

彼は動画で見た通りに、3/16インチのプレートをクランプの下に滑り込ませ、全体重をハンドルにかけて寄りかかり、プレートが動き始めたときに笑みを浮かべた。その笑みは、サイドプレートがたわみ、二度とまっすぐに戻らなかったときに消えた。.
その表情を、私は数え切れないほど見てきた。.
あなたは工場にある大型プレス機の小型版を買ったと思っている。しかしあなたが実際に手に入れたのは、まったく別の目的で作られたまったく別の機械だ。.
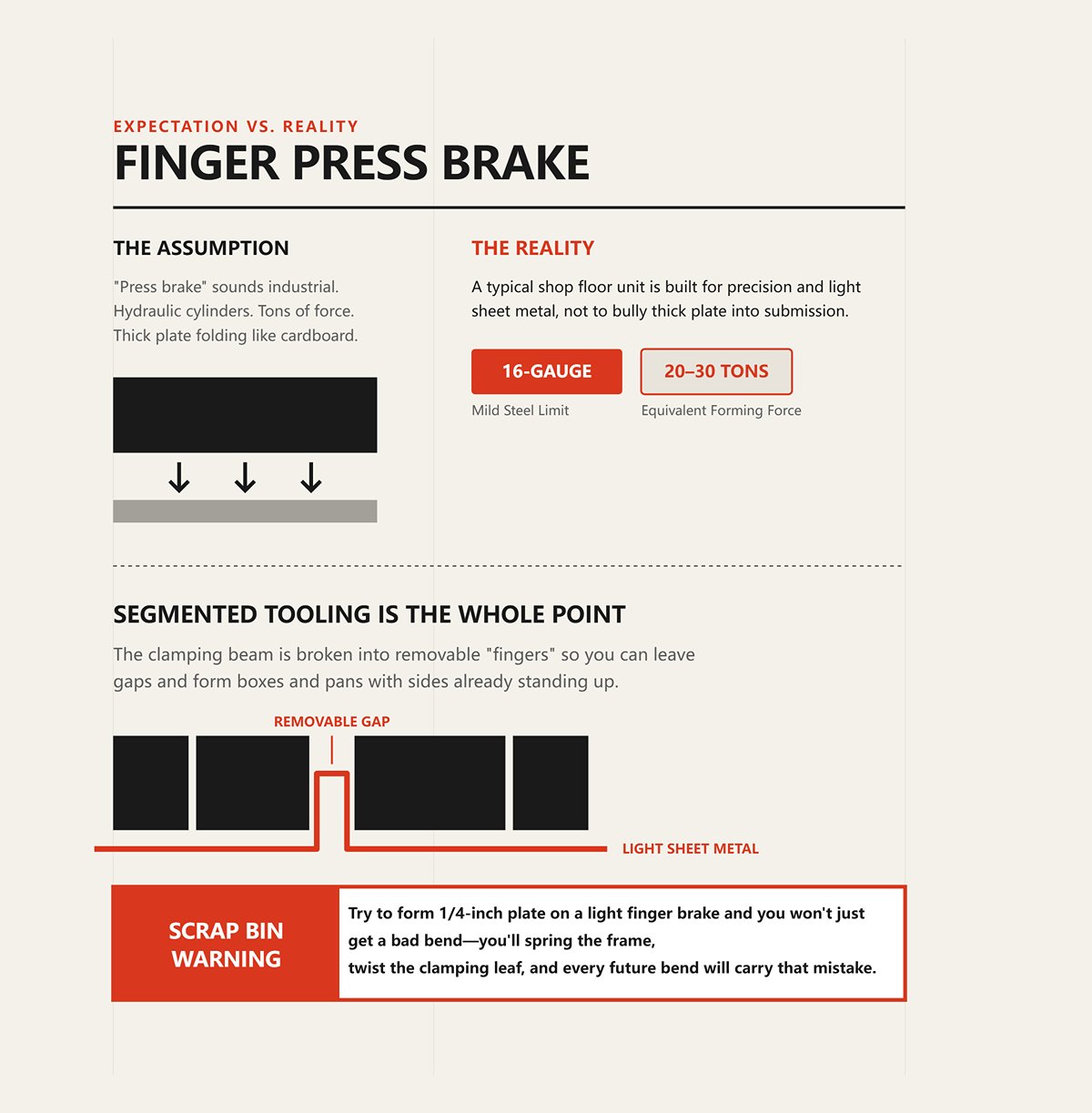
“「プレスブレーキ」と聞くと、工業用を連想する。油圧シリンダー。何トンもの力。厚い鋼板が段ボールのように折り曲がる。.
一般的な作業場のフィンガープレスブレーキの定格は、 16ゲージの軟鋼 つまりおよそ 20~30トン相当の成形力 全幅にかけて——しかも手動機ではそれでも甘い方だ。クランプビームは取り外し可能な「フィンガー」に分かれており、隙間を空けて箱やパン形状を曲げられる。それこそがこの分割ツーリングの本質である。.
この機械は、厚板を無理に屈服させるためではなく、すでに立ち上がった側面を持つ薄板を曲げて形を作るために作られている。.
スクラップ置き場警告: 軽量のフィンガーブレーキで1/4インチの厚板を曲げようとすると、悪い曲がりになるどころか、フレームを歪ませ、クランプレバーをねじり、今後の曲げすべてにその歪みが残ることになる。.
では、それが“小さな工場機械”ではないのに、なぜそう思い込むのが自然に感じられるのか?
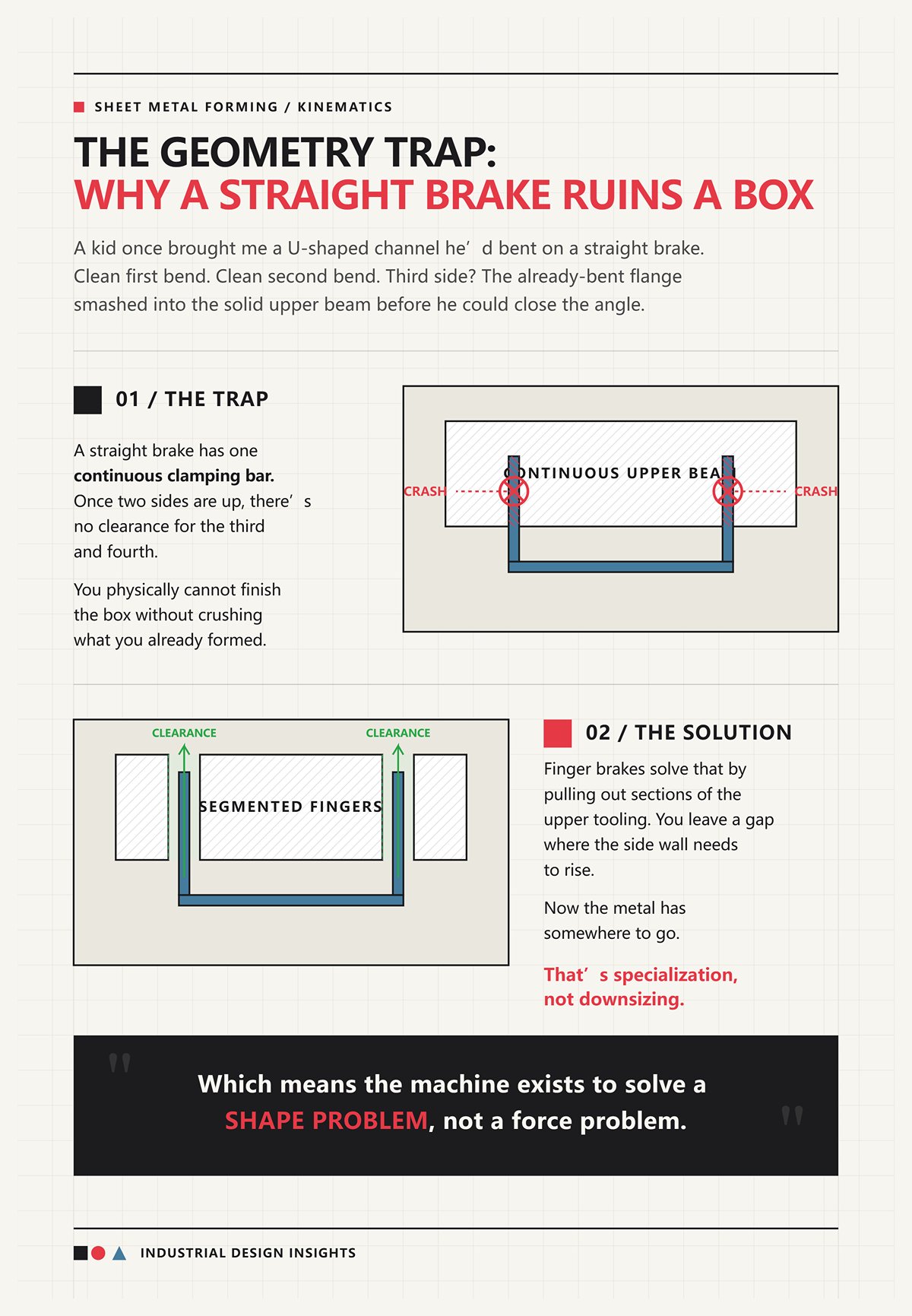
昔、ある若い子が、ストレートブレーキで曲げたU字チャンネルを持ってきた。最初の曲げはきれい。次の曲げもきれい。だが三辺目?すでに曲げたフランジが、角度を閉じる前に上ビームの固い部分にぶつかってしまった。.
それが幾何トラップだ。.
ストレートブレーキには一体型のクランプバーがある。二つの側面を立ち上げると、三面目と四面目のためのクリアランスがなくなる。すでに成形した部分を潰さずに箱を完成させることは物理的に不可能だ。.
フィンガーブレーキは、上部工具の一部を抜くことでそれを解決する。立ち上がる側壁の位置に隙間を残すのだ。すると金属の逃げ場ができる。これは小型化ではなく、専用化である。.
つまり、この機械は「力」の問題ではなく、「形状」の問題を解くために存在しているのだ。.
私は、供給業者がそれを「コンパクトベンダー」と呼ぶのを聞いたことがあります。その言葉は、頭の中にレンガを置くようなものです:小型の機械で、同じ作業を行う。.
しかし私の工場には、実際に存在するトン数の限界があります。私は、大人の男性がまるでその壁を突破できるかのように、ハンドルに体重をかけているのを見たことがあります。.
油圧ベンダーは、シリンダーとフレームの質量を追加することでスケールアップします。フィンガーブレーキは、複雑な薄板作業の利便性を追加することでスケールします。これらは異なる設計優先順位です。ひとつは力と再現性を追求します — 生産セルで1時間に600回の曲げ。もうひとつはアクセスと柔軟性を追求します — 一回限りのパン、カスタムボックス、材厚を変えるよりも指を変える回数が多い繊細な板。.
ただ「コンパクト」だと信じると、その限界を超えて押してしまいます。特殊なものだと理解すれば、輝く場面だけで使い、それ以外では使わない。.
私があなたの頭に入れたい考えの変化は簡単です:力がどれだけあるかを尋ねるのをやめ、その機械がどんな形状をクリアするために作られたのかを尋ね始める。.
昨冬、小さな電気筐体の4面目を仕上げようとする少年を見ました。最初の3回の曲げはきれいでした。最後の曲げで、すでに形成されたフランジが行き場を失い、ソリッドビームに接触し、ソーダ缶のようにシワになりました。.
その瞬間、多くの人がようやく正しい質問をします:力が目安でないのなら、この機械が処理できるものを決定するのは何か?
始めるのはトン数ではありません。始めるのはクリアランスです。.
フィンガーブレーキは、ひとつの問題を解くために存在します:すでに3面が立っている状態で、箱の4面をどう曲げるか?その構造のすべてはその形状問題に戻ります。セグメント化された上部工具、クランピングビーム、長い手動リーフ — どれも工業用プレスを縮小するためではありません。まっすぐなブレーキにはない空間を作るためです。.
それがわかれば、その限界は神秘的には見えず、構造的に見えてきます。.

上部ビームの指を3本抜き、中央に2インチの隙間を残します。次に、2つの立ったフランジが空のポケットに収まるように板をスライドします。クランプして曲げリーフを持ち上げると、金属は固い鋼に衝突するのではなく、空中に回転して持ち上がります。.
それが全ての仕組みです。.
フィンガーは、材料をダイに押し込むための頑丈なパンチではありません。単なるモジュール式のクランプブロックです。彼らの役割は板を平らに保持し、金属が上に持ち上がる場所を選べるようにすることです。各フィンガーは、成形された側面が干渉なく通過できるよう、作業物の上に制御された「鋼なしゾーン」を作ります。.
10×10×3インチのパンを形成することを想像してください。 16ゲージの軟鋼. まっすぐなブレーキでは、3インチの側面が2つ立ち上がった時点で、3つ目の側面が連続クランプバーと物理的に衝突します。フィンガーブレーキでは、それらの側面が座る場所のセクションを取り外します。機械が強くなるわけではありません。空間に関して賢くなるだけです。.
だから「指が付いてるから、多用途に違いない」と言うのは的外れです。指は厚みの処理能力を拡げません。形状の可能性を拡げるのです。.
スクラップ箱警告:広いパネルの下に指をあまりにも少なく置くと、クランプ圧力が狭い点に集中します — 柔らかいアルミにクランプ跡を刻み込んでしまうか、曲げの途中で板が滑ってしまい、表面と角度の両方を台無しにします。.
では、金属を指で押し込んで形を作っているわけではないなら、実際に何がそうしているのでしょうか?
プレスブレーキはポンチをダイに打ち込みます。材料はV字の開口部に押し込まれます。力は、定められたトン数に合わせて設計された剛性の高いフレームを垂直に流れます。だからこそ、50トン、100トン、200トンといった定格が示されているのです。構造全体が、その荷重に耐えてたわまないように作られているのです。.
フィンガーブレーキは押すのではなく、クランプして回転させます。.
シートを上部のクランプビームとベッドの間に固定します。次に下のリーフが上方にスイングし、自由になっている部分の板を一緒に持ち上げます。曲げはクランプの縁に沿って形成され、支点の線として作用します。曲げを下から支えるダイキャビティは存在しません。この機械は、材料を押しつぶして変形させるのではなく、てこの原理で降伏させようとしているのです。.
この違いは、素材の限界を考えるときに重要になります。.
多くの手動フィンガーブレーキが現実的に扱いやすい範囲は 16〜18ゲージの軟鋼 全幅にわたって扱うことができます。より重いモデルでは 1/8インチ(3.2 mm)の軟鋼, まで対応とされていますが、ステンレスや高強度合金になると、その定格は急激に低下します。なぜなら降伏強さは上がっても、てこの力は増えないからです。プレスブレーキならトン数を増加させて補うことができますが、フィンガーブレーキではできません。側枠やピボットピンが弱点になるのです。.
フレームが鋼材より先にたわみます。.
スクラップ注意:もし 1/8インチのステンレス鋼 を軽量な手動ブレーキの全幅で曲げようとすると、スプリングバックだけでは済まず、側枠が平行を失ってしまい、以降のすべての曲げがテーパー状になります。.
構造が制約となるなら、実際に不都合な疑問が浮かび上がります。「手動」とは、自分の体が動力源であるとき、いったい何を意味するのでしょうか?
| セクション | 内容 |
|---|---|
| 根本的な違い | プレスブレーキはポンチをダイに押し込み、材料をV字の開口部に押し込みます。力は、定格トン数(50、100、200トン)に合わせて設計された剛性フレーム内を垂直に流れ、たわみを防ぐように作られています。フィンガーブレーキはプレスせず、クランプして回転させます。. |
| プレスブレーキ操作 | ポンチが材料をダイキャビティに押し込みます。構造は垂直方向の力にたわまず耐えられるよう設計されています。. |
| フィンガーブレーキの動作 | シートは上部クランプビームとベッドの間で固定されている。下側のリーフが上方にスイングし、自由な部分をクランプ端を支点線として曲げる。曲げを支えるダイキャビティは存在しない。材料は圧縮ではなく、てこの作用によって降伏する。. |
| なぜこの違いが重要なのか | この機械的な違いによって、材料の限界と構造的な応力処理の方法が決まる。. |
| 材料限界 – フィンガーブレーキ | ほとんどの手動フィンガーブレーキは、全幅で16〜18ゲージの軟鋼を扱うことができる。一部の重量級モデルは1/8インチ(3.2 mm)の軟鋼まで対応すると称しているが、ステンレスや高強度合金では降伏強度が高いため、能力は著しく低下する。. |
| 材料限界 – プレスブレーキ | プレスブレーキはトン数を増やすことで、より強い材料にも対応できる。一方、フィンガーブレーキはそれができない。側面フレームやピボットピンが弱点となる。. |
| 構造的制限 | フィンガーブレーキでは、鋼材が降伏する前にフレームがたわむ。. |
| スクラップ警告 | 軽量な手動ブレーキで1/8インチのステンレスを全幅で曲げようとすると、側面フレームが平行からずれて歪み、以後の曲げに永久的なテーパーが生じる可能性がある。. |
| 重要な疑問 | もし構造が制限要因であるなら、「手動」とは自分の体が動力源である場合、実際には何を意味するのか? |
私は、厚板をほんの数度でも余分に曲げようとして、4フィートのベンディングリーフにぶら下がり、懸垂のように足を地面から離している大人の男性たちを見たことがある。機械がうなり、ハンドルがしなり、曲げはほとんど動かない。.
それがトン数の壁だ。.
手動フィンガーブレーキでは、てこの長さとピボットの構造によってレバレッジが固定されている。たとえばリーフが6:1の機械的有利さを与えるとしよう——これは多くの設計にとって寛大な数値だ。体重180ポンドの人が全体重をかけて体を預けると、曲げ線上におよそ1,000ポンドの力を与えていることになる。これを幅40インチに分散すると、摩擦やフレームのたわみによる損失を差し引く前でも、1インチあたりわずか25ポンド程度しかない。.
では、より厚い鋼材を塑性変形させるのに必要な力と比較してみよう。.
厚さが2倍になると、必要な曲げ力は単に2倍になるのではなく、同じダイ形状であればおおよそ厚さの2乗に比例して増加する。だからこそ、次のステップで必要な力が急増するのだ。 16ゲージ から 1/8インチ まるでレンガの壁にぶつかったような感覚だ。君は少し多めを頼んだんじゃない。何倍も多くを求めたんだ。.
電動サーボ駆動のフィンガーブレーキは確かに存在する。ボールねじ、クローズドループ制御、最初の曲げから千回目まで一貫した角度。これらは再現性を高め、作業者のばらつきを減らしてくれる。しかし、それでもクランプとリーフによる機構であることに変わりはない。精度は向上するが、無限の力が得られるわけではない。形状は変わらず、構造的限界も同じだ。.
スクラップ箱警告:機械の快適領域を超えて曲げを強要すると、角度が止まるだけでなく、ピボットピンやブッシングが永久に伸び、遊びが発生し、その後の薄板作業すべてが不安定になる。.
だから「フィンガーブレーキが安全に扱える範囲はどこか」と聞くなら、プレスブレーキのようにトン数を求めるのはやめよう。代わりに注目すべきは3つだ──材料の厚みと降伏強度、曲げ幅、そしてフレームの剛性。.
なぜならこの機械は、厚板との力比べに勝つために作られたものではないからだ。.
これは、幾何学の問題を解くために作られた機械なのだ。.
去年の冬、青年が48インチの手動フィンガーブレーキを買ってきて、「なぜパネルが曲がらないのか」と聞いてきた。 1/8インチのステンレス鋼 取っ手に2人の友人がぶら下がっても、だ。.
自分の作業に適したサイズとモデルを見極める方法は、それにぶつかる前に「壁」を発見することだ。勘で当てるのでも、カタログの一番太字の数字を読むのでもない。テコの原理、材料強度、フレーム剛性が「協力」から「拒絶」に変わる境界を理解することで見えてくる。.
すでに君は、機械の限界が幾何学的・構造的なものだと知っている。宣伝文句ではなく。これから、その壁に数値と仕組みを結びつけて説明する――そうすれば、一度それをはっきりと理解したとき、「押し切ろう」とするのをやめて、「正しく選ぶ」ようになる。.
工場にある本物のレンガの壁を想像してみよう。近づくことはできるし、寄りかかることもできる。でも全力で走ってぶつかれば、壊れるのは君のほうだ。トン数の壁とは、まさにそんな境界線である。.
私は100トンの油圧式プレスブレーキの隣に立っていたことがある。そのパンチが 1/4インチの軟鋼板を まるで段ボールのように押し曲げていくのを見た。.
作業者は足元のペダルを軽く踏んだ。シリンダーが剛性のあるCフレームを通して真下へ押し込む。加圧された油が制御可能で計測可能な力に変換される。フレームはねじれずにその荷重に耐える設計だった。トン数の定格は飾りではなく、構造設計そのものなのだ。.
では、手動のフィンガーブレーキのほうへ戻ろう。.
板をクランプし、リーフを引く。曲げは、板の自由な脚部が支点線のまわりで回転することで形成される。君の「動力装置」は自分の体重と、ハンドルの形状によって得られるテコの力だけだ。6対1の機械的有利が一般的で、運が良ければ8対1になる。.
仮に単純な例を出そう。君の体重が200ポンドだと正直に言おう。6:1のテコ比なら、曲げ線上に約1,200ポンドを加えていることになる──摩擦やフレームのたわみを考慮する前に。それを48インチに分散させれば、1インチあたり25ポンド程度だ。.
20トン定格の小型油圧プレスブレーキは40,000ポンドを発生します。幅48インチに均等に力を加えても、1インチあたり800ポンド以上の力が利用可能です — 材質によってはさらに増やすことも可能です。.
それは「より多い」ということではありません。それは異なる種類の力です。.
あなたが実際に購入したのは、まったく異なる用途に作られた、まったく異なる機械です。一方は金属をダイキャビティに押し潰し、もう一方は軽い板材を回転によって曲げさせます。いくら力を加えても、一方をもう一方に変えることはできません。.
スクラップ置き場警告:手動フィンガーブレーキを油圧機のように扱い、角度を出そうとしてハンドルを「二度押し」すると、側板のピボット穴が楕円形になり、ブレーキは二度と真っ直ぐ曲げられなくなります。.
では、力があなたの体とフレームによって制限される場合、曲げが物理的に非現実的になるのはどこでしょうか?
ある顧客は自分の40インチブレーキが「定格」だと主張しました 1/8インチ(3.2 mm)の軟鋼, そこで彼は全幅曲げを試みました。.
ヒンジ付近の最初の10インチは動きました。中央部はほとんど動かず、遠端はまったく動きませんでした。.
その定格が正直であれば、通常は軟鋼、短い曲げ長さ、理想的な条件を前提にしています。ステンレスに切り替えると — 引張強度はしばしば30〜50%高く — 必要な力は比例して増加します。そして忘れないでください:曲げ力は厚さの二乗程度で増加します。 16ゲージ (およそ0.060インチ)から 1/8インチ (0.125インチ)に変えることは厚さを倍以上にするだけでなく、同じ形状で必要な力をほぼ4倍にすることになります。.
一般的な48インチ手動フィンガーブレーキでは、, 16ゲージの軟鋼 全幅では快適です。. 14ゲージ は作業的な感覚になり始めます。. 1/8インチ軟鋼 全幅48インチでは?それはほとんどの手動設計にとっての壁です。ステンレスはより早くその壁に達し — 時には 16ゲージ 幅によっては。.
これが初心者が見落とすニュアンスです。.
ニッチなフィンガースタイルのブレーキ —— 重厚なベンチ型など —— の中には、曲げ加工ができるものもあります。 5/8インチの軟鋼. です。しかし注意書きをよく読んでください:幅はしばしばわずか3インチしかありません。狭いストリップ、巨大なフレーム。まったく異なる幾何形状と荷重経路。幅を3インチに減らせば、同じ入力でもインチ当たりの力が急増します。.
幅は、力の「逆方向の倍率」です。.
だからブレーキを選ぶときには、「どんなに厚い鋼板を曲げられるか?」ではなく、「どんな厚さを、どんな幅で、どんな合金で、フレームのたわみなしに曲げられるか?」と問うべきです。フレームが材料の降伏以上にたわむと、その機械が弱点になります。.
この機械は、厚板を無理に屈服させるためではなく、すでに立ち上がった側面を持つ薄板を曲げて形を作るために作られている。.
ここでより難しい問題が生じます:厚さの範囲内に収まっていても、動力源が……あなた自身の場合、仕上がりの一貫性はどうなるでしょうか?
私の知る工場では、手動のフィンガーブレーキで200個の小さなアルミパンを加工しました。最初の10個は完璧でした。ところが120個目あたりでは、角度が2〜3度ほど開き気味になっていました。.
何も壊れていません。厚みの限界も超えていません。.
しかし作業者の肩は限界でした。疲労によって引く力が変化します。ブッシングが温まるにつれ、フレームの微小たわみも増大します。スプリングバック —— 曲げた後に材料が少し戻る性質 —— により、わずかな「オーバーベンド」が必要ですが、その度合いは感覚に頼ります。.
油圧式やCNCプレスブレーキでは、バックゲージがシート位置を千分の一単位で制御します。ラムの深さはエンコーダーのフィードバックによって管理され、機械は疲れません。1回目の曲げも10,000回目の曲げも同じです。力と位置は「推測」ではなく「測定」に基づいています。.
近年のサーボ駆動・クローズドループ制御を備えた電動フィンガーブレーキは、この再現性のギャップを埋めつつあります。モーターがリーフの位置を制御するため、筋力ではなく機械制御によって一貫した角度に戻すことができます。.
しかし限界もあります。依然としてクランプとリーフの回転に依存しています。材料がフレームの耐力を超える力を必要とする場合、精密な制御をしても「完璧に再現される誤った角度」が得られるだけです。.
精度では、不足する力の容量を補うことはできません。.
したがって、たとえ「定格」厚さの範囲内であっても、上限に近い場合は再現性が低下します。なぜなら、材料のスプリングバックと構造のたわみの両方に抗して作業することになるからです。.
そしてそれが、最も危険な誤解につながります。.
私は、60インチの手動ブレーキが次の材料を曲げようとするのを見ました。 14ゲージの軟鋼 全幅で。.
オペレーターはその材料を12インチ曲げることなら一日中できた。しかし60インチでは、リーフがたわんだ。中央が両端に遅れた。曲線は真っ直ぐではなく、中央は浅く、ヒンジ近くはきつく曲がっていた。.
同じ厚み。同じ機械。長さだけが違う。.
曲げの力は長さに比例する。曲げの長さを2倍にすれば、必要な総力も2倍になる。しかし、フレームのたわみに対する抵抗はそんなに優しく比例してくれない。長いスパンは梁のたわみを引き起こす。クランピングバーが中央で微細に持ち上がる。ピボットシャフトがねじれる。.
だから、ブレーキが扱えるのは 16ゲージの軟鋼 48インチでは快適にこなせても、 14ゲージ 24インチで成功しても48インチでは惨敗する。.
長さと厚さの比率は、想定を静かに破壊する殺し屋だ。.
スクラップ置き場警告:最大ゲージ近くの幅いっぱいで曲げを試みると、中央が開き、両端がきつい、クラウン形の曲げになる。「再曲げ」しても中央を真っ直ぐにすることはできず、金属を薄くし弱めてしまうだけだ。.
では、正しいフィンガーブレーキをどう選ぶのか?
最も厚い材料を実際の合金で用意する。最大曲げ長さを定義する。それから、表示されている最大値より1ゲージ軽く、幅も1段階短くする。そのバッファは臆病ではない。たわみや疲労、そして限界という壁への保険だ。.
一度フィンガーブレーキのトンネージの壁に当たると、性能は徐々に落ちるのではない。.
止まる。.
今あなたは正しい質問をしている:実際の材料と部品サイズを踏まえて、フィンガーブレーキが負担ではなく、工場で最も賢い道具になるのはいつか?
ここでひとひねり。.
トンネージの壁を尊重すれば、フィンガーブレーキはもはやプレスブレーキと競うことはない。.
別の作業で勝つのだ。.
新人がアルミニウムの箱を一つ作るために、60トンプレスブレーキに工具を積み込むのに40分かかったのを見た。.
その部品は 0.063インチのアルミニウム, 幅12インチ、曲げは4回。特別なものではない。プレスブレーキでは、適切なVダイの口径を選び、パンチを交換し、バックゲージをセットし、スプリングバック用にラムの深さを調整し、角度を決めるために試し曲げを2回行う必要があった。.
10フィート離れた位置にある手動フィンガーブレーキなら、ノブを2つ緩め、フィンガーを3本引き抜き、材料をストップに当てて、全体を5分で曲げ終えることができた。.
それは理論ではない。作業場の実際の計算だ。.
作業が1個、せいぜい3個の場合は、セットアップが全てを支配する。1時間に600回の曲げが可能な油圧機も、必要が8回の曲げであればスピードは関係ない。セットアップ時間を償却することはない。.
そして、トン数の壁を越えていない場合 — 例えば幅18インチや薄いアルミの全幅では — フレームと戦うことはない。機械を最も得意とする条件で使っているということだ。 16ゲージの軟鋼 最初の試作はほとんどいつもフィンガーブレーキの方が早く仕上がる。.
だが、その「一品物」が少しずつ異なる10個の筐体に変わった場合はどうだろうか?.
短期生産のカスタム筐体では、油圧プレスブレーキは工具と時間を無駄にする
同じ材料。同じ大まかな形状。毎回寸法が異なる。.
プレスブレーキでは、各部品ごとにバックゲージを調整し、フランジ長が干渉するほど変わる場合は工具を交換し、曲げ半径での材料の伸びを考慮する曲げ補正を再計算する必要がある。機械は強力だが、繰り返し作業を好む。.
フィンガーブレーキは繰り返しを気にしない。.
戻りフランジを避けるためにフィンガーを数本抜く。手でシートを罫線に沿ってスライドさせる。クランプする。曲げる。フィンガーが分割式なので、すでに立ち上がった側面を持つ箱を作れる — これは特殊工具なしでは直線パンチとダイでは物理的にできない。そこが得意分野だ。.
そして、越えてはならない境界がある。ステンレスが幅いっぱいに近づくと、.
この機械は、厚板を無理に屈服させるためではなく、すでに立ち上がった側面を持つ薄板を曲げて形を作るために作られている。.
実際の幅では、レンガの壁に向かって歩いているようなものだ。ジオメトリ的にはフィンガーブレーキに最適でも、力が足りない。 14ゲージ 限界に近いステンレス製の箱を一度で曲げようとすると、リーフがわずかにたわんで中央がアンダーベンドになる。これを二度目の打ち込みで「修正」すると、曲げ線が加工硬化し、三度目の調整で角が割れてしまう。.
スクラップ置き場警告: では「短期生産」を定義しよう。.
小規模工場では、一般的に形状が量より変化する1〜10個を指す。25個の同一部品ではプレスブレーキのセットアップ費用が回収し始める。100個の同一部品では、議論の余地なく勝利する。“
In a small shop, that’s usually 1–10 parts where geometry varies more than volume. At 25 identical pieces, the press brake’s setup cost starts to pay back. At 100 identical pieces, it wins without debate.
しかし、部品が双子ではなく従兄弟なら、柔軟性は単なる速度に勝る。.
だからこそ、最も健全な小規模工房は、一方の機械だけを選ぶことはない。.
“「プレスブレーキ」というと工業的な響きがある。.
実際に購入したものは、全く異なる戦いに向けて作られた、全く異なる種類の機械だ。.
私の工房では、仕事は二つの質問で振り分けられる:
最初の答えが「はい」で、二つ目も「はい」なら、フィンガーブレーキが仕事を受ける。試作品、HVACの移行段階、変わった形の筐体。軽量ゲージで、フィンガーの取り外しがクリアランスの悩みを数秒で解決するものなら何でも。.
もし材料が 1/8インチの軟鋼フル幅 を超えるか、または同じブラケットを50個作る場合は、迷わずプレスブレーキへ。議論の余地はない。それは好みではない。物理と経済の問題だ。.
フィンガーブレーキは形状の専門家。プレスブレーキは力と反復の専門家。.
それが分かれば、能力の選択は感情的なものではなくなる。それは分類の問題になる。.
だから、自分の部品—実際の材料、実際の数量—を見たときに、どの山が工房で大きいか?
フィンガーブレーキのサイズを決めるのは、あなたが 望むことによってではない 来年に曲げるために ― 毎月、問題なく曲げている中で最も厚く、最も広い部分に合わせてサイズを決めます。.
それが見落とされがちな部分です。多くの新しい工場主は逆のことをします。野心をもって買うのです。いつか48インチが必要になるかもしれないからと、48インチのブレーキを買う。より高いゲージのものを選ぶのは、厚い方が「安全そう」に感じるからです。しかしこの機械には絶対的な上限が存在します。日常的な作業がその上限を少しでも超えることがあるなら、より大きなフィンガーブレーキが必要なのではなく、機械のクラス自体を変える必要があります。.
工場の中にある「トン数の壁」を、実際のレンガの壁として想像してみてください。毎日その壁のすぐ近くまで歩いていくことは問題ありません。しかし、週に2回その壁に全力でぶつかる必要があるようでは、それは野心ではなく衝突です。.
では、自分の「壁」が実際どこにあるかをどう知るのでしょうか?
ある工場主がかつて 1/8インチ軟鋼 「その能力がある」と言って、4フィートの手動フィンガーブレーキで全幅の曲げ加工を試みました。“
曲げは終わりました。機械は壊れませんでした。しかし部品は――寸法的に――壊れてしまいました。.
感情ではなく、永続的にあなたの仕事を分類する3つの質問はこちらです:
1. 実際に全幅で曲げる最も厚い材料はどれですか?
一度だけ、あるいは「たぶん」ではなく、現実的に行っているものです。毎月の仕事で、ある程度の幅でそれ以上の厚みの材料を扱っているのであれば、手動フィンガーブレーキが快適に扱える限界の端で作業していることになります。ステンレスは降伏強度が高いので、この上限をさらに引き下げます。つまり、曲げへの抵抗がより強くなります。 16ゲージの軟鋼 2. 既存のフランジや内側リターンの周りで曲げる必要がありますか?.
もしそうなら、それはフィンガーブレーキの領域です。セクション式のフィンガーなら、作業物が曲げの際に干渉しないように一部を取り外すことができます。ストレートタイプのプレスブレーキ工具では、特殊なパンチがない限りそれはできません。これは「パワー」ではなく「形状」の問題です。
3. 一つの作業で同一の曲げ加工はいくつありますか?.
25、50、100個の同一ブラケットを定期的に製造するのであれば、繰り返しが支配的な要素になります。油圧式プレスブレーキなら、オペレーターがボトルネックになることなく、1時間に600回の曲げが可能です。手動フィンガーブレーキでは、どんなに力があっても、その数量では太刀打ちできません。
スクラップ警告:質問1に正直に答えず、ブレーキを宣伝されている最大値ぴったりで選定した場合 ― 例えば「16ゲージ対応」とされるブレーキで.
16ゲージ全幅 を常に処理している場合 ― レバーがわずかにたわんで曲げ部に「クラウン」が生じます。角度の一貫性を端から端まで追いかけることになり、物理的な問題なのに自分のせいだと思ってしまうでしょう。 この3つの質問は購入判断を導くだけでなく、「ルーティング(作業の流れ)」を定義します。そしてルーティングが明確になった時、もう一つのことが明らかになります ― 最大曲げ長さは、あなたの成功や失敗を決定する仕様ではないということです。.
Those three questions don’t just guide purchase. They define routing. And once routing is clear, something else becomes obvious — maximum bending length isn’t the spec that saves or sinks you.
では、実際にどの仕様がより重要なのでしょうか?
新しい見習いが、48インチのブレーキを買ったと自慢したことがあった。.
彼は深さ6インチの箱しか成形できなかった。.
最大長さは機械を売るためのものだ。指の種類こそが、実際に何を作れるかを決定する。.
フィンガーブレーキが機能するのは、締め付けバーが分割されているからだ。すでに曲げた側面を隙間から通すために指を取り外す。指の種類に1インチ、2インチ、3インチの細い指が含まれていれば、狭い箱、オフセットフランジ、非対称部品を作ることができる。.
指がすべて幅広のブロックであれば、機械が4フィート長くても、浅いパンと単純なチャンネルしか作れない。.
この機械は、厚板を無理に屈服させるためではなく、すでに立ち上がった側面を持つ薄板を曲げて形を作るために作られている。.
例えば、2インチの戻しフランジ付きで幅10インチの筐体を定期的に作るとしたら、36インチのブレーキで指の種類が豊富なもののほうが、粗いセグメントしかない48インチのブレーキより性能が高い。なぜなら制限要因はスパンではなくクリアランスだからだ。.
長さが重要になるのは、 実際の 部品がその長さを超える場合だけだ。それ以外は見栄の問題だ。.
そしてここからがひねりだ:部品が十分に厚くなって指の強度が弱点になると、どんな指の種類があっても助けにはならない。.
では、所有すること自体が意味をなさなくなるのはいつだろう?
ある顧客が3/16インチの軟鋼製ブラケットを5個持ってきて、 3/16インチの軟鋼 そして「重 duty のフィンガーブレーキを買えばいいですか」と尋ねてきた。“
その質問にはすでに誤った前提が組み込まれていた。.
作業の内容が定期的に 1/8インチ以上の実際の幅に達するようであれば, 油圧プレスブレーキの稼働時間をレンタルする方が、間違った機械を購入するよりも安上がりです。油圧機は、制御されたラムの動きで垂直に力を加えます。リーフのたわみも、人の力の限界も、推測もありません。.
最新の電動フィンガーブレーキ — サーボ駆動式、ボールねじシステム — でも、角度を驚くほど一貫して保持できます。再現性の問題を解決します。しかし、材料の物理法則を無効にはできません。板厚が増せば、必要な力は急激に増加します。駆動方式が手動か電動かに関係なく、必要なトン数の壁は変わりません。.
スクラップ箱警告:厚板で「なんとかなる」と思って、複数回に分けて浅い曲げを行い、少しずつ90度に近づけようとすると、外側の繊維が不均一に伸び、フランジの長さが歪み、見た目は直角でも、組み立て時の寸法が狂った部品ができてしまいます。.
次にお伝えしたい判断基準は以下の通りです:
“「プレスブレーキ」というと工業的な響きがある。.
実際に購入したものは、全く異なる戦いに向けて作られた、全く異なる種類の機械だ。.
最終的な判断は予算の話ではありません。それは、あなたの日常業務が「形状の問題を解く」のか、それとも「力の勝負に勝つ」のか、という問いです。そして、それは決して同じ闘いではありません。.


















