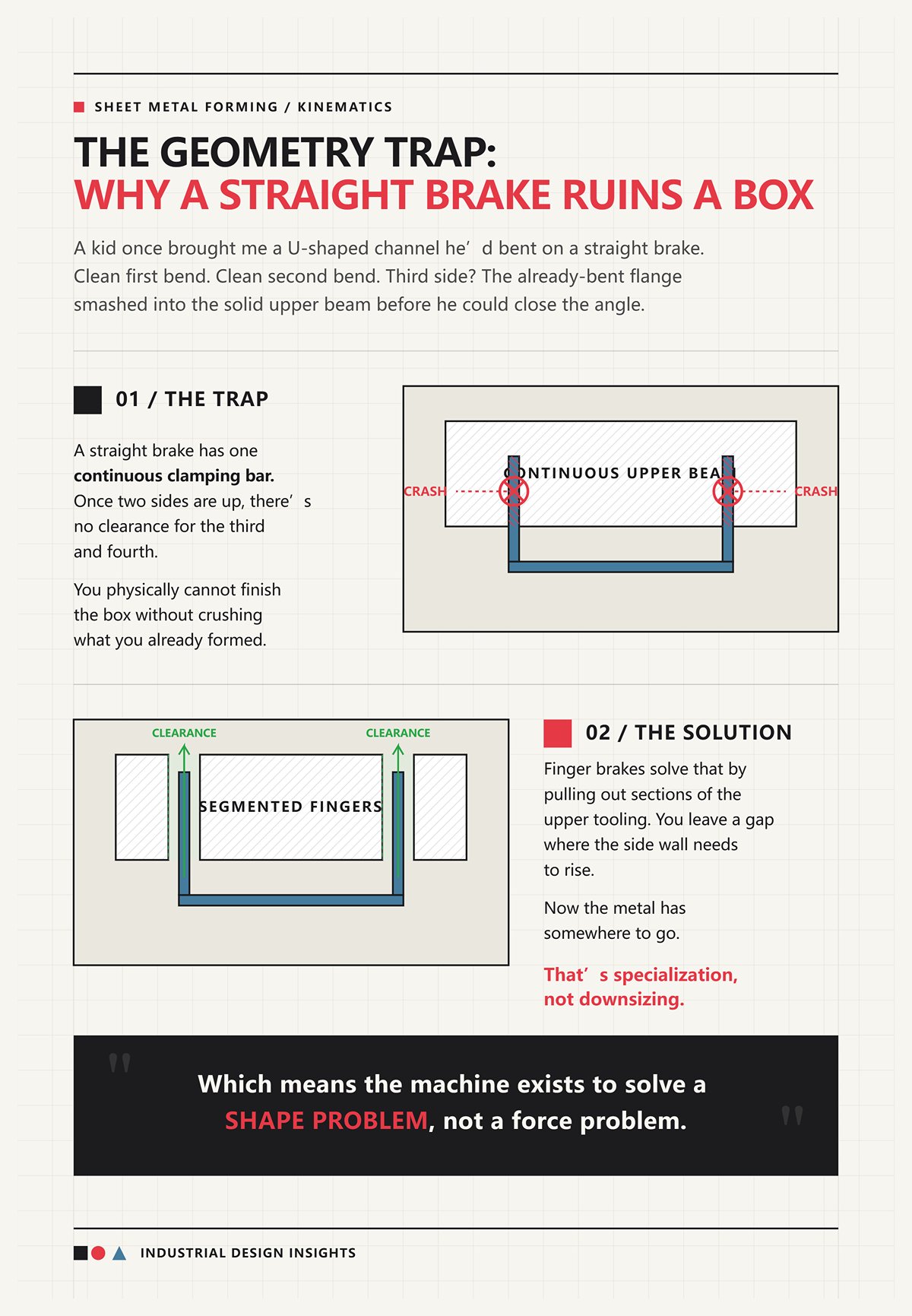
A kid once brought me a U-shaped channel he’d bent on a straight brake. Clean first bend. Clean second bend. Third side? The already-bent flange smashed into the solid upper beam before he could close the angle.
That’s the geometry trap.
A straight brake has one continuous clamping bar. Once two sides are up, there’s no clearance for the third and fourth. You physically cannot finish the box without crushing what you already formed.
Finger brakes solve that by pulling out sections of the upper tooling. You leave a gap where the side wall needs to rise. Now the metal has somewhere to go. That’s specialization, not downsizing.
Which means the machine exists to solve a shape problem, not a force problem.
I’ve heard suppliers call them “compact press brakes.” That phrase plants a brick in your head: smaller machine, same job.
But the tonnage wall in my shop is real. I’ve watched grown men lean into a handle like they could run through it.
A hydraulic press brake scales by adding cylinders and frame mass. A finger brake scales by adding convenience for complex light-gauge work. Those are different design priorities. One chases force and repeatability—600 bends an hour in a production cell. The other chases access and flexibility—one-off pans, custom boxes, delicate sheet where you change fingers more than you change material thickness.
When you believe it’s just “compact,” you push it past its wall. When you understand it’s specialized, you use it where it shines and nowhere else.
The shift I want in your head is simple: stop asking how much force it has, and start asking what geometry it was built to clear.
I watched a kid try to finish the fourth side of a small electrical enclosure last winter. First three bends looked clean. On the last one, the already‑formed flange had nowhere to go, kissed the solid beam, and wrinkled like a soda can.
That’s the moment most people finally ask the right question: if force isn’t the metric, what actually decides what this machine can handle?
You don’t start with tonnage. You start with clearance.
A finger brake exists to solve one problem: how do you bend four sides of a box when three of them are already standing up? Everything about its anatomy points back to that geometry problem. The segmented upper tooling, the clamping beam, the long manual leaf — none of it is about scaling down an industrial press. It’s about creating space where a straight brake has none.
And once you see that, the limits stop feeling mysterious and start looking structural.

Pull three fingers out of the upper beam and leave a 2‑inch gap in the middle. Now slide a sheet in so the two standing flanges sit in those empty pockets. When you clamp and lift the bending leaf, the metal rotates up into open air instead of crashing into solid steel.
That’s the entire trick.
The fingers are not beefy punches meant to drive material into a die. They’re simply modular clamping blocks. Their job is to hold the sheet flat and let you choose where metal is allowed to rise. Each finger creates a controlled “no‑steel zone” above the workpiece so formed sides can pass by without interference.
Imagine forming a 10×10×3‑inch pan from 16‑gauge mild steel. On a straight brake, once two 3‑inch sides are up, the third side physically collides with the continuous clamp bar. On a finger brake, you remove the sections where those sides sit. The machine doesn’t get stronger. It gets smarter about space.
That’s why saying “it has fingers, so it must be versatile” misses the point. The fingers don’t expand thickness capacity. They expand geometric possibility.
Scrap Bin Warning: Leave too few fingers under a wide panel and the clamping pressure concentrates on narrow points — you’ll emboss clamp marks into soft aluminum or let the sheet slip mid‑bend, ruining both surface and angle.
So if the fingers aren’t pushing the metal into shape, what actually is?
A press brake drives a punch into a die. The material is forced into a V opening. Force flows vertically through a rigid frame designed for measured tonnage. That’s why you see ratings in 50, 100, 200 tons — the entire structure is built to resist that load without deflecting.
A finger brake doesn’t press. It clamps and rotates.
You lock the sheet between the upper clamping beam and the bed. Then the lower leaf swings upward, carrying the free portion of the sheet with it. The bend forms along the edge of the clamp, acting as a pivot line. There is no die cavity supporting the bend from below. The machine is asking the material to yield by leverage, not by crushing it into shape.
That difference matters when you look at material limits.
Most manual finger brakes are realistically comfortable around 16‑ to 18‑gauge mild steel across their full width. Some heavy models advertise up to 1/8‑inch (3.2 mm) mild steel, but that rating drops fast with stainless or high‑strength alloys because yield strength climbs and your leverage doesn’t. A press brake can compensate by increasing tonnage. A finger brake cannot; its side frames and pivot pins become the weak link.
The frame deflects before the steel does.
Scrap Bin Warning: Try to bend 1/8‑inch stainless across the full width of a light manual brake and you won’t just get springback — you’ll rack the side frames out of parallel, and every future bend will come out tapered.
If the structure is the limiting factor, then the real question becomes uncomfortable: what does “manual” really mean when your own body is the power plant?
| Section | Content |
|---|---|
| Fundamental Difference | A press brake drives a punch into a die, forcing material into a V opening. Force flows vertically through a rigid frame designed for measured tonnage (50, 100, 200 tons), built to resist deflection. A finger brake does not press; it clamps and rotates. |
| Press Brake Operation | The punch pushes material into a die cavity. The structure is engineered to handle vertical force without deflecting. |
| Finger Brake Operation | The sheet is locked between the upper clamping beam and the bed. The lower leaf swings upward, bending the free portion along the clamp edge as a pivot line. There is no die cavity supporting the bend. The material yields by leverage, not compression. |
| Why the Difference Matters | The mechanical distinction determines material limits and structural stress handling. |
| Material Limits – Finger Brake | Most manual finger brakes handle 16‑ to 18‑gauge mild steel across full width. Some heavy models claim up to 1/8‑inch (3.2 mm) mild steel, but capacity drops significantly with stainless or high‑strength alloys due to higher yield strength. |
| Material Limits – Press Brake | A press brake can compensate for stronger materials by increasing tonnage. A finger brake cannot; its side frames and pivot pins become the weak link. |
| Structural Limitation | In a finger brake, the frame deflects before the steel yields. |
| Scrap Bin Warning | Attempting to bend 1/8‑inch stainless across the full width of a light manual brake can rack the side frames out of parallel, causing permanent taper in future bends. |
| Critical Question | If the structure is the limiting factor, what does “manual” really mean when your own body is the power source? |
I’ve seen grown men hang off a 4‑foot bending leaf like they were doing pull‑ups, boots off the ground, trying to squeeze a few more degrees out of thick sheet. The machine groans. The handle flexes. The bend barely moves.
That’s the tonnage wall.
On a manual finger brake, your leverage is fixed by handle length and pivot geometry. Suppose the leaf gives you a 6:1 mechanical advantage — generous for many designs. If you weigh 180 pounds and lean with your full body weight, you’re delivering roughly 1,000 pounds of force at the bend line. Spread across a 40‑inch width, that’s only 25 pounds per inch before losses to friction and frame flex.
Now compare that to what it takes to plastically deform thicker steel.
As thickness doubles, required bending force doesn’t just double — it increases roughly with the square of thickness for similar die geometry. That’s why jumping from 16‑gauge to 1/8‑inch feels like hitting a brick wall. You didn’t just ask for a little more. You asked for several times more.
Electric servo‑driven finger brakes exist, yes. Ball screws, closed‑loop control, consistent angles from first bend to thousandth. They improve repeatability and reduce operator variability. But even those are still clamping‑and‑leaf machines. They gain precision, not infinite force. The geometry stays the same, and so does the structural ceiling.
Scrap Bin Warning: Forcing a bend past the machine’s comfort zone won’t just stall the angle — it will permanently stretch pivot pins and bushings, introducing slop that makes every light‑gauge job afterward inconsistent.
So when you ask what a finger brake can safely handle, stop looking for a tonnage number like you would on a press brake. Look at three things instead: material thickness and yield strength, bend width, and the rigidity of the frame.
Because this machine was never meant to win a fight against thick plate.
It was built to win a geometry problem.
Last winter a kid brought me a 48‑inch manual finger brake he’d just bought and asked why it wouldn’t bend his 1/8‑inch stainless panel without two friends hanging off the handle.
That’s how you determine the right size and model for your work: you find the wall before you run into it. Not by guessing. Not by reading the boldest number in the catalog. By understanding where leverage, material strength, and frame rigidity stop negotiating and start refusing.
You already know the machine’s limits are geometric and structural, not marketing claims. Now we’re going to put numbers and mechanisms to that wall — because once you see it clearly, you stop trying to “push through” and start choosing correctly.
Picture a literal brick wall in the shop. You can walk up to it. You can lean on it. But if you sprint at it, the only thing that gives is you. The tonnage wall is that kind of boundary.
I’ve stood next to a 100‑ton hydraulic press brake while it drove a punch into 1/4‑inch mild steel like it was cardboard.
The operator tapped a foot pedal. A cylinder pushed straight down through a rigid C‑frame. Oil under pressure translated into controlled, measurable force. The frame was designed to resist that load without twisting. The tonnage rating wasn’t decoration — it was structural engineering.
Now walk back to your manual finger brake.
You clamp the sheet. You pull a leaf. The bend forms because the free leg of the sheet is being rotated around a pivot line. Your “power unit” is your body weight and whatever leverage the handle geometry gives you. Six‑to‑one mechanical advantage is common. Eight‑to‑one if you’re lucky.
Let’s run a clean hypothetical. You weigh 200 pounds and you’re honest about it. With a 6:1 advantage, you’re applying about 1,200 pounds at the bend line — before friction, before frame flex. Spread that across 48 inches and you’re at 25 pounds per inch.
A small hydraulic press brake rated at 20 tons delivers 40,000 pounds. Even across 48 inches, that’s over 800 pounds per inch available — and it can increase if the material demands it.
That’s not “more.” That’s a different category of force.
What you actually bought is a very different animal built for a very different fight. One crushes metal into a die cavity. The other persuades light sheet to yield by rotation. No amount of leaning turns one into the other.
Scrap Bin Warning: If you treat a manual finger brake like a hydraulic machine and “double‑pump” the handle trying to chase angle, you’ll oval the pivot holes in the side plates — and the brake will never bend square again.
So if force is capped by your body and the frame, where does bending become physically unrealistic?
A customer once insisted his 40‑inch brake was “rated” for 1/8‑inch (3.2 mm) mild steel, so he tried a full‑width bend.
The first 10 inches near the hinge moved. The center barely budged. The far end didn’t move at all.
That rating, if it’s honest, usually assumes mild steel, short bend length, and ideal conditions. The moment you switch to stainless — with yield strength often 30–50% higher — your required force climbs proportionally. And remember: bending force rises roughly with the square of thickness. Jumping from 16‑gauge (~0.060 inch) to 1/8‑inch (0.125 inch) is more than doubling thickness; it’s roughly quadrupling force demand for the same geometry.
On a typical 48‑inch manual finger brake, 16‑gauge mild steel across full width is comfortable. 14‑gauge starts to feel like work. 1/8‑inch mild steel across the full 48 inches? That’s the wall for most manual designs. Stainless hits that wall earlier — sometimes at 16‑gauge depending on width.
Now here’s the nuance beginners miss.
There are niche finger‑style brakes — like heavy bench units — that can bend 5/8‑inch mild steel. But read the fine print: often only 3 inches wide. Narrow strip. Massive frame. Completely different geometry and load path. Reduce the width to 3 inches and your force per inch skyrockets for the same input.
Width is force multiplier in reverse.
So when you choose a brake, you don’t ask, “What’s the thickest steel it can bend?” You ask, “What thickness at what width, in what alloy, without frame deflection?” Because once the frame deflects more than the material yields, the machine becomes the weak link.
It’s built to bend light sheet into shapes with sides already standing up, not to bully thick plate into submission.
Which raises a harder question: even if you stay within thickness limits, what happens to consistency when your power source is… you?
A shop I know ran 200 small aluminum pans on a manual finger brake. First ten were dead on. By pan 120, the angles were drifting 2–3 degrees open.
Nothing broke. No one exceeded thickness.
But the operator’s shoulders were shot. Fatigue changes pull force. Micro‑deflection in the frame increases as bushings warm. Springback — the material’s tendency to relax after bending — demands slight overbend, and that overbend depends on feel.
On a hydraulic or CNC press brake, backgauges position the sheet to thousandths. Ram depth is controlled by encoder feedback. The machine doesn’t get tired. Bend 1 and bend 10,000 are the same because force and position are measured, not guessed.
Now, modern electric finger brakes with servo drives and closed‑loop control do close that repeatability gap. They can return to the same angle consistently because the leaf position is controlled by motors, not muscle.
But here’s the limit: they still rely on clamping and leaf rotation. If the material demands more force than the frame can resist without flex, precision control just gives you a perfectly repeatable wrong angle.
Accuracy cannot compensate for insufficient force capacity.
So even within “rated” thickness, if you’re near the upper edge, your repeatability shrinks because you’re working against both material springback and structural flex.
And that leads to the most dangerous misunderstanding of all.
I watched a 60‑inch manual brake try to bend 14‑gauge mild steel full width.
The operator could bend 12 inches of that material all day. But at 60 inches, the leaf bowed. The center lagged behind the ends. The bend line wasn’t straight — it was shallow in the middle, tight near the hinges.
Same thickness. Same machine. Different length.
Bending force scales with length. Double the bend length, double the total force required. But the frame’s resistance to deflection doesn’t scale so kindly. Long spans introduce beam deflection. The clamping bar lifts microscopically at center. The pivot shaft twists.
That’s why a brake that handles 16‑gauge mild steel at 48 inches might comfortably manage 14‑gauge at 24 inches — but fail miserably at 48.
Length-to-thickness ratio is the silent killer of assumptions.
Scrap Bin Warning: Attempt a full‑width bend near maximum gauge and you’ll get a crowned bend — open in the center, tight at the ends — and no amount of “re‑bending” will straighten it without thinning and weakening the metal.
So how do you choose the right finger brake?
You start with your thickest material, in its actual alloy. You define the maximum bend length you’ll ever attempt. Then you step back one gauge lighter and one width shorter than the advertised maximum. That buffer isn’t cowardice. It’s insurance against flex, fatigue, and the brick wall.
Because once you hit the tonnage wall on a finger brake, performance doesn’t taper off.
It stops.
You’re asking the right question now: given your actual material and part size, when does the finger brake stop being a liability and start being the smartest tool in the shop?
Here’s the twist.
Once you respect the tonnage wall, the finger brake stops competing with a press brake at all.
It wins at different work.
I watched a new hire spend 40 minutes loading tooling into a 60‑ton press brake to make one aluminum box.
The part was 0.063‑inch aluminum, 12 inches wide, four bends. Nothing exotic. On the press brake, we had to choose the right V‑die opening, swap punches, set backgauges, dial in ram depth for springback, and test‑bend twice to nail the angle.
On the manual finger brake sitting ten feet away, I could have loosened two knobs, pulled three fingers, set the material against the stop, and bent the whole thing in five minutes.
That’s not theory. That’s shop math.
When the run is one piece — maybe three — setup dominates everything. A hydraulic machine that can spit out 600 bends an hour doesn’t care about speed if you only need eight bends total. You never amortize the setup time.
And because you’re under the tonnage wall — say 16‑gauge mild steel at 18 inches wide, or thin aluminum full width — you’re not fighting the frame. You’re using the machine where it’s happiest.
The first prototype almost always comes off a finger brake faster.
But what happens when that “one‑off” turns into ten slightly different enclosures?
A customer once needed six stainless control boxes, each with different hole cutouts and flange depths.
Same material. Same general shape. Different dimensions every time.
On a press brake, that means adjusting backgauges for every part, sometimes swapping tooling if flange lengths change enough to cause interference, and recalculating bend deductions — that’s the math that accounts for material stretch in the bend radius. The machine is powerful, yes. But it likes repetition.
The finger brake doesn’t care about repetition.
Pull a few fingers to clear a return flange. Slide the sheet by hand to your scribed line. Clamp. Bend. Because the fingers are sectional, you can form a box with sides already standing up — something a straight punch and die physically can’t do without special tooling. That’s where it shines.
It’s built to bend light sheet into shapes with sides already standing up, not to bully thick plate into submission.
And here’s the boundary you don’t cross: if that stainless creeps up toward 14‑gauge at real width, you’re walking toward the brick wall. The geometry might be perfect for a finger brake, but the force isn’t.
Scrap Bin Warning: Try forming a near‑limit stainless box in one pull and you’ll flex the leaf just enough to underbend the center; when you “correct” it with a second hit, you work‑harden the bend line and the corner cracks on the third adjustment.
So define “short run.”
In a small shop, that’s usually 1–10 parts where geometry varies more than volume. At 25 identical pieces, the press brake’s setup cost starts to pay back. At 100 identical pieces, it wins without debate.
But if the parts are cousins, not twins, flexibility beats raw speed.
Which is why the healthiest small shops don’t choose one machine over the other.
“Press brake” sounds industrial.
What you actually bought is a very different animal built for a very different fight.
In my shop, jobs get routed by two questions:
If the answer to the first is yes and the second is yes, the finger brake gets the job. Prototypes. HVAC transitions. Oddball enclosures. Anything in light gauge where finger removal solves clearance headaches in seconds.
If the material is pushing past 1/8‑inch mild steel full width — or the run is 50 identical brackets — it goes straight to the press brake. No debate. That’s not preference. That’s physics and economics.
The finger brake is the geometry specialist. The press brake is the force and repetition specialist.
Once you see that, choosing capacity stops being emotional. It becomes a sorting problem.
So when you look at your own parts — your real materials, your real quantities — which pile is bigger in your shop?
You don’t size a finger brake by what you hope to bend next year — you size it by the thickest, widest part you bend every month without drama.
That’s the non-obvious part. Most new shop owners flip it around. They buy for ambition. A 48-inch brake because someday they might need 48 inches. A higher gauge rating because thicker “feels safer.” But this machine lives under a hard ceiling. If your regular work crosses that ceiling even occasionally, you don’t need a bigger finger brake — you need a different class of machine.
Picture the tonnage wall as an actual brick wall in the shop. You can walk right up to it every day. Nothing wrong with that. But if your workflow requires sprinting into it twice a week, that’s not ambition. That’s collision.
So how do you know where your wall actually is?
A shop owner once tried to form 1/8‑inch mild steel full width on a 4‑foot manual finger brake because “it’s rated for it.”
He finished the bend. The machine didn’t break. The part did — dimensionally.
Here are the three questions that sort your jobs permanently, not emotionally:
1. What is the thickest material you bend at full width, in real life?
Not once. Not “maybe.” If your monthly work includes anything above 16‑gauge mild steel at significant width, you are living at the edge of what a manual finger brake can handle comfortably. Stainless drops that ceiling further because of higher yield strength — it resists bending more aggressively.
2. Do your parts require bending around existing flanges or inside returns?
If yes, that’s finger brake territory. Sectional fingers let you remove pieces so the work clears during the bend. Straight press brake tooling can’t do that without specialty punches. This is geometry, not power.
3. How many identical bends per job?
If you regularly produce 25, 50, 100 identical brackets, repetition becomes the dominant factor. A hydraulic press brake can run 600 bends per hour without the operator becoming the limiting factor. A manual finger brake cannot compete on volume, no matter how strong you are.
Scrap Bin Warning: If you answer Question 1 dishonestly and size the brake right at its advertised maximum — say a “16‑gauge” brake that you regularly run at 16‑gauge full width — the leaf will flex just enough to crown the bend. You’ll chase angle consistency from one side to the other and blame yourself instead of the physics.
Those three questions don’t just guide purchase. They define routing. And once routing is clear, something else becomes obvious — maximum bending length isn’t the spec that saves or sinks you.
So what spec actually matters more?
A new apprentice once bragged about buying a 48‑inch brake.
He could only form boxes 6 inches deep.
Maximum length sells machines. Finger assortment determines what you can actually build.
Finger brakes work because the clamping bar is segmented. You remove fingers to allow already‑bent sides to pass through the gap. If your assortment includes narrow fingers — 1 inch, 2 inch, 3 inch segments — you can build tight boxes, offset flanges, asymmetrical parts.
If your fingers are all wide blocks, you’re stuck making shallow pans and simple channels, even if the machine is 4 feet long.
It’s built to bend light sheet into shapes with sides already standing up, not to bully thick plate into submission.
Let’s say you regularly make 10‑inch‑wide enclosures with 2‑inch return flanges. A 36‑inch brake with a rich finger assortment will outperform a 48‑inch brake with coarse segments because clearance, not span, is the limiting factor.
Length only matters if your real parts regularly exceed it. Otherwise, it’s bragging rights.
And here’s the twist: once your parts get thick enough that finger strength becomes the weak link, no finger assortment saves you.
So when does ownership itself stop making sense?
A customer brought me five brackets in 3/16‑inch mild steel and asked if he should “just get a heavy-duty finger brake.”
That question already had the wrong assumption baked in.
If your job list regularly crosses into 1/8‑inch and above at real width, renting hydraulic press brake time is cheaper than buying the wrong machine. A hydraulic machine applies force vertically with controlled ram travel. No leaf flex. No human leverage limit. No guessing.
Even modern electric finger brakes — servo-driven, ball screw systems — can hold angles with impressive consistency. They solve repeatability. They do not repeal material physics. When thickness rises, required force rises sharply. The tonnage wall doesn’t care whether the drive is manual or electric.
Scrap Bin Warning: Try to “make it work” on thick plate by taking multiple shallow bends to sneak up on 90 degrees. You’ll stretch the outer fibers unevenly, distort the flange length, and end up with a part that looks square but measures wrong at assembly.
So here’s the decision framework I want you to carry forward:
“Press brake” sounds industrial.
What you actually bought is a very different animal built for a very different fight.
The final call isn’t about budget. It’s about whether your daily work asks you to solve a geometry problem — or to win a force contest. And those are never the same fight.


















