

Puedes clavar el ángulo y aun así perder tu trabajo en la primera curva, porque el error que lastima a la gente suele ocurrir antes antes de que el metal llegue a la matriz. La mayoría de los incidentes (y la mayoría de la “chatarra misteriosa”) comienzan con un control sin probar, una mano que se desliza hacia una zona prohibida o una trampa que el turno anterior dejó silenciosamente. Este reinicio de 60 segundos cierra esa brecha: es lo suficientemente rápido como para hacerlo en cada configuración, y lo suficientemente estricto como para mantenerte fuera del registro de incidentes.
Ubica el botón de paro de emergencia (E-stop) primero con la vista y luego con la mano—no asumas que lo “recordarás” en una situación de pánico. Los frenos de prensa varían: el botón puede estar en el colgante, en el marco o en ambos. Si la protección que lo rodea está agrietada, trátalo como un defecto, no como daño cosmético.
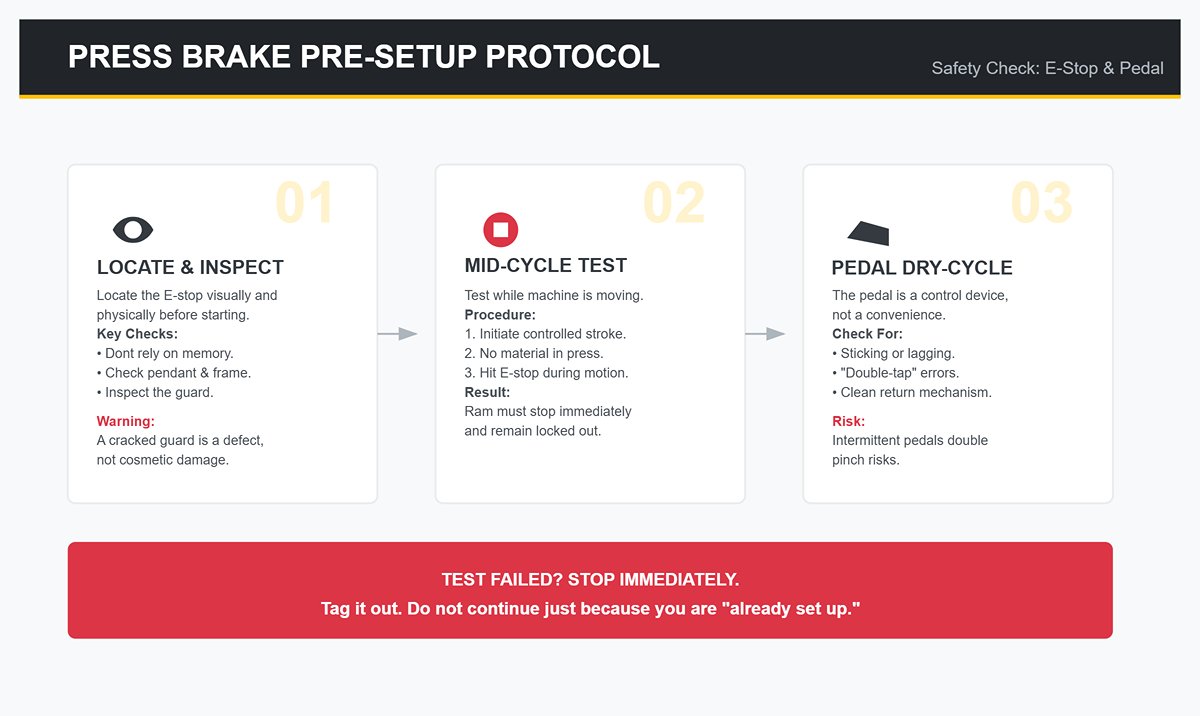
Prueba el E-stop mientras la máquina está en movimiento. En muchos talleres, el estándar mínimo es una prueba de paro a mitad de ciclo: inicia un golpe controlado (sin material) y pulsa el E-stop con el ariete en movimiento. El ariete debe detenerse inmediatamente y permanecer bloqueado hasta que se reinicie. Los sindicatos y aseguradoras citan constantemente los controles sin probar como un factor importante de reclamaciones—los operadores se saltan esto porque “parece redundante”, hasta que una válvula pegajosa o una falla de cableado lo hace dolorosamente relevante.
Haz un ciclo en vacío con el pedal. Un pedal de pie es un dispositivo de control, no una conveniencia. Antes de colocar herramientas o alinear una pieza, haz un ciclo en vacío para confirmar que el pedal regresa limpiamente y no se atasca, retrasa o “doble pulsa”. Los programas de aprendizaje al estilo alemán incluso practican fallos simulados de pedal muerto en válvulas hidráulicas por una razón: un pedal intermitente duplica el riesgo de pellizco porque instintivamente meterás la mano para “arreglar” lo que crees que es un problema de posicionamiento.
Si cualquiera de las pruebas falla, detente. Etiquétalo como fuera de servicio. La forma más rápida de convertirte en el ejemplo de advertencia del taller es seguir adelante porque “ya estás configurado”.”
El peligro de una prensa plegadora no es teórico—solo tiene unos pocos centímetros de ancho, y está exactamente donde tus manos naturalmente quieren estar. Un punto de pellizco es cualquier lugar donde una superficie en movimiento (ariete/herramienta) se acerca a una superficie fija (matriz/cama/tope trasero), creando una zona de aplastamiento.
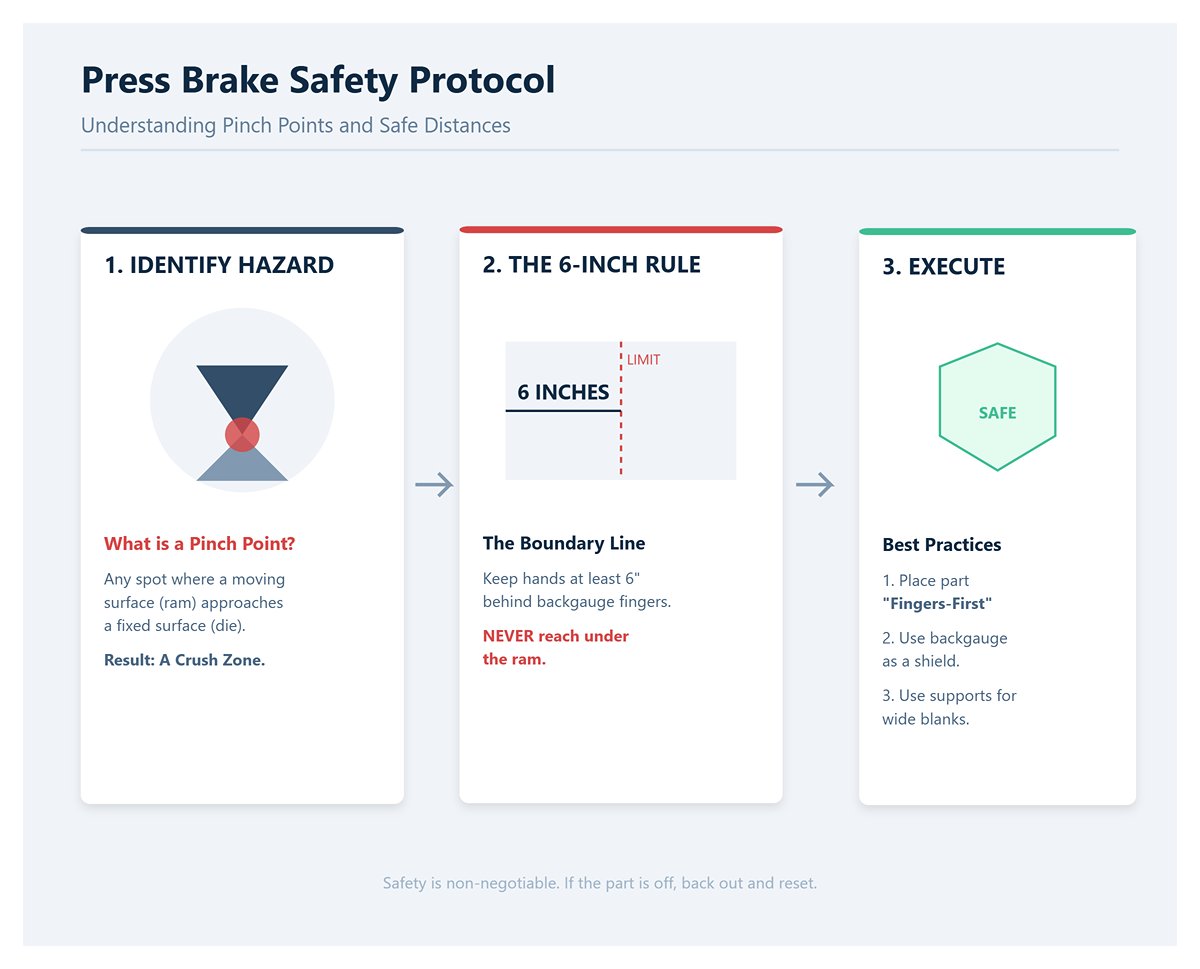
La regla en los laboratorios de certificación estilo NIMS es simple y directa: mantén tus manos al menos a 15 cm detrás de los dedos del tope trasero durante el acercamiento. Esos dedos (los pequeños topes contra los que empujas la pieza) no son asas—son tu línea de límite. Si dejas que tus dedos se adelanten más allá de ellos, estarás en la zona donde un golpe inesperado, un pedal golpeado o una falla de control pueden cambiar tu vida en un instante.
Nunca metas la mano debajo del ariete ni entre las herramientas—nunca. Ni para “empujar” un ala. Ni para “atrapar” un deslizamiento. Si la pieza está mal, retírate, reajústala y vuelve a acercarte.
Las auditorías reales en talleres encuentran de manera consistente que una mala colocación antes de la curva representa una gran parte del desperdicio. La solución no es glamorosa pero sí confiable: coloque la pieza “primero con los dedos”.” Coloque la lámina contra el tope trasero con las manos detrás de esa línea, deje que el tope actúe como un escudo, y solo entonces inicie el golpe.
Si necesita sostener una pieza ancha, use soportes adecuados o una segunda persona—no use sus antebrazos como equipo de manipulación de material.
“El ”latigazo” es el rebote/chasquido de la lámina cuando se forma la curva—especialmente en el doblado al aire, donde el punzón no llega al fondo de la matriz. Esa energía almacenada puede levantar una lámina calibre 14 un par de pulgadas lo suficientemente rápido como para golpear su mandíbula, garganta o gafas de seguridad. El riesgo aumenta en piezas estrechas, pestañas cortas y materiales elásticos.
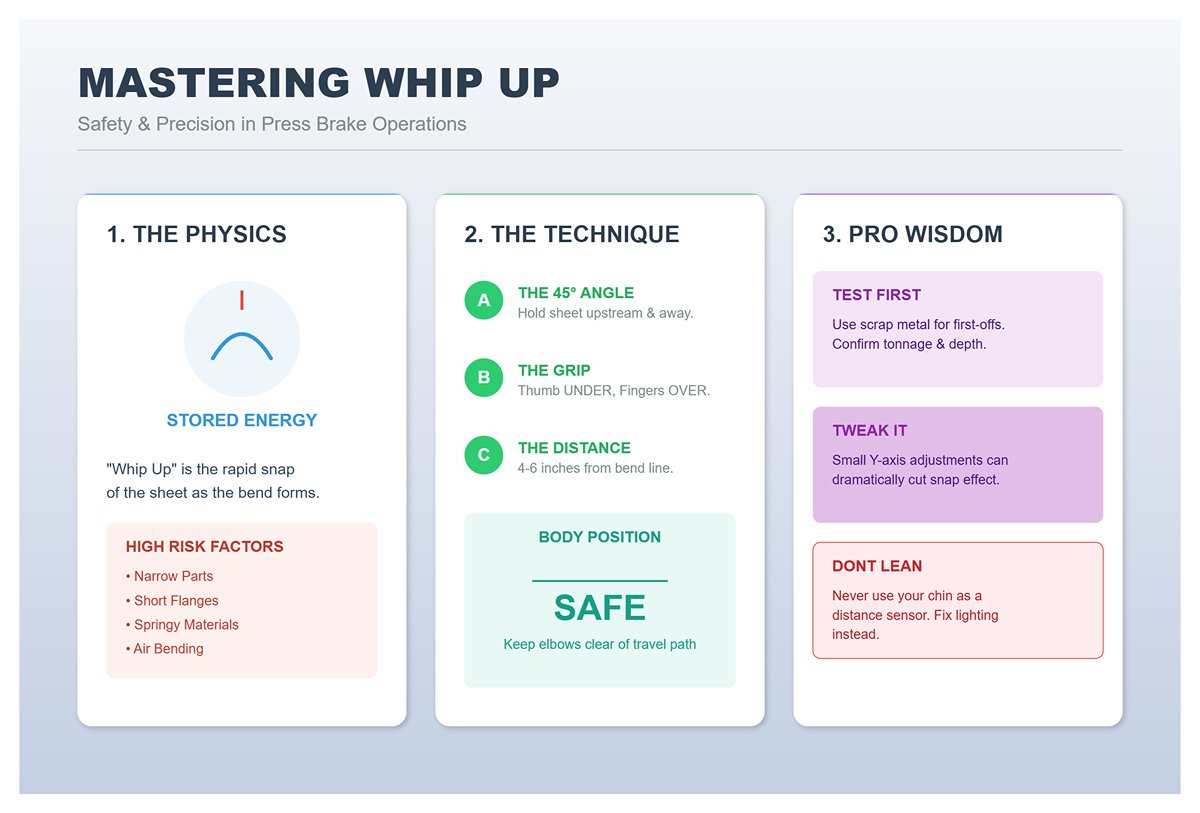
El agarre y la postura importan más que la fuerza. Acérquese con la lámina sostenida aproximadamente a un ángulo ascendente de 45 grados—ligeramente hacia arriba y alejada de la herramienta. Coloque su pulgar debajo del borde, los dedos sobre la parte superior, y mantenga su agarre a 10–15 cm de la línea de doblado: lo suficientemente cerca para controlar la rotación, lo suficientemente lejos para mantenerse fuera de la zona de pellizco. Mantenga los codos libres de la trayectoria de movimiento para que la lámina pueda rotar sin golpearle la cara.
Cuando la configuración es nueva—o el material cambia—controle la primera curva con una pieza de prueba de descarte. Los talleres que trasladan personas al trabajo con prensa de plegado desde láser, soldadura o montaje suelen aprender que la diferencia entre un “pisador de pedal” y un operador independiente es este hábito: realizar las primeras piezas en metal de descarte para confirmar el tonelaje, la profundidad (eje Y) y el retroceso esperado.
Un pequeño ajuste puede reducir notablemente el latigazo. Los laboratorios vocacionales muestran rutinariamente que ajustar ligeramente el radio/profundidad (por ejemplo, un modesto ajuste del eje Y durante un doblado al aire) puede reducir drásticamente el efecto de chasquido.
No se incline sobre la pieza “para ver mejor”. Si necesita una vista más clara, arregle la iluminación, reubique el colgante o elija una línea de visión segura—no use su barbilla como sensor de distancia.
La mayoría de las fallas “sorpresa” son heredadas. Una revisión rápida detectará las trampas que arruinan las configuraciones y lastiman a las personas—los talleres que registran estos problemas suelen relacionarlos con decenas de miles de pérdidas anuales en tiempo. Tome 12 segundos y verifique esto antes de ejecutar la primera pieza real:
Por eso funciona la capacitación estructurada: los nuevos operadores pueden ponerse al día rápidamente en frenos CNC, pero los operadores que se mantienen seguros adoptan el hábito de la exploración previa a la flexión y la pieza de prueba-chatarra. Sesenta segundos es barato. La alternativa es explicar a un supervisor—y a un médico—por qué confiaste más en la configuración del turno anterior que en tus propios ojos.
La mayoría de los daños en la prensa plegadora no provienen de “demasiada tonelada”. Provienen de suposiciones. Suponer que la chapa es del calibre que crees; suponer que la matriz en V está “lo suficientemente cerca”; suponer que el punzón está asentado porque “se ve recto”; suponer que el tope trasero es correcto porque la pantalla coincide con el plano. Esas suposiciones convierten un proceso de conformado controlado en una palanca—y las palancas rompen herramientas, sistemas de coronado y reputaciones.
Piensa en este ritual como el puente entre “la máquina puede moverse de forma segura” y “la máquina puede producir buenas piezas sin destrozarse lentamente”.”
“El ”calibre“ no es una medida, es una etiqueta, y varía según el tipo de material y el proveedor. Suma tolerancias de laminado, recubrimientos y retales mezclados, y ”parece calibre 14” se convierte en una suposición costosa. Unos pocos milésimos de cambio en el espesor alteran la deducción de doblado, el radio interior y—más importante—la tonelada necesaria. Así es como los operadores terminan persiguiendo el ángulo ajustando la profundidad, sobrepenetrando la matriz y culpando al retorno elástico de lo que en realidad es un problema de espesor.
Verifica el espesor con un micrómetro o calibres en varios puntos de la chapa (borde y centro si es posible). Registra el espesor real, no el calibre nominal. Confirma también el grado del material: el acero dulce A36, el acero inoxidable 304 y el aluminio 5052 pueden tener el mismo espesor y, sin embargo, comportarse de manera muy diferente tanto en el retorno elástico como en la fuerza de conformado necesaria.
Esto no es teórico. Los operadores que ignoran los fundamentos del material desperdician chatarra persiguiendo variaciones de retorno elástico; los talleres que invierten en lectura de planos y matemáticas básicas de taller reducen de forma confiable estos fallos de “ángulo misterioso” porque dejan de tratar el espesor y el grado como algo intuitivo. Los programas de capacitación que llevan a los nuevos empleados más allá de “simplemente hacer un montón de piezas” se centran exactamente en esta disciplina porque evita el ciclo de retrabajo que aplasta la productividad.
Una técnica para probar: escribe “espesor real” y “tipo de material” en la orden de trabajo antes de tocar la herramienta. Esa sola línea detiene la mentira de configuración más común para que no se propague silenciosamente a lo largo del turno.
La abertura de la matriz en V (el ancho de la boca de la matriz) es el brazo de palanca de la flexión. Demasiado pequeña y la tonelada se dispara, el radio interior se aprieta y comienzas a aplastar los hombros de la matriz y a sobrecargar la máquina. Demasiado grande y el control del ángulo se vuelve impreciso, el radio interior crece y las longitudes de ala varían—especialmente en patas cortas.
Para el doblado al aire (el predeterminado en la mayoría de las prensas plegadoras CNC modernas), el punto de partida más seguro es la regla de “8× el espesor”: elige una abertura en V de aproximadamente ocho veces el espesor del material. No es magia—es un compromiso comprobado que mantiene la tonelada en un rango razonable mientras ofrece un radio interior predecible y una respuesta de ángulo estable en materiales comunes. En material fino, puedes usar 6× para un radio más cerrado; en placa gruesa, puede que necesites 10×–12× para mantenerte dentro de los límites de tonelada. Pero si no tienes una razón específica para desviarte, 8× es la razón.
Por qué importa para la vida de la máquina: el tonelaje no se distribuye de manera uniforme. Una V estrecha concentra la fuerza en áreas de contacto más pequeñas, aumentando la presión en los hombros y acelerando el desgaste. Los operadores a menudo intentan “arreglar” una mala elección de V haciendo que el émbolo baje más profundo. Eso empuja el tonelaje máximo justo donde menos lo quieres—cerca del final del recorrido—convirtiendo un error de configuración en una falla mecánica.
La formación estructurada y las certificaciones (NIMS, FMA y programas de operadores de fabricantes OEM) siguen volviendo a este tema porque es medible y repetible: elegir la matriz en V correcta evita una cadena de “ajustes” posteriores que en realidad son compensaciones por una geometría incorrecta. Los talleres que realizan cuatro configuraciones al día lo notan de inmediato; la elección incorrecta de la matriz no solo desperdicia piezas, sino que arrastra las configuraciones hacia el rango de 60 minutos y quema silenciosamente decenas de miles de dólares al año en capacidad perdida.
Una prensa plegadora no es un martillo—es un sistema de alineación de precisión. La herramienta debe colocarse de manera que el punzón y la matriz estén coaxiales (compartiendo la misma línea central) y completamente apoyados por las superficies de sujeción. La desalineación crea cargas laterales que astillan punzones, marcan los hombros de la matriz y pueden incluso torcer herramientas seccionales fuera de posición.
La limpieza es lo primero. Limpia la cama, las mordazas y las lengüetas de la herramienta. Una sola viruta atrapada bajo una sección de matriz se convierte en un punto de pivote, obligando al punzón a “buscar” la matriz bajo carga—generalmente dañando un lado.
Luego usa presión ligera para colocar las herramientas y confirmar la alineación antes de aplicar el tonelaje completo:
Este paso de “besado” evita un error clásico de principiante: descubrir la desalineación solo después de haber aplicado ya el tonelaje de producción. Los instructores de prensa plegadora a menudo hacen que los nuevos operadores “se queden de brazos cruzados” durante las configuraciones al principio, porque observar a un operador experimentado realizar esta colocación con presión ligera enseña la diferencia entre “instalado” y “alineado”. También es por eso que la certificación del fabricante durante la puesta en marcha importa: los hábitos que protegen la máquina son los mismos que hacen que las configuraciones sean rápidas.
La precisión del tope trasero no es un número en una pantalla; es una relación física entre la lámina y los dedos/topes del tope. Un tope trasero que está cuadrado, paralelo y que se contacta de manera consistente produce longitudes de ala consistentes. Un tope trasero que está simplemente “cerca” produce piezas que miden bien un minuto y se desvían al siguiente—especialmente cuando los operadores empiezan a “calcular a ojo” la colocación para compensar.
Configura la posición programada del tope y luego verifica el contacto y la escuadra por el tacto:
Por eso “simplemente producir cientos de piezas” es un mal maestro. Los nuevos operadores pueden realizar pliegues en un día en prensas CNC modernas, pero el control consistente de la longitud de ala proviene de hábitos disciplinados de configuración y medición—las habilidades que hacen que alguien sea independiente en semanas en lugar de meses. Los talleres que vinculan la progresión salarial a habilidades verificables como la calibración del tope trasero y la compensación del retroceso no están siendo burocráticos; están protegiendo el rendimiento y la máquina.
La mayoría de las averías en prensas plegadoras atribuidas a “error del operador” son en realidad errores matemáticos—generalmente un pico de tonelaje no detectado causado por el uso incorrecto de la matriz en V. A la máquina no le importa que el certificado diga “acero dulce” o que la pieza “parezca delgada”. Reacciona a la longitud de plegado, el espesor, la apertura de la matriz y la resistencia del material—y se sobrecargará de forma predecible cuando cualquiera de esos parámetros sea incorrecto.
Una técnica para probar: Trata el tonelaje como una variable controlada, no como un efecto secundario. Haz que sea una regla en el taller que cada nueva configuración comience con una estimación de tonelaje mediante tabla (o fórmula), seguida de una breve prueba a presión reducida con una rampa planificada hasta el tonelaje completo. Ese hábito detecta la mayoría de las condiciones de sobrecarga antes de que aparezcan como deformación de la cama, herramientas agrietadas o un ciclo hidráulico que se detiene.
Las tablas de fuerza existen para evitar las suposiciones “a ojo”. La mayoría están basadas en plegado al aire (el punzón no lleva la chapa hasta el fondo de la matriz; el ángulo proviene de la profundidad de penetración), asumen una longitud de plegado de 1 metro, y usan acero dulce con aproximadamente 450 N/mm² de resistencia a la tracción. Normalmente reportan la fuerza como kN por metro (o toneladas por pie/metro).
Usa la tabla como un conjunto de coordenadas: busca el espesor del material en un eje, la apertura en V en el otro, y lee la fuerza donde se cruzan. Luego escálalo a tu longitud de plegado real.
Ejemplo: un valor típico de tabla para acero dulce de 4 mm en una matriz en V de 32 mm (la clásica opción de “8× el espesor”) es aproximadamente 330 kN por metro. Para una curvatura de 2,5 m multiplica: 330 × 2,5 = 825 kN, o alrededor de 83 toneladas métricas. Esa no es la configuración de tu máquina—es tu carga estimada.
Dos ajustes mantienen la precisión de la tabla:
Factor de material. El acero inoxidable a menudo requiere ~1,4× la fuerza del acero dulce; el aluminio puede estar más cerca de ~0,7×. Si tu tabla se basa en acero dulce y estás doblando acero inoxidable 304, aplica ese multiplicador antes de asumir que estás dentro del límite.
Margen de capacidad. Las tablas suponen condiciones ideales—herramental limpio, lubricación estable, alineación correcta y lámina consistente. Añade un margen del mundo real (a menudo de ~20 %) para que la variación normal no te lleve a una sobrecarga durante la producción.
Truco rápido de la tabla (la mayoría de los talleres lo pasan por alto): si dudas entre dos aberturas en V, empieza con la V más ancha—no la más estrecha. Reduce la fuerza drásticamente y es mucho más fácil cerrar un radio después que recuperarse de un evento de sobrecarga.
La forma más rápida de exceder el tonelaje de una prensa plegadora es elegir una abertura en V demasiado estrecha para el espesor del material. Muchos talleres memorizan “8× el espesor” como regla general—y luego la rompen cuando quieren un radio interior más cerrado. El problema es que la relación de fuerza no es lineal—aumenta rápidamente a medida que la V se hace más pequeña.
Incluso una estimación básica de doblado al aire muestra el patrón: la fuerza se escala con espesor² y es inversamente proporcional a la apertura en V. Si reduces a la mitad la V, aproximadamente duplicas la fuerza; en la vida real —contacto de la herramienta, fricción y variación en el montaje— el aumento puede sentirse aún más severo.
Aquí tienes un ejemplo realista, estilo gráfico: acero dulce de 4 mm en una V de 32 mm podría requerir alrededor de 330 kN/m. Si bajas a una V de 16 mm, la carga puede subir a ~1320 kN/m—aproximadamente 4×. Ese es el “pico de tonelaje”: la configuración parece casi igual, pero la máquina está soportando una carga completamente diferente.
La trampa más grande: muchos trabajos cambian accidentalmente de proceso. El doblado al aire es tu referencia. Apoyo Total (Bottoming) (conducir la lámina más profundamente en la matriz para “bloquear” el ángulo) puede requerir ~4× el tonelaje del doblado al aire, y acuñado puede llegar a ~10×. Si “solo lo empujas” para mejorar la repetibilidad del ángulo sin recalcular, es fácil exceder la capacidad de la prensa incluso cuando el gráfico parecía seguro.
Esta tabla rápida de riesgos para Acero dulce de 4 mm, pliegue de 1 m muestra lo rápido que aumenta el peligro:
Si necesitas un radio interior más ajustado, el movimiento más seguro suele ser un utillaje diferente (una elección de punzón de mayor radio, formado por etapas, o un plan de embutido controlado) en lugar de reducir la V y esperar lo mejor.
| Sección | Puntos clave | Ejemplo / Notas |
|---|---|---|
| Qué sucede cuando eliges una matriz en V demasiado pequeña (el riesgo de “pico de tonelaje”) | Elegir una apertura de V demasiado estrecha para el espesor del material es una de las formas más rápidas de exceder el tonelaje de la prensa plegadora. Muchos talleres usan la regla general de “8× el espesor”, pero pueden romperla para buscar un radio interior más ajustado. El aumento de fuerza no es lineal; sube rápidamente a medida que la V se hace más pequeña. | El riesgo aumenta bruscamente al reducir la apertura de V. |
| Relación básica de doblado al aire | La fuerza escala con el espesor² y es inversamente proporcional a la apertura de V. Reducir la V a la mitad aproximadamente duplica la fuerza (y en la práctica puede sentirse peor debido al contacto de la herramienta, la fricción y la variación en el montaje). | V más pequeña → carga más alta; el aumento de espesor tiene un efecto aún más fuerte (al cuadrado). |
| Ejemplo de pico de tonelaje estilo gráfico | Una configuración puede parecer similar mientras la carga de la máquina cambia drásticamente. | Acero dulce de 4 mm: V de 32 mm ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4×). |
| Trampa oculta: cambiar el proceso de conformado | Los trabajos pueden desplazarse involuntariamente del doblado al aire al fondo o acuñado. El fondo puede requerir aproximadamente 4× el tonelaje del doblado al aire; el acuñado puede llegar a ~10×. “Solo darle un golpe” para repetibilidad sin recalcular puede exceder la capacidad de la máquina incluso si las tablas parecían seguras. | Doblado al aire = referencia; fondo ≈ 4×; acuñado ≈ 10×. |
| Tabla rápida de riesgos (acero dulce de 4 mm, doblado de 1 m) | Muestra cómo el peligro aumenta a medida que la apertura V se reduce en relación con el espesor. | 12× (64 mm V): carga baja, muy tolerante; 8× (32 mm V): carga estándar, manejable con margen; 6× (24 mm V): carga alta—vigilar la deflexión y los límites de longitud; 4× (16 mm V): crítico—territorio clásico de pico de tonelaje, alto riesgo de choque. |
| Enfoque más seguro para un radio interior más ajustado | Prefiera métodos alternativos en lugar de reducir la V y esperar: herramientas diferentes, conformado por etapas o un plan controlado de fondo. | Use un punzón de radio mayor, conformado por etapas o fondo planificado en lugar de reducir demasiado la apertura V. |
Una sobrecarga normalmente no comienza con un golpe fuerte. Más a menudo, aparece como síntomas mecánicos consistentes—especialmente en doblados largos, donde la cama y el pisador están bajo la mayor palanca.
Deflexión (curvatura de cama/pisador). Un tonelaje alto en longitudes largas puede hacer que la cama y el pisador se curven, dejándote con un ángulo diferente en el medio que en los extremos. Si ves variación de ángulo a lo largo de la línea de doblado que no estaba presente en golpes de prueba ligeros, sospecha deflexión. Una comprobación rápida es hacer una pieza corta en chatarra y medir la consistencia del ángulo de extremo a extremo; cuando es inconsistente, la causa raíz suele estar relacionada con la carga antes que con las herramientas.
Ciclo lento y vacilación. Si el pisador se ralentiza a mitad del recorrido—o la máquina de repente tarda más en alcanzar la profundidad—el sistema hidráulico puede estar funcionando cerca de la presión de alivio. Esto suele ocurrir cuando la suposición de “acero dulce” es incorrecta (en realidad estás doblando material de mayor resistencia o acero inoxidable), o cuando la fricción aumenta debido a herramientas sucias o dañadas.
Detención o movimiento lento (detener inmediatamente). Un cambio en el tono de la bomba con poco movimiento del émbolo, una parada cerca del fondo del recorrido, o un desplazamiento/retroceso del eje entre ciclos son señales de alerta importantes. Estos signos significan que la máquina está en—o más allá—de su tonelaje utilizable para esta configuración. Continuar así implica riesgo de tensión en el bastidor, sellos reventados y herramientas rotas—con frecuencia el costo “oculto” más caro de elegir la V incorrecta.
Verificación rápida de sobrecarga (60 segundos): Haga funcionar el émbolo sin carga para confirmar velocidad y sonido normales; realice un golpe de prueba con presión reducida sobre material de desecho; escuche signos de esfuerzo y observe cualquier vacilación; luego verifique la uniformidad del ángulo de extremo a extremo. Si algo empeora a medida que aumenta la presión, abra la V (o acorte la longitud de la curva), reduzca la penetración objetivo y vuelva a calcular antes de continuar.
Muchos manuales de operador describen la primera curva como una acción simple y binaria: presionar el pedal y el émbolo baja. Esta simplificación excesiva es un importante contribuyente a daños en herramientas y ángulos inconsistentes en talleres de fabricación. El proceso real de doblado no es un solo movimiento, sino una serie de presiones y velocidades controladas con precisión. Mientras que la fase de configuración se centra en la geometría, esta fase trata de física aplicada. La máquina ahora está activa, el tonelaje ha sido calculado y el tope trasero está ajustado. La diferencia entre una pieza de desecho y un componente perfecto depende de cuán eficazmente gestione el descenso y el tiempo de permanencia del émbolo.
El hábito más contraintuitivo que los nuevos operadores deben adoptar es reducir la velocidad del émbolo justo antes de que haga contacto con el metal. Aunque los sistemas hidráulicos modernos permiten velocidades rápidas de aproximación para maximizar la eficiencia, mantener la velocidad máxima en el punto de contacto es un error crítico. Golpear el material a velocidad máxima de descenso genera “carga de choque”, un fenómeno que puede aumentar momentáneamente el tonelaje en un 25-50 % por encima de los valores calculados. Esta breve sobrecarga puede desviar la punta del punzón, acelerar el desgaste de la matriz e introducir variables impredecibles en el ángulo final de la curva.
Los operadores que pasan de una operación básica a una configuración experta deben practicar reducir la velocidad de descenso del émbolo a un 20-30 % en las últimas 1-2 pulgadas de recorrido (a menudo denominado “punto de silencio” en controles CNC). Esta aproximación lenta cumple una doble función. Primero, elimina el choque cinético, asegurando que la fuerza aplicada coincida con la fuerza programada. Segundo, en operaciones de doblado al aire, permite confirmar visualmente que el material se asienta correctamente en la matriz en V. Esta entrada controlada es esencial para obtener resultados precisos.
Ejercicio de práctica de precisión: Puede demostrar este principio utilizando material de desecho. Ciclo el émbolo a velocidad máxima cinco veces, observando la cantidad de “latigazo” de la chapa. Luego, reduzca la aproximación a un ritmo muy lento justo antes del contacto y repita el proceso. Mida la variación en los ángulos de doblado entre los dos métodos. Normalmente encontrará que la dispersión de ángulos disminuye de 3° a menos de 1° simplemente controlando la velocidad de entrada. Esta retroalimentación visual es vital para gestionar el retroceso elástico; si el émbolo se mueve demasiado rápido, no puede observar el asentamiento del material antes de que se retraiga, ocultando errores de ángulo hasta que la pieza ya está descargada.
El punto muerto inferior (PMI) se refiere al punto exacto donde el émbolo de la prensa alcanza su posición más baja y se detiene antes de retraerse. En el doblado al aire, esta profundidad es lo que finalmente dicta el ángulo final. Es un error común pensar que la máquina sabe automáticamente cómo lograr un doblado de 90 grados. En realidad, el operador debe establecer con precisión el PMI según el espesor del material y su resistencia al doblado.
Los nuevos operadores frecuentemente calculan mal esta profundidad, haciendo que el punzón penetre en la matriz en V por un exceso de 10-15 %. Esta acción involuntaria puede llevar a “acuñar” el material, lo que puede causar grietas a lo largo del radio exterior o dañar la herramienta. El objetivo es identificar la profundidad precisa necesaria para lograr el ángulo objetivo después de que el material experimente retroceso elástico. Por ejemplo, al doblar al aire acero dulce de calibre 14, podría ser necesaria una profundidad de carrera de 11-12 mm para un doblado de radio estándar, mientras que lograr un ángulo agudo mediante fondo requiere una profundidad más superficial de 6.5-8 mm.
Para establecer esto con precisión sin adivinanzas, utilice la prueba de “regla general”. Realice un ciclo en vacío con el émbolo en su PMI calculado, luego coloque una galga entre el punzón y la matriz. Para doblado al aire, esta separación debe aproximar 0.85 veces el espesor del material. Desde este punto de partida, ajuste la profundidad del eje Y en incrementos de 0.1 mm hasta que la chapa haga contacto sin deformarse.
La importancia del tiempo de permanencia: Ajustar con precisión la profundidad es solo parte del proceso; la máquina también debe programarse para la duración que mantiene en el PMI. Sin un tiempo de permanencia adecuado – manteniendo el émbolo en el PMI durante 0.5 a 1 segundo – el retroceso elástico puede reducir el ángulo en 2-4 grados en curvas más largas. Esta breve pausa permite que el material se estabilice. Intentar forzar un ángulo de 90 grados empujando el punzón más profundo en lugar de mantenerlo más tiempo (lo que es acuñar) aumenta drásticamente los requisitos de tonelaje, lo que puede sobrecargar el émbolo.
Una vez que la primera pieza se dobla con éxito, la máquina debe detenerse para su inspección. Esta revisión de “primera pieza” actúa como un guardián crucial para la rentabilidad. Los talleres que aplican un protocolo de inspección riguroso en esta etapa suelen ver que sus tasas de rendimiento en el primer intento mejoran del 90 % al 95 %. Por el contrario, aproximadamente el 80 % de todos los fallos en producción por lotes pueden atribuirse a una primera pieza que parecía aceptable visualmente pero que contenía defectos geométricos sutiles.
La inspección visual por sí sola es insuficiente. Las variaciones en la dirección de la fibra pueden hacer que dos hojas idénticas se doblen con hasta una diferencia de 2 grados si no se miden con precisión. Una inspección profesional de la primera pieza requiere el uso de un transportador digital para medir el ángulo de doblado exterior (tolerancia de ±1°), calibradores para verificar la longitud de las patas y un medidor de altura para confirmar el paralelismo.
Lista de Verificación de la Docena Mortal:
Realice este escaneo de 12 segundos en cada primera pieza. Si algún punto falla, no continúe con la producción en lote.
Los operadores sin entrenamiento pasan por alto las desviaciones del tope trasero en casi el 73 % de las primeras piezas, lo que provoca una deriva uniforme del ángulo durante toda la producción. Al validar estas métricas de inmediato, convierte una pieza de prueba deformada de un momento de pánico en una herramienta de diagnóstico. Si el ángulo está abierto, ajuste la profundidad de su BDC. Si las patas están desiguales, verifique la calibración del tope trasero. Solo cuando la primera pieza supera esta lista de verificación comienza la producción.
Los dobleces defectuosos generalmente no son aleatorios: tienen un patrón. La manera más rápida de diagnosticar el problema es dejar de ajustar a ciegas la profundidad y la velocidad, e identificar la “firma” del error: ¿cada pieza está desviada en la misma cantidad, varía a lo largo de la pieza, el ángulo cambia después de soltar el pedal (retroceso elástico) o las hojas supuestamente idénticas se comportan de manera diferente?
Haga una verificación de tres piezas antes de tocar cualquier ajuste: Doble tres piezas de desecho de la misma hoja usando el mismo programa y herramientas, y etiquételas A/B/C en el orden en que las fabricó. Mida la longitud de las pestañas y el ángulo en cada una. Si A, B y C coinciden entre sí pero no con el plano, probablemente tenga un problema de referencia o de retroceso elástico. Si no coinciden entre sí, es más probable que esté lidiando con deflexión, orientación inconsistente del material o presión/posicionamiento de montaje inconsistente.
Cuando cada ala sale consistentemente más larga o más corta por la misma cantidad fija (a menudo 0,5–2 mm), comienza con la referencia del tope trasero. El tope trasero es tu punto de referencia de longitud: si los dedos no están realmente donde el control cree que están—o la pieza no está realmente asentada contra ellos—reproducirás el mismo error perfectamente en cada doblez.
Causas más comunes:
Prueba rápida: Mide la longitud del ala en ambos extremos de la pieza. Si ambos extremos están desviados por la misma cantidad, la referencia del tope trasero es el probable culpable—no el arqueo, y no la profundidad del ariete.
Acción correctiva duradera: Construye una rutina repetible de referencia del tope trasero. Pon a cero el tope usando un estándar conocido (un separador rectificado o una barra verificada), luego realiza tres alimentaciones de descarte sin doblar—solo asienta la pieza contra los dedos y marca dónde queda. Si las marcas se repiten, tu “tope” es real. Si no, corrige el desgaste, la alineación o la condición de los dedos. Calzar un dedo desgastado de nuevo a especificación puede tomar menos de un minuto—y puede salvar un lote entero de convertirse en chatarra.
Si el ángulo de doblado cambia desde los extremos hacia el centro, estás lidiando con la deflexión de la prensa plegadora. Bajo carga, el ariete y la cama se arquean. En camas largas y mayor tonelaje (por ejemplo, doblando acero de 1/4 de pulgada a lo largo de 3–3,6 m), la deflexión puede ser suficiente para cambiar el ángulo de doblado en 2–3° del extremo al centro. La pieza puede “sonreír” (más cerrada en el medio) o “fruncir el ceño” (más abierta en el medio), dependiendo de la configuración y de cualquier compensación en uso.
Diagnóstico clave: Mide el ángulo en tres puntos—izquierda, centro, derecha—en el mismo doblez. Si el centro difiere mientras la longitud del ala se mantiene correcta, tu referencia del tope trasero está bien; la máquina está doblando de manera desigual a lo largo de la pieza.
Por qué sorprende a la gente: Incluso con un tonelaje “moderado”, el momento de doblado tiende a alcanzar su punto máximo en el centro del tramo. En plegadoras más antiguas—especialmente aquellas sin sincronización sólida del ariete—la deflexión a menudo aumenta más rápido, por lo que los talleres suelen ver una variación de ángulo mucho peor en máquinas envejecidas que en sistemas más nuevos y sincronizados.
Cómo solucionarlo:
Prueba simple de taller: Coloque una regla sobre el ala formada y marque los puntos de contacto con tiza. Si la separación varía más de aproximadamente 0,5 mm a lo largo de la pieza en una parte larga, la deflexión es lo suficientemente significativa como para que deba ajustar el abombamiento/calzado antes de empezar a buscar la profundidad.
Si la pieza está correcta mientras aún está bajo carga pero se abre después de liberarla, eso es recuperación elástica. En el doblado al aire, normalmente hay que sobrecurvar—a menudo hasta ~92° para terminar en 90°—porque la recuperación elástica comienza en el momento en que se retira la presión. La recuperación elástica está impulsada principalmente por la resistencia de fluencia y el espesor: el acero dulce puede rebotar 1–2°, el acero inoxidable comúnmente 3–5°, y algunos aluminios pueden ser incluso más sensibles.
La suposición equivocada más rápida de eliminar: Pensar que el ángulo programado es igual al ángulo final. El control está ordenando la posición del pistón (profundidad Y), no la geometría terminada. Dos láminas con el mismo espesor pueden recuperarse de forma diferente si su resistencia de fluencia difiere (diferente tratamiento térmico/temple, origen de la laminadora o lote).
Cómo ajustarlo sin adivinar: Haga un doblado de prueba, mida después de 10 segundos (la recuperación elástica se estabiliza rápidamente, pero no siempre de inmediato), luego ajuste la profundidad Y en pequeños pasos hasta que el ángulo final se repita. Las tablas de doblado son un buen punto de partida, pero pueden estar desviadas entre 10–15° en material laminado en frío o de alta resistencia—las mediciones reales ganan.
Cómo se ve lo “correcto”: Un sobrecurvado controlado—ligeramente agudo mientras está sujeto—y luego una relajación consistente hasta el ángulo objetivo después de liberar, pieza tras pieza.
Dos piezas cortadas con el mismo material y espesor pueden doblarse diferente debido a la dirección del grano—la dirección de laminado de la fábrica. El laminado estira la microestructura, por lo que la lámina responde de manera diferente dependiendo de si se dobla en paralelo o perpendicular a esa dirección. Lo verá en la recuperación elástica, el radio interior y la susceptibilidad a grietas.
Patrón típico: Cuando el grano corre paralelo a la línea de doblado, la recuperación elástica suele aumentar y el doblado puede sentirse “más rígido”, por lo que el ángulo se abre más de lo esperado. Cuando se dobla a través del grano (grano perpendicular a la línea de doblado), puede obtener radios más cerrados—y en algunas aleaciones, un mayor riesgo de grietas superficiales si el radio es demasiado agudo.
Por qué crea una deriva de ángulo “misteriosa”: La orientación mixta dentro de un lote—especialmente cuando las piezas se colocan desde diferentes direcciones de lámina—puede producir una variación de 2–3° incluso con una configuración ajustada. Algunos talleres han desechado series enteras porque la mitad de las piezas fueron rotadas 90° durante el corte, creando una recuperación elástica consistente pero diferente.
Solución de nivel producción: Marque la dirección de laminado en las hojas entrantes (muchos molinos lo hacen; si no, agregue “LD” para dirección longitudinal con un marcador), luego controle la orientación durante el corte y el formado. Cuando las tolerancias son estrictas, la consistencia supera perseguir la “mejor” dirección.
Una técnica para probar (diagnóstico de 5 minutos): El mapa de doblez 3×3
Corte tres tiras de desecho de la misma hoja, todas del mismo ancho. Doble cada tira una vez, luego mida el ángulo en izquierda/centro/derecha en cada tira (nueve lecturas en total). Registre la longitud del ala una vez por tira.
Nueve mediciones pueden decirle lo que un solo ajuste nunca dirá: si la máquina, la referencia, el material o la física pura es la culpable.
La mayoría de los defectos de doblado no son “problemas misteriosos del material”—son huellas repetibles de la primera variable que está fuera de lugar. El camino más rápido hacia un proceso estable es hacer un cambio que sea tanto de bajo riesgo como diagnóstico: o bien soluciona el problema, o bien confirma la causa para que el siguiente ajuste sea sencillo. Los tres defectos a continuación representan una parte desproporcionada del desperdicio en la prensa plegadora porque tientan a los operadores a perseguir el ángulo con la profundidad en lugar de corregir el radio, la deflexión o las condiciones de contacto superficial.
Las grietas que comienzan en el exterior de la línea de doblado (el lado de tensión) suelen ser un problema de radio—no un problema de “hoja defectuosa”. El desencadenante más común es forzar un radio interior demasiado pequeño usando una apertura de matriz en V demasiado estrecha, o al realizar acuñado/fondeado cuando el material (o el temple) no puede tolerar la tensión.
El aluminio 6061 es la trampa clásica: una vez que supera aproximadamente 1/8″ de espesor, puede agrietarse fácilmente si intenta “hacerlo afilado”. Un movimiento inicial confiable es cambiar a doblado al aire con una apertura en V más grande—típicamente de 8 a 10× el espesor del material—para que el doblez se forme con un radio más tolerante (a menudo alrededor de 1/16″ mínimo sin partirse, dependiendo de la herramienta). Si el plano realmente requiere un radio interior ajustado, trátelo como una elección de proceso (aleación/temple diferente, un radio de punzón más grande o un paso de formado adicional), no como algo que intenta forzar con un ajuste de profundidad en la máquina.
La solución que suele funcionar primero: aumentar la profundidad de carrera en 0,5 mm, reajustar el tope trasero y ejecutar una pieza de descarte a aproximadamente 85% de la tonelada calculada. Ese pequeño cambio de profundidad a menudo te saca del fondo parcial y te lleva a un doblado en aire estable, reduciendo la tensión máxima en las fibras exteriores. También muestra si la rotura se debe a la sensibilidad del material (todavía se rompe con tonelaje reducido) o a la configuración.
La compensación por recuperación elástica es la segunda gran cosa que la gente pasa por alto. Si apuntas a 90°, a menudo necesitarás formar a unos 88° (aproximadamente un sobre-doblado de 2°) en acero dulce para que el ángulo final sea correcto después del rebote elástico—números consistentes con la metalurgia básica cubierta en la formación profesional/estilo NIMS. Cuando los operadores intentan “perseguir” el ángulo final profundizando más con una V estrecha, pueden crear grietas que no aparecen de inmediato; las microgrietas pueden abrirse después de que la pieza se enfríe o repose, especialmente en ciertos grados de acero inoxidable donde la tensión residual se concentra en la línea de doblado. Una simple prueba de descarte en dos ciclos—doblar, inspeccionar, esperar brevemente, luego inspeccionar de nuevo—detecta esto antes de que se convierta en una sorpresa de producción.
Cuando una pieza larga se arquea como una banana, la máquina te está diciendo que la fuerza de doblado no se distribuyó uniformemente a lo largo de la pieza. Una vez que superas aproximadamente las 48″, la deflexión del carro y la cama se convierten en factores importantes; bajo cargas más altas (por ejemplo, alrededor de 50 toneladas en total), es común ver 0,010–0,020″ de deflexión si el abombado no está activado o calibrado correctamente. El resultado son diferentes ángulos de doblado desde el centro hasta los extremos—y la pieza “informa” ese desajuste como un arco.
Un diagnóstico rápido que evita las variables del material es una prueba en seco con una barra larga y recta o pieza de prueba a tonelaje casi cero. Si los extremos “se levantan” en relación al medio por más de aproximadamente 1/16″, estás tratando con alineación/deflexión—no con una chapa inconsistente. A partir de ahí, la solución 90% es el abombado: activar el abombado automático o ajustar el abombado hidráulico/mecánico para añadir unas milésimas en el centro (por ejemplo, +0,005″) de modo que el ángulo de doblado coincida de extremo a extremo.
No todas las piezas con forma de banana son un problema de abombado. El desgaste del tope trasero o la altura desigual de los dedos puede hacer que los extremos contacten primero por alrededor de 0,015″, torciendo efectivamente la configuración hacia un resultado arqueado. Nivelar los dedos del tope trasero con una galga de espesores—o programar un tope con ligera inclinación (un sesgo progresivo de 0,010″)—puede eliminar “arcos misteriosos” que parecen deflexión pero en realidad son referencias inconsistentes.
Una realidad de taller que importa: muchos arcos “causados por el operador” en realidad se remontan a la deriva del eje Y en ciclos repetidos. Restablecer el cero del eje Y con un indicador de carátula según un calendario (por ejemplo, cada 50 piezas durante tiradas largas) es rudimentario, pero efectivo cuando la máquina no tiene compensación de bucle cerrado más estricta.
Las marcas pesadas de matriz son un problema de contacto superficial, no de ángulo. El acero inoxidable pulido 304 puede sufrir cortes de aproximadamente 0,003–0,005 pulgadas de profundidad cuando se trabaja a tonelaje completo según la tabla con herramientas estándar en V. Los culpables habituales son la presión de fondo/acuñado o una abertura de matriz demasiado estrecha, lo que concentra la presión de contacto en una línea estrecha.
Dos soluciones de primera línea resuelven la mayoría de los casos. Primero, reducir la presión: en doblados en aire a menudo puedes trabajar alrededor de 70% del tonelaje de la tabla y aún alcanzar el ángulo compensando con sobre-doblado. Ese intercambio—menos fuerza, más corrección deliberada de recuperación elástica—a menudo elimina la “sombra en V” que se puede ver desde el otro lado del taller. Segundo, añadir una barrera sacrificable: una película protectora de polietileno (PE) de 0,004 pulgadas en la matriz en V puede ofrecer un acabado casi sin marcas en piezas cosméticas.
La película tiene su propia física. Añade aproximadamente 0,002 pulgadas de interferencia, por lo que puede que necesites aumentar la profundidad del punzón alrededor de 0,001 pulgadas para evitar un doblado insuficiente. Trata el desgaste de la película como cualquier consumible: en trabajos de alto volumen, cambiarla después de unos cientos de golpes (aproximadamente 500 como regla práctica basada en registros) ayuda a prevenir que las marcas “aleatorias” reaparezcan a mitad de la producción.
Una técnica para probar: deja de tratar las tablas de tonelaje como permiso para usar la fuerza máxima. Muchos artículos implican “calcular el tonelaje, luego aplicarlo”. Para piezas cosméticas o trabajos propensos a grietas, invierte el hábito: comienza con el tonelaje mínimo que te dé un doblado en aire estable (a menudo 60–85% de la tabla), luego añade abombado/compensación de ángulo. Si el defecto mejora inmediatamente, has confirmado un modo de fallo impulsado por presión—sin cambiar herramientas o material—y has mantenido la opción de ajustar el ángulo con sobre-doblado controlado en lugar de profundidad por fuerza bruta.
La mayoría de los consejos de apagado se reducen a “apagar, limpiar”. El verdadero peligro es energía almacenada: presión hidráulica, el peso del carro, carga eléctrica residual o incluso una matriz que está solo medio sujeta. Una prensa plegadora que parece “apagada” aún puede moverse con suficiente fuerza para aplastar dedos o arruinar herramientas. El apagado no es solo cuestión de seguridad—también previene daños en los sellos, reduce el tiempo de preparación por la mañana y protege la alineación para que el siguiente turno obtenga doblados consistentes en lugar de una sesión de resolución de problemas.
Dejar una prensa plegadora hidráulica durante la noche con el carro bajo carga mantiene presión continua sobre los sellos y válvulas. Ese estrés constante acelera el desgaste de los sellos, aumentando las probabilidades de fugas—o una falla grave—cuando vuelvas a encenderla. La parte contraintuitiva es que los sensores de sobrecarga y las válvulas de alivio no hacen que esto sea “seguro”. Pueden liberar lentamente mientras la máquina está parada, luego permitir que la fuerza residual aumente al encender—exactamente el tipo de choque que rompe componentes más rápido que un simple error del operador.
Apagar significa quitar la carga, no solo detener el movimiento. Lleve el émbolo a una posición estable y soportada según lo especifica el fabricante, luego aísle completamente la fuente de energía. En máquinas hidráulicas, trate cualquier período de inactividad o cambio de herramienta como una situación de bloqueo/etiquetado (LOTO): aísle y bloquee la energía para que la máquina no pueda ciclar—o caer—de manera inesperada. Esto es importante porque los émbolos hidráulicos pueden desplazarse por filtración de válvulas o gravedad; “no se está moviendo” es la forma en que las manos terminan en puntos de pellizco. ANSI B11.3 exige una protección efectiva y control de energía; interrumpir un ciclo a mitad de camino no es un estado seguro.
Las prensas plegadoras mecánicas presentan riesgos diferentes: energía mecánica almacenada y comportamiento del freno/embrague. Una práctica común es estacionar el émbolo en el fondo de la carrera antes de apagar, luego desconectar los controles y prevenir la actuación no intencionada—use el pasador de bloqueo cuando sea aplicable, o retire y asegure el pedal. El fondo de la carrera ayuda a reducir la posibilidad de un descenso inesperado, pero aún así no reemplaza el aislamiento adecuado de la energía.
Para paradas prolongadas (más de dos meses), no deje que el sistema hidráulico permanezca inactivo. Haga funcionar la bomba sin carga durante unos 20–30 minutos cada semana para circular el aceite y mantener lubricados los sellos. Este simple hábito ayuda a prevenir daños por arranque en seco y a evitar que las superficies desarrollen fugas mientras aún son menores.
La retirada de herramientas es donde los “atajos de fin de turno” se convierten en retrasos—o lesiones—en el turno siguiente. La secuencia más segura mantiene las manos fuera del espacio de la matriz y evita un ciclo inesperado. Use los botones de palma para bajar el émbolo cerca de la matriz inferior sin llegar al fondo duro, luego apague la llave del operador antes de aflojar las abrazaderas y deslizar la herramienta hacia afuera. Ese paso de apagar la llave es importante: la energía residual y la lógica de control pueden provocar “ciclos fantasma” al reiniciar si alguien golpeó un pedal o se dejó un estado de control armado. Los talleres que estandarizan “Émbolo abajo + llave fuera” reducen drásticamente estas sorpresas de reinicio, y una simple etiqueta en la estación de control entrena a los nuevos operadores más rápido que cualquier charla.
Inspeccione mientras aún está fresco. Los punzones y matrices agrietados, astillados o con rebordes son una causa común de atascos en el turno siguiente porque pueden desplazarse bajo carga, desalinear y hacer que la lámina se comporte de manera impredecible. Una revisión visual rápida ahora es mucho más valiosa que descubrir daños a mitad de producción, cuando la presión de material y de programación está en su punto máximo.
La organización es la diferencia entre una configuración de cinco minutos y una búsqueda de veinte minutos. Guarde las matrices en estantes etiquetados por tamaño de apertura en V y radio del punzón. Como regla general, muchas dobleces funcionan bien con una apertura en V de alrededor de 8× el espesor del material—pero las etiquetas de su estante deben reflejar los estándares reales de su taller para que el próximo operador no “lo haga funcionar” con la V incorrecta y provoque variaciones de ángulo. Para períodos de inactividad superiores a dos meses, envuelva las herramientas en papel VCI (inhibidor de corrosión por vapor) o equivalente y proteja los bordes; la corrosión en las superficies de trabajo cambia la consistencia de la doblez y acelera el desgaste.
Una prensa plegadora rara vez falla sin advertencia—falla después de que las advertencias no se registran. El registro del operador es el puente entre “algo se sintió raro” y una reparación de mantenimiento, antes de que el tiempo de inactividad se vuelva costoso. Registre las anomalías inmediatamente y en términos concretos: “zumbido agudo en la carrera descendente a ~80% toneladas”, “el émbolo continúa ~2 segundos después de soltar”, o “golpe en el fondo cerca del lado izquierdo”. Los detalles específicos permiten que un técnico reproduzca la condición en lugar de adivinar.
Si el émbolo no se detiene inmediatamente cuando suelta los controles, trátelo como urgente. El desplazamiento indica desgaste del freno o un problema de control y debe ser informado y corregido antes de la siguiente producción. Las revisiones de fin de turno también deben confirmar la respuesta de seguridad: bloquee el sensor de cortina de luz (el émbolo debe detenerse instantáneamente) y pruebe los botones de parada de emergencia desde cada posición del operador. Cualquier respuesta lenta puede indicar desgaste de sellos hidráulicos o degradación del sistema de control—exactamente el tipo de problema que convierte “golpes extraños” en una reconstrucción mayor del émbolo.
Una tabla simple hace que el registro sea práctico y útil:
| Tipo de ruido | Causa probable | Registro + solución |
|---|---|---|
| Zumbido en el descenso | Cavitación hidráulica | Verificar nivel de aceite; ejecutar un ciclo sin carga |
| Desplazamiento después de soltar | Desgaste de frenos | Haga que un supervisor ajuste el freno antes de la próxima ejecución |
| Golpe en la parte inferior | Desalineación de la matriz | Volver a asentar bajo presión ligera; volver a comprobar las abrazaderas |
Para paradas estacionales, documente el nivel de aceite de referencia y la condición del respiradero (sequedad/contaminación). Junto con la circulación semanal sin carga, estas notas detectan la mayoría de los problemas de sellado y cavitación de forma temprana. En modos de doble operador, también registre problemas de sincronización de control: si un pedal o botón de palma se retrasa, puede ocultar un problema de freno en desarrollo—hasta que un turno en solitario lo revela de la manera difícil.


















