

Листогибочный пресс — это не покупка, а расчёт. Однако слишком часто этот расчёт поручают человеку, которого мотивирует выполнение плана продаж, а не точность. Когда ваши данные по тоннажу берутся из общих “стандартных таблиц”, а не из материалов и деталей, которые вы реально гнёте, вы рискуете получить станок, который либо слишком мощный для деликатной работы, либо останавливается на прибыльных гибах. Разница между точным тоннажем и догадками — это не теория, а граница между временем работы и дорогостоящими простоями.
Вы не можете определить усилие гибки на глаз — особенно когда геометрия инструмента, свойства материала и разнообразие задач могут изменять требуемую нагрузку на 30–70 процентов. Правильный подбор начинается с физики, а не с цены. Это означает необходимость понять, как стандартные таблицы, предположения о прочности на разрыв и изменчивость заказов искажают ваши данные по тоннажу — и научиться заменять приблизительные оценки точными расчётами.
Каждая таблица тоннажа, висящая в выставочном зале, имеет один и тот же недостаток: она предполагает гибку мягкой стали на идеальных штампах 8×S в идеальных условиях. Реальное производство никогда не бывает таким аккуратным. Тонкий лист гнётся резче; толстая плита ведёт себя иначе. Используйте слишком узкий штамп (например, 6×S вместо 8×S) — и требуемое усилие может резко превысить механический предел пресса. Слишком широкий штамп — и ползун должен пройти дальше, чем пресс способен.

Вот реальная формула: P = 650 × S² × L / V, где P — в килоньютонах, S — толщина в миллиметрах, L L V — длина гиба в метрах, а.
V.
Результат легко предсказать: цеха покупают прессы на 100 тонн для деталей, которые иногда требуют 160 тонн, или переплачивают за избыточные рамы, потому что демонстрация на тонком материале выглядела идеально. Проверяйте свой тоннаж на реальной глубине работы, а не на выставочной, и цифры перестанут вводить вас в заблуждение.
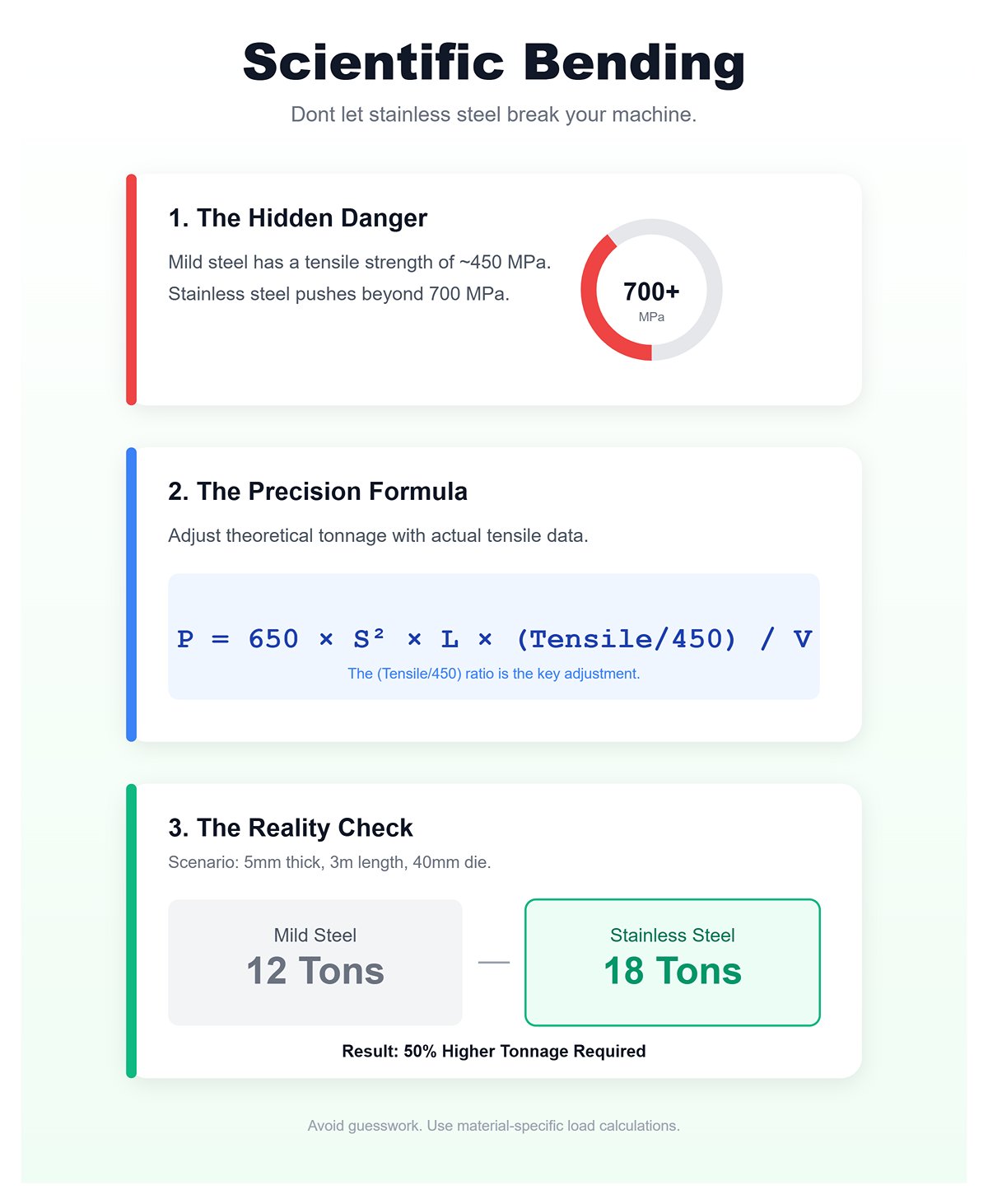
Фактор нержавейки: корректировка уравнения с учётом прочности материала Нержавеющая сталь быстро показывает ошибочность подхода, при котором все металлы считают равными. В то время как мягкая сталь обычно имеет прочность на разрыв около 450 МПа, нержавейка может превышать 700 МПа. Это дополнительное сопротивление увеличивает требуемый тоннаж примерно на 50 %, однако многие так называемые «универсальные» таблицы тоннажа всё ещё исходят из значений для мягкой стали. Именно поэтому многие покупатели оказываются удивлены, когда их пресс на 100 тонн не справляется с деталями из нержавейки, которые, как они думали, согнутся легко. Чтобы учесть прочность материала, используйте модифицированную базовую формулу: V = 40 мм, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18 тонн — по сравнению всего с 12 тоннами для мягкой стали. Если масштабировать это на весь дневной цикл, становится ясно, почему рамы меньшего размера прогибаются и дают непостоянные углы гиба.
Графики, игнорирующие различия в прочности на растяжение, дают искажённое представление о возможностях станка. Современные инструменты — такие как Load Calc от Cincinnati — используют данные, специфичные для материала, а не догадки, рассчитывая точные нагрузки для каждого типа металла. Решение — не покупать самый большой пресс, который можно найти, а покупать с научной точностью.
Мало ошибок, которые так быстро сжигают капитал, как выбор станка под работу, которую вы почти никогда не выполняете. Многие покупатели видят 10-футовый лист мягкой стали толщиной ¼” и тянутся к прессу на 165 тонн, забывая, что большая часть их производственных партий вдвое короче. Когда вы проектируете под типичные нагрузки, а не под исключения, вы снижаете массу станка, потребление энергии и стоимость покупки — часто экономя $50 000 или больше, сохраняя при этом полную производственную мощность.

Более разумный показатель такой: рассчитывайте пресс под 80% деталей, которые вы действительно гнёте, а редкие крайние случаи отдавайте на аутсорсинг. Уменьшение рабочей длины вдвое почти вдвое снижает требования к тоннажу — 5‑футовая нагрузка легко обрабатывается прессом на 80–100 тонн, тогда как 10‑футовая плита требует примерно 165. Помните, что рама пресса не даёт бесплатной прочности; она потребляет электричество и занимает место, работает ли она или простаивает. Станки с избыточной мощностью — как припаркованные грузовики: впечатляющие, дорогие и недоиспользуемые.
Сравните свои характеристики с работами, которые вы выполняете регулярно. Используйте Упрощённую формулу для мягкой стали (≈8 × толщина(мм) × длина(м) = тонны), затем скорректируйте для нержавеющей стали с коэффициентом ×1,5–2,0 и добавьте запас прочности 20%. Этот метод даст вам результат в пределах примерно 10% от реальной потребности — достаточно точно, чтобы избежать как перегрузки станка, так и лишних расходов.
Ваша покупательная способность определяется не тоннажем, а релевантностью. Когда вы подбираете пресс‑гиб под повседневную нагрузку, а не под редкие работы, математика вознаграждает вас смена за сменой стабильной производительностью и разумной отдачей.
Заявленная длина ложа на пресс‑гибе редко равна фактическому полезному пролету гиба. Ключевой размер — расстояние между боковыми стойками станка— теми вертикальными элементами рамы, которые поддерживают ползун и ложе. Это “расстояние между колоннами” часто на 10–20 дюймов меньше номинальной длины ложа, особенно в бюджетных моделях, где ширина рамы минимизирована для экономии материала. Например, пресс‑гиб с заявленным ложем 120 дюймов может иметь всего 104 дюйма фактического просвета. В таких случаях панель полной ширины упрётся в стойки, если не расположить её под углом, что создаёт риск непостоянных гибов и возможных столкновений с инструментом.
Просвет для отбортовок добавляет ещё один уровень сложности. Высокие отбортовки могут задеть ползун или верхний инструмент при обратном ходе, если вертикальная высота открытия— расстояние от ложа до ползуна в полностью поднятом положении — минус длина хода меньше высоты отбортовки. Частая проблема возникает, когда высота открытия велика, но длина хода мала, оставляя недостаточно места после формовки. Это может зажать деталь в прессе или вынудить к небезопасному извлечению. Чтобы избежать этого, не полагайтесь только на размеры ложа; измерьте самую высокую отбортовку относительно закрытой высоты станка и добавьте запас для пружинения, которое может потребовать на 20–30% больше просвета.
Глубина горловины — горизонтальное расстояние от линии гиба до внутреннего края боковой рамы станка — часто недооценивается. Стандартные глубины 6–12 дюймов обычно достаточны для плоских деталей, но могут серьёзно ограничить формованные изделия, такие как U‑образные каналы, глубокие коробки или панели со смещением. Если расстояние от линии гиба до дальнего края заготовки превышает глубину горловины, материал упрётся в С‑образную раму при гибке. Это особенно проблематично для больших обёрток или панелей корпусов, которым требуется значительный просвет при закрытии гиба.
Более толстый материал дополнительно увеличивает потребность в глубине горловины, так как радиус качания растёт вместе с толщиной. Формование стали толщиной 1/4 дюйма, например, может потребовать до 50 % больше глубины горловины, чем для тонколистового металла, чтобы избежать контакта с рамой. Многие мастерские обнаруживают это только после того, как время цикла значительно увеличивается из‑за неудобного переворачивания или перестановки деталей, что часто приводит к ошибкам выравнивания. Простая профилактическая мера: сделайте чертёж детали, измерьте расстояние от каждой линии сгиба до противоположного края и убедитесь, что оно помещается в глубину горловины плюс небольшой запас.
| Концепция | Описание |
|---|---|
| Определение глубины горловины | Горизонтальное расстояние от линии сгиба до внутреннего края боковой рамы станка. |
| Стандартный диапазон глубины | Обычно 6–12 дюймов; достаточно для плоских заготовок. |
| Ограничение для сформированных деталей | Может ограничивать формование U‑профилей, глубоких коробов, панелей со смещением, если расстояние от линии сгиба до дальнего края превышает глубину горловины. |
| Возможное препятствие | Материал может ударяться о С‑образную раму во время гибки, особенно при больших обхватах или панелях корпусов, требующих свободного качания. |
| Влияние толщины материала | Более толстый материал увеличивает требуемую глубину горловины из‑за большего радиуса качания. |
| Пример требования | Формование стали толщиной 1/4 дюйма может потребовать до 50 % больше глубины горловины, чем для тонколистового металла, чтобы избежать контакта с рамой. |
| Последствия недостаточной глубины | Приводит к увеличению времени цикла, неудобному переворачиванию/перестановке деталей и ошибкам выравнивания. |
| Профилактическая мера | На чертежах деталей измерьте расстояние от каждой линии сгиба до противоположного края и убедитесь, что оно помещается в доступную глубину горловины плюс запас. |
Габариты станка включают гораздо больше, чем длину стола и ширину рамы. Современные средства безопасности и зоны доступа для обслуживания создают так называемый “призрачный отпечаток” — невидимые буферные зоны вокруг листогиба, которые должны оставаться свободными. Световые шторы, требуемые OSHA для определённых операций, обычно нуждаются как минимум в 20 дюймах расстояния от линии инструмента до стоек излучателя и приёмника. Откидные задние упоры могут выдвигаться ещё дальше во время циклов смены инструмента, описывая дуги от 18 до 24 дюймов. Электрические шкафы часто добавляют ещё 12–16 дюймов к заднему или боковому размеру.
Когда вы учитываете все эти компоненты, листогибочный пресс с номинальным 10‑футовым столом может фактически потребовать более 14 футов полезной площади пола. Игнорирование этих дополнительных зон может затруднить рабочий процесс, перекрыть проходы для погрузчиков или нарушить требуемые зоны безопасности. Некоторые прессы даже испытывают небольшое прогибание рамы при больших нагрузках — у некоторых европейских моделей зафиксировано смещение горловины на 2–4 дюйма при высоком тоннаже — что может незаметно изменить зоны зазоров в середине цикла. Всегда планируйте, используя реальные рабочие измерения, а не статические данные из каталога.
Вы можете провести быструю проверку зазоров всего за несколько минут, используя детали, которые вы уже производите:
Успех означает подтверждение того, что каждое критическое измерение ваших деталей свободно помещается в реальную рабочую зону машины, а не только в длину её стола. Если хотя бы одна деталь не проходит эти проверки зазоров, это тревожный сигнал. Отрегулируйте спецификацию машины или измените геометрию детали до того, как примете решение о покупке. Эта пяти‑минутная оценка может сэкономить тысячи на времени наладки и предотвратить дорогостоящие модификации после доставки.
Вера в то, что добавление большего числа осей автоматически увеличивает прибыль, — одно из устойчивых заблуждений в производстве. На самом деле каждое обновление управления усложняет процесс быстрее, чем расширяет возможности — если только ваш рабочий процесс и операторы не готовы полностью использовать его. Сложный 6‑осевой листогибочный пресс с ЧПУ приносит окупаемость только тогда, когда операторы умеют интерпретировать сложные данные по сгибам, компенсировать упругий возврат и выполнять корректировки угла в реальном времени. Без этих навыков дополнительная точность остаётся запертой внутри ПО, в то время как затраты на рабочую силу и амортизацию оборудования растут.
Для большинства мелкосерийных цехов синхронизированные оси Y1/Y2 выполняют около 80 % операций гибки с точностью до субмиллиметра. Оператор уровня II, сертифицированный по стандартам NIMS, может стабильно достигать точности ±0,5 мм на прямых фланцах, используя полуавтоматическое NC‑управление. Такой оператор обходится дешевле в найме и обучении, чем расходы на лицензии ПО и постоянное обучение для многоосевого ЧПУ. Когда хорошо обученные техники превосходят недоиспользуемую автоматизацию, срок окупаемости дополнительного оборудования просто исчезает.
Данные аудита производства подтверждают эту тенденцию: цеха, работающие на 4‑осевых NC‑системах с опытными операторами, производят детали, неотличимые по качеству от изготовленных на 6‑осевых машинах — за исключением глубоких коробов или сложных многократных сгибов. Скрытая стоимость — это не дополнительный сервопривод, а специалист, необходимый для его постоянной калибровки. Если вы не производите ежедневно высокоточные панели для авиации или бытовой техники, соотношение затрат и выгод стабильно склоняется в пользу найма квалифицированных кадров, а не покупки дополнительных возможностей.
Офлайн‑программирование отделяет теоретическую эффективность от реальной производительности. Листогибочный пресс с ЧПУ оправдывает инвестиции, когда следующая работа подготавливается, пока текущая ещё выполняется. Ключевой показатель прост: может ли ваш оператор загрузить данные по оснастке и смоделировать работу № 2 в течение десяти минут после начала работы № 1? Если нет, часть ценности вашего ЧПУ простаивает в очереди.
Цеха с разнообразным, но малосерийным производством часто недооценивают, сколько потенциала перекрытия они упускают. На ручных или NC‑прессах операторы должны останавливать производство, чтобы перенастроить упоры, выровнять штампы и протестировать первый образец. Эти 25–40 % простоя незаметно съедают производительность. В отличие от этого, квалифицированный оператор ЧПУ, используя офлайн‑программирование, может проверить траектории на столкновения и скорректировать оснастку до того, как пресс завершит последний цикл — приближая использование шпинделя к настоящей непрерывной работе.
Скрытая проблема заключается в том, что наличие офлайн‑возможностей само по себе ничего не решает. Необходима уверенная компетенция в чтении чертежей, расчёте припусков на гиб и работе с координатными системами станка. Новички часто спотыкаются именно здесь — неверно читают таблицы припусков на гиб или забывают проверить координаты заднего упора во время симуляции. Когда это происходит, инструменты офлайн‑программирования превращаются в не более чем дорогие цифровые пресс‑папье. Руководящий принцип прост: если ваши операторы не могут самостоятельно интерпретировать контрольный лист, сосредоточьтесь на комплексном обучении, прежде чем тратить деньги на модернизированные контроллеры.
Компенсация прогиба — преднамеренное придание кровати или ползуну листогибочного пресса выгнутой вверх формы для противодействия прогибу — является строгим испытанием как геометрических знаний, так и терпения. При ручной компенсации операторы должны понимать, как нагрузка, толщина материала и длина заготовки вместе вызывают деформацию балки. Если расчёты неверны, то и гиб будет неверным — и даже десятиградусная ошибка на одном метре нержавеющей стали может сделать непригодной целую партию дорогостоящих изделий.
Гидравлическая или ЧПУ‑управляемая компенсация устраняет догадки. Эти системы измеряют прогиб ползуна под нагрузкой и автоматически регулируют центральную опору, обеспечивая плоскостность без участия оператора. Ручные методы, напротив, опираются на наборы прокладок или винтовые маховики — решения, которые хорошо работают у опытных операторов, но могут быть безжалостны к новичкам. Усталость также играет роль: после часов физической установки прокладок точность может снизиться на несколько градусов, что запускает циклы переделок и глубоко режет прибыль.
Для производственных менеджеров это тот момент, когда должны зазвенеть тревожные колокольчики. Если ваша команда регулярно испытывает трудности с чтением чертежей и тригонометрией, необходимой для точной компенсации, реальная стоимость ручной компенсации прогиба выходит далеко за рамки более длительных наладок — она перерастает в дорогостоящий перерасход материала. Ваша стратегия безубыточности сводится к двум путям: посвятить от шести до двенадцати месяцев интенсивному обучению операторов или инвестировать в систему с ЧПУ, которая полностью автоматизирует процесс. Один путь сохраняет ценность труда, другой защищает от фундаментальных физических факторов, которые невозможно преодолеть вручную.
Инструмент для листогибочного пресса не является универсально совместимым, и предположение об обратном может быстро превратить ваш новенький станок в дорогостоящий бездействующий агрегат. Традиционный американский инструмент, распространённый на старых предприятиях в США, имеет плоский хвостовик с дюймовыми монтажными размерами. Европейский инструмент, напротив, обычно имеет более узкий хвостовик, прецизионно шлифованные плечи и следует метрическим стандартам для размеров матриц. Эти две системы принципиально различны и не могут заменяться друг другом без модификаций.
Проблема несовместимости настолько серьёзна, что отраслевые опросы связывают 30–50% задержек при установке напрямую с заказами несовместимого инструмента. Рассмотрим случай мастерской, которая приобрела высококлассный европейский листогиб с зажимами по метрическим спецификациям, но попыталась сэкономить, заказав американский комплект пуансонов. Результат? Пуансон не подошёл, что вынудило сделать три дорогостоящих выбора: изготовить индивидуальные прокладки для устранения зазора (стоимостью более $5,000), купить специальную адаптерную систему с дополнительной сложностью или полностью заменить инструмент. Каждый вариант означал недели потерянного производства и бюджет на инструмент, выросший более чем в четыре раза от первоначальной оценки.
Решение простое, но абсолютно критичное: подтвердите систему зажима станка, профиль хвостовика и размеры посадочного места матрицы перед заказом любого инструмента. Согласуйте не только общий тип — американский или европейский — но и конкретные допуски производителя по высоте, ширине и нагрузке. Такая тщательность исключает риск доработок, перерасхода бюджета и срыва сроков поставки, которые могут сорвать окупаемость вашего листогиба ещё до того, как вы изготовите первую деталь.
Заказ полного комплекта инструмента — с каждым возможным пуансоном и матрицей — может звучать привлекательно, но почти всегда это пустая трата ресурсов. На практике большинство мастерских справляются с 80% своей работы всего тремя тщательно подобранными инструментами: острым пуансоном (85°) для универсальной гибки под разными углами, гусиным пуансоном для коробов и каналов, и матрицей с подобранным радиусом, рассчитанной на самую толстую обрабатываемую вами заготовку (рекомендация по размеру матрицы: 8× толщина материала).
До установки станка проанализируйте заказы за последний квартал, используя карту инструмента. Определите профили, которые вы формируете чаще всего, используемые материалы и требуемые углы. Начните с этого компактного набора “Первый день”, затем отслеживайте фактическое время наладки и уровень брака в производстве. Если специализированный инструмент — например, $1,375‑пуансон для жалюзи — остаётся невостребованным на протяжении нескольких серий, это не инвестиция; он просто замораживает капитал.
Такая поэтапная стратегия закупок переводит приобретение инструмента из спекулятивных трат в инвестиции, подкреплённые реальными данными. Одна фабрика использовала контрольные листы после установки, чтобы выявить и отменить заказы на 40% инструментов, которые изначально считались необходимыми, но так и не были использованы. Сэкономленные средства были направлены на высокоскоростные системы зажима, сократившие время наладки каждой работы вдвое и увеличившие производительность значительно больше, чем мог бы дать их первоначальный полный комплект инструмента.
Бюджетные матрицы от непроверенных поставщиков часто заявляют о “сопоставимой” способности к гибке, но уступают в металлургии и точности размеров. Частая проблема проявляется при работе с нержавеющей сталью, у которой выше коэффициент K — а значит, больше упругого возврата — и требуется примерно вдвое большее усилие формовки, чем для мягкой стали. Матрицы низкого качества часто трескаются или скалываются под такими нагрузками, особенно по плечам, и теряют точность в V‑образном отверстии, что приводит к преждевременной замене.
За двухлетний период расчёт затрат оказывается суровым. Комплект матриц за $800, заменяемый дважды в год, набегает на $3,200 только по закупочной стоимости. Если учесть потерю производительности — пять минут на деталь при ставке $30/час — то на каждый случай замены приходится более $7,000 простоя, не считая отходов от неправильно выполненных гибов. В мастерской со средними объёмами скрытые расходы легко могут достичь $50,000, прежде чем кто‑то заметит реальное влияние цикла замены.
Напротив, премиальные матрицы с прецизионно шлифованными V‑отверстиями и термообработанными сплавами обычно служат 18–24 месяца при смешанных нагрузках, сохраняя точность гиба и снижая уровень брака до 40%. Один производитель медицинских изделий зафиксировал снижение брака на 55% после перехода на инструмент высшего класса — окупив всю инвестицию всего за 16 месяцев и вернув сотни часов труда, ранее терявшихся на устранение дефектов.
Итог: стоимость оснастки не является необязательной, и её недооценка часто приводит к неприятному сюрпризу “$10,000+” для покупателей. Даже базовый универсальный комплект для небольшого листогиба может стоить $1,000–$5,000. Более продвинутые конфигурации — особенно для многоосевых CNC-листогибов с управлением Y1/Y2/R, системами компенсации прогиба или автоматическими сменщиками инструмента — легко достигают $10,000–$20,000, а интеграция CNC-сменщика добавляет ещё $5,000–$30,000.
Прежде чем инвестировать в оснастку для проектов, которые могут так и не реализоваться, уточните свои реальные требования к гибке. Оптимизируйте типовые раскладки деталей, чтобы достичь как минимум 85% использования листа, запустите симуляции программ гибки и убедитесь, что профили гиба соответствуют предполагаемому производственному ассортименту. Такой предварительный обзор оснастки помогает выявить “единорогов” — специализированные профили, придуманные на этапе планирования машины, но так и не понадобившиеся на практике.
Выделение бюджета на оснастку до прибытия листогиба меняет подход к покупке с ориентации на машину на ориентацию на производство, обеспечивая максимальную эффективность с первого дня. Настоящая ценность машины заключается не в её тоннаже или репутации бренда, а в точности, адаптивности и времени безотказной работы, которые открывает правильная оснастка.
Рама листогиба хранит историю каждого согнутого листа, и проверка параллельности ползуна — один из самых быстрых способов прочитать эту историю. Используйте точную линейку или индикатор часового типа по всей длине ползуна в нескольких точках, прогоняя его через полный ход. Если отклонение превышает 0,001 дюйма на фут, — скорее всего, рама была деформирована из-за многократных перегрузок, что часто случается, когда операторы превышают лимиты тоннажа при работе с толстой нержавеющей сталью или высокопрочными материалами.
Для быстрой оценки проведите тест дважды: один раз без нагрузки и ещё раз примерно при половине номинального тоннажа машины. В хорошо обслуживаемом гидравлическом листогибе с независимыми ползунами Y1 и Y2 обе стороны должны оставаться в пределах 0,002 дюйма друг от друга. Если нет — это, вероятно, означает, что листогиб работал сверх проектной мощности, жертвуя точностью гибки. Игнорирование этой проверки может привести к дорогостоящей юстировке — некоторые цеха платили тысячи за устранение проблем с рамой, пропущенных при покупке. Добросовестный продавец должен приветствовать тест на параллельность; если он отказывается, лучше уйти или настаивать на значительной скидке для покрытия затрат на восстановление.
Хотя механические компоненты листогиба могут служить десятилетиями, электроника часто выходит из строя гораздо раньше. NC-системы до 2000 года и ранние CNC-контроллеры от брендов вроде Delem или Cybelec могут всё ещё плавно управлять ползуном, но как только производитель прекращает поддержку прошивки и запчастей, отказ сервопривода или модуля связи может сделать всю машину бесполезной. В некоторых случаях — например, с устаревшими панелями типа TP10S — запчасти недоступны, и единственным вариантом остаётся полная замена системы управления, что обычно стоит $10,000–$15,000.
Даже контроллеры, кажущиеся относительно современными, могут превратиться в “сирот” при зависимости от закрытых программных экосистем или отсутствии возможности офлайн-программирования. Перед покупкой загрузите простой тестовый проект, включающий базовые гибы и движение по оси R (задний упор). Если он не может выполнить программу без ошибок или сбоев, электроника почти наверняка подведёт в производстве. Надёжная механика не компенсирует нестабильное управление. Стабильный, поддерживаемый интерфейс столь же важен, как и прочная рама — без него простой быстро сведёт на нет любую экономию от покупки б/у.
Гидравлические утечки неизбежны за срок службы листогиба — но их серьёзность сильно различается. Лёгкая плёнка масла на ползуне при полном выдвижении обычно говорит о износе уплотнения штока, что устраняется недорого — обычно $50–$200 за сторону для качественных деталей. Однако если вы слышите вой под нагрузкой, видите скачки давления или замечаете пену в масле в баке, возможно, проблема в насосе. Замена вышедшего из строя насоса с переменным рабочим объёмом часто стоит $5,000–$8,000, не считая потерь времени производства.
Чтобы отличить небольшую утечку от серьёзной поломки насоса, прогоните ползун без нагрузки примерно на 80% от максимальной скорости. Если ползун смещается после остановки или давление колеблется при стабильных условиях, подозревайте проблему с насосом или клапаном, а не с уплотнениями. Осмотрите масло: тёмная жидкость с металлическими частицами может указывать на загрязнение, ошибочно принятое за поломку насоса. Во многих случаях промывка системы за $300 может восстановить работу, если система соответствует стандартам чистоты. Всегда тестируйте при рабочей температуре гидравлической жидкости — около 140°F — так как холодное масло может скрывать утечки, а тепло показывает, как компоненты работают под реальной нагрузкой.
Разумный покупатель приходит на осмотр, подготовившись к трём быстрым тестам: проверке параллельности, загрузке программы в контроллер и гидравлическому циклу. Менее чем за час вы можете подтвердить точность рамы, убедиться в стабильности и поддержке электроники и точно учесть любые гидравлические проблемы в своём предложении. Если ползун остаётся точным, контроллер выполняет базовую работу без ошибок, а гидравлика стабильно держит давление — вероятно, вы нашли хорошую машину. Но если что-то из этого не пройдено — особенно система управления — вы рискуете совершить дорогостоящую ошибку. Эти быстрые проверки не просто выявляют недостатки; они сразу показывают, покупаете ли вы продуктивный актив или дорогостоящую проблему, замаскированную свежей краской.
Профессиональное коммерческое предложение на листогибочный пресс должно напоминать костюм, сшитый на заказ, а не раздутый счёт, полный дополнительных позиций, которые вы никогда не запрашивали. Начните с чёткого определения материалов, толщин и длин гибов, которые составляют 80% ваших работ. Это ваши основные параметры; всё, что выходит за их рамки, остаётся опциональным, пока не будет доказана необходимость. Например, если ваша регулярная работа включает гибку нержавеющей стали 304 толщиной 3/16 дюйма на длине 96 дюймов, заставьте поставщика продемонстрировать грузоподъёмность машины, точность гиба и совместимость оснастки именно при этой нагрузке.
Замените расплывчатые утверждения вроде “обрабатывает до X тонн” на точные расчёты: требуйте, чтобы поставщик указал грузоподъёмность на основе фактической ширины V-матрицы, предела прочности материала на растяжение (обычно выше 80 ksi для нержавейки) и длины гиба. Это исключает завышенные рекомендации по размеру, предназначенные для увеличения цены и бесполезной траты ценного производственного пространства.
Несоответствие оснастки часто тихо опустошает бюджеты — особенно когда американские и европейские/Wila системы не совпадают. Неправильная комбинация может парализовать эффективность наладки и обременить вас дорогостоящими адаптерами. Требуйте, чтобы поставщик подтвердил совместимость с вашим установленным типом оснастки, высотой пуансона и шириной матрицы. И настаивайте на полном “стартовом комплекте”, который покрывает основные операции — прямые гибы под 90° и загибы кромок — чтобы производство не остановилось в ожидании недостающих компонентов.
Характеристики могут продавать машины, но демонстрации показывают правду. Всегда требуйте, чтобы ваши реальные детали, материалы и последовательности гибов были протестированы на рассматриваемом листогибочном прессе — вживую или на видео. Считайте это обязательным: “Сформируйте мой 8-футовый компонент из стали толщиной 10 gauge с фланцами под 90°, запишите все размеры до и после, и снимите работу заднего упора на протяжении всего цикла”.”
Покупатели, которые используют этот подход, выявляют почти все недостатки, скрытые в спецификациях — проблемы с повторяемостью хода ползуна, дрейф заднего упора и люфт посадочных мест оснастки. Казалось бы, незначительное отклонение в 0,015 дюйма становится серьёзным при масштабировании на весь производственный цикл, выводя каждый фланец за пределы допуска и требуя дорогостоящей переделки.
Не ограничивайтесь одним пробным гибом — проведите реалистичную производственную последовательность: многоступенчатые коробки, загибы кромок или смещения. Это выявит ограничения по глубине горловины, точки столкновений и замедления работы ПО при сложных многоосевых циклах. Это также этап для оценки оффлайн-программирования: измерьте, сколько времени занимает наладка, и определите, выявляет ли система потенциальные столкновения при U-образных гибах или полагается на бесконечные пробные корректировки.
Машина, которая выглядит идеально в брошюре, но приходит с опозданием на четыре месяца, обойдётся дороже в долгосрочной перспективе, чем небольшая переплата заранее. Нарушение сроков поставки может лишить среднее предприятие тысяч долларов в неделю из-за потери выпуска продукции. Ваш RFQ должен чётко указывать твёрдые даты поставки, применимые штрафы за задержки и точные условия послепродажной поддержки.
Запишите чёрным по белому: “Отгрузить к указанной дате или понести штраф 1% за каждую неделю просрочки; подтвердить порт прибытия; определить, кто занимается таможенным оформлением”. Требуйте письменных обязательств по часам обучения, максимальному времени отклика полевого техника (не более 48 часов) и гарантированной доступности запасных частей в вашей стране минимум два года. Фразы вроде “TBD” или “по наличию” часто скрывают медленное обслуживание или отсутствие компонентов.
Подтвердите точные габариты установки до подписания. CAD-чертежи должны отражать все необходимые зазоры — ход заднего упора, поворот защитного экрана, выступ электрического шкафа, а также рабочее пространство оператора с каждой стороны. Пропущенные дюймы могут заблокировать доступ погрузчика или сжать ваш рабочий процесс, превратив выгодную сделку в эксплуатационную проблему.
Ваш RFQ должен завершаться одним вопросом, требующим полной прозрачности: “Каков ваш процент брака?” Если они отслеживают, сколько машин возвращают или заменяют, они дадут цифру. Если уклоняются от ответа — считайте, что вы следующий в их списке проблемных клиентов. Подкрепите это данными — процентами времени безотказной работы на шестом и двенадцатом месяце, записями о поломках оснастки и историей гарантийных обращений по конкретной модели, на которую вам дают предложение.
Рассмотрим пример: фабрикант из Среднего Запада запросил предложения на три машины схожего размера. Испытательные прогоны выявили скрытые проблемы — дрейф параллельности при гибке тяжёлых листов на полную длину, остановки заднего упора при загибах кромок и задержки контроллера при оффлайн-программировании. Два более дешёвых варианта привели бы к потере производительности на $20,000 долларов в год. Поставщик, который выполнил все требования RFQ, обеспечил повторяемость 99.8% и поставил машину точно в срок.
После подачи такого RFQ разделение становится очевидным — слабые поставщики исчезают, сильные вступают в контакт. Вы перестанете покупать листогибы на основе слепого доверия, потому что доказательства будут прямо перед вами.


















