

Eine Abkantpresse ist kein Kauf – sie ist eine Berechnung. Doch zu oft wird diese Berechnung jemandem überlassen, der von einer Verkaufsquote motiviert ist, nicht von Präzision. Wenn Ihre Tonnagewerte aus generischen “Standardtabellen” stammen, statt aus den Materialien und Teilen, die Sie tatsächlich verarbeiten, riskieren Sie, eine Maschine zu bekommen, die entweder filigrane Arbeiten übermäßig belastet oder bei lukrativen Biegungen zum Stillstand kommt. Der Unterschied zwischen genauer Tonnage und Schätzerei ist keine Theorie – er ist die Grenze zwischen Betriebszeit und kostspieliger Ausfallzeit.
Die Biegekraft kann man nicht mit bloßem Auge beurteilen – besonders dann nicht, wenn Werkzeuggeometrie, Materialeigenschaften und Auftragsmix die erforderliche Last um 30 bis 70 Prozent verändern können. Wahre Dimensionierung beginnt mit Physik, nicht mit Preisen. Das bedeutet, herauszufinden, wie Standardtabellen, Zugfestigkeitsannahmen und Auftragsvariabilität Ihre Tonnagedaten verfälschen – und zu lernen, wie man lockere Schätzungen durch solide Berechnungen ersetzt.
Jede Tonnagetabelle, die in einem Ausstellungsraum hängt, hat denselben Fehler: Sie geht von Baustahl aus, der auf makellosen 8×S-Matrizen unter Idealbedingungen gebogen wird. Die tatsächliche Produktion ist nie so ordentlich. Dünnes Blech biegt sich schärfer; dicke Platte verhält sich anders. Verwenden Sie eine zu schmale Matrize (zum Beispiel 6×S statt 8×S), kann die erforderliche Kraft über die mechanische Belastungsgrenze der Presse hinausschießen. Gehen Sie zu breit, muss der Stößel weiter fahren, als die Presse aufnehmen kann.

Hier ist die echte Formel: P = 650 × S² × L / V, wobei P in Kilonewton angegeben wird, S die Dicke in Millimetern ist, L L die Biegelänge in Metern ist und V.
die Matrizenöffnung. Für Tonnen durch zehn teilen. Ändern Sie nur eine Variable und Ihr gesamtes Tonnageprofil verändert sich – besonders die Matrizenöffnung. Wechseln Sie von einer 40-mm- auf eine 30-mm-Matrize bei einem 5-mm-Blech, steigt der Tonnagebedarf um fast 40 %. Das wird in Prospekten selten erwähnt, weil „Standardtabellen“ Genauigkeit gegen Einfachheit eintauschen.
Der Edelstahl-Faktor: Die Gleichung an die Materialfestigkeit anpassen.
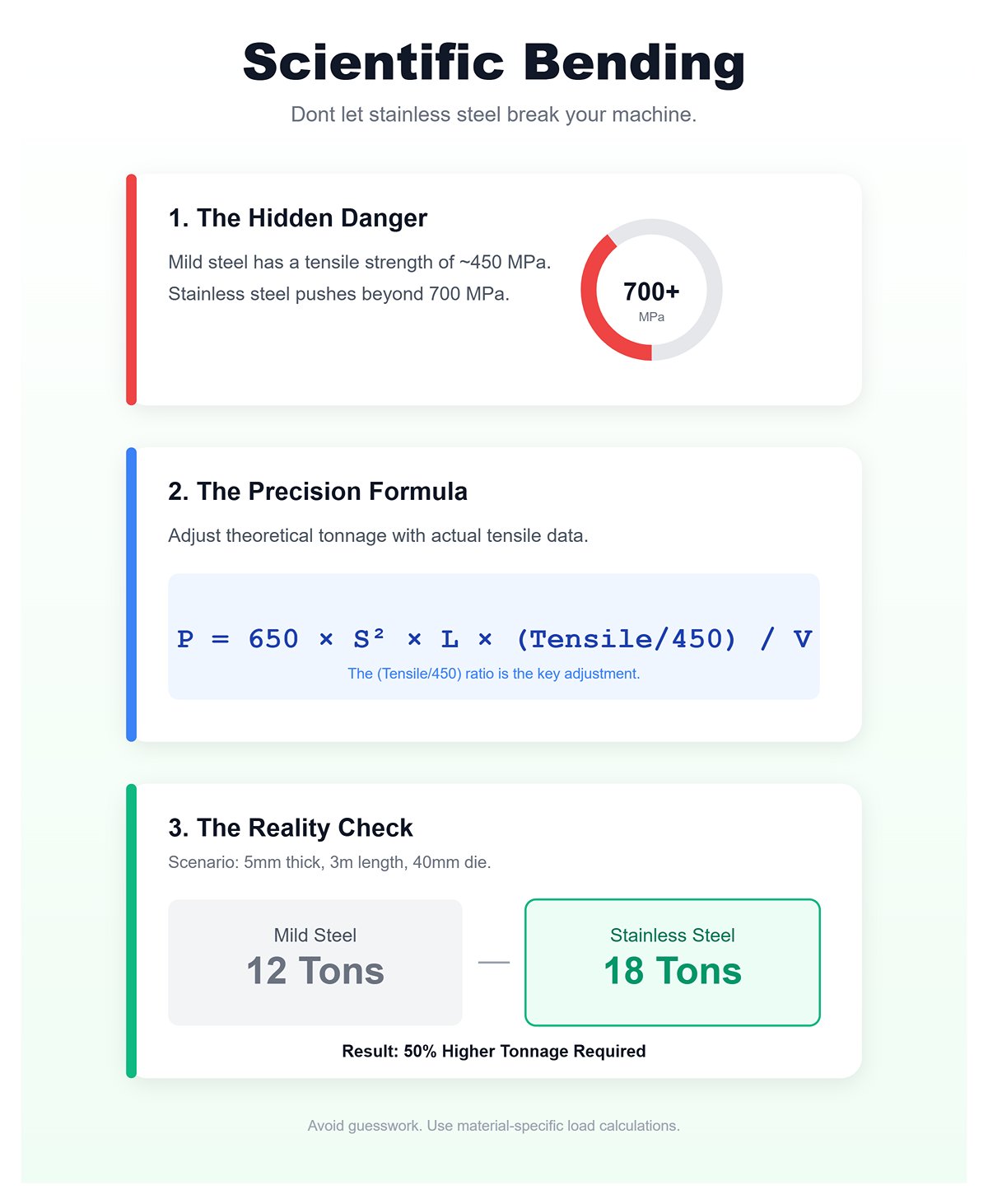
Edelstahl entlarvt schnell den Irrtum, alle Metalle gleich zu behandeln. Während Baustahl typischerweise eine Zugfestigkeit von etwa 450 MPa aufweist, kann Edelstahl weit über 700 MPa hinausgehen. Dieser zusätzliche Widerstand erhöht die erforderliche Tonnage um etwa 50 %, dennoch gehen viele sogenannte „universelle“ Tonnagetabellen weiterhin von Baustahlwerten aus. Deshalb sind viele Käufer überrascht, wenn ihre 100-Tonnen-Abkantpresse unter Edelstahlteilen einknickt, von denen sie dachten, sie würden sich leicht biegen lassen. P = 650 × S² × L × (tatsächliche Zugfestigkeit / 450) / V. Diese Anpassung übersetzt die theoretische Tonnage in reale Zahlen. Für 5 mm Edelstahl über 3 Meter mit die Biegelänge in Metern ist und = 40 mm, P ≈ 650 × 25 × 3 × 1,5 / 40 = 18 Tonnen – im Vergleich zu nur 12 Tonnen für Baustahl. Hochgerechnet auf einen ganzen Tagesdurchlauf wird schnell klar, warum unterdimensionierte Rahmen sich verformen und zu inkonsistenten Biegewinkeln führen.
Tabellen, die Zugfestigkeitsunterschiede ignorieren, vermitteln ein falsches Bild der Maschinenkapazität. Moderne Werkzeuge – wie Cincinnatis Load Calc – verwenden materialspezifische Daten statt Schätzungen und berechnen präzise Lasten für jeden Metalltyp. Die Lösung ist nicht, die größte Abkantpresse zu kaufen, die Sie finden können, sondern mit wissenschaftlicher Genauigkeit zu kaufen.
Nur wenige Fehler verbrennen Kapital schneller, als eine Maschine für einen Auftrag zu dimensionieren, den Sie fast nie sehen. Viele Käufer sehen ein 10‑Fuß‑Blech aus Baustahl mit ¼” Stärke und greifen zu einer 165‑Tonnen‑Presse, vergessen dabei aber, dass die meisten ihrer Produktionsläufe nur halb so lang sind. Wenn Sie für typische Lasten statt für Ausnahmen auslegen, reduzieren Sie Maschinenmasse, Strombedarf und Anschaffungskosten – oft sparen Sie $50.000 € oder mehr, während Sie die volle Produktionsfähigkeit beibehalten.

Die klügere Kennzahl ist diese: Bemessen Sie Ihre Presse für die 80% der Teile, die Sie tatsächlich biegen, und vergeben Sie die seltenen Extremfälle nach außen. Halbierung der Arbeitslänge halbiert nahezu den Tonnagebedarf – eine 5‑Fuß‑Last läuft problemlos mit 80–100 Tonnen, während eine 10‑Fuß‑Platte etwa 165 Tonnen erfordert. Denken Sie daran: Ein Pressenrahmen liefert keine kostenlose Stärke; er verbraucht Strom und nimmt Platz ein, ob er arbeitet oder stillsteht. Überdimensionierte Abkantpressen sind wie abgestellte Lastzüge – beeindruckend, teuer und unterausgelastet.
Vergleichen Sie Ihre Spezifikationen mit den Aufträgen, die Sie routinemäßig bearbeiten. Verwenden Sie die Baustahl‑Kurzformel (≈ 8 × Dicke(mm) × Länge(m) = Tonnen), passen Sie dann für Edelstahl mit einem ×1,5–2,0‑Multiplikator an und fügen Sie eine 20%‑Sicherheitsmarge hinzu. Diese Methode bringt Sie auf etwa 10% Ihrer tatsächlichen Leistungsanforderung – genau genug, um sowohl Maschinenbelastung als auch unnötige Ausgaben zu vermeiden.
Ihre Kaufkraft wird nicht durch Tonnage definiert – sie wird durch Relevanz definiert. Wenn Sie eine Abkantpresse auf Ihre alltägliche Produktionslast statt auf seltene Aufträge zuschneiden, belohnt Sie die Mathematik Schicht für Schicht mit gleichbleibender Produktivität und klugen Renditen.
Die angegebene Bettlänge einer Abkantpresse entspricht selten der tatsächlich nutzbaren Biegespanne. Die entscheidende Messung ist der Abstand zwischen den seitlichen Gehäusen der Maschine– jene vertikalen Rahmenelemente, die Stößel und Bett tragen. Dieser “Säulenabstand” liegt oft 10–20 Zoll unter der nominalen Bettlänge, besonders bei budgetorientierten Konstruktionen, bei denen die Rahmenbreite zur Materialeinsparung minimiert wird. Eine Presse mit einer beworbenen Bettlänge von 120 Zoll könnte beispielsweise nur 104 Zoll tatsächliche Durchgangsbreite bieten. In solchen Fällen stößt ein Paneel in voller Breite an die Gehäuse, es sei denn, es wird schräg positioniert – was Risiken für inkonsistente Biegungen und mögliche Werkzeugkollisionen mit sich bringt.
Freiraum für Flansche fügt eine weitere Komplexitätsebene hinzu. Hohe Flansche können beim Rückhub den Stößel oder das Oberwerkzeug berühren, wenn die vertikale Öffnungshöhe– der Abstand vom Bett zum Stößel bei voller Ausfahrt – minus der Hubweg kürzer ist als die Flanschhöhe. Ein häufiger Fallstrick tritt auf, wenn die Öffnungshöhe großzügig ist, aber der Hubweg kurz, sodass nach dem Formen nicht genügend Platz bleibt. Dies kann Teile in der Presse einklemmen oder zu unsicherem Entfernen zwingen. Um dies zu vermeiden, verlassen Sie sich nicht nur auf die Bettmaße; messen Sie Ihren höchsten Flansch gegen die Schließhöhe der Maschine und fügen Sie eine Sicherheitsmarge für Rückfederung hinzu, die 20–30% mehr Freiraum erfordern kann.
Die Halstiefe – der horizontale Abstand von der Biegelinie bis zur Innenkante des Seitenrahmens der Maschine – wird häufig unterschätzt. Standardtiefen von 6 bis 12 Zoll reichen typischerweise für flache Arbeiten aus, können jedoch geformte Teile wie U‑Profile, tiefe Kästen oder versetzte Paneele stark einschränken. Wenn der Abstand von der Biegelinie bis zur gegenüberliegenden Kante des Werkstücks die Halstiefe überschreitet, stößt das Material während des Biegens gegen den C‑Rahmen. Dies ist besonders problematisch bei großen Umschlägen oder Gehäusepaneelen, die beim Schließen der Biegung erheblichen Schwenkfreiraum benötigen.
Dickeres Material erhöht den Bedarf an Halstiefe zusätzlich, da der Schwenkradius mit der Materialstärke wächst. Das Formen von 1/4‑Zoll‑Stahl kann beispielsweise bis zu 50% mehr Halstiefe erfordern als dünnwandiges Blech, um Rahmenkollisionen zu vermeiden. Viele Werkstätten entdecken dies erst, wenn die Zykluszeiten aufgrund umständlichen Wendens oder Neupositionierens der Teile stark ansteigen, was oft zu Ausrichtungsfehlern führt. Der einfache vorbeugende Schritt: Zeichnen Sie Ihr Teil, messen Sie von jeder Biegelinie bis zur gegenüberliegenden Kante und stellen Sie sicher, dass dieser Abstand innerhalb der Halstiefe plus einem kleinen Freiraum liegt.
| Konzept | Beschreibung |
|---|---|
| Definition der Halstiefe | Horizontaler Abstand von der Biegelinie bis zur Innenkante des Seitenrahmens der Maschine. |
| Standardbereich der Tiefe | Typischerweise 6–12 Zoll; ausreichend für flache Arbeiten. |
| Einschränkung bei geformten Teilen | Kann die Formung von U‑Profilen, tiefen Kästen und versetzten Paneelen einschränken, wenn der Abstand von der Biegelinie bis zur gegenüberliegenden Kante die Halstiefe überschreitet. |
| Mögliche Kollision | Material kann während des Biegens gegen den C‑Rahmen stoßen, insbesondere bei großen Umschlägen oder Gehäusepaneelen, die Schwenkfreiraum benötigen. |
| Auswirkung der Materialstärke | Dickeres Material erhöht die erforderliche Halstiefe aufgrund eines größeren Schwenkradius. |
| Beispielanforderung | Das Formen von 1/4‑Zoll‑Stahl kann bis zu 50% mehr Halstiefe erfordern als dünnwandiges Blech, um Rahmenkollisionen zu vermeiden. |
| Auswirkung unzureichender Tiefe | Führt zu längeren Zykluszeiten, umständlichem Wenden/Neupositionieren der Teile und Ausrichtungsfehlern. |
| Vorbeugende Maßnahme | Auf Teilezeichnungen von jeder Biegelinie bis zur gegenüberliegenden Kante messen und sicherstellen, dass es innerhalb der verfügbaren Einziehtiefe zuzüglich Freiraumzulage passt. |
Der Fußabdruck einer Maschine umfasst weit mehr als ihre Bettlänge und Rahmenbreite. Moderne Sicherheitsausrüstung und Wartungszugänge führen zu dem, was oft als “Geister‑Fußabdruck” bezeichnet wird – die unsichtbaren Pufferbereiche um die Abkantpresse, die frei bleiben müssen. Lichtvorhänge, die von der OSHA für bestimmte Vorgänge vorgeschrieben sind, benötigen typischerweise mindestens 20 Zoll Abstand von der Werkzeuglinie zu den Sender‑ und Empfängerpfosten. Wegschwenkbare Hinteranschläge können während Werkzeugwechselzyklen sogar noch weiter ausfahren und Bögen zwischen 18 und 24 Zoll beschreiben. Elektroschränke fügen häufig weitere 12–16 Zoll zur hinteren oder seitlichen Abmessung hinzu.
Wenn man all diese Komponenten berücksichtigt, kann eine Abkantpresse mit nominell 10 Fuß Bett tatsächlich mehr als 14 Fuß nutzbare Bodenfläche beanspruchen. Das Übersehen dieser zusätzlichen Zonen kann den Arbeitsfluss behindern, Gabelstaplergänge blockieren oder vorgeschriebene Sicherheitsabstände verletzen. Manche Pressen erfahren sogar eine leichte Rahmendurchbiegung unter hoher Last – bei bestimmten europäischen Modellen wurden 2–4 Zoll Bewegung im Halsbereich unter hoher Tonnage dokumentiert – was die Freiräume während des Zyklus subtil verändern kann. Planen Sie immer mit Live‑Betriebsmessungen statt mit statischen Katalogangaben.
Sie können in nur wenigen Minuten eine schnelle Freiraumprüfung durchführen, indem Sie die Teile verwenden, die Sie bereits herstellen:
Erfolg bedeutet, sicherzustellen, dass jede kritische Abmessung Ihrer Teile bequem innerhalb des tatsächlichen Arbeitsbereichs der Maschine liegt, nicht nur innerhalb ihrer Bettlänge. Wenn auch nur ein Teil diese Freiraumprüfungen nicht besteht, ist das ein Warnsignal. Passen Sie die Maschinenspezifikation an oder ändern Sie die Teilegeometrie, bevor Sie einen Kauf tätigen. Diese fünfminütige Bewertung kann tausende an Rüstzeit sparen und kostspielige Änderungen nach der Lieferung verhindern.
Der Glaube, dass das Hinzufügen weiterer Achsen automatisch den Gewinn steigert, ist eine der langlebigen Fehlannahmen in der Fertigung. In Wahrheit vervielfacht jedes Steuerungs‑Upgrade die Komplexität schneller, als es die Fähigkeiten erweitert – es sei denn, Ihr Arbeitsablauf und Ihre Bediener sind bereit, es vollständig zu nutzen. Eine hochentwickelte 6‑Achsen‑CNC‑Abkantpresse liefert nur dann eine Kapitalrendite, wenn die Bediener komplexe Biegedaten interpretieren, Rückfederung ausgleichen und Live‑Winkelkorrekturen durchführen können. Ohne diese Fähigkeiten bleibt die zusätzliche Präzision im Inneren der Software eingeschlossen, während Arbeitskosten und Maschinenabschreibung steigen.
Für die Mehrheit der Werkstätten bewältigen synchronisierte Y1/Y2‑Achsen etwa 80 % der Biegearbeiten mit Präzision im Sub‑Millimeter‑Bereich. Ein nach NIMS‑Standards zertifizierter Level‑II‑Bediener kann mit halbautomatischen NC‑Steuerungen bei geraden Flanschen konstant eine Genauigkeit von ±0,5 mm erreichen. Derselbe Bediener ist günstiger einzustellen und zu schulen als die Pflege von Softwarelizenzen und laufender Schulung für eine Mehrachsen‑CNC. Wenn gut ausgebildete Techniker untergenutzte Automatisierung übertreffen, verschwindet die Amortisationszeit für zusätzliche Hardware einfach.
Daten aus Fertigungsprüfungen bestätigen diesen Trend: Werkstätten, die 4‑Achsen‑NC‑Systeme mit erfahrenen Bedienern betreiben, produzieren Teile, die qualitativ nicht von denen aus 6‑Achsen‑Maschinen zu unterscheiden sind – außer bei tiefen Kästen oder komplexen Mehrfachbiegungen. Die versteckten Kosten sind nicht der zusätzliche Servomotor, sondern der Spezialist, der ihn kalibriert hält. Wenn Sie nicht täglich hochpräzise Luft‑ und Raumfahrt‑ oder Gerätebleche herstellen, spricht die Kosten‑Nutzen‑Rechnung konsequent dafür, Fertigkeit einzukaufen statt Fähigkeit zu kaufen.
Offline-Programmierung trennt die theoretische Effizienz von der tatsächlichen Durchsatzleistung. Eine echte CNC-Abkantpresse rechtfertigt ihre Investition, wenn der nächste Auftrag vorbereitet wird, während der aktuelle noch läuft. Der entscheidende Indikator ist einfach: Kann Ihr Bediener die Werkzeugdaten laden und Auftrag #2 innerhalb von zehn Minuten nach dem Start von Auftrag #1 simulieren? Wenn nicht, steht ein Teil des Werts Ihrer CNC während der Wartezeit still.
Werkstätten mit hoher Variantenvielfalt und geringer Stückzahl unterschätzen oft, wie viel Überschneidungspotenzial sie ungenutzt lassen. Bei manuellen oder NC-Abkantpressen müssen Bediener die Produktion stoppen, um Anschläge neu einzustellen, Matrizen neu auszurichten und das erste Teil zu testen. Diese 25–40% Stillstandszeit frisst leise Kapazität auf. Im Gegensatz dazu kann ein erfahrener CNC-Bediener mit Offline-Programmierung Kollisionswege prüfen und Werkzeuge anpassen, bevor die Presse ihren letzten Zyklus beendet – und so die Spindelauslastung näher an einen echten kontinuierlichen Betrieb bringen.
Die versteckte Herausforderung besteht darin, dass allein die Offline-Fähigkeit nichts löst. Sie erfordert solide Kenntnisse im Lesen von technischen Zeichnungen, im Berechnen von Biegeabzügen und im Navigieren durch Maschinenkoordinatensysteme. Neue Mitarbeiter scheitern hier häufig – sie lesen Biegezugaben-Tabellen falsch oder versäumen es, die Hinteranschlagskoordinaten während der Simulation zu bestätigen. In solchen Fällen werden Offline-Programmierwerkzeuge zu teuren digitalen Briefbeschwerern. Das Leitprinzip ist einfach: Wenn Ihre Fertiger ein Steuerblatt nicht eigenständig interpretieren können, konzentrieren Sie sich auf umfassende Schulung, bevor Sie Geld in aufgerüstete Steuerungen investieren.
Bombierkompensation – die absichtliche Aufwärtskrümmung im Bett oder Stößel einer Abkantpresse, um Durchbiegung auszugleichen – ist ein anspruchsvoller Test sowohl für geometrisches Wissen als auch für Geduld. Beim manuellen Bombieren müssen Bediener verstehen, wie Last, Materialstärke und Werkstücklänge zusammenwirken, um einen Balken zu verformen. Wenn die Berechnungen falsch sind, ist auch der Biegewinkel falsch – und selbst ein Fehler von zehn Grad über einen Meter Edelstahl kann eine ganze hochwertige Charge unbrauchbar machen.
Hydraulisches oder CNC-gesteuertes Bombieren beseitigt das Rätselraten. Diese Systeme messen die Durchbiegung des Stößels unter Last und passen die zentrale Unterstützung automatisch an, um Ebenheit ohne Bedienereingriff sicherzustellen. Manuelle Methoden hingegen setzen auf Distanzscheiben oder Handradschrauben – Lösungen, die für erfahrene Bediener gut funktionieren, aber für Anfänger unerbittlich sein können. Auch Ermüdung spielt eine Rolle; nach stundenlangem physischem Unterlegen kann die Präzision um mehrere Grad nachlassen, was Nacharbeitszyklen auslöst, die die Gewinnmargen stark schmälern.
Für Produktionsleiter ist dies der Punkt, an dem die Alarmglocken läuten sollten. Wenn Ihr Team regelmäßig mit der Interpretation von Zeichnungen und der für genaue Kompensation erforderlichen Trigonometrie kämpft, gehen die tatsächlichen Kosten des manuellen Bombierens weit über längere Rüstzeiten hinaus – sie führen zu teurem Materialverlust. Ihre Break-even-Strategie läuft auf zwei Wege hinaus: sechs bis zwölf Monate intensive Bedienerschulung oder die Investition in ein CNC-System, das den Prozess vollständig automatisiert. Der eine Weg erhält den Wert der Arbeitskraft; der andere schützt vor grundlegender Physik, die Sie manuell nicht überwinden können.
Werkzeuge für Abkantpressen sind nicht universell kompatibel, und die Annahme, dass sie es sind, kann Ihre brandneue Maschine schnell in ein teures Stück Stillstand verwandeln. Traditionelle Werkzeuge im amerikanischen Stil, die in älteren US-Betrieben üblich sind, haben einen flachen Schaft mit zollbasierten Befestigungsmaßen. Werkzeuge im europäischen Stil hingegen haben typischerweise einen schmaleren Schaft, präzisionsgeschliffene Schultern und folgen metrischen Standards für Matrizenöffnungen. Diese beiden Systeme sind grundlegend verschieden und können nicht ohne Modifikation austauschbar verwendet werden.
Das Kompatibilitätsproblem ist so gravierend, dass Branchenumfragen 30–50% der Installationsverzögerungen direkt auf nicht passende Werkzeugbestellungen zurückführen. Betrachten Sie den Fall einer Werkstatt, die eine hochwertige europäische Abkantpresse mit metrischen Spannvorrichtungen kaufte, dann aber versuchte, Geld zu sparen, indem sie einen Werkzeugsatz im amerikanischen Stil bestellte. Das Ergebnis? Die Werkzeuge passten nicht, was zu drei kostspieligen Optionen führte: maßgefertigte Distanzstücke zur Überbrückung der Lücke (Kosten über $5.000), Kauf eines speziellen Adaptersystems mit zusätzlicher Komplexität oder vollständiger Ersatz der Werkzeuge. Jede Option bedeutete Wochen verlorener Produktion und ein Werkzeugbudget, das auf mehr als das Vierfache des ursprünglichen Ansatzes anschwoll.
Die Lösung ist einfach, aber absolut entscheidend: Bestätigen Sie vor der Bestellung von Werkzeugen das Spannsystem, das Schaftprofil und die Matrizensitzmaße Ihrer Maschine. Stimmen Sie nicht nur den allgemeinen Stil – amerikanisch oder europäisch – ab, sondern auch die spezifischen Toleranzen des Herstellers für Höhe, Breite und Belastungswerte. Diese Sorgfalt beseitigt das Risiko von Nachrüstungen, Budgetüberschreitungen und verpassten Lieferterminen, die die Rentabilität Ihrer Abkantpresse sabotieren können, bevor Sie überhaupt Ihr erstes Teil gefertigt haben.
Eine All-inclusive-Werkzeuggarnitur – mit jedem denkbaren Stempel und jeder Matrize – mag verlockend klingen, ist aber fast immer eine Ressourcenverschwendung. In der Praxis können die meisten Werkstätten 80% ihrer Arbeit mit nur drei sorgfältig ausgewählten Werkzeugen erledigen: einem spitzen Stempel (85°) für vielseitige Winkelbiegungen, einem Schwanenhalsstempel für Kästen und Kanäle sowie einer Matrize mit passendem Radius, die für das dickste Blech ausgelegt ist, das Sie regelmäßig verarbeiten (Richtwert für Matrizenöffnung: 8× Materialstärke).
Analysieren Sie vor der Installation der Maschine die Aufträge des letzten Quartals mit einer Werkzeugkarte. Ermitteln Sie die Profile, die Sie am häufigsten formen, die verwendeten Materialien und die benötigten Winkel. Beginnen Sie mit diesem schlanken “Tag-eins”-Set und überwachen Sie dann die tatsächlichen Rüstzeiten und Fehlerraten in der Produktion. Wenn ein Spezialwerkzeug – wie ein $1.375-Lamellenstempel – über mehrere Durchläufe hinweg ungenutzt bleibt, ist es keine Investition; es bindet lediglich Kapital.
Diese gestaffelte Einkaufsstrategie verlagert Werkzeuganschaffungen von spekulativen Ausgaben zu Investitionen, die auf realen Belegen beruhen. Eine Fertigungswerkstatt nutzte Prüfblätter nach der Installation, um Bestellungen für 40% von Werkzeugen zu stornieren, die zunächst als unverzichtbar galten – aber nie tatsächlich verwendet wurden. Die Einsparungen wurden in Hochgeschwindigkeits-Spannsysteme umgeleitet, wodurch sich die Rüstzeiten pro Auftrag halbierten und der Durchsatz deutlich über das hinaus gesteigert wurde, was ihr ursprüngliches All-inclusive-Werkzeugpaket hätte liefern können.
Budget-Matrizen von nicht verifizierten Lieferanten behaupten oft eine “vergleichbare” Biegeleistung, fallen jedoch in Bezug auf Metallurgie und Maßgenauigkeit deutlich ab. Ein häufiges Problem tritt bei der Bearbeitung von Edelstahl auf, der einen höheren K-Faktor hat – was mehr Rückfederung bedeutet – und etwa doppelt so viel Umformdruck wie Baustahl benötigt. Minderwertige Matrizen reißen oder splittern unter diesen Kräften häufig, insbesondere an den Schultern, und verlieren ihre Präzision an der V-Öffnung, was zu einem vorzeitigen Austausch führt.
Über einen Zeitraum von zwei Jahren ist die Kostenrechnung ernüchternd. Ein $800-Matrizensatz, der zweimal im Jahr ersetzt wird, verursacht $3.200 an Anschaffungskosten. Berücksichtigt man den Produktivitätsverlust – fünf Minuten pro Teil bei $30/Stunde Lohn – entstehen über $7.000 an Ausfallkosten pro Austausch, ohne den Ausschuss durch fehlerhafte Biegungen einzurechnen. In einer Werkstatt mit mittlerem Produktionsvolumen kann die versteckte Summe leicht $50.000 erreichen, bevor jemand den tatsächlichen Einfluss des Austauschzyklus bemerkt.
Im Gegensatz dazu halten Premium-Matrizen mit präzisionsgeschliffenen V-Öffnungen und wärmebehandelten Legierungen unter gemischten Arbeitslasten routinemäßig 18–24 Monate, behalten die Biegegenauigkeit und senken die Ausschussquote um bis zu 40%. Ein Hersteller von medizinischen Geräten dokumentierte eine Reduzierung der Ausschüsse um 55% nach der Umstellung auf erstklassige Werkzeuge – und amortisierte seine gesamte Investition in nur 16 Monaten, während er Hunderte von zuvor für die Fehlerbehebung verlorenen Arbeitsstunden zurückgewann.
Fazit: Werkzeugkosten sind nicht optional, und ihre Unterschätzung führt oft zu einer bösen “$10.000-plus”-Überraschung für Käufer. Selbst ein einfacher, universeller Satz für eine kleine Abkantpresse kann $1.000–$5.000 kosten. Anspruchsvollere Konfigurationen – insbesondere für mehrachsige CNC-Abkantpressen mit Y1/Y2/R-Steuerung, Bombiersystemen oder automatischen Werkzeugwechslern – können leicht $10.000–$20.000 erreichen, wobei die Integration eines CNC-Wechslers weitere $5.000–$30.000 hinzufügen kann.
Bevor Sie in Werkzeuge für Projekte investieren, die möglicherweise nie realisiert werden, sollten Sie Ihre tatsächlichen Biegeanforderungen bestätigen. Optimieren Sie Ihre typischen Teilelayouts, um mindestens 85% Blech-Ausnutzung zu erreichen, führen Sie simulierte Biegeprogramme aus und überprüfen Sie, ob die Biegeprofile mit Ihrem erwarteten Produktionsmix übereinstimmen. Diese Vorabprüfung hilft, “Einhorn”-Aufträge zu identifizieren – spezialisierte Profile, die in der Planungsphase der Maschine erdacht, aber nie tatsächlich benötigt wurden.
Die Budgetzuweisung für Werkzeuge vor der Ankunft der Abkantpresse verlagert Ihre Kaufmentalität von maschinenzentriert zu produktionszentriert und stellt sicher, dass Sie vom ersten Tag an maximale Effizienz erreichen können. Der wahre Wert der Maschine liegt nicht in ihrer Tonnage-Bewertung oder ihrem Markenruf – sondern in der Präzision, Anpassungsfähigkeit und Betriebszeit, die das richtige Werkzeug freisetzt.
Der Rahmen einer Abkantpresse trägt die Geschichte jedes Blechs, das er gebogen hat, und die Überprüfung der Stößelparallelität ist eine der schnellsten Möglichkeiten, diese Geschichte zu lesen. Verwenden Sie eine Präzisionsrichtlatte oder eine Messuhr über den Stößel an mehreren Punkten und fahren Sie ihn über seinen gesamten Bewegungsbereich. Wenn die Abweichung mehr als 0,001 Zoll pro Fuß, beträgt, ist der Rahmen wahrscheinlich durch wiederholte Überlastung verzogen – häufig, wenn Bediener die Tonnagegrenzen bei dickem Edelstahl oder hochfesten Materialien überschreiten.
Für eine schnelle Einschätzung führen Sie den Test zweimal durch: einmal ohne Last und einmal bei etwa der Hälfte der Nenn-Tonnage der Maschine. Bei einer gut gewarteten hydraulischen Abkantpresse mit unabhängigen Y1- und Y2-Stößeln sollten beide Seiten innerhalb von 0,002 Zoll voneinander bleiben. Wenn nicht, bedeutet das wahrscheinlich, dass die Presse über ihre Konstruktionskapazität hinaus betrieben wurde, was die Biegepräzision beeinträchtigt. Das Ignorieren dieser Prüfung kann zu teuren Ausrichtungsarbeiten führen – einige Werkstätten haben Tausende gezahlt, um Rahmenprobleme zu beheben, die beim Kauf übersehen wurden. Ein seriöser Verkäufer sollte einen Parallelitätstest begrüßen; wenn er sich weigert, sollten Sie entweder Abstand nehmen oder auf einen erheblichen Rabatt bestehen, um die Wiederaufbaukosten zu decken.
Während die mechanischen Komponenten einer Abkantpresse Jahrzehnte halten können, fallen die elektronischen oft viel früher aus. Vor-2000-NC-Systeme und frühe CNC-Steuerungen von Marken wie Delem oder Cybelec können den Stößel zwar weiterhin reibungslos bewegen, aber sobald der Hersteller die Unterstützung für Firmware und Ersatzteile einstellt, kann ein defekter Servomotor oder ein Kommunikationsmodul die gesamte Maschine unbrauchbar machen. In einigen Fällen – wie bei veralteten TP10S-ähnlichen Bedienfeldern – sind Ersatzteile nicht mehr erhältlich, sodass nur eine vollständige Steuerungsnachrüstung bleibt, die typischerweise $10.000–$15.000 kostet.
Selbst Steuerungen, die relativ modern erscheinen, können zu “Waisen” werden, wenn sie auf proprietäre Software-Ökosysteme angewiesen sind oder keine Offline-Programmierung zulassen. Bevor Sie sich für einen Kauf entscheiden, laden Sie ein einfaches Testprogramm hoch, das grundlegende Biegungen und eine R-Achsen-Bewegung (Hinteranschlag) enthält. Wenn es die Routine nicht fehlerfrei oder ohne Abstürze ausführen kann, werden die Elektronikkomponenten mit hoher Wahrscheinlichkeit im Produktionsbetrieb versagen. Starke Mechanik gleicht keine unzuverlässige Steuerung aus. Eine stabile, gut unterstützte Schnittstelle ist ebenso entscheidend wie ein solider Rahmen – ohne sie wird die Ausfallzeit schnell alle Einsparungen beim Gebrauchtkauf zunichtemachen.
Hydraulikleckagen sind im Lebenszyklus einer Abkantpresse unvermeidlich – ihre Schwere variiert jedoch stark. Ein leichter Ölfilm am Stößel bei voller Ausfahrbewegung deutet normalerweise auf einen Verschleiß der Kolbendichtung hin, was eine kostengünstige Reparatur ist, typischerweise $50 bis $200 pro Seite für Qualitätsteile. Wenn Sie jedoch unter Last ein Heulen hören, schwankende Druckanzeigen sehen oder schaumiges Öl im Reservoir bemerken, könnte ein Pumpenproblem vorliegen. Der Austausch einer defekten Verstellpumpe kostet oft zwischen $5.000 und $8.000, zuzüglich der Produktionsausfallzeit.
Um den Unterschied zwischen einem kleinen Leck und einem echten Pumpenschaden festzustellen, fahren Sie den Stößel ohne Last mit etwa 80 % der maximalen Geschwindigkeit. Wenn der Stößel nach dem Anhalten driftet oder der Druck unter stabilen Bedingungen schwankt, liegt eher ein Problem mit Pumpe oder Ventil vor als mit defekten Dichtungen. Untersuchen Sie auch das Öl: Dunkle Flüssigkeit mit Metallpartikeln kann auf eine Verunreinigung hinweisen, die fälschlicherweise als Pumpenausfall interpretiert wurde. In vielen Fällen kann eine Systemspülung mit 1 × 300 die ordnungsgemäße Funktion wiederherstellen, sofern das System die Sauberkeitsstandards erfüllt. Testen Sie immer mit Hydrauliköl bei Betriebstemperatur – etwa 60 °C –, da kaltes Öl Lecks verdecken kann, während Wärme zeigt, wie die Komponenten unter tatsächlicher Belastung arbeiten.
Ein kluger Käufer kommt zur Inspektion mit drei schnellen Tests vorbereitet: einer Parallelitätsprüfung, einem Controller-Programmladevorgang und einem Hydraulikzyklus. In weniger als einer Stunde können Sie die Präzision des Rahmens bestätigen, sicherstellen, dass die Elektronik stabil und unterstützt ist, und eventuelle Hydraulikprobleme genau in Ihr Angebot einbeziehen. Wenn der Stößel gerade bleibt, der Controller einen einfachen Job fehlerfrei ausführt und die Hydraulik den Druck reibungslos hält, haben Sie wahrscheinlich eine gute Maschine gefunden. Wenn jedoch einer dieser Punkte – insbesondere das Steuerungssystem – fehlschlägt, stehen Sie vor einem teuren Fehler. Diese schnellen Prüfungen identifizieren nicht nur Mängel; sie zeigen Ihnen sofort, ob Sie dabei sind, ein produktives Asset oder einen kostspieligen Fehlkauf im frischen Lack zu erwerben.
Ein professionelles Angebot für eine Abkantpresse sollte wie ein maßgeschneiderter Anzug sein – nicht wie eine aufgeblähte Rechnung voller Extras, die Sie nie angefordert haben. Beginnen Sie damit, die Materialien, Dicken und Biegelängen klar zu definieren, die 80 % Ihrer Aufträge ausmachen. Das sind Ihre Essentials; alles darüber hinaus bleibt optional, bis es sich als notwendig erweist. Wenn Ihre reguläre Arbeit beispielsweise das Biegen von 3/16-Zoll-304-Edelstahl über eine Spannweite von 96 Zoll umfasst, lassen Sie den Anbieter die Tonnagekapazität, Biegepräzision und Werkzeugkompatibilität genau bei dieser Arbeitslast demonstrieren.
Ersetzen Sie vage Aussagen wie “bewältigt bis zu X Tonnen” durch präzise Berechnungen: Verlangen Sie vom Anbieter die Angabe der Tonnage basierend auf Ihrer tatsächlichen V-Matrizenbreite, der Zugfestigkeit des Materials (typischerweise über 80 ksi für Edelstahl) und der Biegelänge. So vermeiden Sie aufgeblähte Größenempfehlungen, die Preise künstlich erhöhen und wertvollen Platz verschwenden.
Werkzeuginkompatibilitäten belasten Budgets oft unbemerkt – besonders wenn amerikanische und europäische/Wila-Systeme nicht zusammenpassen. Die falsche Kombination kann die Rüstzeit erheblich beeinträchtigen und Sie mit teuren Adaptern belasten. Verlangen Sie vom Lieferanten die Bestätigung der Kompatibilität mit Ihrem vorhandenen Werkzeugstil, der Stempelhöhe und der Matrizenbreite. Bestehen Sie außerdem auf einem vollständigen “Tag-1-Kit”, das die Kernanwendungen – gerade 90°-Biegungen und Bördelungen – abdeckt, damit die Produktion nicht ins Stocken gerät, während Sie auf fehlende Komponenten warten.
Technische Daten mögen Maschinen verkaufen, aber Demos zeigen die Wahrheit. Verlangen Sie stets, dass Ihre tatsächlichen Teile, Materialien und Biegesequenzen auf der in Frage kommenden Abkantpresse getestet werden – live oder per Video. Behandeln Sie dies als Pflicht: “Biegen Sie mein 8-Fuß-10-Gauge-Stahlteil mit 90°-Flanschen, erfassen Sie alle Maßwerte vor und nach dem Biegen und filmen Sie den Hinteranschlag während jedes Zyklus.”
Käufer, die diesen Ansatz verfolgen, decken fast jeden Mangel auf, den das Datenblatt verbirgt – Probleme mit der Wiederholgenauigkeit des Stößels, Drift des Hinteranschlags und Spiel in der Werkzeugaufnahme. Eine scheinbar geringe Abweichung von 0,015 Zoll wird ernst, wenn sie sich über eine gesamte Produktionsserie summiert, jede Flansch außerhalb der Toleranz bringt und teure Nacharbeit erfordert.
Gehen Sie über einen einzelnen Testbiegevorgang hinaus – führen Sie eine realistische Produktionssequenz durch: mehrstufige Kästen, Bördelungen oder Versätze. So werden Einschränkungen der Einlasstiefe, Kollisionspunkte und Softwareverlangsamungen bei komplexen, mehrachsigen Zyklen aufgedeckt. Dies ist auch der Zeitpunkt, um die Offline-Programmierung zu bewerten: Messen Sie, wie lange die Einrichtung dauert und ob das System mögliche U-Bogen-Kollisionen erkennt oder auf endlose Versuchsjustierungen angewiesen ist.
Eine Maschine, die im Prospekt ideal aussieht, aber vier Monate zu spät geliefert wird, kostet langfristig mehr, als etwas mehr im Voraus zu zahlen. Versäumte Liefertermine können mittelgroße Werkstätten jede Woche Tausende an Produktionsausfall kosten. Ihre RFQ sollte feste Liefertermine, durchsetzbare Strafen für Verzögerungen und genaue Bedingungen für den Kundendienst festlegen.
Schwarz auf weiß festhalten: “Versand bis zum angegebenen Datum oder 11 % Strafe für jede überzogene Woche; bestätigen Sie den Eingangshafen; definieren Sie, wer die Zollabfertigung übernimmt.” Fordern Sie schriftliche Zusagen für Schulungsstunden, maximale Reaktionszeit eines Servicetechnikers vor Ort (nicht mehr als 48 Stunden) und garantierte Verfügbarkeit von Ersatzteilen in Ihrem Land für mindestens zwei Jahre. Formulierungen wie “TBD” oder “abhängig von Verfügbarkeit” verbergen oft langsamen Service oder fehlende Komponenten.
Bestätigen Sie den genauen Installationsplatz, bevor Sie unterschreiben. CAD-Zeichnungen müssen alle Freiraumbedürfnisse widerspiegeln – Bewegung des Hinteranschlags, Schwenkbereich des Sicherheitsvorhangs, Projektion des Elektroschranks sowie Bedienerplatz auf allen Seiten. Übersehene Zentimeter können den Gabelstaplerzugang blockieren oder Ihren Arbeitsablauf einengen und aus einem vermeintlichen Schnäppchen ein betriebliches Problem machen.
Ihre RFQ sollte mit der einen Frage enden, die totale Transparenz erfordert: “Wie hoch ist Ihre Ausfallquote?” Wenn sie verfolgen, wie viele Maschinen zurückgegeben oder ersetzt werden, nennen sie eine Zahl. Wenn sie ausweichen, gehen Sie davon aus, dass Sie der nächste auf ihrer Problemliste sind. Untermauern Sie dies mit Daten – Betriebszeitprozentsätze nach sechs und zwölf Monaten, Werkzeugausfallstatistiken und Garantieanspruchshistorie für genau das Modell, das Ihnen angeboten wird.
Betrachten Sie dieses Beispiel: Ein Hersteller aus dem Mittleren Westen forderte Angebote für drei ähnlich große Maschinen an. Testläufe deckten versteckte Probleme auf – Parallelitätsdrift bei schweren Platten in voller Länge, Hinteranschlagsstillstände bei Bördelungen und Controller-Verzögerungen bei der Offline-Programmierung. Die beiden günstigeren Optionen hätten jährlich 20.000 $ an Produktivitätsverlust verursacht. Der Anbieter, der jede RFQ-Spezifikation erfüllte, lieferte 99,8 % Wiederholgenauigkeit und versendete genau nach Zeitplan.
Sobald Sie eine solche RFQ einreichen, wird die Trennung deutlich – schwache Lieferanten verschwinden, starke treten in Kontakt. Sie werden aufhören, Abkantpressen im Blindvertrauen zu kaufen, weil die Beweise direkt vor Ihnen liegen.


















