

Ele deslizou a chapa de 3/16 polegadas sob a braçadeira como tinha visto nos vídeos, apoiou todo o seu peso na alavanca e sorriu quando começou a mover-se. O sorriso desvaneceu quando as placas laterais flexionaram e nunca voltaram completamente ao esquadro.
Já vi esse olhar mais vezes do que consigo contar.
Pensa que comprou uma versão pequena do grande ferro de uma fábrica. O que realmente comprou é um animal muito diferente, construído para uma luta muito diferente.
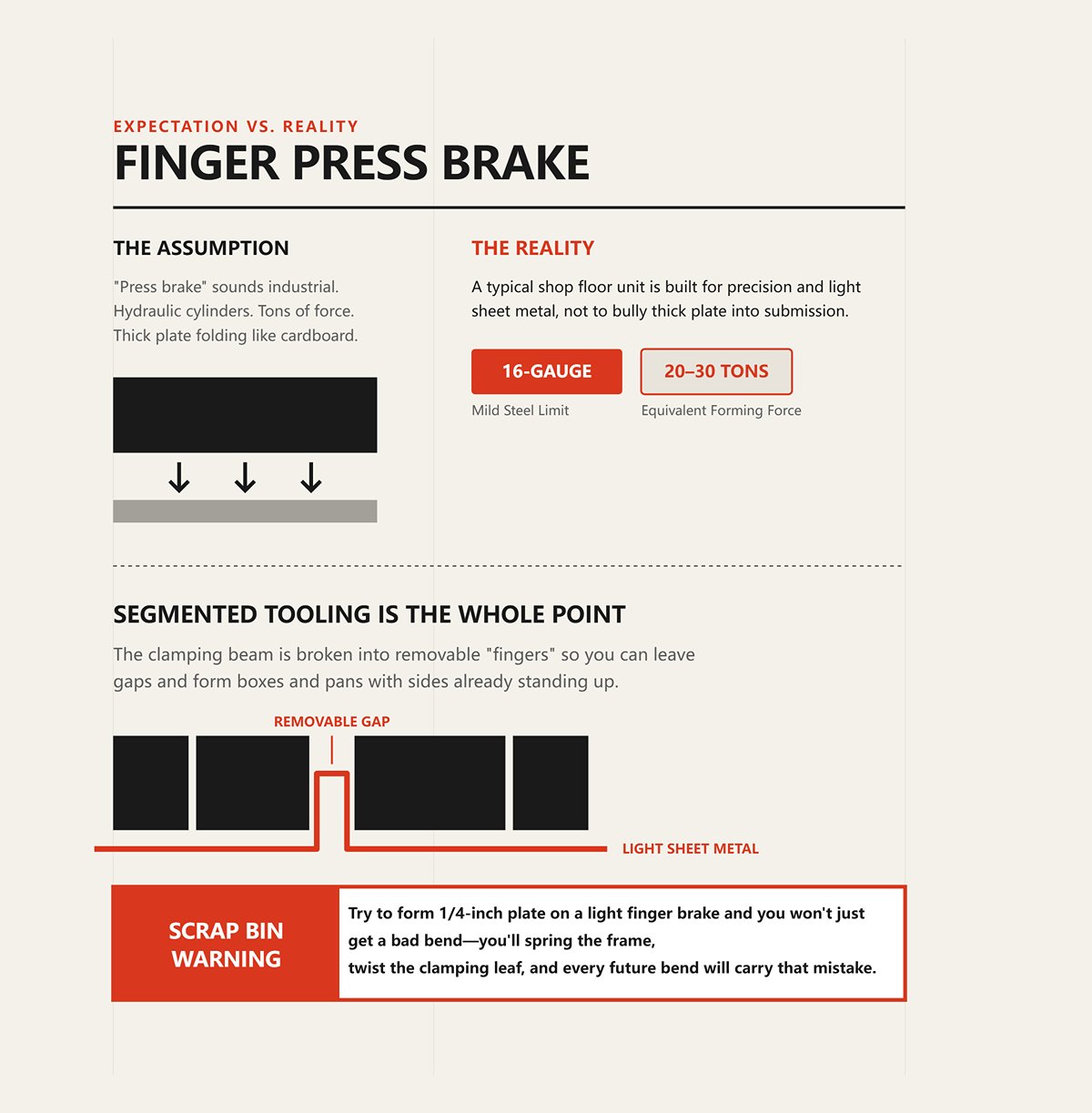
“Prensa dobradeira” soa industrial. Cilindros hidráulicos. Toneladas de força. Chapa grossa a dobrar como cartão.
Uma prensa dobradeira de dedos numa oficina típica é classificada para Aço macio de calibre 16 com talvez 20–30 toneladas equivalentes de força de conformação ao longo de toda a sua largura — e isso é ser generoso para muitas unidades manuais. A viga de fixação é dividida em “dedos” removíveis para que possa deixar espaços e formar caixas e bandejas. Essa ferramenta segmentada é o ponto principal.
É construída para dobrar chapa leve em formas com lados já levantados, não para subjugar chapa grossa.
Aviso do Contentor de Sucata: Tente formar chapa de 1/4 de polegada numa prensa de dedos leve e não terá apenas uma dobra má — irá empenar a estrutura, torcer a folha de fixação e cada dobra futura carregará esse erro.
Então, se não é uma mini máquina de fábrica, porque é que essa suposição parece tão natural desde o início?
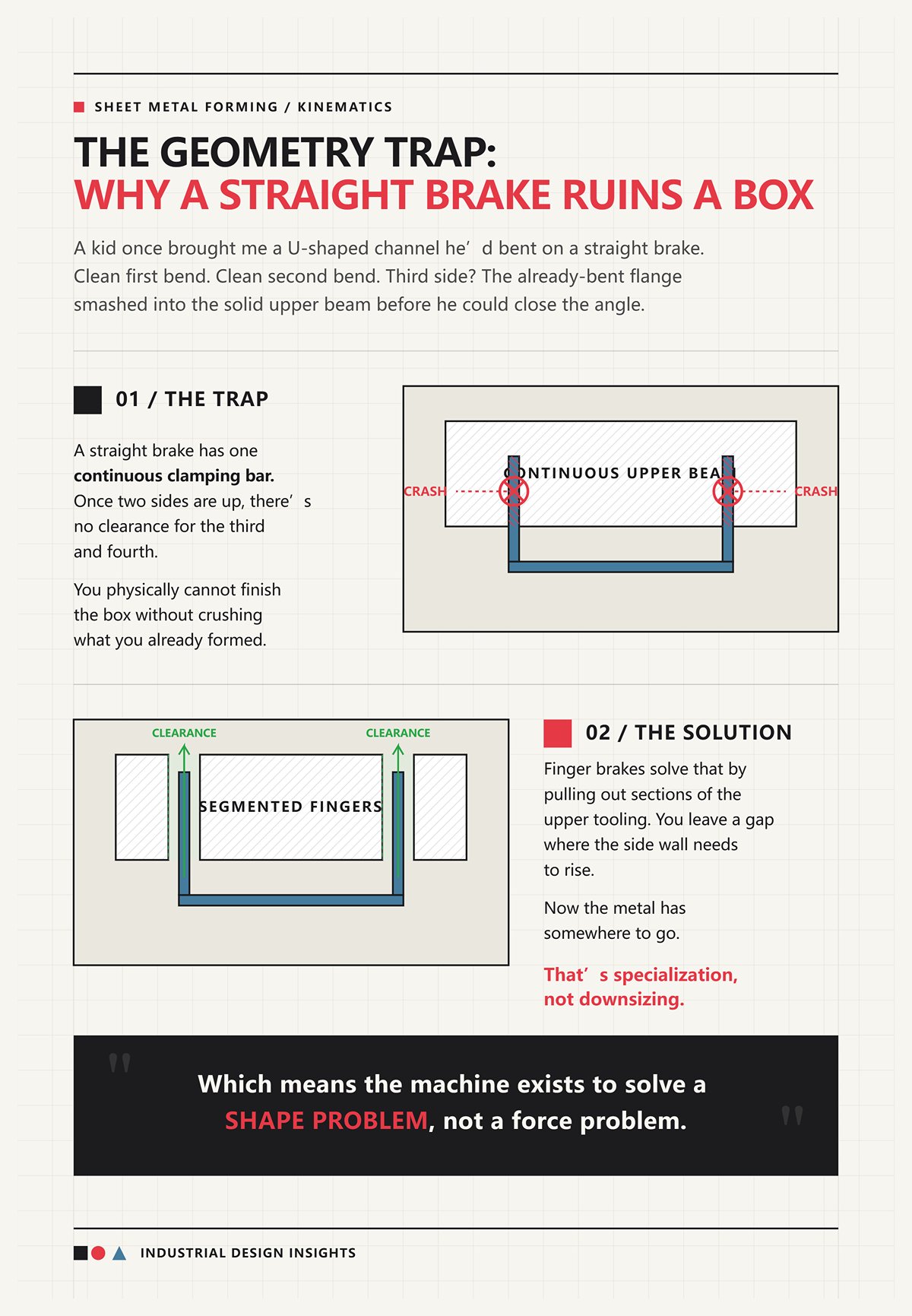
Um miúdo trouxe-me uma vez um canal em forma de U que tinha dobrado numa dobradeira reta. Primeira dobra limpa. Segunda dobra limpa. Terceiro lado? A aba já dobrada esmagou-se contra a viga superior sólida antes de conseguir fechar o ângulo.
Essa é a armadilha da geometria.
Uma dobradeira reta tem uma barra de fixação contínua. Uma vez que dois lados estão levantados, não há espaço para o terceiro e quarto. Fisicamente não pode terminar a caixa sem esmagar o que já formou.
As prensas de dedos resolvem isso retirando secções da ferramenta superior. Deixa-se um espaço onde a parede lateral precisa de subir. Agora o metal tem para onde ir. Isso é especialização, não redução de tamanho.
O que significa que a máquina existe para resolver um problema de forma, não um problema de força.
Já ouvi fornecedores chamarem-lhes “prensas dobradeiras compactas”. Essa frase coloca um tijolo na sua cabeça: máquina mais pequena, mesmo trabalho.
Mas a barreira de tonelagem na minha oficina é real. Já vi homens adultos inclinarem-se sobre uma manivela como se pudessem atravessá-la.
Uma prensa dobradeira hidráulica escala adicionando cilindros e massa à estrutura. Uma dobradeira de dedos escala adicionando conveniência para trabalhos complexos de chapa fina. São prioridades de design diferentes. Uma procura força e repetibilidade — 600 dobras por hora numa célula de produção. A outra procura acesso e flexibilidade — peças únicas, caixas personalizadas, chapa delicada onde se mudam os dedos mais vezes do que se muda a espessura do material.
Quando acredita que é apenas “compacta”, ultrapassa o seu limite. Quando entende que é especializada, usa-a onde ela brilha e em mais nenhum lugar.
A mudança que quero na sua cabeça é simples: pare de perguntar quanta força tem e comece a perguntar que geometria foi construída para desobstruir.
No inverno passado, vi um rapaz tentar terminar o quarto lado de uma pequena caixa elétrica. Os primeiros três vincos ficaram limpos. No último, a aba já formada não tinha para onde ir, tocou na viga sólida e enrugou como uma lata de refrigerante.
É nesse momento que a maioria das pessoas finalmente faz a pergunta certa: se a força não é a métrica, o que realmente decide o que esta máquina pode manusear?
Não começa pela tonelagem. Começa pela folga.
Uma dobradeira de dedos existe para resolver um problema: como dobrar quatro lados de uma caixa quando três já estão levantados? Tudo na sua anatomia remete para esse problema de geometria. A ferramenta superior segmentada, a viga de aperto, a longa folha manual — nada disso é sobre reduzir uma prensa industrial. É sobre criar espaço onde uma dobradeira reta não tem.
E quando percebe isso, os limites deixam de parecer misteriosos e passam a parecer estruturais.

Retire três dedos da viga superior e deixe uma abertura de 2 polegadas no meio. Agora deslize uma chapa de modo que as duas abas levantadas fiquem nesses bolsos vazios. Quando apertar e levantar a folha de dobra, o metal roda para o ar livre em vez de bater contra aço sólido.
Esse é todo o truque.
Os dedos não são punções robustas destinadas a empurrar material para dentro de uma matriz. São simplesmente blocos de aperto modulares. O seu trabalho é segurar a chapa plana e permitir-lhe escolher onde o metal pode subir. Cada dedo cria uma “zona sem aço” controlada acima da peça para que os lados formados possam passar sem interferência.
Imagine formar uma bandeja de 10×10×3 polegadas a partir de Aço macio de calibre 16. Numa dobradeira reta, assim que dois lados de 3 polegadas estão levantados, o terceiro lado colide fisicamente com a barra de aperto contínua. Numa dobradeira de dedos, remove-se as secções onde esses lados se encontram. A máquina não fica mais forte. Fica mais inteligente quanto ao espaço.
É por isso que dizer “tem dedos, logo deve ser versátil” perde o sentido. Os dedos não aumentam a capacidade de espessura. Aumentam a possibilidade geométrica.
Aviso do caixote de sucata: deixe poucos dedos sob um painel largo e a pressão de aperto concentra-se em pontos estreitos — irá marcar o alumínio macio com marcas de aperto ou deixar a chapa escorregar durante a dobra, arruinando tanto a superfície como o ângulo.
Então, se os dedos não estão a empurrar o metal para moldá-lo, o que é que realmente está?
Uma prensa dobradeira empurra um punção para dentro de uma matriz. O material é forçado a entrar numa abertura em V. A força flui verticalmente através de uma estrutura rígida concebida para uma tonelagem medida. É por isso que vemos classificações de 50, 100, 200 toneladas — toda a estrutura é construída para resistir a essa carga sem se deformar.
Uma dobradeira de dedos não prensa. Aperta e roda.
Prende-se a chapa entre a viga de aperto superior e a base. Depois, a folha inferior balança para cima, levando consigo a parte livre da chapa. A dobra forma-se ao longo da borda do aperto, funcionando como uma linha de pivô. Não existe uma cavidade de matriz a suportar a dobra por baixo. A máquina pede ao material que ceda por alavanca, não por esmagamento para moldar.
Essa diferença é importante quando analisamos os limites do material.
A maioria das dobradeiras de dedos manuais é, realisticamente, confortável até aço macio de calibre 16 a 18 ao longo de toda a largura. Alguns modelos pesados anunciam até aço macio de 1/8 polegada (3,2 mm), mas essa classificação cai rapidamente com aço inoxidável ou ligas de alta resistência porque a resistência ao escoamento aumenta e a sua alavanca não. Uma prensa dobradeira pode compensar aumentando a tonelagem. Uma dobradeira de dedos não pode; as suas estruturas laterais e pinos de pivô tornam-se o elo fraco.
A estrutura deforma-se antes do aço.
Aviso de Caixote de Sucata: Tente dobrar aço inoxidável de 1/8 polegada ao longo de toda a largura de uma dobradeira manual leve e não terá apenas retorno elástico — irá desalinhá-la, deixando as estruturas laterais fora de paralelo, e cada dobra futura sairá afunilada.
Se a estrutura é o fator limitante, então a verdadeira questão torna-se desconfortável: o que significa realmente “manual” quando o seu próprio corpo é a central de energia?
| Secção | Conteúdo |
|---|---|
| Diferença Fundamental | Uma prensa dobradeira empurra um punção para dentro de uma matriz, forçando o material a entrar numa abertura em V. A força flui verticalmente através de uma estrutura rígida concebida para uma tonelagem medida (50, 100, 200 toneladas), construída para resistir à deformação. Uma dobradeira de dedos não prensa; aperta e roda. |
| Operação de Quinadeira | O punção empurra o material para dentro de uma cavidade de matriz. A estrutura é projetada para lidar com força vertical sem se deformar. |
| Funcionamento da Dobradeira de Dedos | A chapa está presa entre a viga de fixação superior e a mesa. A folha inferior oscila para cima, dobrando a parte livre ao longo da aresta da braçadeira como uma linha de pivô. Não há cavidade de matriz a suportar a dobra. O material cede por alavanca, não por compressão. |
| Porque é que a Diferença Importa | A distinção mecânica determina os limites do material e a forma como o esforço estrutural é suportado. |
| Limites do Material – Dobradeira de Dedos | A maioria das dobradeiras manuais de dedos trabalha com aço macio de 16 a 18 calibres em toda a largura. Alguns modelos pesados afirmam conseguir dobrar aço macio de até 1/8 de polegada (3,2 mm), mas a capacidade diminui significativamente com aço inoxidável ou ligas de alta resistência devido à maior tensão de cedência. |
| Limites do Material – Prensa Dobradeira | Uma prensa dobradeira pode compensar materiais mais resistentes aumentando a tonelagem. Uma dobradeira de dedos não pode fazê-lo; as suas armações laterais e pinos de pivô tornam-se o ponto fraco. |
| Limitação Estrutural | Numa dobradeira de dedos, a estrutura flete antes que o aço ceda. |
| Aviso de Caixote de Sucata | Tentar dobrar aço inoxidável de 1/8 de polegada em toda a largura de uma dobradeira manual leve pode desalinhar as armações laterais, causando uma conicidade permanente nas dobras futuras. |
| Questão Crítica | Se a estrutura é o fator limitante, o que “manual” realmente significa quando o próprio corpo é a fonte de força? |
Já vi homens adultos pendurados numa aba de dobra de 1,2 metros como se estivessem a fazer elevações, com as botas fora do chão, tentando ganhar mais alguns graus numa chapa espessa. A máquina geme. O manípulo flete. A dobra mal se move.
Esse é o muro da tonelagem.
Numa dobradeira manual de dedos, a sua alavanca é fixa pelo comprimento do manípulo e pela geometria do pivô. Suponha que a aba lhe dá uma vantagem mecânica de 6:1 — generosa para muitos designs. Se pesar 82 kg e se inclinar com todo o peso do corpo, está a aplicar aproximadamente 450 kg de força na linha de dobra. Distribuída por uma largura de 1 metro, isso representa apenas cerca de 11 kg por centímetro antes das perdas por atrito e flexão da estrutura.
Agora compare com o que é necessário para deformar plasticamente aço mais espesso.
À medida que a espessura duplica, a força necessária para a dobra não apenas duplica — aumenta aproximadamente com o quadrado da espessura para uma geometria de matriz semelhante. É por isso que passar de 16‑calibres a 1/8‑polegada parece bater contra uma parede de tijolos. Não pediste apenas um pouco mais. Pediste várias vezes mais.
Travões de dedos elétricos acionados por servo existem, sim. Fusos de esferas, controlo em circuito fechado, ângulos consistentes desde a primeira dobra até à milésima. Melhoram a repetibilidade e reduzem a variabilidade do operador. Mas mesmo esses continuam a ser máquinas de fixação e lâmina. Ganham precisão, não força infinita. A geometria mantém-se igual, e o limite estrutural também.
Aviso de Caixote de Sucata: Forçar uma dobra para além da zona de conforto da máquina não só vai travar o ângulo — vai esticar permanentemente os pinos e buchas de pivô, introduzindo folgas que tornam cada trabalho de chapa fina subsequente inconsistente.
Portanto, quando perguntas o que um travão de dedos pode manusear com segurança, deixa de procurar um número de tonelagem como farias num travão de prensa. Olha antes para três coisas: espessura e resistência de cedência do material, largura da dobra e a rigidez da estrutura.
Porque esta máquina nunca foi feita para ganhar uma luta contra chapa grossa.
Foi construída para resolver um problema de geometria.
No inverno passado, um rapaz trouxe-me um travão de dedos manual de 48 polegadas que tinha acabado de comprar e perguntou por que não conseguia dobrar o seu aço inoxidável de 1/8 polegada painel sem dois amigos pendurados na alavanca.
É assim que determines o tamanho e modelo certos para o teu trabalho: encontras a parede antes de te chocar contra ela. Não por adivinhação. Não por ler o número mais ousado no catálogo. Mas por compreender onde a alavancagem, a resistência do material e a rigidez da estrutura deixam de negociar e começam a recusar.
Já sabes que os limites da máquina são geométricos e estruturais, não afirmações de marketing. Agora vamos colocar números e mecanismos nessa parede — porque quando a vês claramente, deixas de tentar “forçar” e começas a escolher corretamente.
Imagina uma parede de tijolos literal na oficina. Podes aproximar-te dela. Podes encostar-te a ela. Mas se correres contra ela, a única coisa que cede és tu. A parede de tonelagem é esse tipo de limite.
Já estive ao lado de um travão de prensa hidráulico de 100 toneladas enquanto empurrava um punção contra aço macio de 1/4 de polegada como se fosse cartão.
O operador tocou num pedal de pé. Um cilindro empurrou diretamente para baixo através de uma estrutura rígida em C. Óleo sob pressão transformou-se em força controlada e mensurável. A estrutura foi concebida para resistir a essa carga sem torcer. A classificação de tonelagem não era decoração — era engenharia estrutural.
Agora volta ao teu travão de dedos manual.
Prendes a chapa. Puxas uma lâmina. A dobra forma-se porque a perna livre da chapa está a ser rodada em torno de uma linha de pivô. A tua “unidade de potência” é o peso do teu corpo e a alavancagem que a geometria da alavanca te dá. Uma vantagem mecânica de seis para um é comum. Oito para um se tiveres sorte.
Vamos fazer um hipotético simples. Pesas 200 libras e és honesto sobre isso. Com uma vantagem de 6:1, estás a aplicar cerca de 1.200 libras na linha de dobra — antes de fricção, antes de flexão da estrutura. Distribui isso por 48 polegadas e tens 25 libras por polegada.
Uma pequena quinadeira hidráulica com capacidade nominal de 20 toneladas fornece 40.000 libras. Mesmo distribuído por 48 polegadas, isso dá mais de 800 libras por polegada disponíveis — e pode aumentar se o material assim o exigir.
Isso não é “mais”. É uma categoria diferente de força.
O que comprou é, na verdade, um equipamento muito diferente, construído para um tipo de trabalho muito distinto. Um esmaga metal numa cavidade de matriz. O outro persuade chapa fina a ceder por rotação. Por mais que se force, um nunca se transforma no outro.
Aviso de Caixote de Sucata: Se tratar uma quinadeira manual de dedos como uma máquina hidráulica e “bombear” a alavanca duas vezes para tentar alcançar o ângulo, ovalizará os furos de pivô nas placas laterais — e a quinadeira nunca mais dobrará a direito.
Portanto, se a força é limitada pelo seu corpo e pela estrutura, em que ponto a dobra se torna fisicamente irrealista?
Um cliente insistiu uma vez que a sua quinadeira de 40 polegadas estava “classificada” para aço macio de 1/8 polegada (3,2 mm), por isso tentou uma dobra a toda a largura.
As primeiras 10 polegadas junto à dobradiça moveram-se. O centro mal mexeu. A extremidade oposta não se moveu de todo.
Essa classificação, se for honesta, normalmente assume aço macio, comprimento de dobra curto e condições ideais. No momento em que muda para inox — com resistência de cedência frequentemente 30–50% superior — a força necessária aumenta proporcionalmente. E lembre-se: a força de dobra aumenta aproximadamente com o quadrado da espessura. Passar de 16‑calibres (~0,060 polegada) para 1/8‑polegada (0,125 polegada) não é apenas mais do que duplicar a espessura; é aproximadamente quadruplicar a força necessária para a mesma geometria.
Numa quinadeira manual de dedos típica de 48 polegadas, Aço macio de calibre 16 a toda a largura é confortável. Calibre 14 começa a parecer trabalhoso. Aço macio de 1/8 de polegada a toda a largura de 48 polegadas? Esse é o limite para a maioria dos modelos manuais. O inox atinge esse limite mais cedo — por vezes a 16‑calibres dependendo da largura.
Agora aqui está a nuance que os principiantes não percebem.
Existem travões de estilo de dedos de nicho — como unidades pesadas de bancada — que conseguem dobrar aço macio de 5/8 de polegada. Mas leia as letras pequenas: muitas vezes apenas 3 polegadas de largura. Tira estreita. Estrutura maciça. Geometria e caminho de carga completamente diferentes. Reduza a largura para 3 polegadas e a sua força por polegada dispara para o mesmo esforço aplicado.
A largura é um multiplicador de força ao contrário.
Por isso, quando escolhe um travão, não pergunta: “Qual é o aço mais grosso que consegue dobrar?” Pergunta: “Que espessura a que largura, em que liga, sem deflexão da estrutura?” Porque, assim que a estrutura se deforma mais do que o material cede, a máquina torna-se o elo fraco.
É construída para dobrar chapa leve em formas com lados já levantados, não para subjugar chapa grossa.
O que levanta uma questão mais difícil: mesmo que se mantenha dentro dos limites de espessura, o que acontece à consistência quando a sua fonte de energia é… você?
Uma oficina que conheço produziu 200 pequenas bandejas de alumínio num travão manual de dedos. As primeiras dez saíram perfeitas. Por volta da bandeja 120, os ângulos estavam a abrir 2–3 graus.
Nada partiu. Ninguém excedeu a espessura.
Mas os ombros do operador estavam acabados. A fadiga altera a força de tração. A microdeflexão na estrutura aumenta à medida que as buchas aquecem. O retorno elástico — a tendência do material relaxar após a dobra — exige uma ligeira sobredobra, e essa sobredobra depende da sensibilidade.
Num travão de prensa hidráulico ou CNC, os batentes posicionam a chapa ao milésimo. A profundidade do êmbolo é controlada por feedback de codificador. A máquina não se cansa. A dobra 1 e a dobra 10.000 são iguais porque a força e a posição são medidas, não adivinhadas.
Agora, travões modernos elétricos de dedos com acionamentos servo e controlo em malha fechada reduzem essa diferença de repetibilidade. Conseguem voltar ao mesmo ângulo de forma consistente porque a posição da folha é controlada por motores, não por força muscular.
Mas aqui está o limite: continuam a depender de fixação e rotação da folha. Se o material exigir mais força do que a estrutura consegue resistir sem flexão, o controlo de precisão apenas lhe dá um ângulo errado perfeitamente repetível.
A precisão não pode compensar a falta de capacidade de força.
Assim, mesmo dentro da espessura “nominal”, se estiver perto do limite superior, a sua repetibilidade diminui porque está a lutar contra o retorno elástico do material e a flexão estrutural.
E isso leva ao mal-entendido mais perigoso de todos.
Vi um travão manual de 60 polegadas tentar dobrar aço macio de calibre 14 na largura total.
O operador conseguia dobrar 30 centímetros desse material o dia todo. Mas a 1,5 metros, a aba vergou. O centro ficou atrasado em relação às extremidades. A linha de dobra não estava direita — era mais rasa no meio e mais apertada junto às dobradiças.
Mesma espessura. Mesma máquina. Comprimento diferente.
A força de dobra escala com o comprimento. Dobre o comprimento da dobra, dobre a força total necessária. Mas a resistência da estrutura à deflexão não escala de forma tão favorável. Vãos longos introduzem deflexão de viga. A barra de aperto levanta-se microscopicamente no centro. O veio de pivô torce.
É por isso que uma quinadeira que aguenta Aço macio de calibre 16 a 1,2 metros pode gerir confortavelmente Calibre 14 a 60 centímetros — mas falha miseravelmente a 1,2 metros.
A relação comprimento‑para‑espessura é o assassino silencioso das suposições.
Aviso de Sucata: Tentar uma dobra a toda a largura perto da espessura máxima e obterá uma dobra arqueada — aberta no centro, apertada nas extremidades — e nenhuma quantidade de “re‑dobragem” a endireitará sem afinar e enfraquecer o metal.
Então, como escolher a quinadeira segmentada certa?
Começa com o material mais grosso, na sua liga real. Define o comprimento máximo de dobra que alguma vez tentará. Depois recua um calibre mais fino e uma largura mais curta do que o máximo anunciado. Essa margem não é cobardia. É seguro contra flexão, fadiga e a parede de tijolo.
Porque, uma vez que atinge a parede de tonelagem numa quinadeira segmentada, o desempenho não diminui gradualmente.
Pára.
Agora está a fazer a pergunta certa: dado o seu material real e o tamanho da peça, quando é que a quinadeira segmentada deixa de ser um entrave e passa a ser a ferramenta mais inteligente da oficina?
Aqui está a reviravolta.
Uma vez que respeita a parede de tonelagem, a quinadeira segmentada deixa de competir com uma quinadeira hidráulica.
Ganha noutro tipo de trabalho.
Vi um novo funcionário gastar 40 minutos a carregar ferramentas numa quinadeira hidráulica de 60 toneladas para fazer uma única caixa de alumínio.
A peça era Alumínio de 0,063 polegadas, 12 polegadas de largura, quatro dobras. Nada de exótico. Na quinadeira hidráulica, tivemos de escolher a abertura correta da matriz em V, trocar punções, ajustar os batentes traseiros, regular a profundidade do êmbolo para compensar o retorno elástico e fazer duas dobras de teste para acertar o ângulo.
Na quinadeira manual de dedos que estava a três metros de distância, eu poderia ter desapertado dois manípulos, retirado três dedos, colocado o material contra o batente e dobrado tudo em cinco minutos.
Isto não é teoria. É matemática de oficina.
Quando a produção é de uma peça — talvez três — a preparação domina tudo. Uma máquina hidráulica capaz de fazer 600 dobras por hora não se importa com a velocidade se só precisa de oito dobras no total. Nunca se amortiza o tempo de preparação.
E como está abaixo do limite de tonelagem — digamos Aço macio de calibre 16 a 18 polegadas de largura, ou alumínio fino na largura total — não está a forçar a estrutura. Está a usar a máquina onde ela trabalha melhor.
O primeiro protótipo quase sempre sai mais rápido de uma quinadeira de dedos.
Mas o que acontece quando essa “peça única” se transforma em dez caixas ligeiramente diferentes?
Um cliente precisou uma vez de seis caixas de controlo em inox, cada uma com recortes e profundidades de abas diferentes.
Mesmo material. Mesma forma geral. Dimensões diferentes de cada vez.
Numa quinadeira hidráulica, isso significa ajustar os batentes traseiros para cada peça, por vezes trocar ferramentas se o comprimento das abas mudar o suficiente para causar interferência, e recalcular as deduções de dobra — que são os cálculos que compensam o estiramento do material no raio da dobra. A máquina é potente, sim. Mas gosta de repetição.
A quinadeira de dedos não se importa com repetição.
Retire alguns dedos para desobstruir uma aba de retorno. Deslize a chapa à mão até à linha marcada. Aperte. Dobre. Como os dedos são seccionais, pode formar uma caixa com lados já levantados — algo que um punção e matriz retos fisicamente não conseguem fazer sem ferramentas especiais. É aí que ela brilha.
É construída para dobrar chapa leve em formas com lados já levantados, não para subjugar chapa grossa.
E aqui está o limite que não se deve ultrapassar: se esse inox se aproximar Calibre 14 da largura real, está a caminhar para a parede de tijolo. A geometria pode ser perfeita para uma quinadeira de dedos, mas a força não é.
Aviso do Contentor de Sucata: Tente formar uma caixa de inox perto do limite numa só puxada e vai fletir a lâmina o suficiente para dobrar menos no centro; quando “corrigir” com uma segunda pressão, vai encruar a linha de dobra e o canto vai rachar na terceira correção.
Portanto, defina “produção curta”.”
Numa pequena oficina, isso é normalmente 1–10 peças onde a geometria varia mais do que o volume. Com 25 peças idênticas, o custo de preparação da quinadeira hidráulica começa a compensar. Com 100 peças idênticas, vence sem discussão.
Mas se as peças forem primas, e não gémeas, a flexibilidade vence a velocidade bruta.
É por isso que as oficinas pequenas mais saudáveis não escolhem uma máquina em detrimento da outra.
“Quinadeira” soa a industrial.
O que comprou na realidade é um animal muito diferente, construído para uma luta muito diferente.
Na minha oficina, os trabalhos são encaminhados com base em duas perguntas:
Se a resposta à primeira for sim e à segunda também for sim, a quinadeira de dedos fica com o trabalho. Protótipos. Transições de HVAC. Caixas invulgares. Qualquer coisa em chapa fina onde a remoção de dedos resolve problemas de folga em segundos.
Se o material estiver a ultrapassar 1/8 de polegada de aço macio em largura total — ou se a série for de 50 suportes idênticos — vai diretamente para a quinadeira hidráulica. Sem debate. Isso não é preferência. É física e economia.
A quinadeira de dedos é a especialista em geometria. A quinadeira hidráulica é a especialista em força e repetição.
Quando percebe isso, escolher a capacidade deixa de ser emocional. Passa a ser um problema de triagem.
Portanto, quando olha para as suas próprias peças — os seus materiais reais, as suas quantidades reais — qual é o monte maior na sua oficina?
Não dimensiona uma quinadeira de dedos pelo que espera para dobrar no próximo ano — dimensiona-se pela parte mais grossa e mais larga que dobra todos os meses sem drama.
Essa é a parte não óbvia. A maioria dos novos proprietários de oficinas inverte a lógica. Compram por ambição. Um quinador de 48 polegadas porque um dia poderão precisar de 48 polegadas. Uma classificação de calibre mais alta porque mais espesso “parece mais seguro”. Mas esta máquina vive sob um teto rígido. Se o seu trabalho habitual ultrapassa esse teto, mesmo que ocasionalmente, não precisa de um quinador de dedos maior — precisa de uma classe diferente de máquina.
Imagine a parede de tonelagem como uma parede de tijolos real na oficina. Pode aproximar-se dela todos os dias. Não há nada de errado nisso. Mas se o seu fluxo de trabalho exige embater nela a correr duas vezes por semana, isso não é ambição. É colisão.
Então, como saber onde está realmente a sua parede?
Um proprietário de oficina tentou uma vez formar Aço macio de 1/8 de polegada a largura total num quinador manual de dedos de 4 pés porque “está classificado para isso”.”
Concluiu a dobra. A máquina não partiu. A peça sim — dimensionalmente.
Aqui estão as três perguntas que separam os seus trabalhos de forma permanente, não emocional:
1. Qual é o material mais grosso que dobra a largura total, na vida real?
Não uma vez. Não “talvez”. Se o seu trabalho mensal inclui algo acima Aço macio de calibre 16 a uma largura significativa, está a viver no limite do que um quinador manual de dedos consegue suportar confortavelmente. O inox baixa ainda mais esse teto devido à maior resistência ao escoamento — resiste à dobra de forma mais agressiva.
2. As suas peças exigem dobrar à volta de abas existentes ou dentro de retornos?
Se sim, isso é território do quinador de dedos. Os dedos seccionais permitem remover peças para que o trabalho passe durante a dobra. As ferramentas retas de uma quinadora não conseguem fazer isso sem punções especiais. Isto é geometria, não potência.
3. Quantas dobras idênticas por trabalho?
Se produz regularmente 25, 50, 100 suportes idênticos, a repetição torna-se o fator dominante. Uma quinadora hidráulica pode fazer 600 dobras por hora sem que o operador seja o fator limitante. Um quinador manual de dedos não consegue competir em volume, por mais forte que seja.
Aviso do Contentor de Sucata: Se responder à Pergunta 1 de forma desonesta e dimensionar o quinador exatamente no seu máximo anunciado — por exemplo, um quinador “calibre 16” que utiliza regularmente a largura total em calibre 16 — a folha irá fletir o suficiente para encurvar a dobra. Vai andar a perseguir a consistência do ângulo de um lado ao outro e culpar-se a si próprio em vez da física.
Essas três perguntas não servem apenas para orientar a compra. Definem o encaminhamento. E, uma vez que o encaminhamento esteja claro, outra coisa torna-se óbvia — o comprimento máximo de dobra não é a especificação que o salva ou afunda.
Então, qual especificação é que realmente importa mais?
Um novo aprendiz gabou-se uma vez de ter comprado uma quinadeira de 48 polegadas.
Ele só conseguia formar caixas com 6 polegadas de profundidade.
O comprimento máximo vende máquinas. A variedade de dedos determina o que realmente podes construir.
As quinadeiras de dedos funcionam porque a barra de fixação é segmentada. Retiram-se dedos para permitir que os lados já dobrados passem pela abertura. Se o teu conjunto incluir dedos estreitos — segmentos de 1 polegada, 2 polegadas, 3 polegadas — podes construir caixas apertadas, abas deslocadas, peças assimétricas.
Se todos os teus dedos forem blocos largos, ficas limitado a fazer tabuleiros rasos e canais simples, mesmo que a máquina tenha 1,2 metros de comprimento.
É construída para dobrar chapa leve em formas com lados já levantados, não para subjugar chapa grossa.
Digamos que costumas fazer caixas de 25 cm de largura com abas de retorno de 5 cm. Uma quinadeira de 90 cm com um conjunto variado de dedos vai superar uma quinadeira de 1,2 m com segmentos grosseiros porque a folga, e não o vão, é o fator limitante.
O comprimento só importa se as tuas peças reais excederem-no regularmente. Caso contrário, é só para mostrar.
E aqui está a reviravolta: quando as tuas peças ficam suficientemente espessas para que a resistência dos dedos se torne o elo fraco, nenhuma variedade de dedos te salva.
Então, quando é que a própria posse deixa de fazer sentido?
Um cliente trouxe-me cinco suportes em aço macio de 3/16 de polegada e perguntou se devia “simplesmente comprar uma quinadeira de dedos robusta”.”
Essa pergunta já partia de uma suposição errada.
Se a tua lista de trabalhos entra regularmente na faixa de 3 mm e acima a largura real, alugar tempo de utilização de uma prensa hidráulica é mais barato do que comprar a máquina errada. Uma máquina hidráulica aplica força verticalmente com deslocamento controlado do êmbolo. Sem flexão da lâmina. Sem limite de alavanca humana. Sem adivinhações.
Mesmo as modernas prensas elétricas de dedos — sistemas servo acionados, com fusos de esferas — conseguem manter ângulos com uma consistência impressionante. Resolvem a repetibilidade. Não anulam a física do material. Quando a espessura aumenta, a força necessária sobe abruptamente. A barreira de tonelagem não se importa se o acionamento é manual ou elétrico.
Aviso de Caixote de Sucata: Tentar “fazer funcionar” em chapa grossa fazendo múltiplas dobras pouco profundas para chegar aos 90 graus vai esticar as fibras exteriores de forma desigual, distorcer o comprimento da aba e resultar numa peça que parece quadrada mas mede errado na montagem.
Então aqui está a estrutura de decisão que quero que mantenha:
“Quinadeira” soa a industrial.
O que comprou na realidade é um animal muito diferente, construído para uma luta muito diferente.
A decisão final não é sobre orçamento. É sobre se o seu trabalho diário lhe pede para resolver um problema de geometria — ou para vencer um concurso de força. E essas nunca são a mesma luta.


















