

آلة الثني ليست عملية شراء—إنها عملية حسابية. ومع ذلك، يُترك هذا الحساب في كثير من الأحيان لشخص تحفزه الحصص البيعية وليس الدقة. عندما تأتي أرقام قوة الضغط لديك من “جداول قياسية” عامة بدلاً من اعتمادها على المواد والأجزاء التي تشكلها فعليًا، فإنك تخاطر بالحصول على آلة إما تفوق حاجة الأعمال الدقيقة أو تتوقف تمامًا عند تنفيذ الثنيات المربحة. الفرق بين قوة الضغط الدقيقة والتخمين ليس نظرياً—إنه الفرق بين التشغيل المستمر والتوقف المكلف.
لا يمكنك تقييم قوة الثني بعينك—خصوصاً عندما يمكن لتغير هندسة أدوات التشكيل وخصائص المواد ومزيج الأعمال أن يؤدي إلى تذبذب الحمل المطلوب بنسبة تتراوح بين 30 و70 في المئة. يبدأ تحديد الحجم الصحيح من الفيزياء، لا من السعر. وهذا يعني اكتشاف كيف تشوه الجداول القياسية وافتراضات الشد وتفاوتات المهام بيانات قوة الضغط لديك—وتعلّم كيفية استبدال التقديرات التقريبية بحسابات دقيقة وموثوقة.
تحمل كل جداول قوة الضغط المعلقة في صالات العرض نفس العيب: فهي تفترض أن الفولاذ الطري ينحني على قوالب 8×S مثالية وتحت ظروف نموذجية. أما في الواقع، فالإنتاج لا يكون مرتباً بهذا الشكل أبداً. تنثني الصفائح الرقيقة بحدة أكبر؛ وتتحرك الصفائح السميكة بطريقة مختلفة. استخدم قالباً ضيقاً جداً (مثلاً 6×S بدلاً من 8×S) وقد تتجاوز القوة المطلوبة التصنيف الميكانيكي للمكبس. وإذا استخدمت قالباً واسعاً جداً، فسيضطر الكباس للتحرك بمسافة قد تتجاوز قدرة ماكينة الثني.

إليك الصيغة الحقيقية: P = 650 × S² × L / V, حيث P تُقاس بالكيلو نيوتن،, S هي السماكة بالملليمترات،, لتر L هي طول الثني بالأمتار، و V.
هو فتحة القالب. اقسم الناتج على عشرة لتحصل على الأطنان. بتغيير متغير واحد فقط يتبدل ملف قوة الضغط بالكامل—خصوصاً فتحة القالب. إذا انتقلت من قالب 40 مم إلى 30 مم لصفائح بسماكة 5 مم، يرتفع متطلب القوة تقريباً بنسبة 40٪. نادراً ما يُذكر هذا في الكتيبات، لأن "الجداول القياسية" تفضّل البساطة على الدقة.
عامل الفولاذ المقاوم للصدأ: تعديل المعادلة وفق قوة المادة.
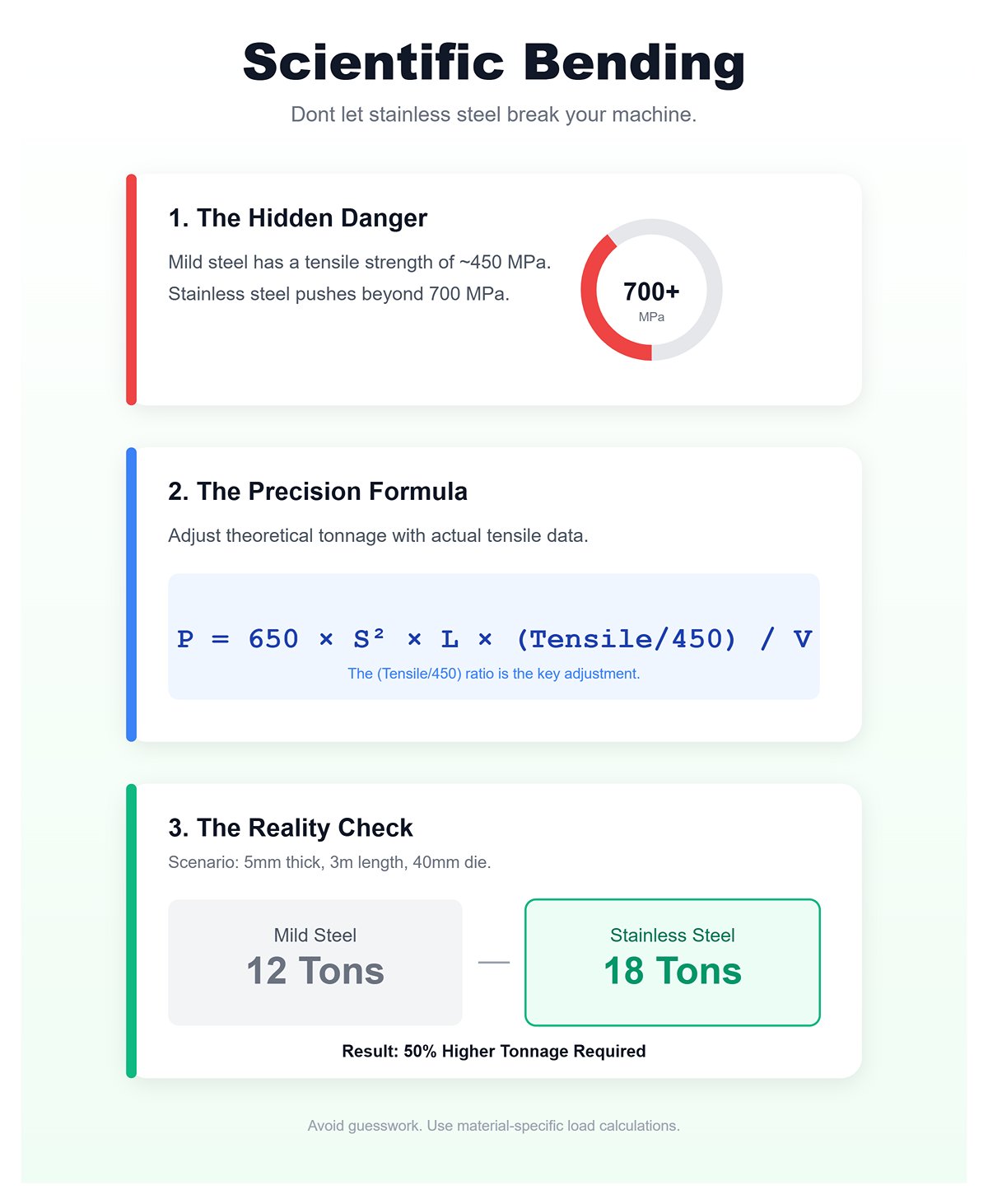
الستانلس ستيل يكشف بسرعة خطأ التعامل مع جميع المعادن على أنها متساوية. في حين أن الفولاذ الطري يوفر عادة قوة شد تقارب 450 ميغاباسكال، يمكن للفولاذ المقاوم للصدأ أن يتجاوز 700 ميغاباسكال بسهولة. هذه المقاومة الإضافية تزيد من قوة الضغط المطلوبة بحوالي 50٪، ومع ذلك لا تزال العديد من "جداول القوة الشاملة" تفترض قيم الفولاذ الطري. ولهذا يُفاجأ العديد من المشترين عندما تنهار مكابحهم ذات الـ100 طن أمام أجزاء من الستانلس كانوا يعتقدون أنها ستنثني بسهولة. لتصحيح تأثير قوة المادة، استخدم صيغة الأساس المعدلة التالية:. يحوّل هذا التعديل القدرة النظرية إلى أرقام واقعية. بالنسبة للفولاذ المقاوم للصدأ بسمك 5 مم على طول 3 أمتار مع هي طول الثني بالأمتار، و = 40 مم،, P ≈ 650 × 25 × 3 × 1.5 / 40 = 18 طن — مقارنةً بـ 12 طن فقط للفولاذ الطري. إذا قمنا بتعميم هذا على كامل إنتاج اليوم، يصبح واضحًا لماذا تتعرض الهياكل الصغيرة للانحناء وتعطي زوايا ثني غير متسقة.
المخططات التي تتجاهل اختلافات الشد تعطي صورة مضللة عن قدرة الماكينة. الأدوات الحديثة — مثل حساب الحمل من Cincinnati — تستخدم بيانات خاصة بالمادة بدلًا من التخمين، وتحسب الأحمال بدقة لكل نوع معدن. الحل ليس شراء أكبر مكبس يمكنك العثور عليه؛ بل الشراء وفق دقة علمية.
قليل من الأخطاء يستهلك رأس المال أسرع من اختيار حجم ماكينة لعمل نادر الحدوث. كثير من المشترين يرون صفيحة فولاذ طري بطول 10 أقدام وبسُمك ¼ بوصة ويتجهون لشراء مكبس ضغط 165 طن، متجاهلين أن معظم إنتاجهم نصف هذا الطول. عندما تصمم وفق الأحمال المعتادة بدلًا من الاستثناءات، تقلل كتلة الماكينة، ومتطلبات الطاقة، وتكلفة الشراء — وغالبًا توفر $50,000 أو أكثر مع الحفاظ على كامل القدرة الإنتاجية.

المؤشر الأذكى هو هذا: قيّم مكبسك وفق 80% من القطع التي تثنيها فعليًا، وقم بإسناد الحالات النادرة إلى الخارج. تقليل طول العمل إلى النصف يكاد يقلل متطلبات الحمولة للنصف — عبء بطول 5 أقدام يعمل بسهولة على 80–100 طن، بينما صفيحة بطول 10 أقدام تتطلب نحو 165 طن. تذكر، هيكل المكبس لا يوفر قوة مجانية؛ فهو يستهلك الكهرباء ويشغل الحيز سواء كان يعمل أو في وضع الخمول. مكابيس الضغط الضخمة تشبه شاحنات الشحن المتوقفة — مبهرة، مكلفة، وقليلة الاستخدام.
قارن مواصفاتك مع الأعمال التي تعالجها بانتظام. استخدم اختصار الفولاذ الطري (≈8 × السمك(مم) × الطول(م) = أطنان)، ثم عدّل للفولاذ المقاوم للصدأ بمضاعف ×1.5–2.0 وأضف هامش أمان 20%. سيوصلك هذا الأسلوب إلى ما يقارب 10% من متطلبات الأداء الفعلية—دقة كافية لتجنب إجهاد الماكينة والإسراف غير الضروري.
قوة شرائك لا تحددها الحمولة — بل تحددها الملاءمة. عندما تكيّف مكبس الضغط مع عبء عملك اليومي بدلاً من الأعمال النادرة، فإن الحسابات تكافئك وردية تلو الأخرى بإنتاجية متسقة وعوائد ذكية.
نادراً ما يساوي طول السرير المعلن في مكبس الضغط طول الثني الفعلي القابل للاستخدام. القياس الرئيسي هو المسافة بين جانبي هيكل الماكينة— وهي الأعضاء العمودية التي تدعم الكباس والسرير. غالبًا ما تكون هذه “مسافة الأعمدة” أقل بـ10–20 بوصة من الطول الاسمي للسير، خاصة في التصاميم الاقتصادية حيث يتم تقليل عرض الإطار لتوفير المواد. على سبيل المثال، المكبس الذي يعلن عن سرير بطول 120 بوصة قد يوفر في الواقع 104 بوصات فقط من الخلوص الفعلي. في هذه الحالات، ستصطدم اللوحة كاملة العرض بالإطار الجانبي إلا إذا وضعت بزاوية، مما يولد مخاطر انحناءات غير متسقة واحتمال اصطدام الأدوات.
تضيف المسافة الخلوصية للحواجز طبقة أخرى من التعقيد. يمكن أن تصطدم الحواجز الطويلة بالكباس أو أدوات الثني العلوية أثناء حركة العودة إذا كان الارتفاع العمودي المفتوح— المسافة من السرير إلى الكباس عند التمدد الكامل — ناقص طول الشوط أقل من ارتفاع الحاجز. مشكلة شائعة تحدث عندما يكون الارتفاع المفتوح كبيرًا لكن طول الشوط قصير، مما يترك مساحة غير كافية بعد التشكيل. يمكن لهذا أن يحبس القطع داخل المكبس أو يجبر على إزالتها بطريقة غير آمنة. لتجنب ذلك، لا تعتمد فقط على أبعاد السرير؛ قس أعلى حاجز لديك مقابل ارتفاع الإغلاق للماكينة، وأضف هامش أمان للسلوك الارتدادي، والذي قد يتطلب 20–30% خلوصًا إضافيًا.
عمق الحلق — المسافة الأفقية من خط الانحناء إلى الحافة الداخلية لإطار جانبي الماكينة — غالبًا ما يُستخف به. أعماق قياسية تتراوح من 6 إلى 12 بوصة تكون كافية عادةً للأعمال المسطحة، لكنها يمكن أن تحد بشدة من الأجزاء المشكلة مثل قنوات U، أو الصناديق العميقة، أو الألواح المزاحة. إذا تجاوزت المسافة من خط الانحناء إلى الحافة البعيدة من قطعة العمل عمق الحلق، ستصطدم المادة بإطار الـ C أثناء عملية الثني. يكون هذا الأمر مشكلة خصوصًا مع الأغلفة الكبيرة أو ألواح التغليف، التي تتطلب مساحة دوران كافية عند إغلاق الانحناء.
زيادة سماكة المادة تزيد أيضًا الحاجة إلى عمق الحلق، لأن نصف قطر الدوران يكبر مع زيادة السمك. على سبيل المثال، تشكيل فولاذ بسماكة 1/4 بوصة قد يتطلب حتى 50% عمق حلق إضافي مقارنة بالصفائح الرقيقة لتجنب تداخل الإطار. العديد من الورش تكتشف هذا فقط بعد أن تتضاعف أوقات الدورة بسبب تقليب أو إعادة تموضع القطعة بشكل صعب، مما يؤدي غالبًا إلى أخطاء في المحاذاة. الخطوة الوقائية البسيطة هي: رسم تخطيط القطعة، قياس المسافة من كل خط انحناء إلى الحافة المقابلة، والتأكد من أن تلك المسافة تقع ضمن عمق الحلق المتاح مع سماح بسيط للخلوص.
| المفهوم | الوصف |
|---|---|
| تعريف عمق الحلق | المسافة الأفقية من خط الانحناء إلى الحافة الداخلية لإطار جانبي الماكينة. |
| نطاق العمق القياسي | عادةً من 6 إلى 12 بوصة؛ مناسب للأعمال المسطحة. |
| القيود المتعلقة بالأجزاء المشكلة | يمكن أن يحد من تشكيل قنوات U، أو الصناديق العميقة، أو الألواح المزاحة إذا تجاوزت المسافة من خط الانحناء إلى الحافة البعيدة عمق الحلق. |
| احتمال التداخل | قد تصطدم المادة بإطار الـ C أثناء الانحناء، خصوصًا مع الأغلفة الكبيرة أو ألواح التغليف التي تتطلب مساحة دوران. |
| تأثير سماكة المادة | المواد السميكة تزيد من الحاجة إلى عمق حلق أكبر بسبب زيادة نصف قطر الدوران. |
| متطلب المثال | تشكيل فولاذ بسماكة 1/4 بوصة قد يتطلب حتى 50% عمق حلق إضافي مقارنة بالألواح الرقيقة لتجنب تداخل الإطار. |
| تأثير عدم كفاية العمق | يتسبب في زيادة زمن الدورة، وصعوبة في تقليب أو إعادة تموضع القطعة، وأخطاء في المحاذاة. |
| الإجراء الوقائي | على رسومات القطع، قم بقياس المسافة من كل خط انحناء إلى الحافة المقابلة، وتأكد من أنها تقع ضمن عمق الحلق المتاح مع سماح للخلوص. |
تشمل البصمة الفعلية لأي آلة أكثر بكثير من طول السرير وعرض الإطار. فمعدات السلامة الحديثة ومناطق الوصول للصيانة تضيف ما يُعرف غالبًا بـ “البصمة الشبحية” — وهي المساحات العازلة غير المرئية حول آلة الثني التي يجب أن تبقى خالية. الستائر الضوئية، التي تشترطها إدارة السلامة والصحة المهنية لبعض العمليات، تحتاج عادةً إلى مسافة لا تقل عن 20 بوصة من خط الأدوات إلى أعمدة المرسل والمستقبل. كما أن مؤشرات القياس الخلفية المتأرجحة يمكن أن تمتد لمسافة أكبر أثناء دورات تغيير الأدوات، متتبعة أقواسًا بين 18 و24 بوصة. وتضيف الخزانات الكهربائية عادةً من 12 إلى 16 بوصة إضافية للبعد الخلفي أو الجانبي.
عند احتساب كل هذه المكونات، قد تتطلب آلة ثني ذات سرير اسمي بطول 10 أقدام أكثر من 14 قدمًا من مساحة الأرضية القابلة للاستخدام. إن تجاهل هذه المناطق الإضافية يمكن أن يخنق تدفق العمل، ويعيق ممرات الرافعات الشوكية، أو يخرق مسافات التراجع اللازمة للسلامة. بعض المكابس قد تشهد حتى انحناءً طفيفًا في الإطار تحت الأحمال الثقيلة — إذ وثقت بعض النماذج الأوروبية حركة للحلق تصل إلى 2–4 بوصات عند الحمولة العالية — مما يمكن أن يغير مناطق الخلوص بشكل طفيف أثناء الدورة. خطط دائمًا باستخدام قياسات التشغيل الفعلية بدلاً من مواصفات الكتالوج الثابتة.
يمكنك إجراء تدقيق سريع لمساحة الخلوص خلال دقائق معدودة باستخدام الأجزاء التي تنتجها بالفعل:
يعني النجاح التحقق من أن جميع القياسات المهمة لأجزائك تناسب بشكل مريح داخل نطاق العمل الحقيقي للآلة، وليس مجرد طول السرير. إذا لم يجتز حتى جزء واحد هذه الفحوصات، فهذه إشارة تحذير. اضبط مواصفات الجهاز أو عدّل هندسة الجزء قبل الالتزام بالشراء. يمكن لهذا التقييم الذي يستغرق خمس دقائق أن يوفر آلاف الدولارات في وقت الإعداد ويمنع تعديلات مكلفة بعد التسليم.
الاعتقاد بأن إضافة المزيد من المحاور يعزز الأرباح تلقائيًا هو أحد المفاهيم الخاطئة التي تدوم في مجال التصنيع. في الواقع، كل ترقية في التحكم تزيد التعقيد بوتيرة أسرع من زيادة القدرة — ما لم يكن سير العمل والمشغلون مستعدين للاستفادة منها بالكامل. إن آلة الثني CNC المتطورة ذات الـ 6 محاور تحقق العائد على الاستثمار فقط عندما يتمكن المشغلون من تفسير بيانات الثني المعقدة، والتعويض عن الارتداد المرن، والتعامل مع التصحيحات الحية للزوايا. وبدون تلك المهارات، تبقى الدقة الإضافية حبيسة داخل البرمجيات بينما ترتفع تكاليف العمالة واستهلاك الماكينة.
بالنسبة لمعظم ورش العمل، فإن محاور Y1/Y2 المتزامنة تنجز حوالي 80% من عمليات الثني بدقة تقل عن مليمتر واحد. يمكن للمشغل من المستوى الثاني الحاصل على شهادة وفق معايير NIMS تحقيق دقة ±0.5 ملم باستمرار على الحواف المستقيمة باستخدام تحكم NC شبه آلي. ويكلف هذا المشغل أقل في التوظيف والتدريب مقارنةً بصيانة تراخيص البرمجيات والتدريب المستمر على CNC متعدد المحاور. عندما يتفوق الفنيون المدربون جيدًا على الأتمتة غير المستغلة، يختفي تمامًا وقت استرداد تكلفة الأجهزة الإضافية.
تؤكد بيانات تدقيق التصنيع هذا الاتجاه: الورش التي تعمل بأنظمة NC ذات 4 محاور مع مشغلين ذوي خبرة تنتج أجزاء لا يمكن تمييز جودتها عن تلك المصنوعة على آلات ذات 6 محاور — باستثناء صناديق عميقة أو أعمال متعددة الانحناءات المعقدة. التكلفة الخفية ليست في السيرفو الإضافي، بل في الاختصاصي المطلوب للحفاظ على معايرته. ما لم تكن تنتج يوميًا ألواحًا عالية الدقة للأجهزة المنزلية أو الطيران، فإن معادلة التكلفة والمنفعة تميل بثبات إلى توظيف المهارة بدل شراء القدرة.
تفصل البرمجة خارج الخط بين الكفاءة النظرية والإنتاجية الفعلية. تبرر آلة الثني CNC الاستثمار فيها فقط عندما يتم تجهيز العمل التالي بينما لا يزال العمل الحالي في دورة التشغيل. المؤشر الأساسي بسيط: هل يمكن لمشغلك تحميل بيانات الأدوات ومحاكاة العمل 2 خلال عشر دقائق من بدء تشغيل العمل 1؟ إذا لم يكن كذلك، فإن جزءًا من قيمة CNC يبقى في حالة خمول بسبب وقت الانتظار.
المتاجر التي تعمل بإنتاج متنوع بكميات منخفضة غالبًا ما تستهين بمدى التداخل الإنتاجي غير المستغل لديها. في المكابح اليدوية أو ذات التحكم العددي (NC)، يجب على المشغلين إيقاف الإنتاج لإعادة ضبط المقاييس، وإعادة محاذاة القوالب، وتجربة القطعة الأولى. ذلك التوقف الذي يتراوح بين 25–40% يستهلك القدرة الإنتاجية بصمت. في المقابل، يمكن للمشغل الماهر لنظام CNC باستخدام البرمجة خارج الخط التحقق من مسارات التصادم وضبط الأدوات قبل أن تُنهي المكابح دورتها الأخيرة—دافعًا نحو تحقيق استخدام للمغزل أقرب إلى التشغيل المستمر الفعلي.
التحدي الخفي هو أن امتلاك القدرة على البرمجة خارج الخط وحده لا يحل أي مشكلة. الأمر يتطلب كفاءة قوية في قراءة المخططات، وحساب خصومات الانحناء، والتنقل ضمن أنظمة إحداثيات الآلة. كثيرًا ما يتعثر الموظفون الجدد هنا—سواء بسوء قراءة جداول السماحات أو إهمال التأكد من إحداثيات المقياس الخلفي أثناء المحاكاة. عند حدوث ذلك، تصبح أدوات البرمجة خارج الخط مجرد وزن رقمي باهظ الثمن بلا فائدة. المبدأ التوجيهي بسيط: إذا كان صانعو المعادن لديك لا يمكنهم تفسير ورقة التحكم بشكل مستقل، ركّز على التدريب الشامل قبل إنفاق المال على وحدات تحكم مطوّرة.
تعويض التاج—الانحناء المتعمد لأعلى في سرير أو مكبس مكبح لضبط الانحراف—هو اختبار دقيق لكل من المعرفة الهندسية والصبر. مع التاج اليدوي، يجب على المشغلين فهم كيف يجتمع الحمل، وسمك المادة، وطول قطعة العمل لتشويه شعاع. إذا كانت الحسابات غير صحيحة، فإن الانحناء الناتج يكون خاطئًا—وحتى خطأ بمقدار عشرة درجات عبر متر واحد من الفولاذ المقاوم للصدأ يمكن أن يجعل دفعة كاملة عالية القيمة غير قابلة للاستخدام.
إزالة التخمين ممكنة مع أنظمة التاج الهيدروليكية أو التي يتحكم بها CNC. تقيس هذه الأنظمة انحراف المكبس تحت الحمل وتضبط الدعم المركزي تلقائيًا، مما يضمن الاستواء دون تدخل المشغل. الأساليب اليدوية، من ناحية أخرى، تعتمد على مجموعات الرقائق أو براغي التحكم اليدوي—وهي حلول تعمل جيدًا مع المشغلين ذوي الخبرة لكنها قد تكون صعبة للمبتدئين. كما تلعب الإرهاق دورًا؛ بعد ساعات من التعديل اليدوي، قد تنزلق الدقة بعدة درجات، مما يؤدي إلى دورات إعادة العمل التي تقلص هامش الربح بشدة.
بالنسبة لمديري الإنتاج، هذه هي اللحظة التي ينبغي أن تدق فيها أجراس الإنذار. إذا كان فريقك يعاني باستمرار في تفسير المخططات البيانية وحل مسائل علم المثلثات اللازمة للتعويض الدقيق، فإن التكلفة الحقيقية للتاج اليدوي تتجاوز بكثير مجرد أوقات إعداد أطول—it تتصاعد إلى هدر مكلف في المواد. تتحدد إستراتيجية نقطة التعادل لديك في مسارين: إما الالتزام بستة إلى اثني عشر شهرًا من التدريب المكثف للمشغلين، أو الاستثمار في نظام CNC يقوم بأتمتة العملية بالكامل. المسار الأول يحافظ على قيمة العمالة؛ والثاني يحمي من قوانين الفيزياء الأساسية التي لا يمكنك تجاوزها يدويًا.
أدوات مكابح الضغط ليست متوافقة عالميًا، وافتراض أنها كذلك يمكن أن يحول آلتك الجديدة تمامًا إلى قطعة معدات غالية بلا عمل. الأدوات ذات النمط الأمريكي التقليدي، الشائعة في المنشآت الأميركية القديمة، تحتوي على لسان مسطح بأبعاد تركيب مقاسة بالبوصة. الأدوات ذات النمط الأوروبي، بالمقابل، عادةً ما تحتوي على لسان أضيق، وأكتاف مصقولة بدقة، وتتبع المعايير المترية لفتحات القوالب. هذان النظامان مختلفان جوهريًا ولا يمكن تبديل أحدهما بالآخر دون تعديل.
مشكلة عدم التوافق خطيرة بما يكفي لأن الدراسات الصناعية تربط بين 30–50% من تأخيرات التركيب مباشرة مع أوامر أدوات غير متطابقة. ضع في اعتبارك حالة متجر اشترى مكبس ضغط أوروبي عالي الجودة مزود بمشابك بمواصفات مترية، ثم حاول توفير المال بشراء مجموعة أدوات أمريكية. النتيجة؟ لم تتناسب الأدوات، مما فرض ثلاثة خيارات باهظة: تصنيع رقائق مخصصة للجسر بين الفرق (بتكلفة تزيد عن $5,000)، شراء نظام محول مخصص مع تعقيد إضافي، أو استبدال الأدوات بالكامل. كل خيار يعني أسابيع من الإنتاج المفقود وميزانية أدوات تضخمت لأكثر من أربعة أضعاف التقدير الأصلي.
الحل مباشر ولكنه بالغ الأهمية: تأكد من نظام التثبيت في آلتك، شكل اللسان، وأبعاد مقعد القالب قبل طلب أي أدوات. طابق ليس فقط النمط العام—أمريكي أو أوروبي—ولكن أيضًا التسامحات المحددة للمصنع في الارتفاع والعرض وتصنيفات التحميل. هذا الحرص يلغي خطر التعديلات اللاحقة، وتجاوز الميزانية، والمواعيد النهائية الفائتة التي يمكن أن تدمر عائد الاستثمار لآلة الضغط قبل أن تصنع أول قطعة.
طلب مجموعة أدوات شاملة—مع كل مثقاب وقالب يمكن تخيله—قد يبدو جذابًا، لكنه في الغالب إهدار للموارد. في الواقع، يمكن لمعظم المتاجر إنجاز 80% من عملها بثلاث أدوات مختارة بعناية فقط: مثقاب حاد (85°) لانحناءات الزوايا المتعددة، مثقاب عنق الإوزة للصناديق والقنوات، وقالب نصف قطر مطابق بحجم يلائم أكثر صفائحك سمكًا التي تعالجها عادةً (إرشاد فتحة القالب: 8× سمك المادة).
قبل تركيب الآلة، حلّل أعمال الربع الماضي باستخدام خريطة أدوات. حدد الأشكال التي تشكّلها في الأغلب، المواد المستخدمة، والزوايا المطلوبة. ابدأ بهذا الطقم المقتصد “اليوم الأول”، ثم راقب أوقات الإعداد الفعلية ومعدلات العيوب في الإنتاج. إذا بقيت أداة متخصصة—مثل مثقاب فتحات تهوية $1,375—غير مستخدمة عبر عدة دورات، فهي ليست استثمارًا؛ بل مجرد تجميد لرأس المال.
تحوّل هذه الإستراتيجية المرحلية لشراء الأدوات عمليات الشراء من إنفاق تكهني إلى استثمارات مدعومة بإثبات واقعي. استخدم متجر تصنيع أوراق تدقيق لاحقة للتركيب لتحديد وإلغاء أوامر 40% من الأدوات التي كانت تعتبر ضرورية في البداية—لكن لم تُستخدم مطلقًا. تمت إعادة توجيه المدخرات إلى أنظمة تثبيت عالية السرعة، مما قلل أوقات الإعداد إلى النصف لكل عملية وزاد الإنتاجية بشكل يفوق بكثير ما كان يمكن أن توفره مجموعة الأدوات الشاملة الأصلية.
القوالب منخفضة السعر من موردين غير موثقين غالبًا ما تدّعي سعة انحناء “مماثلة” لكنها تقصر في علم المعادن والدقة البُعدية. مشكلة شائعة تظهر عند العمل بالفولاذ المقاوم للصدأ، الذي يتمتع بمعامل K أعلى—ما يعني ارتدادًا أكبر—ويتطلب حوالي ضعف ضغط التشكيل مقارنةً بالفولاذ الطري. كثيرًا ما تتشقق القوالب منخفضة الجودة أو تتكسر تحت هذه القوى، لا سيما على طول الأكتاف، وتفقد دقتها عند فتحة الـ V، مما يؤدي إلى استبدال مبكر.
على مدى سنتين، الحسابات المالية قاسية. مجموعة قوالب $800 تُستبدل مرتين في السنة تصل تكلفتها إلى $3,200 في المشتريات. ومع احتساب الإنتاجية المفقودة—خمس دقائق لكل قطعة عند تكلفة عمل $30/ساعة—تتجاوز تكلفة التوقف $7,000 لكل استبدال، دون احتساب الهدر الناتج عن الانحناءات غير المحاذية. في متجر متوسط الحجم، يمكن أن تصل التكلفة الخفية بسهولة إلى $50,000 قبل أن يلاحظ أي شخص التأثير الحقيقي لدورة الاستبدال.
على النقيض من ذلك، القوالب الممتازة ذات الفتحات V المصقولة بدقة والمصنوعة من سبائك معالجة حرارياً تدوم عادةً من 18 إلى 24 شهراً تحت أحمال عمل متنوعة، وتحافظ على دقة الثني وتقلل معدلات الخردة بنسبة تصل إلى 40%. إحدى شركات تصنيع الأجهزة الطبية سجلت انخفاضًا بنسبة 55% في المنتجات المرفوضة بعد الترقية إلى أدوات من الدرجة الأولى — مستردةً كامل استثمارها في غضون 16 شهرًا فقط، بينما استعادت مئات الساعات من العمل التي كانت تضيع سابقاً في معالجة العيوب.
الخلاصة: تكاليف الأدوات ليست اختيارية، والتقليل من شأنها غالبًا ما يؤدي إلى مفاجأة مزعجة بـ “$10,000–وأكثر” للمشترين. حتى مجموعة أساسية متعددة الاستخدامات لمكبح ضغط صغير يمكن أن تكلف من $1,000 إلى $5,000. أما التشكيلات الأكثر تقدماً — وخاصة تلك المخصصة لمكابح CNC متعددة المحاور مع تحكم Y1/Y2/R وأنظمة تقويس أو مبدّلات أدوات آلية — يمكن أن تصل بسهولة إلى $10,000–$20,000، مع إضافة مبدّل أداة CNC قد يضيف من $5,000 إلى $30,000 أخرى.
قبل الاستثمار في أدوات لمشاريع قد لا تتحقق أبداً، تحقق من متطلبات الثني الفعلية لديك. قم بتحسين تصاميم الأجزاء المعتادة لتحقيق على الأقل 85% من استخدام الصفائح، وشغّل برامج ثني محاكاة، وتأكد من أن ملفات الثني تتوافق مع مزيج الإنتاج المتوقع لديك. تساعد هذه المراجعة قبل شراء الأدوات في تحديد الأعمال “الخرافية” — أي الملفات المتخصصة التي يتم تصورها أثناء مرحلة تخطيط الماكينة ولكن لا يتم استخدامها فعلياً أبداً.
تخصيص ميزانية للأدوات قبل وصول المكبح ينقل طريقة التفكير الشرائية من التركيز على الآلة إلى التركيز على الإنتاج، مما يضمن تحقيق أقصى كفاءة من اليوم الأول. القيمة الحقيقية للآلة لا تكمن في تصنيف قدرتها أو سمعة علامتها التجارية — بل في الدقة والقدرة على التكيف ووقت التشغيل الذي تتيحه الأدوات الصحيحة.
إطار مكبح الضغط يحتفظ بتاريخ كل صفيحة تم ثنيها، وفحص توازي الكباس يعد من أسرع الطرق لقراءة ذلك التاريخ. استخدم مسطرة دقيقة أو مؤشر قياس عبر الكباس في عدة نقاط، ومرره خلال كامل حركته. إذا تجاوز الانحراف 0.001 بوصة لكل قدم, فمن المرجح أن الإطار قد تشوّه بفعل التحميل المفرط المتكرر — وهو أمر شائع عندما يتجاوز المشغلون حدود الحمولة المقررة عند العمل على الفولاذ المقاوم للصدأ السميك أو المواد عالية الشد.
لإجراء تقييم سريع، قم بالاختبار مرتين: مرة بدون حمل، ومرة عند حوالي نصف الحمولة المقننة للآلة. في مكبح هيدروليكي مُصان جيداً مع كباسين مستقلين Y1 و Y2، يجب أن يبقى كلا الجانبين ضمن 0.002 بوصة عن بعضهما البعض. إذا لم يكن الأمر كذلك، فمن المرجح أن المكبح قد شُغّل بما يتجاوز طاقته التصميمية، مما يضحي بدقة الثني. تجاهل هذا الفحص يمكن أن يؤدي إلى أعمال إعادة محاذاة مكلفة — بعض الورش دفعت آلاف الدولارات لإصلاح مشاكل الإطار التي لم تُكتشف عند الشراء. يجب على البائع الموثوق أن يرحب باختبار التوازي؛ إذا رفض، فكر في المغادرة أو أصر على خصم كبير لتغطية تكاليف إعادة البناء.
مع أن المكونات الميكانيكية لمكبح الضغط يمكن أن تدوم لعقود، فإن الإلكترونيات غالباً ما تتعطل في وقت أقرب بكثير. أنظمة NC قبل عام 2000 ووحدات CNC المبكرة من علامات مثل Delem أو Cybelec قد لا تزال تُشغّل الكباس بسلاسة، ولكن بمجرد أن ينهي المصنع دعم البرامج وقطع الغيار، فإن تعطل السيرفو أو وحدة الاتصال يمكن أن يجعل الماكينة عديمة الفائدة تماماً. في بعض الحالات — مثل لوحات TP10S القديمة — تصبح قطع الغيار غير متوفرة، مما يجعل إعادة تجهيز التحكم بالكامل الخيار الوحيد، والذي عادة ما يكلف من $10,000 إلى $15,000.
حتى وحدات التحكم التي تبدو حديثة نسبياً يمكن أن تتحول إلى “يتامى” إذا كانت تعتمد على أنظمة برمجية خاصة أو لا تسمح بالبرمجة بدون اتصال. قبل الالتزام بالشراء، قم بتحميل برنامج اختبار بسيط يتضمن ثنيات أساسية وحركة محور R (المقياس الخلفي). إذا لم يتمكن من تنفيذ الروتين دون أخطاء أو أعطال، فالإلكترونيات ستتعطل على الأرجح أثناء الإنتاج. الميكانيكا الجيدة لن تعوّض عن التحكم غير الموثوق. واجهة مستقرة ومدعومة جيداً ضرورية مثل الإطار الصلب تماماً — وبدونها، فإن التوقف عن العمل سيمحو بسرعة أي توفير تحقق من شراء مستعمل.
التسربات الهيدروليكية أمر لا مفر منه خلال عمر مكبح الضغط — لكن شدتها تختلف كثيراً. طبقة رقيقة من الزيت على الكباس عند الامتداد الكامل غالباً ما تشير إلى تآكل ختم القضيب، وهو إصلاح منخفض التكلفة، عادة من $50 إلى $200 لكل جانب لقطع ذات جودة. لكن إذا سمعت صفيراً أثناء التحميل، أو لاحظت قراءات ضغط متقلبة، أو رأيت زيتاً رغوياً في الخزان، فقد تكون أمام مشكلة في المضخة. استبدال مضخة إزاحة متغيرة تالفة غالباً ما يكلف بين $5,000 و $8,000، دون احتساب وقت الإنتاج المفقود.
للتمييز بين تسرب بسيط وتلف فعلي في المضخة، شغّل الكباس بدون حمل بسرعة تقارب 80% من الحد الأقصى. إذا انزلق الكباس بعد التوقف أو تقلب الضغط تحت ظروف ثابتة، فاشتب في وجود مشكلة في المضخة أو الصمام بدلاً من أختام تالفة. افحص الزيت أيضاً: السائل الداكن مع جزيئات معدنية قد يشير إلى تلوث يُخطأ على أنه عطل في المضخة. في كثير من الحالات، يمكن لعملية تنظيف نظام بقيمة $300 أن تعيد الوظيفة الصحيحة، بشرط أن يستوفي النظام معايير النظافة. اختبر دائماً والزيت في درجة حرارة التشغيل — حوالي 140°F — لأن الزيت البارد يمكن أن يخفي التسربات بينما الحرارة تكشف أداء المكونات تحت الضغط الفعلي.
يصل المشتري الذكي إلى الفحص وهو مستعد بثلاثة اختبارات سريعة: فحص التوازي، تحميل برنامج وحدة التحكم، ودورة هيدروليكية. في أقل من ساعة، يمكنك تأكيد دقة الإطار، وضمان استقرار الإلكترونيات ودعمها، وأخذ أي مشاكل هيدروليكية في الحسبان بدقة ضمن عرضك. إذا بقي الكباس مستقيمًا، وشغّلت وحدة التحكم وظيفة أساسية دون أخطاء، وحافظ النظام الهيدروليكي على الضغط بسلاسة، فمن المرجح أنك وجدت آلة جيدة. ولكن إذا فشل أي من هذه الجوانب—وخاصة نظام التحكم—فأنت تواجه خطأ مكلفًا. لا تكشف هذه الفحوصات السريعة عن العيوب فحسب، بل تخبرك في اللحظة نفسها ما إذا كنت على وشك شراء أصل إنتاجي أم صداع مكلف مغطى بطبقة طلاء جديدة.
يجب أن يشبه عرض السعر المهني لمكبس الانحناء بدلةً مصممة خصيصًا—وليس فاتورة مترهلة مليئة بالإضافات التي لم تطلبها مطلقًا. ابدأ بتحديد المواد والسماكات وطول الانحناءات التي تشكل 80% من مهامك. هذه هي الأساسيات الخاصة بك؛ وأي شيء يتجاوزها يبقى اختياريًا حتى تُثبت الضرورة. على سبيل المثال، إذا كان عملك المنتظم يشمل ثني الفولاذ المقاوم للصدأ 304 بسماكة 3/16 بوصة على امتداد 96 بوصة، اطلب من البائع إثبات قدرة الماكينة على التحمل، ودقة الانحناء، وتوافق الأدوات عند هذا الحمل الفعلي بالضبط.
استبدل الادعاءات الغامضة مثل “يتعامل مع X طن” بحسابات دقيقة: اطلب من البائع تحديد الحمولة المطلوبة بناءً على عرض قالب الـV الفعلي، وقوة شد المادة (والتي تكون عادة أكثر من 80 ksi للستانلس ستيل)، وطول الانحناء. يؤدي ذلك إلى القضاء على توصيات الحجم المبالغ فيها المصممة لرفع الأسعار وهدر المساحة الأرضية الثمينة.
تؤدي حالات عدم تطابق الأدوات غالبًا إلى استنزاف الميزانيات بهدوء—وخاصة عندما لا تتوافق أنظمة الأدوات الأمريكية والأوروبية/Wila. إن الجمع الخاطئ يمكن أن يعطل كفاءة الإعداد ويجعلك تتحمل تكلفة محولات باهظة. اطلب من المورد تأكيد التوافق مع أسلوب الأدوات المركبة لديك، وارتفاع الثقب، وعرض القالب. واصرّ على الحصول على مجموعة “يوم العمل الأول” الكاملة التي تغطي التطبيقات الأساسية—الثنيات المستقيمة بزاوية 90° والحواف—حتى لا يتوقف الإنتاج أثناء انتظار المكونات المفقودة.
قد تبيع المواصفات الآلة، لكن العروض التوضيحية تكشف الحقيقة. اطلب دائمًا اختبار الأجزاء والمواد وتسلسلات الانحناء الفعلية الخاصة بك على مكبس الانحناء المرشح—بشكل مباشر أو عن طريق الفيديو. اعتبر ذلك إلزاميًا: “شكل مكوني الفولاذي بطول 8 أقدام وسمك 10 غيج مع حواف 90°، وسجل جميع القياسات قبل وبعد، وصور حركة المقاييس الخلفية أثناء كل دورة.”
المشترون الذين يتبعون هذا النهج يكشفون تقريبًا كل عيب تخفيه ورقة المواصفات—مشكلات تكرارية الكباس، وانجراف المقاييس الخلفية، وتذبذب مقاعد الأدوات. يمكن أن يصبح التفاوت البسيط بمقدار 0.015 بوصة مشكلة خطيرة عند تطبيقه على كامل إنتاجك، مما يجعل كل حافة خارج حدود التسامح ويؤدي إلى إعادة عمل مكلفة.
تجاوز اختبار الثني الواحد—نفذ تسلسل إنتاج واقعي: صناديق متعددة الخطوات، أو حواف مزدوجة، أو إزاحات. سيكشف ذلك عن قيود عمق الحلق، ونقاط التصادم، وبطء البرمجيات أثناء الدورات متعددة المحاور. كما أنه المرحلة المثالية لتقييم البرمجة خارج الخط: قِس الوقت اللازم للإعداد، وما إذا كان النظام يحدد التصادمات المحتملة في الثنيات على شكل U أو يعتمد على تعديلات تجريبية لا تنتهي.
الماكينة التي تبدو مثالية في الكتيب ولكن تصل بعد أربعة أشهر من الموعد المحدد ستكلف أكثر على المدى الطويل من دفع القليل الإضافي مقدمًا. يمكن أن تؤدي مواعيد التسليم الفائتة إلى استنزاف الورش المتوسطة آلاف الدولارات أسبوعيًا من الإنتاج المفقود. يجب أن يوضح طلب عرض السعر لديك مواعيد تسليم محددة، وعقوبات قابلة للتنفيذ عند التأخير، وشروط دقيقة للدعم بعد البيع.
ضعها مكتوبة بالأبيض والأسود: “يتم الشحن في التاريخ المحدد أو تحمل غرامة 1% عن كل أسبوع تأخير؛ أكد ميناء الدخول؛ حدد من يدير التخليص الجمركي.” اطلب التزامات مكتوبة لساعات التدريب، والحد الأقصى لوقت استجابة الفنيين الميدانيين (لا يزيد عن 48 ساعة)، وتوافر قطع الغيار مضمونة في بلدك لمدة لا تقل عن عامين. العبارات مثل “يُحدد لاحقًا” أو “رهنا بالتوافر” غالبًا ما تخفي خدمة بطيئة أو مكونات مفقودة.
أكد مساحة التركيب الدقيقة قبل التوقيع. يجب أن تعكس الرسومات الهندسية (CAD) جميع مساحات الخلوص المطلوبة—مسافة حركة المقاييس الخلفية، واتجاه ستارة الأمان، وبروز خزانة الكهرباء، ومساحة المشغل من جميع الجوانب. يمكن أن تؤدي بوصات غير محسوبة إلى منع وصول الرافعة الشوكية أو إعاقة تدفق العمل، مما يحوّل الصفقة المفترضة إلى صداع تشغيلي.
يجب أن ينتهي طلب عرض السعر لديك بالسؤال الوحيد الذي يفرض الشفافية الكاملة: “ما معدل الأعطال عندكم؟” إذا كانوا يتابعون عدد الآلات التي تم إرجاعها أو استبدالها، فسوف يقدمون رقمًا. إذا تهربوا، فافترض أنك التالي في قائمتهم. دعم ذلك بالبيانات—نسب التشغيل المستمر بعد ستة واثني عشر شهرًا، وسجلات فشل الأدوات، وتاريخ مطالبات الضمان للطراز المحدد الذي تم تسعيره لك.
فكّر في هذا المثال: طلب أحد المصنّعين في الغرب الأوسط عروض أسعار لثلاث آلات متشابهة الحجم. كشفت التجارب الاختبارية عن مشاكل خفية—انحراف في التوازي عند الضغط على الألواح الكاملة الثقيلة، وتوقف المقاييس الخلفية أثناء الثنيات المزدوجة، وتباطؤ وحدة التحكم أثناء البرمجة خارج الخط. كان الخياران الأرخص سيؤديان إلى خسارة إنتاجية سنوية تعادل $20,000. أما البائع الذي استوفى كل مواصفات طلب العرض فقد حقق قابلية تكرار بنسبة 99.8% وشحن في الموعد المحدد تمامًا.
بمجرد أن تقدّم طلب عرض سعر كهذا، يصبح الفارق واضحًا—فالموردون الضعفاء يختفون، والأقوياء يتفاعلون. ستتوقف عن شراء مكابس الانحناء بثقة عمياء، لأن الأدلة ستكون أمامك مباشرة.


















