

角度を完璧に決めても、最初の曲げ加工で仕事を失うことがあります。なぜなら、人を傷つけるミスは、通常、その前段階で起こるからです。 前に 金属がダイに到達する前に、事故の多く(そして「原因不明のスクラップ」の多く)は、未テストの制御装置、立ち入り禁止区域に入り込んだ手、あるいは前のシフトが黙って残していった「罠」から始まります。この60秒間のリセットは、その隙間を埋めるものです。すべての段取りで行えるほど迅速であり、事故報告書にあなたの名前が載るのを防ぐほど厳格なものです。.
まず目で見て、次に手で触れて、非常停止ボタン(E-Stop)の位置を確認してください。「パニックになっても覚えているはずだ」と思い込んではいけません。プレスブレーキは機種によって異なります。ボタンはペンダントにある場合も、フレームにある場合も、あるいはその両方にある場合もあります。周囲のガードにひびが入っている場合は、単なる外観上の損傷ではなく、欠陥として扱ってください。.
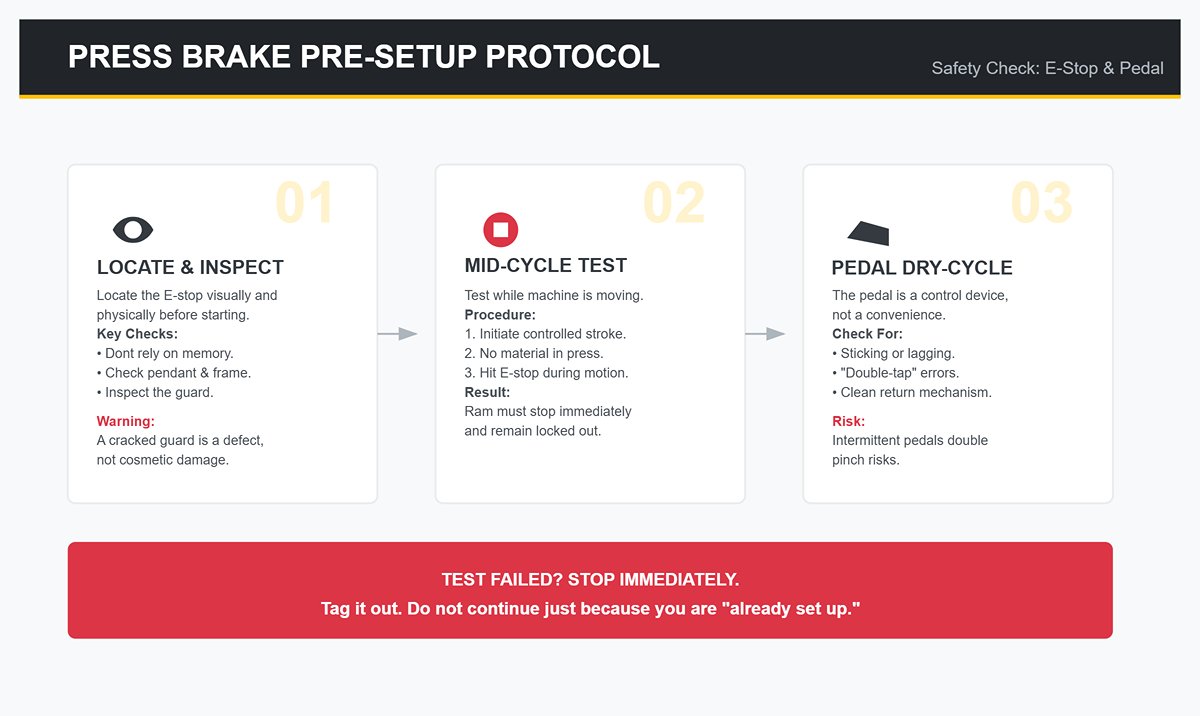
機械が動いている間に非常停止ボタンをテストする。. 多くの工場では、サイクル中停止テストが最低基準となっています。材料を入れずにストロークを開始し、ラムが動いている最中に非常停止ボタンを押してください。ラムは即座に停止し、リセットされるまでロックされたままでなければなりません。労働組合や保険会社は、未テストの制御装置が保険金請求の主な原因であると繰り返し指摘しています。オペレーターがこれを怠るのは「無駄な作業に感じる」からですが、バルブの固着や配線の不具合が発生した瞬間に、それは痛みを伴うほど重要な作業へと変わります。.
ペダルの空打ちテストを行う。. フットペダルは利便性のための道具ではなく、制御装置です。工具をセットしたり部品を配置したりする前に、機械を空打ちして、ペダルがスムーズに戻るか、引っかかりや遅延、あるいは「二度踏み」が発生しないかを確認してください。ドイツ式の徒弟制度では、油圧バルブのペダル故障を想定した訓練まで行います。その理由は一つです。ペダルの動作が不安定だと、位置決めの問題だと思い込んで本能的に手を伸ばして「直そう」としてしまい、挟まれるリスクが倍増するからです。.
どちらかのテストで不合格なら、作業を中止し、タグアウトしてください。「もう段取りが終わっているから」という理由で作業を続行することが、職場の反面教師になる一番の近道です。“
プレスブレーキの危険性は理論上の話ではありません。わずか数インチの幅の中にあり、そこはまさにあなたの手が自然と置きたくなる場所なのです。「挟まれポイント」とは、動く面(ラムや工具)が固定された面(ダイ、ベッド、バックゲージ)に近づき、押しつぶされる危険がある場所のことです。 NIMS(全米金属加工スキル標準)スタイルの認定ラボにおけるルールは、シンプルかつ断固としています。 アプローチ中は、.
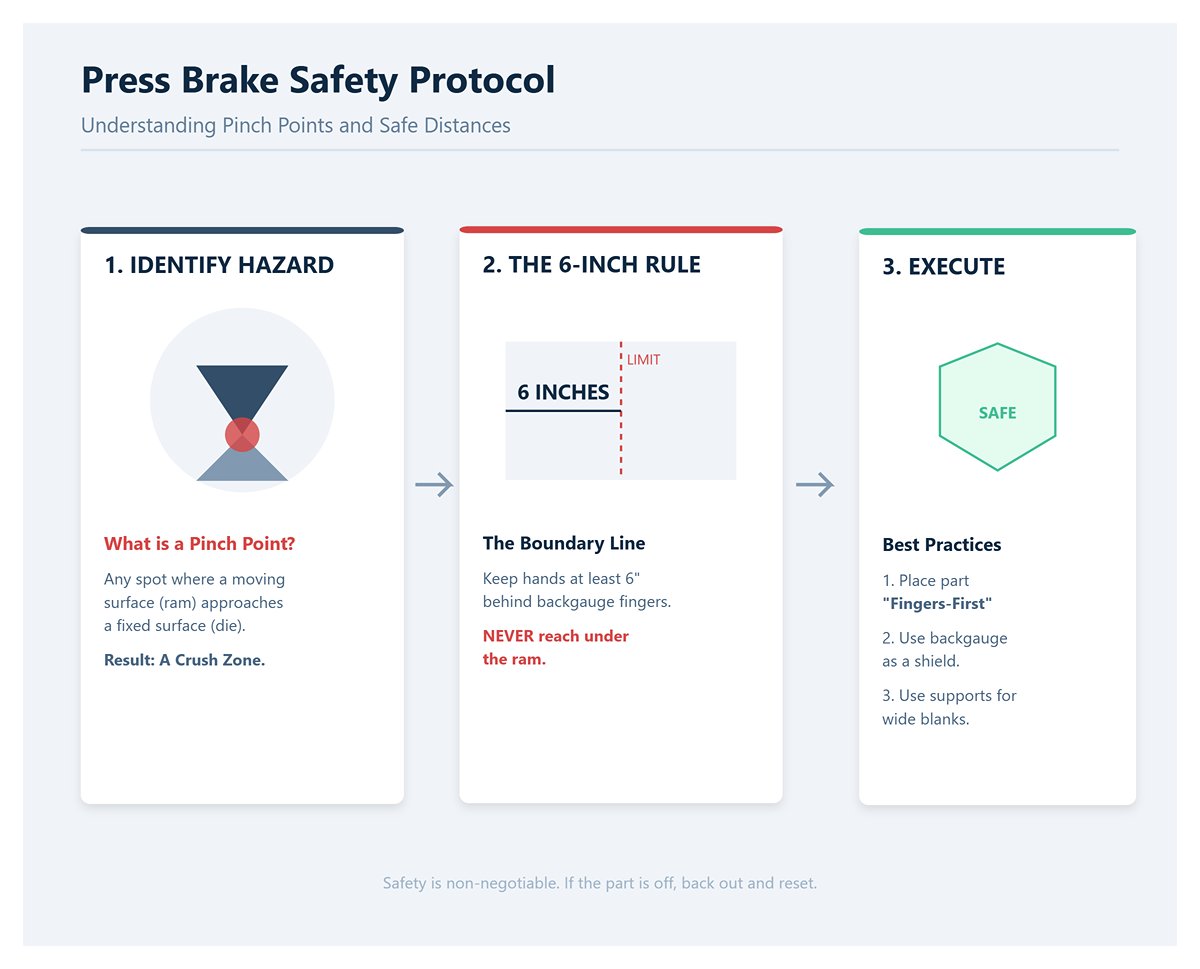
手をバックゲージのフィンガーから 少なくとも6インチ(約15cm)後ろに保つこと。 あのフィンガー(部品を押し当てる小さなストッパー)は取っ手ではありません。あなたの境界線です。指先がそれを越えてしまうと、不意のストロークやペダルの誤操作、制御装置の故障が起きた際、一瞬で人生を変えるような事故につながる危険地帯に入ることになります。 ラムの下や工具の間には、決して手を入れないでください。.
フランジを「少し動かす」ためでも、「滑った部品をキャッチする」ためでもありません。部品の位置がずれているなら、一度戻して、セットし直し、再度アプローチしてください。. Not to “nudge” a flange. Not to “catch” a slip. If the part is off, back out, reset it, and re-approach.
実際の現場でのショップ監査では、曲げ加工前の配置が不適切であることがスクラップ(不良品)の大きな原因となっていることが一貫して指摘されています。その解決策は地味ですが、確実なものです。 「指先から」部品を配置すること。“ バックゲージに対してシートをセットし、そのラインより後ろに手を置き、ゲージを盾のように利用してからストロークを開始してください。.
幅の広いブランクを支える必要がある場合は、適切なサポートを使用するか、二人一組で作業してください。前腕を材料運搬用具として使ってはいけません。.
“「ホイップアップ」とは、曲げ加工時にシートが跳ね返る(スナップする)現象のことです。特にパンチがダイの底まで到達しないエアーベンディングで顕著に発生します。蓄積されたエネルギーにより、14ゲージのシートが数インチ跳ね上がり、顎、喉、または保護メガネを直撃する危険があります。このリスクは、幅の狭い部品、短いフランジ、弾力のある材料で高まります。.
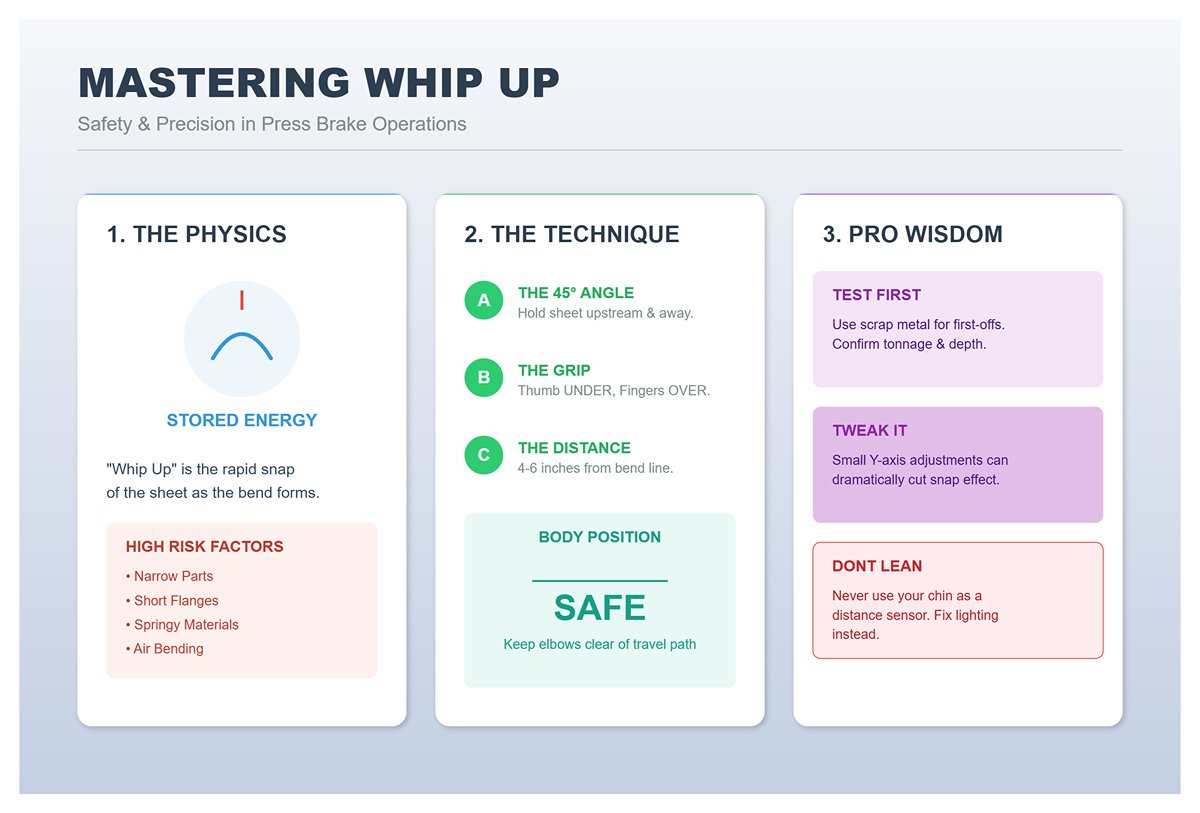
握り方と姿勢は、腕力よりも重要です。. シートを約 45度の上流角度で保持してアプローチします。つまり、工具から少し上かつ離れた位置です。 親指を端の下に, 、指を上に置き、曲げラインから 4~6インチ(約10~15cm)離した位置を握り続けてください。これは回転を制御するのに十分な近さであり、かつピンチゾーン(挟み込み領域)から離れるための距離でもあります。シートが回転する際に顔に当たらないよう、肘を移動経路から外しておいてください。.
セットアップが新しい場合、または材料が変更された場合は、スクラップのテストピースを使用して最初の曲げを制御してください。. レーザー加工、溶接、または組立からプレスブレーキ作業に異動してきた作業員は、「ペダルを踏むだけの人」と「自立したオペレーター」の違いを学ぶことになります。その違いとは、最初の製品を加工する前に不要な金属でテストを行い、トン数、深さ(Y軸)、および予想されるスプリングバックを確認するという習慣です。.
わずかな調整でホイップ(跳ね上がり)を大幅に軽減できます。職業訓練ラボでは、半径や深さをわずかに変える(例えば、エアーベンディング中にY軸を少し調整する)だけで、スナップ効果を劇的に抑えられることが日常的に示されています。.
「よく見えるように」と部品の上に身を乗り出さないでください。より明確な視界が必要な場合は、照明を改善するか、ペンダントの位置を調整するか、安全な視線を選んでください。自分の顎を距離センサー代わりにしてはいけません。.
ほとんどの「予期せぬ」失敗は、前任者から引き継いだものです。素早くスキャンすることで、セットアップを台無しにし、人に怪我をさせるような罠を見抜くことができます。これらの問題を追跡している工場では、年間数万ドルの損失を防いでいます。最初の本番部品を加工する前に、12秒かけてこれらを確認してください。
構造化されたトレーニングが有効な理由はここにあります。新しいオペレーターはCNCブレーキ操作に素早く慣れることができますが、安全を維持するオペレーターは、曲げ加工前の確認とテストスクラップ(試し曲げ)の習慣を身につけています。60秒の手間は安いものです。そうしない場合、なぜ前のシフトの段取りを自分の目よりも信じたのかを、上司や救急隊員に説明することになります。.
プレスブレーキの損傷のほとんどは「過大なトン数」から生じるものではありません。それは「思い込み」から生じます。. 板厚が想定通りであると思い込むこと、Vダイが「だいたい合っている」と思い込むこと、パンチが「真っ直ぐに見える」から装着されていると思い込むこと、画面が図面と一致しているからバックゲージが正しいと思い込むこと。こうした思い込みが、制御された成形プロセスをバールに変えてしまいます。そしてバールは、金型、クラウニングシステム、そして作業者の評判を壊します。.
この儀式を、「機械が安全に動かせる状態」と「機械がゆっくりと自壊することなく良品を作れる状態」との間の架け橋と考えてください。“
“「ゲージ」は測定値ではなくラベルであり、材料の種類やサプライヤーによって異なります。圧延公差、コーティング、混在した端材などを加えると、「14ゲージに見える」という判断は高コストな推測に変わります。厚みが数千分の数インチ変わるだけで、曲げ引き代、内側半径、そして最も重要な「必要なトン数」が変化します。これが、オペレーターが深さを調整して角度を追いかけ、ダイに過剰に食い込ませ、実際には厚みの問題であるものをスプリングバックのせいにしてしまう原因です。.
マイクロメーターやノギスを使用して、シートの複数箇所(可能であれば端と中央)で厚みを検証してください。公称ゲージではなく、実際の厚みを記録します。材料のグレードも確認してください。A36軟鋼、304ステンレス、5052アルミニウムは同じ厚みであっても、スプリングバックや必要な成形力において非常に異なる挙動を示します。.
これは学問的な話ではありません。材料の基本を無視するオペレーターは、スプリングバックの変動を追いかけてスクラップを量産します。図面の読み方や基本的な現場の計算を習得している工場は、厚みやグレードを「勘」で扱うことをやめるため、こうした「謎の角度」による失敗を確実に減らしています。新人を「とりあえず部品をたくさん作る」段階から引き上げるトレーニングプログラムは、まさにこの規律に焦点を当てています。なぜなら、それが生産性を低下させる手直しのループを防ぐからです。.
試すべきテクニック: 金型に触れる前に、作業指示書に「実際の厚み」と「材料タイプ」を書き込んでください。その一行が、シフト全体に静かに広がる最も一般的な段取りの嘘を食い止めます。.
Vダイの開口部(ダイの溝幅)は、曲げ加工のレバーアームです。小さすぎるとトン数が急増し、内側半径が小さくなり、ダイの肩を潰したり機械に過負荷をかけたりし始めます。大きすぎると角度制御が甘くなり、内側半径が大きくなり、フランジの長さがずれてしまいます(特に短い脚の場合)。.
エアベンディング(ほとんどの最新CNCプレスブレーキのデフォルト)において、最も安全な出発点は「厚みの8倍」ルールです。材料の厚みの約8倍のV開口部を選んでください。これは魔法ではなく、一般的な材料においてトン数を妥当な範囲に保ちつつ、予測可能な内側半径と安定した角度応答を実現するための実証済みの妥協点です。薄い材料では、より小さな半径を得るために6倍にすることもあります。厚い板では、トン数の制限内に収めるために10倍〜12倍が必要になる場合があります。しかし、あえて変える理由がない限り、8倍が基準となります。.
機械の寿命にとってなぜ重要なのか:トン数は均等に分散されません。狭いV溝は力を小さな接触面積に集中させるため、肩部への圧力を高め、摩耗を加速させます。作業者はV溝の選択ミスを「修正」しようとして、ラムを深く押し込みがちです。それは、ストロークの最下部という最も避けるべき場所にピークトン数を集中させることになり、セットアップのミスを機械的な故障へと変えてしまいます。.
構造化されたトレーニングや認定(NIMS、FMA、OEMオペレータープログラムなど)でこの点が繰り返し強調されるのは、それが測定可能かつ再現可能だからです。正しいVダイを選択すれば、誤った形状を補うための後工程での「微調整」の連鎖を回避できます。1日に4回のセットアップを行う工場では、この影響がすぐに現れます。ダイの選択ミスは単に部品を廃棄にするだけでなく、セットアップ時間を60分単位にまで引き延ばし、生産能力の損失として年間数万ドルを静かに浪費させるのです。.
プレスブレーキはハンマーではなく、精密なアライメントシステムです。パンチとダイが同軸(中心線を共有)になり、クランプ面によって完全に支持されるようにツーリングを着座させる必要があります。アライメントがずれていると側圧が発生し、パンチの欠けやダイの肩部のブリネル硬さの低下を招き、さらにはセクショナルツーリングを位置からねじ曲げてしまうことさえあります。.
清潔さが第一です。ベッド、クランプ、ツーリングのタングを拭き取ってください。ダイのセクションの下に挟まった切り粉一つが支点となり、負荷がかかった際にパンチがダイを「探す」ような状態になり、通常は片側をかじらせる原因となります。.
次に 軽い圧力 を使用してツールを着座させ、全トン数をかける前にアライメントを確認します。
この「キス着座」のステップは、生産トン数をかけてから初めてアライメントのずれに気づくという、初心者にありがちなミスを防ぎます。プレスブレーキのトレーナーは、新人にセットアップ中に「手出しをさせない」ことがよくあります。経験豊富なオペレーターがこの軽圧着座を行う様子を見ることで、「取り付け」と「アライメント」の違いを学べるからです。試運転時のOEM認定が重要なのも同じ理由です。機械を守る習慣こそが、セットアップを迅速にする習慣そのものだからです。.
バックゲージの精度は画面上の数値ではなく、板材とゲージフィンガー(ストッパー)との物理的な関係です。直角で平行であり、一貫して接触しているバックゲージは、一貫したフランジ長を生み出します。単に「近い」だけのバックゲージは、ある時は問題なく測定できても、次は狂うといった部品を生み出します。特にオペレーターが補正のために「目分量」で位置を合わせ始めると顕著です。.
プログラムされたゲージ位置を設定した後、 接触と直角度を感覚で確認:
「とにかく何百個も流せ」という教え方が不適切なのはこのためです。現代のCNCブレーキを使えば、新人は1日で曲げ加工ができるようになるかもしれませんが、一貫したフランジ制御は、規律あるセットアップとゲージ合わせの習慣から生まれます。これこそが、数ヶ月ではなく数週間で一人前になれるスキルなのです。バックゲージの校正やスプリングバック補正といった検証可能なスキルに昇給を連動させている工場は、官僚的なのではなく、スループットと機械を守っているのです。.
プレスブレーキの故障のほとんどは「オペレーターのミス」と片付けられますが、実際には計算ミス、多くの場合、間違ったVダイの使用によって引き起こされる予期せぬトン数の急上昇が原因です。機械は、証明書に「軟鋼」と書かれていることや、部品が「薄く見える」ことを気にしません。機械は曲げ長さ、板厚、ダイ開口部、材料強度に反応し、これらの入力のいずれかが間違っていると、予測可能な形で過負荷状態になります。.
試すべきテクニック: トン数を副作用ではなく、制御された変数として扱ってください。すべての新しいセットアップは、チャート(または計算式)によるトン数の見積もりから始め、その後、計画的に全トン数まで引き上げる低圧での短いテスト打ちを行うことを現場のルールにしてください。この一つの習慣が、ベッドのクラウニング、金型の亀裂、油圧サイクルの停止といった過負荷状態のほとんどを未然に防ぎます。.
荷重チャートは、「勘」による推測を防ぐために存在します。ほとんどのチャートは エアーベンディング (パンチがシートをダイの底まで押し込まず、曲げ角度は貫通深さによって決まる)を前提としており、 1メートルの曲げ長さ, を基準とし、 軟鋼 (引張強度約 450 N/mm². )を使用しています。これらは通常、 kN毎メートル (またはフィート/メートルあたりのトン数).
として荷重を表示します。.
チャートを座標のように使用してください。一方の軸で材料の厚さを、もう一方の軸でV開口部を見つけ、それらが交差する場所の荷重を読み取ります。次に、それを実際の曲げ長さに合わせて換算します。 例: 4 mmの軟鋼 を 32 mmのVダイ 1メートルあたり330 kN. 。 2.5 m の曲げ加工の場合、以下のように掛け合わせます: 330 × 2.5 = 825 kN, 、つまり約 83トン. です。これは機械の設定値ではなく、推定荷重です。.
チャートを正確に保つための2つの調整:
材料係数。. ステンレス鋼は軟鋼の約1.4倍の力を必要とすることが多く、アルミニウムは0.7倍に近い場合があります。チャートが軟鋼に基づいている場合で、304ステンレス鋼を曲げるのであれば、安全だと判断する前にその倍率を適用してください。.
能力のバッファ。. チャートは、きれいな工具、安定した潤滑、正しい芯出し、一貫した板厚といった理想的な条件を前提としています。製造中に通常の変動で過負荷にならないよう、現実的なバッファ(多くの場合約20%)を追加してください。.
チャート活用のヒント(多くの現場で見落とされています): 2つのV幅で迷った場合は、狭い方ではなく広い方のVから始めてください。これにより必要な力が劇的に減少します。また、後から半径を小さくする方が、過負荷によるトラブルから復旧するよりもはるかに簡単です。.
プレスブレーキのトン数を超える最も早い方法は、板厚に対して狭すぎるV幅を選択することです。多くの現場では「板厚の8倍」を経験則として覚えていますが、より小さな内側半径を求めてそのルールを破ってしまいます。問題は、力とV幅の関係が線形ではないことです。V幅が小さくなるにつれて、必要な力は急激に上昇します。.
基本的なエアーベンディングの推定値を見ても、その傾向は明らかです。力は 板厚の2乗 そして、それは以下のものに反比例します。 V開口部. 。V開口部を半分にすると、力はおおよそ2倍になります。現実には、工具の接触、摩擦、セットアップのばらつきがあるため、その増加はさらに大きく感じられることがあります。.
以下に、現実的なチャート形式の例を示します。 例: 4 mmの軟鋼 32 mmのV開口部 では、約 330 kN/m. の力が必要になる場合があります。これを 16 mmのV開口部, に減らすと、荷重は 約1320 kN/mまで上昇する可能性があり、これはおよそ 4倍. になります。これが「トン数スパイク(急上昇)」です。セットアップはほとんど同じに見えても、機械にかかる荷重は全く別物になっているのです。.
さらに大きな落とし穴: 多くの作業で意図せずプロセスが変更されてしまうことです。エアベンディングが基準となります。. ボトミング (角度を「固定」するために板材をダイの奥深くまで押し込む)は、エアベンディングの約4倍のトン数を必要とする場合があり、 コイニング 約10倍に達することもあります。角度の再現性を高めるために再計算もせず「少しだけ押し込む(バンプする)」と、チャート上では安全に見えても、プレスブレーキの定格を簡単に超えてしまう可能性があります。.
これは、以下の条件における簡易リスク表です。 軟鋼4 mm、曲げ長さ1 m 危険性がどれほど急速に高まるかを示しています:
より小さな内側半径が必要な場合は、V幅を狭めて運任せにするよりも、別の金型(より大きな半径のパンチの選択、段階的な成形、または制御されたボトミング計画)を使用する方が安全です。.
| セクション | 重要ポイント | 例 / 注意事項 |
|---|---|---|
| Vダイが小さすぎると何が起こるか(「トン数急増」のリスク) | 材料の厚みに対して狭すぎるV幅を選択することは、プレスブレーキのトン数制限を超える最も早い方法の一つです。多くの工場では「板厚の8倍」という経験則が使われていますが、より小さな内側半径を求めてこのルールを破ることがあります。力の増加は直線的ではなく、V幅が小さくなるにつれて急速に上昇します。. | V幅を狭くするとリスクが急激に高まります。. |
| エアベンドの基本的な関係 | 荷重は板厚の2乗に比例し、V幅に反比例します。V幅を半分にすると荷重はおよそ2倍になります(実際には、金型との接触、摩擦、セットアップのばらつきにより、さらに悪化する可能性があります)。. | V幅が小さいほど荷重は高くなり、板厚の増加はさらに強力な影響(2乗)を及ぼします。. |
| 表形式のトン数急増の例 | セットアップが似ていても、機械の負荷は劇的に変化する可能性があります。. | 4 mm軟鋼:32 mm V ≈ 330 kN/m;; 16 mm V ≈ 1320 kN/m(約4倍)。. |
| 隠れた罠:曲げ加工プロセスの変更 | 作業が意図せずエアベンディングからボトミングやコイニングに変わってしまうことがあります。ボトミングはエアベンディングの約4倍、コイニングは最大で約10倍の荷重を必要とすることがあります。再計算を行わずに再現性を求めて「少し押し込む」だけで、チャート上では安全に見えても機械の定格を超えてしまう可能性があります。. | エアベンディング=基準値、ボトミング≒4倍、コイニング≒10倍。. |
| 簡易リスク表(軟鋼4mm、曲げ長さ1m) | 板厚に対してV幅が狭くなるにつれて、いかに危険度が増大するかを示しています。. | 12倍(V幅64mm):低荷重、非常に許容範囲が広い; 8倍(V幅32mm):標準荷重、余裕を持って管理可能; 6倍(V幅24mm):高荷重、たわみと長さの制限に注意; 4倍(V幅16mm):危険領域、典型的な荷重急増エリアであり、破損リスクが高い. |
| より小さな内側半径を得るための安全なアプローチ | V幅を狭めて期待するよりも、異なる金型の使用、段階的な曲げ加工、または計画的なボトミングといった代替手法を優先してください。. | V幅を過度に狭めるのではなく、より大きな半径のパンチの使用、段階的な曲げ加工、または計画的なボトミングを行ってください。. |
過負荷は通常、突然の衝撃から始まるわけではありません。多くの場合、一貫した機械的症状として現れます。特に、ベッドとラムに最大のレバレッジがかかる長い曲げ加工において顕著です。.
たわみ(ベッド/ラムの弓なり). 長い曲げ長さに対して高い荷重がかかると、ベッドとラムが弓なりにたわみ、中央部と端部で角度が異なる結果となります。軽いテスト曲げでは見られなかった角度のばらつきが曲げ線全体で見られる場合は、たわみを疑ってください。簡単な確認方法として、端材で短い曲げを行い、端から端まで角度の一貫性を測定します。一貫性がない場合、根本的な原因は金型よりも荷重に関連していることがほとんどです。.
サイクルの遅延と停滞. ストロークの途中でラムが遅くなったり、機械が深さに到達するまでの時間が突然長くなったりする場合、油圧システムがリリーフ圧に近い状態で動作している可能性があります。「軟鋼」という前提が間違っている(実際には高張力鋼やステンレスを曲げている)、あるいは金型の汚れや焼き付きにより摩擦が急増している場合に、よく起こります。.
停止またはクリープ現象(直ちに停止すること). ラムがほとんど動いていないのにポンプの音が変わる、ストロークの底部付近で停止する、あるいはサイクル間に軸がクリープ(微動)したり後退したりするのは、すべて重大な危険信号です。これらの兆候は、そのセットアップに対して機械が使用可能なトン数に達している、あるいは超えていることを意味します。そのまま作業を続けると、フレームへのストレス、シールの破損、金型の破損を招くリスクがあり、これらは間違ったV幅を選択したことによる「隠れた」コストの中で最も高価なものとなることがよくあります。.
迅速な過負荷チェック(60秒): ラムを無負荷で動かし、速度と音が正常であることを確認します。スクラップ材を使って減圧テストを1回行い、負荷がかかっていないか、動作にためらいがないかを確認します。その後、端から端までの角度の均一性をチェックします。圧力を上げるにつれて何らかの悪化が見られる場合は、V溝を開く(または曲げ長さを短くする)、目標の貫通深さを減らすなどして、再計算を行ってから作業を進めてください。.
多くのオペレーターマニュアルでは、最初の曲げ加工を「ペダルを踏めばラムが下がる」という単純な二元的な動作として説明しています。この過度な単純化は、製造現場における工具の損傷や角度の不一致の大きな原因となっています。実際の曲げ加工は単一の動きではなく、圧力と速度を精密に制御する一連の工程です。セットアップ段階では形状に焦点を当てますが、この段階では応用物理学が重要になります。機械はすでに稼働しており、トン数は計算され、バックゲージも設定されています。スクラップになるか完璧な部品になるかは、ラムの下降と滞留時間をどれだけ効果的に管理できるかにかかっています。.
新しいオペレーターにとって最も直感に反する習慣は、金属に接触する直前にラムの速度を落とすことです。最新の油圧システムでは効率を最大化するために高速なアプローチが可能ですが、接触点まで全速力を維持するのは重大なミスです。最大下降速度で材料に衝突すると「衝撃荷重」が発生し、計算値よりもトン数が一時的に25~50%増加する可能性があります。このわずかな過負荷がパンチの先端をたわませ、金型の摩耗を加速させ、最終的な曲げ角度に予測不可能な変動をもたらします。.
基本的な操作から熟練したセットアップへと移行するオペレーターは、移動の最後の1~2インチ(CNC制御では「ミュートポイント」と呼ばれることが多い)でラムの下降速度を20~30%に減速する練習をすべきです。このゆっくりとしたアプローチには二つの目的があります。第一に、運動衝撃を排除し、加えられる力がプログラムされた力と一致するようにします。第二に、エアベンド加工において、材料がVダイに正しく収まっているかを視覚的に確認できます。この制御された進入は、正確な結果を得るために不可欠です。.
精密練習ドリル: この原理はスクラップ材を使って実証できます。ラムを全速力で5回サイクルさせ、板金の「跳ね上がり(ウィップ)」の量を観察してください。次に、接触直前にアプローチを極低速まで落として同じ工程を繰り返します。両方の方法で曲げ角度のばらつきを測定してください。通常、進入速度を制御するだけで、角度のばらつきが3°から1°未満に減少することがわかります。この視覚的なフィードバックはスプリングバックを管理するために不可欠です。ラムが速すぎると、材料が戻る前に落ち着く様子を観察できず、部品が取り出されるまで角度の誤差に気づくことができません。.
下死点(BDC)とは、プレスブレーキのラムが最も低い位置に達し、後退する前に一時停止する正確なポイントを指します。エアベンドにおいて、この深さが最終的な角度を決定します。機械が自動的に90度の曲げを実現する方法を知っているというのは一般的な誤解です。実際には、オペレーターが材料の厚さと曲げに対する抵抗に基づいて、BDCを正確に設定しなければなりません。.
新しいオペレーターはしばしばこの深さを誤判断し、パンチがVダイに10~15%過剰に貫通してしまうことがあります。この意図しない動作は材料の「コイニング」につながり、外側の半径に亀裂が生じたり、工具を損傷させたりする可能性があります。目的は、材料がスプリングバックを起こした後に目標の角度を達成するために必要な正確な深さを特定することです。例えば、14ゲージの軟鋼をエアベンドする場合、標準的な半径の曲げには11~12mmのストローク深さが必要になる場合がありますが、ボトミングで鋭角を実現するには6.5~8mmの浅い深さが必要になります。 推測に頼らずにこれを正確に設定するには、「経験則」テストを採用してください。計算したBDCでラムを空運転させ、パンチとダイの間にシックネスゲージを挿入します。エアベンドの場合、この隙間は材料の厚さの約0.85倍であるべきです。この開始点から、シートが変形せずに接触するまで、Y軸の深さを0.1mm単位で微調整します。 滞留時間の重要性:.
深さを正確に設定することは工程の一部に過ぎません。機械はBDCで保持する時間もプログラムする必要があります。適切な滞留時間(BDCで0.5~1秒間ラムを保持する)がないと、長い曲げ加工ではスプリングバックによって角度が2~4度減少する可能性があります。この短い一時停止により、材料が安定します。保持時間を長くする代わりにパンチを深く押し込むことで90度の角度を強制しようとすると(これはコイニングです)、トン数の要求が劇的に増加し、ラムに過負荷がかかる可能性があります。.
初品検査:本格生産前の重要な測定 最初の部品が正常に曲げられたら、機械を停止して検査を行う必要があります。この「初品」チェックは、収益性を守るための重要な関門となります。この段階で厳格な検査プロトコルを実施している工場では、初回合格率が90%から95%に向上することがよくあります。逆に、バッチ生産における不具合の約80%は、見た目は許容範囲内であっても、わずかな幾何学的欠陥を抱えていた初品に起因しています。.
Once the very first part is successfully bent, the machine must halt for inspection. This “first-off” check acts as a crucial gatekeeper for profitability. Shops that enforce a rigorous inspection protocol at this stage often see their first-pass yield rates improve from 90% to 95%. Conversely, approximately 80% of all batch production failures can be attributed to a first-off part that appeared acceptable visually but harbored subtle geometric flaws.
Visual inspection alone is insufficient. Variations in grain direction can cause two identical sheets to bend with up to a 2-degree difference if not precisely measured. A professional first-off inspection necessitates the use of a digital protractor for measuring the outside bend angle (tolerance of ±1°), calipers for verifying leg lengths, and a height gauge to confirm parallelism.
致命的な12のチェックリスト:
すべての初回製品(ファーストオフ)に対して、この12秒間のスキャンを実行してください。いずれかの項目で不合格となった場合は、バッチ生産に進まないでください。.
未熟なオペレーターは、初回製品の約73%でバックゲージのオフセットを見落とし、その結果、生産全体で角度のばらつきが生じます。これらの指標を即座に検証することで、歪んだテストピースをパニックの種から診断ツールへと変えることができます。角度が開いている場合は下死点(BDC)の深さを調整し、脚の長さが不揃いな場合はバックゲージのキャリブレーションを確認してください。初回製品がこのチェックリストをクリアして初めて、量産を開始します。.
不良曲げは通常、ランダムに発生するものではなく、パターンがあります。問題を診断する最も早い方法は、やみくもに深さや速度を調整するのをやめ、エラーの「シグネチャー(特徴)」を特定することです。すべての部品が同じ量だけずれているのか、長さ方向に沿って変化しているのか、ペダルを離した後に角度が変わるのか(スプリングバック)、あるいは同一であるはずの板材が異なる挙動を示すのかを確認してください。
設定を変更する前に、3段階のチェックを行ってください: 同じ板材から同じプログラムと金型を使用して3つの端材を曲げ、作成した順にA/B/Cとラベルを付けます。それぞれについてフランジの長さと角度を測定してください。A、B、Cが互いに一致しているのに図面と異なる場合は、基準値またはスプリングバックの問題である可能性が高いです。互いに一致しない場合は、たわみ、材料の方向性の不一致、または設定圧力や位置決めの不一致に対処している可能性が高いです。.
すべてのフランジが一定の量(多くの場合0.5~2mm)だけ一貫して長く、または短くなる場合は、バックゲージの基準値から確認を始めてください。バックゲージは長さの基準点です。もしフィンガーが制御装置の認識している位置に実際になかったり、部品がフィンガーにしっかりと突き当てられていなかったりすると、すべての曲げで同じエラーが完璧に再現されてしまいます。.
最も一般的な原因:
迅速な確認方法: 部品の両端でフランジの長さを測定します。両端とも同じ量だけずれている場合、原因はクラウニングやラムの深さではなく、バックゲージの基準にある可能性が高いです。.
永続的な是正措置: 再現性のあるバックゲージ基準設定ルーチンを構築してください。既知の基準(研磨されたスペーサーや検証済みのバー)を使用してゲージをゼロ点調整し、曲げずに3回スクラップ材を送り込みます。部品をフィンガーに押し当て、着地した位置に印を付けます。印が一致すれば、その「停止位置」は正確です。一致しない場合は、フィンガーの摩耗、アライメント、または状態を修正してください。摩耗したフィンガーをシム調整して仕様に戻す作業は1分もかかりませんが、バッチ全体がスクラップになるのを防ぐことができます。.
曲げ角度が両端から中央にかけて変化する場合、プレスブレーキのたわみが原因です。荷重がかかると、ラムとベッドがたわみます。長いベッドや高トン数(例:10〜12フィートにわたって1/4インチの鋼板を曲げる場合)では、たわみによって端から中央にかけて曲げ角度が2〜3度ずれることがあります。セットアップや使用している補正機能に応じて、部品が「スマイル」(中央がタイト)または「しかめっ面」(中央がより開いている)になることがあります。.
主要な診断方法: 同じ曲げ箇所で、左、中央、右の3か所の角度を測定します。フランジの長さは正しいのに中央の角度だけが異なる場合、バックゲージの基準は正常であり、機械が全長にわたって不均一に曲げていることになります。.
なぜ不意を突かれるのか: 「中程度」のトン数であっても、曲げモーメントは中央部で最大になる傾向があります。古いブレーキ、特に強固なラム同期機能がない機械では、たわみが急速に発生しやすいため、新しい同期システムを備えた機械よりも、経年劣化した機械の方が角度のばらつきがはるかに大きくなることがよくあります。.
修正方法:
簡単な現場テスト: 成形したフランジに沿ってストレートエッジを当て、接触箇所をチョークで印を付けます。長い部品で隙間が0.5mm以上変化する場合、たわみが大きいため、深さを調整する前にクラウニングやシムの調整を行う必要があります。.
荷重がかかっている間は部品が正しくても、荷重を解除した後に角度が開いてしまう場合、それはスプリングバックです。エアベンディングでは、圧力がかからなくなった瞬間に弾性回復が始まるため、通常は90度にするために92度程度までオーバーベンドする必要があります。スプリングバックは主に降伏強度と板厚に左右されます。軟鋼では1〜2度、ステンレスでは一般的に3〜5度戻り、一部のアルミニウムはさらに敏感な場合があります。.
最も陥りやすい誤った思い込み: プログラムされた角度が最終的な角度と等しいと考えること。制御装置が指令しているのはラムの位置(Y軸深さ)であり、完成した形状ではありません。同じ厚さの2枚の板でも、降伏強度(熱処理、焼き戻し、圧延メーカー、ロットの違い)が異なれば、スプリングバックの仕方も異なります。.
推測に頼らずに調整する方法: スクラップで試し曲げを行い、10秒後に測定します(スプリングバックはすぐに安定しますが、必ずしも瞬時ではありません)。その後、最終的な角度が繰り返されるまで、Y軸深さを少しずつ調整します。曲げチャートは良い出発点ですが、冷間圧延材や高張力鋼では10〜15%の誤差が生じることがあるため、実際の測定値が最も信頼できます。.
「正しい」状態とは: クランプ時にはわずかに鋭角になるよう制御されたオーバーベンドを行い、解放後に部品ごとに目標角度まで一貫して戻ることです。.
同じ材質・厚さで打ち抜かれた2枚のブランクでも、圧延方向(ミルでの圧延方向)によって曲げ結果が異なることがあります。圧延によって微細構造が引き伸ばされるため、その方向に対して平行に曲げるか垂直に曲げるかによって、板の反応が異なります。これはスプリングバック、内側半径、ひび割れの発生しやすさに現れます。.
典型的なパターン: 圧延方向が曲げ線と平行な場合、スプリングバックが増加し、曲げが「硬く」感じられるため、角度が予想以上に開くことがよくあります。圧延方向に対して垂直に曲げる場合、半径が小さくなることがあり、合金によっては半径が鋭すぎると表面にひび割れが生じるリスクが高まります。.
なぜこれが「謎の」角度ズレを引き起こすのか: バッチ内で方向が混在している場合(特に部品が異なるシート方向からネスティングされている場合)、セットアップが完璧でも2〜3度のバラつきが生じることがあります。一部の工場では、切断時にブランクの半分が90度回転していたために、一貫しているが異なるスプリングバックが発生し、全ロットを廃棄せざるを得なくなったケースもあります。.
生産現場での解決策: 入荷したシートに圧延方向をマークします(多くのメーカーはこれを行っていますが、そうでない場合はマーカーで「LD(長手方向)」と記入してください)。その後、切断から成形まで方向を管理します。公差が厳しい場合は、「最適な」方向を追求するよりも一貫性を保つことが重要です。.
試すべきテクニック(5分間の診断):3×3曲げマップ
同じシートから同じ幅のスクラップ片を3本切り出します。各ストリップを1回ずつ曲げ、それぞれの 左/中央/右 の角度を測定します(合計9箇所の測定値)。ストリップごとにフランジ長を1回記録します。.
9箇所の測定は、単なる微調整では決して分からないこと、つまり機械、基準、材料、あるいは純粋な物理現象のどれに原因があるのかを教えてくれます。.
曲げ加工における欠陥のほとんどは「原因不明の材料問題」ではなく、最初にずれた変数が残した再現可能な指紋のようなものです。安定したプロセスへの最短ルートは、リスクが低く診断的な変更を一つだけ行うことです。そうすれば、問題が解決するか、あるいは原因が特定されて次の調整が明確になります。以下の3つの欠陥は、プレスブレーキのスクラップの大部分を占めています。これは、オペレーターが半径、たわみ、または接触状態を修正する代わりに、深さ調整で角度を追いかけようとしてしまうためです。.
曲げ線の外側(引張側)に発生する亀裂は、通常「材料の不良」ではなく半径の問題です。最も一般的な原因は、Vダイの開口部が狭すぎるために内側半径を小さくしすぎることや、材料(または調質)が歪みに耐えられない状態でボトミングやコイニングを行うことです。.
6061アルミニウムは典型的な落とし穴です。厚さが約1/8インチを超えると、「鋭角に曲げよう」とした場合に容易に亀裂が入ることがあります。最初に試すべき確実な方法は、V開口部を大きくしたエアベンド(通常は板厚の8~10倍)に切り替えることです。これにより、より許容範囲の広い半径で曲げが形成されます(工具にもよりますが、多くの場合、割れずに最小約1/16インチ程度)。図面でどうしても小さな内側半径が必要な場合は、機械での深さ調整で無理やり解決しようとせず、プロセス上の選択(異なる合金/調質、より大きなパンチ半径、または成形工程の追加)として扱ってください。.
最初に試すべき解決策: ストローク深さを0.5mm増やし、バックゲージを再設定し、計算上のトン数の約85%でスクラップ材を加工します。そのわずかな深さの変更により、部分的なボトミングから安定したエアベンドへと移行し、外側の繊維にかかるピーク歪みが軽減されることがよくあります。また、これにより亀裂が材料の感度に起因するもの(トン数を下げても亀裂が入る)なのか、セットアップに起因するものなのかが判明します。.
スプリングバック(弾性回復)の補正は、多くの人が見落とす2つ目の重要なポイントです。90°を目指す場合、軟鋼では弾性回復後に目的の角度になるよう、約88°(約2°のオーバーベンド)まで曲げる必要があることがよくあります。これは、職業訓練やNIMS(全米金属加工技能標準)スタイルのトレーニングで扱われる基本的な冶金学の数値と一致します。オペレーターが狭いVダイで深く押し込むことで最終的な角度を「追い込もう」とすると、すぐには現れない亀裂が生じることがあります。特に残留応力が曲げ線に集中する特定のステンレス鋼種では、部品が冷えたり放置されたりした後に微細な亀裂が開くことがあります。曲げて、検査し、少し待ってから再度検査するというシンプルな2段階のスクラップテストを行えば、生産上のトラブルになる前にこれを発見できます。.
長尺部品がバナナのように反る場合、それは曲げ力が全長にわたって均等に分散されていないことを機械が示しています。約48インチ(約122cm)を超えると、ラムとベッドのたわみが大きな要因となります。高荷重下(例えば合計約50トン)では、クラウニングが作動していない、または適切に調整されていない場合、0.010〜0.020インチ(約0.25〜0.5mm)のたわみが生じるのが一般的です。その結果、中央部と端部で曲げ角度が異なり、部品がその不一致を「反り」として報告することになります。.
材料の変数を排除する迅速な診断方法は、ほぼゼロのトン数で長尺の真っ直ぐなバーやテストピースを使って空運転することです。端部が中央に対して1/16インチ(約1.6mm)以上「浮く」場合は、材料の不均一ではなく、アライメントやたわみの問題です。その場合の解決策はクラウニングです。自動クラウニングを有効にするか、油圧式または機械式のクラウニングを調整して中央に数千分の1インチ(例:+0.005インチ)加えることで、端から端まで曲げ角度を一致させることができます。.
すべてのバナナ状の反りがクラウニングの問題とは限りません。バックゲージの摩耗やフィンガー高さの不一致により、端部が約0.015インチ(約0.38mm)先に接触し、実質的にセットアップをねじ曲げて反った結果を生むことがあります。シックネスゲージでバックゲージのフィンガーを水平にするか、わずかなテーパー停止(0.010インチの漸進的なバイアス)をプログラムすることで、たわみのように見えて実際には基準の不一致である「謎の反り」を解消できます。.
現場で重要な現実: 「オペレーターが原因」とされる反りの多くは、実際には繰り返しのサイクルによるY軸のドリフトに起因しています。Y軸のゼロ点をダイヤルゲージで定期的に(例えば長時間の稼働中に50個ごとなど)リセットするのは原始的ですが、機械に高精度のクローズドループ補正機能がない場合には効果的です。.
ひどいダイマークは角度の問題ではなく、表面接触の問題です。研磨された304ステンレス鋼は、標準的なVダイツールを使用してチャート通りの最大トン数で加工すると、深さ約0.003〜0.005インチ(約0.07〜0.13mm)の傷が付くことがあります。通常、その原因はボトミングやコイニングの圧力、あるいはダイの開口部が狭すぎて接触圧力が狭い線に集中することにあります。.
現場での2つの解決策でほとんどのケースが解決します。第一に、圧力を下げることです。エアベンドでは、チャートトン数の約70%で運転しても、オーバーベンドで補正することで目的の角度を得られることがよくあります。そのトレードオフ(力は小さく、スプリングバック補正はより意図的に行う)により、工場全体から見える「Vの影」が解消されることがよくあります。第二に、犠牲となるバリアを追加することです。Vダイに0.004インチ(約0.1mm)のポリエチレン(PE)保護フィルムを敷くことで、外観部品に対してほぼ傷のない仕上がりを実現できます。.
フィルムには独自の物理特性があります。約0.002インチ(約0.05mm)の干渉が加わるため、曲げ不足を避けるためにパンチの深さを約0.001インチ(約0.025mm)増やす必要があるかもしれません。フィルムの摩耗は消耗品として扱ってください。大量生産の場合、数百ストローク(記録に基づくと約500回が実用的)ごとに交換することで、加工中に「ランダムな」傷が再発するのを防ぐことができます。.
試すべきテクニック: トン数チャートを最大荷重を使ってよいという許可証のように扱うのはやめましょう。多くの記事では「トン数を計算し、それを適用せよ」と示唆されています。外観部品や亀裂が生じやすい作業では、その習慣を逆にしてください。安定したエアベンドができる最小トン数(チャートの60〜85%であることが多い)から始め、そこにクラウニングや角度補正を加えます。もし欠陥がすぐに改善されれば、工具や材料を変えることなく、圧力による不具合モードであることを確認できたことになります。また、力任せの深さ調整ではなく、制御されたオーバーベンドで角度を調整する選択肢を残すことができます。.
ほとんどのシャットダウンのアドバイスは「電源を切って、掃除する」に集約されます。真の危険は 蓄積されたエネルギーです。油圧、ラムの重量、残留電荷、あるいは半分しかクランプされていないダイなどです。一見「オフ」に見えるプレスブレーキでも、指を潰したり工具を台無しにしたりするのに十分な力で動く可能性があります。シャットダウンは単なる安全対策ではなく、シールの損傷を防ぎ、朝のセットアップ時間を短縮し、アライメントを保護することで、次のシフトがトラブルシューティングではなく安定した曲げ作業を行えるようにするためのものです。.
油圧プレスブレーキをラムに荷重をかけたまま一晩放置すると、シールやバルブに継続的な圧力がかかります。その絶え間ないストレスがシールの摩耗を早め、再始動時に漏れや深刻な故障が発生する可能性を高めます。直感に反するかもしれませんが、過負荷センサーやリリーフバルブがあるからといってこれが「安全」なわけではありません。機械が停止している間にゆっくりと圧力が抜け、始動時に残留力が急上昇する可能性があります。これは、単純なオペレーターのミスよりも速く部品を破損させる種類の衝撃です。.
シャットダウンとは、単に動きを止めることではなく、荷重を取り除くことを意味します。. メーカーの指定に従い、ラムを安定した支持位置まで下げ、エネルギー源を完全に遮断してください。油圧機械では、いかなるアイドル期間や工具交換もロックアウト/タグアウト(LOTO)状況として扱ってください。機械が予期せず作動したり落下したりしないよう、電源を遮断してロックしてください。油圧ラムはバルブの漏れや重力によってドリフトする可能性があるため、これは重要です。「動いていない」という思い込みが、手を挟む事故につながります。ANSI B11.3では効果的な安全保護とエネルギー制御が求められており、サイクルを途中で中断することは安全な状態ではありません。.
メカニカルプレスブレーキには、蓄積された機械的エネルギーやブレーキ/クラッチの挙動といった特有のリスクが伴います。シャットダウン前にラムを下死点に停止させ、制御電源を切り、意図しない作動を防ぐのが一般的な慣行です。該当する場合はロックピンを使用するか、フットペダルを取り外して保管してください。下死点に置くことは予期せぬ下降の可能性を減らすのに役立ちますが、適切なエネルギー遮断の代わりにはなりません。.
長期のシャットダウン(2か月以上)の場合、油圧システムを放置しないでください。毎週20〜30分間、無負荷でポンプを運転し、オイルを循環させてシールを潤滑状態に保ってください。この単純な習慣が、ドライスタートによる損傷や、軽微なうちに漏れが発生するのを防ぐのに役立ちます。.
金型の取り外し作業は、「シフト終了時の近道」が次のシフトの遅延や怪我につながる場面です。最も安全な手順は、金型スペースに手を入れず、予期せぬサイクル動作を防ぐことです。両手操作ボタンを使用して、金型に強く接触させない程度にラムを下降させ、クランプを緩めて金型をスライドさせる前にオペレーターキーをオフにします。この「キーをオフにする」という手順は重要です。再起動時に誰かがペダルに触れたり、制御状態が作動可能なままになっていたりすると、残留電力や制御ロジックによって「ゴーストサイクル(誤作動)」が引き起こされる可能性があるからです。「ラム下降+キー抜き取り」を標準化している工場では、こうした再起動時のトラブルが劇的に減少しており、操作盤にシンプルなラベルを貼ることは、どんな講義よりも早く新しいオペレーターを教育できます。.
記憶が新しいうちに点検しましょう。. パンチやダイのひび割れ、欠け、マッシュルーム状の変形は、次のシフトで詰まりが発生する一般的な原因です。これらは負荷がかかると位置がずれ、アライメントを狂わせ、板材の挙動を予測不能にするためです。今すぐ目視で確認しておくことは、材料やスケジュールのプレッシャーがピークに達している稼働中に損傷を発見するよりもはるかに価値があります。.
整理整頓は、5分で済む段取りと、20分かかる探し物との違いを生みます。ダイはV開口サイズとパンチ半径ごとにラベルを貼ったラックに保管してください。経験則として、多くの曲げ加工は板厚の約8倍のV開口で良好な結果が得られますが、ラックのラベルは工場の実際の基準を反映させる必要があります。そうしなければ、次のオペレーターが誤ったV開口で「とりあえず加工」してしまい、曲げ角度のばらつきが生じることになります。2か月以上の休止期間がある場合は、金型をVCI(気化性防錆剤)紙などで包み、エッジを保護してください。作業面に錆が発生すると、曲げの安定性が損なわれ、摩耗が早まります。.
プレスブレーキが警告なしに故障することは稀であり、警告が記録されなかった後に故障が発生します。オペレーター日誌は、「何かがおかしい」という感覚と、ダウンタイムが深刻化する前のメンテナンス修理とをつなぐ架け橋です。異常が発生した場合は、すぐに具体的な言葉で記録してください。「下降時に約80%のトン数で高音の鳴きがある」、「リリース後、ラムが約2秒間惰性で動く」、「左側付近の下死点でガタつきがある」などです。詳細な情報は、技術者が推測ではなく、その状況を再現して修理することを可能にします。.
操作を解除したときにラムがすぐに停止しない場合は、緊急事態として扱ってください。. 惰性動作はブレーキの摩耗や制御の問題を示唆しており、次の稼働前に報告・修正する必要があります。シフト終了時のチェックでは、安全装置の応答も確認してください。ライトカーテンセンサーを遮断して(ラムが即座に停止することを確認)、すべてのオペレーター位置から非常停止ボタンをテストします。反応が鈍い場合は、油圧シールの摩耗や制御システムの劣化の兆候である可能性があり、まさに「奇妙なガタつき」を「ラムの大規模なオーバーホール」に変えてしまうような問題です。.
シンプルな表を作成することで、日誌は実用的で実行可能なものになります:
| 異音の種類 | 考えられる原因 | 記録と対策 |
|---|---|---|
| 下降時の鳴き | 油圧キャビテーション | オイルレベルを確認し、無負荷サイクルを実行する |
| リリース後の惰性動作 | ブレーキの摩耗 | 次の運転の前に、監督者にブレーキを調整してもらってください |
| 底面での異音(ガタつき) | 金型の芯ずれ | 軽い圧力をかけて再セットし、クランプを再確認してください |
季節的な長期停止期間には、基準となる油面レベルとブリーザーの状態(乾燥度/汚染度)を記録してください。週に一度の無負荷循環と併せて、これらの記録はほとんどのシールやキャビテーションの問題を早期に発見するのに役立ちます。デュアルオペレーターモードでは、制御タイミングの問題も記録してください。ペダルやパームボタンのいずれかに遅延があると、ブレーキの問題が進行していても隠れてしまい、単独シフトになった際に深刻な事態として露呈する可能性があります。.


















