

Bir abkant pres bir satın alma değil—bir hesaplamadır. Ancak çoğu zaman bu hesaplama, hassasiyet yerine kota ile motive olan birine bırakılır. Tonaj değerleriniz, gerçekten şekillendirdiğiniz malzemeler ve parçalar yerine genel “standart tablolar”dan geldiğinde, hassas işleri aşırı güçle yapan veya kârlı bükümlerde durma noktasına gelen bir makineyle karşılaşma riskiniz vardır. Doğru tonaj ile tahmin arasındaki fark teori değil—çalışma süresi ile maliyetli duruş arasındaki çizgidir.
Bükme kuvvetini gözle değerlendiremezsiniz—özellikle takım geometrisi, malzeme özellikleri ve iş yükü karışımı gereken yükü ila oranında değiştirebilirken. Gerçek boyutlandırma fiyatla değil fizik ile başlar. Bu, standart tabloların, çekme dayanımı varsayımlarının ve iş değişkenliğinin tonaj verinizi nasıl bozduğunu ortaya çıkarmak—ve gevşek tahminleri sağlam hesaplamalarla nasıl değiştireceğinizi öğrenmek anlamına gelir.
Bir showroom’da asılı duran her tonaj tablosu aynı kusuru taşır: kusursuz 8×S kalıplarda ideal koşullar altında bükülen yumuşak çelik varsayar. Gerçek üretim asla bu kadar düzenli değildir. İnce sac daha keskin bükülür; kalın plaka farklı hareket eder. Çok dar bir kalıp kullanırsanız (örneğin 8×S yerine 6×S) gereken kuvvet abkantın mekanik kapasitesini aşacak şekilde fırlayabilir. Çok geniş kullanırsanız, koç abkantın kapasitesinin ötesinde bir mesafe kat etmek zorunda kalır.

İşte gerçek formül: P = 650 × S² × L / V, burada P kilonewton cinsindedir, S milimetre cinsinden kalınlıktır, L metre cinsinden bükme uzunluğudur ve V kalıp açıklığıdır. Ton cinsinden değer için onu ona bölün. Yalnızca bir değişkeni ayarlamak tüm tonaj profilinizi değiştirir—özellikle kalıp açıklığını. 5 mm sacda 40 mm kalıptan 30 mm kalıba geçtiğinizde tonaj gereksinimi neredeyse artar. Bu, broşürlerde nadiren belirtilir çünkü “standart tablolar” doğruluğu basitlik uğruna feda eder.
Sonuç tahmin edilebilir: atölyeler, ara sıra 160 ton gerektiren parçalar için 100 tonluk abkantlar satın alır veya ince stok üzerindeki bir demo mükemmel göründüğü için gereğinden büyük gövdeler için fazla harcama yapar. Tonajınızı showroom derinliği yerine gerçek iş derinliğinde test edin, rakamlar sizi yanıltmayı bırakır.
Paslanmaz çelik, tüm metalleri eşit kabul etmenin yanlışlığını hızla ortaya çıkarır. Yumuşak çelik genellikle yaklaşık 450 MPa çekme dayanımı sunarken, paslanmaz çelik 700 MPa’nın çok üzerine çıkabilir. Bu ek direnç, gereken tonajı yaklaşık artırır, ancak birçok “evrensel” tonaj tablosu hâlâ yumuşak çelik değerlerini varsayar. Bu nedenle birçok alıcı, 100 tonluk abkant preslerinin kolayca büküleceğini düşündükleri paslanmaz parçalar karşısında zorlandığında şaşırır.
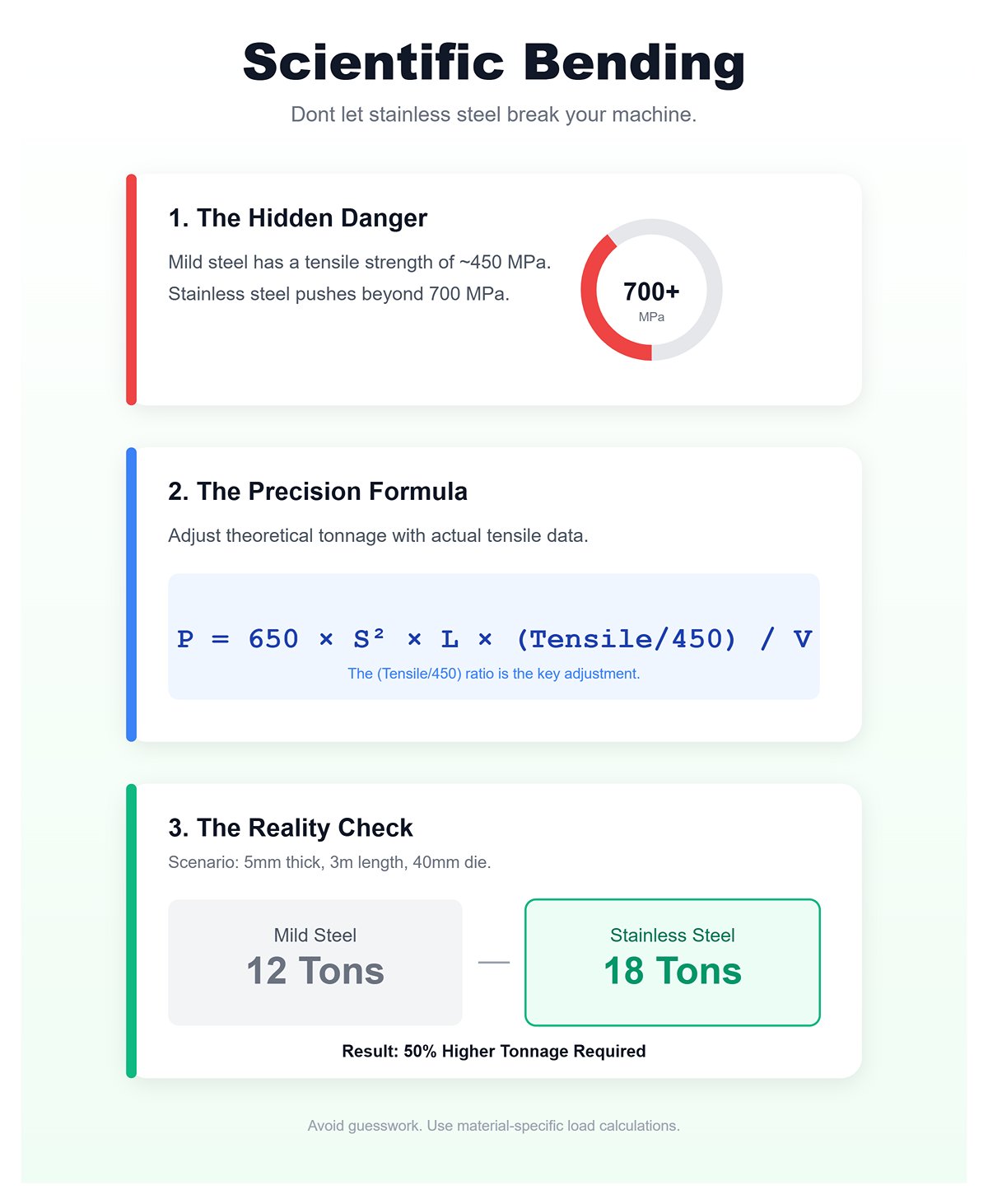
Malzeme dayanımı için düzeltme yapmak üzere şu değiştirilmiş temel formülü uygulayın: P = 650 × S² × L × (gerçek çekme / 450) / V. Bu ayarlama teorik tonajı gerçek dünya rakamlarına dönüştürür. 3 metre boyunca 5 mm paslanmaz için V = 40mm, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18 ton—yumuşak çelik için sadece 12 ton ile karşılaştırıldığında. Bunu tüm gün boyunca yapılan üretime ölçeklendirdiğinizde, neden küçük boyutlu çerçevelerin esnediği ve tutarsız bükme açıları verdiği açıkça görülür.
Çekme dayanımı değişimlerini görmezden gelen tablolar, makine kapasitesi hakkında yanıltıcı bir tablo sunar. Cincinnati’nin Load Calc gibi modern araçlar, tahmine dayalı değil, malzeme‑spesifik veriler kullanarak her metal türü için hassas yükleri hesaplar. Çözüm, bulabileceğiniz en büyük presi almak değil; bilimsel doğrulukla satın almaktır.
Bir makineyi neredeyse hiç karşılaşmayacağınız bir iş için boyutlandırmak, sermayeyi daha hızlı tüketen çok az hata vardır. Birçok alıcı, ¼” kalınlığında 10 feet’lik yumuşak çelik levhayı görüp 165 tonluk bir presi tercih eder, çoğu üretimlerinin yarı uzunlukta olduğunu unutarak. Tipik iş yükleri için tasarım yaptığınızda, makine kütlesini, güç ihtiyacını ve satın alma maliyetini azaltırsınız—çoğu zaman tam üretim kapasitesini korurken $50.000 veya daha fazla tasarruf sağlarsınız.

Daha akıllı ölçüt şudur: presinizi gerçekten bükmekte olduğunuz 80% parçalar için derecelendirin ve nadir uç durumları dışarıya yaptırın. Çalışma uzunluğunu yarıya indirmek, tonaj gereksinimlerini neredeyse yarıya indirir—5 feet’lik bir iş yükü 80–100 tonla kolayca çalışırken, 10 feet’lik bir plaka yaklaşık 165 ton gerektirir. Unutmayın, bir pres çerçevesi size bedava güç sağlamaz; çalışsa da çalışmasa da elektrik çeker ve yer kaplar. Büyük boy presler park edilmiş yük kamyonları gibidir—görkemli, pahalı ve az kullanılan.
Spesifikasyonlarınızı rutin olarak işlediğiniz işlerle karşılaştırın. Kullanın Yumuşak Çelik Kısayolu (≈8 × kalınlık(mm) × uzunluk(m) = ton), ardından paslanmaz çelik için ×1.5–2.0 çarpanı ekleyin ve 20% güvenlik payı dahil edin. Bu yöntem sizi gerçek performans gereksiniminizin yaklaşık 10% içinde tutar—hem makine zorlanmasını hem de gereksiz harcamayı önleyecek kadar doğru.
Satın alma gücünüz tonajla değil, uygunlukla tanımlanır. Presinizi nadir işler yerine günlük iş yükünüze göre uyarladığınızda, matematik size vardiya üstüne vardiya tutarlı üretkenlik ve akıllı getiriler sağlar.
Bir presin belirtilen yatak uzunluğu, gerçek kullanılabilir bükme açıklığına nadiren eşittir. Ana ölçüm makinenin yan gövdeleri arasındaki mesafe—ram ve yatağı destekleyen dikey çerçeve elemanlarıdır. Bu “kolon mesafesi” nominal yatak uzunluğundan genellikle 10–20 inç daha kısa olur, özellikle malzeme tasarrufu için çerçeve genişliğinin minimize edildiği bütçe odaklı tasarımlarda. Örneğin, 120 inç yatakla pazarlanan bir pres, yalnızca 104 inç gerçek açıklık sağlayabilir. Bu durumda, tam genişlikte bir panel, açılı yerleştirilmediği sürece gövdelere çarpar ve bu da tutarsız bükmeler ve olası takım çarpışmaları riskini doğurur.
Flanşlar için açıklık, başka bir karmaşıklık katmanı ekler. Yüksek flanşlar, açık yükseklik —tam uzatma konumunda yataktan rama olan mesafe—eksi strok uzunluğu, flanş yüksekliğinden az olduğunda geri dönüş sırasında ram veya üst takıma çarpabilir. Yaygın bir tuzak, açık yükseklik geniş olsa da strok uzunluğunun kısa olmasıdır; bu, şekillendirme sonrası yetersiz alan bırakır. Bu durum parçaları prese sıkıştırabilir veya güvenli olmayan çıkarma zorunluluğu doğurabilir. Bunu önlemek için yalnızca yatak ölçülerine güvenmeyin; en yüksek flanşınızı makinenin kapalı yüksekliği ile karşılaştırın ve geri esneme için 20–30% ek açıklık payı bırakın.Boğaz Derinliği ve Parça Geometrisi: “U‑Şekli” Çarpışmasını Önlemek.
Throat depth—the horizontal distance from the bend line to the inside edge of the machine’s side frame—is frequently underestimated. Standard depths of 6 to 12 inches typically suffice for flat work, but can severely limit formed parts like U‑channels, deep boxes, or offset panels. If the distance from bend line to the far edge of the workpiece exceeds the throat depth, the material will strike the C‑frame during bending. This is especially problematic with large wraps or enclosure panels, which require significant swing clearance as the bend closes.
Daha kalın malzeme, ölçü arttıkça salınım yarıçapı büyüdüğü için boğaz derinliği talebini daha da artırır. Örneğin, 1/4 inç çelik şekillendirmek, çerçeveye çarpma riskini önlemek için hafif sacdan % daha fazla boğaz derinliği gerektirebilir. Birçok atölye, parçaların zor şekilde çevrilmesi veya yeniden konumlandırılması nedeniyle çevrim süreleri uzadığında bunu fark eder; bu durum genellikle hizalama hatalarına yol açar. Basit önleyici adım: parça çiziminizi yerleştirin, her bükme hattından karşı kenara kadar ölçün ve bu mesafenin boğaz derinliği ile küçük bir boşluk payı içinde kalmasını sağlayın.
| Kavram | Açıklama |
|---|---|
| Boğaz Derinliği Tanımı | Bükme hattından makinenin yan çerçevesinin iç kenarına olan yatay mesafe. |
| Standart Derinlik Aralığı | Genellikle 6–12 inç; düz işler için yeterlidir. |
| Şekillendirilmiş Parçalar için Sınırlama | Bükme hattından uzak kenara olan mesafe boğaz derinliğini aşarsa U kanallar, derin kutular, offset panellerin şekillendirilmesini kısıtlayabilir. |
| Olası Çarpışma | Malzeme, özellikle büyük sarımlar veya salınım boşluğu gerektiren muhafaza panellerinde bükme sırasında C‑çerçeveye çarpabilir. |
| Malzeme Kalınlığının Etkisi | Kalın malzeme, daha büyük salınım yarıçapı nedeniyle gereken boğaz derinliğini artırır. |
| Örnek Gereksinim | 1/4 inç çelik şekillendirmek, çerçeveye çarpma riskini önlemek için hafif sacdan % daha fazla boğaz derinliği gerektirebilir. |
| Yetersiz Derinliğin Etkisi | Daha uzun çevrim sürelerine, parçaların zor şekilde çevrilmesi/yeniden konumlandırılmasına ve hizalama hatalarına yol açar. |
| Önleyici Önlem | Parça çizimlerinde, her bükme hattından karşı kenara kadar ölçün ve mevcut boğaz derinliği ile boşluk payı içinde kalmasını sağlayın. |
Bir makinenin ayak izi, yatak uzunluğu ve çerçeve genişliğinden çok daha fazlasını içerir. Modern güvenlik ekipmanları ve servis erişim bölgeleri, pres bükücünün etrafında boş tutulması gereken görünmez tampon alanlar olan “hayalet ayak izi”ni oluşturur. OSHA tarafından belirli işlemler için zorunlu kılınan ışık perdeleri, genellikle takım hattından verici ve alıcı direklere en az 20 inç mesafe gerektirir. Salınım yapabilen arka dayamalar, takım değiştirme döngülerinde 18 ile 24 inç arasında yaylar çizerek daha da uzağa uzanabilir. Elektrik panoları, sıklıkla arka veya yan boyuta 12–16 inç daha ekler.
Tüm bu bileşenleri hesaba kattığınızda, nominal 10 fitlik yatağa sahip bir abkant pres aslında 14 fitten fazla kullanılabilir zemin alanı gerektirebilir. Bu ekstra bölgeleri göz ardı etmek iş akışını boğabilir, forklift yollarını engelleyebilir veya gerekli güvenlik mesafelerini ihlal edebilir. Bazı presler ağır yükler sırasında hafif çerçeve sapması yaşar—bazı Avrupa modellerinde yüksek tonaj altında 2–4 inç boğaz hareketi belgelenmiştir—bu da çevrim ortasında boşluk bölgelerini ince bir şekilde değiştirebilir. Her zaman statik katalog özellikleri yerine canlı çalışma ölçümleriyle plan yapın.
Halihazırda ürettiğiniz parçaları kullanarak sadece birkaç dakikada hızlı bir boşluk denetimi yapabilirsiniz:
Başarı, parçalarınızın her kritik ölçüsünün makinenin gerçek çalışma alanına rahatça sığdığını doğrulamaktır, sadece yatak uzunluğuna değil. Eğer tek bir parça bile bu boşluk kontrollerini geçmezse, bu bir uyarı işaretidir. Satın almadan önce makine spesifikasyonunu ayarlayın veya parça geometrisini değiştirin. Bu beş dakikalık değerlendirme, kurulum süresinde binlerce dolar tasarruf sağlayabilir ve teslim sonrası maliyetli değişiklikleri önleyebilir.
Daha fazla eksen eklemenin otomatik olarak kârı artıracağı inancı, üretimin kalıcı yanılgılarından biridir. Gerçekte, her kontrol yükseltmesi yeteneği genişletmeden daha hızlı karmaşıklığı artırır—iş akışınız ve operatörleriniz bunu tam olarak kullanmaya hazır olmadıkça. Karmaşık bükme verilerini yorumlayabilen, geri esnemeyi telafi edebilen ve canlı açı düzeltmeleri yapabilen operatörler olmadıkça, sofistike 6 eksenli CNC abkant pres yatırım getirisini ancak bu şekilde sağlar. Bu beceriler olmadan, ek hassasiyet yazılımın içinde kilitli kalırken işçilik maliyetleri ve makine amortismanı artar.
İş atölyelerinin çoğu için, senkronize Y1/Y2 eksenleri bükme işlemlerinin yaklaşık ’ini milimetre altı hassasiyetle gerçekleştirir. NIMS standartlarına göre Seviye II sertifikalı bir operatör, yarı otomatik NC kontrolleri kullanarak düz flanşlarda ±0,5 mm doğruluğu tutarlı şekilde elde edebilir. Aynı operatör, çok eksenli CNC için yazılım lisanslarını ve sürekli eğitimi sürdürmekten daha düşük maliyetle işe alınır ve eğitilir. İyi eğitimli teknisyenler, yeterince kullanılmayan otomasyonu geride bıraktığında, ek donanımın geri ödeme süresi basitçe ortadan kalkar.
Üretim denetimi verileri bu eğilimi doğruluyor: deneyimli operatörlerle 4 eksenli NC sistemleri kullanan atölyeler, derin kutu veya karmaşık çoklu bükme işleri dışında, 6 eksenli makinelerle üretilen parçalarla kalite açısından ayırt edilemez parçalar üretiyor. Gizli maliyet ekstra servo değil, onu kalibreli tutmak için gereken uzmandır. Günlük olarak yüksek hassasiyetli havacılık veya beyaz eşya panelleri üretmiyorsanız, maliyet-fayda dengesi sürekli olarak beceriye yatırım yapmayı yetenek satın almaya tercih eder.
Çevrimdışı programlama, teorik verimlilik ile gerçek üretim hızını ayırır. Gerçek bir CNC abkant pres, mevcut iş hâlâ çalışırken bir sonraki iş hazırlandığında yatırımını haklı çıkarır. Ana gösterge basittir: operatörünüz, İş #1’in çalışmaya başlamasından itibaren on dakika içinde takım verilerini yükleyip İş #2’yi simüle edebiliyor mu? Eğer hayırsa, CNC’nizin değerinin bir kısmı kuyruk süresinde boşa bekliyor demektir.
Yüksek çeşitlilik, düşük hacimli üretim yapan atölyeler, ne kadar örtüşme potansiyelini kullanmadan bıraktıklarını sıklıkla hafife alır. Manuel veya NC preslerde, operatörler üretimi durdurup dayamalarını yeniden ayarlamak, kalıpları hizalamak ve ilk parçayı denemek zorundadır. Bu –40’lık duruş süresi kapasiteyi sessizce tüketir. Buna karşılık, çevrimdışı programlama kullanan yetkin bir CNC operatörü, pres son çevrimini tamamlamadan çarpışma yollarını doğrulayabilir ve takımları ayarlayabilir—mil kullanımını gerçek sürekli çalışmaya daha yakın bir seviyeye taşır.
Gizli zorluk, çevrimdışı yeteneğe sahip olmanın tek başına hiçbir şeyi çözmediğidir. Planları okumada, bükme kesintilerini hesaplamada ve makine koordinat sistemlerinde gezinmede sağlam bir yetkinlik gerektirir. Yeni işe alınanlar burada sık sık tökezler—bükme payı tablolarını yanlış okur veya simülasyon sırasında geri dayama koordinatlarını doğrulamayı ihmal eder. Bu olduğunda, çevrimdışı programlama araçları pahalı dijital kağıt ağırlıklarından başka bir şey olmaz. Yol gösterici ilke basittir: eğer üreticileriniz bir kontrol sayfasını bağımsız olarak yorumlayamıyorsa, yükseltilmiş kontrolörlere para yatırmadan önce kapsamlı eğitime odaklanın.
Taçlama telafisi—sapmayı dengelemek için pres freni yatağı veya koçunda kasıtlı olarak yukarı doğru bir eğrilik—hem geometrik bilgi hem de sabır açısından titiz bir sınavdır. Manuel taçlamada, operatörler yük, malzeme kalınlığı ve iş parçası uzunluğunun bir kirişi nasıl büktüğünü anlamalıdır. Hesaplamalar yanlışsa, ortaya çıkan bükme de yanlış olur—ve bir metre paslanmaz çelikte on derecelik bir hata bile tüm yüksek değerli partiyi kullanılmaz hale getirebilir.
Hidrolik veya CNC kontrollü taçlama tahmin yürütmeyi ortadan kaldırır. Bu sistemler yük altında koç sapmasını ölçer ve merkezi desteği otomatik olarak ayarlar, operatör müdahalesi olmadan düzlüğü sağlar. Manuel yöntemler ise ara parçalar veya el çarkı vidaları gibi çözümlere dayanır—deneyimli operatörler için iyi çalışır ancak acemiler için affedici değildir. Yorgunluk da rol oynar; saatlerce fiziksel ara parça yerleştirme sonrası, hassasiyet birkaç derece kayabilir ve kâr marjını derinden kesen yeniden işleme döngülerini tetikler.
Üretim yöneticileri için bu noktada alarm zilleri çalmalıdır. Ekibiniz plan yorumlama ve doğru telafi için gereken trigonometrinin üstesinden gelmekte sürekli zorlanıyorsa, manuel taçlamanın gerçek maliyeti daha uzun kurulumların çok ötesine geçer—bu, pahalı malzeme israfına dönüşür. Başabaş stratejiniz iki yola iner: altı ila on iki ay yoğun operatör eğitimi taahhüdü veya süreci tamamen otomatikleştiren bir CNC sistemine yatırım. Bir yol iş gücü değerini korur; diğeri manuel olarak aşamayacağınız temel fiziğe karşı koruma sağlar.
Uyumsuzluk sorunu o kadar ciddidir ki, sektör anketleri kurulum gecikmelerinin –50’sini doğrudan uyumsuz takım siparişlerine bağlar. Metrik spesifik kelepçelerle donatılmış yüksek kaliteli bir Avrupa pres freni satın alan, ancak para tasarrufu için Amerikan tarzı bir zımba seti sipariş eden bir atölye örneğini düşünün. Sonuç? Zımbalar uymadı ve üç pahalı seçenek ortaya çıktı: boşluğu kapatmak için özel ara parçalar işlemek (maliyeti $5,000’in üzerinde), ek karmaşıklıkla özel bir adaptör sistemi satın almak veya takımları tamamen değiştirmek. Her seçenek haftalarca üretim kaybı ve orijinal tahminin dört katından fazla şişen bir takım bütçesi anlamına geldi.
Çözüm basit ama kesinlikle kritik: herhangi bir takım siparişi vermeden önce makinenizin kelepçeleme sistemi, tanga profili ve kalıp yuvası ölçülerini doğrulayın. Sadece genel tarzı—Amerikan veya Avrupa—değil, aynı zamanda belirli üreticinin yükseklik, genişlik ve yük toleranslarını da eşleştirin. Bu titizlik, pres freninizin yatırım getirisini ilk parçanızı üretmeden sabote edebilecek uyarlama, bütçe aşımı ve teslimat gecikmesi riskini ortadan kaldırır.
“İlk Gün” Kiti: Sadece Gerekçelendirebileceğiniz Şeyi Satın Alın.
Makine kurulmadan önce, geçmiş çeyreğin işlerini bir takım haritası kullanarak analiz edin. En sık şekillendirdiğiniz profilleri, kullanılan malzemeleri ve gereken açıları belirleyin. Bu yalın “İlk Gün” kiti ile başlayın, ardından üretimde gerçek kurulum sürelerini ve hata oranlarını izleyin. Eğer özel bir takım—örneğin $1,375 panjur zımbası—birden fazla çalışmada kullanılmamışsa, bu bir yatırım değildir; sadece sermayeyi bağlıyor demektir.
Bu aşamalı satın alma stratejisi, takım edinimlerini spekülatif harcamalardan gerçek dünya kanıtlarına dayalı yatırımlara dönüştürür. Bir imalat atölyesi, kurulum sonrası denetim formlarını kullanarak başlangıçta gerekli olduğu düşünülen ancak hiç kullanılmayan takımların “ına yönelik siparişleri iptal etti. Tasarruflar, her işte kurulum sürelerini yarıya indiren yüksek hızlı kelepçeleme sistemlerine yönlendirildi ve orijinal kapsamlı takım paketinin sağlayabileceğinden çok daha fazla üretim hızına ulaşıldı.
Ucuz Kalıplar Size Daha Fazla Maliyet Çıkarabilir.
İki yıllık bir dönemde maliyet hesabı acımasızdır. Yılda iki kez değiştirilen $800“lük bir kalıp seti, $3,200 satın alma maliyeti oluşturur. Üretkenlik kaybını ekleyin—parça başına beş dakika, $30/saat işçilik—ve her değişim için $7,000”in üzerinde duruş süresi oluşur, yanlış hizalanmış bükmelerden kaynaklanan israfı saymadan. Orta hacimli bir atölyede, fark edilmeden gerçek etkisi ortaya çıkmadan önce bu gizli fatura kolayca $50,000’e ulaşabilir.
Buna karşılık, hassas taşlanmış V-açıklıkları ve ısıl işlem görmüş alaşımlara sahip premium kalıplar, karma iş yükleri altında rutin olarak 18–24 ay dayanır, bükme doğruluğunu korur ve hurda oranlarını ’a kadar azaltır. Bir tıbbi cihaz üreticisi, üst düzey takımlara yükseltme sonrası reddedilen ürünlerde ’lik bir azalma belgelerken—yatırımın tamamını sadece 16 ayda geri kazandı ve daha önce kusur giderme için kaybedilen yüzlerce iş saatini geri aldı.
In contrast, premium dies with precision-ground V-openings and heat-treated alloys routinely last 18–24 months under mixed workloads, holding bend accuracy and cutting scrap rates by as much as 40%. One medical device manufacturer documented a 55% reduction in rejects after upgrading to top-tier tooling—recovering their full investment in just 16 months, while reclaiming hundreds of labor hours previously lost to defect troubleshooting.
Özetle: takım maliyetleri isteğe bağlı değildir ve bunları hafife almak, alıcılar için çoğu zaman kötü bir “$10.000 ve üzeri” sürprizle sonuçlanır. Küçük bir abkant pres için temel, çok amaçlı bir set bile $1.000–$5.000 tutabilir. Daha gelişmiş konfigürasyonlar—özellikle Y1/Y2/R kontrolü, taçlama sistemleri veya otomatik takım değiştiricilerle donatılmış çok eksenli CNC abkantlar için olanlar—kolayca $10.000–$20.000 seviyesine ulaşabilir; CNC değiştirici entegrasyonu ise ekstra $5.000–$30.000 ekleyebilir.
Gerçek bükme gereksinimlerinizi doğrulamadan, gerçekleşmeyebilecek projeler için takım yatırımı yapmayın. Tipik parça yerleşimlerinizi optimize ederek en az % sac kullanımını sağlayın, simülasyon bükme programları çalıştırın ve bükme profillerinin beklenen üretim karışımınızla uyumlu olduğunu doğrulayın. Bu ön-takım incelemesi, makinenin planlama aşamasında hayal edilen ancak gerçekte hiç ihtiyaç duyulmayan özel profilleri—“tek boynuzlu at” işleri—belirlemeye yardımcı olur.
Frenin tesliminden önce takım için bütçe ayırmak, satın alma zihniyetinizi makine odaklıdan üretim odaklıya kaydırır, böylece ilk günden maksimum verimliliğe ulaşmanızı sağlar. Makinenin gerçek değeri tonaj derecesinde veya marka itibarında değil—doğru takımın açığa çıkardığı hassasiyet, uyarlanabilirlik ve çalışma süresindedir.
Bir abkant presin gövdesi, bükülen her sacın tarihini taşır ve koç paralelliğini kontrol etmek, bu tarihi okumak için en hızlı yöntemlerden biridir. Koç boyunca birkaç noktada hassas mastar veya komparatör kullanın, tam hareket döngüsünü çalıştırın. Sapma Ayak başına 0,001 inç, aşıyorsa, muhtemelen gövde tekrar tekrar aşırı yüklenme ile bozulmuştur—bu, operatörlerin kalın paslanmaz çelik veya yüksek çekme dayanımlı malzemelerde tonaj limitlerini aşması durumunda yaygındır.
Hızlı bir değerlendirme için testi iki kez yapın: bir kez yük olmadan, bir kez de makinenin nominal tonajının yaklaşık yarısında. Bağımsız Y1 ve Y2 koçlara sahip, iyi bakım görmüş hidrolik bir abkantta her iki taraf da 0,002 inç içinde kalmalıdır. Eğer kalmıyorsa, bu muhtemelen frenin tasarım kapasitesinin üzerinde çalıştırıldığını ve bükme hassasiyetinin feda edildiğini gösterir. Bu kontrolü görmezden gelmek, satın alma sırasında fark edilmeyen gövde sorunlarını düzeltmek için binlerce dolar maliyetli hizalama çalışmalarına yol açabilir. Saygın bir satıcı paralellik testini memnuniyetle karşılamalıdır; reddederse, uzaklaşmayı düşünün veya yeniden yapım maliyetini karşılamak için önemli bir indirim talep edin.
Bir abkant presin mekanik bileşenleri onlarca yıl dayanabilirken, elektronik aksamı çok daha kısa sürede arızalanır. 2000 öncesi NC sistemleri ve Delem veya Cybelec gibi markaların erken CNC kontrolcülerinin koçu hâlâ sorunsuz çalıştırması mümkün olsa da, üretici yazılım ve parça desteğini sonlandırdığında, arızalanan bir servo veya iletişim modülü tüm makineyi kullanılmaz hale getirebilir. Bazı durumlarda—örneğin eski TP10S tarzı panellerde—yedek parçalar bulunamaz ve tek seçenek tam kontrol sistemi yenilemesi olur; bu genellikle $10.000–$15.000 tutar.
Görece modern görünen kontrolcüler bile, özel yazılım ekosistemlerine bağlıysa veya çevrimdışı programlamaya izin vermiyorsa “yetim” haline gelebilir. Satın almadan önce, temel bükmeler ve bir R ekseni (arka dayama) hareketi içeren basit bir test programı yükleyin. Rutini hatasız veya çökmeden çalıştıramıyorsa, elektronikler üretim sırasında neredeyse kesin olarak sorun çıkaracaktır. Güçlü mekanik, güvenilmez kontrolü telafi edemez. Sağlam, iyi desteklenen bir arayüz, sağlam bir gövde kadar kritik—olmadan, ikinci el alımdan elde edilen tasarruflar hızla duruş süreleriyle silinir.
Bir abkant presin ömrü boyunca hidrolik kaçaklar kaçınılmazdır—ancak şiddetleri büyük ölçüde değişir. Koç tam uzatmada hafif bir yağ filmi genellikle rod conta aşınmasını gösterir; bu düşük maliyetli bir onarımdır ve kaliteli parçalar için genellikle taraf başına $50 ile $200 arasındadır. Ancak yük altında uğultu duyuyorsanız, basınç okumaları dalgalanıyorsa veya haznede köpüklü yağ görüyorsanız, pompa sorunu ile karşı karşıya olabilirsiniz. Arızalı değişken deplasmanlı pompayı değiştirmek genellikle $5.000 ile $8.000 arasında tutar ve üretim kaybı hariçtir.
Küçük bir kaçak ile gerçek pompa hasarını ayırt etmek için, koçu yük olmadan maksimum hızın yaklaşık %’inde çalıştırın. Koç durduktan sonra kayıyorsa veya sabit koşullarda basınç dalgalanıyorsa, kötü contalardan ziyade pompa veya valf sorunundan şüphelenin. Yağı da inceleyin: metal parçacıklı koyu sıvı, pompa arızası sanılan kirlenmeyi gösterebilir. Çoğu durumda, $300’lük bir sistem temizliği, sistem temizlik standartlarını karşılıyorsa, düzgün çalışmayı geri kazandırabilir. Her zaman hidrolik sıvıyı çalışma sıcaklığında—yaklaşık 140°F—test edin; çünkü soğuk yağ kaçakları gizleyebilirken, ısı bileşenlerin gerçek stres altında nasıl çalıştığını ortaya çıkarır.
Akıllı bir alıcı, incelemeye üç hızlı test ile hazırlanır: paralellik kontrolü, kontrolcü program yükleme ve hidrolik döngü. Bir saatten kısa sürede gövde hassasiyetini doğrulayabilir, elektroniklerin stabil ve destekli olduğunu garanti edebilir ve hidrolik sorunları teklifinize doğru şekilde dahil edebilirsiniz. Koç doğru kalıyorsa, kontrolcü basit bir işi hatasız çalıştırıyorsa ve hidrolikler basıncı sorunsuz koruyorsa, muhtemelen iyi bir makine bulmuşsunuzdur. Ancak bunlardan herhangi biri—özellikle kontrol sistemi—başarısız olursa, pahalı bir hata ile karşı karşıyasınız. Bu hızlı kontroller sadece kusurları belirlemekle kalmaz; size o anda, üretken bir varlık mı yoksa taze boya ile süslenmiş pahalı bir baş ağrısı mı almak üzere olduğunuzu söyler.
Profesyonel bir abkant teklifi, talep etmediğiniz ekstralarla dolu şişirilmiş bir faturadan ziyade, özel dikilmiş bir takım elbiseye benzemelidir. İşlerinizin %’ini oluşturan malzemeleri, kalınlıkları ve bükme uzunluklarını net bir şekilde tanımlayarak başlayın. Bunlar sizin temel ihtiyaçlarınızdır; bunların ötesindeki her şey gerekli olduğu kanıtlanana kadar opsiyonel kalır. Örneğin, düzenli işleriniz 96 inçlik bir alanda 3/16 inç 304 paslanmaz çeliği bükmeyi içeriyorsa, satıcıdan makinenin tonaj kapasitesini, bükme hassasiyetini ve takım uyumluluğunu tam olarak bu iş yükünde göstermesini isteyin.
“X ton’a kadar işler” gibi belirsiz iddiaları kesin hesaplamalarla değiştirin: Satıcıdan tonajı, sizin gerçek V-kalıp genişliğiniz, malzeme çekme dayanımı (paslanmaz için genellikle 80 ksi’nin üzerinde) ve bükme uzunluğunuz üzerinden belirtmesini talep edin. Bu, fiyatları şişirmek ve değerli zemin alanını israf etmek için tasarlanmış abartılı boyut önerilerini ortadan kaldırır.
Takım uyumsuzlukları çoğu zaman bütçeleri sessizce tüketir—özellikle Amerikan ve Avrupa/Wila sistemleri uyum sağlamadığında. Yanlış kombinasyon, kurulum verimliliğini felce uğratabilir ve sizi pahalı adaptörlerle baş başa bırakabilir. Tedarikçiden, mevcut takım stiliniz, punch yüksekliği ve kalıp genişliği ile uyumluluğu doğrulamasını isteyin. Ayrıca üretimin eksik parçaları beklerken durmaması için düz 90° bükmeler ve kıvırmalar gibi temel uygulamaları kapsayan eksiksiz bir “İlk Gün kiti” talep edin.
Teknik özellikler makineleri satabilir, ancak demolar gerçeği ortaya çıkarır. Her zaman gerçek parçalarınızın, malzemelerinizin ve bükme sıralarınızın aday abkant pres üzerinde—canlı veya video ile—test edilmesini talep edin. Bunu zorunlu olarak görün: “8 ft, 10-gauge çelik bileşenimi 90° flanşlarla şekillendirin, tüm ölçü okumalarını öncesinde ve sonrasında kaydedin ve her çevrimde arka dayamanın çalışmasını görüntüleyin.”
Bu yaklaşımı benimseyen alıcılar, teknik özellik sayfasının gizlediği hemen her kusuru ortaya çıkarır—koç tekrarlanabilirlik sorunları, arka dayama kayması ve takım yuvası boşluğu. Görünüşte önemsiz olan 0.015 inçlik bir sapma, tüm üretim boyunca ölçeklendiğinde her flanşı tolerans dışına iter ve pahalı yeniden işleme gerektirir.
Tek bir test bükmesiyle yetinmeyin—gerçekçi bir üretim dizisi çalıştırın: çok adımlı kutular, kıvırmalar veya ofsetler. Bu, boğaz derinliği sınırlamalarını, çarpışma noktalarını ve karmaşık, çok eksenli çevrimlerde yazılım yavaşlamalarını ortaya çıkaracaktır. Ayrıca çevrim dışı programlamayı değerlendirme aşamasıdır: kurulumun ne kadar sürdüğünü ölçün ve sistemin olası U-bükme çarpışmalarını tespit edip etmediğini veya sonsuz deneme ayarlarına mı güvendiğini görün.
Broşürde ideal görünen bir makine, dört ay gecikmeli geldiğinde, uzun vadede baştan biraz fazla ödeme yapmaktan daha pahalıya mal olur. Teslimat tarihlerinin kaçırılması, orta ölçekli atölyelerin haftada binlerce dolar kaybetmesine neden olabilir. RFQ’nuzda kesin teslimat tarihleri, gecikmeler için uygulanabilir cezalar ve satış sonrası destek için net şartlar belirtilmelidir.
Bunu siyah beyaz yazın: “Belirtilen tarihe kadar gönderin, aksi takdirde her geciken hafta için %1% ceza uygulayın; giriş limanını teyit edin; gümrük işlemlerini kimin yöneteceğini belirleyin.” Eğitim saatleri, maksimum saha teknisyeninin müdahale süresi (48 saati geçmemeli) ve yedek parçaların ülkenizde en az iki yıl boyunca garanti edilmesi için yazılı taahhütler isteyin. “TBD” veya “mevcudiyete bağlı” gibi ifadeler genellikle yavaş hizmet veya eksik bileşenleri gizler.
Onay vermeden önce kesin kurulum alanını doğrulayın. CAD çizimleri, tüm boşluk gereksinimlerini yansıtmalıdır—arka dayama hareketi, güvenlik perdesi salınımı, elektrik kabini çıkıntısı ve her tarafta operatör alanı. Gözden kaçan birkaç inç, forklift erişimini engelleyebilir veya iş akışınızı sıkıştırabilir, böylece sözde anlaşma operasyonel bir baş ağrısına dönüşür.
RFQ’nuz, tam şeffaflık talep eden tek soruyla bitmelidir: “Arızalı ürün oranınız nedir?” Eğer kaç makinenin iade edildiğini veya değiştirildiğini takip ediyorlarsa, bir rakam vereceklerdir. Eğer konuyu geçiştirirlerse, sorun listelerinde sıradaki siz olduğunuzu varsayın. Bunu verilerle destekleyin—altı ve on iki ayda çalışma süresi yüzdeleri, takım arıza kayıtları ve teklif edilen modelin garanti talep geçmişi.
Şu örneği düşünün: Orta Batı’da bir imalatçı, benzer boyutlarda üç makine için teklif istedi. Test çalışmaları gizli sorunları ortaya çıkardı—tam uzunlukta ağır levhada paralellik kayması, kıvırmalarda arka dayama durmaları ve çevrim dışı programlama sırasında kontrolör gecikmesi. Daha ucuz iki seçenek, yılda %$20,000 üretkenlik kaybına yol açacaktı. Tüm RFQ şartlarını karşılayan satıcı, .8% tekrarlanabilirlik sağladı ve tam zamanında teslimat yaptı.
Böyle bir RFQ sunduğunuzda ayrım netleşir—zayıf tedarikçiler ortadan kaybolur, güçlü olanlar devreye girer. Abkant presleri kör güvenle satın almayı bırakırsınız, çünkü kanıt gözünüzün önünde olur.


















