

Il a glissé la plaque de 3/16 de pouce sous la pince comme il l’avait vu dans des vidéos, a mis tout son poids sur la poignée et a souri quand elle a commencé à bouger. Le sourire s’est estompé quand les plaques latérales ont fléchi et ne sont jamais revenues parfaitement droites.
J’ai vu ce regard plus de fois que je ne peux en compter.
Vous pensez avoir acheté une version réduite de la grosse machine en usine. En réalité, vous avez acheté un tout autre outil conçu pour un tout autre usage.
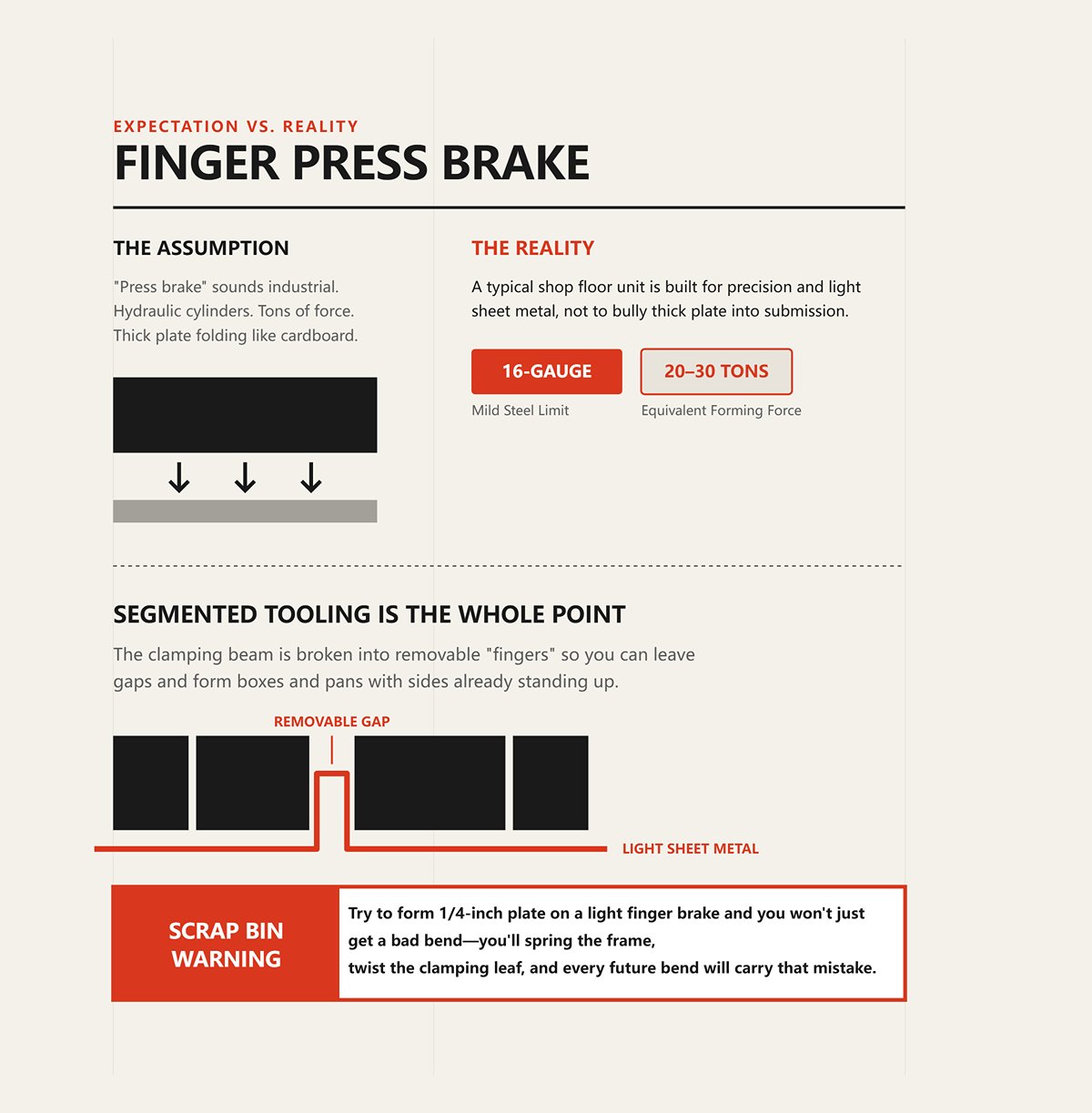
“ Presse plieuse ” sonne industriel. Vérins hydrauliques. Des tonnes de force. Des plaques épaisses pliées comme du carton.
Une presse plieuse à doigts dans un atelier typique est conçue pour acier doux de calibre 16 et peut-être une force équivalente de 20 à 30 tonnes sur toute sa largeur — et c’est généreux pour beaucoup de modèles manuels. La poutre de serrage est découpée en “ doigts ” amovibles, afin que vous puissiez laisser des espaces et former des boîtes et des cassettes. Cette segmentation de l’outillage est tout l’objectif.
Elle est conçue pour plier de la tôle fine en formes dont les côtés sont déjà relevés, pas pour contraindre des plaques épaisses à se soumettre.
Avertissement « bac à chutes » : Essayez de former une plaque de 1/4 de pouce sur une petite presse plieuse à doigts, et vous n’obtiendrez pas seulement un mauvais pli — vous déformerez le châssis, tordrez la barre de serrage, et chaque pli futur portera cette erreur.
Alors si ce n’est pas une mini machine d’usine, pourquoi cette idée est-elle si naturelle à la base ?
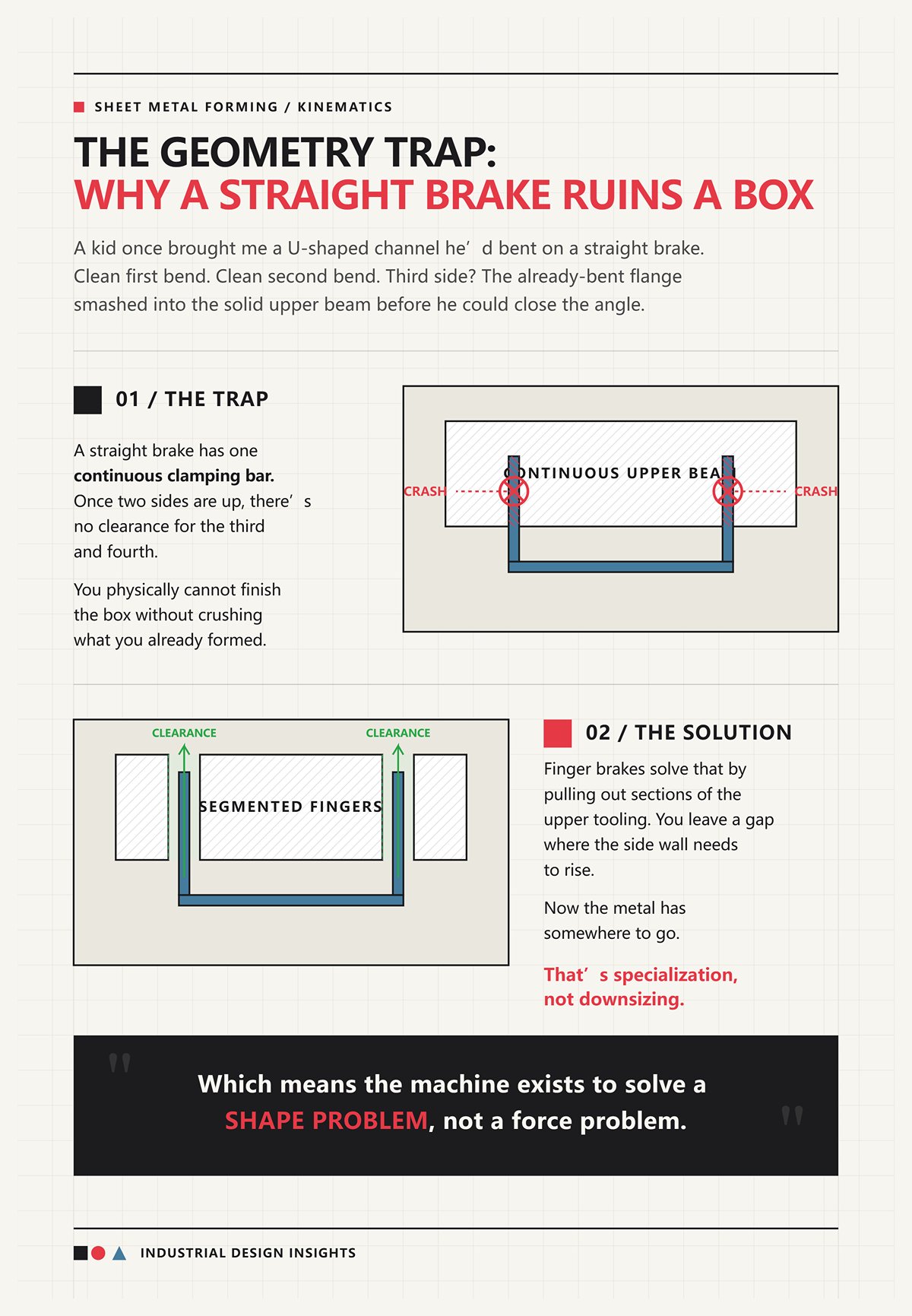
Un jeune m’a un jour apporté un profil en U qu’il avait plié sur une plieuse droite. Premier pli net. Deuxième pli net. Troisième côté ? Le rebord déjà plié est venu percuter la poutre supérieure avant qu’il ne puisse fermer l’angle.
C’est ça, le piège géométrique.
Une plieuse droite possède une barre de serrage continue. Une fois deux côtés relevés, il n’y a plus d’espace libre pour le troisième et le quatrième. Vous ne pouvez physiquement pas finir la boîte sans écraser ce que vous avez déjà formé.
Les presses plieuses à doigts résolvent ce problème en retirant des sections de l’outillage supérieur. Vous laissez un espace là où le côté doit se relever. Maintenant, le métal a un endroit où aller. C’est de la spécialisation, pas une réduction de taille.
Ce qui signifie que la machine existe pour résoudre un problème de forme, et non un problème de force.
J’ai entendu des fournisseurs les appeler des “ plieuses compactes ”. Cette expression plante une idée dans votre tête : machine plus petite, même travail.
Mais le mur de tonnage dans mon atelier est bien réel. J’ai vu des hommes adultes se pencher sur un levier comme s’ils pouvaient le traverser.
Une plieuse hydraulique évolue en ajoutant des vérins et de la masse au bâti. Une plieuse à doigts évolue en ajoutant de la commodité pour les travaux complexes en tôle fine. Ce sont des priorités de conception différentes. L’une recherche la force et la répétabilité — 600 pliages par heure dans une cellule de production. L’autre recherche l’accès et la flexibilité — bacs uniques, boîtes sur mesure, tôles délicates où l’on change de doigts plus souvent que d’épaisseur de matériau.
Quand vous croyez qu’elle est simplement “ compacte ”, vous la poussez au‑delà de ses limites. Quand vous comprenez qu’elle est spécialisée, vous l’utilisez là où elle excelle, et nulle part ailleurs.
Le changement que je veux dans votre esprit est simple : cessez de demander quelle force elle possède, et commencez à demander quelle géométrie elle a été conçue pour dégager.
J’ai vu un jeune essayer de finir le quatrième côté d’un petit boîtier électrique l’hiver dernier. Les trois premiers plis étaient impeccables. Au dernier, le rebord déjà formé n’avait nulle part où aller, a heurté la poutre fixe et s’est froissé comme une canette de soda.
C’est le moment où la plupart des gens posent enfin la bonne question : si la force n’est pas la mesure, qu’est‑ce qui détermine réellement ce que cette machine peut gérer ?
On ne commence pas par le tonnage. On commence par le dégagement.
Une plieuse à doigts existe pour résoudre un seul problème : comment plier quatre côtés d’une boîte lorsque trois sont déjà relevés ? Tout dans son anatomie renvoie à ce problème de géométrie. Les outils supérieurs segmentés, la poutre de serrage, la longue lame manuelle — rien de tout cela ne vise à réduire une presse industrielle. Il s’agit de créer de l’espace là où une plieuse droite n’en a pas.
Et une fois que vous voyez cela, les limites cessent de paraître mystérieuses et deviennent structurelles.

Retirez trois doigts de la poutre supérieure et laissez un espace de 2 pouces au milieu. Glissez ensuite une tôle de façon que les deux rebords relevés s’insèrent dans ces poches vides. Lorsque vous serrez et que vous soulevez la lame de pliage, le métal se relève dans le vide au lieu de heurter l’acier massif.
C’est tout le secret.
Les doigts ne sont pas de solides poinçons destinés à enfoncer le matériau dans une matrice. Ce sont simplement des blocs de serrage modulaires. Leur rôle est de maintenir la tôle à plat et de vous permettre de choisir où le métal est autorisé à se lever. Chaque doigt crée une “ zone sans acier ” contrôlée au‑dessus de la pièce pour que les côtés déjà formés puissent passer sans interférence.
Imaginez la formation d’un bac de 10×10×3 pouces à partir de acier doux de calibre 16. Sur une plieuse droite, une fois que deux côtés de 3 pouces sont relevés, le troisième entre en collision physique avec la barre de serrage continue. Sur une plieuse à doigts, vous retirez les sections où ces côtés se trouvent. La machine ne devient pas plus puissante. Elle devient plus intelligente avec l’espace.
C’est pourquoi dire “ elle a des doigts, donc elle doit être polyvalente ” passe à côté du vrai sens. Les doigts n’augmentent pas la capacité d’épaisseur. Ils élargissent les possibilités géométriques.
Avertissement bac à rebuts : Laissez trop peu de doigts sous un panneau large et la pression de serrage se concentre sur des points étroits — vous allez marquer des empreintes de serre‑joints dans l’aluminium tendre ou laisser la tôle glisser en cours de pliage, ruinant à la fois la surface et l’angle.
Alors si les doigts ne poussent pas le métal pour lui donner forme, qu’est‑ce qui le fait réellement ?
Une presse plieuse enfonce un poinçon dans une matrice. Le matériau est forcé dans une ouverture en V. La force circule verticalement à travers un bâti rigide conçu pour une tonnage mesurée. C’est pourquoi vous voyez des capacités de 50, 100, 200 tonnes — toute la structure est construite pour résister à cette charge sans se déformer.
Une plieuse à doigts ne presse pas. Elle serre et pivote.
Vous verrouillez la tôle entre la poutre de serrage supérieure et le lit. Ensuite, la feuille inférieure se balance vers le haut, emportant avec elle la partie libre de la tôle. Le pli se forme le long du bord du serrage, agissant comme une ligne de pivot. Il n’y a pas de cavité de matrice soutenant le pli par en dessous. La machine demande au matériau de céder par levier, et non en l’écrasant pour lui donner forme.
Cette différence est importante lorsque vous examinez les limites des matériaux.
La plupart des plieuses à doigts manuelles sont réellement à l’aise autour de acier doux de 16 à 18 gauge sur toute leur largeur. Certains modèles lourds annoncent jusqu’à acier doux de 1/8 pouce (3,2 mm), mais cette capacité chute rapidement avec l’inox ou les alliages à haute résistance car la limite d’élasticité augmente et votre levier non. Une presse plieuse peut compenser en augmentant le tonnage. Une plieuse à doigts ne le peut pas ; ses montants latéraux et ses axes de pivot deviennent le maillon faible.
Le bâti se déforme avant que l’acier ne le fasse.
Avertissement bac à rebuts : Essayez de plier inox de 1/8 pouce sur toute la largeur d’une plieuse manuelle légère et vous n’aurez pas seulement un retour élastique — vous décalerez les montants latéraux hors parallélisme, et chaque pli futur sortira en biais.
Si la structure est le facteur limitant, alors la vraie question devient inconfortable : que signifie vraiment “ manuel ” lorsque votre propre corps est la centrale électrique ?
| Section | Contenu |
|---|---|
| Différence fondamentale | Une presse plieuse enfonce un poinçon dans une matrice, forçant le matériau dans une ouverture en V. La force circule verticalement à travers un bâti rigide conçu pour une tonnage mesurée (50, 100, 200 tonnes), construit pour résister à la déformation. Une plieuse à doigts ne presse pas ; elle serre et pivote. |
| Fonctionnement de la presse plieuse | Le poinçon pousse le matériau dans une cavité de matrice. La structure est conçue pour supporter la force verticale sans se déformer. |
| Fonctionnement du plieuse à doigts | La tôle est verrouillée entre la poutre de serrage supérieure et le lit. La lame inférieure pivote vers le haut, pliant la partie libre le long du bord de serrage comme ligne de pivot. Il n’y a pas de cavité de matrice soutenant le pli. Le matériau cède par effet de levier, non par compression. |
| Pourquoi la différence est importante | La distinction mécanique détermine les limites du matériau et la gestion des contraintes structurelles. |
| Limites de matériau – Plieuse à doigts | La plupart des plieuses à doigts manuelles traitent de l’acier doux de calibre 16 à 18 sur toute la largeur. Certains modèles lourds annoncent jusqu’à 1/8‑pouce (3,2 mm) d’acier doux, mais la capacité chute considérablement avec l’acier inoxydable ou les alliages à haute résistance en raison d’une limite d’élasticité plus élevée. |
| Limites de matériau – Presse plieuse | Une presse plieuse peut compenser des matériaux plus résistants en augmentant le tonnage. Une plieuse à doigts ne le peut pas ; ses montants latéraux et ses axes de pivot deviennent le maillon faible. |
| Limitation structurelle | Dans une plieuse à doigts, le châssis fléchit avant que l’acier ne cède. |
| Avertissement « bac à ferraille » | Tenter de plier de l’acier inoxydable de 1/8‑pouce sur toute la largeur d’une plieuse manuelle légère peut désaligner les montants latéraux, provoquant un cône permanent dans les plis futurs. |
| Question critique | Si la structure est le facteur limitant, que signifie vraiment “ manuel ” lorsque votre propre corps est la source de puissance ? |
J’ai vu des hommes adultes se suspendre à une lame de pliage de 1,2 m comme s’ils faisaient des tractions, les bottes hors du sol, essayant de gagner quelques degrés supplémentaires sur une tôle épaisse. La machine gémit. La poignée fléchit. Le pli bouge à peine.
C’est le mur de tonnage.
Sur une plieuse à doigts manuelle, votre levier est fixé par la longueur de la poignée et la géométrie du pivot. Supposons que la lame vous donne un avantage mécanique de 6:1 — généreux pour de nombreux modèles. Si vous pesez 180 livres et vous appuyez de tout votre poids, vous exercez environ 1 000 livres de force sur la ligne de pliage. Réparti sur une largeur de 1 m, cela ne représente que 25 livres par pouce avant les pertes dues au frottement et à la flexion du châssis.
Comparez maintenant cela à ce qu’il faut pour déformer plastiquement de l’acier plus épais.
Lorsque l’épaisseur double, la force de pliage requise ne double pas seulement — elle augmente approximativement avec le carré de l’épaisseur pour une géométrie de matrice similaire. C’est pourquoi passer du calibre 16 à 1/8‑pouce c’est comme frapper un mur de briques. Vous n’avez pas seulement demandé un peu plus. Vous avez demandé plusieurs fois plus.
Il existe des plieuses à doigts électriques à servomoteur, oui. Vis à billes, commande en boucle fermée, angles constants du premier pli au millième. Elles améliorent la répétabilité et réduisent la variabilité de l’opérateur. Mais même celles‑ci restent des machines à serrage et à tablier. Elles gagnent en précision, pas en force infinie. La géométrie reste la même, tout comme la limite structurelle.
Avertissement bac à rebut : Forcer un pli au‑delà de la zone de confort de la machine ne fera pas seulement bloquer l’angle — cela allongera définitivement les axes et les bagues de pivot, introduisant du jeu qui rendra chaque travail en tôle fine ultérieur incohérent.
Ainsi, lorsque vous demandez ce qu’une plieuse à doigts peut manipuler en toute sécurité, cessez de chercher un chiffre de tonnage comme vous le feriez pour une presse plieuse. Regardez plutôt trois choses : l’épaisseur et la limite d’élasticité du matériau, la largeur du pli et la rigidité du bâti.
Parce que cette machine n’a jamais été conçue pour gagner un combat contre une plaque épaisse.
Elle a été conçue pour résoudre un problème de géométrie.
L’hiver dernier, un jeune est venu me voir avec une plieuse à doigts manuelle de 48 pouces qu’il venait d’acheter et m’a demandé pourquoi elle ne pliait pas son inox de 1/8 pouce panneau sans que deux amis se pendent à la poignée.
C’est ainsi que vous déterminez la bonne taille et le bon modèle pour votre travail : vous trouvez le mur avant de le percuter. Pas en devinant. Pas en lisant le chiffre le plus audacieux du catalogue. Mais en comprenant où le levier, la résistance du matériau et la rigidité du bâti cessent de négocier et commencent à refuser.
Vous savez déjà que les limites de la machine sont géométriques et structurelles, pas des affirmations marketing. Nous allons maintenant mettre des chiffres et des mécanismes sur ce mur — car une fois que vous le voyez clairement, vous cessez d’essayer de “ forcer le passage ” et commencez à choisir correctement.
Imaginez un véritable mur de briques dans l’atelier. Vous pouvez vous en approcher. Vous pouvez vous y appuyer. Mais si vous courez dessus, la seule chose qui cède, c’est vous. Le mur de tonnage est ce genre de limite.
J’ai déjà été à côté d’une presse plieuse hydraulique de 100 tonnes pendant qu’elle enfonçait un poinçon dans de l’acier doux de 1/4 pouce comme si c’était du carton.
L’opérateur a appuyé sur une pédale. Un vérin a poussé droit vers le bas à travers un bâti en C rigide. De l’huile sous pression s’est traduite en force contrôlée et mesurable. Le bâti était conçu pour résister à cette charge sans se tordre. La capacité en tonnage n’était pas décorative — c’était de l’ingénierie structurelle.
Maintenant, retournez à votre plieuse à doigts manuelle.
Vous serrez la tôle. Vous tirez un tablier. Le pli se forme parce que la partie libre de la tôle est en rotation autour d’une ligne de pivot. Votre “ unité de puissance ”, c’est votre poids corporel et le levier que la géométrie de la poignée vous donne. Un rapport de levier de six pour un est courant. Huit pour un si vous avez de la chance.
Faisons une hypothèse simple. Tu pèses 200 livres et tu es honnête à ce sujet. Avec un avantage de 6:1, tu appliques environ 1 200 livres sur la ligne de pliage — avant le frottement, avant la flexion du châssis. Réparties sur 48 pouces, cela donne 25 livres par pouce.
Une petite presse plieuse hydraulique d’une capacité de 20 tonnes fournit 40 000 livres. Même réparties sur 48 pouces, cela représente plus de 800 livres par pouce disponibles — et cela peut augmenter si le matériau l’exige.
Ce n’est pas “ plus ”. C’est une catégorie de force différente.
Ce que tu as réellement acheté est un tout autre type de machine, conçue pour un tout autre combat. L’une écrase le métal dans une matrice. L’autre persuade la tôle mince de céder par rotation. Aucun effort supplémentaire ne transformera l’une en l’autre.
Avertissement corbeille : si tu traites une plieuse manuelle à doigts comme une machine hydraulique et que tu “ pompes ” deux fois le levier pour essayer de rattraper un angle, tu ovaliseras les trous de pivot dans les plaques latérales — et la plieuse ne pliera plus jamais droit.
Alors, si la force est limitée par ton corps et par le cadre, à quel point le pliage devient‑il physiquement irréaliste ?
Un client a une fois insisté sur le fait que sa plieuse de 40 pouces était “ donnée pour ” acier doux de 1/8 pouce (3,2 mm), alors il a essayé un pli sur toute la largeur.
Les 10 premiers pouces près de la charnière ont bougé. Le centre a à peine bougé. L’extrémité opposée n’a pas bougé du tout.
Cette cote, si elle est honnête, suppose généralement de l’acier doux, une courte longueur de pliage et des conditions idéales. Dès que tu passes à l’inox — dont la limite d’élasticité est souvent supérieure de 30 à 50 % — la force requise augmente proportionnellement. Et rappelle‑toi : la force de pliage augmente approximativement avec le carré de l’épaisseur. Passer de calibre 16 (~0,060 pouce) à 1/8‑pouce (0,125 pouce) revient à plus que doubler l’épaisseur ; c’est environ quadrupler la force nécessaire pour la même géométrie.
Sur une plieuse manuelle typique de 48 pouces, acier doux de calibre 16 sur toute la largeur est confortable. La tôle de 14‑gauge commence à demander de l’effort. Acier doux de 1/8 pouce sur toute la largeur de 48 pouces ? C’est la limite pour la plupart des conceptions manuelles. L’inox atteint cette limite plus tôt — parfois à calibre 16 selon la largeur.
Voici la nuance que les débutants manquent.
Il existe des plieuses à doigts spécialisées — comme les unités lourdes de banc — qui peuvent plier de l’acier doux de 5/8 pouce. Mais lisez les petites lignes : souvent seulement 3 pouces de large. Bande étroite. Châssis massif. Géométrie et chemin de charge complètement différents. Réduisez la largeur à 3 pouces et votre force par pouce explose pour le même effort.
La largeur est un multiplicateur de force inversé.
Donc, lorsque vous choisissez une plieuse, vous ne demandez pas : “ Quelle est l’épaisseur maximale d’acier qu’elle peut plier ? ” Vous demandez : “ Quelle épaisseur à quelle largeur, dans quel alliage, sans déformation du châssis ? ” Car une fois que le châssis se déforme plus que le matériau ne se déforme plastiquement, la machine devient le maillon faible.
Elle est conçue pour plier de la tôle fine en formes dont les côtés sont déjà relevés, pas pour contraindre des plaques épaisses à se soumettre.
Ce qui soulève une question plus difficile : même si vous restez dans les limites d’épaisseur, que se passe‑t‑il pour la constance lorsque votre source de puissance, c’est… vous ?
Un atelier que je connais a fabriqué 200 petits bacs en aluminium sur une plieuse manuelle à doigts. Les dix premiers étaient parfaits. Vers le bac 120, les angles s’ouvraient de 2 à 3 degrés.
Rien n’a cassé. Personne n’a dépassé l’épaisseur.
Mais les épaules de l’opérateur étaient épuisées. La fatigue modifie la force de traction. La micro‑déflexion du châssis augmente à mesure que les bagues chauffent. Le retour élastique — la tendance du matériau à se détendre après pliage — exige un léger sur‑pliage, et ce sur‑pliage dépend du ressenti.
Sur une presse plieuse hydraulique ou CNC, les butées arrière positionnent la tôle au millième de pouce. La profondeur du coulisseau est contrôlée par retour d’information de l’encodeur. La machine ne se fatigue pas. Le pli 1 et le pli 10 000 sont identiques car la force et la position sont mesurées, pas devinées.
Aujourd’hui, les plieuses à doigts électriques modernes avec entraînements servo et contrôle en boucle fermée comblent cet écart de répétabilité. Elles peuvent revenir au même angle de façon constante car la position de la barre de pliage est contrôlée par des moteurs, pas par les muscles.
Mais voici la limite : elles reposent toujours sur le serrage et la rotation de la barre. Si le matériau exige plus de force que le châssis ne peut en résister sans fléchir, un contrôle précis vous donnera simplement un angle erroné parfaitement répétable.
La précision ne peut pas compenser une capacité de force insuffisante.
Ainsi, même dans l’épaisseur “ nominale ”, si vous êtes proche de la limite supérieure, votre répétabilité diminue car vous luttez à la fois contre le retour élastique du matériau et la flexion structurelle.
Et cela mène à la plus dangereuse incompréhension de toutes.
J’ai vu une plieuse manuelle de 60 pouces essayer de plier de l’acier doux de calibre 14 pleine largeur.
L’opérateur pouvait plier 12 pouces de ce matériau toute la journée. Mais à 60 pouces, la lame s’est courbée. Le centre traînait derrière les extrémités. La ligne de pliage n’était pas droite — elle était peu profonde au milieu, serrée près des charnières.
Même épaisseur. Même machine. Longueur différente.
La force de pliage évolue avec la longueur. Doublez la longueur de pliage, doublez la force totale requise. Mais la résistance du châssis à la déformation n’évolue pas aussi gentiment. Les longues portées introduisent une déflexion de poutre. La barre de serrage se soulève microscopiquement au centre. L’arbre de pivot se tord.
C’est pourquoi un frein qui gère acier doux de calibre 16 à 48 pouces pourrait gérer confortablement La tôle de 14‑gauge à 24 pouces — mais échouer lamentablement à 48.
Le rapport longueur/épaisseur est le tueur silencieux des suppositions.
Avertissement de la benne à rebuts : tentez un pliage pleine largeur proche de l’épaisseur maximale et vous obtiendrez un pli bombé — ouvert au centre, serré aux extrémités — et aucune quantité de “ re‑pliage ” ne le redressera sans amincir et affaiblir le métal.
Alors, comment choisir le bon frein à doigts ?
Vous commencez avec votre matériau le plus épais, dans son alliage réel. Vous définissez la longueur maximale de pliage que vous tenterez jamais. Ensuite, vous reculez d’un calibre plus léger et d’une largeur plus courte que le maximum annoncé. Ce tampon n’est pas de la lâcheté. C’est une assurance contre la flexion, la fatigue et le mur de briques.
Parce qu’une fois que vous atteignez le mur de tonnage sur un frein à doigts, la performance ne diminue pas progressivement.
Elle s’arrête.
Vous posez maintenant la bonne question : étant donné votre matériau réel et la taille de vos pièces, quand le frein à doigts cesse-t-il d’être un handicap pour devenir l’outil le plus intelligent de l’atelier ?
Voici le rebondissement.
Une fois que vous respectez le mur de tonnage, le frein à doigts cesse complètement de rivaliser avec une presse plieuse.
Il gagne sur un autre type de travail.
J’ai vu un nouvel employé passer 40 minutes à charger des outils dans une presse plieuse de 60 tonnes pour fabriquer une seule boîte en aluminium.
La pièce était aluminium de 0,063 pouce, 12 pouces de large, quatre plis. Rien d’exotique. Sur la presse plieuse, nous devions choisir la bonne ouverture de matrice en V, changer les poinçons, régler les butées, ajuster la profondeur du coulisseau pour le retour élastique et effectuer deux tests de pliage pour obtenir l’angle exact.
Sur la plieuse à doigts manuelle située à trois mètres de là, j’aurais pu desserrer deux molettes, retirer trois doigts, placer la tôle contre la butée et plier le tout en cinq minutes.
Ce n’est pas de la théorie. C’est des mathématiques d’atelier.
Quand la série est d’une seule pièce — peut‑être trois — la mise en place domine tout. Une machine hydraulique capable de produire 600 plis par heure n’a aucun avantage de vitesse si vous n’avez besoin que de huit plis au total. Vous ne rentabilisez jamais le temps de réglage.
Et parce que vous êtes sous la limite de tonnage — disons acier doux de calibre 16 à 18 pouces de large, ou en aluminium fin sur toute la largeur — vous ne luttez pas contre le bâti. Vous utilisez la machine dans sa zone de confort.
Le premier prototype sort presque toujours plus vite d’une plieuse à doigts.
Mais que se passe‑t‑il lorsque ce “ prototype unique ” se transforme en dix boîtiers légèrement différents ?
Un client a un jour eu besoin de six coffrets de commande en acier inoxydable, chacun avec des découpes et des profondeurs de rebord différentes.
Même matériau. Même forme générale. Dimensions différentes à chaque fois.
Sur une presse plieuse, cela signifie régler les butées pour chaque pièce, parfois changer d’outillage si les longueurs de rebord varient suffisamment pour provoquer une interférence, et recalculer les déductions de pliage — c’est le calcul qui tient compte de l’allongement du matériau dans le rayon de pli. La machine est puissante, oui. Mais elle préfère la répétition.
La plieuse à doigts, elle, se moque de la répétition.
Retirez quelques doigts pour dégager un rebord de retour. Faites glisser la tôle à la main jusqu’à votre trait de repère. Serrez. Pliez. Comme les doigts sont sectionnés, vous pouvez former une boîte dont les côtés sont déjà relevés — chose qu’un poinçon et une matrice droits ne peuvent physiquement pas faire sans outillage spécial. C’est là qu’elle excelle.
Elle est conçue pour plier de la tôle fine en formes dont les côtés sont déjà relevés, pas pour contraindre des plaques épaisses à se soumettre.
Et voici la limite à ne pas franchir : si cet inox se rapproche La tôle de 14‑gauge de la largeur réelle, vous vous approchez du mur de briques. La géométrie peut être parfaite pour une plieuse à doigts, mais la force ne l’est pas.
Avertissement « bac à chutes » : Essayez de former une boîte en inox proche de la limite en une seule traction, et vous fléchirez la lame juste assez pour sous‑plier le centre ; lorsque vous “ corrigez ” avec une deuxième passe, vous écrouissez la ligne de pliage et l’angle se fissure au troisième ajustement.
Alors, définissez “ série courte ”.”
Dans un petit atelier, cela représente généralement 1 à 10 pièces où la géométrie varie davantage que le volume. À partir de 25 pièces identiques, le coût de mise en place de la presse plieuse commence à être rentabilisé. À 100 pièces identiques, elle s’impose sans discussion.
Mais si les pièces sont des cousines et non des jumelles, la flexibilité l’emporte sur la vitesse brute.
C’est pourquoi les ateliers les plus sains ne choisissent pas une machine au détriment de l’autre.
“ Presse plieuse ” sonne industriel.
Ce que vous avez réellement acheté est un tout autre animal, conçu pour un tout autre combat.
Dans mon atelier, les travaux sont orientés selon deux questions :
Si la réponse à la première question est oui et à la seconde oui, la plieuse à doigts obtient le travail. Prototypes. Conduits HVAC. Boîtiers atypiques. Tout ce qui est en faible épaisseur et où le retrait d’un doigt résout les problèmes de dégagement en quelques secondes.
Si le matériau dépasse l’acier doux de 1/8 pouce sur toute la largeur — ou s’il s’agit d’une série de 50 supports identiques — cela va directement à la presse plieuse. Aucune discussion. Ce n’est pas une préférence. C’est de la physique et de l’économie.
La plieuse à doigts est la spécialiste de la géométrie. La presse plieuse est la spécialiste de la force et de la répétition.
Une fois que vous comprenez cela, le choix de la capacité cesse d’être émotionnel. Cela devient un problème de tri.
Alors, lorsque vous regardez vos propres pièces — vos matériaux réels, vos quantités réelles — quel tas est le plus grand dans votre atelier ?
Vous ne dimensionnez pas une plieuse à doigts selon ce que vous espoir plier l’année prochaine — vous la dimensionnez selon la partie la plus épaisse et la plus large que vous pliez chaque mois sans drame.
C’est la partie non évidente. La plupart des nouveaux propriétaires d’atelier font l’inverse. Ils achètent selon leurs ambitions. Une plieuse de 48 pouces parce qu’un jour ils pourraient avoir besoin de 48 pouces. Une capacité de jauge plus élevée parce qu’un matériau plus épais “ semble plus sûr ”. Mais cette machine vit sous un plafond rigide. Si votre travail habituel dépasse ce plafond, même occasionnellement, vous n’avez pas besoin d’une plieuse à doigts plus grande — vous avez besoin d’une autre catégorie de machine.
Imaginez le mur de tonnage comme un vrai mur de briques dans l’atelier. Vous pouvez vous en approcher chaque jour. Rien de mal à cela. Mais si votre flux de travail exige de foncer dedans deux fois par semaine, ce n’est pas de l’ambition. C’est une collision.
Alors, comment savoir où se trouve réellement votre mur ?
Un propriétaire d’atelier a essayé un jour de former Acier doux de 1/8 pouce la pleine largeur sur une plieuse manuelle à doigts de 4 pieds parce que “ elle est conçue pour ça ”.”
Il a terminé le pliage. La machine n’a pas cassé. La pièce, elle, oui — sur le plan dimensionnel.
Voici les trois questions qui classent vos travaux de façon permanente, pas émotionnelle :
1. Quel est le matériau le plus épais que vous pliez sur toute la largeur, en situation réelle ?
Pas une seule fois. Pas “ peut-être ”. Si votre travail mensuel inclut quoi que ce soit au-dessus acier doux de calibre 16 à une largeur significative, vous vivez à la limite de ce qu’une plieuse manuelle à doigts peut supporter confortablement. L’acier inoxydable abaisse encore ce plafond en raison de sa limite d’élasticité plus élevée — il résiste au pliage de manière plus marquée.
2. Vos pièces nécessitent-elles un pliage autour de brides existantes ou à l’intérieur de retours ?
Si oui, c’est le domaine de la plieuse à doigts. Les doigts sectionnels vous permettent de retirer des parties afin que la pièce passe pendant le pliage. Les outils droits de presse plieuse ne peuvent pas faire cela sans poinçons spéciaux. C’est une question de géométrie, pas de puissance.
3. Combien de plis identiques par travail ?
Si vous produisez régulièrement 25, 50, 100 équerres identiques, la répétition devient le facteur dominant. Une presse plieuse hydraulique peut effectuer 600 plis par heure sans que l’opérateur soit le facteur limitant. Une plieuse manuelle à doigts ne peut pas rivaliser en volume, peu importe votre force physique.
Avertissement corbeille : si vous répondez malhonnêtement à la question 1 et dimensionnez la plieuse juste à sa capacité annoncée — disons une plieuse “ 16 gauge ” que vous utilisez régulièrement à 16 gauge pleine largeur — la lame fléchira juste assez pour bomber le pli. Vous chercherez la cohérence de l’angle d’un côté à l’autre et vous vous en voudrez au lieu de blâmer la physique.
Ces trois questions ne guident pas seulement l’achat. Elles définissent le routage. Et une fois le routage clarifié, quelque chose d’autre devient évident : la longueur maximale de pliage n’est pas la spécification qui vous sauvera ou vous fera échouer.
Alors, quelle spécification compte réellement davantage ?
Un nouvel apprenti s’était un jour vanté d’avoir acheté une plieuse de 48 pouces.
Il ne pouvait former que des boîtes de 6 pouces de profondeur.
La longueur maximale fait vendre les machines. L’assortiment de doigts détermine ce que vous pouvez réellement fabriquer.
Les plieuses à doigts fonctionnent parce que la barre de serrage est segmentée. On retire des doigts pour permettre aux côtés déjà pliés de passer par l’ouverture. Si votre assortiment comprend des doigts étroits — segments de 1 pouce, 2 pouces, 3 pouces — vous pouvez fabriquer des boîtes serrées, des brides décalées, des pièces asymétriques.
Si vos doigts sont tous de larges blocs, vous êtes limité à fabriquer des bacs peu profonds et des canaux simples, même si la machine mesure 4 pieds de long.
Elle est conçue pour plier de la tôle fine en formes dont les côtés sont déjà relevés, pas pour contraindre des plaques épaisses à se soumettre.
Disons que vous fabriquez régulièrement des boîtiers de 10 pouces de large avec des brides de retour de 2 pouces. Une plieuse de 36 pouces avec un large assortiment de doigts surpassera une plieuse de 48 pouces avec des segments grossiers, car le dégagement, et non la portée, est le facteur limitant.
La longueur ne compte que si vos véritables pièces la dépassent régulièrement. Sinon, c’est juste pour la frime.
Et voici le retournement : une fois que vos pièces deviennent assez épaisses pour que la résistance des doigts soit le maillon faible, aucun assortiment de doigts ne peut vous sauver.
Alors, à quel moment la possession elle-même cesse‑t‑elle d’avoir du sens ?
Un client m’a apporté cinq équerres en acier doux de 3/16 pouce et m’a demandé s’il devait “ simplement acheter une plieuse à doigts robuste ”.”
Cette question partait déjà d’une mauvaise hypothèse.
Si votre liste de travaux franchit régulièrement la 1/8 pouce et plus à largeur réelle, Louer du temps d’utilisation sur une presse plieuse hydraulique revient moins cher que d’acheter la mauvaise machine. Une machine hydraulique applique la force verticalement avec une course du coulisseau contrôlée. Aucune flexion de la lame. Aucune limite de levier humain. Aucune approximation.
Même les plieuses électriques à doigts modernes — à entraînement par servomoteur et vis à billes — peuvent maintenir les angles avec une constance impressionnante. Elles résolvent le problème de répétabilité. Elles n’annulent pas les lois de la physique des matériaux. Lorsque l’épaisseur augmente, la force nécessaire augmente fortement. Le mur de tonnage ne tient pas compte du fait que la commande soit manuelle ou électrique.
Avertissement “ Benne à ferraille ” : essayer de « faire marcher » une tôle épaisse en effectuant plusieurs pliages peu profonds pour atteindre progressivement 90 degrés. Vous étirerez les fibres extérieures de façon inégale, déformerez la longueur du rebord et obtiendrez une pièce qui semble carrée mais qui donnera de mauvaises mesures à l’assemblage.
Voici donc le cadre de décision que je veux que vous reteniez :
“ Presse plieuse ” sonne industriel.
Ce que vous avez réellement acheté est un tout autre animal, conçu pour un tout autre combat.
La décision finale ne dépend pas du budget. Elle repose sur la question de savoir si votre travail quotidien vous demande de résoudre un problème de géométrie — ou de remporter un concours de force. Et ces deux‑là ne sont jamais le même combat.


















