

Du kannst den Winkel perfekt treffen und trotzdem deinen Job schon bei der ersten Biegung verlieren – denn der Fehler, der Menschen verletzt, passiert meist vor bevor das Metall überhaupt das Werkzeug erreicht. Die meisten Vorfälle (und der meiste “mysteriöse Ausschuss”) beginnen mit einer ungetesteten Steuerung, einer Hand, die in eine Sperrzone driftet, oder einer Falle, die die vorherige Schicht stillschweigend hinterlassen hat. Dieser 60-Sekunden-Reset schließt diese Lücke: schnell genug, um ihn bei jedem Aufbau durchzuführen, und streng genug, um dich aus dem Unfallprotokoll herauszuhalten.
Finde den Not-Aus (Notabschaltung) zuerst mit den Augen, dann mit der Hand – geh nicht davon aus, dass du dich “im Panikfall erinnern” wirst. Pressenbremsen variieren: Der Knopf kann am Bedienpendel, am Rahmen oder an beiden sein. Wenn die Schutzabdeckung darum herum beschädigt ist, behandle es als Defekt, nicht als rein kosmetischen Schaden.
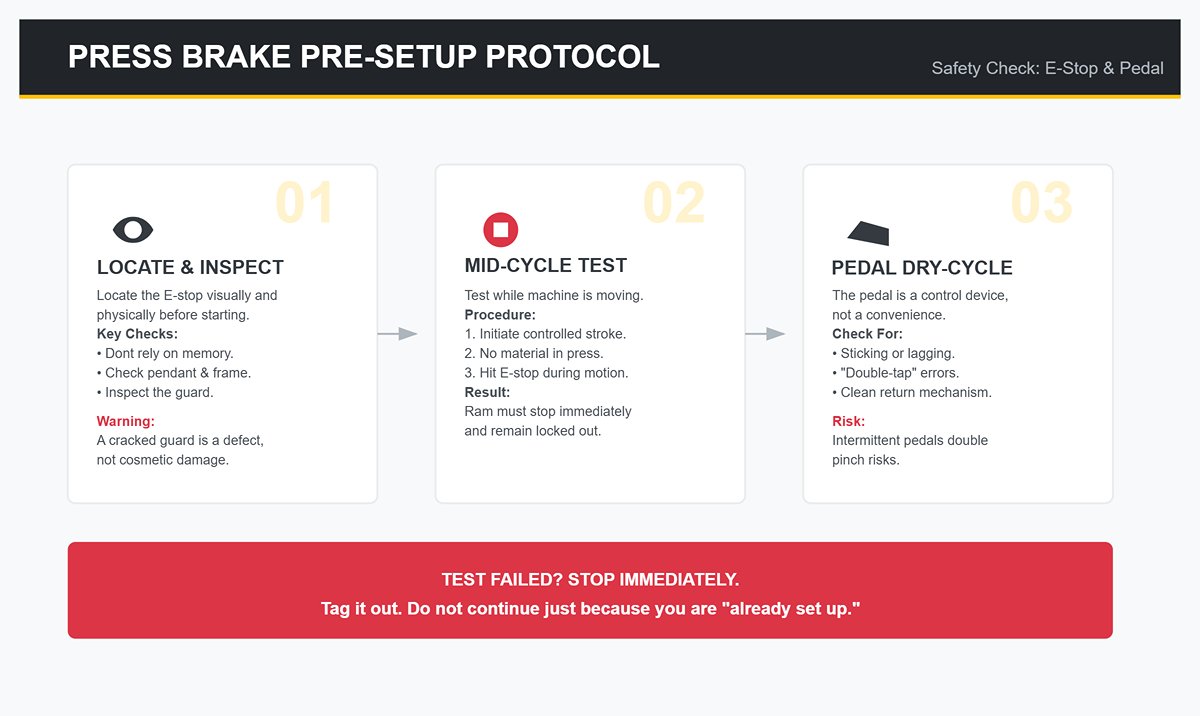
Teste den Not-Aus, während die Maschine in Bewegung ist. In vielen Werkstätten ist der Mindeststandard ein Test des Stopps mitten im Zyklus: Starte einen kontrollierten Hub (ohne Material) und drücke den Not-Aus, während der Stößel in Bewegung ist. Der Stößel sollte sofort stoppen und gesperrt bleiben, bis er zurückgesetzt wird. Gewerkschaften und Versicherer nennen ungetestete Steuerungen durchgehend als Hauptursache für Schadensfälle – Bediener überspringen dies, weil es “redundant wirkt”, bis ein klemmendes Ventil oder ein Verdrahtungsfehler es schmerzhaft relevant macht.
Trockenzyklus mit dem Pedal durchführen. Ein Fußpedal ist ein Steuergerät, kein Komfortmerkmal. Bevor du Werkzeuge einstellst oder ein Teil ausrichtest, führe einen Trockenzyklus durch, um zu bestätigen, dass das Pedal sauber zurückkehrt und nicht klemmt, verzögert oder “doppelt auslöst”. Deutsche Ausbildungsprogramme üben sogar simulierte Totpedal-Ausfälle an Hydraulikventilen aus einem Grund: Ein intermittierendes Pedal verdoppelt das Quetschrisiko, weil du instinktiv hineingreifst, um “zu beheben”, was du für ein Positionierungsproblem hältst.
Wenn einer der Tests fehlschlägt, stoppe. Kennzeichne es zur Sperrung. Der schnellste Weg, zur abschreckenden Geschichte der Werkstatt zu werden, ist weiterzumachen, weil du “schon aufgebaut” bist.”
Die Gefahr einer Abkantpresse ist nicht theoretisch – sie ist nur wenige Zentimeter breit und genau dort, wo deine Hände natürlicherweise sein wollen. Ein Quetschpunkt ist jeder Punkt, an dem eine bewegliche Oberfläche (Stößel/Werkzeug) sich einer festen Oberfläche (Matrize/Bett/Hinteranschlag) nähert und eine Quetschzone entsteht.
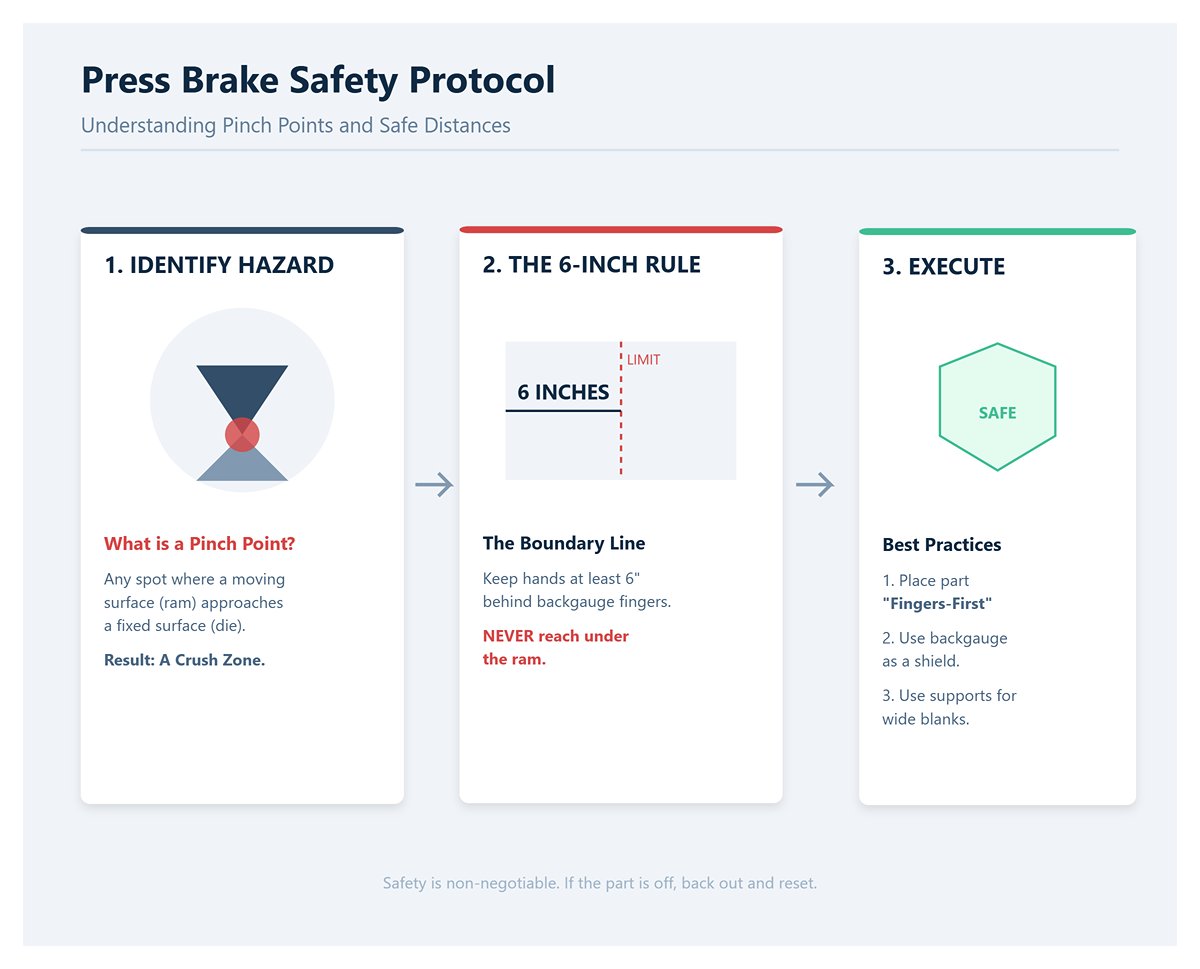
Die Regel in NIMS-ähnlichen Zertifizierungslabors ist einfach und direkt: halte deine Hände mindestens 15 cm hinter den Fingern des Hinteranschlags während des Anfahrens. Diese Finger (die kleinen Anschläge, gegen die du das Teil schiebst) sind keine Griffe – sie sind deine Grenzlinie. Lass deine Fingerspitzen daran vorbeikriechen und du befindest dich in der Zone, in der ein überraschender Hub, ein versehentlich betätigtes Pedal oder ein Steuerungsfehler in einem Augenblick lebensverändernd werden kann.
Greife niemals unter den Stößel oder zwischen das Werkzeug – niemals. Nicht um einen Flansch “anzustupsen”. Nicht um ein Verrutschen “aufzufangen”. Wenn das Teil falsch liegt, zieh dich zurück, richte es neu aus und fahre erneut an.
Audits in realen Werkstätten zeigen immer wieder, dass eine schlechte Platzierung vor dem Biegen einen großen Anteil am Ausschuss ausmacht. Die Lösung ist unspektakulär, aber zuverlässig: das Teil “zuerst mit den Fingern” platzieren.” Setzen Sie das Blech gegen den Hinteranschlag, wobei Ihre Hände hinter dieser Linie bleiben, lassen Sie den Anschlag als Schild wirken und starten Sie erst dann den Hub.
Wenn Sie ein breites Rohteil stützen müssen, verwenden Sie geeignete Halterungen oder eine zweite Person – benutzen Sie Ihre Unterarme nicht als Materialhandhabungsgerät.
“Whip Up” ist das Rückfedern/Schnappen des Blechs, wenn sich der Biegevorgang vollzieht – besonders beim Luftbiegen, bei dem der Stempel nicht bis zum Anschlag in die Matrize eintaucht. Diese gespeicherte Energie kann ein 14-Gauge-Blech um ein paar Zentimeter schnell genug hochschnellen lassen, um Ihr Kinn, Ihren Hals oder Ihre Schutzbrille zu treffen. Das Risiko steigt bei schmalen Teilen, kurzen Flanschen und federnden Materialien.
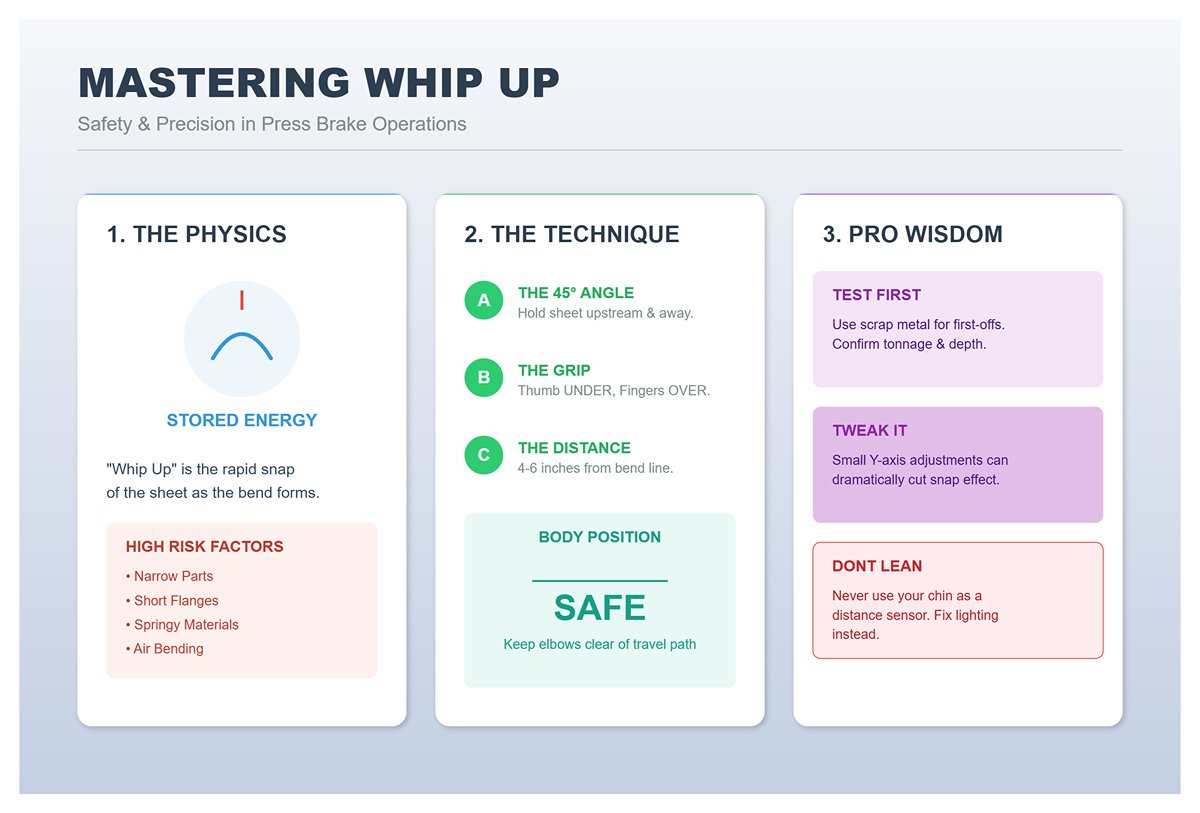
Griff und Haltung sind wichtiger als Muskelkraft. Nähern Sie sich mit dem Blech in etwa 45 Grad nach oben stromaufwärts— leicht nach oben und weg vom Werkzeug. Legen Sie Ihren Daumen unter die Kante, die Finger über die Oberseite, und halten Sie Ihren Griff 10–15 cm von der Biegelinie entfernt: nah genug, um die Rotation zu kontrollieren, weit genug, um außerhalb der Quetschzone zu bleiben. Halten Sie Ihre Ellbogen aus dem Bewegungsbereich, sodass sich das Blech drehen kann, ohne in Ihr Gesicht zu schlagen.
Wenn der Aufbau neu ist – oder sich das Material ändert – steuern Sie den ersten Biegevorgang mit einem Schrott-Teststück. Werkstätten, die Mitarbeiter von Laser, Schweißen oder Montage in die Abkantpresse versetzen, lernen oft, dass der Unterschied zwischen einem “Pedaldrücker” und einem selbstständigen Bediener diese Gewohnheit ist: Erste Teile aus Altmetall laufen zu lassen, um Presskraft, Tiefe (Y-Achse) und erwartetes Rückfedern zu bestätigen.
Eine kleine Anpassung kann das „Whip“ spürbar reduzieren. Berufslabore zeigen regelmäßig, dass die Einstellung eines leicht anderen Radius/Tiefe (z. B. eine bescheidene Y-Achsen-Anpassung beim Luftbiegen) den Schnappeffekt deutlich verringern kann.
Lehnen Sie sich nicht über das Teil “um besser zu sehen”. Wenn Sie eine klarere Sicht brauchen, verbessern Sie die Beleuchtung, positionieren Sie das Bedienfeld neu oder wählen Sie eine sichere Sichtlinie – nicht Ihr Kinn als Distanzsensor.
Die meisten “Überraschungs”-Fehler sind geerbt. Ein schneller Blick erkennt die Fallen, die Aufbauten zerstören und Menschen verletzen – Werkstätten, die diese Probleme verfolgen, bringen sie routinemäßig mit jährlich Zehntausenden an verlorener Zeit in Verbindung. Nehmen Sie sich 12 Sekunden und prüfen Sie dies, bevor Sie das erste echte Teil laufen lassen:
Deshalb funktioniert strukturierte Schulung: Neue Bediener können sich schnell an CNC-Abkantpressen gewöhnen, aber die Bediener, die sicher bleiben, übernehmen die Gewohnheit des Vorbiege-Scans und des Testschrotts. Sechzig Sekunden sind günstig. Die Alternative ist, einem Vorgesetzten – und einem Sanitäter – zu erklären, warum du der Einrichtung der letzten Schicht mehr vertraut hast als deinen eigenen Augen.
Die meisten Schäden an Abkantpressen entstehen nicht durch “zu viel Tonnage”. Sie entstehen durch Annahmen. Anzunehmen, dass das Blech die vermutete Stärke hat; anzunehmen, dass die V-Matrize “nahe genug” passt; anzunehmen, dass der Stempel richtig sitzt, weil er “gerade aussieht”; anzunehmen, dass der Hinteranschlag stimmt, weil der Bildschirm der Zeichnung entspricht. Diese Annahmen verwandeln einen kontrollierten Umformprozess in ein Brecheisen – und Brecheisen zerstören Werkzeuge, Krönungssysteme und Reputation.
Betrachte dieses Ritual als die Brücke zwischen “die Maschine kann sicher bewegt werden” und “die Maschine kann gute Teile herstellen, ohne sich langsam selbst zu zerreißen”.”
“Gauge” ist keine Messung – es ist ein Etikett, und es variiert je nach Materialtyp und Lieferant. Füge Walztoleranzen, Beschichtungen und gemischte Zuschnitte hinzu, und “sieht aus wie 14 ga” wird zu einer teuren Vermutung. Einige Tausendstel Unterschied in der Dicke verändern die Biegeabsetzung, den Innenradius und – am wichtigsten – die benötigte Tonnage. So versuchen Bediener, den Winkel durch Tiefeneinstellung zu korrigieren, dringen zu tief in die Matrize ein und geben der Rückfederung die Schuld für das, was tatsächlich ein Dickenproblem ist.
Überprüfe die Dicke mit einem Mikrometer oder Messschieber an mehreren Stellen des Blechs (Rand und Mitte, wenn möglich). Zeichne die tatsächliche Dicke auf, nicht die nominelle Stärke. Bestätige auch die Materialgüte: A36 Baustahl, 304 Edelstahl und 5052 Aluminium können die gleiche Dicke haben, sich aber bei Rückfederung und erforderlicher Umformkraft sehr unterschiedlich verhalten.
Das ist keine Theorie. Bediener, die Materialgrundlagen ignorieren, verschwenden Schrott beim Versuch, Rückfederungsschwankungen auszugleichen; Werkstätten, die in das Lesen von technischen Zeichnungen und einfache Werkstattmathematik investieren, reduzieren zuverlässig diese “mysteriösen Winkel”-Fehler, weil sie Dicke und Güte nicht mehr nach Bauchgefühl behandeln. Schulungsprogramme, die neue Mitarbeiter über “einfach viele Teile fertigen” hinausbringen, konzentrieren sich genau auf diese Disziplin, weil sie die Nacharbeits-Schleife verhindert, die den Durchsatz zerstört.
Eine Technik zum Ausprobieren: Schreib “tatsächliche Dicke” und “Materialtyp” auf den Arbeitsauftrag, bevor du das Werkzeug berührst. Diese eine Zeile stoppt die häufigste Einrichtungs-Lüge, bevor sie sich still durch die Schicht verbreitet.
Die V-Matrizenöffnung (die Breite des Matrizenmunds) ist der Hebelarm der Biegung. Ist sie zu klein, steigt die Tonnage, der Innenradius wird enger, und du beginnst, die Matrizen-Schultern zu zerdrücken und die Maschine zu überlasten. Ist sie zu groß, wird die Winkelsteuerung ungenau, der Innenradius wächst, und die Flanschlängen driften – besonders bei kurzen Schenkeln.
Für Luftbiegen (der Standard bei den meisten modernen CNC-Abkantpressen) ist der sicherste Ausgangspunkt die “8× Dicke”-Regel: Wähle eine V-Öffnung etwa achtmal so groß wie die Materialdicke. Es ist keine Magie – es ist ein bewährter Kompromiss, der die Tonnage in einem vernünftigen Bereich hält, während er einen vorhersehbaren Innenradius und eine stabile Winkelreaktion über gängige Materialien hinweg liefert. Bei dünnen Blechen kann man auf 6× gehen für einen engeren Radius; bei dickem Blech können 10×–12× erforderlich sein, um innerhalb der Tonnage-Grenzen zu bleiben. Aber wenn du keinen konkreten Grund hast abzuweichen, ist 8× der Grund.
Warum es für die Lebensdauer der Maschine wichtig ist: Die Tonnage verteilt sich nicht gleichmäßig. Ein schmales V konzentriert die Kraft auf kleinere Kontaktflächen, erhöht den Druck auf die Schultern und beschleunigt den Verschleiß. Bediener versuchen oft, eine schlechte V-Wahl zu “korrigieren”, indem sie den Stößel tiefer fahren. Dadurch wird die Spitzen-Tonnage genau dorthin verlagert, wo man sie am wenigsten haben möchte – nahe dem unteren Hub – und ein Einrichtungsfehler wird zu einem mechanischen Defekt.
Strukturierte Schulungen und Zertifizierungen (NIMS, FMA und OEM-Bedienerprogramme) kommen immer wieder darauf zurück, weil es messbar und reproduzierbar ist: Wählt man das richtige V-Matrizenprofil, vermeidet man eine Kette nachgelagerter “Anpassungen”, die eigentlich nur eine Kompensation für die falsche Geometrie sind. Werkstätten mit vier Rüstungen pro Tag merken das sofort; die falsche Matrizenwahl verschrottet nicht nur Teile – sie zieht die Rüstzeiten in den Bereich von 60 Minuten und verbrennt still und leise Zehntausende Dollar pro Jahr an verlorener Kapazität.
Eine Abkantpresse ist kein Hammer – sie ist ein Präzisions-Ausrichtungssystem. Das Werkzeug muss so gesetzt werden, dass Stempel und Matrize koaxial sind (die gleiche Mittellinie teilen) und vollständig von den Spannflächen unterstützt werden. Fehlausrichtung erzeugt Seitenlasten, die Stempel absplittern, Matrizen-Schultern eindrücken und sogar Abschnittswerkzeuge aus der Position drehen können.
Sauberkeit kommt zuerst. Wischen Sie Bett, Spannvorrichtungen und Werkzeugansätze ab. Ein Span, der unter einer Matrizensektion eingeklemmt ist, wird zum Drehpunkt und zwingt den Stempel, die Matrize unter Last “zu finden” – meist durch Materialaufbau auf einer Seite.
Dann verwenden Sie leichten Druck um die Werkzeuge zu setzen und die Ausrichtung zu bestätigen, bevor Sie die volle Tonnage anwenden:
Dieser “Kuss-Setz”-Schritt verhindert einen klassischen Anfängerfehler: die Fehlausrichtung erst zu entdecken, nachdem man bereits die Produktionstonnage erreicht hat. Abkantpressen-Trainer lassen neue Bediener bei den ersten Rüstungen oft “Daumen drehen”, weil das Beobachten eines erfahrenen Bedieners beim leichten Drucksetzen den Unterschied zwischen “installiert” und “ausgerichtet” lehrt. Das ist auch der Grund, warum OEM-Zertifizierung bei der Inbetriebnahme wichtig ist: Die Gewohnheiten, die die Maschine schützen, sind dieselben, die Rüstungen schnell machen.
Die Genauigkeit des Hinteranschlags ist keine Zahl auf einem Bildschirm; es ist eine physische Beziehung zwischen dem Blech und den Anschlagfingern/-stopps. Ein Hinteranschlag, der rechtwinklig, parallel und gleichmäßig kontaktiert ist, erzeugt gleichmäßige Schenkellängen. Ein Hinteranschlag, der nur “ungefähr” ist, produziert Teile, die eine Minute lang korrekt messen und in der nächsten abweichen – besonders wenn Bediener anfangen, die Position “nach Augenmaß” zu korrigieren.
Stellen Sie die programmierte Anschlagposition ein und überprüfen Sie dann Kontakt und Rechtwinkligkeit durch Fühlen:
Deshalb ist “einfach hunderte Teile laufen lassen” ein schlechter Lehrer. Neue Bediener können auf modernen CNC-Abkantpressen innerhalb eines Tages Biegungen machen, aber gleichmäßige Schenkellängen entstehen durch disziplinierte Rüst- und Anschlagsgewohnheiten – die Fähigkeiten, die jemanden in Wochen statt Monaten unabhängig machen. Werkstätten, die die Gehaltsentwicklung an überprüfbare Fähigkeiten wie Hinteranschlagskalibrierung und Rückfederungskompensation knüpfen, sind nicht bürokratisch; sie schützen den Durchsatz und die Maschine.
Die meisten Pressenbremsen-Ausfälle, die als “Bedienfehler” abgetan werden, sind in Wirklichkeit mathematische Fehler – meist ein unbemerkter Tonnagespitzenwert, verursacht durch das falsche V-Matrizenwerkzeug. Die Maschine ist es egal, ob das Zertifikat “Weichstahl” sagt oder ob das Teil “dünn aussieht”. Sie reagiert auf Biegelänge, Dicke, Matrizenöffnung und Materialfestigkeit – und sie wird auf vorhersehbare Weise überlastet, wenn einer dieser Eingaben falsch ist.
Eine Technik zum Ausprobieren: Behandle die Tonnage als eine kontrollierte Variable, nicht als Nebeneffekt. Mach es zur Werkstattregel, dass jedes neue Setup mit einer Tonnageschätzung aus einer Tabelle (oder Formel) beginnt, gefolgt von einem kurzen Testschlag bei reduziertem Druck mit geplanter Steigerung auf volle Tonnage. Diese eine Gewohnheit erkennt die meisten Überlastungsbedingungen, bevor sie sich als Bettverformung, gebrochenes Werkzeug oder ein hydraulischer Zyklus, der stehen bleibt, zeigen.
Krafttabellen existieren, um das “Schätzen auf der Serviette” zu verhindern. Die meisten basieren auf Luftbiegen (der Stempel drückt das Blech nicht bis zum Boden der Matrize; der Winkel ergibt sich aus der Eindringtiefe), gehen von einer 1-Meter-Biegelänge, aus und verwenden Weichstahl mit etwa 450 N/mm² Zugfestigkeit. Sie geben die Kraft typischerweise als kN pro Meter (oder Tonnen pro Fuß/Meter) an.
Verwende die Tabelle wie ein Koordinatensystem: Finde die Materialdicke auf einer Achse, die V-Öffnung auf der anderen, und lies die Kraft an dem Punkt ab, an dem sie sich schneiden. Skaliere sie dann auf deine tatsächliche Biegelänge.
Beispiel: ein typischer Tabellenwert für 4 mm Weichstahl in einer 32 mm V-Matrize (die klassische “8× Materialstärke”-Auswahl) beträgt etwa 330 kN pro Meter. Für einen 2,5 m Biegevorgang multiplizieren: 330 × 2,5 = 825 kN, oder etwa 83 metrische Tonnen. Das ist nicht Ihre Maschineneinstellung – es ist Ihre geschätzte Belastung.
Zwei Anpassungen halten die Tabelle realistisch:
Materialfaktor. Edelstahl benötigt oft ~1,4× die Kraft von Baustahl; Aluminium liegt möglicherweise näher bei ~0,7×. Wenn Ihre Tabelle auf Baustahl basiert und Sie 304er Edelstahl biegen, wenden Sie diesen Multiplikator an, bevor Sie davon ausgehen, dass Sie auf der sicheren Seite sind.
Kapazitätspuffer. Tabellen gehen von idealen Bedingungen aus – sauberes Werkzeug, stabile Schmierung, korrekte Ausrichtung und gleichmäßiges Blech. Fügen Sie einen praxisnahen Puffer hinzu (oft ~20 %), damit normale Schwankungen Sie während der Produktion nicht in eine Überlastung treiben.
Schneller Tabellen-Trick (die meisten Werkstätten übersehen ihn): Wenn Sie zwischen zwei V-Öffnungen schwanken, beginnen Sie mit der breiteren V – nicht mit der engeren. Das reduziert die Kraft erheblich, und es ist viel einfacher, später einen kleineren Radius zu erzeugen, als sich von einem Überlastungsereignis zu erholen.
Der schnellste Weg, die Tonnage einer Abkantpresse zu überschreiten, besteht darin, eine V-Öffnung zu wählen, die zu schmal für die Materialstärke ist. Viele Werkstätten merken sich “8× Materialstärke” als Faustregel – und brechen sie dann, wenn sie einen engeren Innenradius wollen. Der Haken ist, dass der Kraftverlauf nicht linear ist –er steigt schnell an, wenn die V kleiner wird.
Selbst eine einfache Luftbiegeschätzung zeigt das Muster: Die Kraft skaliert mit Dicke² und ist umgekehrt proportional zur V-Öffnung. Halbieren Sie das V und Sie verdoppeln grob die Kraft; in der Praxis – Werkzeugkontakt, Reibung und Aufbauvariationen – kann die Zunahme sogar noch drastischer wirken.
Hier ist ein realistisches Beispiel im Diagramm-Stil: 4 mm Weichstahl in einer 32 mm V könnte etwa 330 kN/m. benötigen. Reduziert auf ein 16 mm V, kann die Belastung auf ~1320 kN/msteigen – ungefähr 4×. Das ist der “Tonnage-Spike”: Der Aufbau sieht fast gleich aus, aber die Maschine sieht eine völlig andere Belastung.
Die größere Falle: Viele Aufträge ändern versehentlich den Prozess. Luftbiegen ist Ihr Ausgangspunkt. Bodenbiegen (das Blech tiefer in die Matrize treiben, um den Winkel zu “fixieren”) kann etwa ~4× die Luftbiegungs-Tonnage erfordern, und Prägetechnik (Coining) kann ~10× erreichen. Wenn Sie “nur kurz nachdrücken”, um die Winkelwiederholbarkeit zu verbessern, ohne neu zu berechnen, ist es leicht, die Belastungsgrenze der Abkantpresse zu überschreiten, selbst wenn die Tabelle sicher aussah.
Diese schnelle Risikotabelle für 4 mm Baustahl, 1 m Biegung zeigt, wie schnell die Gefahr zunimmt:
Wenn Sie einen engeren Innenradius benötigen, ist der sicherere Weg in der Regel anderes Werkzeug (eine Stempelwahl mit größerem Radius, gestuftes Formen oder ein kontrollierter Abkantplan) statt das V zu verkleinern und auf das Beste zu hoffen.
| Abschnitt | Wichtige Punkte | Beispiel / Hinweise |
|---|---|---|
| Was passiert, wenn Sie eine zu kleine V-Matrize wählen (das “Tonnagespitzen”-Risiko) | Die Wahl einer V-Öffnung, die zu schmal für die Materialstärke ist, ist einer der schnellsten Wege, die Tonnage der Abkantpresse zu überschreiten. Viele Werkstätten verwenden die Faustregel “8× Materialstärke”, brechen sie jedoch, um einen engeren Innenradius zu erzielen. Die Kraftsteigerung ist nicht linear; sie steigt schnell an, wenn das V kleiner wird. | Das Risiko steigt stark, wenn die V-Öffnung verkleinert wird. |
| Grundlegende Beziehung beim Luftbiegen | Die Kraft skaliert mit der Dicke² und ist umgekehrt proportional zur V-Öffnung. Eine Halbierung des V verdoppelt ungefähr die Kraft (und kann in der Praxis schlimmer wirken aufgrund von Werkzeugkontakt, Reibung und Setup-Variationen). | Kleineres V → höhere Belastung; eine Zunahme der Dicke hat einen noch stärkeren Effekt (quadratisch). |
| Beispiel für Tonnagespitze im Diagrammstil | Ein Aufbau kann ähnlich aussehen, während sich die Maschinenbelastung dramatisch verändert. | 4 mm Baustahl: 32 mm V ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4×). |
| Versteckte Falle: Änderung des Umformprozesses | Aufträge können unbeabsichtigt vom Luftbiegen zum Setzen oder Prägen wechseln. Setzen kann etwa die 4-fache Luftbiegepresskraft erfordern; Prägen kann bis zur 10-fachen Presskraft erreichen. “Nur kurz anstoßen” für Wiederholbarkeit ohne Neuberechnung kann die Maschinenbelastung überschreiten, selbst wenn die Tabellen sicher erschienen. | Luftbiegen = Basis; Setzen ≈ 4×; Prägen ≈ 10×. |
| Schnelle Risikotabelle (4 mm Baustahl, 1 m Biegung) | Zeigt, wie die Gefahr zunimmt, wenn sich die V-Öffnung im Verhältnis zur Dicke verkleinert. | 12× (64 mm V): geringe Belastung, sehr verzeihend; 8× (32 mm V): Standardbelastung, mit Sicherheitsmarge handhabbar; 6× (24 mm V): hohe Belastung – auf Durchbiegung und Längenbegrenzungen achten; 4× (16 mm V): kritisch – klassisches Presskraft-Spike-Terrain, hohes Crash-Risiko. |
| Sicherere Vorgehensweise für engeren Innenradius | Bevorzugen Sie alternative Methoden statt die V-Öffnung zu verkleinern und zu hoffen: anderes Werkzeug, gestuftes Formen oder ein kontrollierter Setzplan. | Verwenden Sie einen Stempel mit größerem Radius, gestuftes Formen oder geplantes Setzen, anstatt die V-Öffnung zu stark zu reduzieren. |
Eine Überlast beginnt normalerweise nicht mit einem Knall. Häufiger zeigt sie sich durch gleichmäßige mechanische Symptome – besonders bei langen Biegungen, bei denen Bett und Stößel unter der größten Hebelwirkung stehen.
Durchbiegung (Bett/Stößel wölbt sich). Hohe Presskraft über lange Längen kann Bett und Stößel wölben, sodass Sie in der Mitte einen anderen Winkel haben als an den Enden. Wenn Sie Winkelabweichungen entlang der Biegekante feststellen, die bei leichten Testschlägen nicht vorhanden waren, vermuten Sie Durchbiegung. Eine schnelle Überprüfung ist, einen kurzen Lauf auf Schrott zu machen und die Winkelgleichmäßigkeit von Ende zu Ende zu messen; wenn sie uneinheitlich ist, liegt die Ursache oft an der Belastung, bevor es am Werkzeug liegt.
Langsamer Zyklus und Zögern. Wenn der Stößel während des Hubs langsamer wird – oder die Maschine plötzlich länger braucht, um die Tiefe zu erreichen – kann das Hydrauliksystem nahe am Entlastungsdruck arbeiten. Dies passiert oft, wenn die Annahme “Baustahl” falsch ist (Sie biegen tatsächlich hochfestes Material oder Edelstahl) oder wenn die Reibung durch verschmutztes oder beschädigtes Werkzeug stark ansteigt.
Stillstand oder Kriechen (sofort stoppen). Eine Änderung der Pumpensteigung bei geringer Kolbenbewegung, ein Stillstand nahe dem unteren Hub oder Achsenkriechen/-zurückweichen zwischen den Zyklen sind alles große Warnsignale. Diese Anzeichen bedeuten, dass die Maschine bei – oder über – ihrer nutzbaren Tonnage für dieses Setup ist. Weiterarbeiten birgt Risiken wie Rahmenbelastung, geplatzte Dichtungen und beschädigtes Werkzeug – oft die teuersten “versteckten” Kosten bei der Wahl des falschen V.
Schneller Überlast-Check (60 Sekunden): Fahren Sie den Kolben ohne Last, um normale Geschwindigkeit und Geräusch zu bestätigen; führen Sie einen Testschlag mit reduziertem Druck auf Schrottmaterial aus; hören Sie auf Anzeichen von Belastung und achten Sie auf Zögern; prüfen Sie dann die Winkelgleichmäßigkeit von Anfang bis Ende. Wenn sich irgendetwas verschlechtert, sobald der Druck steigt, öffnen Sie das V (oder verkürzen Sie die Biegelänge), reduzieren Sie die Zielpenetration und berechnen Sie neu, bevor Sie fortfahren.
Viele Bedienungsanleitungen beschreiben die erste Biegung als einfache, binäre Aktion: Pedal drücken, und der Kolben fährt herunter. Diese Vereinfachung ist ein wesentlicher Beitrag zu Werkzeugschäden und ungleichmäßigen Winkeln in Fertigungsbetrieben. Der tatsächliche Biegeprozess ist keine einzelne Bewegung, sondern eine Reihe präzise kontrollierter Drücke und Geschwindigkeiten. Während die Einrichtungsphase sich auf Geometrie konzentriert, geht es in dieser Phase um angewandte Physik. Die Maschine ist nun aktiv, die Tonnage wurde berechnet, und der Hinteranschlag ist eingestellt. Der Unterschied zwischen einem Stück Ausschuss und einem perfekten Bauteil hängt davon ab, wie effektiv Sie den Abstieg und die Verweilzeit des Kolbens steuern.
Die wohl kontraintuitivste Gewohnheit, die neue Bediener entwickeln müssen, ist das Abbremsen des Kolbens kurz bevor er das Metall berührt. Obwohl moderne Hydrauliksysteme schnelle Annäherungsgeschwindigkeiten zur Maximierung der Effizienz ermöglichen, ist es ein kritischer Fehler, die volle Geschwindigkeit bis zum Kontaktpunkt beizubehalten. Das Material bei maximaler Abstiegsgeschwindigkeit zu treffen erzeugt “Stoßbelastung”, ein Phänomen, das die Tonnage kurzfristig um 25-50 % über die berechneten Werte erhöhen kann. Diese kurze Überlast kann die Spitze des Stempels ablenken, den Verschleiß der Matrize beschleunigen und unvorhersehbare Variablen in den endgültigen Biegewinkel einführen.
Bediener, die vom Grundbetrieb zur fachgerechten Einrichtung übergehen, sollten üben, die Abstiegsgeschwindigkeit des Kolbens innerhalb der letzten 1-2 Zoll (oft als “Mute Point” in CNC-Steuerungen bezeichnet) auf 20-30 % zu reduzieren. Dieser langsame Ansatz erfüllt zwei Zwecke. Erstens eliminiert er kinetische Stoßbelastung und stellt sicher, dass die angewandte Kraft mit der programmierten Kraft übereinstimmt. Zweitens ermöglicht er bei Luftbiegeoperationen die visuelle Bestätigung, dass das Material korrekt in der V-Matrize sitzt. Dieser kontrollierte Eintritt ist entscheidend für genaue Ergebnisse.
Präzisions-Übungsdrill: Sie können dieses Prinzip mit Schrottmaterial demonstrieren. Fahren Sie den Kolben fünfmal mit voller Geschwindigkeit und beobachten Sie den “Peitschen”-Effekt des Blechs. Dann verlangsamen Sie den Ansatz kurz vor dem Kontakt auf Kriechgeschwindigkeit und wiederholen den Vorgang. Messen Sie die Abweichung der Biegewinkel zwischen den beiden Methoden. Typischerweise wird die Winkelschwankung allein durch Kontrolle der Eintrittsgeschwindigkeit von 3° auf unter 1° reduziert. Dieses visuelle Feedback ist entscheidend für die Steuerung des Rückfederns; wenn der Kolben zu schnell bewegt wird, können Sie nicht beobachten, wie sich das Material setzt, bevor es zurückgezogen wird, wodurch Winkelabweichungen erst sichtbar werden, wenn das Teil bereits entladen ist.
Der untere Totpunkt (BDC) bezeichnet den exakten Punkt, an dem der Pressenkolben seine tiefste Position erreicht und vor dem Zurückfahren pausiert. Beim Luftbiegen bestimmt diese Tiefe letztlich den endgültigen Winkel. Es ist ein weit verbreiteter Irrtum, dass die Maschine automatisch weiß, wie man einen 90-Grad-Bogen erzielt. In Wirklichkeit muss der Bediener den BDC präzise basierend auf der Materialstärke und dessen Widerstand gegen Biegen einstellen.
Neue Bediener verschätzen sich häufig bei dieser Tiefe, sodass der Stempel die V-Matrize um übermäßige 10-15 % durchdringt. Diese unbeabsichtigte Aktion kann das Material “prägen” und möglicherweise Risse entlang des äußeren Radius verursachen oder das Werkzeug beschädigen. Ziel ist es, die genaue Tiefe zu ermitteln, die erforderlich ist, um den Zielwinkel nach dem Rückfedern des Materials zu erreichen. Beispielsweise kann beim Luftbiegen von 14-Gauge-Mildstahl eine Hubtiefe von 11-12 mm für einen Standardradius erforderlich sein, während das Erreichen eines spitzen Winkels durch „Bottoming“ eine flachere Tiefe von 6,5-8 mm erfordert.
Um dies ohne Rätselraten genau einzustellen, verwenden Sie den “Faustregel”-Test. Führen Sie einen Trockenzyklus mit dem Kolben an Ihrem berechneten BDC durch, dann legen Sie eine Fühlerlehre zwischen Stempel und Matrize. Beim Luftbiegen sollte dieser Abstand etwa 0,85 der Materialstärke entsprechen. Von diesem Ausgangspunkt aus justieren Sie die Y-Achsen-Tiefe in 0,1 mm-Schritten, bis das Blech Kontakt hat, ohne sich zu verformen.
Die Bedeutung der Verweilzeit: Die genaue Einstellung der Tiefe ist nur ein Teil des Prozesses; die Maschine muss auch für die Dauer programmiert werden, die sie am BDC verweilt. Ohne ausreichende Verweilzeit – den Kolben für 0,5 bis 1 Sekunde am BDC halten – kann das Rückfedern den Winkel bei längeren Biegungen um 2-4 Grad reduzieren. Diese kurze Pause ermöglicht es dem Material, sich zu stabilisieren. Der Versuch, einen 90-Grad-Winkel zu erzwingen, indem der Stempel tiefer gefahren wird, anstatt ihn länger zu halten (was „Prägen“ ist), erhöht die Tonnageanforderungen drastisch und kann den Kolben überlasten.
Sobald das allererste Teil erfolgreich gebogen wurde, muss die Maschine für eine Inspektion angehalten werden. Diese “Erstteil”-Prüfung fungiert als entscheidender Türöffner für die Rentabilität. Werkstätten, die an dieser Stelle ein strenges Prüfprotokoll einhalten, sehen oft, dass ihre Erstpass-Erfolgsquote von 90 % auf 95 % steigt. Umgekehrt können etwa 80 % aller Serienfehler auf ein Erstteil zurückgeführt werden, das optisch akzeptabel erschien, aber subtile geometrische Mängel aufwies.
Alleinige Sichtprüfung ist unzureichend. Unterschiede in der Faserrichtung können dazu führen, dass sich zwei identische Bleche um bis zu 2 Grad unterschiedlich biegen, wenn nicht präzise gemessen wird. Eine professionelle Erstmusterprüfung erfordert die Verwendung eines digitalen Winkelmessers zur Messung des Außenbiegewinkels (Toleranz ±1°), eines Messschiebers zur Überprüfung der Schenkellängen und einer Höhenmessuhr zur Bestätigung der Parallelität.
Die „Tödlichen Zwölf“-Checkliste:
Führen Sie diesen 12-Sekunden-Scan bei jedem Erstmusterteil durch. Wenn ein Punkt fehlschlägt, fahren Sie nicht mit der Serienfertigung fort.
Ungeübte Bediener übersehen bei fast 73 % der Erstmusterteile Versätze am Hinteranschlag, was zu einem gleichmäßigen Winkeldrift während des gesamten Laufs führt. Durch sofortige Validierung dieser Kennwerte verwandeln Sie ein verzogenes Teststück von einem Panikmoment in ein Diagnosewerkzeug. Ist der Winkel zu offen, passen Sie Ihre BDC-Tiefe an. Sind die Schenkel ungleich, überprüfen Sie die Kalibrierung des Hinteranschlags. Erst wenn das Erstmuster diese Checkliste besteht, beginnt die Serienfertigung.
Schlechte Biegungen sind meist nicht zufällig – sie haben ein Muster. Der schnellste Weg, das Problem zu diagnostizieren, besteht darin, nicht blind Tiefe und Geschwindigkeit zu verstellen, sondern die “Signatur” des Fehlers zu identifizieren: Sind alle Teile um denselben Betrag falsch, variiert es entlang der Länge, ändert sich der Winkel nach dem Loslassen des Pedals (Rückfederung), oder verhalten sich vermeintlich identische Bleche unterschiedlich?
Führen Sie eine Drei-Teile-Prüfung durch, bevor Sie irgendwelche Einstellungen ändern: Biegen Sie drei Reststücke aus demselben Blech mit demselben Programm und Werkzeug und beschriften Sie sie A/B/C in der Reihenfolge, in der Sie sie gefertigt haben. Messen Sie Flanschlänge und Winkel bei jedem. Wenn A, B und C übereinstimmen, aber nicht der Zeichnung entsprechen, haben Sie wahrscheinlich ein Referenz- oder Rückfederungsproblem. Wenn sie nicht übereinstimmen, haben Sie es eher mit Durchbiegung, inkonsistenter Materialausrichtung oder ungleichmäßigem Einpressdruck/Positionierung zu tun.
Wenn jede Lasche durchgehend zu lang oder zu kurz um denselben festen Betrag (oft 0,5–2 mm) herauskommt, beginnen Sie mit der Referenz des Hinteranschlags. Der Hinteranschlag ist Ihr Längendatum: Wenn die Finger nicht tatsächlich dort sind, wo die Steuerung denkt, dass sie sind – oder das Werkstück nicht wirklich dagegen sitzt – reproduzieren Sie denselben Fehler perfekt bei jedem Biegevorgang.
Häufigste Ursachen:
Schneller Nachweis: Messen Sie die Laschenlänge an beiden Enden des Werkstücks. Wenn beide Enden um denselben Betrag abweichen, ist die Referenz des Hinteranschlags wahrscheinlich der Übeltäter – nicht das Bombieren und nicht die Hubtiefe.
Dauerhafte Korrekturmaßnahme: Erstellen Sie eine wiederholbare Routine zur Hinteranschlags-Referenz. Nullpunkt des Anschlags mit einem bekannten Standard (einem geschliffenen Abstandshalter oder geprüften Stab) setzen, dann drei Probestücke ohne Biegen einlegen – einfach das Werkstück an die Finger setzen und markieren, wo es landet. Wenn die Markierungen übereinstimmen, ist Ihr “Anschlag” real. Wenn nicht, korrigieren Sie Fingerabnutzung, Ausrichtung oder Zustand. Das Unterlegen eines abgenutzten Fingers auf Maß kann weniger als eine Minute dauern – und eine ganze Charge vor Ausschuss bewahren.
Wenn sich der Biegewinkel von den Enden zur Mitte verändert, haben Sie es mit einer Verformung der Abkantpresse zu tun. Unter Last wölben sich Stößel und Bett. Bei langen Betten und höherer Tonnage (z. B. Biegen von 1/4-Zoll-Stahl über 3–3,6 m) kann die Verformung ausreichen, um den Biegewinkel um 2–3° von Ende zu Mitte zu verschieben. Das Werkstück kann “lächeln” (in der Mitte enger) oder “die Stirn runzeln” (in der Mitte offener), je nach Einrichtung und verwendeter Kompensation.
Wichtige Diagnose: Messen Sie den Winkel an drei Stellen – links, Mitte, rechts – bei derselben Biegung. Wenn die Mitte abweicht, während die Laschenlänge korrekt bleibt, ist Ihre Hinteranschlagsreferenz in Ordnung; die Maschine biegt ungleichmäßig über die Länge.
Warum es viele überrascht: Selbst bei “moderater” Tonnage neigt das Biegemoment dazu, in der Mitte seinen Höhepunkt zu erreichen. Bei älteren Pressen – besonders solchen ohne solide Synchronisation des Stößels – baut sich die Verformung oft schneller auf, sodass Werkstätten häufig viel stärkere Winkelabweichungen bei alternden Maschinen sehen als bei neueren, synchronisierten Systemen.
So beheben Sie es:
Einfacher Werkstatttest: Legen Sie ein Richtlineal entlang des geformten Flansches und markieren Sie die Kontaktpunkte mit Kreide. Wenn der Abstand auf einem langen Teil entlang der Länge um mehr als etwa 0,5 mm variiert, ist die Durchbiegung so erheblich, dass Sie die Bombierung/Unterlegung anpassen sollten, bevor Sie beginnen, die Tiefe zu korrigieren.
Wenn das Teil korrekt ist, während es noch unter Last steht, sich aber öffnet, nachdem Sie es freigeben, ist das Rückfederung. Beim Luftbiegen müssen Sie normalerweise überbiegen – oft auf ~92°, um am Ende 90° zu erreichen – weil die elastische Rückstellung in dem Moment beginnt, in dem der Druck nachlässt. Die Rückfederung wird hauptsächlich von der Streckgrenze und der Dicke beeinflusst: Baustahl kann um 1–2° zurückfedern, Edelstahl üblicherweise um 3–5°, und einige Aluminiumlegierungen können noch empfindlicher sein.
Die schnellste falsche Annahme, die man beseitigen sollte: Zu denken, dass der programmierte Winkel dem Endwinkel entspricht. Die Steuerung gibt die Position des Stößels (Y-Tiefe) vor, nicht die fertige Geometrie. Zwei Bleche mit gleicher Dicke können dennoch unterschiedlich zurückfedern, wenn ihre Streckgrenze unterschiedlich ist (unterschiedliche Wärmebehandlung, Walzwerkquelle oder Charge).
Wie man es ohne Raten einstellt: Machen Sie einen Probebogen, messen Sie nach 10 Sekunden (die Rückfederung stabilisiert sich schnell, aber nicht immer sofort), und passen Sie die Y-Tiefe in kleinen Schritten an, bis der Endwinkel wiederholt wird. Biegetabellen sind ein guter Ausgangspunkt, können aber bei kaltgewalztem oder hochfestem Material um 10–15° danebenliegen – reale Messungen sind entscheidend.
Wie “richtig” aussieht: Eine kontrollierte Überbiegung – leicht spitz, während geklemmt – dann eine gleichmäßige Entspannung auf den Zielwinkel nach dem Lösen, von Teil zu Teil.
Zwei Rohlinge aus demselben Material und mit derselben Dicke können sich dennoch unterschiedlich biegen, aufgrund der Faserrichtung – der Walzrichtung des Werks. Das Walzen dehnt die Mikrostruktur, sodass das Blech je nachdem, ob Sie parallel oder senkrecht zu dieser Richtung biegen, unterschiedlich reagiert. Sie sehen dies bei der Rückfederung, dem Innenradius und der Rissanfälligkeit.
Typisches Muster: Wenn die Faser parallel zur Biegelinie verläuft, nimmt die Rückfederung oft zu und der Bogen kann sich “steifer” anfühlen, sodass der Winkel stärker öffnet als erwartet. Wenn Sie quer zur Faser biegen (Faser senkrecht zur Biegelinie), können Sie engere Radien erhalten – und bei einigen Legierungen ein höheres Risiko für Oberflächenrisse, wenn der Radius zu scharf ist.
Warum es “mysteriöse” Winkelabweichungen erzeugt: Gemischte Orientierung innerhalb einer Charge – insbesondere wenn Teile aus unterschiedlichen Blechrichtungen verschachtelt werden – kann selbst bei einer perfekt eingestellten Maschine 2–3° Variation erzeugen. Einige Werkstätten haben ganze Serien verschrottet, weil die Hälfte der Rohlinge beim Schneiden um 90° gedreht wurde, was eine gleichmäßige, aber unterschiedliche Rückfederung verursachte.
Lösung in Produktionsqualität: Markieren Sie die Walzrichtung auf eingehenden Blechen (viele Walzwerke tun dies; falls nicht, fügen Sie “LD” für Längsrichtung mit einem Marker hinzu) und kontrollieren Sie dann die Ausrichtung beim Schneiden und Formen. Wenn die Toleranzen eng sind, ist Konsistenz wichtiger als das Verfolgen der “besten” Richtung.
Eine Technik zum Ausprobieren (5-Minuten-Diagnose): Die 3×3-Biegekarte
Schneiden Sie drei Reststreifen aus demselben Blech, alle mit derselben Breite. Biegen Sie jeden Streifen einmal und messen Sie dann den Winkel bei links/Mitte/rechts auf jedem Streifen (insgesamt neun Messungen). Notieren Sie die Schenkellänge einmal pro Streifen.
Neun Messungen können Ihnen sagen, was eine einzelne Anpassung niemals verrät: ob die Maschine, die Referenz, das Material oder schlicht die Physik schuld ist.
Die meisten Biegefehler sind keine “mysteriösen Materialprobleme” – sie sind wiederholbare Fingerabdrücke der ersten Variable, die aus dem Rahmen fällt. Der schnellste Weg zu einem stabilen Prozess ist eine Änderung, die sowohl risikoarm als auch diagnostisch ist: Entweder sie behebt das Problem oder sie bestätigt die Ursache, sodass die nächste Anpassung einfach ist. Die drei unten aufgeführten Fehler machen einen überproportionalen Anteil des Pressenabfalls aus, weil sie Bediener dazu verleiten, den Winkel mit der Tiefe zu jagen, anstatt den Radius, die Durchbiegung oder die Oberflächenkontaktbedingungen zu korrigieren.
Risse, die auf der Außenseite der Biegelinie (der Zugseite) beginnen, sind meist ein Radiusproblem – kein “schlechtes Blech”-Problem. Der häufigste Auslöser ist das Erzwingen eines zu kleinen Innenradius durch die Verwendung einer zu schmalen V-Matrizenöffnung oder durch Bottoming/Coining, wenn das Material (oder die Härte) die Belastung nicht verträgt.
6061-Aluminium ist die klassische Falle: Sobald Sie über etwa 1/8″ Dicke hinausgehen, kann es leicht reißen, wenn Sie versuchen, es “scharf” zu machen. Ein zuverlässiger erster Schritt ist der Wechsel zum Luftbiegen mit einer größeren V-Öffnung – typischerweise 8–10× Materialdicke – sodass der Bogen mit einem toleranteren Radius entsteht (oft um 1/16″ Minimum ohne Rissbildung, abhängig vom Werkzeug). Wenn die Zeichnung tatsächlich einen engen Innenradius erfordert, behandeln Sie dies als Prozessentscheidung (andere Legierung/Härte, größerer Stempelradius oder ein zusätzlicher Formschritt) und nicht als etwas, das Sie mit einer Tiefenanpassung an der Maschine erzwingen.
Die Korrektur, die meist zuerst funktioniert: Erhöhen Sie die Hubtiefe um 0,5 mm, stellen Sie den Hinteranschlag neu ein und führen Sie ein Ausschussstück mit etwa 85% der berechneten Tonnage aus. Diese kleine Tiefenänderung bringt Sie oft aus dem teilweisen Durchdrücken in ein stabiles Luftbiegen, wodurch die Spitzenbelastung in den äußeren Fasern reduziert wird. Sie zeigt auch, ob das Reißen materialempfindlich bedingt ist (reißt weiterhin bei reduzierter Tonnage) oder durch die Einrichtung verursacht wird.
Rückfederungskompensation ist die zweite große Sache, die viele übersehen. Wenn Sie auf 90° abzielen, müssen Sie oft auf etwa 88° (ungefähr eine 2°-Überbiegung) bei Weichstahl formen, damit Sie nach elastischer Rückfederung im Zielwinkel landen – Zahlen, die mit der grundlegenden Metallurgie übereinstimmen, wie sie in beruflicher/NIMS-ähnlicher Ausbildung behandelt wird. Wenn Bediener versuchen, den Endwinkel zu “jagen”, indem sie mit einer engen V-Öffnung tiefer drücken, können sie Risse erzeugen, die nicht sofort sichtbar sind; Mikrorisse können sich öffnen, nachdem das Teil abgekühlt ist oder gelegen hat, insbesondere bei bestimmten Edelstahlqualitäten, bei denen sich Restspannungen an der Biegekante konzentrieren. Ein einfacher Zweizyklus-Ausschusstest – biegen, inspizieren, kurz warten, dann erneut inspizieren – erkennt dies, bevor es zu einer Produktionsüberraschung wird.
Wenn ein langes Teil wie eine Banane durchbiegt, zeigt die Maschine, dass die Biegekraft nicht gleichmäßig über die Länge verteilt war. Ab etwa 48″ werden Verformungen von Stößel und Bett zu wichtigen Faktoren; bei höheren Belastungen (zum Beispiel um 50 Tonnen Gesamt) ist es üblich, 0,010–0,020″ Verformung zu sehen, wenn die Bombierung nicht aktiviert oder richtig kalibriert ist. Das Ergebnis sind unterschiedliche Biegewinkel von der Mitte zu den Enden – und das Teil “meldet” diese Abweichung als Durchbiegung.
Eine schnelle Diagnose, die Materialvariablen umgeht, ist ein Trockenlauf mit einer langen, geraden Stange oder einem Teststück bei nahezu null Tonnage. Wenn sich die Enden relativ zur Mitte um mehr als etwa 1/16″ anheben, haben Sie es mit Ausrichtung/Verformung zu tun – nicht mit inkonsistentem Blech. Ab hier ist die 90%-Lösung Bombierung: automatische Bombierung aktivieren oder hydraulische/mechanische Bombierung einstellen, um in der Mitte ein paar Tausendstel hinzuzufügen (z. B. +0,005″), damit der Biegewinkel von Ende zu Ende übereinstimmt.
Nicht jedes bananenförmige Teil ist ein Bombierungsproblem. Verschleiß des Hinteranschlags oder unterschiedliche Fingerhöhen können dazu führen, dass die Enden zuerst um etwa 0,015″ Kontakt haben, wodurch die Einrichtung effektiv in ein gebogenes Ergebnis verdreht wird. Das Nivellieren der Hinteranschlagsfinger mit einer Fühlerlehre – oder das Programmieren eines leichten konischen Anschlags (eine progressive 0,010″-Abweichung) – kann “mysteriöse Bögen” beseitigen, die wie Verformung aussehen, aber tatsächlich inkonsistente Referenzierung sind.
Eine praxisnahe Realität, die wichtig ist: Viele “vom Bediener verursachte” Bögen lassen sich tatsächlich auf Y-Achsen-Drift über wiederholte Zyklen zurückführen. Das Zurücksetzen von Y-Null mit einer Messuhr nach einem Zeitplan (zum Beispiel alle 50 Teile bei langen Serien) ist grob, aber effektiv, wenn die Maschine keine genauere geschlossene Regelung hat.
Schwere Matrizenspuren sind ein Oberflächenkontaktproblem, kein Winkelproblem. Polierter 304-Edelstahl kann Kerben von etwa 0,003–0,005 Zoll Tiefe bekommen, wenn Sie mit voller Diagrammtonnage und Standard-V-Werkzeug arbeiten. Die üblichen Übeltäter sind Durchdrück-/Prägekräfte oder eine zu enge Matrizenöffnung, die den Kontaktdruck auf eine schmale Linie konzentriert.
Zwei Lösungen an vorderster Front beheben die meisten Fälle. Erstens: Druck reduzieren – beim Luftbiegen können Sie oft mit etwa 70% der Diagrammtonnage arbeiten und trotzdem den Winkel erreichen, indem Sie mit Überbiegung kompensieren. Dieser Kompromiss – weniger Kraft, mehr gezielte Rückfederungskorrektur – beseitigt oft den “V-Schatten”, den man schon aus der Ferne in der Werkstatt sehen kann. Zweitens: eine opfernde Barriere hinzufügen – 0,004 Zoll Polyethylen-(PE)-Schutzfolie in der V-Matrize kann bei optischen Teilen eine nahezu kratzerfreie Oberfläche liefern.
Folie hat ihre eigene Physik. Sie fügt etwa 0,002 Zoll Störung hinzu, daher müssen Sie möglicherweise die Stößeltiefe um etwa 0,001 Zoll erhöhen, um Unterbiegen zu vermeiden. Behandeln Sie Folienverschleiß wie jedes Verbrauchsmaterial: bei Hochvolumenarbeit hilft das Austauschen nach einigen Hundert Hüben (praktisch etwa 500 als logbasierte Regel), “zufällige” Spuren zu verhindern, die mitten im Lauf zurückkehren.
Eine Technik zum Ausprobieren: Hören Sie auf, Tonnagediagramme als Erlaubnis zu betrachten, maximale Kraft zu verwenden. Viele Artikel implizieren “Tonnage berechnen, dann anwenden”. Für optische Teile oder rissanfällige Arbeiten drehen Sie die Gewohnheit um: beginnen Sie mit der minimalen Tonnage, die Ihnen stabiles Luftbiegen ermöglicht (oft 60–85% des Diagramms), und fügen Sie Bombierung/Winkelkompensation hinzu. Wenn sich der Defekt sofort verbessert, haben Sie eine druckbedingte Fehlerursache bestätigt – ohne Werkzeuge oder Material zu ändern – und Sie haben die Möglichkeit behalten, den Winkel mit kontrollierter Überbiegung statt mit brachialer Tiefe einzustellen.
Die meisten Abschaltempfehlungen laufen auf “Strom aus, aufräumen” hinaus. Die eigentliche Gefahr ist gespeicherte Energie: Hydraulikdruck, das Gewicht des Stößels, Restladung, oder sogar eine Matrize, die nur halb eingespannt ist. Eine Abkantpresse, die “aus” erscheint, kann sich immer noch mit genug Kraft bewegen, um Finger zu zerquetschen oder Werkzeuge zu zerstören. Abschalten ist nicht nur eine Sicherheitsmaßnahme – es verhindert auch Dichtungsschäden, verkürzt die morgendliche Einrichtung und schützt die Ausrichtung, sodass die nächste Schicht konsistente Biegungen erhält statt einer Fehlersuche.
Eine hydraulische Abkantpresse über Nacht mit unter Last stehendem Stößel zu lassen, hält kontinuierlichen Druck auf Dichtungen und Ventile. Dieser konstante Stress beschleunigt den Dichtungsverschleiß und erhöht die Wahrscheinlichkeit von Lecks – oder eines harten Ausfalls – beim nächsten Start. Der kontraintuitive Teil ist, dass Überlastsensoren und Druckbegrenzungsventile dies nicht “sicher” machen. Sie können langsam ablassen, während die Maschine steht, und dann beim Start Restkraftspitzen zulassen – genau die Art von Schock, die Komponenten schneller zerstört als ein einfacher Bedienfehler.
Abschalten bedeutet, die Last abzunehmen, nicht nur die Bewegung zu stoppen. Bringen Sie den Stößel in eine stabile, abgestützte Position, wie vom Hersteller angegeben, und isolieren Sie dann die Energiequelle vollständig. Bei Hydraulikmaschinen ist jede Leerlaufzeit oder Werkzeugwechsel als Lockout/Tagout-(LOTO)-Situation zu behandeln: Energie isolieren und verriegeln, damit die Maschine nicht unerwartet startet oder absinkt. Das ist wichtig, weil hydraulische Stößel durch Ventilundichtigkeiten oder Schwerkraft abdriften können; “es bewegt sich nicht” ist der Satz, der dazu führt, dass Hände in Quetschpunkten landen. ANSI B11.3 fordert wirksame Schutzmaßnahmen und Energie-Kontrolle; einen Zyklus mittendrin zu unterbrechen ist kein sicherer Zustand.
Mechanische Abkantpressen bergen andere Risiken: gespeicherte mechanische Energie sowie das Verhalten von Bremse und Kupplung. Eine gängige Praxis ist es, den Stößel vor dem Abschalten am unteren Hubende zu parken, dann die Steuerung auszuschalten und eine unbeabsichtigte Betätigung zu verhindern – den Verriegelungsstift verwenden, wo zutreffend, oder das Fußpedal entfernen und sichern. Das Parken am unteren Hubende verringert die Wahrscheinlichkeit eines unerwarteten Absenkens, ersetzt jedoch keine ordnungsgemäße Energie-Isolierung.
Bei längeren Stillständen (mehr als zwei Monate) sollte das Hydrauliksystem nicht unbenutzt bleiben. Lassen Sie die Pumpe einmal pro Woche für etwa 20–30 Minuten unter Lastfreiheit laufen, um das Öl zu zirkulieren und die Dichtungen geschmiert zu halten. Diese einfache Gewohnheit hilft, Schäden durch Trockenstart zu vermeiden und Lecks in der Anfangsphase zu erkennen.
Werkzeugausbau ist der Punkt, an dem “Schichtende-Abkürzungen” zu Verzögerungen – oder Verletzungen – in der nächsten Schicht führen. Die sicherste Abfolge hält Hände aus dem Matrizenraum und verhindert einen unerwarteten Zyklus. Verwenden Sie die Handtaster, um den Stößel nah an die Unterwerkzeug-Matrize zu bringen ohne hart aufzulaufen, dann den Bedienerschlüssel ausschalten, bevor Sie die Klemmen lösen und das Werkzeug herausziehen. Dieser Schritt “Schlüssel aus” ist wichtig: Restenergie und Steuerungslogik können “Geisterzyklen” beim Neustart auslösen, wenn jemand ein Pedal berührt hat oder ein Steuerzustand scharf gestellt blieb. Werkstätten, die „Stößel unten + Schlüssel raus“ standardisieren, reduzieren solche Neustart-Überraschungen erheblich, und ein einfaches Schild an der Steuerstation schult neue Bediener schneller als jede Belehrung.
Inspektion, solange es noch frisch ist. Rissige, abgesplitterte oder aufgestauchte Stempel und Matrizen sind eine häufige Ursache für Blockaden in der nächsten Schicht, da sie sich unter Last verschieben können, die Ausrichtung stören und das Blech unvorhersehbar reagieren lassen. Ein schneller Sichtcheck jetzt ist viel wertvoller, als den Schaden mitten im Lauf zu entdecken, wenn Material- und Zeitdruck am größten sind.
Organisation ist der Unterschied zwischen einer fünfminütigen Einrichtung und einer zwanzigminütigen Suchaktion. Lagern Sie Matrizen in beschrifteten Regalen nach V-Öffnungsgröße und Stempelradius. Als Faustregel funktionieren viele Biegungen gut mit einer V-Öffnung von etwa dem 8-fachen der Materialstärke – aber Ihre Regaletiketten sollten Ihren tatsächlichen Werkstattstandard widerspiegeln, damit der nächste Bediener nicht “es passend macht” mit dem falschen V und Winkelabweichungen verursacht. Bei Leerlaufzeiten von mehr als zwei Monaten Werkzeuge in VCI-(Dampfkorrisionsschutz)-Papier oder gleichwertigem Material einwickeln und Kanten schützen; Korrosion an Arbeitsflächen verändert die Biegekonsistenz und beschleunigt den Verschleiß.
Eine Abkantpresse fällt selten ohne Warnung aus – sie fällt aus, nachdem die Warnungen nicht protokolliert wurden. Das Bedienerlogbuch ist die Brücke zwischen “etwas hat sich komisch angefühlt” und einer Wartungsreparatur, bevor die Ausfallzeit teuer wird. Anomalien sofort und konkret aufzeichnen: “hochfrequentes Pfeifen beim Abwärtsgang bei ~80% Tonnage”, “Stößel läuft ~2 Sekunden nach Loslassen nach”, oder “Klopfen unten nahe der linken Seite”. Konkrete Details ermöglichen es einem Techniker, den Zustand zu reproduzieren, statt zu raten.
Wenn der Stößel nicht sofort stoppt, sobald Sie die Steuerung loslassen, behandeln Sie dies als dringlich. Nachlaufen deutet auf Bremsenverschleiß oder ein Steuerproblem hin und sollte vor dem nächsten Lauf gemeldet und behoben werden. Schichtendkontrollen sollten auch die Sicherheitsreaktion bestätigen: Lichtschranken-Sensor blockieren (der Stößel muss sofort stoppen) und Notstopps von jeder Bedienerposition testen. Jede träge Reaktion kann auf Hydraulikdichtungsverschleiß oder Steuerungsabbau hinweisen – genau die Art von Problem, die “komische Klopfgeräusche” in einen größeren Stößel-Neuaufbau verwandelt.
Eine einfache Tabelle macht das Logbuch praktikabel und umsetzbar:
| Geräuschtyp | Wahrscheinliche Ursache | Log + Lösung |
|---|---|---|
| Pfeifen beim Abwärtsgang | Hydraulische Kavitation | Ölstand prüfen; einen Lastfreien Zyklus fahren |
| Nachlaufen nach Loslassen | Bremsenverschleiß | Lassen Sie einen Vorgesetzten die Bremse vor dem nächsten Lauf einstellen |
| Klonk am unteren Ende | Fehlausrichtung des Werkzeugs | Unter leichtem Druck neu einsetzen; Klemmen erneut überprüfen |
Für saisonale Stilllegungen dokumentieren Sie den Ausgangsölstand und den Zustand des Entlüfters (Trockenheit/Verunreinigung). Zusammen mit wöchentlicher Leerlaufzirkulation bringen diese Notizen die meisten Dichtungs- und Kavitationprobleme frühzeitig ans Licht. In Modi mit zwei Bedienern protokollieren Sie außerdem Steuerungs-Timing-Probleme: Wenn ein Pedal oder Handtaster verzögert reagiert, kann dies ein sich entwickelndes Bremsproblem verdecken – bis eine Solo-Schicht es auf harte Weise offenbart.


















