

プレスブレーキは「購入品」ではなく「計算結果」です。しかし、その計算がしばしば精度ではなくノルマに動機づけられた人物に委ねられてしまいます。トン数の数値が、実際に成形する材料や部品ではなく、汎用的な「標準チャート」から導かれている場合、繊細な作業を過剰な力で押しつぶす機械や、利益の出る曲げ加工で停止してしまう機械を手にするリスクがあります。正確なトン数と推測の違いは理論ではなく、稼働時間と高額な停止時間の境界線です。.
曲げ力は目視では判断できません。特に、工具の形状、材料特性、作業負荷の組み合わせによって必要な荷重が30〜70%も変動することがあります。本当の適正サイズ決定は価格ではなく物理から始まります。つまり、標準チャートや引張強度の仮定、作業の変動がどのようにトン数データを歪めるかを明らかにし、曖昧な見積もりを確かな計算に置き換える方法を学ぶことです。.
ショールームに掲げられている全てのトン数チャートには同じ欠点があります。それは、理想的な条件下で完璧な8×Sダイを使い、軟鋼を曲げることを前提としている点です。実際の生産はそんなに整然としていません。薄板はより鋭く曲がり、厚板は異なる動きをします。ダイ幅を狭くしすぎる(例えば8×Sではなく6×Sを使用する)と、必要な力がブレーキの機械的定格を超えて急増します。逆に広すぎると、ラムの移動距離がプレスの許容範囲を超えてしまいます。.

これが本当の計算式です: P = 650 × S² × L / V, ここで、 P はキロニュートン単位、, S は板厚(ミリメートル)、, L L は曲げ長さ(メートル)、そして V.
はダイ開口幅です。トン数にするには10で割ります。変数を一つ変えるだけでトン数のプロファイル全体が変わります。特にダイ開口幅が重要です。5mmの板でダイを40mmから30mmに変えると、必要トン数はほぼ40%増加します。これはパンフレットではほとんど触れられません。なぜなら「標準チャート」は正確さよりも簡便さを優先しているからです。.
ステンレスの要因:材料強度に応じた計算式の調整.
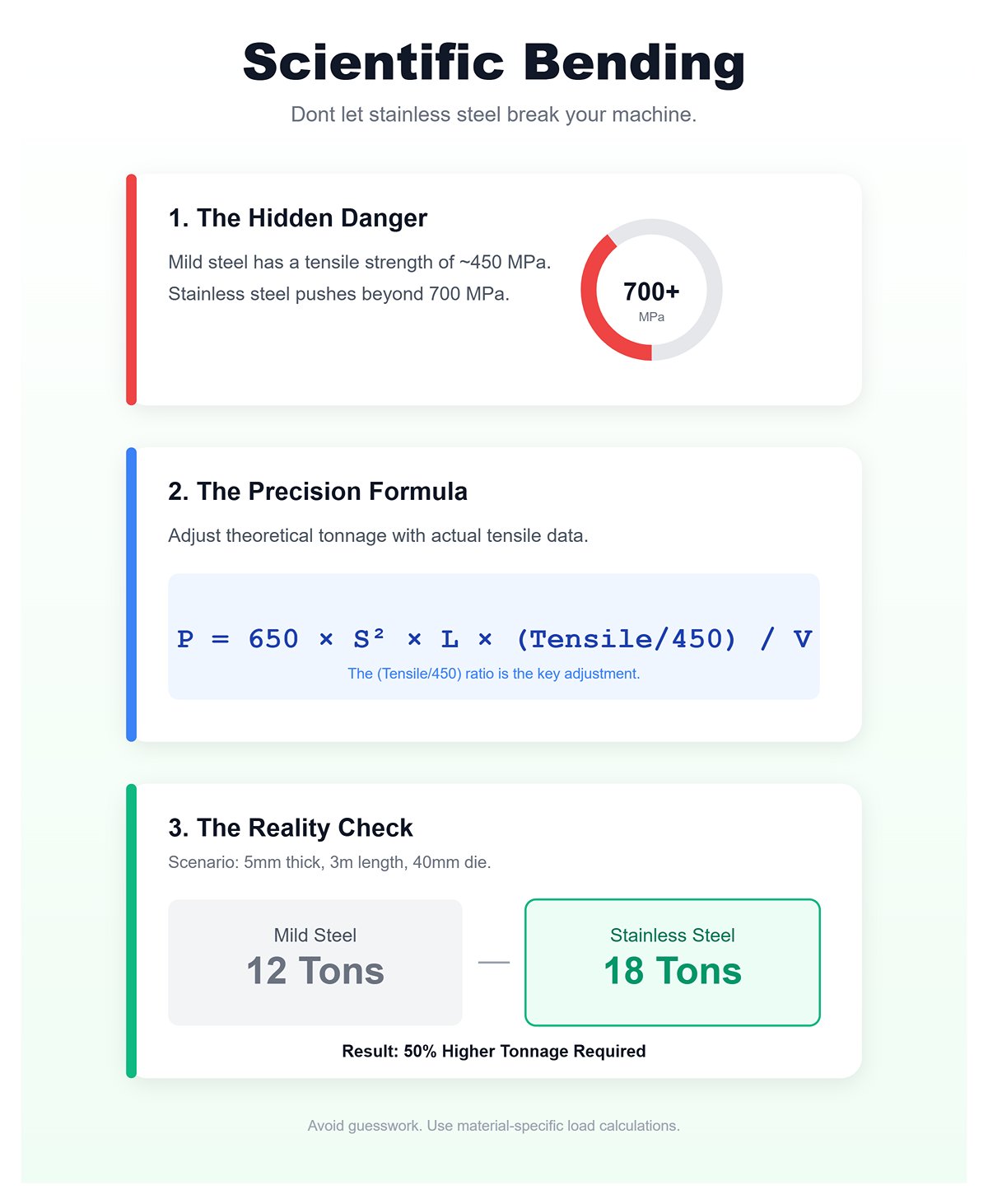
ステンレス鋼は、全ての金属を同等に扱う愚かさをすぐに露呈させます。軟鋼の引張強度が通常約450MPaであるのに対し、ステンレスは700MPaを大きく超えることがあります。この追加の抵抗は必要トン数を約50%増加させますが、多くの「万能」トン数チャートは依然として軟鋼の値を前提としています。そのため、100トンのプレスブレーキが、容易に曲げられると思っていたステンレス部品の前で屈してしまい、購入者が驚くことになるのです。 P = 650 × S² × L × (実際の引張強度 / 450) / V. この調整により、理論的なトン数を現実の数値に変換します。3メートルの長さで5mmのステンレスの場合、 は曲げ長さ(メートル)、そして = 40mm、, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18トン—軟鋼の場合はわずか12トンです。これを一日の全工程に当てはめれば、サイズ不足のフレームが曲がり、曲げ角度が不安定になる理由が明らかになります。.
引張強度の違いを無視したチャートは、機械能力について誤解を招きます。シンシナティのLoad Calcのような最新ツールは、推測ではなく材料固有のデータを使用し、金属の種類ごとに正確な荷重を計算します。解決策は、見つけられる中で最大のブレーキを買うことではなく、科学的な精度で購入することです。.
ほとんど遭遇しない仕事のために機械を選定することほど、資本を浪費する失敗はありません。多くの購入者は、¼インチ厚の10フィート軟鋼板を見て165トンプレスを選びますが、実際には生産の大半がその半分の長さです。例外ではなく通常の作業負荷に合わせて設計すれば、機械質量、電力需要、購入コストを削減でき、しばしば$50,000以上節約しながら完全な生産能力を維持できます。.

より賢い指標はこれです:実際に曲げる部品の80%に合わせてプレスを評価し、稀な極端な作業は外注すること。作業長を半分にすれば、トン数要求もほぼ半分になります—5フィートの作業負荷なら80〜100トンで容易にこなせますが、10フィートの板では約165トンが必要です。プレスフレームは無料の強度を提供するわけではなく、稼働中でも停止中でも電力を消費し、スペースを占有します。大型ブレーキは停車中の貨物トラックのようなもので、見た目は立派でも高価で、使い切れません。.
自分の仕様を日常的に処理する仕事と比較しましょう。使用するのは 軟鋼ショートカット (≈8 × 厚さ(mm) × 長さ(m) = トン数)、ステンレスの場合は×1.5〜2.0の係数を掛け、さらに20%の安全マージンを加えます。この方法なら、実際の性能要求の約10%以内に収まり、機械への負担や不要な過剰支出を避けられます。.
購入力はトン数で決まるのではなく、関連性で決まります。稀な作業ではなく日常的な作業負荷に合わせてプレスブレーキを選べば、シフトごとに安定した生産性と賢い利益をもたらす計算結果が得られます。.
プレスブレーキの公称ベッド長は、実際に使用できる曲げスパンと一致することはほとんどありません。重要な寸法は 機械の側面ハウジング間の距離—ラムとベッドを支える垂直フレーム部材です。この「コラム距離」は、公称ベッド長より10〜20インチ短いことが多く、特に材料節約のためにフレーム幅を最小化した低予算設計で顕著です。例えば、120インチベッドと宣伝されているブレーキでも、実際のクリアランスは104インチしかない場合があります。このような場合、全幅パネルは角度をつけない限りハウジングに当たり、不均一な曲げや工具衝突のリスクを伴います。.
フランジのクリアランスはさらに複雑さを加えます。背の高いフランジは、ラムや上型に戻り行程中に接触する可能性があります。これは、 垂直オープンハイト—ベッドからラムまでの全伸長時の距離—からストローク長を引いた値がフランジ高さより小さい場合に起こります。よくある落とし穴は、オープンハイトが十分でもストローク長が短く、成形後に十分なスペースが残らないことです。これにより部品がブレーキ内に閉じ込められたり、安全でない取り外しを強いられることがあります。これを避けるには、ベッド寸法だけに頼らず、最も高いフランジを機械のシャットハイトと比較し、スプリングバックに備えて20〜30%の安全マージンを加えることです。.
喉深さ—曲げ線から機械側フレーム内側までの水平距離—はしばしば過小評価されます。標準的な6〜12インチの深さは平板作業には十分ですが、Uチャンネル、深い箱形、オフセットパネルなどの成形部品には大きな制限となります。曲げ線からワークピースの遠端までの距離が喉深さを超えると、曲げ中に材料がCフレームに当たります。これは特に、大きなラップや筐体パネルのように、曲げが閉じる際に大きなスイングクリアランスが必要な場合に問題となります。.
厚い材料はさらに喉深さの必要量を増加させます。ゲージが大きくなるとスイング半径も大きくなるためです。例えば、1/4インチの鋼材を成形する場合、薄板よりも最大50%多くの喉深さが必要となり、フレーム干渉を避けることができます。多くの工場は、部品の反転や再配置の煩雑さによってサイクルタイムが大幅に延び、位置合わせの誤差が生じて初めてこの問題に気づきます。簡単な予防策は、部品図面を作成し、各曲げ線から反対側の端までの距離を測定し、その距離が喉深さとわずかなクリアランス許容量の範囲内に収まることを確認することです。.
| コンセプト | 説明 |
|---|---|
| 喉深さの定義 | 曲げ線から機械側フレーム内側までの水平距離。. |
| 標準深さの範囲 | 通常6〜12インチ;平板作業には十分。. |
| 成形部品における制限 | 曲げ線から遠端までの距離が喉深さを超える場合、Uチャンネル、深い箱形、オフセットパネルの成形を制限する可能性がある。. |
| 干渉の可能性 | 特に大きなラップや筐体パネルなど、スイングクリアランスが必要な場合、曲げ中に材料がCフレームに当たる可能性がある。. |
| 材料厚さの影響 | 厚い材料はスイング半径が大きくなるため、必要な喉深さが増加する。. |
| 必要量の例 | 1/4インチ鋼材の成形には、薄板よりも最大50%多くの喉深さが必要となり、フレーム干渉を回避できる。. |
| 深さ不足の影響 | サイクルタイムの延長、部品の反転や再配置の煩雑化、位置合わせの誤差を招く。. |
| 予防策 | 部品図面では、各曲げ線から反対側の端までを測定し、使用可能なスロート深さにクリアランス許容を加えた範囲内に収まることを確認します。. |
機械の設置面積は、ベッド長やフレーム幅だけでは測れません。現代の安全装置やサービスアクセスゾーンが、プレスブレーキ周囲に「ゴーストフットプリント」と呼ばれる目に見えないバッファ領域を生み出します。OSHAが特定の作業で義務付けるライトカーテンは、工具ラインから送信・受信ポストまで少なくとも20インチの間隔が必要です。スイング式バックゲージは工具交換サイクル中にさらに遠くまで伸び、18〜24インチの弧を描きます。電気キャビネットは背面や側面にさらに12〜16インチを追加することがよくあります。.
これらすべての要素を考慮すると、名目上10フィートのベッドを持つプレスブレーキでも、実際には14フィート以上の使用可能な床面積が必要になる場合があります。これらの追加ゾーンを見落とすと、作業の流れを妨げたり、フォークリフト通路を塞いだり、安全距離の要件を破ったりする可能性があります。中には高荷重時にわずかなフレームのたわみが発生するプレスもあり、ヨーロッパ製の一部モデルでは高トン数時にスロートが2〜4インチ動くことが記録されています。これにより、サイクル中にクリアランスゾーンが微妙に変化することがあります。必ずカタログの静的仕様ではなく、実際の運転時の測定値を基に計画してください。.
既に製造している部品を使えば、数分で簡単にクリアランス監査を行うことができます。
成功とは、部品のすべての重要寸法が機械の真の作業範囲内に余裕をもって収まることを確認することです。もし1つでもクリアランスチェックを通らない部品があれば、それは警告サインです。購入を決定する前に機械仕様を調整するか、部品形状を変更してください。この5分間の評価は、セットアップ時間を何千ドルも節約し、納品後の高額な改造を防ぐことができます。.
軸数を増やせば自動的に利益が上がるという考えは、製造業における長年の誤解です。実際には、制御のアップグレードは能力を広げるよりも速く複雑さを増します—ワークフローとオペレーターがそれを十分に活用できる準備が整っていない限り。高度な6軸CNCプレスブレーキは、オペレーターが複雑な曲げデータを解釈し、スプリングバックを補正し、ライブ角度補正を扱える場合にのみROIをもたらします。そうした技能がなければ、追加された精度はソフトウェア内に眠ったままで、労働コストと機械の減価償却が増えるだけです。.
大多数のジョブショップでは、同期Y1/Y2軸で約80%の曲げ作業をサブミリ精度で処理できます。NIMS基準で認定されたレベルIIオペレーターは、半自動NC制御を使って直線フランジで±0.5 mmの精度を安定して達成できます。そのようなオペレーターは、多軸CNCのソフトウェアライセンスや継続的な教育を維持するよりも、雇用・訓練コストが安く済みます。熟練技術者が十分に活用されない自動化を上回る性能を発揮する場合、追加ハードウェアの投資回収期間は事実上消えてしまいます。.
製造監査データはこの傾向を裏付けています。経験豊富なオペレーターが運用する4軸NCシステムは、深箱や複雑な多段曲げ作業を除き、6軸機で作られた部品と品質的に見分けがつきません。隠れたコストは追加サーボではなく、それを常に校正する専門技術者です。毎日高精度の航空宇宙部品や家電パネルを製造していない限り、コスト対効果の計算は一貫して能力購入より技能雇用を支持します。.
オフラインプログラミングは、理論上の効率と実際のスループットを切り離します。本物のCNCプレスブレーキは、現在の作業がサイクル中でも次の作業を段取りできるときに、その投資価値を正当化します。重要な指標は単純です:オペレーターがJob #1の稼働開始から10分以内に工具データを読み込み、Job #2をシミュレーションできるかどうか。もしできないなら、CNCの価値の一部が待ち時間として遊んでいることになります。.
多品種少量生産の工場では、活用できる重複作業の可能性を過小評価することがよくあります。手動やNCブレーキでは、ゲージの再設定、金型の再調整、初品試作のために生産を停止する必要があります。この25〜40%の停止時間が静かに生産能力を削ります。対照的に、オフラインプログラミングを使う熟練CNCオペレーターは、最後のサイクルが終わる前に衝突経路を検証し、工具を調整できるため、スピンドル稼働率を真の連続運転に近づけることができます。.
隠れた課題は、オフライン機能を持っているだけでは何も解決しないということです。図面の読み取り、曲げ代の計算、機械座標系の操作に熟達している必要があります。新入社員はここでよくつまずきます—曲げ代チャートの読み間違いや、シミュレーション中にバックゲージ座標を確認しないなどです。こうなると、オフラインプログラミングツールは高価なデジタル文鎮に過ぎなくなります。指針は単純です:作業者が制御シートを自力で解読できない場合は、アップグレードされたコントローラーに投資する前に包括的なトレーニングに注力すべきです。.
クラウニング補正—荷重によるたわみを打ち消すためにプレスブレーキのベッドやラムに意図的な上向きの曲率を与える—は、幾何学的知識と忍耐力の厳密な試験です。手動クラウニングでは、荷重、材料厚、ワーク長さがどのように組み合わさって梁を変形させるかを理解する必要があります。計算が間違っていれば、曲げも間違いになります—ステンレス鋼1メートルにわたって10度の誤差があれば、高価なバッチ全体が使い物にならなくなる可能性があります。.
油圧式やCNC駆動のクラウニングは、推測を排除します。これらのシステムは荷重下でのラムのたわみを測定し、中央支持を自動的に調整して、オペレーターの入力なしで平坦性を確保します。一方、手動方式はシムパックやハンドホイールスクリューに頼ります—熟練オペレーターには有効ですが、初心者には厳しい方法です。疲労も影響します;長時間の物理的なシム調整の後では、精度が数度ずれ、再作業サイクルが発生し、利益率を大きく削ります。.
生産管理者にとって、これは警鐘が鳴るポイントです。もしチームが図面の解釈や正確な補正に必要な三角法に頻繁に苦労しているなら、手動クラウニングの真のコストはセットアップ時間の延長を超えて、材料廃棄という高額な損失にまで及びます。損益分岐戦略は二つの道に集約されます:6〜12か月の集中的なオペレーター訓練に取り組むか、プロセスを完全に自動化するCNCシステムに投資するか。一方は労働価値を維持し、もう一方は手動では覆せない物理法則から守ります。.
互換性の問題は深刻で、業界調査では設置遅延の30〜50%が工具注文の不一致に直接起因するとされています。ある工場の事例では、メートル規格のクランプを備えた高級ヨーロッパ製プレスブレーキを購入したものの、コスト削減のためにアメリカ式パンチセットを注文しました。その結果?パンチが適合せず、3つの高額な選択肢を迫られました:隙間を埋めるための特注シム加工($5,000以上の費用)、複雑さが増す専用アダプターシステムの購入、または工具の全面交換。どの選択肢も数週間の生産停止と、工具予算が当初の4倍以上に膨らむ事態を招きました。.
解決策は単純ですが極めて重要です:工具を注文する前に、機械のクランプシステム、タング形状、ダイ座寸法を確認すること。アメリカ式かヨーロッパ式かという全体のスタイルだけでなく、メーカー固有の高さ、幅、荷重定格の公差も一致させること。この慎重さが、改造、予算超過、納期遅延のリスクを排除し、初品を作る前にプレスブレーキの投資回収を妨げる事態を防ぎます。.
「初日」キット:正当化できるものだけを購入する.
機械設置前に、過去四半期の作業を工具マップで分析します。最も頻繁に成形する形状、使用材料、必要角度を特定します。このスリムな「初日」キットから始め、実際のセットアップ時間と不良率を生産で監視します。例えば$1,375のルーバーパンチのような特殊工具が複数回の稼働で未使用なら、それは投資ではなく、資本を縛っているだけです。.
この段階的な購入戦略は、工具購入を推測的支出から実証済みの投資へと転換します。ある製造工場では、設置後の監査シートを使って、当初必須と考えていた工具の40%の注文を特定し、キャンセルしました。節約分は高速クランプシステムに充てられ、各作業のセットアップ時間を半減し、スループットを当初の包括的工具パッケージ以上に向上させました。.
安価なダイが結局高くつく理由.
未検証のサプライヤーからの低予算金型は、「同等の」曲げ能力を謳うことが多いですが、冶金や寸法精度で劣ります。よくある問題はステンレス鋼を扱う際に発生します。ステンレス鋼はK係数が高く、つまりスプリングバックが大きく、軟鋼の約2倍の成形圧力が必要です。低品質の金型は、この力により特にショルダー部で亀裂や欠けが生じやすく、V開口部の精度を失い、早期交換が必要になります。.
2年間で計算すると、コストは厳しいものになります。$800の金型セットを年2回交換すると、購入費用だけで$3,200に達します。生産性の損失を考慮すると—1時間あたり$30の労働で1部品あたり5分—交換ごとにダウンタイムで$7,000以上となり、曲げのずれによる廃棄は含まれていません。中規模工場では、この隠れた費用が誰も気づかないうちに$50,000に達することもあります。.
対照的に、精密研磨されたV開口部と熱処理合金を備えた高品質金型は、混合作業負荷下でも通常18〜24か月持ち、曲げ精度を維持し、廃棄率を最大40%削減します。ある医療機器メーカーは、最高級工具にアップグレードした後、不良品が55%減少したことを記録し、わずか16か月で投資を全額回収し、欠陥対応に失われていた数百時間の労働を取り戻しました。.
結論として、工具費用は避けられず、それを過小評価すると購入者に「$10,000以上」という不快な驚きをもたらすことがよくあります。小型プレスブレーキ用の基本的な汎用セットでも$1,000〜$5,000かかります。より高度な構成—特にY1/Y2/R制御、クラウニングシステム、自動工具交換機を備えた多軸CNCブレーキ用—では容易に$10,000〜$20,000に達し、CNC交換機統合でさらに$5,000〜$30,000が追加されます。.
実現しない可能性のあるプロジェクトのために工具へ投資する前に、実際の曲げ要件を確認してください。典型的な部品レイアウトを最適化して少なくとも85%の板材利用率を達成し、曲げシミュレーションプログラムを実行し、曲げプロファイルが予想される生産構成に合致していることを確認します。この事前ツールレビューは、「ユニコーン」ジョブ—機械計画段階で考案されたが実際には必要とされない特殊プロファイル—を特定するのに役立ちます。.
ブレーキ到着前に工具予算を割り当てることで、購入の考え方が機械中心から生産中心へと変わり、初日から最大効率を達成できます。機械の真の価値は、トン数評価やブランドの評判ではなく、適切な工具が解き放つ精度、適応性、稼働時間にあります。.
プレスブレーキのフレームには、それが曲げたすべての板の履歴が刻まれており、ラム平行度の確認はその履歴を読む最も迅速な方法の一つです。精密なストレートエッジやダイヤルゲージをラム上の複数箇所に当て、全行程を通して動かします。もし偏差が 1フィートあたり0.001インチ, を超える場合、フレームは繰り返しの過負荷によって歪んでいる可能性が高く、これは厚いステンレス鋼や高張力材でトン数制限を超えて作業する際によく見られます。.
簡易評価として、負荷なしで一度、そして機械定格トン数の半分程度で再度テストを行います。独立したY1およびY2ラムを備えた整備良好な油圧ブレーキでは、両側の差は 0.002インチ 以内であるべきです。そうでない場合、そのブレーキは設計容量を超えて使用され、曲げ精度が犠牲になっている可能性があります。この確認を怠ると高額な再調整作業につながることがあり、購入時に見逃したフレーム問題の修正に数千ドルを支払った工場もあります。信頼できる販売者は平行度テストを歓迎するはずです。もし拒否された場合は、立ち去るか、再構築費用をカバーする大幅な値引きを要求しましょう。.
プレスブレーキの機械部品は数十年持つことができますが、電子部品はそれよりも早く故障することが多いです。2000年以前のNCシステムやDelem、Cybelecなどの初期CNCコントローラは、ラムをスムーズに動かせる場合もありますが、メーカーがファームウェアや部品のサポートを終了すると、サーボや通信モジュールの故障で機械全体が使えなくなることがあります。場合によっては、旧式TP10Sスタイルのパネルなど、交換部品が入手不可能となり、唯一の選択肢が全面的な制御レトロフィットとなり、通常$10,000〜$15,000の費用がかかります。.
一見比較的新しいコントローラでも、独自ソフトウェア環境に依存していたり、オフラインプログラミングができない場合、「孤児」化することがあります。購入前に、基本的な曲げとR軸(バックゲージ)動作を含む簡単なテストプログラムをアップロードしてください。エラーやクラッシュなく実行できない場合、その電子機器は生産中にほぼ確実に不調をきたします。強固な機械構造でも、信頼性のない制御を補うことはできません。安定してサポートされるインターフェースは、堅牢なフレームと同じくらい重要です。これがなければ、中古購入による節約はダウンタイムですぐに失われます。.
プレスブレーキの寿命の中で油圧漏れは避けられませんが、その深刻度は大きく異なります。ラムを全伸長した際に薄い油膜が見られる場合は、ロッドシールの摩耗が原因であり、通常は片側あたり品質部品で$50〜$200の低コスト修理で済みます。しかし、負荷時にうなり音がしたり、圧力計の値が変動したり、リザーバー内の油が泡立っている場合は、ポンプの問題が考えられます。可変容量ポンプの故障交換は、通常$5,000〜$8,000の費用がかかり、生産停止時間も加わります。.
軽微な漏れと実際のポンプ損傷を見分けるには、負荷なしでラムを最大速度の約80%で作動させてみます。停止後にラムが動いたり、安定した条件下で圧力が変動する場合は、シール不良ではなくポンプやバルブの問題を疑いましょう。オイルも確認してください。金属粒子を含む暗い色の液体は、ポンプ故障と誤認されやすい汚染の可能性があります。多くの場合、$300のシステムフラッシュで正常機能を回復できますが、システムが清浄度基準を満たしていることが条件です。必ず作動温度(約140°F)で油圧作動液をテストしてください。冷たいオイルは漏れを隠し、熱は部品が実際の負荷下でどのように動作するかを明らかにします。.
賢い購入者は、検査に3つの迅速なテストを用意して臨みます。平行度チェック、コントローラープログラムのロード、油圧サイクルです。1時間以内にフレーム精度を確認し、電子機器が安定してサポートされていることを確かめ、油圧の問題を正確に見積もりに反映できます。ラムが正確で、コントローラーが基本作業をエラーなく実行し、油圧がスムーズに圧力を維持できれば、良い機械を見つけた可能性が高いです。しかし、これらのいずれかが失敗した場合—特に制御システム—それは高額な失敗となります。これらの迅速なチェックは欠陥を見つけるだけでなく、その場で生産性のある資産を購入するのか、塗装だけ新しい高額な厄介物を買うのかを教えてくれます。.
プロフェッショナルなプレスブレーキの見積もりは、不要な追加項目で膨れ上がった請求書ではなく、オーダーメイドのスーツのようであるべきです。まず、あなたの仕事の80%を占める材料、厚み、曲げ長さを明確に定義します。これが必須条件であり、それ以外は必要性が証明されるまでオプション扱いです。例えば、通常業務で3/16インチの304ステンレスを96インチ幅で曲げる場合、ベンダーにその正確な作業負荷での機械の加圧能力、曲げ精度、工具互換性を実演させましょう。.
「最大Xトンまで対応」などの曖昧な主張は、正確な計算に置き換えます。ベンダーに、実際のVダイ幅、材料の引張強度(ステンレスの場合は通常80 ksi以上)、曲げ長さに基づく加圧能力を明示させます。これにより、価格を吊り上げたり床面積を無駄にするための過大なサイズ推奨を排除できます。.
工具の不一致は予算を静かに消耗させます—特にアメリカ式とヨーロッパ/Wila式が合わない場合です。間違った組み合わせはセットアップ効率を低下させ、高価なアダプターを必要とします。サプライヤーに、既存の工具スタイル、パンチ高さ、ダイ幅との互換性を確認させましょう。そして、直角曲げやヘムなどの主要用途をカバーする完全な「初日キット」を要求し、部品不足で生産が停止する事態を防ぎます。.
仕様書は機械を売りますが、デモは真実を明らかにします。候補のプレスブレーキで、実際の部品、材料、曲げ工程を必ずテストさせましょう—ライブまたは動画で。必須条件として、「私の8フィート、10ゲージ鋼部品を90°フランジで成形し、前後の寸法をすべて記録し、各サイクルでバックゲージの動作を撮影する」と伝えます。“
この方法を取る購入者は、仕様書が隠すほぼすべての欠陥—ラムの繰り返し精度の問題、バックゲージのずれ、工具座の遊び—を発見します。一見小さな0.015インチの誤差も、全生産ロットに拡大するとすべてのフランジが公差外となり、高額な再加工が必要になります。.
単一の試験曲げにとどまらず、現実的な生産工程を実行しましょう。多段ボックス、ヘム、オフセットなどです。これにより、スロート深さの制約、衝突ポイント、複雑な多軸サイクル時のソフトウェアの遅延が明らかになります。また、オフラインプログラミングの評価もこの段階で行います。セットアップにかかる時間や、システムがU字曲げの衝突を事前に検出するか、試行錯誤に頼るかを確認します。.
カタログで理想的に見える機械でも、4か月遅れて到着すれば、少し高くても前払いした方が長期的には安く済みます。納期遅延は、中規模工場で週に数千ドルの損失を招くことがあります。RFQには、確定納期、遅延に対する罰則、アフターサポートの詳細条件を明記しましょう。.
白黒はっきり書きます。「指定日までに発送しない場合は、遅延1週間ごとに1%の罰金を科す。入港地を確認し、通関手続きを誰が管理するかを定義する」。研修時間、現場技術者の最大対応時間(48時間以内)、国内でのスペアパーツの最低2年間の保証供給を文書で要求します。「未定」や「在庫状況による」といった表現は、遅いサービスや部品不足を隠すことが多いです。.
署名前に正確な設置スペースを確認します。CAD図面には、バックゲージの移動範囲、安全カーテンの振れ、電気キャビネットの突出、全方向の作業者スペースなど、すべてのクリアランス要件を反映させる必要があります。数インチの見落としがフォークリフトの進入を妨げたり、作業動線を圧迫し、契約を運用上の頭痛の種に変えてしまいます。.
RFQの最後には、完全な透明性を求める質問を入れましょう。「不良率はどれくらいですか?」返却や交換された機械の割合を追跡していれば、数字を教えてくれるはずです。はぐらかす場合は、あなたが次の問題リスト入りと考えましょう。これをデータで裏付けます—6か月および12か月時点の稼働率、工具故障記録、見積もり対象モデルの保証請求履歴です。.
例えば、中西部のある製造業者が、ほぼ同サイズの3台の機械の見積もりを依頼しました。試験運転で隠れた問題が発覚—全長の重量板での平行度のずれ、ヘム時のバックゲージ停止、オフラインプログラミング中のコントローラー遅延。安価な2台は年間$20,000ドルの生産性損失につながるところでした。RFQ仕様をすべて満たしたベンダーは、99.8%の繰り返し精度を達成し、予定通りに出荷しました。.
このようなRFQを提出すると、差が明確になります—質の低いサプライヤーは消え、優れたサプライヤーが応じます。証拠が目の前にあるため、もはや盲目的にプレスブレーキを購入することはなくなります。.


















