

Uma prensa dobradeira não é uma compra — é um cálculo. No entanto, demasiadas vezes esse cálculo é deixado nas mãos de alguém motivado por uma quota, não pela precisão. Quando os seus números de tonelagem vêm de “tabelas padrão” genéricas em vez dos materiais e peças que realmente dobra, corre o risco de ficar com uma máquina que ou sobrepõe-se a trabalhos delicados ou se paralisa em dobras lucrativas. A diferença entre tonelagem precisa e adivinhação não é teoria — é a linha entre tempo de funcionamento e paragens dispendiosas.
Não pode avaliar a força de dobra a olho nu — especialmente quando a geometria das ferramentas, as propriedades do material e a mistura de trabalhos podem alterar a carga necessária em 30 a 70 por cento. A dimensão verdadeira começa com física, não com preços. Isto significa descobrir como as tabelas padrão, as suposições sobre resistência à tração e a variabilidade dos trabalhos distorcem os seus dados de tonelagem — e aprender a substituir estimativas soltas por cálculos sólidos.
Cada tabela de tonelagem pendurada num showroom transporta o mesmo defeito: assume que o aço macio é dobrado em matrizes perfeitas de 8×S sob condições ideais. A produção real nunca é tão organizada. A chapa fina dobra mais acentuadamente; a chapa grossa comporta-se de forma diferente. Se usar uma matriz demasiado estreita (por exemplo, 6×S em vez de 8×S), a força necessária pode disparar para além da classificação mecânica da prensa. Se for demasiado larga, o curso do êmbolo terá de viajar mais do que a prensa pode acomodar.

Aqui está a fórmula real: P = 650 × S² × L / V, onde P está em quilonewtons, S é a espessura em milímetros, L é o comprimento da dobra em metros, e V é a abertura da matriz. Divida por dez para obter toneladas. Ajuste apenas uma variável e todo o seu perfil de tonelagem muda — particularmente a abertura da matriz. Passar de uma matriz de 40mm para uma de 30mm numa chapa de 5mm faz com que o requisito de tonelagem aumente quase 40 %. Raramente vê isto mencionado nos folhetos, porque as “tabelas padrão” trocam precisão por simplicidade.
O resultado é fácil de prever: oficinas compram prensas de 100 toneladas para peças que ocasionalmente exigem 160 toneladas, ou gastam demasiado em estruturas sobredimensionadas porque uma demonstração em chapa fina parecia perfeita. Teste a sua tonelagem na profundidade real do trabalho, não na profundidade do showroom, e os números deixam de induzir em erro.
O aço inox expõe rapidamente a falácia de tratar todos os metais como iguais. Enquanto o aço macio oferece tipicamente uma resistência à tração de cerca de 450 MPa, o inox pode ultrapassar muito os 700 MPa. Essa resistência adicional aumenta a tonelagem necessária em cerca de 50 %, e ainda assim muitas das chamadas “tabelas universais” de tonelagem assumem valores de aço macio. É por isso que muitos compradores ficam surpresos quando a sua prensa dobradeira de 100 toneladas cede perante peças em inox que pensavam dobrar com facilidade.
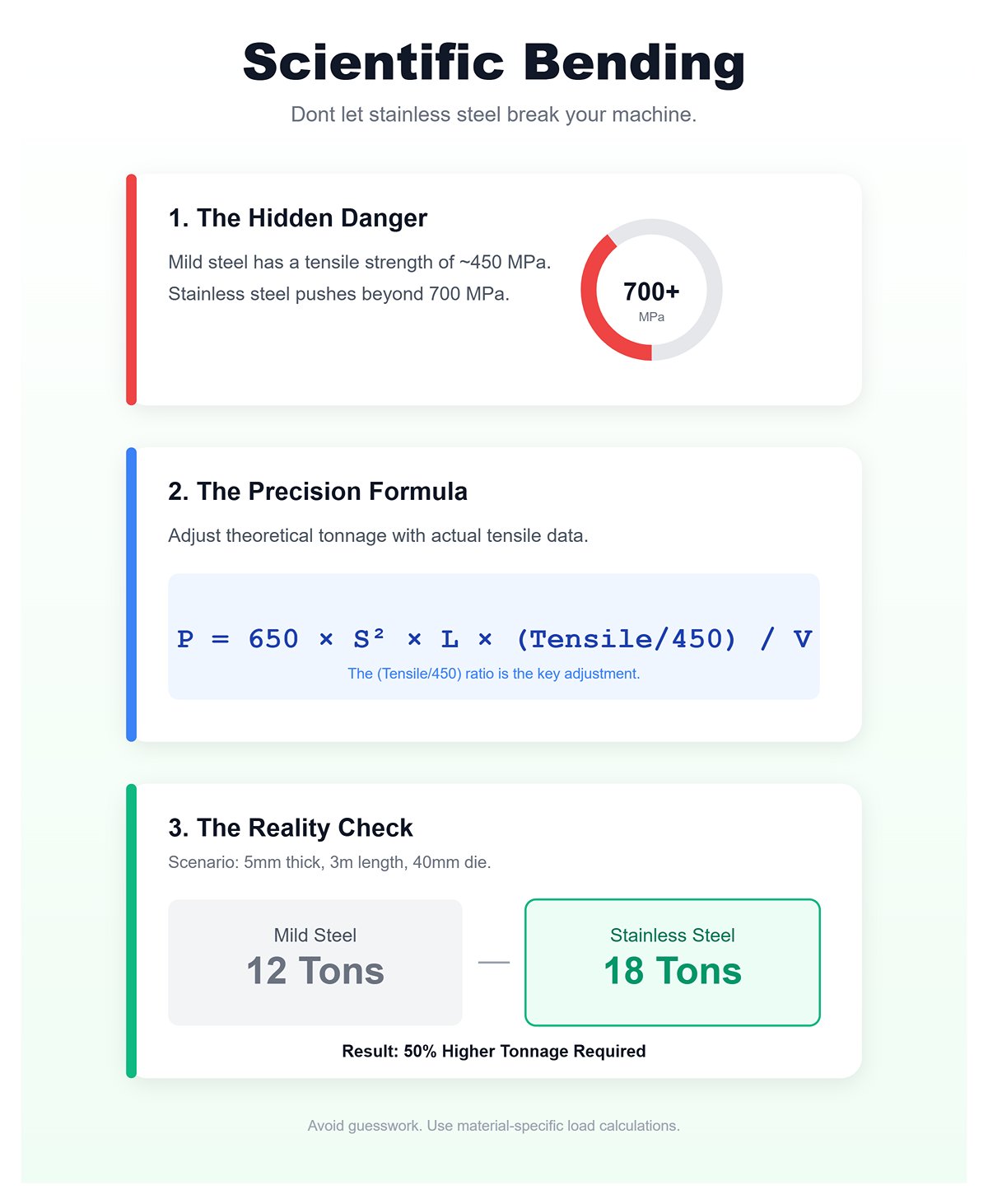
Para corrigir a resistência do material, aplique esta fórmula de base modificada: P = 650 × S² × L × (resistência real à tração / 450) / V. Este ajuste traduz a tonelagem teórica em números do mundo real. Para inox de 5mm sobre 3 metros com V = 40 mm, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18 toneladas — comparado com apenas 12 toneladas para aço macio. Escalando isto ao longo de um dia inteiro de trabalho, torna-se claro porque é que estruturas subdimensionadas flexionam e resultam em ângulos de dobra inconsistentes.
Gráficos que ignoram variações de resistência à tração dão uma imagem enganadora da capacidade da máquina. Ferramentas modernas — como o Load Calc da Cincinnati — usam dados específicos do material em vez de suposições, calculando cargas precisas para cada tipo de metal. A solução não é comprar a maior prensa que encontrar; é comprar com precisão científica.
Poucos erros consomem capital mais rapidamente do que dimensionar uma máquina para um trabalho que quase nunca irá ver. Muitos compradores veem uma chapa de aço macio de 10 pés com ¼” de espessura e optam por uma prensa de 165 toneladas, esquecendo que a maioria das suas produções é metade desse comprimento. Quando concebe para cargas de trabalho típicas em vez de exceções, reduz a massa da máquina, a procura de energia e o custo de aquisição — muitas vezes poupando $50.000 ou mais enquanto mantém total capacidade de produção.

A métrica mais inteligente é esta: dimensione a sua prensa para o 80% das peças que realmente dobra, e subcontrate os raros extremos. Reduzir o comprimento de trabalho para metade quase reduz a necessidade de tonelagem para metade — uma carga de 5 pés trabalha facilmente com 80–100 toneladas, enquanto uma chapa de 10 pés exige aproximadamente 165. Lembre-se, a estrutura da prensa não fornece resistência gratuita; consome eletricidade e ocupa espaço quer esteja a trabalhar ou parada. Prensas sobredimensionadas são como camiões de carga estacionados — impressionantes, caros e subutilizados.
Compare as suas especificações com os trabalhos que processa rotineiramente. Use o Atalho do Aço Macio (≈8 × espessura(mm) × comprimento(m) = toneladas), depois ajuste para o inox com um multiplicador ×1.5–2.0 e inclua uma margem de segurança de 20%. Esse método colocará a sua necessidade real de desempenho dentro de cerca de 10% — suficientemente preciso para evitar tanto esforço desnecessário na máquina como gastos excessivos.
O seu poder de compra não é definido pela tonelagem — é definido pela relevância. Quando adapta uma prensa dobradora à sua carga diária de trabalho em vez de trabalhos raros, a matemática recompensa-o turno após turno com produtividade consistente e retornos inteligentes.
O comprimento declarado da cama de uma prensa dobradora raramente equivale ao verdadeiro vão útil de dobra. A medida chave é a distância entre as estruturas laterais da máquina— esses elementos verticais da estrutura que suportam o carro e a cama. Esta “distância entre colunas” muitas vezes fica 10–20 polegadas abaixo do comprimento nominal da cama, especialmente em designs orientados para o orçamento, onde a largura da estrutura é minimizada para poupar material. Por exemplo, uma prensa vendida com uma cama de 120 polegadas pode fornecer apenas 104 polegadas de folga real. Nestes casos, um painel de largura total irá bater nas estruturas laterais a menos que seja posicionado em ângulo, introduzindo riscos de dobras inconsistentes e possíveis colisões de ferramentas.
A folga para flanges acrescenta outra camada de complexidade. Flanges altos podem bater no carro ou na ferramenta superior durante o curso de retorno se a altura vertical aberta— a distância da cama ao carro na extensão total — menos o comprimento do curso for inferior à altura do flange. Uma armadilha comum ocorre quando a altura aberta é generosa mas o comprimento do curso é curto, deixando espaço insuficiente após a formação. Isto pode prender peças na prensa ou forçar uma remoção insegura. Para evitar isto, não confie apenas nas dimensões da cama; meça o flange mais alto em comparação com a altura fechada da máquina e adicione uma margem de segurança para o retorno elástico, que pode exigir mais 20–30% de folga.
A profundidade da garganta — a distância horizontal da linha de dobra até à borda interna da estrutura lateral da máquina — é frequentemente subestimada. Profundidades padrão de 6 a 12 polegadas geralmente são suficientes para trabalhos planos, mas podem limitar severamente peças formadas como canais em U, caixas profundas ou painéis deslocados. Se a distância da linha de dobra até à borda mais distante da peça exceder a profundidade da garganta, o material irá bater na estrutura em C durante a dobra. Isto é particularmente problemático em dobras grandes ou painéis de revestimento, que requerem folga significativa durante o fecho da dobra.
Material mais espesso aumenta ainda mais a necessidade de profundidade de garganta, à medida que o raio de oscilação cresce com a espessura. A conformação de aço de 1/4 de polegada, por exemplo, pode exigir até 50% mais profundidade de garganta do que chapa de espessura ligeira para evitar interferência da estrutura. Muitas oficinas só descobrem isto depois de os tempos de ciclo aumentarem devido a viragens ou reposicionamentos awkward das peças, o que frequentemente introduz erros de alinhamento. O simples passo preventivo: desenhar a peça, medir de cada linha de dobra até à extremidade oposta, e assegurar que essa distância cabe dentro da profundidade de garganta mais uma pequena folga de segurança.
| Conceito | Descrição |
|---|---|
| Definição de Profundidade de Garganta | Distância horizontal da linha de dobra até à borda interior da estrutura lateral da máquina. |
| Intervalo de Profundidade Padrão | Tipicamente entre 6 e 12 polegadas; adequado para trabalho plano. |
| Limitação para Peças Formadas | Pode restringir a conformação de canais em U, caixas profundas, painéis com desfasamento, se a distância da linha de dobra até à extremidade distante exceder a profundidade de garganta. |
| Interferência Potencial | O material pode bater na estrutura em C durante a dobra, especialmente para grandes envolvimentos ou painéis de caixa que requerem folga para oscilação. |
| Efeito da Espessura do Material | Material mais espesso aumenta a profundidade de garganta necessária devido ao maior raio de oscilação. |
| Exemplo de Requisito | A conformação de aço de 1/4 de polegada pode exigir até 50% mais profundidade de garganta do que chapa de espessura ligeira para evitar interferência da estrutura. |
| Impacto da Profundidade Insuficiente | Provoca tempos de ciclo mais longos, viragem/reposicionamento awkward da peça, e erros de alinhamento. |
| Medida Preventiva | Nos desenhos das peças, medir de cada linha de dobra até à extremidade oposta e garantir que cabe dentro da profundidade de garganta disponível mais a folga de segurança. |
A pegada de uma máquina envolve muito mais do que o comprimento da cama e a largura da estrutura. Equipamentos de segurança modernos e zonas de acesso para manutenção introduzem o que frequentemente se chama “pegada fantasma” — as áreas de buffer invisíveis à volta da quinadeira que devem permanecer livres. Cortinas de luz, exigidas pela OSHA para certas operações, normalmente requerem pelo menos 20 polegadas de distância desde a linha de ferramentas até aos postes emissor e recetor. Medidores de apoio retráteis podem estender-se ainda mais durante ciclos de mudança de ferramentas, descrevendo arcos entre 18 e 24 polegadas. Armários elétricos frequentemente acrescentam mais 12 a 16 polegadas à dimensão traseira ou lateral.
Quando se consideram todos estes componentes, uma prensa dobradeira com uma cama nominal de 10 pés pode, na realidade, exigir mais de 14 pés de espaço útil no chão. Ignorar estas zonas adicionais pode estrangular o fluxo de trabalho, obstruir corredores de empilhadores ou violar afastamentos de segurança obrigatórios. Algumas prensas chegam mesmo a apresentar ligeiras deflexões na estrutura durante cargas elevadas — certos modelos europeus registaram movimentos no gargalo de 2–4 polegadas sob alta tonelagem — o que pode alterar subtilmente as zonas de folga a meio do ciclo. Planeie sempre com base em medições de operação reais em vez de especificações de catálogo estáticas.
Pode realizar uma auditoria rápida de folgas em apenas alguns minutos utilizando as peças que já produz:
O sucesso significa verificar que cada medição crítica das suas peças cabe confortavelmente dentro do verdadeiro envelope de trabalho da máquina, e não apenas no comprimento da cama. Se mesmo uma peça não passar nestas verificações de folga, isso é um sinal de alerta. Ajuste a especificação da máquina ou modifique a geometria da peça antes de efetuar a compra. Esta avaliação de cinco minutos pode poupar milhares em tempo de configuração e evitar modificações dispendiosas após a entrega.
A crença de que adicionar mais eixos aumenta automaticamente os lucros é um dos equívocos duradouros da indústria. Na realidade, cada atualização de controlo aumenta a complexidade mais rapidamente do que expande a capacidade — a menos que o seu fluxo de trabalho e operadores estejam prontos para tirar pleno proveito disso. Uma prensa dobradeira CNC de 6 eixos sofisticada só gera retorno sobre o investimento quando os operadores conseguem interpretar dados de dobra complexos, compensar o retorno elástico e lidar com correções de ângulo em tempo real. Sem essas competências, a precisão adicional permanece bloqueada dentro do software, enquanto os custos de mão de obra e de depreciação da máquina aumentam.
Para a maioria das oficinas, os eixos Y1/Y2 sincronizados cobrem cerca de 80 % das operações de dobra com precisão inferior ao milímetro. Um operador de Nível II certificado segundo as normas NIMS pode alcançar constantemente uma precisão de ±0,5 mm em abas retas utilizando controlos NC semi‑automatizados. Esse mesmo operador custa menos para contratar e formar do que manter licenças de software e formação contínua para um CNC multi‑eixos. Quando técnicos bem treinados superam automatização subutilizada, o período de amortização do hardware extra simplesmente desaparece.
Dados de auditorias de fabrico confirmam esta tendência: oficinas que utilizam sistemas NC de 4 eixos com operadores experientes produzem peças indistinguíveis em qualidade daquelas feitas em máquinas de 6 eixos — exceto em trabalhos de caixas profundas ou múltiplas dobras complexas. O custo oculto não é o servo‑mecanismo extra, mas o especialista necessário para o manter calibrado. A menos que produza painéis aeroespaciais ou de eletrodomésticos de alta precisão diariamente, o cálculo custo‑benefício favorece consistentemente contratar competência em vez de comprar capacidade.
A programação offline separa a eficiência teórica do rendimento real. Uma prensa dobradeira CNC verdadeira justifica o seu investimento quando o próximo trabalho é preparado enquanto o atual ainda está em ciclo. O indicador‑chave é simples: o seu operador consegue carregar os dados de ferramentas e simular o Trabalho 2 dentro de dez minutos após o início do Trabalho 1? Se não, parte do valor do seu CNC está parado em tempo de espera.
Oficinas com produção de elevada variedade e baixo volume normalmente subestimam o potencial de sobreposição que estão a deixar por explorar. Em prensas manuais ou NC, os operadores têm de parar a produção para reajustar batentes, realinhar matrizes e testar a primeira peça. Essa paragem de 25–40 % do tempo consome silenciosamente a capacidade. Em contraste, um operador CNC competente que utilize programação offline pode validar trajetórias de colisão e ajustar ferramentas antes de a prensa acabar o último ciclo — aproximando a utilização do veio de uma operação verdadeiramente contínua.
O desafio oculto é que possuir capacidade offline, por si só, não resolve nada. É necessária uma sólida proficiência na leitura de plantas, cálculo de deduções de dobra e navegação nos sistemas de coordenadas da máquina. Novos contratados frequentemente falham aqui — interpretando erradamente tabelas de compensação de dobra ou esquecendo-se de confirmar as coordenadas do batente traseiro durante a simulação. Quando isso acontece, as ferramentas de programação offline tornam-se pouco mais do que caros pesos digitais. O princípio orientador é simples: se os seus operadores não conseguem interpretar de forma independente uma folha de controlo, foque-se em formação abrangente antes de investir dinheiro em controladores atualizados.
A compensação de coroamento — a curvatura intencional para cima numa cama ou cabeçote de prensa para contrariar a deflexão — é um teste rigoroso tanto de conhecimento geométrico como de paciência. Com o coroamento manual, os operadores devem compreender como a carga, a espessura do material e o comprimento da peça combinam para deformar uma viga. Se os cálculos estiverem errados, a dobra resultante também estará — e até mesmo um erro de dez graus ao longo de um metro de aço inoxidável pode tornar inutilizável todo um lote de alto valor.
O coroamento hidráulico ou controlado por CNC elimina as suposições. Estes sistemas medem a deflexão do cabeçote sob carga e ajustam o suporte central automaticamente, garantindo a planicidade sem necessidade de intervenção do operador. Os métodos manuais, por outro lado, dependem de pacotes de calços ou parafusos de roda manual — soluções que funcionam bem para operadores experientes mas podem ser implacáveis para novatos. A fadiga também desempenha um papel; após horas de calços físicos, a precisão pode deslizar vários graus, desencadeando ciclos de retrabalho que reduzem profundamente as margens de lucro.
Para os gestores de produção, este é o momento em que os alarmes devem soar. Se a sua equipa luta consistentemente com a interpretação de plantas e a trigonometria necessária para compensação precisa, o verdadeiro custo do coroamento manual vai muito além de setups mais longos — transforma-se em desperdício dispendioso de material. A sua estratégia de equilíbrio reduz-se a dois caminhos: dedicar seis a doze meses a uma formação intensiva dos operadores, ou investir num sistema CNC que automatize completamente o processo. Uma rota preserva o valor da mão-de-obra; a outra protege contra leis fundamentais da física que não pode anular manualmente.
As ferramentas para prensas não são universalmente compatíveis e assumir que são pode rapidamente transformar a sua nova máquina numa peça cara de equipamento parado. As ferramentas tradicionais de estilo americano, comuns em instalações mais antigas nos EUA, apresentam um encaixe plano com dimensões de montagem baseadas em polegadas. As ferramentas de estilo europeu, por outro lado, têm normalmente um encaixe mais estreito, ombros retificados com precisão e seguem padrões métricos para aberturas de matrizes. Estes dois sistemas são fundamentalmente diferentes e não podem ser trocados de forma intercambiável sem modificação.
O problema de incompatibilidade é suficientemente grave que inquéritos do setor associam atrasos de instalação de 30–50% diretamente a pedidos de ferramentas incompatíveis. Considere o caso de uma oficina que comprou uma prensa europeia de alto nível equipada com grampos de especificação métrica, mas tentou poupar dinheiro encomendando um conjunto de punções de estilo americano. O resultado? Os punções não encaixavam, forçando três escolhas dispendiosas: maquinar calços personalizados para preencher a lacuna (custando mais de $5,000), comprar um sistema adaptador dedicado com complexidade adicional, ou substituir completamente as ferramentas. Cada opção significou semanas de produção perdida e um orçamento de ferramentas que aumentou para mais de quatro vezes o estimado original.
A solução é simples mas absolutamente crítica: confirme o sistema de fixação da sua máquina, o perfil do encaixe e as dimensões do assento da matriz antes de encomendar qualquer ferramenta. Combine não apenas o estilo geral — americano ou europeu — mas também as tolerâncias específicas do fabricante para altura, largura e classificações de carga. Esta diligência elimina o risco de adaptações, excessos de orçamento e prazos de entrega perdidos que podem sabotar o retorno sobre o investimento da sua prensa antes de ter feito a primeira peça.
Encomendar um conjunto de ferramentas completo — com todos os punções e matrizes concebíveis — pode parecer apelativo, mas quase sempre é um desperdício de recursos. Na prática, a maioria das oficinas pode lidar com 80% do seu trabalho com apenas três ferramentas cuidadosamente selecionadas: um punção agudo (85°) para dobras de ângulo versáteis, um punção pescoço de ganso para caixas e canais, e uma matriz de raio correspondente dimensionada para a chapa mais grossa que processa regularmente (diretriz de abertura de matriz: 8× espessura do material).
Antes de instalar a máquina, analise os trabalhos do último trimestre usando um mapa de ferramentas. Identifique os perfis que forma mais frequentemente, os materiais utilizados e os ângulos necessários. Comece com este kit “Dia Um” reduzido e depois monitorize os tempos reais de setup e as taxas de defeitos na produção. Se uma ferramenta especializada — como um punção de persiana $1,375 — permanece inutilizada ao longo de várias execuções, não é um investimento; está apenas a imobilizar capital.
Esta estratégia de compras faseada transforma aquisições de ferramentas de gastos especulativos em investimentos suportados por provas reais do mundo. Uma oficina de fabrico usou folhas de auditoria pós-instalação para identificar e cancelar encomendas de 40% de ferramentas inicialmente consideradas essenciais — mas nunca realmente usadas. As poupanças foram canalizadas para sistemas de fixação de alta velocidade, reduzindo os tempos de setup para cada trabalho para metade e aumentando a produção muito além do que o conjunto de ferramentas completo original poderia oferecer.
Matrizes de baixo custo de fornecedores não verificados frequentemente afirmam ter uma capacidade de dobra “comparável”, mas ficam aquém na metalurgia e na precisão dimensional. Um problema frequente surge ao trabalhar com aço inoxidável, que tem um fator K mais elevado — significando mais retorno elástico — e necessita de aproximadamente o dobro da pressão de conformação do aço macio. Matrizes de baixa qualidade frequentemente racham ou lascam sob estas forças, particularmente ao longo dos ombros, e perdem precisão na abertura em V, levando à substituição prematura.
Ao longo de um período de dois anos, os cálculos de custo são severos. Um conjunto de matrizes de $800 substituído duas vezes por ano acumula $3,200 em custos de compra. Ao acrescentar a perda de produtividade — cinco minutos por peça a $30/hora de mão‑de‑obra — ultrapassa-se $7,000 em tempo de paragem para cada substituição, sem contar o desperdício de dobras desalinhadas. Numa oficina de média produção, a conta oculta pode facilmente atingir $50,000 antes de alguém perceber o verdadeiro impacto do ciclo de substituição.
Em contraste, matrizes premium com aberturas em V retificadas com precisão e ligas tratadas termicamente costumam durar 18–24 meses sob cargas mistas, mantendo a precisão da dobra e reduzindo as taxas de sucata em até 40%. Um fabricante de dispositivos médicos documentou uma redução de 55% em rejeições após atualizar para ferramentas topo de gama — recuperando todo o investimento em apenas 16 meses, enquanto recuperava centenas de horas de mão‑de‑obra previamente perdidas na resolução de defeitos.
Conclusão: os custos do ferramental não são opcionais e subestimá-los resulta frequentemente numa desagradável surpresa de “$10.000–mais” para os compradores. Mesmo um conjunto básico e polivalente para uma pequena prensa dobradeira pode custar entre $1.000 e $5.000. Configurações mais avançadas — especialmente para dobradeiras CNC multi-eixo com controlo Y1/Y2/R, sistemas de compensação ou trocadores de ferramentas automáticos — podem facilmente atingir $10.000–$20.000, com a integração do trocador CNC a acrescentar mais $5.000–$30.000.
Antes de investir em ferramental para projetos que podem nunca concretizar-se, confirme os seus reais requisitos de dobra. Otimize os layouts típicos das peças para alcançar pelo menos 85% de aproveitamento de chapa, execute programas simulados de dobra e verifique que os perfis de dobra se alinham com a mistura de produção prevista. Esta revisão pré-ferramental ajuda a identificar trabalhos “unicórnio” — perfis especializados imaginados na fase de planeamento da máquina mas nunca realmente necessários.
Alocar orçamento para ferramental antes da chegada da dobradeira muda a sua mentalidade de compra, de centrada na máquina para centrada na produção, garantindo que pode alcançar máxima eficiência desde o primeiro dia. O verdadeiro valor da máquina não está na sua classificação de tonelagem ou na reputação da marca — está na precisão, adaptabilidade e tempo de funcionamento que o ferramental certo desbloqueia.
O quadro de uma prensa dobradeira guarda a história de cada chapa que dobrou, e verificar o paralelismo do carro é uma das formas mais rápidas de ler essa história. Utilize uma régua de precisão ou relógio comparador ao longo do carro em vários pontos, percorrendo todo o seu movimento. Se a desviação exceder 0,001 polegadas por pé, é provável que o quadro tenha sido distorcido por sobrecarga repetida — comum quando os operadores excedem os limites de tonelagem em aço inox espesso ou materiais de alta resistência.
Para uma avaliação rápida, realize o teste duas vezes: uma sem carga e outra com cerca de metade da tonelagem nominal da máquina. Numa dobradeira hidráulica bem mantida com carros independentes Y1 e Y2, ambos os lados devem manter-se dentro de 0,002 polegadas um do outro. Caso contrário, é provável que a máquina tenha sido utilizada além da sua capacidade de projeto, sacrificando a precisão na dobra. Ignorar esta verificação pode levar a trabalhos de realinhamento dispendiosos — algumas oficinas pagaram milhares para corrigir problemas de quadro não detetados na compra. Um vendedor de confiança deve aceitar um teste de paralelismo; se recusar, considere desistir ou insista num desconto significativo para cobrir os custos de reconstrução.
Enquanto os componentes mecânicos de uma prensa dobradeira podem durar décadas, a eletrónica falha muitas vezes muito antes. Sistemas NC pré-2000 e controladores CNC iniciais de marcas como Delem ou Cybelec podem ainda movimentar o carro suavemente, mas uma vez que o fabricante termina o suporte de firmware e peças, uma falha de servo ou módulo de comunicação pode tornar a máquina inteira inútil. Em alguns casos — como painéis estilo TP10S desatualizados — as peças de substituição são indisponíveis, tornando o retrofit total de controlo a única opção, custando tipicamente $10.000–$15.000.
Mesmo controladores que parecem relativamente modernos podem tornar-se “órfãos” se dependerem de ecossistemas de software proprietários ou não permitirem programação offline. Antes de fechar a compra, carregue um programa de teste simples que inclua dobras básicas e um movimento do eixo R (backgauge). Se não conseguir executar a rotina sem erros ou falhas, a eletrónica falhará quase certamente durante a produção. Uma mecânica robusta não compensa um controlo pouco fiável. Uma interface estável e bem suportada é tão crítica como um quadro sólido — sem ela, o tempo de inatividade anulará rapidamente qualquer poupança na compra em segunda mão.
As fugas hidráulicas são inevitáveis ao longo da vida de uma prensa dobradeira — mas a gravidade varia bastante. Uma película leve de óleo no carro na extensão máxima geralmente indica desgaste no vedante da haste, que é uma reparação de baixo custo, normalmente entre $50 e $200 por lado para peças de qualidade. Contudo, se ouvir um zumbido sob carga, vir leituras de pressão flutuantes ou notar óleo espumoso no reservatório, pode estar perante problemas de bomba. Substituir uma bomba de deslocamento variável avariada custa frequentemente entre $5.000 e $8.000, sem contar o tempo de produção perdido.
Para distinguir entre uma fuga menor e danos reais na bomba, acione o carro sem carga a cerca de 80% da velocidade máxima. Se o carro deslizar após parar ou a pressão oscilar em condições estáveis, suspeite de um problema na bomba ou na válvula, em vez de vedantes gastos. Inspecione também o óleo: fluido escuro com partículas metálicas pode indicar contaminação que foi erradamente tomada por falha da bomba. Em muitos casos, um serviço de limpeza do sistema de $300 pode restaurar o funcionamento adequado, desde que o sistema cumpra normas de limpeza. Teste sempre com o fluido hidráulico à temperatura de funcionamento — cerca de 140°F — dado que o óleo frio pode mascarar fugas enquanto o calor revela como os componentes atuam sob stress real.
Um comprador inteligente chega à inspeção preparado com três testes rápidos: verificação de paralelismo, carregamento de programa no controlador e ciclo hidráulico. Em menos de uma hora, pode confirmar a precisão do quadro, garantir que a eletrónica é estável e suportada, e calcular com precisão quaisquer problemas hidráulicos na sua proposta. Se o carro mantiver-se alinhado, o controlador executar um trabalho básico sem erros e a hidráulica mantiver a pressão de forma estável, provavelmente encontrou uma boa máquina. Mas se qualquer destes falhar — especialmente o sistema de controlo — está perante um erro dispendioso. Estes testes rápidos não identificam apenas falhas; dizem-lhe, na hora, se está prestes a comprar um ativo produtivo ou uma dor de cabeça dispendiosa disfarçada com pintura nova.
Um orçamento profissional de quinadeira deve assemelhar-se a um fato feito à medida — não a uma fatura inchada de extras que nunca pediu. Comece por definir claramente os materiais, espessuras e comprimentos de dobra que constituem 80% dos seus trabalhos. Estes são os seus elementos essenciais; tudo o que vai além disso permanece opcional até ser comprovadamente necessário. Por exemplo, se o seu trabalho habitual envolve dobrar aço inoxidável 304 de 3/16 de polegada numa extensão de 96 polegadas, faça o fornecedor demonstrar a capacidade de tonelagem da máquina, a precisão de dobra e a compatibilidade das ferramentas exatamente para essa carga de trabalho.
Substitua afirmações vagas como “aguenta até X toneladas” por cálculos precisos: exija que o fornecedor especifique a tonelagem com base na largura real da sua matriz em V, na resistência à tração do material (normalmente acima de 80 ksi para inox) e no comprimento da dobra. Isto elimina recomendações de tamanho inflacionadas, concebidas para aumentar preços e desperdiçar espaço valioso no chão de fábrica.
Desalinhamentos de ferramentas drenam muitas vezes os orçamentos silenciosamente — especialmente quando os sistemas americano e europeu/Wila não se alinham. A combinação errada pode comprometer a eficiência da configuração e obrigá-lo a usar adaptadores caros. Exija que o fornecedor confirme a compatibilidade com o estilo de ferramentas instalado, a altura do punção e a largura da matriz. E insista num “kit do Dia Um” completo que cubra as aplicações principais — dobras retas de 90° e rebatimentos — para que a produção não pare enquanto espera por componentes em falta.
As especificações podem vender máquinas, mas as demonstrações revelam a verdade. Exija sempre que as suas peças reais, materiais e sequências de dobra sejam testados na quinadeira candidata — ao vivo ou em vídeo. Trate isto como obrigatório: “Forme a minha peça de aço de 8 pés e 10 calibres com abas de 90°, registe todas as medições dimensionais antes e depois e filme o calço de retorno em operação durante cada ciclo.”
Os compradores que adotam esta abordagem descobrem praticamente todos os defeitos que a ficha técnica esconde — problemas de repetibilidade do martelo, deriva do calço de retorno e folgas no assento das ferramentas. Uma variação aparentemente pequena de 0,015 polegadas torna-se grave quando ampliada a toda uma série de produção, empurrando todas as abas para fora da tolerância e exigindo retrabalho dispendioso.
Vá além de uma única dobra de teste — realize uma sequência de produção realista: caixas com múltiplas etapas, rebatimentos ou offsets. Isto revelará limitações de profundidade da garganta, pontos de colisão e lentidão do software durante ciclos complexos de múltiplos eixos. É também a fase para avaliar a programação offline: meça quanto tempo demora a preparação e se o sistema identifica potenciais colisões em dobras em U ou depende de intermináveis ajustes por tentativa e erro.
Uma máquina que parece ideal no folheto, mas chega com quatro meses de atraso, custará mais a longo prazo do que pagar um pouco mais à partida. Prazos de entrega não cumpridos podem custar milhares de euros por semana em perda de produção a empresas de média dimensão. O seu RFQ deve especificar datas de entrega firmes, penalizações executáveis por atrasos e termos precisos para o suporte pós-venda.
Coloque tudo preto no branco: “Enviar até à data indicada ou incorrer numa penalização de 1% por cada semana de atraso; confirmar o porto de entrada; definir quem gere o desalfandegamento.” Exija compromissos escritos para horas de formação, tempo máximo de resposta de técnicos de campo (não superior a 48 horas) e disponibilidade garantida de peças sobressalentes no seu país durante pelo menos dois anos. Expressões como “a determinar” ou “sujeito a disponibilidade” costumam mascarar serviço lento ou componentes em falta.
Confirme a área exata de instalação antes de dar o aval. Os desenhos CAD devem refletir todas as necessidades de espaço livre — deslocação do calço de retorno, rotação da cortina de segurança, projeção do armário elétrico, e espaço de operador em todos os lados. Polegadas ignoradas podem bloquear o acesso de empilhadores ou apertar o fluxo de trabalho, transformando um suposto bom negócio numa dor de cabeça operacional.
O seu RFQ deve terminar com a pergunta que exige transparência total: “Qual é a vossa taxa de defeitos (”lemon rate’)?” Se registarem quantas máquinas são devolvidas ou substituídas, fornecerão um número. Se evitarem responder, assuma que será o próximo na lista de problemas. Apoie isto com dados — percentagens de tempo de funcionamento aos seis e doze meses, registos de falhas de ferramentas e histórico de reclamações de garantia para o modelo exato que lhe está a ser cotado.
Considere este exemplo: um fabricante do Midwest pediu orçamentos para três máquinas de tamanho semelhante. Os testes revelaram problemas ocultos — deriva de paralelismo em chapas pesadas de comprimento total, paragens do calço de retorno em rebatimentos e atraso do controlador durante a programação offline. As duas opções mais baratas teriam causado perdas de produtividade de $20.000 por ano. O fornecedor que cumpriu todas as especificações do RFQ entregou 99,8% de repetibilidade e enviou exatamente dentro do prazo.
Depois de submeter um RFQ como este, a diferença torna-se clara — os maus fornecedores desaparecem, os bons envolvem-se. Deixará de comprar quinadeiras com base em confiança cega, porque as provas estarão à sua frente.


















