

Mesin press brake bukanlah pembelian—itu adalah perhitungan. Namun terlalu sering perhitungan tersebut diserahkan kepada seseorang yang termotivasi oleh target penjualan, bukan oleh presisi. Ketika angka tonnase Anda berasal dari “tabel standar” umum alih-alih dari material dan komponen yang benar-benar Anda bentuk, Anda berisiko berakhir dengan mesin yang terlalu kuat untuk pekerjaan halus atau berhenti total pada tekukan yang menguntungkan. Perbedaan antara tonnase akurat dan tebakan bukanlah teori—itu adalah garis antara waktu operasi dan waktu henti yang mahal.
Anda tidak bisa menilai gaya tekuk hanya dengan melihat—terutama ketika geometri perkakas, sifat material, dan variasi beban kerja dapat mengubah beban yang dibutuhkan hingga 30 sampai 70 persen. Penentuan ukuran yang benar dimulai dari fisika, bukan harga. Itu berarti mengungkap bagaimana tabel standar, asumsi kekuatan tarik, dan variabilitas pekerjaan mendistorsi data tonnase Anda—dan mempelajari cara mengganti perkiraan longgar dengan perhitungan yang solid.
Setiap tabel tonnase yang tergantung di ruang pamer memiliki cacat yang sama: tabel tersebut mengasumsikan baja lunak yang dibengkokkan pada dies 8×S sempurna dalam kondisi ideal. Produksi nyata tidak pernah serapi itu. Lembaran tipis membengkok lebih tajam; pelat tebal bergerak berbeda. Gunakan die yang terlalu sempit (misalnya 6×S bukannya 8×S) dan gaya yang dibutuhkan dapat melonjak melewati batas mekanis press brake. Terlalu lebar, dan ram harus bergerak lebih jauh daripada yang dapat ditangani oleh mesin press.

Inilah rumus sebenarnya: P = 650 × S² × L / V, di mana P dalam kilonewton, S adalah ketebalan dalam milimeter, L adalah panjang tekukan dalam meter, dan V adalah bukaan die. Bagi dengan sepuluh untuk mendapatkan ton. Ubah hanya satu variabel dan seluruh profil tonnase Anda akan berubah—terutama bukaan die. Beralih dari die 40mm ke 30mm pada lembaran 5mm dan kebutuhan tonnase naik hampir 40%. Hal ini jarang disebutkan dalam brosur, karena “tabel standar” mengorbankan akurasi demi kesederhanaan.
Hasilnya mudah diprediksi: bengkel membeli press brake 100 ton untuk komponen yang sesekali membutuhkan 160 ton, atau membuang biaya berlebih untuk rangka besar karena demo pada stok tipis terlihat sempurna. Uji tonnase Anda pada kedalaman pekerjaan nyata, bukan kedalaman ruang pamer, dan angka-angka tidak lagi menyesatkan Anda.
Baja tahan karat dengan cepat mengungkap kesalahan menganggap semua logam sama. Sementara baja lunak biasanya memiliki kekuatan tarik sekitar 450 MPa, baja tahan karat dapat melampaui 700 MPa. Hambatan tambahan tersebut meningkatkan kebutuhan tonnase sekitar 50%, namun banyak “tabel tonnase universal” masih mengasumsikan nilai baja lunak. Inilah sebabnya banyak pembeli terkejut ketika press brake 100 ton mereka kewalahan saat menangani komponen stainless yang mereka kira akan mudah dibengkokkan.
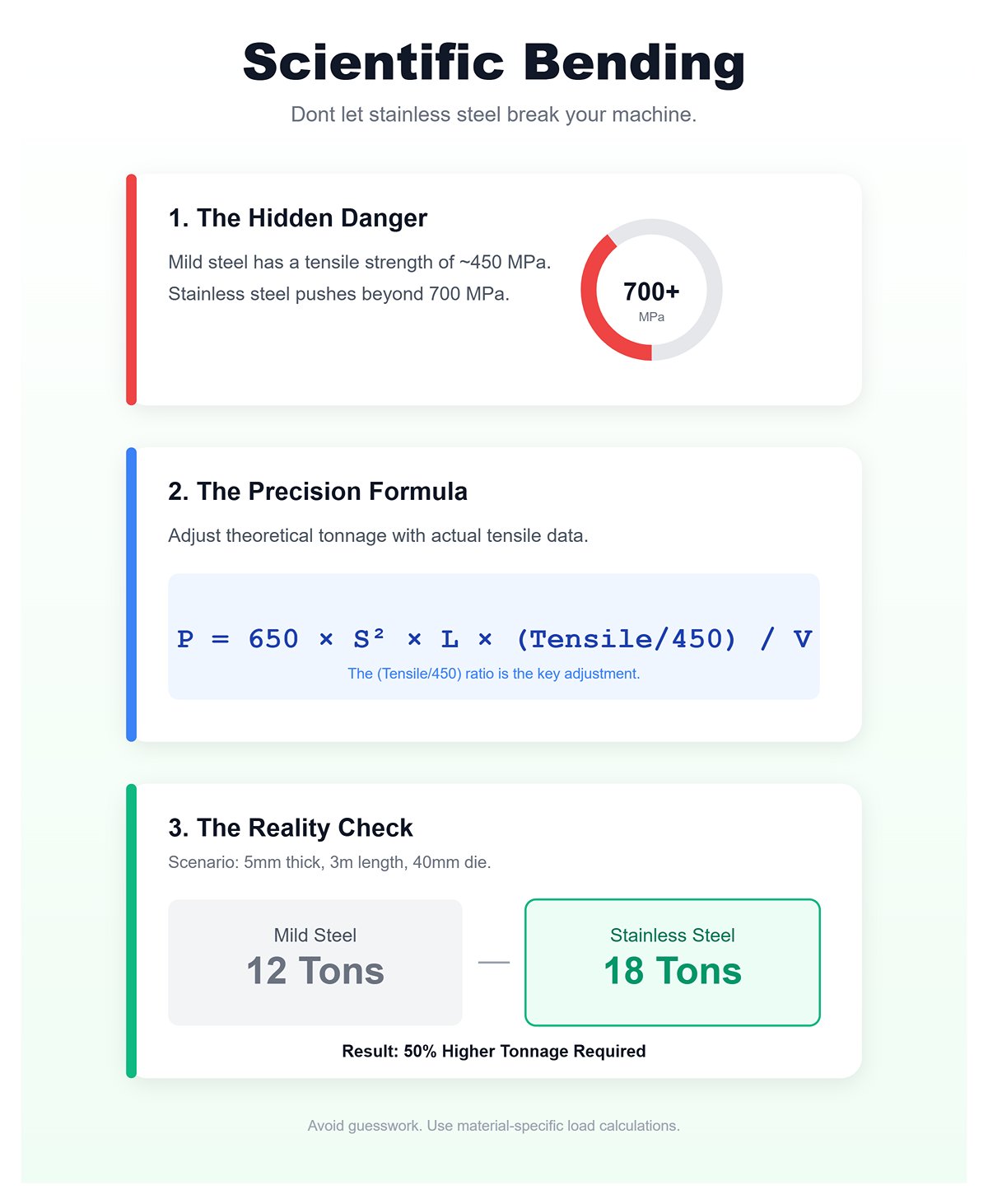
Untuk mengoreksi kekuatan material, gunakan rumus dasar yang dimodifikasi ini: P = 650 × S² × L × (kekuatan tarik aktual / 450) / V. Penyesuaian ini mengubah tonase teoritis menjadi angka dunia nyata. Untuk baja tahan karat 5mm sepanjang 3 meter dengan V = 40mm, P ≈ 650 × 25 × 3 × 1,5 / 40 = 18 ton—dibandingkan hanya 12 ton untuk baja karbon biasa. Skala ini ke seluruh produksi harian, dan menjadi jelas mengapa rangka yang ukurannya kurang akan melentur dan menghasilkan sudut tekukan yang tidak konsisten.
Bagan yang mengabaikan variasi kekuatan tarik memberikan gambaran kapasitas mesin yang menyesatkan. Peralatan modern—seperti Load Calc dari Cincinnati—menggunakan data spesifik material daripada perkiraan, menghitung beban secara tepat untuk setiap jenis logam. Solusinya bukan membeli rem tekan terbesar yang bisa ditemukan; tetapi membeli dengan akurasi ilmiah.
Sedikit kesalahan yang menghabiskan modal lebih cepat daripada memilih ukuran mesin untuk pekerjaan yang hampir tidak pernah Anda temui. Banyak pembeli melihat lembaran baja karbon 10 kaki dengan ketebalan ¼” dan langsung memilih rem tekan 165 ton, lupa bahwa sebagian besar produksi mereka hanya setengah panjang itu. Ketika Anda merancang untuk beban kerja tipikal alih-alih pengecualian, Anda mengurangi massa mesin, kebutuhan daya, dan biaya pembelian—sering kali menghemat $50.000 atau lebih sambil mempertahankan kemampuan produksi penuh.

Metode yang lebih cerdas adalah ini: nilai rem tekan Anda untuk 80% dari bagian yang benar-benar Anda tekuk, dan serahkan yang jarang ekstrem ke pihak luar. Memotong panjang kerja menjadi setengah hampir mengurangi kebutuhan tonase menjadi setengah—beban kerja 5 kaki berjalan mudah pada 80–100 ton, sedangkan pelat 10 kaki membutuhkan sekitar 165. Ingat, rangka rem tekan tidak memberikan kekuatan gratis; ia menarik listrik dan memakan ruang baik saat bekerja maupun menganggur. Rem tekan yang terlalu besar seperti truk barang yang diparkir—mengagumkan, mahal, dan kurang dimanfaatkan.
Bandingkan spesifikasi Anda dengan pekerjaan yang rutin Anda proses. Gunakan Jalan Pintas Baja Karbon (≈8 × ketebalan(mm) × panjang(m) = ton), lalu sesuaikan untuk baja tahan karat dengan pengali ×1,5–2,0 dan sertakan margin keamanan 20%. Metode itu akan menempatkan Anda dalam sekitar 10% dari kebutuhan kinerja nyata Anda—cukup akurat untuk menghindari baik ketegangan mesin maupun pengeluaran berlebihan yang tidak perlu.
Daya beli Anda tidak ditentukan oleh tonase—itu ditentukan oleh relevansi. Ketika Anda menyesuaikan rem tekan dengan beban kerja harian Anda daripada pekerjaan yang jarang, perhitungannya memberi imbalan shift demi shift dengan produktivitas konsisten dan keuntungan yang cerdas.
Panjang meja yang tertera pada rem tekan jarang sama dengan bentang tekuk yang benar-benar dapat digunakan. Pengukuran kunci adalah jarak antara rumah samping mesin—anggota rangka vertikal yang menopang ram dan meja. “Jarak kolom” ini sering kali 10–20 inci lebih pendek dari panjang meja nominal, terutama pada desain berorientasi anggaran di mana lebar rangka diminimalkan untuk menghemat material. Misalnya, rem tekan yang dipasarkan dengan meja 120 inci mungkin hanya menyediakan 104 inci ruang bebas sebenarnya. Dalam kasus seperti itu, panel lebar penuh akan mengenai rumah kecuali diposisikan miring, yang dapat menimbulkan risiko tekukan tidak konsisten dan kemungkinan tabrakan perkakas.
Ruang bebas untuk flensa menambah lapisan kompleksitas lain. Flensa tinggi dapat mengenai ram atau perkakas atas selama langkah kembali jika tinggi buka vertikal—jarak dari meja ke ram pada ekstensi penuh—dikurangi panjang langkah lebih kecil dari tinggi flensa. Kesalahan umum terjadi ketika tinggi buka besar tetapi panjang langkah pendek, sehingga ruang yang tersedia setelah pembentukan tidak memadai. Hal ini dapat menjebak bagian di rem tekan atau memaksa pelepasan yang tidak aman. Untuk menghindarinya, jangan hanya mengandalkan dimensi meja; ukur flensa tertinggi Anda terhadap tinggi tutup mesin, dan tambahkan margin keamanan untuk springback, yang dapat memerlukan 20–30% ruang bebas tambahan.
Kedalaman tenggorokan—jarak horizontal dari garis tekukan ke tepi dalam rangka samping mesin—sering kali diremehkan. Kedalaman standar 6 hingga 12 inci biasanya cukup untuk pekerjaan datar, tetapi dapat sangat membatasi bagian yang dibentuk seperti saluran U, kotak dalam, atau panel offset. Jika jarak dari garis tekukan ke tepi terjauh benda kerja melebihi kedalaman tenggorokan, material akan mengenai rangka berbentuk C saat proses tekukan. Hal ini sangat bermasalah pada pembungkus besar atau panel penutup, yang memerlukan ruang ayunan signifikan saat tekukan menutup.
Material yang lebih tebal semakin meningkatkan kebutuhan akan kedalaman tenggorokan, karena radius ayunan bertambah seiring ketebalan. Membentuk baja setebal 1/4 inci, misalnya, dapat memerlukan hingga 50% lebih banyak kedalaman tenggorokan dibandingkan pelat tipis untuk menghindari gangguan rangka. Banyak bengkel baru menyadari hal ini setelah waktu siklus membengkak akibat pembalikan atau reposisi bagian yang canggung, yang sering kali menimbulkan kesalahan penyelarasan. Langkah pencegahan sederhana: buat gambar bagian Anda, ukur dari setiap garis tekukan ke tepi yang berlawanan, dan pastikan jarak tersebut sesuai dengan kedalaman tenggorokan ditambah sedikit toleransi ruang bebas.
| Konsep | Deskripsi |
|---|---|
| Definisi Kedalaman Tenggorokan | Jarak horizontal dari garis tekukan ke tepi dalam rangka samping mesin. |
| Rentang Kedalaman Standar | Biasanya 6–12 inci; memadai untuk pekerjaan datar. |
| Keterbatasan untuk Bagian yang Dibentuk | Dapat membatasi pembentukan saluran U, kotak dalam, panel offset jika jarak dari garis tekukan ke tepi terjauh melebihi kedalaman tenggorokan. |
| Potensi Gangguan | Material dapat mengenai rangka berbentuk C saat proses tekukan, terutama untuk pembungkus besar atau panel penutup yang memerlukan ruang ayunan. |
| Pengaruh Ketebalan Material | Material yang lebih tebal meningkatkan kebutuhan kedalaman tenggorokan karena radius ayunan lebih besar. |
| Contoh Kebutuhan | Membentuk baja setebal 1/4 inci mungkin memerlukan hingga 50% lebih banyak kedalaman tenggorokan dibandingkan pelat tipis untuk menghindari gangguan rangka. |
| Dampak Kedalaman yang Tidak Memadai | Mengakibatkan waktu siklus lebih lama, pembalikan/reposisi bagian yang canggung, dan kesalahan penyelarasan. |
| Langkah Pencegahan | Pada gambar bagian, ukur dari setiap garis tekukan ke tepi yang berlawanan, dan pastikan sesuai dengan kedalaman tenggorokan yang tersedia ditambah toleransi ruang bebas. |
Jejak sebuah mesin melibatkan jauh lebih banyak daripada panjang meja dan lebar rangka. Peralatan keselamatan modern dan zona akses servis memperkenalkan apa yang sering disebut “jejak hantu”—area penyangga tak terlihat di sekitar press brake yang harus tetap bebas. Tirai cahaya, yang diwajibkan oleh OSHA untuk operasi tertentu, biasanya memerlukan jarak setidaknya 20 inci dari garis perkakas ke tiang pemancar dan penerima. Backgauge yang dapat diayunkan dapat menjulur lebih jauh selama siklus pergantian perkakas, membentuk busur antara 18 hingga 24 inci. Lemari listrik sering kali menambah 12–16 inci lagi pada dimensi belakang atau samping.
Ketika Anda memperhitungkan semua komponen ini, sebuah press brake dengan meja nominal 10 kaki mungkin sebenarnya membutuhkan lebih dari 14 kaki ruang lantai yang dapat digunakan. Mengabaikan zona tambahan ini dapat menghambat alur kerja, menghalangi jalur forklift, atau melanggar jarak aman yang diwajibkan. Beberapa press bahkan mengalami sedikit defleksi rangka selama beban berat—model Eropa tertentu telah mendokumentasikan pergerakan tenggorokan 2–4 inci di bawah tonase tinggi—yang dapat secara halus mengubah zona bebas selama siklus. Selalu rencanakan menggunakan pengukuran operasi langsung daripada spesifikasi katalog statis.
Anda dapat melakukan audit jarak bebas dengan cepat hanya dalam beberapa menit menggunakan komponen yang sudah Anda produksi:
Keberhasilan berarti memastikan setiap pengukuran kritis dari komponen Anda pas dengan nyaman dalam ruang kerja sebenarnya mesin, bukan hanya panjang mejanya. Jika bahkan satu komponen tidak lulus pemeriksaan jarak bebas ini, itu adalah tanda peringatan. Sesuaikan spesifikasi mesin atau modifikasi geometri komponen sebelum memutuskan pembelian. Penilaian lima menit ini dapat menghemat ribuan biaya waktu penyiapan dan mencegah modifikasi mahal setelah pengiriman.
Keyakinan bahwa menambah lebih banyak sumbu secara otomatis meningkatkan keuntungan adalah salah satu kesalahpahaman yang bertahan lama di dunia manufaktur. Faktanya, setiap peningkatan kontrol menambah kompleksitas lebih cepat daripada memperluas kapabilitas—kecuali alur kerja dan operator Anda siap memanfaatkannya sepenuhnya. Press brake CNC 6 sumbu yang canggih hanya memberikan ROI ketika operator dapat menafsirkan data tekukan yang kompleks, mengkompensasi springback, dan menangani koreksi sudut secara langsung. Tanpa keterampilan tersebut, presisi tambahan tetap terkunci di dalam perangkat lunak sementara biaya tenaga kerja dan depresiasi mesin meningkat.
Bagi sebagian besar bengkel kerja, sumbu Y1/Y2 yang sinkron menangani sekitar 80% operasi tekukan dengan presisi sub‑milimeter. Operator Level II yang bersertifikat sesuai standar NIMS dapat secara konsisten mencapai akurasi ±0,5 mm pada flange lurus menggunakan kontrol NC semi‑otomatis. Operator yang sama biayanya lebih rendah untuk direkrut dan dilatih dibandingkan dengan mempertahankan lisensi perangkat lunak dan pelatihan berkelanjutan untuk CNC multi‑sumbu. Ketika teknisi terlatih dengan baik mengungguli otomatisasi yang kurang dimanfaatkan, periode pengembalian investasi pada perangkat keras tambahan praktis hilang.
Data audit fabrikasi mengonfirmasi tren ini: bengkel yang menjalankan sistem NC 4 sumbu dengan operator berpengalaman menghasilkan komponen yang tidak dapat dibedakan kualitasnya dari yang dibuat pada mesin 6 sumbu—kecuali untuk pekerjaan kotak dalam atau multi‑tekukan yang kompleks. Biaya tersembunyi bukan pada servo tambahan, tetapi pada spesialis yang diperlukan untuk menjaganya tetap terkalibrasi. Kecuali Anda memproduksi panel presisi tinggi untuk industri dirgantara atau peralatan rumah tangga setiap hari, persamaan biaya‑manfaat secara konsisten lebih menguntungkan merekrut keterampilan daripada membeli kapabilitas.
Pemrograman offline memisahkan efisiensi teoritis dari throughput nyata. Press brake CNC sejati membenarkan investasinya ketika pekerjaan berikutnya sudah disiapkan sementara pekerjaan saat ini masih berjalan. Indikator utamanya sederhana: dapatkah operator Anda memuat data perkakas dan mensimulasikan Pekerjaan #2 dalam waktu sepuluh menit sejak Pekerjaan #1 mulai dijalankan? Jika tidak, sebagian nilai CNC Anda sedang menganggur dalam waktu antrean.
Bengkel dengan produksi campuran tinggi dan volume rendah sering kali meremehkan potensi tumpang tindih yang belum dimanfaatkan. Pada press brake manual atau NC, operator harus menghentikan produksi untuk mengatur ulang pengukur, menyelaraskan kembali dies, dan mencoba potongan pertama. Waktu henti 25–40% itu diam‑diam menggerogoti kapasitas. Sebaliknya, operator CNC terampil yang menggunakan pemrograman offline dapat memvalidasi jalur bebas tabrakan dan menyesuaikan perkakas sebelum press brake menyelesaikan siklus terakhirnya—mendorong pemanfaatan spindle mendekati operasi kontinu yang sebenarnya.
Tantangan tersembunyi adalah bahwa memiliki kemampuan offline saja tidak menyelesaikan apa pun. Dibutuhkan kemahiran yang solid dalam membaca cetak biru, menghitung pengurangan tekukan, dan menavigasi sistem koordinat mesin. Karyawan baru sering kali gagal di sini—salah membaca tabel allowance tekukan atau lupa mengonfirmasi koordinat back‑gauge saat simulasi. Ketika itu terjadi, alat pemrograman offline menjadi tidak lebih dari pemberat kertas digital yang mahal. Prinsip panduannya sederhana: jika pembuat Anda tidak dapat secara mandiri menafsirkan lembar kontrol, fokuslah pada pelatihan komprehensif sebelum menghabiskan uang untuk pengontrol yang ditingkatkan.
Kompensasi crowning—kelengkungan ke atas yang disengaja pada tempat tidur atau ram press brake untuk mengimbangi defleksi—adalah ujian ketelitian pengetahuan geometris dan kesabaran. Dengan crowning manual, operator harus memahami bagaimana beban, ketebalan material, dan panjang benda kerja berpadu menyebabkan balok melengkung. Jika perhitungannya salah, hasil tekukan pun salah—dan bahkan kesalahan sepuluh derajat pada satu meter baja tahan karat dapat membuat seluruh batch bernilai tinggi menjadi tidak dapat digunakan.
Crowning yang digerakkan hidrolik atau CNC menghilangkan dugaan. Sistem ini mengukur defleksi ram di bawah beban dan menyesuaikan penyangga tengah secara otomatis, memastikan kerataan tanpa campur tangan operator. Metode manual, di sisi lain, mengandalkan shim pack atau sekrup roda tangan—solusi yang bekerja baik untuk operator berpengalaman tetapi dapat sangat tidak memaafkan bagi pemula. Kelelahan juga berperan; setelah berjam‑jam melakukan shimming fisik, presisi dapat meleset beberapa derajat, memicu siklus pengerjaan ulang yang menggerus margin laba.
Bagi manajer produksi, inilah titik di mana alarm harus berbunyi. Jika tim Anda secara rutin kesulitan dengan interpretasi cetak biru dan trigonometri yang diperlukan untuk kompensasi akurat, biaya nyata dari crowning manual jauh melampaui waktu setup yang lebih lama—ia meningkat menjadi pemborosan material yang mahal. Strategi impas Anda bermuara pada dua jalur: berkomitmen enam hingga dua belas bulan untuk pelatihan intensif operator, atau berinvestasi pada sistem CNC yang sepenuhnya mengotomatiskan proses. Satu jalur mempertahankan nilai tenaga kerja; jalur lainnya melindungi dari hukum fisika dasar yang tidak dapat Anda atasi secara manual.
Perkakas press brake tidak kompatibel secara universal, dan menganggapnya demikian dapat dengan cepat mengubah mesin baru Anda menjadi peralatan mahal yang menganggur. Perkakas gaya Amerika tradisional, umum di fasilitas AS yang lebih tua, memiliki tang datar dengan dimensi pemasangan berbasis inci. Perkakas gaya Eropa, sebaliknya, biasanya memiliki tang lebih sempit, bahu yang digerinda presisi, dan mengikuti standar metrik untuk pembukaan die. Kedua sistem ini secara fundamental berbeda dan tidak dapat dipertukarkan tanpa modifikasi.
Masalah ketidakcocokan cukup serius sehingga survei industri mengaitkan 30–50% penundaan instalasi langsung dengan pesanan perkakas yang tidak cocok. Pertimbangkan kasus sebuah bengkel yang membeli press brake Eropa kelas atas dengan klem spesifikasi metrik, tetapi kemudian mencoba menghemat uang dengan memesan set punch gaya Amerika. Hasilnya? Punch tidak muat, memaksa tiga pilihan mahal: membuat shim khusus untuk menjembatani celah (biaya lebih dari $5,000), membeli sistem adaptor khusus dengan kompleksitas tambahan, atau mengganti perkakas sepenuhnya. Setiap opsi berarti minggu‑minggu produksi yang hilang dan anggaran perkakas yang membengkak lebih dari empat kali perkiraan awalnya.
Solusinya sederhana namun sangat penting: konfirmasikan sistem penjepit mesin Anda, profil tang, dan dimensi dudukan die sebelum memesan perkakas apa pun. Cocokkan tidak hanya gaya keseluruhan—Amerika atau Eropa—tetapi juga toleransi spesifik pabrikan untuk tinggi, lebar, dan rating beban. Ketelitian ini menghilangkan risiko retrofit, pembengkakan anggaran, dan tenggat pengiriman yang terlewat yang dapat merusak pengembalian investasi press brake Anda bahkan sebelum Anda membuat bagian pertama.
Memesan set perkakas lengkap—dengan setiap punch dan die yang mungkin—mungkin terdengar menarik, tetapi hampir selalu merupakan pemborosan sumber daya. Dalam praktiknya, sebagian besar bengkel dapat menangani 80% pekerjaan mereka hanya dengan tiga perkakas yang dipilih dengan cermat: punch akut (85°) untuk tekukan sudut yang serbaguna, punch gooseneck untuk kotak dan saluran, dan die radius yang sesuai untuk lembaran paling tebal yang sering Anda proses (panduan pembukaan die: 8× ketebalan material).
Sebelum mesin dipasang, analisis pekerjaan kuartal terakhir Anda menggunakan peta perkakas. Tentukan profil yang paling sering Anda bentuk, material yang digunakan, dan sudut yang diperlukan. Mulailah dengan kit “Hari Pertama” yang ramping ini, lalu pantau waktu setup aktual dan tingkat cacat dalam produksi. Jika perkakas khusus—seperti punch louver $1,375—tetap tidak digunakan di beberapa kali produksi, itu bukan investasi; itu hanya mengikat modal.
Strategi pembelian bertahap ini menggeser akuisisi perkakas dari pengeluaran spekulatif menjadi investasi yang didukung bukti dunia nyata. Satu bengkel fabrikasi menggunakan lembar audit pasca‑pemasangan untuk mengidentifikasi dan membatalkan pesanan untuk 40% perkakas yang awalnya dianggap penting—tetapi tidak pernah digunakan. Penghematan tersebut dialihkan ke sistem penjepit berkecepatan tinggi, memotong waktu setup menjadi setengah untuk setiap pekerjaan dan meningkatkan throughput jauh melampaui apa yang dapat diberikan paket perkakas lengkap asli mereka.
Die murah dari pemasok yang tidak terverifikasi sering mengklaim kapasitas tekukan “sebanding” tetapi gagal dalam metalurgi dan akurasi dimensi. Satu masalah yang sering muncul terjadi saat bekerja dengan baja tahan karat, yang memiliki faktor K lebih tinggi—artinya lebih banyak springback—dan membutuhkan sekitar dua kali tekanan pembentukan baja karbon rendah. Die berkualitas rendah sering retak atau terkelupas di bawah gaya ini, terutama di sepanjang bahu, dan kehilangan presisi pada pembukaan V, yang menyebabkan penggantian lebih cepat dari seharusnya.
Selama periode dua tahun, perhitungan biaya terasa berat. Satu set cetakan $800 yang diganti dua kali setahun menghasilkan biaya pembelian sebesar $3.200. Tambahkan kerugian produktivitas—lima menit per bagian dengan tenaga kerja $30/jam—dan Anda sudah kehilangan lebih dari $7.000 dalam waktu henti untuk setiap penggantian, belum termasuk limbah akibat tekukan yang tidak sejajar. Di bengkel dengan volume menengah, biaya tersembunyi ini dapat dengan mudah mencapai $50.000 sebelum ada yang menyadari dampak sebenarnya dari siklus penggantian tersebut.
Sebaliknya, cetakan premium dengan bukaan V yang digiling presisi dan paduan yang diberi perlakuan panas biasanya bertahan 18–24 bulan di bawah beban kerja campuran, mempertahankan akurasi tekukan dan mengurangi tingkat limbah hingga 40%. Satu produsen perangkat medis mendokumentasikan penurunan penolakan sebesar 55% setelah meningkatkan ke perkakas kelas atas—mengembalikan seluruh investasi mereka hanya dalam 16 bulan, sambil merebut kembali ratusan jam kerja yang sebelumnya hilang untuk pemecahan masalah cacat.
Intinya: biaya perkakas bukanlah pilihan, dan meremehkannya sering kali berujung pada kejutan “lebih dari $10.000” yang tidak menyenangkan bagi pembeli. Bahkan satu set dasar serbaguna untuk press brake kecil dapat mencapai $1.000–$5.000. Konfigurasi yang lebih canggih—terutama untuk press brake CNC multi-sumbu dengan kontrol Y1/Y2/R, sistem crowning, atau pengganti perkakas otomatis—dapat dengan mudah mencapai $10.000–$20.000, dengan integrasi pengganti CNC menambah lagi $5.000–$30.000.
Sebelum berinvestasi pada perkakas untuk proyek yang mungkin tidak pernah terwujud, pastikan kebutuhan tekukan Anda yang sebenarnya. Optimalkan tata letak bagian yang biasa Anda buat untuk mencapai setidaknya 85% pemanfaatan lembaran, jalankan program tekukan simulasi, dan verifikasi bahwa profil tekukan sesuai dengan campuran produksi yang Anda perkirakan. Peninjauan pra-perkakas ini membantu mengidentifikasi pekerjaan “unicorn”—profil khusus yang dibayangkan selama tahap perencanaan mesin tetapi tidak pernah benar-benar diperlukan.
Mengalokasikan anggaran untuk perkakas sebelum press brake tiba mengubah pola pikir pembelian Anda dari berfokus pada mesin menjadi berfokus pada produksi, memastikan Anda dapat mencapai efisiensi maksimum sejak hari pertama. Nilai sebenarnya dari mesin bukan pada rating tonase atau reputasi mereknya—tetapi pada presisi, adaptabilitas, dan waktu operasi yang dibuka oleh perkakas yang tepat.
Rangka press brake menyimpan sejarah setiap lembaran yang pernah dibengkokkan, dan memeriksa paralelisme ram adalah salah satu cara tercepat untuk membaca sejarah itu. Gunakan penggaris presisi atau dial gauge di sepanjang ram di beberapa titik, sikluskan melalui seluruh gerakannya. Jika penyimpangan melebihi 0,001 inci per kaki, kemungkinan besar rangka telah terdistorsi oleh kelebihan beban berulang—umum terjadi ketika operator melebihi batas tonase pada baja tahan karat tebal atau material dengan kekuatan tarik tinggi.
Untuk penilaian cepat, lakukan tes dua kali: sekali tanpa beban, dan sekali pada sekitar setengah tonase yang dinilai mesin. Pada press brake hidrolik yang terawat baik dengan ram Y1 dan Y2 independen, kedua sisi harus tetap dalam 0,002 inci satu sama lain. Jika tidak, kemungkinan besar berarti press brake telah dijalankan melebihi kapasitas desainnya, mengorbankan presisi tekukan. Mengabaikan pemeriksaan ini dapat menyebabkan pekerjaan penyelarasan ulang yang mahal—beberapa bengkel telah membayar ribuan untuk memperbaiki masalah rangka yang terlewat saat pembelian. Penjual yang bereputasi baik seharusnya menyambut uji paralelisme; jika mereka menolak, pertimbangkan untuk membatalkan pembelian atau minta diskon signifikan untuk menutup biaya perbaikan.
Meskipun komponen mekanis press brake dapat bertahan selama beberapa dekade, elektroniknya sering kali gagal jauh lebih cepat. Sistem NC pra-2000 dan pengendali CNC awal dari merek seperti Delem atau Cybelec mungkin masih mengoperasikan ram dengan mulus, tetapi begitu pabrikan menghentikan dukungan firmware dan suku cadang, servo atau modul komunikasi yang gagal dapat membuat seluruh mesin tidak berguna. Dalam beberapa kasus—seperti panel gaya TP10S yang sudah usang—suku cadang pengganti tidak dapat diperoleh, sehingga retrofit kontrol penuh menjadi satu-satunya pilihan, biasanya berbiaya $10.000–$15.000.
Bahkan pengendali yang tampak relatif modern dapat berubah menjadi “yatim” jika bergantung pada ekosistem perangkat lunak proprietari atau tidak memungkinkan pemrograman offline. Sebelum memutuskan pembelian, unggah program uji sederhana yang mencakup tekukan dasar dan pergerakan sumbu R (backgauge). Jika tidak dapat menjalankan rutinitas tanpa kesalahan atau crash, elektronik hampir pasti akan bermasalah selama produksi. Mekanik yang kuat tidak akan menutupi kendali yang tidak andal. Antarmuka yang stabil dan didukung dengan baik sama pentingnya dengan rangka yang kokoh—tanpanya, waktu henti akan dengan cepat menghapus semua penghematan dari pembelian barang bekas.
Kebocoran hidrolik tak terhindarkan selama masa pakai press brake—tetapi tingkat keparahannya sangat bervariasi. Lapisan tipis minyak pada ram saat perpanjangan penuh biasanya menunjukkan keausan seal batang, yang merupakan perbaikan berbiaya rendah, biasanya $50 hingga $200 per sisi untuk suku cadang berkualitas. Namun, jika Anda mendengar suara merengek saat diberi beban, melihat pembacaan tekanan yang berfluktuasi, atau melihat minyak berbusa di reservoir, Anda mungkin menghadapi masalah pompa. Mengganti pompa displacement variabel yang gagal sering kali berharga antara $5.000 dan $8.000, belum termasuk waktu produksi yang hilang.
Untuk membedakan antara kebocoran kecil dan kerusakan pompa yang nyata, sikluskan ram tanpa beban pada sekitar 80% dari kecepatan maksimum. Jika ram bergeser setelah berhenti atau tekanan berfluktuasi dalam kondisi stabil, curigai masalah pompa atau katup daripada seal yang buruk. Periksa juga minyaknya: cairan gelap dengan partikel logam mungkin menunjukkan kontaminasi yang disalahartikan sebagai kegagalan pompa. Dalam banyak kasus, pembilasan sistem $300 dapat memulihkan fungsi yang tepat, asalkan sistem memenuhi standar kebersihan. Selalu uji dengan cairan hidrolik pada suhu operasi—sekitar 140°F—karena minyak dingin dapat menyamarkan kebocoran sementara panas mengungkapkan bagaimana komponen bekerja di bawah tekanan sebenarnya.
Pembeli cerdas datang ke inspeksi dengan tiga tes cepat: pemeriksaan paralelisme, pemuatan program pengendali, dan siklus hidrolik. Dalam waktu kurang dari satu jam, Anda dapat memastikan presisi rangka, memastikan elektronik stabil dan didukung, serta secara akurat memperhitungkan masalah hidrolik ke dalam penawaran Anda. Jika ram tetap lurus, pengendali menjalankan pekerjaan dasar tanpa kesalahan, dan hidrolik mempertahankan tekanan dengan lancar, kemungkinan besar Anda telah menemukan mesin yang bagus. Namun jika salah satu dari ini gagal—terutama sistem kontrol—Anda sedang menghadapi kesalahan mahal. Pemeriksaan cepat ini tidak hanya mengidentifikasi cacat; mereka memberi tahu Anda, saat itu juga, apakah Anda akan membeli aset produktif atau sakit kepala mahal yang dibungkus cat baru.
Penawaran press brake profesional seharusnya seperti setelan yang dibuat khusus—bukan faktur membengkak penuh dengan ekstra yang tidak pernah Anda minta. Mulailah dengan jelas mendefinisikan bahan, ketebalan, dan panjang tekukan yang membentuk 80% dari pekerjaan Anda. Ini adalah kebutuhan utama Anda; apa pun di luar itu tetap opsional sampai terbukti diperlukan. Misalnya, jika pekerjaan rutin Anda melibatkan pembengkokan baja tahan karat 304 setebal 3/16 inci sepanjang 96 inci, minta vendor menunjukkan kapasitas tonase mesin, presisi tekukan, dan kompatibilitas perkakas pada beban kerja tersebut secara tepat.
Ganti klaim samar seperti “menangani hingga X ton” dengan perhitungan tepat: minta vendor menentukan tonase berdasarkan lebar V-die aktual Anda, kekuatan tarik material (biasanya di atas 80 ksi untuk baja tahan karat), dan panjang tekukan. Ini menghilangkan rekomendasi ukuran berlebihan yang dirancang untuk menaikkan harga dan membuang ruang lantai yang berharga.
Ketidakcocokan perkakas sering menguras anggaran secara diam-diam—terutama ketika sistem Amerika dan Eropa/Wila tidak selaras. Kombinasi yang salah dapat melumpuhkan efisiensi penyiapan dan membebani Anda dengan adaptor mahal. Minta pemasok memastikan kompatibilitas dengan gaya perkakas yang terpasang, tinggi punch, dan lebar die Anda. Dan tegaskan untuk mendapatkan “kit Hari Pertama” lengkap yang mencakup aplikasi inti—tekukan lurus 90° dan hem—agar produksi tidak terhenti saat menunggu komponen yang hilang.
Spesifikasi mungkin menjual mesin, tetapi demo mengungkap kebenaran. Selalu minta bagian, bahan, dan urutan tekukan Anda yang sebenarnya diuji pada press brake kandidat—secara langsung atau melalui video. Perlakukan ini sebagai wajib: “Bentuk komponen baja 8 kaki, 10-gauge saya dengan flensa 90°, catat semua pengukuran dimensi sebelum dan sesudah, dan rekam pengukur belakang beroperasi di setiap siklus.”
Pembeli yang menggunakan pendekatan ini menemukan hampir semua cacat yang disembunyikan lembar spesifikasi—masalah pengulangan ram, pergeseran pengukur belakang, dan kelonggaran dudukan perkakas. Variasi 0,015 inci yang tampak kecil menjadi serius ketika diperluas ke seluruh produksi, mendorong setiap flensa keluar dari toleransi dan menuntut pengerjaan ulang yang mahal.
Jangan berhenti pada satu tekukan uji—jalankan urutan produksi realistis: kotak multi-langkah, hem, atau offset. Ini akan mengungkap batas kedalaman tenggorokan, titik tabrakan, dan perlambatan perangkat lunak selama siklus multi-sumbu yang kompleks. Ini juga tahap untuk mengevaluasi pemrograman offline: ukur berapa lama penyiapan memakan waktu dan apakah sistem mengidentifikasi potensi tabrakan U-bend atau bergantung pada penyesuaian percobaan tanpa henti.
Mesin yang terlihat ideal di brosur tetapi tiba empat bulan terlambat akan lebih mahal dalam jangka panjang daripada membayar sedikit lebih mahal di awal. Tenggat pengiriman yang terlewat dapat menguras ribuan per minggu dari output toko menengah. RFQ Anda harus menetapkan tanggal pengiriman yang pasti, penalti yang dapat ditegakkan untuk keterlambatan, dan ketentuan tepat untuk dukungan purna jual.
Tuliskan secara hitam putih: “Kirim pada tanggal yang ditentukan atau kenakan penalti 1% untuk setiap minggu keterlambatan; konfirmasi pelabuhan masuk; tentukan siapa yang mengurus bea cukai.” Minta komitmen tertulis untuk jam pelatihan, waktu respons teknisi lapangan maksimum (tidak lebih dari 48 jam), dan ketersediaan suku cadang yang dijamin di negara Anda selama setidaknya dua tahun. Ungkapan seperti “TBD” atau “tergantung ketersediaan” sering menyembunyikan layanan lambat atau komponen yang hilang.
Konfirmasikan jejak pemasangan yang tepat sebelum Anda menyetujui. Gambar CAD harus mencerminkan semua kebutuhan ruang bebas—perjalanan pengukur belakang, ayunan tirai pengaman, proyeksi kabinet listrik, plus ruang operator di setiap sisi. Beberapa inci yang terlewat dapat menghalangi akses forklift atau mempersempit alur kerja Anda, mengubah kesepakatan yang diharapkan menjadi sakit kepala operasional.
RFQ Anda harus diakhiri dengan satu pertanyaan yang menuntut transparansi total: “Berapa tingkat lemon Anda?” Jika mereka melacak berapa banyak mesin yang dikembalikan atau diganti, mereka akan memberikan angka. Jika mereka menghindar, anggap Anda yang berikutnya dalam daftar masalah mereka. Dukung ini dengan data—persentase waktu aktif pada enam dan dua belas bulan, catatan kegagalan perkakas, dan riwayat klaim garansi untuk model yang tepat yang Anda minta penawarannya.
Pertimbangkan contoh ini: seorang pembuat fabrikasi di Midwest meminta penawaran untuk tiga mesin berukuran serupa. Uji coba mengungkap masalah tersembunyi—pergeseran paralelisme pada pelat berat sepanjang penuh, kemacetan pengukur belakang pada hem, dan kelambatan pengendali selama pemrograman offline. Dua opsi yang lebih murah akan menyebabkan kerugian produktivitas sebesar $20.000 per tahun. Vendor yang memenuhi semua spesifikasi RFQ memberikan pengulangan 99,8% dan mengirim tepat sesuai jadwal.
Setelah Anda mengajukan RFQ seperti ini, perbedaan menjadi jelas—pemasok buruk menghilang, yang kuat terlibat. Anda akan berhenti membeli press brake dengan kepercayaan buta, karena buktinya akan ada tepat di depan Anda.


















