

Una prensa plegadora no es una compra, es un cálculo. Sin embargo, con demasiada frecuencia ese cálculo se deja en manos de alguien motivado por una cuota, no por la precisión. Cuando tus cifras de tonelaje provienen de “tablas estándar” genéricas en lugar de los materiales y piezas que realmente formas, corres el riesgo de acabar con una máquina que o bien sobrepasa trabajos delicados o se detiene en seco en pliegues rentables. La diferencia entre un tonelaje preciso y una suposición no es teoría: es la línea entre el tiempo de actividad y el costoso tiempo de inactividad.
No puedes juzgar la fuerza de doblado a simple vista, especialmente cuando la geometría de las herramientas, las propiedades del material y la mezcla de trabajos pueden variar la carga requerida entre un 30 y un 70 por ciento. Un dimensionamiento real comienza con la física, no con el precio. Eso significa descubrir cómo las tablas estándar, las suposiciones sobre resistencia a la tracción y la variabilidad de los trabajos distorsionan tus datos de tonelaje, y aprender a reemplazar estimaciones vagas con cálculos sólidos.
Cada tabla de tonelaje colgada en una sala de exposición tiene el mismo defecto: supone acero dulce doblado en matrices impecables de 8×S bajo condiciones ideales. La producción real nunca es tan ordenada. La chapa fina se dobla más bruscamente; la placa gruesa se comporta de manera diferente. Si usas una matriz demasiado estrecha (por ejemplo, 6×S en lugar de 8×S), la fuerza requerida puede dispararse más allá de la capacidad mecánica de la plegadora. Si usas una demasiado ancha, el pistón debe recorrer más de lo que la prensa puede acomodar.

Aquí está la fórmula real: P = 650 × S² × L / V, donde P está en kilonewtons, S es el espesor en milímetros, L L V es la longitud de doblado en metros, y.
V.
El resultado es fácil de predecir: los talleres compran plegadoras de 100 toneladas para piezas que ocasionalmente requieren 160 toneladas, o gastan de más en bastidores sobredimensionados porque una demostración en material fino parecía perfecta. Prueba tu tonelaje a la profundidad real del trabajo, no a la profundidad de la sala de exposición, y los números dejarán de engañarte.
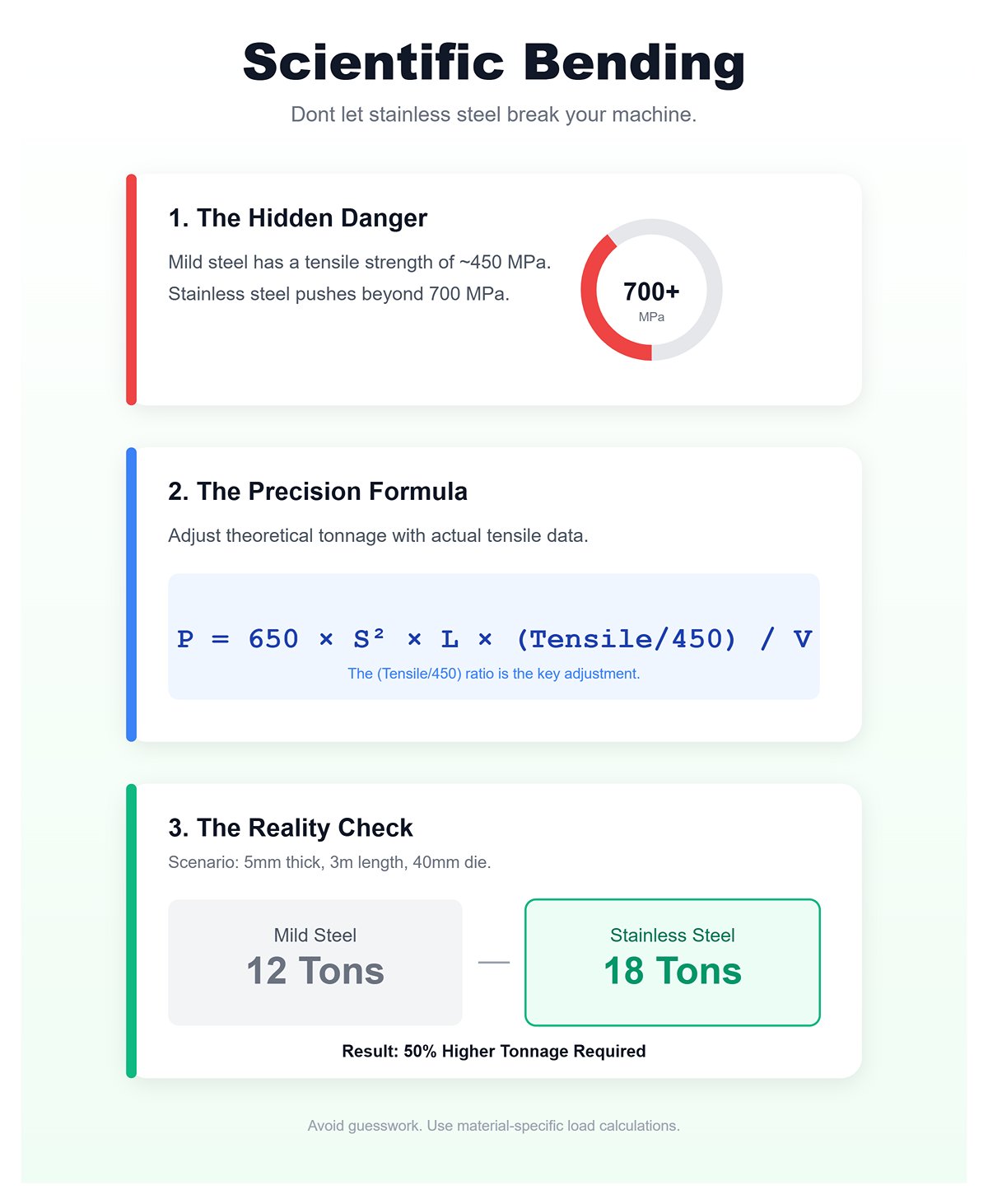
El factor inoxidable: ajustando la ecuación para la resistencia del material El acero inoxidable expone rápidamente la falacia de tratar todos los metales como iguales. Mientras que el acero dulce típicamente ofrece una resistencia a la tracción de alrededor de 450 MPa, el inoxidable puede superar ampliamente los 700 MPa. Esa resistencia adicional aumenta el tonelaje requerido en aproximadamente un 50 %, y aun así muchas de las llamadas tablas de tonelaje “universales” siguen suponiendo valores de acero dulce. Es por eso que muchos compradores se sorprenden cuando su prensa plegadora de 100 toneladas se dobla bajo piezas de inoxidable que pensaban que se plegarían fácilmente. Para corregir la resistencia del material, aplica esta fórmula base modificada: V = 40 mm, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18 toneladas—comparado con solo 12 toneladas para acero dulce. Escalando eso a lo largo de toda una jornada de producción, se vuelve claro por qué los bastidores subdimensionados se flexionan y producen ángulos de doblado inconsistentes.
Los gráficos que ignoran las variaciones de resistencia a la tracción ofrecen una imagen engañosa de la capacidad de la máquina. Las herramientas modernas—como el Load Calc de Cincinnati—utilizan datos específicos del material en lugar de suposiciones, calculando cargas precisas para cada tipo de metal. La solución no es comprar la prensa más grande que puedas encontrar; es comprar con precisión científica.
Pocas equivocaciones consumen capital más rápido que dimensionar una máquina para un trabajo que casi nunca verás. Muchos compradores ven una lámina de acero dulce de 10 pies con un grosor de ¼” y optan por una prensa de 165 toneladas, olvidando que la mayoría de sus producciones son de la mitad de esa longitud. Cuando diseñas para cargas de trabajo típicas en lugar de excepciones, reduces la masa de la máquina, la demanda de energía y el costo de compra—ahorrando a menudo $50,000 o más mientras mantienes plena capacidad de producción.

La métrica más inteligente es esta: califica tu prensa para el 80% de las piezas que realmente doblas, y subcontrata los casos extremos poco frecuentes. Reducir a la mitad la longitud de trabajo casi reduce a la mitad los requisitos de tonelaje—una carga de 5 pies funciona fácilmente con 80–100 toneladas, mientras que una placa de 10 pies exige aproximadamente 165. Recuerda, el bastidor de una prensa no proporciona fuerza gratis; consume electricidad y ocupa espacio tanto si está trabajando como si está inactiva. Las prensas sobredimensionadas son como camiones de carga estacionados—impresionantes, costosos y subutilizados.
Compara tus especificaciones con los trabajos que procesas habitualmente. Usa el Atajo para Acero Dulce (≈8 × espesor(mm) × longitud(m) = toneladas), luego ajusta para acero inoxidable con un multiplicador de ×1.5–2.0 e incluye un margen de seguridad de 20%. Ese método te pondrá dentro de aproximadamente 10% de tu requisito real de rendimiento—lo suficientemente preciso para evitar tanto el esfuerzo de la máquina como el gasto innecesario.
Tu poder de compra no está definido por el tonelaje—está definido por la relevancia. Cuando adaptas una prensa a tu carga de trabajo diaria en lugar de trabajos raros, las matemáticas te recompensan turno tras turno con productividad constante y retornos inteligentes.
La longitud nominal de la cama en una prensa rara vez equivale al verdadero espacio útil de doblado. La medida clave es la distancia entre los bastidores laterales de la máquina—esos miembros verticales del marco que soportan el carro y la cama. Esta “distancia entre columnas” a menudo queda 10–20 pulgadas por debajo de la longitud nominal de la cama, especialmente en diseños orientados al presupuesto donde el ancho del marco se minimiza para ahorrar material. Por ejemplo, una prensa anunciada con una cama de 120 pulgadas podría ofrecer solo 104 pulgadas de espacio real. En tales casos, un panel de ancho completo golpeará los bastidores a menos que se coloque en ángulo, lo que introduce riesgos de doblados inconsistentes y posibles colisiones de herramientas.
El espacio libre para pestañas añade otra capa de complejidad. Pestañas altas pueden impactar el carro o la herramienta superior durante el recorrido de retorno si la altura vertical abierta—la distancia desde la cama hasta el carro en su extensión máxima—menos la longitud de carrera es menor que la altura de la pestaña. Un error común ocurre cuando la altura abierta es generosa pero la longitud de carrera es corta, dejando un espacio insuficiente después de formar. Esto puede atrapar piezas en la prensa o forzar una extracción insegura. Para evitarlo, no confíes solo en las dimensiones de la cama; mide tu pestaña más alta contra la altura cerrada de la máquina, y añade un margen de seguridad para el retroceso elástico, que puede requerir 20–30% más de espacio libre.
La profundidad de garganta—la distancia horizontal desde la línea de doblado hasta el borde interior del bastidor lateral de la máquina—se subestima con frecuencia. Las profundidades estándar de 6 a 12 pulgadas suelen ser suficientes para trabajos planos, pero pueden limitar severamente piezas formadas como canales en U, cajas profundas o paneles desplazados. Si la distancia desde la línea de doblado hasta el borde más lejano de la pieza excede la profundidad de garganta, el material golpeará el marco en C durante el doblado. Esto es especialmente problemático con envolturas grandes o paneles de carcasa, que requieren un espacio de giro significativo a medida que se cierra el doblado.
El material más grueso aumenta aún más la demanda de profundidad de garganta, ya que el radio de giro crece con el calibre. Formar acero de 1/4 de pulgada, por ejemplo, puede requerir hasta un 50 % más de garganta que una chapa de calibre ligero para evitar interferencia con el marco. Muchos talleres solo descubren esto después de que los tiempos de ciclo se disparan debido a giros o reposicionamientos incómodos de la pieza, lo que a menudo introduce errores de alineación. El sencillo paso preventivo: dibuje su pieza, mida desde cada línea de doblado hasta el borde opuesto y asegúrese de que esa distancia encaje dentro de la profundidad de garganta más una pequeña tolerancia de holgura.
| Concepto | Descripción |
|---|---|
| Definición de profundidad de garganta | Distancia horizontal desde la línea de doblado hasta el borde interior del marco lateral de la máquina. |
| Rango estándar de profundidad | Típicamente de 6 a 12 pulgadas; adecuado para trabajo plano. |
| Limitación para piezas formadas | Puede restringir la formación de canales en U, cajas profundas, paneles con desplazamiento si la distancia desde la línea de doblado hasta el borde más alejado excede la profundidad de garganta. |
| Posible interferencia | El material puede golpear el marco en C durante el doblado, especialmente en envolturas grandes o paneles de cerramiento que requieren holgura para el giro. |
| Efecto del grosor del material | El material más grueso aumenta la profundidad de garganta requerida debido a un radio de giro mayor. |
| Requisito de ejemplo | Formar acero de 1/4 de pulgada puede requerir hasta un 50 % más de profundidad de garganta que una chapa de calibre ligero para evitar interferencia con el marco. |
| Impacto de profundidad insuficiente | Provoca tiempos de ciclo más largos, giros/reposicionamientos incómodos de la pieza y errores de alineación. |
| Medida preventiva | En los dibujos de la pieza, mida desde cada línea de doblado hasta el borde opuesto y asegúrese de que encaje dentro de la profundidad de garganta disponible más la tolerancia de holgura. |
La huella de una máquina implica mucho más que la longitud de la cama y el ancho del marco. El equipo de seguridad moderno y las zonas de acceso para mantenimiento introducen lo que a menudo se llama la “huella fantasma”: las áreas de amortiguación invisibles alrededor de la prensa plegadora que deben permanecer despejadas. Las cortinas de luz, exigidas por OSHA para ciertas operaciones, normalmente requieren al menos 20 pulgadas de separación desde la línea de herramientas hasta los postes emisores y receptores. Los topes traseros abatibles pueden extenderse aún más durante los ciclos de cambio de herramientas, describiendo arcos de entre 18 y 24 pulgadas. Los gabinetes eléctricos suelen añadir otras 12–16 pulgadas a la dimensión trasera o lateral.
Cuando se tienen en cuenta todos estos componentes, una prensa plegadora con una cama nominal de 10 pies puede en realidad requerir más de 14 pies de espacio útil en el suelo. Pasar por alto estas zonas adicionales puede ahogar el flujo de trabajo, obstruir los pasillos para montacargas o incumplir los retrocesos de seguridad requeridos. Algunas prensas incluso experimentan una ligera deflexión del marco durante cargas pesadas—ciertos modelos europeos han documentado de 2 a 4 pulgadas de movimiento de garganta bajo alta tonelada—lo que puede alterar sutilmente las zonas de despeje a mitad del ciclo. Siempre planifique utilizando mediciones en operación real en lugar de especificaciones estáticas de catálogo.
Puede realizar una auditoría rápida de despeje en solo unos minutos utilizando las piezas que ya produce:
El éxito significa verificar que cada medida crítica de sus piezas encaje cómodamente dentro del verdadero sobre de trabajo de la máquina, no solo su longitud de cama. Si incluso una pieza no pasa estas comprobaciones de despeje, eso es una señal de advertencia. Ajuste la especificación de la máquina o modifique la geometría de la pieza antes de comprometerse con la compra. Esta evaluación de cinco minutos puede ahorrar miles en tiempo de configuración y prevenir costosas modificaciones posteriores a la entrega.
La creencia de que añadir más ejes automáticamente aumenta las ganancias es uno de los conceptos erróneos más persistentes en la manufactura. En realidad, cada mejora de control aumenta la complejidad más rápido de lo que amplía la capacidad—a menos que su flujo de trabajo y operadores estén listos para aprovecharlo plenamente. Una sofisticada prensa plegadora CNC de 6 ejes solo ofrece retorno de inversión cuando los operadores pueden interpretar datos de doblado complejos, compensar el retroceso elástico y manejar correcciones de ángulo en tiempo real. Sin esas habilidades, la precisión adicional permanece bloqueada dentro del software mientras los costos laborales y la depreciación de la máquina aumentan.
Para la mayoría de los talleres, los ejes sincronizados Y1/Y2 manejan alrededor del 80 % de las operaciones de doblado con precisión submilimétrica. Un operador de nivel II certificado bajo los estándares NIMS puede lograr de manera consistente una precisión de ±0,5 mm en alas rectas utilizando controles NC semiautomáticos. Ese mismo operador cuesta menos de contratar y capacitar que mantener licencias de software e instrucción continua para un CNC multieje. Cuando técnicos bien entrenados superan a la automatización infrautilizada, el período de recuperación de la inversión en hardware adicional simplemente desaparece.
Los datos de auditoría de fabricación confirman esta tendencia: los talleres que operan sistemas NC de 4 ejes con operadores experimentados producen piezas indistinguibles en calidad de aquellas hechas en máquinas de 6 ejes—excepto para trabajos de cajas profundas o doblados múltiples complejos. El costo oculto no es el servo adicional, sino el especialista requerido para mantenerlo calibrado. A menos que produzca paneles de alta precisión para aeronáutica o electrodomésticos a diario, la ecuación costo-beneficio favorece de manera consistente contratar habilidad sobre comprar capacidad.
La programación offline separa la eficiencia teórica del rendimiento real. Una verdadera prensa plegadora CNC justifica su inversión cuando el siguiente trabajo está preparado mientras el actual aún está en ciclo. El indicador clave es sencillo: ¿puede su operador cargar datos de herramientas y simular el Trabajo #2 dentro de los diez minutos posteriores al inicio del Trabajo #1? Si no, parte del valor de su CNC está inactivo en tiempo de espera en cola.
Los talleres con producción de alta mezcla y bajo volumen suelen subestimar cuánto potencial de solapamiento están dejando sin aprovechar. En prensas manuales o NC, los operadores deben detener la producción para reajustar topes, realinear matrices y probar la primera pieza. Ese tiempo de inactividad de 25–40 % consume silenciosamente la capacidad. En contraste, un operador CNC capacitado que utilice programación offline puede validar rutas de colisión y ajustar herramientas antes de que la prensa termine su último ciclo—llevando la utilización del husillo más cerca de una operación verdaderamente continua.
El desafío oculto es que poseer capacidad offline por sí solo no resuelve nada. Requiere una sólida competencia en la lectura de planos, el cálculo de deducciones de doblado y la navegación por sistemas de coordenadas de máquinas. Los nuevos empleados suelen fallar aquí: interpretan mal las tablas de tolerancia de doblado o se olvidan de confirmar las coordenadas del tope trasero durante la simulación. Cuando eso ocurre, las herramientas de programación offline se convierten en poco más que costosos pisapapeles digitales. El principio rector es simple: si tus operarios no pueden interpretar de forma independiente una hoja de control, céntrate en una formación integral antes de invertir dinero en controladores mejorados.
La compensación de coronado—la curvatura intencional hacia arriba en la cama o el ariete de una prensa plegadora para contrarrestar la deflexión—es una prueba exigente tanto de conocimientos geométricos como de paciencia. Con el coronado manual, los operarios deben comprender cómo la carga, el espesor del material y la longitud de la pieza combinan para deformar una viga. Si los cálculos están equivocados, el doblado resultante estará equivocado—y un error de incluso diez grados en un metro de acero inoxidable puede inutilizar por completo un lote de alto valor.
El coronado hidráulico o controlado por CNC elimina las conjeturas. Estos sistemas miden la deflexión del ariete bajo carga y ajustan el soporte central automáticamente, asegurando la planitud sin intervención del operario. Los métodos manuales, por otro lado, dependen de paquetes de calzas o tornillos de volante—soluciones que funcionan bien para operarios experimentados pero pueden ser implacables para principiantes. La fatiga también influye; después de horas de calzado físico, la precisión puede desviarse varios grados, provocando ciclos de retrabajo que afectan profundamente los márgenes de beneficio.
Para los gerentes de producción, este es el punto en el que deberían sonar las alarmas. Si tu equipo lucha habitualmente con la interpretación de planos y la trigonometría necesaria para una compensación precisa, el verdadero coste del coronado manual va mucho más allá de configuraciones más largas: se convierte en un desperdicio costoso de material. Tu estrategia de equilibrio se reduce a dos caminos: dedicar de seis a doce meses a una formación intensiva de operarios, o invertir en un sistema CNC que automatice el proceso por completo. Una ruta preserva el valor de la mano de obra; la otra protege contra leyes físicas fundamentales que no puedes anular manualmente.
Las herramientas para prensa plegadora no son universalmente compatibles, y asumir que lo son puede convertir rápidamente tu máquina nueva en un costoso equipo inactivo. Las herramientas de estilo americano tradicional, comunes en instalaciones antiguas de EE. UU., presentan una lengüeta plana con dimensiones de montaje en pulgadas. Las herramientas de estilo europeo, en cambio, suelen tener una lengüeta más estrecha, hombros rectificados con precisión y siguen estándares métricos para las aberturas de matriz. Estos dos sistemas son fundamentalmente diferentes y no pueden intercambiarse sin modificaciones.
El problema de incompatibilidad es lo suficientemente grave como para que encuestas de la industria vinculen entre el 30 y el 50% de los retrasos de instalación directamente a pedidos de herramientas incompatibles. Considera el caso de un taller que compró una prensa plegadora europea de alta gama equipada con abrazaderas de especificación métrica, pero luego intentó ahorrar dinero pidiendo un juego de punzones de estilo americano. ¿El resultado? Los punzones no encajaban, obligando a tres opciones costosas: mecanizar calzas personalizadas para cubrir la diferencia (costando más de $5,000), comprar un sistema adaptador dedicado con mayor complejidad, o reemplazar las herramientas por completo. Cada opción significó semanas de producción perdida y un presupuesto de herramientas que se disparó a más de cuatro veces su estimación original.
La solución es sencilla pero absolutamente crítica: confirma el sistema de sujeción de tu máquina, el perfil de la lengüeta y las dimensiones del asiento de la matriz antes de pedir cualquier herramienta. Coincide no solo el estilo general—americano o europeo—sino también las tolerancias específicas del fabricante para altura, anchura y capacidad de carga. Esta diligencia elimina el riesgo de adaptaciones, sobrecostes y plazos de entrega incumplidos que pueden sabotear el retorno de inversión de tu prensa plegadora antes de que hayas fabricado tu primera pieza.
Pedir un juego de herramientas todo incluido—con cada punzón y matriz concebibles—puede sonar atractivo, pero casi siempre es un desperdicio de recursos. En la práctica, la mayoría de los talleres pueden manejar el 80% de su trabajo con solo tres herramientas cuidadosamente seleccionadas: un punzón agudo (85°) para doblado de ángulos versátil, un punzón cuello de ganso para cajas y canales, y una matriz de radio coincidente dimensionada para la chapa más gruesa que procesas regularmente (guía de apertura de matriz: 8× espesor del material).
Antes de instalar la máquina, analiza los trabajos del último trimestre usando un mapa de herramientas. Identifica los perfiles que formas con mayor frecuencia, los materiales utilizados y los ángulos requeridos. Comienza con este kit “Día Uno” reducido, luego supervisa los tiempos reales de configuración y las tasas de defectos en producción. Si una herramienta especializada—como un punzón de persiana $1,375—permanece sin uso en múltiples ejecuciones, no es una inversión; simplemente está inmovilizando capital.
Esta estrategia de compra por fases convierte las adquisiciones de herramientas de un gasto especulativo en inversiones respaldadas por pruebas reales. Un taller de fabricación utilizó hojas de auditoría posteriores a la instalación para identificar y cancelar pedidos del 40% de herramientas inicialmente consideradas esenciales—pero nunca utilizadas realmente. Los ahorros se canalizaron hacia sistemas de sujeción de alta velocidad, reduciendo a la mitad los tiempos de configuración de cada trabajo y aumentando el rendimiento mucho más allá de lo que su paquete de herramientas todo incluido original podía ofrecer.
Las matrices económicas de proveedores no verificados suelen afirmar tener una capacidad de doblado “comparable” pero fallan en metalurgia y precisión dimensional. Un problema frecuente aparece al trabajar con acero inoxidable, que tiene un factor K más alto—lo que significa más recuperación elástica—y necesita aproximadamente el doble de presión de conformado que el acero dulce. Las matrices de baja calidad se agrietan o astillan con frecuencia bajo estas fuerzas, particularmente a lo largo de los hombros, y pierden precisión en la apertura en V, lo que lleva a un reemplazo prematuro.
En un período de dos años, la matemática de costes es dura. Un juego de matrices de $800 reemplazado dos veces al año acumula $3,200 en costes de compra. Si sumas la pérdida de productividad—cinco minutos por pieza a $30/hora de mano de obra—superas los $7,000 en tiempo de inactividad por cada reemplazo, sin contar el desperdicio por doblados desalineados. En un taller de volumen medio, el coste oculto puede fácilmente alcanzar $50,000 antes de que alguien note el verdadero impacto del ciclo de reemplazo.
En contraste, las matrices premium con aperturas en V rectificadas con precisión y aleaciones tratadas térmicamente suelen durar de 18 a 24 meses bajo cargas mixtas, manteniendo la precisión de doblado y reduciendo las tasas de chatarra hasta en un 40%. Un fabricante de dispositivos médicos documentó una reducción del 55% en rechazos tras actualizar a herramientas de primera calidad—recuperando su inversión completa en solo 16 meses, mientras recuperaba cientos de horas de mano de obra previamente perdidas en la resolución de defectos.
En resumen: los costos de utillaje no son opcionales, y subestimarlos a menudo resulta en una desagradable sorpresa de “$10,000 o más” para los compradores. Incluso un juego básico y versátil para una pequeña prensa plegadora puede costar entre $1,000 y $5,000. Configuraciones más avanzadas—especialmente aquellas para plegadoras CNC multieje con control Y1/Y2/R, sistemas de coronado o cambiadores de herramientas automatizados—pueden fácilmente alcanzar entre $10,000 y $20,000, con la integración de un cambiador CNC sumando otros $5,000–$30,000.
Antes de invertir en utillaje para proyectos que quizá nunca se materialicen, confirma tus verdaderos requisitos de plegado. Optimiza tus diseños típicos de piezas para lograr al menos un aprovechamiento de lámina de 85%, ejecuta programas simulados de plegado y verifica que los perfiles de plegado se alineen con tu mezcla de producción prevista. Esta revisión previa del utillaje ayuda a identificar trabajos “unicornio”—perfiles especializados ideados durante la etapa de planificación de la máquina pero que nunca se necesitan realmente.
Asignar presupuesto para el utillaje antes de la llegada de la plegadora cambia tu mentalidad de compra de centrada en la máquina a centrada en la producción, asegurando que puedas lograr la máxima eficiencia desde el primer día. El verdadero valor de la máquina no está en su capacidad de tonelaje ni en la reputación de la marca—está en la precisión, adaptabilidad y tiempo operativo que desbloquea el utillaje adecuado.
El bastidor de una prensa plegadora guarda la historia de cada lámina que ha doblado, y comprobar el paralelismo del pisador es una de las formas más rápidas de leer esa historia. Usa una regla de precisión o un indicador de carátula a lo largo del pisador en varios puntos, recorriendo todo su movimiento. Si la desviación supera 0.001 pulgadas por pie, es probable que el bastidor haya sido deformado por sobrecargas repetidas—común cuando los operadores exceden los límites de tonelaje en acero inoxidable grueso o materiales de alta resistencia.
Para una evaluación rápida, realiza la prueba dos veces: una sin carga y otra con alrededor de la mitad del tonelaje nominal de la máquina. En una plegadora hidráulica bien mantenida con pisadores independientes Y1 y Y2, ambos lados deberían mantenerse dentro de 0.002 pulgadas uno del otro. Si no, probablemente significa que la plegadora se ha usado más allá de su capacidad de diseño, sacrificando la precisión de plegado. Ignorar esta comprobación puede llevar a un costoso trabajo de realineación—algunos talleres han pagado miles para reparar problemas de bastidor que pasaron desapercibidos al comprar. Un vendedor de buena reputación debería aceptar una prueba de paralelismo; si se niega, considera retirarte o insiste en un descuento significativo para cubrir los costos de reconstrucción.
Aunque los componentes mecánicos de una prensa plegadora pueden durar décadas, su electrónica suele fallar mucho antes. Los sistemas NC anteriores al 2000 y los primeros controladores CNC de marcas como Delem o Cybelec pueden seguir operando el pisador suavemente, pero una vez que el fabricante termina el soporte de firmware y piezas, un servo o módulo de comunicación defectuoso puede inutilizar toda la máquina. En algunos casos—como los paneles estilo TP10S obsoletos—las piezas de repuesto son inalcanzables, dejando como única opción una actualización completa del control, que normalmente cuesta entre $10,000 y $15,000.
Incluso controladores que parecen relativamente modernos pueden convertirse en “huérfanos” si dependen de ecosistemas de software propietarios o no permiten programación offline. Antes de comprometerte con una compra, carga un programa de prueba simple que incluya pliegues básicos y un movimiento de eje R (tope trasero). Si no puede ejecutar la rutina sin errores o fallos, la electrónica casi con certeza fallará durante la producción. Una mecánica sólida no compensará un control poco fiable. Una interfaz estable y bien soportada es tan crítica como un bastidor sólido—sin ella, el tiempo de inactividad borrará rápidamente cualquier ahorro por comprar de segunda mano.
Las fugas hidráulicas son inevitables a lo largo de la vida útil de una prensa plegadora—pero su gravedad varía ampliamente. Una ligera película de aceite en el pisador a plena extensión generalmente indica desgaste del sello del vástago, lo cual es una reparación de bajo costo, típicamente entre $50 y $200 por lado para piezas de calidad. Sin embargo, si escuchas un zumbido bajo carga, ves lecturas de presión fluctuantes o notas aceite espumoso en el depósito, podrías estar enfrentando problemas de bomba. Reemplazar una bomba de desplazamiento variable defectuosa suele costar entre $5,000 y $8,000, sin contar el tiempo de producción perdido.
Para diferenciar entre una fuga menor y un daño real de bomba, recorre el pisador sin carga a aproximadamente 80% de la velocidad máxima. Si el pisador se desplaza después de detenerse o la presión fluctúa bajo condiciones estables, sospecha de un problema de bomba o válvula en lugar de sellos defectuosos. Inspecciona también el aceite: un fluido oscuro con partículas metálicas podría indicar contaminación que se ha confundido con falla de bomba. En muchos casos, una limpieza del sistema de $300 puede restaurar el funcionamiento correcto, siempre que el sistema cumpla con los estándares de limpieza. Siempre prueba con el fluido hidráulico a temperatura de operación—alrededor de 140°F—ya que el aceite frío puede ocultar fugas mientras que el calor revela cómo funcionan los componentes bajo estrés real.
Un comprador inteligente llega a la inspección preparado con tres pruebas rápidas: una comprobación de paralelismo, una carga de programa en el controlador y un ciclo hidráulico. En menos de una hora, puedes confirmar la precisión del bastidor, asegurar que la electrónica sea estable y esté soportada, y calcular con precisión cualquier problema hidráulico en tu oferta. Si el pisador se mantiene recto, el controlador ejecuta un trabajo básico sin errores y la hidráulica mantiene la presión de manera uniforme, probablemente hayas encontrado una buena máquina. Pero si alguna de estas falla—especialmente el sistema de control—estás ante un error costoso. Estas comprobaciones rápidas no solo identifican fallos; te dicen, en ese mismo momento, si estás a punto de adquirir un activo productivo o un dolor de cabeza costoso disfrazado con pintura nueva.
Una cotización profesional de prensa plegadora debería parecerse a un traje hecho a medida, no a una factura inflada llena de extras que nunca solicitaste. Comienza definiendo claramente los materiales, espesores y longitudes de plegado que conforman el 80% de tus trabajos. Estos son tus esenciales; cualquier cosa más allá de ellos permanece opcional hasta que se demuestre necesaria. Por ejemplo, si tu trabajo habitual implica doblar acero inoxidable 304 de 3/16 de pulgada en un tramo de 96 pulgadas, haz que el proveedor demuestre la capacidad de tonelaje de la máquina, la precisión de plegado y la compatibilidad de herramientas en esa carga exacta.
Reemplaza afirmaciones vagas como “maneja hasta X toneladas” con cálculos precisos: exige que el proveedor especifique el tonelaje según el ancho real de tu matriz en V, la resistencia a la tracción del material (típicamente por encima de 80 ksi para acero inoxidable) y la longitud de plegado. Esto elimina recomendaciones de tamaño infladas diseñadas para aumentar los precios y desperdiciar valioso espacio en el taller.
Las incompatibilidades de herramientas suelen agotar los presupuestos silenciosamente, especialmente cuando los sistemas americanos y europeos/Wila no coinciden. La combinación incorrecta puede paralizar la eficiencia de configuración y cargarte con adaptadores costosos. Exige que el proveedor confirme la compatibilidad con tu estilo de herramientas instalado, altura del punzón y ancho de la matriz. Y exige un “kit del día uno” completo que cubra aplicaciones básicas—pliegues rectos de 90° y dobleces—para que la producción no se detenga mientras esperas componentes faltantes.
Las especificaciones pueden vender máquinas, pero las demostraciones revelan la verdad. Siempre exige que tus piezas reales, materiales y secuencias de plegado se prueben en la prensa plegadora candidata—en vivo o en video. Trátalo como obligatorio: “Forma mi componente de acero de calibre 10 de 8 pies con pestañas de 90°, registra todas las mediciones antes y después, y captura el tope trasero en operación durante cada ciclo.”
Los compradores que adoptan este enfoque descubren casi todos los defectos que la hoja de especificaciones oculta—problemas de repetibilidad del ariete, deriva del tope trasero y juego en el asiento de herramientas. Una variación aparentemente menor de 0.015 pulgadas se vuelve grave cuando se escala a toda una producción, sacando todas las pestañas de tolerancia y exigiendo costosas retrabajos.
Ve más allá de un único pliegue de prueba—realiza una secuencia de producción realista: cajas de varios pasos, dobleces o desplazamientos. Esto revelará limitaciones de profundidad de garganta, puntos de colisión y ralentizaciones de software durante ciclos complejos de múltiples ejes. También es el momento de evaluar la programación offline: mide cuánto tarda la configuración y si el sistema identifica posibles colisiones en U o depende de interminables ajustes de prueba.
Una máquina que parece ideal en el folleto pero llega cuatro meses tarde costará más a largo plazo que pagar un poco extra por adelantado. Los plazos de entrega incumplidos pueden drenar a los talleres medianos miles cada semana en producción perdida. Tu RFQ debe especificar fechas de entrega firmes, penalizaciones aplicables por retrasos y términos precisos para el soporte postventa.
Ponlo por escrito: “Enviar en la fecha indicada o incurrir en una penalización de 1% por cada semana de retraso; confirmar el puerto de entrada; definir quién gestiona el despacho de aduana.” Exige compromisos escritos para horas de capacitación, tiempo máximo de respuesta de técnico de campo (no más de 48 horas) y disponibilidad garantizada de repuestos en tu país durante al menos dos años. Frases como “por definir” o “sujeto a disponibilidad” suelen ocultar servicio lento o componentes faltantes.
Confirma la huella exacta de instalación antes de aprobar. Los planos CAD deben reflejar todas las necesidades de espacio libre—recorrido del tope trasero, giro de la cortina de seguridad, proyección del gabinete eléctrico, además del espacio para el operador en todos los lados. Pulgadas pasadas por alto pueden bloquear el acceso de montacargas o estrechar tu flujo de trabajo, convirtiendo un supuesto trato en un dolor de cabeza operativo.
Tu RFQ debe terminar con la pregunta que exige total transparencia: “¿Cuál es su tasa de defectos?” Si llevan un registro de cuántas máquinas se devuelven o reemplazan, te darán una cifra. Si la evaden, asume que eres el próximo en su lista de problemas. Respáldalo con datos—porcentajes de tiempo de actividad a los seis y doce meses, registros de fallos de herramientas y antecedentes de reclamaciones de garantía para el modelo exacto que te están cotizando.
Considera este ejemplo: un fabricante del Medio Oeste solicitó cotizaciones para tres máquinas de tamaño similar. Las pruebas revelaron problemas ocultos—deriva de paralelismo en placas pesadas de longitud completa, bloqueos del tope trasero en dobleces y retraso del controlador durante la programación offline. Las dos opciones más baratas habrían provocado $20,000 al año en pérdida de productividad. El proveedor que cumplió todas las especificaciones del RFQ entregó una repetibilidad de 99.8% y envió exactamente según lo programado.
Una vez que envíes un RFQ como este, la división se vuelve clara—los proveedores deficientes desaparecen, los fuertes se comprometen. Dejarás de comprar prensas plegadoras con confianza ciega, porque la evidencia estará justo frente a ti.


















