

Una pressa piegatrice non è un acquisto: è un calcolo. Eppure troppo spesso quel calcolo viene affidato a qualcuno motivato da una quota di vendita, non dalla precisione. Quando i tuoi valori di tonnellaggio provengono da “tabelle standard” generiche invece che dai materiali e dai pezzi che effettivamente produci, rischi di ritrovarti con una macchina che sovraccarica lavorazioni delicate o si blocca su piegature redditizie. La differenza tra un tonnellaggio accurato e uno approssimativo non è teoria: è il confine tra tempi di attività e costosi tempi di fermo.
Non puoi stimare la forza di piegatura a occhio—specialmente quando geometria degli utensili, proprietà dei materiali e combinazione dei lavori possono far variare il carico richiesto dal 30 al 70 percento. Un vero dimensionamento parte dalla fisica, non dal prezzo. Questo significa capire come le tabelle standard, le ipotesi sulla resistenza e la variabilità dei lavori distorcono i tuoi dati di tonnellaggio—e imparare come sostituire stime approssimative con calcoli solidi.
Ogni tabella di tonnellaggio appesa in uno showroom porta lo stesso difetto: assume acciaio dolce piegato su stampi perfetti 8×S in condizioni ideali. La produzione reale non è mai così ordinata. Lamiera sottile si piega più nettamente; la lamiera spessa si comporta diversamente. Usa uno stampo troppo stretto (ad esempio 6×S invece di 8×S) e la forza richiesta può salire di molto oltre il limite meccanico della pressa. Vai troppo largo, e il punzone deve percorrere più strada di quanto la pressa possa gestire.

Ecco la formula reale: P = 650 × S² × L / V, dove P è in kilonewton, S è lo spessore in millimetri, L L V è la lunghezza di piega in metri, e.
V.
Il risultato è facile da prevedere: le officine comprano presse da 100 ton per pezzi che occasionalmente richiedono 160 ton, o spendono troppo per telai sovradimensionati perché una dimostrazione su materiale sottile sembrava perfetta. Verifica il tuo tonnellaggio alla profondità reale del lavoro, non a quella da showroom, e i numeri smetteranno di ingannarti.
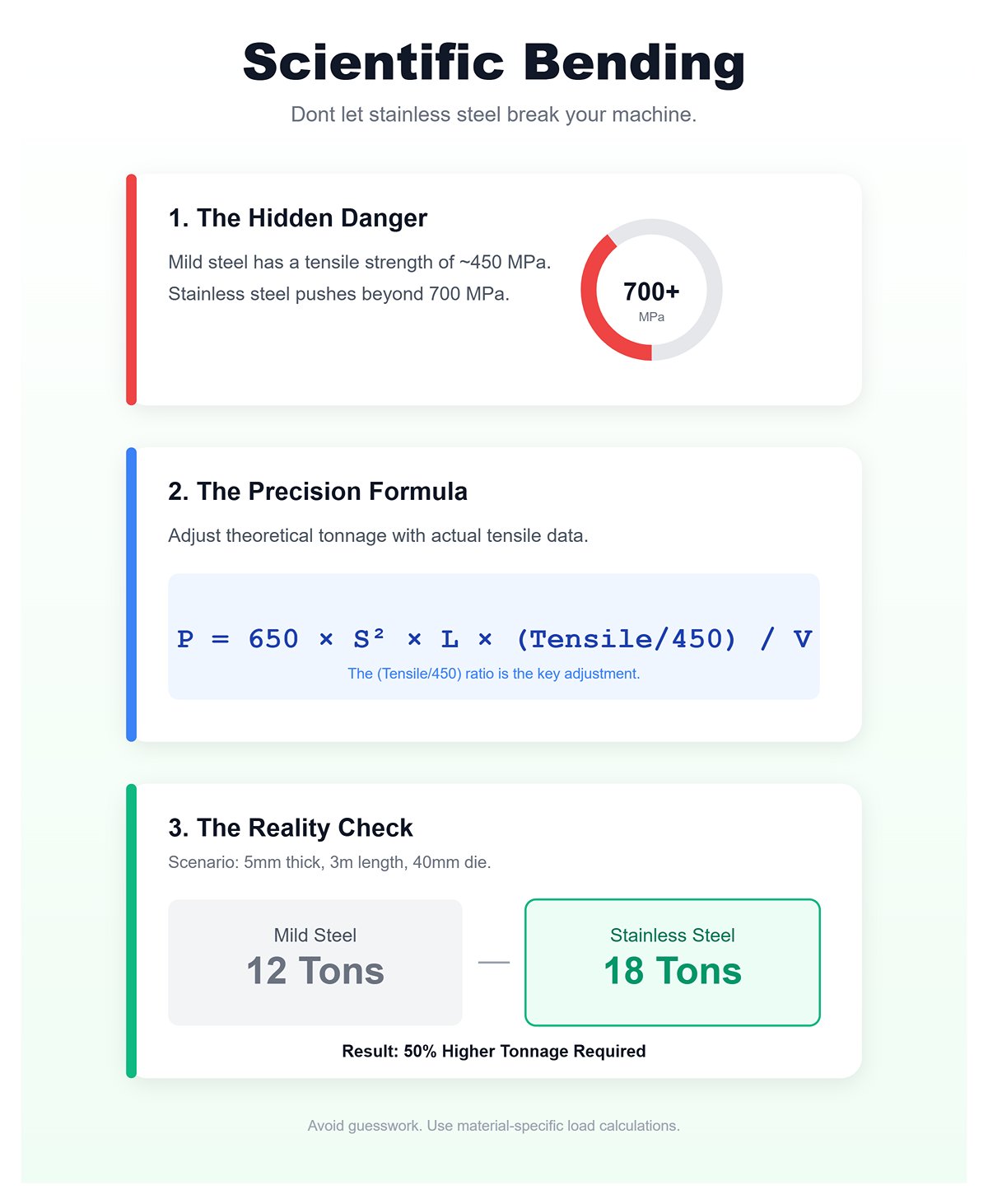
Il fattore inox: regolare l’equazione in base alla resistenza del materiale L’acciaio inox mette rapidamente in evidenza l’errore di trattare tutti i metalli come uguali. Mentre l’acciaio dolce tipicamente ha una resistenza a trazione di circa 450 MPa, l’inox può facilmente superare i 700 MPa. Questa resistenza aggiuntiva aumenta il tonnellaggio richiesto di circa il 50%, eppure molte cosiddette “tabelle universali” di tonnellaggio assumono ancora valori dell’acciaio dolce. È per questo che molti acquirenti restano sorpresi quando la loro pressa piegatrice da 100 ton si piega sotto pezzi in inox che pensavano si piegassero facilmente. Per correggere in base alla resistenza del materiale, applica questa formula di riferimento modificata: V = 40 mm, P ≈ 650 × 25 × 3 × 1,5 / 40 = 18 tonnellate—contro appena 12 tonnellate per l’acciaio dolce. Se lo si proietta sull’intera giornata di produzione, diventa chiaro perché i telai sottodimensionati flettono e producono angoli di piega incoerenti.
I grafici che ignorano le variazioni di resistenza a trazione offrono un’immagine fuorviante della capacità della macchina. Gli strumenti moderni—come il Load Calc di Cincinnati—utilizzano dati specifici del materiale invece di supposizioni, calcolando carichi precisi per ogni tipo di metallo. La soluzione non è acquistare la pressa più grande che si riesce a trovare; è acquistare con accuratezza scientifica.
Pochi errori consumano capitale più velocemente che dimensionare una macchina per un lavoro che quasi mai si vedrà. Molti acquirenti vedono una lamiera di acciaio dolce da 10 piedi di lunghezza e ¼” di spessore e scelgono una pressa da 165 tonnellate, dimenticando che la maggior parte delle loro produzioni è lunga la metà. Quando si progetta in funzione dei carichi di lavoro tipici invece che delle eccezioni, si riducono massa della macchina, richiesta di potenza e costo d’acquisto—risparmiando spesso $50 000 o più, mantenendo la piena capacità produttiva.

La misura più intelligente è questa: dimensiona la tua pressa in base all’80% dei pezzi che pieghi abitualmente e esternalizza le rare eccezioni. Dimezzare la lunghezza operativa quasi dimezza le necessità di tonnellaggio: un carico di 5 piedi funziona facilmente con 80–100 tonnellate, mentre una lamiera di 10 piedi richiede circa 165. Ricorda, il telaio di una pressa non fornisce resistenza gratuita; consuma elettricità e occupa spazio sia in funzione che a riposo. Le presse sovradimensionate sono come camion merci parcheggiati—imponenti, costose e sottoutilizzate.
Confronta le tue specifiche con i lavori che esegui abitualmente. Usa il Abbreviazione per acciaio dolce (≈ 8 × spessore (mm) × lunghezza (m) = tonnellate), poi correggi per l’inox con un moltiplicatore ×1,5–2,0 e includi un margine di sicurezza 20%. Questo metodo ti porterà entro circa 10% dal tuo requisito reale di prestazione—abbastanza preciso per evitare sia sforzi eccessivi sulla macchina che spese inutili.
Il tuo potere d’acquisto non è definito dal tonnellaggio—è definito dalla pertinenza. Quando adatti una pressa piegatrice al carico di lavoro quotidiano anziché ai lavori rari, la matematica ti premia turno dopo turno con produttività costante e ritorni intelligenti.
La lunghezza dichiarata del piano su una pressa piegatrice raramente corrisponde all’effettiva campata utile di piegatura. La misura chiave è la distanza tra i montanti laterali della macchina—quegli elementi verticali del telaio che sorreggono la traversa e il bancale. Questa “distanza tra colonne” è spesso inferiore di 10–20 pollici rispetto alla lunghezza nominale del piano, soprattutto nei modelli economici dove la larghezza del telaio è ridotta per risparmiare materiale. Ad esempio, una pressa pubblicizzata con un piano da 120 pollici potrebbe offrire solo 104 pollici di luce effettiva. In tali casi, un pannello a tutta larghezza toccherà i montanti a meno che non venga posizionato in diagonale, introducendo rischi di piegature incoerenti e possibili collisioni degli utensili.
Lo spazio di luce per i risvolti aggiunge un ulteriore livello di complessità. Risvolti alti possono urtare la traversa o l’utensile superiore durante la corsa di ritorno se l’ altezza verticale utile—la distanza dal bancale alla traversa in massima estensione—meno la corsa è inferiore all’altezza del risvolto. Un errore comune si verifica quando l’altezza utile è generosa ma la corsa è breve, lasciando spazio insufficiente dopo la formatura. Ciò può intrappolare i pezzi nella pressa o costringere a rimozioni non sicure. Per evitarlo, non basarti solo sulle dimensioni del piano; confronta il tuo risvolto più alto con l’altezza di chiusura della macchina e aggiungi un margine di sicurezza per il ritorno elastico, che può richiedere 20–30% di spazio in più.
La profondità della gola—la distanza orizzontale dalla linea di piega al bordo interno del telaio laterale della macchina—viene spesso sottovalutata. Profondità standard di 6 a 12 pollici sono di solito sufficienti per pezzi piani, ma possono limitare gravemente pezzi formati come canali a U, scatole profonde o pannelli con offset. Se la distanza dalla linea di piega al bordo opposto del pezzo supera la profondità della gola, il materiale colpirà il telaio a C durante la piegatura. Questo problema è particolarmente rilevante con grandi avvolgimenti o pannelli di chiusura, che richiedono ampia libertà di movimento mentre la piega si chiude.
Un materiale più spesso aumenta ulteriormente la necessità di profondità della gola, poiché il raggio di rotazione cresce con lo spessore. La formatura di acciaio da 1/4 di pollice, ad esempio, può richiedere fino al 50% di gola in più rispetto a una lamiera sottile per evitare interferenze con il telaio. Molte officine lo scoprono solo dopo che i tempi di ciclo si allungano a causa di complicate manovre di capovolgimento o riposizionamento dei pezzi, che spesso introducono errori di allineamento. Il semplice passo preventivo: stendere il disegno del pezzo, misurare dalla linea di piegatura al bordo opposto e assicurarsi che tale distanza rientri nella profondità della gola più un piccolo margine di tolleranza.
| Concetto | Descrizione |
|---|---|
| Definizione della profondità della gola | Distanza orizzontale dalla linea di piegatura al bordo interno del telaio laterale della macchina. |
| Intervallo di profondità standard | Tipicamente da 6 a 12 pollici; adeguato per lavorazioni piane. |
| Limitazione per i pezzi formati | Può limitare la formatura di canali a U, scatole profonde, pannelli con offset se la distanza dalla linea di piegatura al bordo opposto supera la profondità della gola. |
| Possibile interferenza | Il materiale può urtare contro il telaio a C durante la piegatura, specialmente per grandi avvolgimenti o pannelli di chiusura che richiedono spazio di rotazione. |
| Effetto dello spessore del materiale | Un materiale più spesso aumenta la profondità della gola richiesta a causa di un raggio di rotazione maggiore. |
| Esempio di requisito | La formatura di acciaio da 1/4 di pollice può richiedere fino al 50% di profondità della gola in più rispetto a una lamiera sottile per evitare interferenze con il telaio. |
| Impatto di una profondità insufficiente | Comporta tempi di ciclo più lunghi, manovre scomode di capovolgimento/riposizionamento dei pezzi ed errori di allineamento. |
| Misura preventiva | Nei disegni dei pezzi, misurare da ogni linea di piegatura al bordo opposto e assicurarsi che rientri nella profondità della gola disponibile più il margine di tolleranza. |
L’ingombro di una macchina comprende molto più della lunghezza del banco e della larghezza del telaio. Le attrezzature di sicurezza moderne e le zone di accesso per la manutenzione introducono quella che viene spesso chiamata “impronta fantasma”, ovvero le aree di buffer invisibili intorno alla pressa piegatrice che devono rimanere libere. Le barriere fotoelettriche, richieste dall’OSHA per determinate operazioni, necessitano tipicamente di almeno 20 pollici di spazio dalla linea dell’utensile ai montanti dell’emettitore e del ricevitore. I riscontri posteriori a movimento basculante possono estendersi ancora di più durante i cicli di cambio utensile, descrivendo archi tra 18 e 24 pollici. I quadri elettrici aggiungono frequentemente altri 12–16 pollici alla dimensione posteriore o laterale.
Quando si considerano tutti questi componenti, una pressa piegatrice con un banco nominale di 10 piedi può in realtà richiedere più di 14 piedi di spazio utile sul pavimento. Trascurare queste zone aggiuntive può soffocare il flusso di lavoro, ostruire i corridoi per i carrelli elevatori o violare le distanze di sicurezza obbligatorie. Alcune presse subiscono persino una leggera flessione del telaio durante carichi pesanti—alcuni modelli europei hanno documentato un movimento della gola di 2–4 pollici sotto alte tonnellate—che può alterare sottilmente le zone di ingombro a metà ciclo. Pianifica sempre usando misurazioni in operatività reale piuttosto che specifiche statiche da catalogo.
Puoi eseguire un rapido audit degli ingombri in pochi minuti usando i pezzi che già produci:
Il successo significa verificare che ogni misura critica dei tuoi pezzi rientri comodamente nell’effettivo campo di lavoro della macchina, non solo nella lunghezza del banco. Se anche solo un pezzo non supera questi controlli di ingombro, è un segnale di allarme. Regola la specifica della macchina o modifica la geometria del pezzo prima di impegnarti nell’acquisto. Questa valutazione di cinque minuti può far risparmiare migliaia in tempo di setup e prevenire costose modifiche post‑consegna.
La convinzione che aggiungere più assi aumenti automaticamente i profitti è uno dei miti più duraturi nella manifattura. In realtà, ogni aggiornamento di controllo aumenta la complessità più velocemente di quanto espanda la capacità—a meno che il tuo flusso di lavoro e i tuoi operatori siano pronti a sfruttarlo pienamente. Una sofisticata pressa piegatrice CNC a 6 assi fornisce ROI solo quando gli operatori sanno interpretare dati complessi di piega, compensare il ritorno elastico e gestire correzioni di angolo in tempo reale. Senza queste competenze, la precisione aggiuntiva rimane bloccata nel software mentre i costi di manodopera e il deprezzamento della macchina aumentano.
Per la maggior parte delle officine meccaniche, assi Y1/Y2 sincronizzati coprono circa l’80 % delle operazioni di piega con precisione sub‑millimetrica. Un operatore di Livello II certificato secondo gli standard NIMS può ottenere costantemente una precisione di ±0,5 mm su flange diritte usando controlli NC semi‑automatici. Lo stesso operatore costa meno da assumere e formare rispetto al mantenimento di licenze software e formazione continua per una CNC multi‑asse. Quando tecnici ben addestrati superano prestazioni di automazioni sotto‑utilizzate, il periodo di ammortamento per l’hardware aggiuntivo svanisce semplicemente.
I dati degli audit di fabbricazione confermano questa tendenza: officine che usano sistemi NC a 4 assi con operatori esperti producono pezzi indistinguibili in qualità da quelli realizzati su macchine a 6 assi—eccetto per lavorazioni a scatola profonda o pieghe multiple complesse. Il costo nascosto non è il servo aggiuntivo, ma lo specialista necessario per mantenerlo calibrato. A meno che tu non produca quotidianamente pannelli ad alta precisione per il settore aerospaziale o elettrodomestici, il calcolo costi‑benefici favorisce costantemente l’assunzione di competenza piuttosto che l’acquisto di capacità.
La programmazione offline separa l’efficienza teorica dal throughput reale. Una vera pressa piegatrice CNC giustifica l’investimento quando il prossimo lavoro è pronto mentre l’attuale è ancora in ciclo. L’indicatore chiave è semplice: il tuo operatore può caricare i dati degli utensili e simulare il Lavoro #2 entro dieci minuti dall’inizio del Lavoro #1? Se no, una parte del valore della tua CNC è ferma in tempo di attesa in coda.
Le officine con produzione ad alta varietà e basso volume spesso sottovalutano quanto potenziale di sovrapposizione stanno lasciando inutilizzato. Su presse manuali o NC, gli operatori devono fermare la produzione per reimpostare misuratori, riallineare stampi e provare il primo pezzo. Quel downtime del 25–40 % erode silenziosamente la capacità. Al contrario, un operatore CNC esperto che utilizza la programmazione offline può convalidare percorsi di collisione e regolare gli utensili prima che la pressa finisca il suo ultimo ciclo—portando l’utilizzo del mandrino vicino alla vera operatività continua.
La sfida nascosta è che possedere la capacità offline da sola non risolve nulla. Richiede una solida competenza nella lettura dei disegni tecnici, nel calcolo delle deduzioni di piega e nella navigazione dei sistemi di coordinate delle macchine. I nuovi assunti spesso inciampano qui — leggendo male i grafici delle tolleranze di piega o dimenticando di confermare le coordinate del battuta posteriore durante la simulazione. Quando ciò accade, gli strumenti di programmazione offline diventano poco più che costosi fermacarte digitali. Il principio guida è semplice: se i tuoi operatori non sanno interpretare autonomamente una scheda di controllo, concentrati su una formazione completa prima di investire denaro in controllori aggiornati.
La compensazione della freccia — la curvatura verso l’alto intenzionale del banco o del montante di una piegatrice per contrastare le deformazioni — è una prova rigorosa sia delle conoscenze geometriche che della pazienza. Con la compensazione manuale, gli operatori devono comprendere come il carico, lo spessore del materiale e la lunghezza del pezzo collaborino a deformare una trave. Se i calcoli sono errati, la piega risulta errata — e anche un errore di dieci gradi su un metro di acciaio inox può rendere inutilizzabile un intero lotto di alto valore.
La compensazione idraulica o comandata da CNC elimina l’incertezza. Questi sistemi misurano la deformazione del montante sotto carico e regolano automaticamente il supporto centrale, garantendo la planarità senza intervento dell’operatore. I metodi manuali, invece, si basano su pacchi di spessori o viti a volantino — soluzioni che funzionano bene per operatori esperti ma possono essere spietate per i principianti. Anche la fatica gioca un ruolo; dopo ore di aggiustamenti fisici, la precisione può calare di diversi gradi, innescando cicli di rilavorazione che incidono profondamente sui margini di profitto.
Per i responsabili di produzione, questo è il momento in cui dovrebbero suonare i campanelli d’allarme. Se il tuo team fatica regolarmente con l’interpretazione dei disegni tecnici e la trigonometria necessaria per una compensazione accurata, il vero costo della compensazione manuale va ben oltre tempi di configurazione più lunghi — si traduce in costosi sprechi di materiale. La tua strategia di pareggio si riduce a due strade: dedicare da sei a dodici mesi a un addestramento intensivo degli operatori, oppure investire in un sistema CNC che automatizzi completamente il processo. Una strada preserva il valore della manodopera; l’altra protegge dalle leggi fondamentali della fisica che non puoi superare manualmente.
Gli utensili per piegatrici non sono compatibili universalmente e dare per scontato che lo siano può trasformare rapidamente la tua macchina nuova di zecca in un costoso pezzo di attrezzatura inattiva. Gli utensili tradizionali in stile americano, comuni nei vecchi impianti statunitensi, presentano una linguetta piatta con dimensioni di montaggio basate su pollici. Gli utensili in stile europeo, invece, hanno generalmente una linguetta più stretta, spalle rettificate di precisione e seguono standard metrici per le aperture delle matrice. Questi due sistemi sono fondamentalmente diversi e non possono essere scambiati tra loro senza modifiche.
Il problema di incompatibilità è così grave che indagini di settore attribuiscono direttamente il 30–50% dei ritardi di installazione a ordini di utensili non compatibili. Considera il caso di un’officina che ha acquistato una piegatrice europea di fascia alta dotata di morse conformi alle specifiche metriche, tentando poi di risparmiare ordinando un set di punzoni in stile americano. Il risultato? I punzoni non entravano, costringendo a tre scelte costose: realizzare spessori personalizzati per colmare il divario (costo oltre $5.000), acquistare un sistema di adattatori dedicato con maggiore complessità, oppure sostituire completamente gli utensili. Ogni opzione significava settimane di produzione persa e un budget per gli utensili quadruplicato rispetto alla stima originale.
La soluzione è semplice ma assolutamente fondamentale: conferma il sistema di bloccaggio, il profilo della linguetta e le dimensioni della sede della matrice della tua macchina prima di ordinare qualsiasi utensile. Abbina non solo lo stile generale — americano o europeo — ma anche le tolleranze specifiche del produttore in termini di altezza, larghezza e capacità di carico. Questa attenzione elimina il rischio di modifiche successive, sforamenti di budget e ritardi di consegna che possono sabotare il ritorno sull’investimento della tua piegatrice prima ancora di realizzare il primo pezzo.
Ordinare un set di utensili completo — con ogni punzone e matrice immaginabile — può sembrare allettante, ma è quasi sempre uno spreco di risorse. In pratica, la maggior parte delle officine può coprire l’80% del lavoro con solo tre utensili selezionati con cura: un punzone acuto (85°) per piegature di angoli versatili, un punzone a collo d’oca per scatole e canali e una matrice con raggio abbinato dimensionata per la lamiera più spessa che si lavora regolarmente (linea guida apertura matrice: 8× lo spessore del materiale).
Prima che la macchina sia installata, analizza i lavori dell’ultimo trimestre utilizzando una mappa degli utensili. Identifica i profili che formi più spesso, i materiali utilizzati e gli angoli richiesti. Inizia con questo kit “Day One” essenziale, poi monitora i tempi di setup effettivi e i tassi di difetti in produzione. Se un utensile specializzato — come un punzone per feritoie $1.375 — rimane inutilizzato in più lavorazioni, non è un investimento; sta semplicemente immobilizzando capitale.
Questa strategia di acquisto graduale sposta l’acquisizione di utensili da una spesa speculativa a un investimento supportato da prove reali. Un’officina di fabbricazione ha utilizzato schede di audit post-installazione per identificare e annullare ordini per il 40% di utensili inizialmente ritenuti essenziali — ma mai utilizzati. I risparmi sono stati reinvestiti in sistemi di bloccaggio ad alta velocità, dimezzando i tempi di setup per ogni lavoro e aumentando la produttività ben oltre quanto avrebbe potuto offrire il pacchetto di utensili completo originario.
Le matrici economiche di fornitori non verificati spesso dichiarano una capacità di piegatura “comparabile”, ma risultano carenti in metallurgia e precisione dimensionale. Un problema frequente si presenta quando si lavora l’acciaio inox, che ha un fattore K più elevato — cioè più ritorno elastico — e richiede circa il doppio della pressione di formatura rispetto all’acciaio dolce. Le matrici di bassa qualità si scheggiano o si incrinano spesso sotto queste forze, in particolare lungo le spalle, e perdono precisione all’apertura a V, portando a sostituzioni premature.
In un periodo di due anni, il calcolo dei costi è impietoso. Un set di matrici da $800 sostituito due volte l’anno arriva a $3.200 di spese di acquisto. Se si considerano le perdite di produttività — cinque minuti per pezzo a $30/ora di manodopera — si superano i $7.000 di fermo macchina per ogni sostituzione, senza nemmeno contare lo spreco dovuto a pieghe disallineate. In un’officina di medio volume, il costo nascosto può facilmente raggiungere $50.000 prima che qualcuno si accorga del reale impatto del ciclo di sostituzione.
Al contrario, le matrici di alta gamma con aperture a V rettificate di precisione e leghe sottoposte a trattamento termico durano regolarmente 18–24 mesi in carichi di lavoro misti, mantenendo la precisione di piega e riducendo gli scarti fino al 40%. Un produttore di dispositivi medici ha documentato una riduzione del 55% dei resi dopo aver aggiornato all’attrezzatura di massimo livello — recuperando l’intero investimento in soli 16 mesi, e recuperando centinaia di ore di manodopera precedentemente perse nella risoluzione di difetti.
In sintesi: i costi dell’attrezzatura non sono opzionali, e sottovalutarli spesso comporta una spiacevole sorpresa “$10.000 e oltre” per gli acquirenti. Anche un set di base e polivalente per una piccola piegatrice può costare $1.000–$5.000. Configurazioni più avanzate—soprattutto quelle per piegatrici CNC multi-asse con controllo Y1/Y2/R, sistemi di bombatura o cambi utensile automatizzati—possono facilmente arrivare a $10.000–$20.000, con l’integrazione del cambio CNC che aggiunge altri $5.000–$30.000.
Prima di investire in attrezzature per progetti che potrebbero non materializzarsi mai, conferma le tue reali esigenze di piegatura. Ottimizza la disposizione tipica dei pezzi per ottenere almeno l“85% di utilizzo della lamiera, esegui programmi di piegatura simulati e verifica che i profili di piega siano in linea con il mix produttivo previsto. Questa revisione pre-acquisto aiuta a individuare i lavori ”unicorno”—profili specializzati ideati durante la fase di pianificazione della macchina ma mai realmente necessari.
Allocare un budget per l’attrezzatura prima dell’arrivo della piegatrice sposta la mentalità d’acquisto da “centrata sulla macchina” a “centrata sulla produzione”, assicurando di poter raggiungere la massima efficienza fin dal primo giorno. Il vero valore della macchina non è nel suo tonnellaggio massimo o nella reputazione del marchio, ma nella precisione, adattabilità e tempo di attività che la giusta attrezzatura può offrire.
Il telaio di una piegatrice racconta la storia di ogni lamiera che ha piegato, e controllare il parallelismo del martinetto è uno dei modi più rapidi per leggere questa storia. Usa una riga di precisione o un comparatore piazzato in vari punti lungo il martinetto, facendolo scorrere per tutta la sua corsa. Se la deviazione supera 0,001 pollici per piede, probabilmente il telaio è stato deformato da sovraccarichi ripetuti—comune quando gli operatori superano i limiti di tonnellaggio su acciaio inox spesso o materiali ad alta resistenza.
Per una valutazione veloce, esegui il test due volte: una senza carico e una a circa metà del tonnellaggio nominale della macchina. In una piegatrice idraulica ben mantenuta con martinetti indipendenti Y1 e Y2, entrambi i lati dovrebbero rimanere entro 0,002 pollici l’uno dall’altro. In caso contrario, probabilmente significa che la piegatrice è stata utilizzata oltre la capacità di progetto, sacrificando la precisione di piega. Ignorare questo controllo può portare a costosi lavori di riallineamento—alcune officine hanno speso migliaia per risolvere problemi al telaio non rilevati al momento dell’acquisto. Un venditore affidabile dovrebbe accettare un test di parallelismo; se rifiuta, valuta di abbandonare l’acquisto o insisti per uno sconto significativo che copra i costi di ricostruzione.
Sebbene i componenti meccanici di una piegatrice possano durare decenni, l’elettronica spesso si guasta molto prima. Sistemi NC pre-2000 e i primi controllori CNC di marchi come Delem o Cybelec possono ancora azionare il martinetto senza problemi, ma una volta che il produttore interrompe il supporto per firmware e pezzi di ricambio, un servo o un modulo di comunicazione guasto può rendere inutilizzabile l’intera macchina. In alcuni casi—come nei pannelli TP10S obsoleti—i pezzi di ricambio sono introvabili, lasciando come unica opzione un retrofit completo della centralina, che in genere costa $10.000–$15.000.
Anche controllori che sembrano relativamente moderni possono diventare “orfani” se si affidano a ecosistemi software proprietari o non consentono la programmazione offline. Prima di impegnarti all’acquisto, carica un semplice programma di prova che includa piegature di base e movimenti dell’asse R (riscontro posteriore). Se non riesce a eseguire la routine senza errori o crash, quasi certamente l’elettronica cederà in produzione. Una meccanica solida non compensa un controllo inaffidabile. Un’interfaccia stabile e ben supportata è tanto fondamentale quanto un telaio robusto—senza di essa, i fermi macchina annulleranno rapidamente qualsiasi risparmio derivante dall’acquisto di seconda mano.
Le perdite idrauliche sono inevitabili nel corso di vita di una piegatrice—ma la loro gravità varia molto. Una leggera patina di olio sul martinetto a piena estensione di solito indica usura della guarnizione dell’asta, una riparazione a basso costo, tipicamente $50–$200 per lato per ricambi di qualità. Tuttavia, se senti un sibilo sotto carico, vedi letture di pressione fluttuanti o noti olio schiumoso nel serbatoio, potresti essere di fronte a un problema di pompa. Sostituire una pompa a cilindrata variabile guasta costa spesso tra $5.000 e $8.000, senza contare il tempo di produzione perso.
Per distinguere tra una perdita minore e un vero danno alla pompa, fai scorrere il martinetto senza carico a circa l’80% della velocità massima. Se il martinetto si sposta dopo l’arresto o la pressione oscilla in condizioni stabili, sospetta un problema di pompa o valvola piuttosto che di guarnizioni. Ispeziona anche l’olio: un fluido scuro con particelle metalliche potrebbe indicare contaminazione scambiata erroneamente per guasto della pompa. In molti casi, un lavaggio dell’impianto da $300 può ripristinare il funzionamento corretto, a condizione che il sistema soddisfi gli standard di pulizia. Effettua sempre i test con l’olio idraulico alla temperatura di esercizio—circa 140°F—poiché l’olio freddo può mascherare le perdite mentre il calore rivela il reale comportamento dei componenti sotto stress.
Un acquirente accorto arriva all’ispezione preparato con tre test rapidi: controllo del parallelismo, caricamento di un programma sul controllore e ciclo idraulico. In meno di un’ora puoi confermare la precisione del telaio, assicurarti che l’elettronica sia stabile e supportata e calcolare accuratamente eventuali problemi idraulici nella tua offerta. Se il martinetto resta in linea, il controllore esegue un lavoro di base senza errori e l’impianto idraulico mantiene la pressione in modo regolare, probabilmente hai trovato una buona macchina. Ma se uno qualsiasi di questi test fallisce—specialmente il sistema di controllo—ti trovi di fronte a un errore costoso. Questi controlli rapidi non servono solo a individuare i difetti; ti dicono, subito, se stai per acquistare un bene produttivo o un costoso grattacapo mascherato da vernice fresca.
Un preventivo professionale per una piegatrice a controllo numerico dovrebbe assomigliare a un abito su misura—non a una fattura gonfia di extra che non hai mai richiesto. Inizia definendo chiaramente i materiali, gli spessori e le lunghezze di piega che rappresentano l’80% dei tuoi lavori. Questi sono gli elementi essenziali; tutto ciò che va oltre resta opzionale fino a che non si dimostra necessario. Ad esempio, se il tuo lavoro abituale comporta piegare acciaio inox 304 da 3/16 di pollice su una lunghezza di 96 pollici, fai dimostrare al fornitore la capacità in tonnellaggio, la precisione di piega e la compatibilità dell’attrezzatura a quel carico esatto.
Sostituisci affermazioni vaghe come “gestisce fino a X tonnellate” con calcoli precisi: richiedi al fornitore di specificare il tonnellaggio basato sulla reale larghezza della matrice a V, sulla resistenza alla trazione del materiale (tipicamente oltre 80 ksi per l’acciaio inox) e sulla lunghezza di piega. Questo elimina raccomandazioni di dimensioni gonfiate, progettate per aumentare i prezzi e sprecare spazio prezioso in officina.
Le incompatibilità delle attrezzature drenano spesso il budget in silenzio—soprattutto quando i sistemi americano ed europeo/Wila non coincidono. La combinazione sbagliata può rallentare l’efficienza di impostazione e costringerti a utilizzare adattatori costosi. Richiedi al fornitore di confermare la compatibilità con lo stile di utensili installato, l’altezza del punzone e la larghezza della matrice. E insisti su un completo “kit del primo giorno” che copra le applicazioni di base—pieghe diritte a 90° e orli—così la produzione non si ferma in attesa di componenti mancanti.
Le specifiche possono vendere le macchine, ma le dimostrazioni rivelano la verità. Richiedi sempre che i tuoi pezzi reali, materiali e sequenze di piega vengano testati sulla piegatrice candidata—in diretta o in video. Trattalo come obbligatorio: “Forma il mio componente in acciaio da 10 gauge e 8 piedi con flange a 90°, registra tutte le misurazioni prima e dopo, e riprendi il sistema di riscontro posteriore in funzione durante ogni ciclo.”
Gli acquirenti che adottano questo approccio scoprono quasi ogni difetto nascosto nella scheda tecnica—problemi di ripetibilità del pistone, deriva del riscontro posteriore e gioco nella sede degli utensili. Una variazione apparentemente minima di 0,015 pollici diventa seria quando viene moltiplicata per un’intera serie di produzione, portando ogni flangia fuori tolleranza e richiedendo costose rilavorazioni.
Va oltre una singola piega di prova—esegui una sequenza di produzione realistica: scatole a più passaggi, orli o pieghe compensate. Questo rivelerà limiti di profondità della gola, punti di collisione e rallentamenti del software durante cicli complessi multi-asse. È anche il momento di valutare la programmazione offline: misura quanto tempo richiede l’impostazione e se il sistema individua potenziali collisioni a U o si affida a infinite regolazioni di prova.
Una macchina che sembra perfetta in brochure ma arriva con quattro mesi di ritardo costerà di più nel lungo periodo rispetto a pagare un po’ di più subito. Le scadenze di consegna mancate possono costare migliaia di dollari a settimana a piccole e medie officine in termini di produzione persa. La tua RFQ dovrebbe indicare date di consegna fisse, penali applicabili per ritardi e termini precisi per l’assistenza post-vendita.
Mettilo nero su bianco: “Spedire entro la data indicata o subire una penale di 1% per ogni settimana di ritardo; confermare il porto di arrivo; definire chi gestisce lo sdoganamento.” Richiedi impegni scritti per ore di formazione, tempo massimo di risposta dei tecnici (non più di 48 ore) e disponibilità garantita di ricambi nel tuo paese per almeno due anni. Espressioni come “TBD” o “soggetto a disponibilità” spesso celano assistenza lenta o componenti mancanti.
Conferma l’ingombro esatto dell’installazione prima di dare l’approvazione finale. I disegni CAD devono riflettere tutte le necessità di spazio—corsa del riscontro posteriore, movimento della barriera di sicurezza, sporgenza del quadro elettrico, oltre allo spazio per l’operatore su ogni lato. Centimetri trascurati possono bloccare l’accesso del muletto o comprimere il flusso di lavoro, trasformando un affare in un problema operativo.
La tua RFQ dovrebbe concludersi con la domanda che richiede totale trasparenza: “Qual è il vostro tasso di difettosità?” Se registrano quante macchine vengono restituite o sostituite, ti daranno un numero. Se evitano la risposta, presumi di essere il prossimo nella lista dei problemi. Supporta la richiesta con dati—percentuali di operatività a sei e dodici mesi, registri di guasti agli utensili e storici delle richieste di garanzia per il modello esatto indicato nel preventivo.
Considera questo esempio: un produttore del Midwest ha richiesto preventivi per tre macchine di dimensioni simili. Le prove hanno rivelato problemi nascosti—deriva di parallelismo su piastre pesanti a piena lunghezza, blocchi del riscontro posteriore sugli orli, e ritardi del controllore durante la programmazione offline. Le due opzioni più economiche avrebbero portato a $20.000 dollari l’anno di produttività persa. Il fornitore che ha soddisfatto ogni specifica RFQ ha fornito una ripetibilità di 99,8% e ha spedito esattamente nei tempi.
Una volta che invii una RFQ come questa, la differenza diventa chiara—i fornitori scarsi spariscono, quelli validi interagiscono. Smetterai di acquistare piegatrici sulla fiducia cieca, perché le prove saranno proprio davanti ai tuoi occhi.


















