

O, videolarda gördüğü gibi 3/16 inçlik levhayı mengeneye doğru sürdü, tüm ağırlığını kolun üzerine verdi ve hareket etmeye başladığında gülümsedi. Yan plakalar esneyip bir daha tam olarak kareye dönmeyince gülümsemesi kayboldu.
O bakışı sayamayacağım kadar çok gördüm.
Büyük fabrikadaki demir makinelerin küçük bir versiyonunu satın aldığını sanıyorsun. Aslında satın aldığın, çok farklı bir mücadele için yapılmış, çok farklı bir makine.
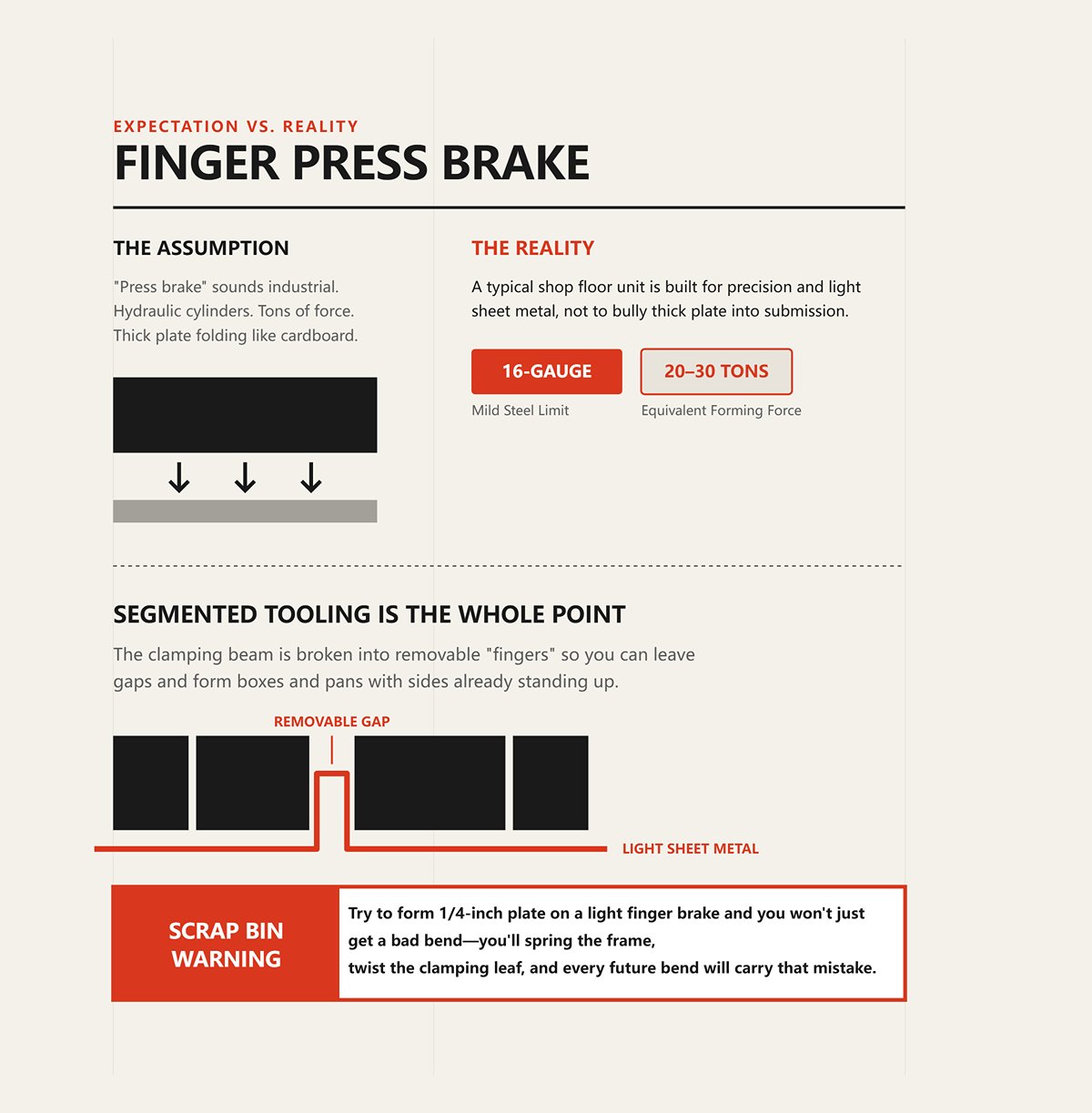
“Pres bükme” endüstriyel geliyor. Hidrolik silindirler. Tonlarca kuvvet. Kalın levhanın karton gibi bükülmesi.
Tipik bir atölye ortamındaki parmak pres bükme makinesi şu şekilde derecelendirilir: 16 ölçü yumuşak çelik belki 20–30 ton eşdeğer şekillendirme kuvveti tam genişliği boyunca—ve bu birçok manuel ünite için cömert bir tahmindir. Sıkıştırma kirişi çıkarılabilir “parmaklara” bölünmüştür, böylece boşluk bırakıp kutu ve tava şekilleri verebilirsiniz. Bu bölümlü takım, işin tüm amacıdır.
Hafif sacı, kenarları zaten dik duran şekillere bükmek için yapılmıştır, kalın levhayı zorla boyun eğdirmek için değil.
Hurda Kutusu Uyarısı: Hafif bir parmak bükme makinesinde 1/4 inçlik levhayı bükmeye çalışırsanız sadece kötü bir büküm elde etmekle kalmazsınız—çerçeveyi esnetir, sıkıştırma yaprağını burar ve gelecekteki her büküm bu hatayı taşır.
Peki eğer bu bir mini fabrika makinesi değilse, bu varsayım neden başta bu kadar doğal geliyor?
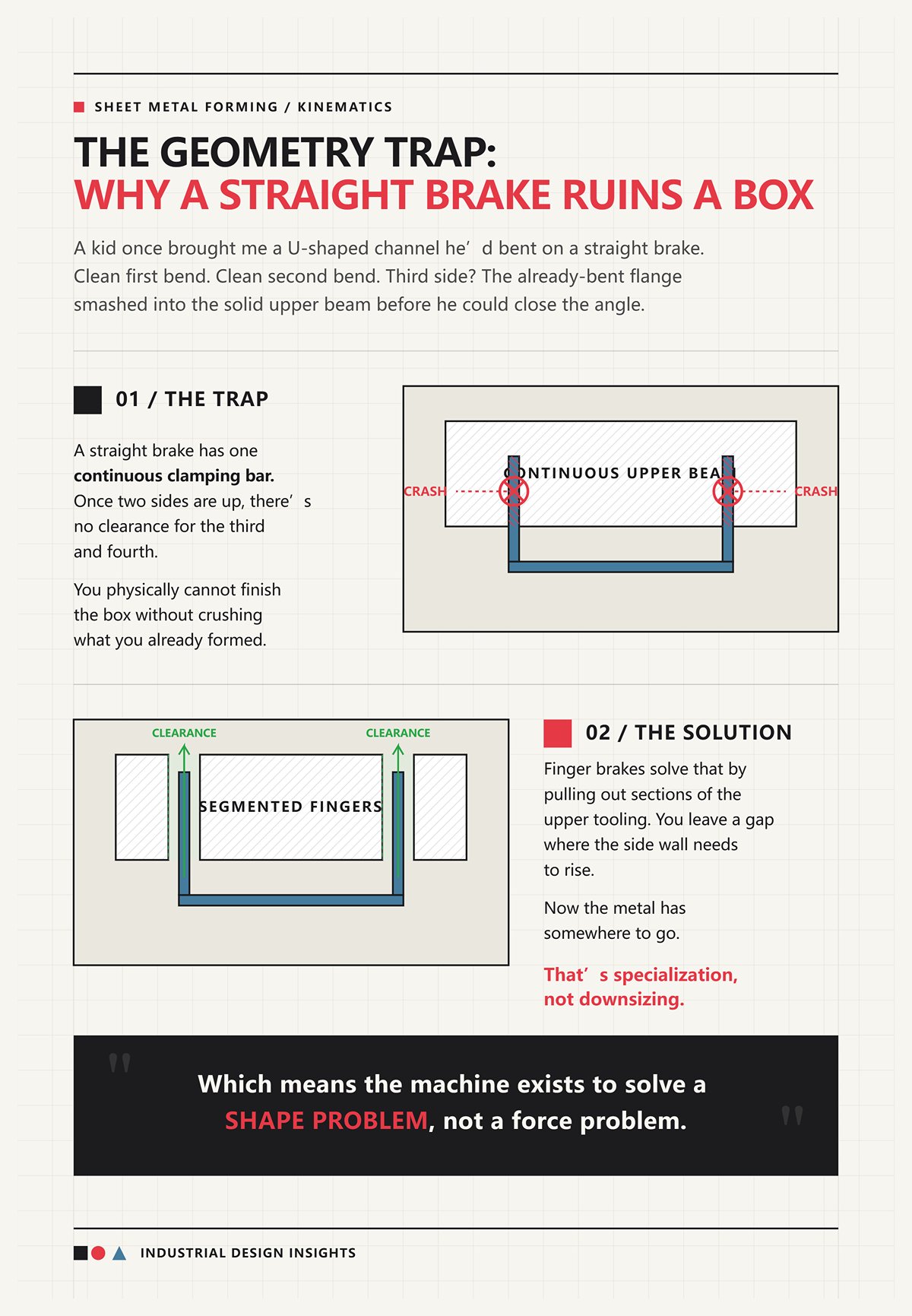
Bir çocuk bana düz bükme makinesinde bükülmüş U şeklinde bir kanal getirmişti. Temiz birinci büküm. Temiz ikinci büküm. Üçüncü taraf? Önceden bükülmüş flanş, açıyı kapatmadan önce katı üst kirişe çarptı.
İşte bu geometri tuzağıdır.
Düz bükme makinesinin tek parça sürekli bir sıkıştırma çubuğu vardır. İki taraf kalktığında, üçüncü ve dördüncü için boşluk yoktur. Önceden şekillendirdiğinizi ezmeden kutuyu fiziksel olarak tamamlayamazsınız.
Parmak bükme makineleri bunu, üst takımın bölümlerini çıkararak çözer. Yan duvarın kalkması gereken yerde boşluk bırakırsınız. Böylece metalin gidecek bir yeri olur. Bu küçültme değil, uzmanlaşmadır.
Bu da makinenin bir kuvvet sorununu değil, bir şekil sorununu çözmek için var olduğu anlamına gelir.
Tedarikçilerin onlara “kompakt abkant pres” dediğini duydum. Bu ifade kafanızda bir tuğla yerleştiriyor: daha küçük makine, aynı iş.
Ama atölyemdeki tonaj sınırı gerçek. Yetişkin adamların bir kolu sanki içinden geçebilecekmiş gibi zorladığını gördüm.
Hidrolik abkant pres, silindir ve gövde kütlesi ekleyerek ölçeklenir. Parmak abkant ise karmaşık ince sac işlerinde kolaylık ekleyerek ölçeklenir. Bunlar farklı tasarım öncelikleridir. Biri güç ve tekrarlanabilirlik peşinde koşar—üretim hücresinde saatte 600 büküm. Diğeri erişim ve esneklik peşinde koşar—tek seferlik tavalar, özel kutular, malzeme kalınlığını değiştirmekten çok parmakları değiştirdiğiniz hassas sac işleri.
Sadece “kompakt” olduğuna inandığınızda, onu sınırının ötesine itersiniz. Özel olduğunu anladığınızda, onu parladığı yerde ve başka hiçbir yerde kullanırsınız.
Kafanızda yaratmak istediğim değişim basit: ne kadar gücü olduğunu sormayı bırakın, hangi geometrinin temizlenmesi için tasarlandığını sormaya başlayın.
Geçen kış küçük bir elektrik muhafazasının dördüncü tarafını bitirmeye çalışan bir çocuğu izledim. İlk üç büküm temiz görünüyordu. Sonuncuda, önceden oluşmuş flanşun gidecek yeri yoktu, sağlam kirişe değdi ve bir gazoz kutusu gibi buruştu.
İşte çoğu insanın nihayet doğru soruyu sorduğu an: eğer güç ölçüt değilse, bu makinenin neyi kaldırabileceğini aslında ne belirler?
Tonajla başlamazsınız. Açıklıkla başlarsınız.
Bir parmak abkant tek bir problemi çözmek için vardır: üç tarafı zaten dik dururken bir kutunun dört tarafını nasıl bükersiniz? Anatomisinin her şeyi bu geometrik probleme geri döner. Segmentli üst takım, sıkıştırma kirişi, uzun manuel yaprak — bunların hiçbiri endüstriyel presi küçültmekle ilgili değildir. Hepsi düz bir abkantın sahip olmadığı boşluğu yaratmakla ilgilidir.
Ve bunu gördüğünüzde, sınırlar gizemli olmaktan çıkar ve yapısal görünmeye başlar.

Üst kirişten üç parmağı çıkarın ve ortada 2 inçlik bir boşluk bırakın. Şimdi iki dik flanş bu boş ceplere oturacak şekilde bir sacı kaydırın. Sıkıştırıp bükme yaprağını kaldırdığınızda, metal katı çeliğe çarpmak yerine açık havaya doğru yukarı döner.
Bütün numara bu.
Parmaklar, malzemeyi bir kalıba itmek için tasarlanmış ağır punçlar değildir. Sadece modüler sıkıştırma bloklarıdır. Görevleri sacı düz tutmak ve metalin nerede yukarı kalkmasına izin verileceğini seçmenizi sağlamaktır. Her parmak, iş parçasının üzerinde oluşmuş kenarların engel olmadan geçebilmesi için kontrollü bir “çelik olmayan bölge” yaratır.
10×10×3 inçlik bir tava oluşturduğunuzu hayal edin 16 ölçü yumuşak çelik. Düz bir abkantta, iki 3 inçlik taraf dik durduğunda, üçüncü taraf sürekli sıkıştırma çubuğuna fiziksel olarak çarpar. Parmak abkantta, bu tarafların oturduğu bölümleri çıkarırsınız. Makine güçlenmez. Boşluk konusunda daha akıllı hale gelir.
Bu yüzden “parmakları var, demek ki çok yönlü” demek konuyu kaçırır. Parmaklar kalınlık kapasitesini artırmaz. Geometrik olasılığı artırır.
Hurda Kutusu Uyarısı: Geniş bir panelin altında çok az parmak bırakırsanız, sıkıştırma basıncı dar noktalarda yoğunlaşır — yumuşak alüminyuma sıkıştırma izleri basarsınız veya sacın büküm ortasında kaymasına izin verirsiniz, bu da hem yüzeyi hem açıyı bozar.
Yani parmaklar metali şekle itiyorsa, aslında ne yapıyor?
Bir abkant pres, bir zımbayı kalıba iter. Malzeme bir V açıklığına zorlanır. Kuvvet, ölçülü tonaj için tasarlanmış rijit bir çerçeve boyunca dikey olarak akar. Bu yüzden 50, 100, 200 ton gibi derecelendirmeler görürsünüz — tüm yapı, yükü sapmadan karşılamak için inşa edilmiştir.
Bir parmak bükme makinesi pres yapmaz. Kıskaçlar ve döndürür.
Levha, üst kıskaç kirişi ile yatak arasında kilitlenir. Sonra alt yaprak yukarı doğru sallanır, levhanın serbest kısmını beraberinde taşır. Büküm, kıskaç kenarı boyunca oluşur ve bir pivot hattı gibi davranır. Bükümü aşağıdan destekleyen bir kalıp boşluğu yoktur. Makine, malzemeyi şekle ezerek değil, kaldıraçla akmaya zorlar.
Bu fark, malzeme sınırlarına baktığınızda önemlidir.
Çoğu manuel parmak bükme makinesi, gerçekte rahatlıkla 16 ila 18 kalınlıkta yumuşak çelik genişlik boyunca çalışır. Bazı ağır modeller, 1/8 inç (3,2 mm) yumuşak çelik, ile çalışabileceklerini belirtir, ancak bu derecelendirme paslanmaz veya yüksek mukavemetli alaşımlarda hızla düşer çünkü akma dayanımı artar ve kaldıraç gücünüz artmaz. Bir abkant pres tonajı artırarak telafi edebilir. Bir parmak bükme makinesi edemez; yan çerçeveler ve pivot pimleri zayıf halka haline gelir.
Çerçeve, çelikten önce sapar.
Hurda Kutusu Uyarısı: 1/8 inç paslanmaz çelik levhayı hafif bir manuel bükme makinesinde tam genişlikte bükmeye çalışırsanız sadece geri esneme olmaz — yan çerçeveleri paralellikten çıkarırsınız ve sonraki her büküm konik çıkar.
Yapı sınırlayıcı faktörse, gerçek soru rahatsız edici hale gelir: “manuel” gerçekten ne anlama geliyor, kendi bedeniniz güç kaynağı olduğunda?
| Bölüm | İçerik |
|---|---|
| Temel Fark | Bir abkant pres, malzemeyi bir V açıklığına zorlayarak zımbayı kalıba iter. Kuvvet, ölçülü tonaj (50, 100, 200 ton) için tasarlanmış rijit bir çerçeve boyunca dikey olarak akar, sapmaya karşı inşa edilmiştir. Bir parmak bükme makinesi pres yapmaz; kıskaçlar ve döndürür. |
| Abkant Pres Operasyonu | Zımba, malzemeyi bir kalıp boşluğuna iter. Yapı, dikey kuvveti sapmadan karşılayacak şekilde tasarlanmıştır. |
| Parmaklı Fren Çalışması | Sac, üst sıkıştırma kirişi ile yatak arasında kilitlenir. Alt yaprak yukarı doğru sallanarak, serbest kısmı sıkıştırma kenarı boyunca bir pivot hattı olarak bükülür. Bükmeyi destekleyen bir kalıp boşluğu yoktur. Malzeme, sıkıştırma değil kaldıraç etkisiyle şekil değiştirir. |
| Farkın Neden Önemli Olduğu | Mekanik fark, malzeme sınırlarını ve yapısal gerilme dayanımını belirler. |
| Malzeme Sınırları – Parmaklı Fren | Çoğu manuel parmaklı fren, tam genişlikte 16 ila 18 numara yumuşak çeliği işler. Bazı ağır modeller 1/8 inç (3,2 mm) yumuşak çeliğe kadar kapasite iddia eder, ancak paslanmaz veya yüksek mukavemetli alaşımlarda akma dayanımı daha yüksek olduğundan kapasite önemli ölçüde düşer. |
| Malzeme Sınırları – Pres Fren | Bir pres freni, tonajı artırarak daha güçlü malzemeleri telafi edebilir. Parmaklı fren edemez; yan çerçeveler ve pivot pimleri zayıf halka haline gelir. |
| Yapısal Sınırlama | Bir parmaklı frende, çelik akmadan önce çerçeve esner. |
| Hurda Kutusu Uyarısı | Hafif bir manuel frende tam genişlikte 1/8 inç paslanmaz çelik bükmeye çalışmak, yan çerçevelerin paralelliğini bozarak gelecekteki bükümlerde kalıcı koniklik oluşmasına neden olabilir. |
| Kritik Soru | Eğer sınırlayıcı faktör yapı ise, “manuel” gerçekten ne anlama gelir, gücün kaynağı kendi bedenin olduğunda? |
Yetişkin erkeklerin, kalın sacdan birkaç derece daha bükmek için, ayakları yerden kesilmiş şekilde, 4 ayaklık bükme yaprağından barfiks yapar gibi sarktığını gördüm. Makine inler. Kol esner. Bükme neredeyse hiç hareket etmez.
Bu tonaj duvarıdır.
Manuel bir parmaklı frende, kaldıraç gücünüz sap uzunluğu ve pivot geometrisi ile sabittir. Diyelim ki yaprak size 6:1 mekanik avantaj sağlıyor — birçok tasarım için cömert bir oran. Eğer 180 pound ağırlığındaysanız ve tüm vücut ağırlığınızla yüklendiyseniz, bükme hattında yaklaşık 1.000 pound kuvvet uyguluyorsunuz demektir. 40 inç genişliğe yayılırsa, sürtünme ve çerçeve esnemesinden kaynaklanan kayıplar öncesinde inç başına sadece 25 pound eder.
Şimdi bunu daha kalın çeliği plastik olarak şekillendirmek için gereken kuvvetle karşılaştırın.
Kalınlık iki katına çıktığında, gereken bükme kuvveti sadece iki katına çıkmaz — benzer kalıp geometrisinde kalınlığın karesiyle yaklaşık olarak artar. İşte bu nedenle 16 numaradan 16 numara size 1/8 inç tuğla duvarına çarpmak gibi hissediliyor. Sadece biraz daha istemediniz. Birkaç kat daha fazla istediniz.
Elektrikli servo tahrikli parmak bükme makineleri var, evet. Bilyalı vidalar, kapalı döngü kontrol, ilk bükmeden bininciye kadar tutarlı açı. Tekrarlanabilirliği artırır ve operatör değişkenliğini azaltır. Ama bunlar hâlâ sıkıştırma ve yaprak makineleridir. Sonsuz güç değil, hassasiyet kazanırlar. Geometri aynı kalır, yapısal sınır da öyle.
Hurda Kutusu Uyarısı: Makinenin rahatlık sınırını zorlayarak bir bükme yapmak sadece açıyı durdurmakla kalmaz — pivot pimlerini ve burçları kalıcı olarak gererek, her hafif sac işini sonrasında tutarsız hale getiren boşluklar oluşturur.
Bu yüzden bir parmak bükme makinesinin güvenle neyi kaldırabileceğini sorarken, pres bükme makinesinde olduğu gibi tonaj numarası aramayı bırakın. Bunun yerine üç şeye bakın: malzeme kalınlığı ve akma dayanımı, bükme genişliği ve çerçevenin rijitliği.
Çünkü bu makine kalın levhayla mücadeleyi kazanmak için asla tasarlanmadı.
Bir geometri problemini kazanmak için tasarlandı.
Geçen kış bir çocuk bana yeni aldığı 48 inç manuel parmak bükme makinesini getirdi ve neden 1/8 inç paslanmaz çelik panelini iki arkadaşının kolla asılmadan bükemediğini sordu.
İşiniz için doğru boyut ve modeli böyle belirlersiniz: duvarı ona çarpmadan önce bulursunuz. Tahmin ederek değil. Katalogdaki en iddialı numarayı okuyarak değil. Kaldıraç, malzeme dayanımı ve çerçeve rijitliğinin müzakereyi bırakıp reddetmeye başladığı yeri anlayarak.
Makinenin sınırlarının pazarlama iddiaları değil, geometrik ve yapısal olduğunu zaten biliyorsunuz. Şimdi o duvara sayı ve mekanizma ekleyeceğiz — çünkü onu net gördüğünüzde “zorlamayı” bırakır ve doğru seçmeye başlarsınız.
Atölyede gerçek bir tuğla duvar hayal edin. Ona yürüyebilirsiniz. Ona yaslanabilirsiniz. Ama ona koşarsanız, boyun eğen tek şey siz olursunuz. Tonaj duvarı bu tür bir sınırdır.
100 tonluk hidrolik pres bükme makinesinin yanında durdum, bir zımbayı 1/4 inç yumuşak çeliğe kartonmuş gibi saplarken.
Operatör bir ayak pedalına dokundu. Bir silindir, rijit bir C-çerçeve üzerinden doğrudan aşağı itti. Basınç altındaki yağ kontrollü, ölçülebilir güce dönüştü. Çerçeve bu yükü bükülmeden karşılayacak şekilde tasarlanmıştı. Tonaj değeri süs değildi — yapısal mühendislikti.
Şimdi manuel parmak bükme makinenize geri dönün.
Sacı sıkıştırırsınız. Bir yaprağı çekersiniz. Bükme, sacın serbest bacağı bir pivot hattı etrafında döndüğü için oluşur. “Güç üniteniz” vücut ağırlığınız ve kol geometrisinin size sağladığı kaldıraçtır. Altıya bir mekanik avantaj yaygındır. Şanslıysanız sekize bir.
Temiz bir varsayım yapalım. 200 pound ağırlığındasınız ve bunu dürüstçe söylüyorsunuz. 6:1 avantajla, bükme hattında yaklaşık 1.200 pound uyguluyorsunuz — sürtünmeden önce, çerçeve esnemesinden önce. Bunu 48 inç boyunca yayarsanız, inç başına 25 pound elde edersiniz.
20 tonluk küçük bir hidrolik pres freni 40.000 pound sağlar. 48 inç boyunca bile, inç başına 800 pound’dan fazla mevcut — ve malzeme gerektirirse bu artabilir.
Bu “daha fazla” değil. Bu, farklı bir kuvvet kategorisidir.
Aslında satın aldığınız şey, çok farklı bir mücadele için tasarlanmış çok farklı bir makinedir. Biri metali kalıp boşluğuna ezer. Diğeri hafif sacı dönerek boyun eğmeye ikna eder. Ne kadar yaslansanız da biri diğerine dönüşmez.
Hurda Kutusu Uyarısı: Manuel parmak frenini hidrolik makine gibi kullanıp açı yakalamak için kolu “çift pompalarsanız”, yan plakaların pivot deliklerini ovalleştirirsiniz — ve fren bir daha asla düzgün bükmez.
Yani kuvvet vücudunuz ve çerçeve tarafından sınırlandığında, bükme fiziksel olarak nerede gerçekçi olmaktan çıkar?
Bir müşteri bir keresinde 40 inçlik freninin “derecelendirildiğini” iddia etti 1/8 inç (3,2 mm) yumuşak çelik, bu yüzden tam genişlikte bir bükme denedi.
Menteşe yakınındaki ilk 10 inç hareket etti. Merkez neredeyse hiç kıpırdamadı. Uzak uç ise hiç hareket etmedi.
Bu derecelendirme, dürüstse, genellikle yumuşak çelik, kısa bükme uzunluğu ve ideal koşullar varsayar. Paslanmaz çeliğe geçtiğiniz anda — akma dayanımı genellikle –50 daha yüksek — gerekli kuvvet orantılı olarak artar. Ve unutmayın: bükme kuvveti kalınlığın karesiyle yaklaşık olarak artar. 16 numara (~0.060 inç)’ten 1/8 inç (0.125 inç)’e geçmek, kalınlığı iki katından fazla artırmak demektir; aynı geometride kuvvet talebini yaklaşık dört katına çıkarır.
Tipik bir 48 inçlik manuel parmak freninde, 16 ölçü yumuşak çelik tam genişlikte rahat olur. 14 kalınlık çalışmaya başlamak gibi hissettirir. 1/8 inç yumuşak çelik tam 48 inç boyunca mı? Bu, çoğu manuel tasarım için duvardır. Paslanmaz çelik bu duvara daha erken çarpar — bazen 16 numara genişliğe bağlı olarak.
İşte yeni başlayanların kaçırdığı ince nokta.
Ağır tezgâh üniteleri gibi niş parmak tipi bükme makineleri vardır — bunlar bükebilir 5/8 inç yumuşak çelik. Ama küçük yazıları okuyun: genellikle sadece 3 inç genişliğinde. Dar şerit. Masif çerçeve. Tamamen farklı geometrisi ve yük yolu. Genişliği 3 inçe düşürdüğünüzde, aynı giriş için inç başına kuvvetiniz fırlar.
Genişlik ters yönde kuvvet çarpanıdır.
Bu yüzden bir bükme makinesi seçerken “En kalın hangi çeliği bükebilir?” diye sormazsınız. “Hangi alaşımda, hangi genişlikte, hangi kalınlıkta, çerçeve sapması olmadan?” diye sorarsınız. Çünkü çerçeve, malzemenin akma sınırından fazla sapmaya başladığında, makine zayıf halka haline gelir.
Hafif sacı, kenarları zaten dik duran şekillere bükmek için yapılmıştır, kalın levhayı zorla boyun eğdirmek için değil.
Bu da daha zor bir soruyu gündeme getirir: kalınlık sınırları içinde kalsanız bile, güç kaynağınız… siz olduğunuzda tutarlılık ne olur?
Tanıdığım bir atölye, manuel parmak bükme makinesinde 200 küçük alüminyum tava üretti. İlk on tanesi tam isabetti. 120. tavaya gelindiğinde, açı 2–3 derece açılmaya başlamıştı.
Hiçbir şey kırılmadı. Kimse kalınlığı aşmadı.
Ama operatörün omuzları bitmişti. Yorgunluk çekme kuvvetini değiştirir. Burçlar ısındıkça çerçevede mikro sapma artar. Yaylanma — malzemenin bükme sonrası gevşeme eğilimi — hafif fazla bükme gerektirir ve bu fazla bükme hissinize bağlıdır.
Hidrolik veya CNC pres bükme makinelerinde, arka dayamalar sacı binde bir hassasiyetle konumlandırır. Koç derinliği kodlayıcı geri bildirimiyle kontrol edilir. Makine yorulmaz. 1. bükme ile 10.000. bükme aynıdır çünkü kuvvet ve konum ölçülür, tahmin edilmez.
Modern servo tahrikli ve kapalı döngü kontrollü elektrikli parmak bükme makineleri bu tekrarlanabilirlik farkını kapatır. Yaprak pozisyonu kas yerine motorlarla kontrol edildiği için aynı açıya tutarlı şekilde dönebilirler.
Ama işte sınır: hâlâ sıkıştırma ve yaprak döndürmeye dayanırlar. Malzeme, çerçevenin esnemeden dayanabileceğinden daha fazla kuvvet gerektiriyorsa, hassas kontrol size mükemmel şekilde tekrarlanan yanlış bir açı verir.
Hassasiyet, yetersiz kuvvet kapasitesini telafi edemez.
Bu yüzden “derecelendirilmiş” kalınlık içinde bile, üst sınıra yakınsanız, tekrarlanabilirliğiniz azalır çünkü hem malzeme yaylanmasına hem de yapısal esnemeye karşı çalışıyorsunuz.
Ve bu, en tehlikeli yanlış anlamaya götürür.
Bir 60 inç manuel bükme makinesinin bükmeye çalıştığını gördüm 14 numara yumuşak çelik tam genişlik.
Operatör o malzemeden 12 inçlik bir kısmı bütün gün boyunca bükebilirdi. Ancak 60 inçte, yaprak eğildi. Ortası uçlardan geride kaldı. Bükme hattı düz değildi — ortada sığ, menteşelerin yakınında sıkıydı.
Aynı kalınlık. Aynı makine. Farklı uzunluk.
Bükme kuvveti uzunlukla ölçeklenir. Bükme uzunluğunu ikiye katlayın, gereken toplam kuvveti de ikiye katlayın. Ancak çerçevenin sapmaya karşı direnci o kadar nazikçe ölçeklenmez. Uzun açıklıklar kiriş sapmasına neden olur. Sıkma çubuğu ortada mikroskobik olarak kalkar. Pivot mili burulur.
İşte bu yüzden 48 inçte başa çıkan bir fren 16 ölçü yumuşak çelik 24 inçte rahatça idare edebilir 14 kalınlık ama 48 inçte berbat şekilde başarısız olur.
Uzunluk-kalınlık oranı varsayımların sessiz katilidir.
Hurda Kutusu Uyarısı: Maksimum kalınlığa yakın tam genişlikte bir bükme denerseniz, ortası açık, uçları sıkı olan taçlı bir bükme elde edersiniz — ve hiçbir “yeniden bükme” işlemi bunu metali inceltmeden ve zayıflatmadan düzeltemez.
Peki doğru parmak freni nasıl seçersiniz?
En kalın malzemenizle, gerçek alaşımında başlarsınız. Deneyeceğiniz maksimum bükme uzunluğunu belirlersiniz. Sonra ilan edilen maksimumdan bir kalınlık ve bir genişlik geri adım atarsınız. Bu tampon korkaklık değildir. Bu, esneme, yorgunluk ve tuğla duvarına karşı sigortadır.
Çünkü parmak freninde tonaj duvarına ulaştığınızda, performans yavaş yavaş düşmez.
Durur.
Artık doğru soruyu soruyorsunuz: gerçek malzemeniz ve parça boyutunuz göz önüne alındığında, parmak freni ne zaman bir yük olmaktan çıkar ve atölyedeki en akıllı araç haline gelir?
İşte işin püf noktası.
Tonaj duvarına saygı gösterdiğinizde, parmak freni pres freniyle hiç rekabet etmez.
Farklı işlerde kazanır.
Yeni işe başlayan birinin tek bir alüminyum kutu yapmak için 60 tonluk pres frenine takım yüklemekle 40 dakika harcadığını izledim.
Parça şuydu 0,063 inç alüminyum, 12 inç genişliğinde, dört büküm. Olağanüstü bir şey yok. Pres freni üzerinde, doğru V kalıbı açıklığını seçmemiz, zımbaları değiştirmemiz, geri dayamaları ayarlamamız, yaylanma payı için koç derinliğini ayarlamamız ve açıyı tam tutturmak için iki kez test bükümü yapmamız gerekiyordu.
On adım ötede duran manuel parmak freninde iki düğmeyi gevşetip, üç parmağı çekip, malzemeyi dayamaya yaslayıp, tüm parçayı beş dakikada bükebilirdim.
Bu teori değil. Bu atölye matematiği.
Üretim bir parça — belki üç — olduğunda, kurulum her şeyin önüne geçer. Saate 600 büküm çıkarabilen hidrolik bir makine, toplamda yalnızca sekiz büküm gerekiyorsa hızla ilgilenmez. Kurulum süresini asla amorti edemezsin.
Ve tonaj sınırının altında olduğun için — diyelim ki 16 ölçü yumuşak çelik 18 inç genişlikte veya ince alüminyum tam genişlikte — çerçeveyle savaşmıyorsun. Makineyi en mutlu olduğu aralıkta kullanıyorsun.
İlk prototip hemen her zaman bir parmak freninden daha hızlı çıkar.
Ama o “tek seferlik” iş on biraz farklı muhafazaya dönüştüğünde ne olur?
Bir müşteri bir keresinde, her birinde farklı delik kesikleri ve flanş derinlikleri bulunan altı paslanmaz çelik kontrol kutusuna ihtiyaç duymuştu.
Aynı malzeme. Aynı genel şekil. Her seferinde farklı boyutlar.
Bir pres freninde bu, her parça için geri dayamaları ayarlamak, bazen flanş uzunlukları çakışma yaratacak kadar değiştiğinde takımları değiştirmek ve bükme yarıçapında malzeme uzamasını hesaba katan büküm indirimi hesaplarını yeniden yapmak anlamına gelir. Makine güçlüdür, evet. Ama tekrarı sever.
Parmak freni tekrarla ilgilenmez.
Bir dönüş flanşını temizlemek için birkaç parmağı çıkar. Levhayı elinle kazınmış çizgiye hizala. Sıkıştır. Bük. Çünkü parmaklar bölümlüdür, zaten kalkmış kenarları olan bir kutu oluşturabilirsin — düz bir zımba ve kalıp bunu özel takım olmadan fiziksel olarak yapamaz. İşte parladığı yer orasıdır.
Hafif sacı, kenarları zaten dik duran şekillere bükmek için yapılmıştır, kalın levhayı zorla boyun eğdirmek için değil.
Ve işte aşmaman gereken sınır: o paslanmaz çelik şu değere yaklaşmaya başladığında 14 kalınlık gerçek genişlikte, tuğla duvara yürüyorsun demektir. Geometri parmak freni için mükemmel olabilir ama kuvvet öyle değildir.
Hurda Kutusu Uyarısı: Sınıra yakın bir paslanmaz kutuyu tek çekişte şekillendirmeyi dene ve yaprak o kadar esner ki ortayı az bükersin; bunu ikinci bir vuruşla “düzeltmeye” kalktığında büküm hattını iş sertleştirirsin ve köşe üçüncü ayarda çatlar.
O halde “kısa seri”yi tanımla.”
Küçük bir atölyede, genellikle geometri hacimden daha fazla değişkenlik gösterdiği için 1–10 parça arasında olur. 25 özdeş parçada, abkant presin kurulum maliyeti kendini geri ödemeye başlar. 100 özdeş parçada ise, tartışmasız şekilde kazanan odur.
Ama parçalar ikiz değil, kuzen gibiyse, esneklik ham hızdan üstündür.
Bu yüzden en sağlıklı küçük atölyeler bir makineyi diğerine tercih etmez.
“Abkant pres” endüstriyel bir terim gibi geliyor.
Aslında satın aldığınız, çok farklı bir mücadele için yapılmış çok farklı bir araçtır.
Atölyemde işler iki soruya göre yönlendirilir:
İlk sorunun cevabı evet ve ikincisinin cevabı da evetse, iş parmak abkanta gider. Prototipler. HVAC geçiş parçaları. Tuhaf muhafazalar. Parmak çıkarımının saniyeler içinde boşluk sorunlarını çözdüğü hafif sac işlerinin tamamı.
Eğer malzeme 1/8 inç yumuşak çeliğin tam genişliğini aşıyorsa — ya da iş 50 özdeş braket içeriyorsa — doğrudan abkant prese gider. Tartışma yok. Bu tercih değil. Bu fizik ve ekonomidir.
Parmak abkant geometri uzmanıdır. Abkant pres ise kuvvet ve tekrarlama uzmanıdır.
Bunu gördüğünüzde, kapasite seçimi duygusal olmaktan çıkar. Bir sıralama problemine dönüşür.
Yani kendi parçalarınıza baktığınızda — gerçek malzemelerinize, gerçek miktarlarınıza — hangisi atölyenizde daha büyük bir yığına sahip?
Bir parmak abkantu boyutlandırırken, onu neyle... umut gelecek yıl bükmek için — her ay dramatik olmadan büktüğün en kalın, en geniş kısmına göre boyutlandırırsın.
Bu, bariz olmayan kısımdır. Çoğu yeni atölye sahibi bunu tersine çevirir. Hedefleri için satın alırlar. Bir gün ihtiyaçları olabilir diye 48 inçlik bir bükme makinesi. Daha yüksek kalınlık derecesi çünkü “daha kalın olan daha güvenli hissettirir.” Ama bu makine katı bir tavanın altında yaşar. Düzenli işin o tavanı ara sıra bile aşarsa, daha büyük bir parmak tipi bükücüye değil — farklı bir sınıf makineye ihtiyacın vardır.
Tona duvarını atölyede gerçek bir tuğla duvar olarak hayal et. Her gün gidip yanına durabilirsin. Bunda bir sorun yok. Ama iş akışın haftada iki kez o duvara koşman gerekiyorsa, bu hırs değildir. Bu çarpışmadır.
Peki, duvarının gerçekte nerede olduğunu nasıl anlarsın?
Bir atölye sahibi bir keresinde 1/8 inç yumuşak çelik “bunun için derecelendirilmiş” olduğu için 4 fitlik manuel parmak bükücüde tam genişlikte şekil vermeye çalıştı.”
Bükmeyi tamamladı. Makine kırılmadı. Parça ise — boyutsal olarak — kırıldı.
İşte işlerini duygusal değil, kalıcı olarak ayıran üç soru:
1. Gerçek hayatta tam genişlikte büktüğün en kalın malzeme nedir?
Bir kerelik değil. “Belki” de değil. Eğer aylık işlerinde bundan daha kalın 16 ölçü yumuşak çelik malzeme geniş bir parçada varsa, manuel bir parmak tipi bükücünün rahatça kaldırabileceği sınırda yaşıyorsun demektir. Paslanmaz çelik, daha yüksek akma dayanımı nedeniyle bu tavanı daha da aşağı çeker — bükülmeye daha agresif şekilde karşı koyar.
2. Parçaların mevcut flanşların ya da iç dönüşlerin etrafında bükülmesini gerektiriyor mu?
Evetse, bu parmak tipi bükücü alanıdır. Bölmeli parmaklar, iş parçasının bükülme sırasında geçişine izin vermek için parçaların çıkarılmasını sağlar. Düz pres bükme kalıpları, özel punçlar olmadan bunu yapamaz. Bu, güç değil, geometridir.
3. İş başına kaç tane özdeş büküm yapıyorsun?
Düzenli olarak 25, 50, 100 özdeş braket üretiyorsan, tekrar etme en baskın faktör haline gelir. Bir hidrolik pres bükücü, operatör sınırlayıcı faktör olmadan saatte 600 büküm gerçekleştirebilir. Manuel bir parmak bükücü, ne kadar güçlü olursan ol, hacim açısından rekabet edemez.
Hurda Kutusu Uyarısı: 1. soruya dürüst olmayan bir cevap verip bükme makinesini tam ilan edilen maksimum kapasitesine göre boyutlandırırsan — örneğin düzenli olarak 16 kalınlıkta tam genişlikte çalıştırdığın “16 kalınlıkta” bir makine — yaprak bükme kolu, bükümün tepe yapmasına yetecek kadar esneyecektir. Açının bir taraftan diğerine tutarlılığını yakalamaya çalışır ve suçu fiziğe değil kendine yüklersin.
Bu üç soru yalnızca satın almayı yönlendirmez. Yönlendirmeyi tanımlar. Ve yönlendirme netleştiğinde, başka bir şey daha belirginleşir — maksimum bükme uzunluğu, sizi kurtaran veya batıran teknik özellik değildir.
Peki hangi teknik özellik gerçekten daha önemlidir?
Yeni bir çırak, 48 inçlik bir bükme makinesi aldığını övünerek anlatmıştı.
Sadece 6 inç derinliğinde kutular oluşturabiliyordu.
Maksimum uzunluk makineleri satar. Parmak çeşitliliği ise gerçekte ne inşa edebileceğinizi belirler.
Parmaklı bükme makineleri, sıkıştırma barının segmentli olması sayesinde çalışır. Zaten bükülmüş kenarların aralıktan geçmesine izin vermek için parmakları çıkarırsınız. Eğer çeşitliliğiniz dar parmakları — 1 inç, 2 inç, 3 inç segmentler — içeriyorsa, sıkı kutular, ofset flanşlar, asimetrik parçalar yapabilirsiniz.
Eğer parmaklarınızın hepsi geniş bloklardan oluşuyorsa, makineniz 4 fit uzunluğunda olsa bile sığ tepsiler ve basit kanallar yapmaya mahkumsunuz.
Hafif sacı, kenarları zaten dik duran şekillere bükmek için yapılmıştır, kalın levhayı zorla boyun eğdirmek için değil.
Diyelim ki düzenli olarak 2 inç dönüş flanşlarına sahip 10 inç genişliğinde muhafazalar yapıyorsunuz. 36 inçlik bir bükme makinesi, zengin parmak çeşitliliği sayesinde 48 inçlik kaba segmentli bir bükme makinesinden daha iyi performans gösterecektir çünkü sınırlayıcı faktör açıklıktır, uzunluk değil.
Uzunluk yalnızca gerçek parçalarınız onu düzenli olarak aşıyorsa önemlidir. Aksi halde bu sadece övünme konusudur.
Ve işte olayın püf noktası: parçalarınız parmak dayanımının zayıf halka haline geldiği kadar kalınlaştığında, hiçbir parmak çeşitliliği sizi kurtarmaz.
Peki sahip olmanın kendisi ne zaman mantığını yitirir?
Bir müşteri bana 5 braket getirdi 3/16 inç yumuşak çelikten ve “ağır hizmet tipi bir parmaklı bükme makinesi mi alsam” diye sordu.”
Bu soru zaten yanlış bir varsayımı içinde barındırıyordu.
Eğer iş listeniz düzenli olarak şuraya geçiyorsa 1/8 inç ve üzeri gerçek genişlikte, hidrolik abkant presi kiralamak yanlış makineyi satın almaktan daha ucuzdur. Bir hidrolik makine, kontrollü koç hareketiyle kuvveti dikey olarak uygular. Yaprak esnemesi yoktur. İnsan gücüyle sınırlı kaldıraç yoktur. Tahmin yürütme yoktur.
Günümüzün modern elektrikli parmak abkantları — servo tahrikli, bilyalı vida sistemleri — açıları etkileyici bir tutarlılıkla koruyabilir. Tekrarlanabilirlik sorununu çözerler. Ancak malzeme fiziğini ortadan kaldırmazlar. Kalınlık arttıkça, gereken kuvvet keskin bir şekilde artar. Tonaj sınırı, tahrik sistemi manuel ya da elektrikli olsun, bundan etkilenmez.
Hurda Kutusu Uyarısı: Kalın plakada 90 dereceye yavaşça yaklaşmak için birden fazla sığ büküm yaparak “işe yaramasını sağlamak” isterseniz, dış lifleri dengesiz şekilde uzatırsınız, flanş uzunluğunu bozarsınız ve montajda kare gibi görünen ama ölçüleri yanlış bir parça elde edersiniz.
İşte bundan sonra uygulamanızı istediğim karar çerçevesi:
“Abkant pres” endüstriyel bir terim gibi geliyor.
Aslında satın aldığınız, çok farklı bir mücadele için yapılmış çok farklı bir araçtır.
Son karar bütçeyle ilgili değildir. Günlük işinizin sizden bir geometri problemi çözmenizi mi yoksa bir kuvvet mücadelesini mi kazanmanızı istediğiyle ilgilidir. Ve bunlar asla aynı savaş değildir.


















