

Он прокатил лист толщиной 3/16 дюйма под зажим, как видел в видео, навалился всем весом на рукоятку и улыбнулся, когда металл начал двигаться. Улыбка исчезла, когда боковые пластины прогнулись и так и не вернулись в исходное положение.
Я видел этот взгляд больше раз, чем могу сосчитать.
Вы думаете, что купили маленькую версию тяжёлого станка из фабрики. На самом деле вы приобрели совершенно другое устройство, созданное для совершенно иной задачи.
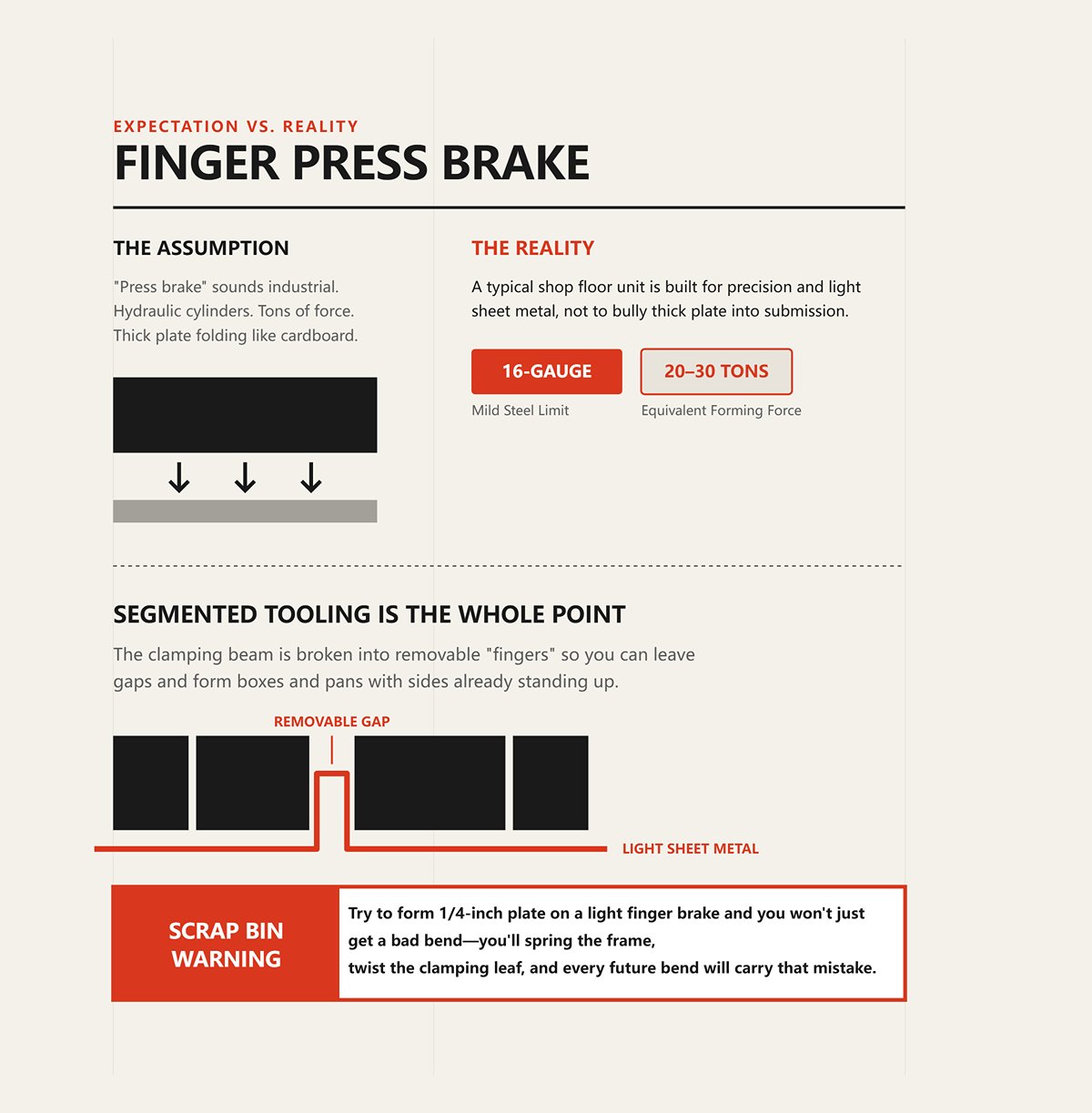
“Листогиб” звучит как промышленный станок. Гидравлические цилиндры. Тонны усилия. Толстый лист сгибается, как картон.
Фальцегиб с пальцами в обычной мастерской рассчитан на сталь толщиной 16 калибра при примерно 20–30 тонн эквивалентного усилия гибки по всей ширине — и это щедрая оценка для многих ручных моделей. Зажимная балка разделена на съёмные “пальцы”, чтобы можно было оставлять промежутки и гнуть коробки и лотки. Сегментированная оснастка — в этом вся суть.
Он создан для гибки лёгкого листа в формы с уже поднятыми сторонами, а не для того, чтобы принуждать толстый металл к подчинению.
Предупреждение: корзина для брака Попробуйте согнуть лист толщиной 1/4 дюйма на лёгком фальцегибе — и вы получите не просто плохой изгиб: вы выгнете раму, перекрутите зажимную планку, и каждая последующая гибка будет нести след этой ошибки.
Так если это не мини-версия заводского станка, почему это предположение кажется таким естественным?
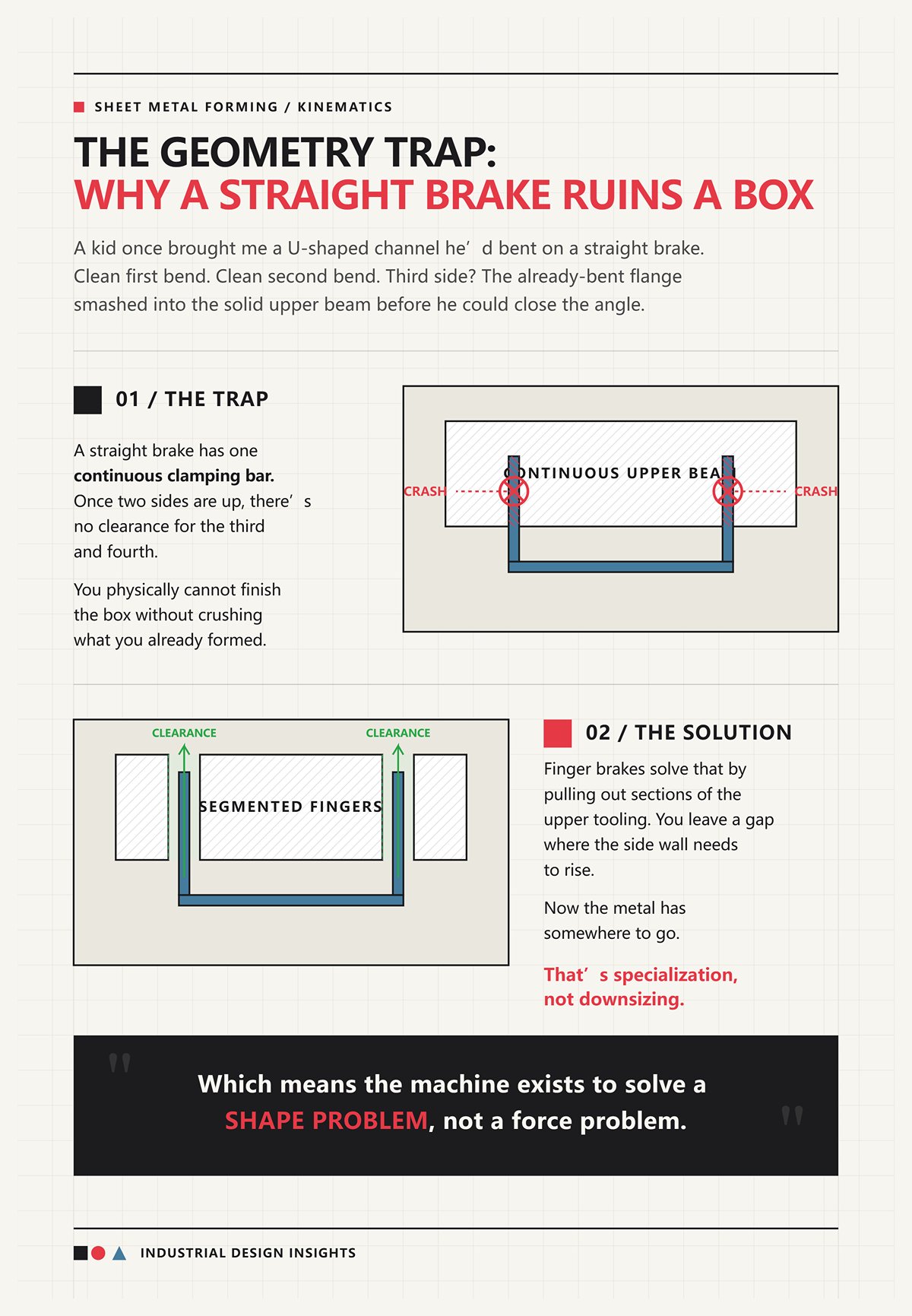
Однажды парень принёс мне U-образный канал, который он согнул на прямом листогибе. Первый изгиб — чистый. Второй — чистый. Третья сторона? Уже согнутая полка врезалась в сплошную верхнюю балку, прежде чем он смог закрыть угол.
Это и есть ловушка геометрии.
Прямой листогиб имеет одну непрерывную зажимную планку. Когда две стороны уже подняты, для третьей и четвёртой нет свободного пространства. Вы физически не можете закончить коробку, не повредив то, что уже сформировано.
Фальцегибы с пальцами решают эту проблему, убирая секции верхней оснастки. Вы оставляете зазор там, где должна подняться боковая стенка. Теперь металлу есть куда идти. Это специализация, а не уменьшение размера.
Это означает, что машина существует для решения задачи формы, а не задачи силы.
Я слышал, как поставщики называют их “компактными листогибами”. Эта фраза закладывает кирпич в вашей голове: меньшая машина, та же работа.
Но стенка по тоннажу в моей мастерской реальна. Я видел, как взрослые мужчины наваливаются на рычаг, будто могут пройти сквозь него.
Гидравлический листогиб масштабируется, добавляя цилиндры и массу рамы. Листогиб с пальцами масштабируется, добавляя удобство для сложной работы с тонким металлом. Это разные приоритеты конструкции. Один стремится к силе и повторяемости — 600 изгибов в час в производственной ячейке. Другой стремится к доступу и гибкости — единичные лотки, нестандартные коробки, деликатные листы, где вы меняете пальцы чаще, чем толщину материала.
Когда вы думаете, что он просто “компактный”, вы толкаете его за пределы. Когда понимаете, что он специализированный, используете его там, где он блестяще работает, и нигде больше.
Сдвиг, который я хочу в вашей голове, прост: перестаньте спрашивать, сколько у него силы, и начните спрашивать, какую геометрию он был создан преодолеть.
Я наблюдал, как парень пытался закончить четвёртую сторону маленького электрического корпуса прошлой зимой. Первые три изгиба выглядели аккуратно. На последнем уже сформированный фланец некуда было деть, он коснулся сплошной балки и смялся, как жестяная банка.
В этот момент большинство людей наконец задают правильный вопрос: если сила — не показатель, что на самом деле определяет, с чем эта машина может справиться?
Вы начинаете не с тоннажа. Вы начинаете с зазора.
Листогиб с пальцами существует для решения одной задачи: как согнуть четыре стороны коробки, когда три уже стоят вертикально? Всё в его анатомии указывает обратно на эту геометрическую задачу. Сегментированный верхний инструмент, зажимная балка, длинный ручной лист — всё это не о масштабировании промышленного листогиба. Это о создании пространства там, где прямой листогиб его не имеет.
И как только вы это понимаете, ограничения перестают казаться загадочными и начинают выглядеть структурными.

Вытащите три пальца из верхней балки и оставьте 2‑дюймовый зазор посередине. Теперь вставьте лист так, чтобы два стоящих фланца находились в этих пустых карманах. Когда вы зажимаете и поднимаете гибочную планку, металл вращается вверх в открытое пространство вместо того, чтобы врезаться в сплошную сталь.
Весь трюк в этом.
Пальцы — это не массивные пуансоны, предназначенные для вдавливания материала в матрицу. Это просто модульные зажимные блоки. Их задача — удерживать лист ровно и позволять вам выбирать, где металл может подниматься. Каждый палец создаёт контролируемую “зону без стали” над заготовкой, чтобы сформированные стороны могли проходить без помех.
Представьте формирование лотка 10×10×3 дюйма из сталь толщиной 16 калибра. На прямом листогибе, как только две стороны по 3 дюйма подняты, третья сторона физически сталкивается с непрерывной зажимной планкой. На листогибе с пальцами вы убираете секции, где стоят эти стороны. Машина не становится сильнее. Она становится умнее в плане пространства.
Вот почему утверждение “у него есть пальцы, значит он должен быть универсальным” упускает суть. Пальцы не увеличивают способность по толщине. Они расширяют геометрические возможности.
Предупреждение «Корзина для брака»: Если оставить слишком мало пальцев под широким листом, то давление зажима сосредоточится на узких точках — вы оставите отпечатки зажимов на мягком алюминии или позволите листу проскользнуть в процессе гибки, испортив и поверхность, и угол.
Так если пальцы не вдавливают металл в форму, что же на самом деле это делает?
Листогибный пресс вдавливает пуансон в матрицу. Материал принудительно загоняется в V‑образное отверстие. Сила проходит вертикально через жёсткую раму, рассчитанную на определённое количество тонн. Поэтому вы видите показатели в 50, 100, 200 тонн — вся конструкция создана, чтобы выдерживать эту нагрузку без прогиба.
Пальцевый листогиб не прессует. Он зажимает и вращает.
Вы фиксируете лист между верхней зажимной балкой и станиной. Затем нижняя створка поднимается вверх, увлекая свободную часть листа за собой. Гибка формируется вдоль края зажима, который действует как линия поворота. Под гибом нет полости матрицы, поддерживающей материал снизу. Машина заставляет материал поддаваться за счёт рычага, а не вдавливания в форму.
Это различие имеет значение, когда речь идёт о пределах материала.
Большинство ручных пальцевых листогибов реально комфортно работают с сталью толщиной 16–18 калибра по всей ширине. Некоторые тяжёлые модели заявляют до стали толщиной 1/8 дюйма (3,2 мм), но этот показатель быстро падает при работе с нержавеющей или высокопрочной сталью, потому что предел текучести растёт, а ваш рычаг — нет. Листогибный пресс может компенсировать это, увеличив усилие. Пальцевый листогиб не может; его боковые рамы и оси поворота становятся слабым звеном.
Рама прогибается раньше, чем сталь.
Предупреждение «Корзина для брака»: Попробуйте согнуть нержавеющую сталь толщиной 1/8 дюйма по всей ширине лёгкого ручного листогиба, и вы получите не только упругий возврат — вы выведете боковые рамы из параллели, и каждый следующий изгиб будет получаться с конусом.
Если конструкция является ограничивающим фактором, то реальный вопрос становится неприятным: что на самом деле значит “ручной”, когда ваш собственный организм — это силовая установка?
| Раздел | Содержание |
|---|---|
| Фундаментальное различие | Листогибный пресс вдавливает пуансон в матрицу, принуждая материал войти в V‑образное отверстие. Сила проходит вертикально через жёсткую раму, рассчитанную на определённое количество тонн (50, 100, 200 тонн), созданную для сопротивления прогибу. Пальцевый листогиб не прессует; он зажимает и вращает. |
| Работа на листогибочном прессе | Пуансон вдавливает материал в полость матрицы. Конструкция спроектирована так, чтобы выдерживать вертикальную силу без прогиба. |
| Работа листогиба с пальцевыми сегментами | Лист зажимается между верхней прижимной балкой и станиной. Нижняя створка поднимается вверх, изгибая свободную часть вдоль края зажима, который служит линией поворота. Полость матрицы, поддерживающей изгиб, отсутствует. Материал деформируется за счёт рычага, а не сжатия. |
| Почему различие имеет значение | Механическое различие определяет пределы материала и способность конструкции выдерживать нагрузку. |
| Пределы материала – листогиб с пальцевыми сегментами | Большинство ручных листогибов с пальцевыми сегментами обрабатывают мягкую сталь толщиной 16–18 калибра по всей ширине. Некоторые тяжёлые модели заявляют возможность работы с мягкой сталью толщиной до 1/8 дюйма (3,2 мм), но при работе с нержавеющей или высокопрочной сталью производительность резко падает из-за более высокого предела текучести. |
| Пределы материала – пресс‑листогиб | Пресс‑листогиб может компенсировать прочность материала, увеличивая усилие (тоннаж). Листогиб с пальцевыми сегментами не может — его боковые стойки и оси поворота становятся слабым звеном. |
| Конструкционное ограничение | В листогибе с пальцевыми сегментами рама прогибается раньше, чем сталь начинает деформироваться. |
| Предупреждение о мусорном ящике | Попытка согнуть нержавеющую сталь толщиной 1/8 дюйма по всей ширине лёгкого ручного листогиба может вывести боковые стойки из параллельности, что приведёт к постоянному конусному изгибу при последующих операциях. |
| Критический вопрос | Если конструкция является ограничивающим фактором, то что на самом деле означает “ручной”, когда источником силы служит ваше собственное тело? |
Я видел, как взрослые мужчины висели на 4‑футовой створке листогиба, словно подтягивались, отрывая ботинки от пола, пытаясь выжать ещё несколько градусов из толстого листа. Машина стонет. Рукоятка гнётся. Изгиб едва меняется.
Это — тоннажная стена.
На ручном листогибе с пальцевыми сегментами ваше плечо силы фиксировано длиной рукоятки и геометрией поворота. Предположим, створка даёт вам механическое преимущество 6:1 — щедро для многих конструкций. Если вы весите 180 фунтов и используете весь вес тела, вы создаёте примерно 1 000 фунтов силы на линии изгиба. При ширине 40 дюймов это всего 25 фунтов на дюйм до учёта потерь на трение и прогиб рамы.
Теперь сравните это с тем, что требуется для пластической деформации более толстой стали.
При удвоении толщины требуемое усилие для изгиба растёт не просто вдвое — оно увеличивается примерно пропорционально квадрату толщины при аналогичной геометрии матрицы. Вот почему переход от стали 16‑го калибра вам 1/8 дюйма ощущается как удар о кирпичную стену. Вы попросили не просто немного больше. Вы попросили в несколько раз больше.
Да, электрические сегментные листогибы с сервоприводом существуют. Шарико-винтовые передачи, замкнутая система управления, одинаковые углы от первого до тысячного сгиба. Они повышают повторяемость и уменьшают влияние человеческого фактора. Но даже они остаются машинами с зажимом и откидным прижимом. Они получают точность, а не бесконечную силу. Геометрия остаётся той же, и структурный предел — тоже.
Предупреждение: Если заставить машину гнуть за пределами её комфортной зоны, это не только остановит угол — это навсегда растянет оси и втулки шарниров, добавив люфт, из-за которого каждое последующее задание с тонким металлом станет непостоянным.
Поэтому, когда вы спрашиваете, что может безопасно согнуть сегментный листогиб, перестаньте искать число тонн, как у пресс‑листа. Вместо этого смотрите на три вещи: толщину и предел текучести материала, ширину сгиба и жёсткость рамы.
Потому что эта машина никогда не была предназначена для борьбы с толстой плитой.
Она была создана для решения задачи геометрии.
Этой зимой парень принёс мне 48‑дюймовый ручной сегментный листогиб, который он только что купил, и спросил, почему он не может согнуть свою нержавеющую сталь толщиной 1/8 дюйма панель без двух друзей, висящих на ручке.
Так вы определяете правильный размер и модель для своей работы: находите стену до того, как врежетесь в неё. Не наугад. Не по самому смелому числу в каталоге. А понимая, где рычаг, прочность материала и жёсткость рамы перестают договариваться и начинают отказывать.
Вы уже знаете, что пределы машины — геометрические и структурные, а не маркетинговые заявления. Теперь мы присвоим этой стене цифры и механизмы — потому что, увидев её ясно, вы перестанете пытаться “продавить” и начнёте правильно выбирать.
Представьте себе настоящую кирпичную стену в мастерской. Вы можете подойти к ней. Вы можете на неё облокотиться. Но если вы на неё разбежитесь, единственное, что поддастся — это вы сами. Стена по тоннажу — это именно такая граница.
Я стоял рядом со 100‑тонным гидравлическим пресс‑листогибом, когда он вдавливал пуансон в 1/4‑дюймовую мягкую сталь словно это был картон.
Оператор нажал на ножную педаль. Цилиндр пошёл строго вниз через жёсткую С‑образную раму. Масло под давлением преобразовалось в контролируемое, измеряемое усилие. Рама была спроектирована, чтобы выдерживать эту нагрузку без перекосов. Рейтинг по тоннажу был не украшением — это было инженерное расчётное значение.
А теперь вернитесь к своему ручному сегментному листогибу.
Вы зажимаете лист. Вы тянете за прижимной рычаг. Гибка происходит потому, что свободная часть листа вращается вокруг линии шарнира. Ваш “привод” — это вес вашего тела и то плечо рычага, которое даёт конструкция рукояти. Механическое преимущество шесть к одному — обычное дело. Восемь к одному — если повезёт.
Давайте рассмотрим чисто гипотетическую ситуацию. Вы весите 200 фунтов и честно признаёте это. С преимуществом 6:1 вы прикладываете около 1200 фунтов на линии сгиба — до учёта трения и прогиба рамы. Если распределить это по 48 дюймам, получится 25 фунтов на дюйм.
Небольшой гидравлический прессовый гибочный станок, рассчитанный на 20 тонн, выдает 40 000 фунтов. Даже при распределении по 48 дюймам это более 800 фунтов на дюйм — и сила может увеличиваться, если требует материал.
Это не “больше”. Это совершенно иной уровень силы.
То, что вы фактически купили, — это совершенно другой инструмент, созданный для совершенно другой задачи. Один вдавливает металл в полость матрицы. Другой заставляет тонкий лист поддаваться вращением. Сколько ни наваливайся всем весом, один никогда не станет другим.
Предупреждение: если обращаться с ручным сегментным листогибом как с гидравлическим и “двойным качком” рычага пытаться догнуть угол, вы разобьёте отверстия под ось в боковых стенках — и листогиб больше никогда не будет гнуть ровно.
Итак, если сила ограничена вашим телом и жёсткостью рамы, то при какой толщине гиб становится физически нереалистичным?
Один заказчик настаивал, что его 40‑дюймовый листогиб “рассчитан на” стали толщиной 1/8 дюйма (3,2 мм), поэтому он попробовал сделать полный сгиб по всей ширине.
Первые 10 дюймов возле шарнира согнулись. Центр едва сдвинулся. Дальний край не шевельнулся вовсе.
Эта «нагрузка», если она честна, обычно предполагает мягкую сталь, короткую длину гиба и идеальные условия. Как только вы переходите на нержавейку — с пределом текучести, часто на 30–50 % выше — требуемая сила растёт пропорционально. И помните: сила гиба растёт примерно пропорционально квадрату толщины. Переход от стали 16‑го калибра (~0,060 дюйма) к 1/8 дюйма (0,125 дюйма) означает не просто удвоение толщины; сила, необходимая для того же изгиба, примерно увеличивается вчетверо.
На типичном 48‑дюймовом ручном сегментном листогибе, сталь толщиной 16 калибра по всей ширине даётся без особых усилий. 14‑калибр начинает ощущаться как работа. Мягкая сталь толщиной 1/8 дюйма по всей ширине 48 дюймов? Это предел для большинства ручных конструкций. Нержавейка упирается в этот предел раньше — иногда уже при стали 16‑го калибра в зависимости от ширины.
Вот в чём тонкость, которую новички упускают.
Существуют специализированные гибочные станки с зажимными пальцами — например, тяжёлые стационарные модели — которые способны гнуть мягкую сталь толщиной 5/8 дюйма. Но читайте примечания мелким шрифтом: часто это всего лишь 3 дюйма по ширине. Узкая полоса. Массовая рама. Совершенно иная геометрия и путь нагрузки. Уменьшите ширину до 3 дюймов — и сила на дюйм резко возрастает при том же входном усилии.
Ширина — это обратный множитель силы.
Так что при выборе гибочного станка не спрашивают: “Какую максимальную толщину стали он может гнуть?” Спрашивают: “Какую толщину, на какой ширине, из какого сплава — без прогиба рамы?” Потому что как только рама прогибается сильнее, чем поддаётся материал, машина становится слабым звеном.
Он создан для гибки лёгкого листа в формы с уже поднятыми сторонами, а не для того, чтобы принуждать толстый металл к подчинению.
Отсюда более трудный вопрос: даже если вы не превышаете допустимую толщину, что происходит с постоянством результата, когда источником усилия являетесь вы сами?
Я знаю мастерскую, где согнули 200 небольших алюминиевых поддонов на ручном гибочном станке с пальцами. Первые десять были идеальны. К 120‑му поддону углы начали расходиться на 2–3 градуса.
Ничего не сломалось. Никто не превысил толщину.
Но плечи оператора были измотаны. Утомление изменяет усилие тяги. Микропрогиб рамы увеличивается по мере нагрева втулок. Отпружинивание — склонность материала немного возвращаться после гиба — требует лёгкого «перегиба», и этот перегиб зависит от ощущений.
На гидравлическом или ЧПУ‑гибочном прессе задние упоры позиционируют лист с точностью до тысячных долей. Глубина хода пуансона контролируется по обратной связи от энкодера. Машина не устаёт. Первый и десять тысячный гиб одинаковы, потому что сила и положение измеряются, а не угадываются.
Современные электрические станки с сервоприводом и замкнутой системой управления действительно сокращают этот разрыв по повторяемости. Они могут возвращаться к одному и тому же углу с постоянством, потому что положение листогиба контролируют двигатели, а не мышцы.
Но вот ограничение: они всё равно опираются на зажим и вращение балки. Если материал требует большего усилия, чем рама может выдержать без прогиба, точное управление просто даст вам идеально повторяемый неправильный угол.
Точность не может компенсировать недостаточную несущую способность.
Так что даже в пределах “номинальной” толщины, если вы близки к верхнему пределу, повторяемость падает, потому что вы боретесь и с отпружиниванием материала, и с изгибом конструкции.
И это подводит к самому опасному заблуждению из всех.
Я наблюдал, как ручной гибочный станок длиной 60 дюймов пытался согнуть мягкую сталь толщиной 14 калибра полная ширина.
Оператор мог весь день гнуть 12 дюймов этого материала. Но при 60 дюймах лист прогнулся. Центр отставал от краёв. Линия сгиба не была прямой — она была пологой посередине и тугой у шарниров.
Та же толщина. Та же машина. Разная длина.
Сила гибки масштабируется с длиной. Удвоишь длину сгиба — удвоишь общую требуемую силу. Но сопротивление рамы прогибу так щедро не масштабируется. Длинные пролёты вызывают прогиб балки. Прижимная планка микроскопически поднимается в центре. Вал поворота скручивается.
Вот почему тормоз, который справляется сталь толщиной 16 калибра на 48 дюймах, может уверенно работать 14‑калибр на 24 дюймах — но провалиться с треском на 48.
Соотношение длины к толщине — безмолвный убийца предположений.
Предупреждение о корзине для брака: попробуйте полнопрофильный сгиб у предельной толщины — получите выгнутый сгиб: открытый в центре, тугой на концах — и никакие “дополнительные сгибы” его не выправят без утончения и ослабления металла.
Так как же выбрать правильный сегментный листогиб?
Начните с самого толстого вашего материала, в его реальном сплаве. Определите максимальную длину сгиба, которую вы когда-либо попробуете. Затем отступите на один калибр тоньше и на одну ширину короче от заявленного максимума. Этот запас — не трусость. Это страховка от прогиба, усталости и кирпичной стены.
Потому что как только вы упираетесь в предел тоннажа на сегментном листогибе, производительность не снижается постепенно.
Она останавливается.
Теперь вы задаёте правильный вопрос: с учётом вашего материала и размера детали, когда сегментный листогиб перестаёт быть обузой и становится самым умным инструментом в мастерской?
А вот и поворот.
Как только вы уважаете предел тоннажа, сегментный листогиб вовсе перестаёт конкурировать с гибочным прессом.
Он побеждает в других видах работ.
Я наблюдал, как новый сотрудник потратил 40 минут на установку оснастки в 60‑тонный гибочный пресс, чтобы сделать одну алюминиевую коробку.
Деталь была Алюминий толщиной 0,063 дюйма, шириной 12 дюймов, четыре гиба. Ничего особенного. На гидравлическом прессе‑гибе нужно было подобрать правильное отверстие V‑матрицы, заменить пуансоны, выставить упоры, настроить глубину хода для компенсации упругого возврата и дважды провести пробную гибку, чтобы точно попасть в угол.
На ручном сегментном гибочном прессе, стоящем в десяти футах отсюда, я мог просто ослабить два колеса, снять три сегмента, установить материал по упору и согнуть всю деталь за пять минут.
Это не теория. Это цеховая математика.
Когда партия — одна деталь, может быть три, — настройка доминирует над всем. Гидравлическая машина, способная делать 600 гибов в час, не заботится о скорости, если нужно всего восемь гибов. Время подготовки никогда не окупается.
И поскольку вы ниже границы по усилию — скажем, сталь толщиной 16 калибра при ширине 18 дюймов, или тонкий алюминий во всю ширину — вы не боретесь с рамой. Вы используете станок там, где ему комфортно.
Первый прототип почти всегда выходит быстрее на сегментном гибочном прессе.
Но что происходит, когда этот “одиночный экземпляр” превращается в десять немного разных корпусов?
Однажды клиенту понадобились шесть управляющих коробок из нержавеющей стали, каждая с разными отверстиями и глубиной отбортовки.
Материал тот же. Общая форма та же. Размеры каждый раз разные.
На пресс‑гибе это означает настройку упоров для каждой детали, иногда замену инструмента, если длины отбортовок меняются настолько, что вызывают помехи, и пересчет компенсации на гиб — это математика, учитывающая растяжение материала по радиусу гиба. Машина мощная, да. Но она любит повторяемость.
Сегментный гибочный пресс не зависит от повторяемости.
Снимите несколько сегментов, чтобы освободить возвратную отбортовку. Подвиньте лист вручную к прочерченной линии. Зажмите. Согните. Благодаря тому, что сегменты секционные, можно сформировать короб с уже поднятыми боковыми стенками — то, что прямой пуансон и матрица физически не могут сделать без специального инструмента. Вот где он проявляет себя.
Он создан для гибки лёгкого листа в формы с уже поднятыми сторонами, а не для того, чтобы принуждать толстый металл к подчинению.
И вот граница, которую нельзя пересекать: если эта нержавейка приближается к 14‑калибр по полной ширине, вы подходите к кирпичной стене. Геометрия может быть идеальной для сегментного гиба, но силы — нет.
Предупреждение: корзина для брака Попробуйте согнуть короб из нержавейки возле предела за один раз — и вы прогнёте балку ровно настолько, чтобы недогнуть центр; когда “исправите” это вторым ударом, вы упрочните линию гиба, и угол треснет при третьей правке.
Так что определите “короткую серию”.”
В небольшой мастерской это обычно 1–10 деталей, где геометрия варьируется больше, чем объем. При 25 одинаковых деталях затраты на наладку листогиба начинают окупаться. При 100 одинаковых деталях он выигрывает без споров.
Но если детали — «родственники», а не «близнецы», гибкость побеждает чистую скорость.
Вот почему самые устойчивые небольшие мастерские не выбирают одну машину вместо другой.
“Листогиб” звучит индустриально.
На самом деле вы купили совсем другое устройство, предназначенное для совершенно другой задачи.
В моей мастерской задания распределяются по двум вопросам:
Если на оба вопроса ответ «да», задание получает сегментный листогиб. Прототипы. Переходы для систем вентиляции. Необычные корпуса. Всё из тонкого металла, где снятие сегментов решает проблемы с зазорами за считанные секунды.
Если материал превышает 1/8 дюйма мягкой стали по полной ширине — или партия состоит из 50 одинаковых кронштейнов — она сразу идет на листогиб. Без споров. Это не предпочтение. Это физика и экономика.
Сегментный листогиб — специалист по геометрии. Листогиб — специалист по усилию и повторяемости.
Когда вы это осознаете, выбор оборудования перестает быть эмоциональным. Он становится задачей сортировки.
Так что, когда вы смотрите на свои собственные детали — свои реальные материалы, свои реальные объёмы — какая куча больше в вашей мастерской?
Вы подбираете сегментный листогиб не по тому, что вы надежда согнуться в следующем году — вы выбираете размер по самой толстой, широкой части, которую сгибаете каждый месяц без драм.
Вот это — неочевидная часть. Большинство новых владельцев мастерских делают наоборот. Они покупают исходя из амбиций. Тормоз длиной 48 дюймов — потому что когда‑нибудь может понадобиться 48 дюймов. Инструмент с более высоким показателем толщины, потому что “толще — значит безопаснее”. Но эта машина живёт под жёстким потолком. Если ваша обычная работа хотя бы иногда пересекает этот потолок, вам нужен не больший сегментный листогиб — вам нужен другой класс машины.
Представьте стену тоннажа как настоящую кирпичную стену в мастерской. Вы можете подходить к ней каждый день. В этом нет ничего плохого. Но если ваш рабочий процесс требует дважды в неделю врезаться в неё на полной скорости, это не амбиция. Это столкновение.
Так как узнать, где на самом деле находится ваша стена?
Один владелец мастерской однажды попытался сформовать Мягкая сталь толщиной 1/8 дюйма по полной ширине на 4‑футовом ручном сегментном листогибе, потому что “он рассчитан на это”.”
Он закончил сгиб. Машина не сломалась. Деталь — да, по размерам.
Вот три вопроса, которые сортируют ваши задачи навсегда, а не эмоционально:
1. Какой самый толстый материал вы сгибаете на полной ширине — в реальной жизни?
Не один раз. Не “возможно”. Если в вашей ежемесячной работе есть что‑то выше сталь толщиной 16 калибра при значительной ширине, вы работаете на грани того, что ручной сегментный листогиб может комфортно выдержать. Нержавейка снижает этот потолок ещё больше из‑за большей прочности на растяжение — она сопротивляется изгибу агрессивнее.
2. Требуют ли ваши детали сгибания вокруг существующих фланцев или внутри обратных загибов?
Если да — это область сегментного листогиба. Секционные пальцы позволяют снимать части, чтобы деталь проходила при гибе. Прямой инструмент пресс‑тормоза не может этого без специальных пуансонов. Это геометрия, а не мощность.
3. Сколько одинаковых сгибов в одной работе?
Если вы регулярно выполняете 25, 50, 100 одинаковых кронштейнов, повторяемость становится решающим фактором. Гидравлический пресс‑тормоз может делать 600 сгибов в час, не ограничиваясь оператором. Ручной сегментный листогиб не способен конкурировать по объёму, как бы ни была велика ваша сила.
Предупреждение “Корзина брака”: если вы нечестно ответите на вопрос 1 и подберёте листогиб точно по его номинальному максимуму — скажем, «16‑го калибра», который вы регулярно используете при полной ширине материала 16‑го калибра — лист слегка прогнётся, создавая выгиб по центру. Вы будете гоняться за постоянным углом от одной стороны до другой и винить себя, а не физику.
Те три вопроса не просто направляют покупку. Они определяют маршрутизацию. И как только маршрутизация становится ясной, становится очевидным кое‑что ещё — максимальная длина гиба не является той характеристикой, которая решит или погубит вас.
Так какая же характеристика на самом деле важнее?
Один новый подмастерье как‑то хвастался покупкой 48‑дюймового листогиба.
Он мог формировать коробки глубиной всего 6 дюймов.
Максимальная длина продаёт станки. Ассортимент пальцев определяет, что вы на самом деле можете изготовить.
Сегментированные листогибы работают благодаря тому, что прижимная балка состоит из отдельных сегментов. Вы убираете пальцы, чтобы уже согнутые стороны могли пройти через зазор. Если в вашем наборе есть узкие пальцы — сегменты 1 дюйм, 2 дюйма, 3 дюйма — вы сможете делать компактные коробки, смещённые отбортовки, асимметричные детали.
Если все ваши пальцы — широкие блоки, вы ограничены изготовлением неглубоких поддонов и простых П‑образных профилей, даже если станок длиной 4 фута.
Он создан для гибки лёгкого листа в формы с уже поднятыми сторонами, а не для того, чтобы принуждать толстый металл к подчинению.
Допустим, вы часто делаете корпуса шириной 10 дюймов с отбортовкой возврата 2 дюйма. Листогиб длиной 36 дюймов с богатым ассортиментом пальцев превзойдёт 48‑дюймовый листогиб с крупными сегментами, потому что ограничивающим фактором является зазор, а не длина.
Длина имеет значение только если ваши реальные детали регулярно её превышают. В противном случае — это лишь повод для хвастовства.
И вот поворот: как только ваши детали становятся достаточно толстыми, что прочность пальцев становится слабым звеном, никакой ассортимент пальцев вас не спасёт.
Так когда же владение вообще перестаёт иметь смысл?
Клиент принёс мне пять кронштейнов из мягкой стали толщиной 3/16 дюйма и спросил, не стоит ли ему “просто взять тяжёлый сегментный листогиб”.”
В этом вопросе уже заложено неправильное допущение.
Если перечень ваших заданий регулярно заходит в диапазон 1/8 дюйма и больше при реальной ширине, Аренда времени работы на гидравлическом гибочном прессе обходится дешевле, чем покупка неподходящей машины. Гидравлический станок прикладывает усилие вертикально с контролируемым ходом ползуна. Никакого изгиба листа. Нет человеческого ограничения рычага. Никаких догадок.
Даже современные электрические сегментные гибочные прессы — системы с сервоприводами и шарико-винтовыми механизмами — способны удерживать углы с впечатляющей стабильностью. Они решают проблему повторяемости. Они не отменяют физику материалов. С увеличением толщины резко растёт необходимое усилие. Стена тоннажа не интересуется, привод ручной или электрический.
Предупреждение о отходах: Не пытайтесь “заставить работать” при гибке толстого листа за счёт нескольких неглубоких изгибов, чтобы постепенно дойти до 90 градусов. Вы неравномерно растянете внешние волокна, исказите длину фланца и получите деталь, которая выглядит квадратной, но даёт неправильные размеры при сборке.
Вот рамка для принятия решений, которую я хочу, чтобы вы взяли на вооружение:
“Листогиб” звучит индустриально.
На самом деле вы купили совсем другое устройство, предназначенное для совершенно другой задачи.
Окончательный выбор не связан с бюджетом. Он зависит от того, требует ли ваша ежедневная работа решения задачи по геометрии или победы в соревновании силы. А это никогда не одно и то же.


















