

Puoi azzeccare l'angolo e perdere comunque il lavoro alla primissima piega, perché l'errore che ferisce le persone di solito accade prima prima ancora che il metallo raggiunga la matrice. La maggior parte degli incidenti (e la maggior parte degli “scarti misteriosi”) inizia con un comando non testato, una mano che finisce in una zona vietata o una trappola lasciata silenziosamente dal turno precedente. Questo ripristino di 60 secondi colma questa lacuna: è abbastanza rapido da essere eseguito a ogni configurazione e abbastanza rigoroso da tenerti lontano dal registro degli incidenti.
Individua l'arresto di emergenza (E-stop) prima con gli occhi, poi con la mano: non dare per scontato che te ne “ricorderai” nel panico. Le presse piegatrici variano: il pulsante può trovarsi sulla pulsantiera, sul telaio o su entrambi. Se la protezione attorno ad esso è incrinata, trattalo come un difetto, non come un danno estetico.
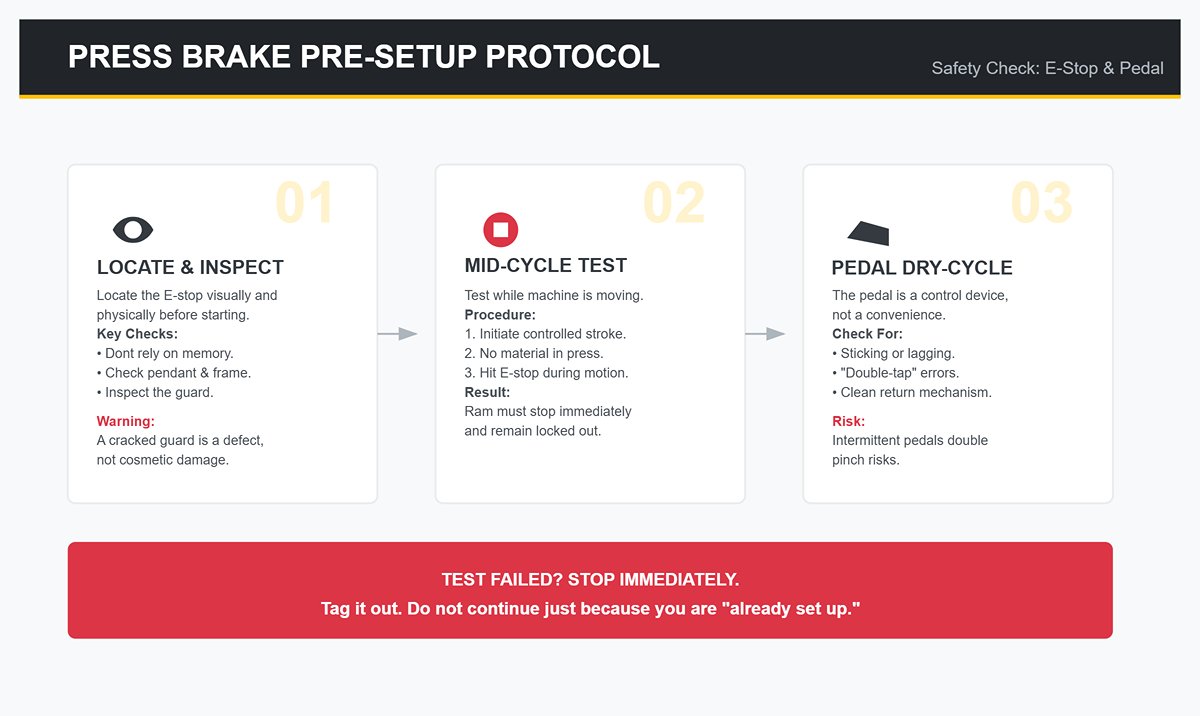
Testa l'arresto di emergenza mentre la macchina è in movimento. In molte officine, lo standard minimo è un test di arresto a metà ciclo: avvia una corsa controllata (senza materiale) e premi l'arresto di emergenza mentre il pistone è in movimento. Il pistone dovrebbe fermarsi immediatamente e rimanere bloccato fino al ripristino. I sindacati e le compagnie assicurative citano costantemente i comandi non testati come una delle principali cause di reclami: gli operatori saltano questo passaggio perché “sembra ridondante”, fino a quando una valvola bloccata o un guasto al cablaggio lo rendono dolorosamente rilevante.
Esegui un ciclo a vuoto del pedale. Un pedale è un dispositivo di controllo, non una comodità. Prima di impostare gli utensili o allineare un pezzo, esegui un ciclo a vuoto della macchina per confermare che il pedale ritorni correttamente e non si blocchi, non ritardi o non faccia un “doppio scatto”. I programmi di apprendistato in stile tedesco arrivano persino a simulare guasti al pedale morto sulle valvole idrauliche per un motivo: un pedale intermittente raddoppia il rischio di schiacciamento perché istintivamente allungherai la mano per “aggiustare” quello che pensi sia un problema di posizionamento.
Se uno dei due test fallisce, fermati. Applica il cartellino di blocco. Il modo più veloce per diventare il monito dell'officina è continuare a lavorare perché sei “già configurato”.”
Il pericolo di una pressa piegatrice non è teorico: è largo solo pochi centimetri ed è esattamente dove le tue mani vogliono stare naturalmente. Un punto di schiacciamento è qualsiasi punto in cui una superficie mobile (pistone/utensile) si avvicina a una superficie fissa (matrice/banco/registro posteriore), creando una zona di schiacciamento.
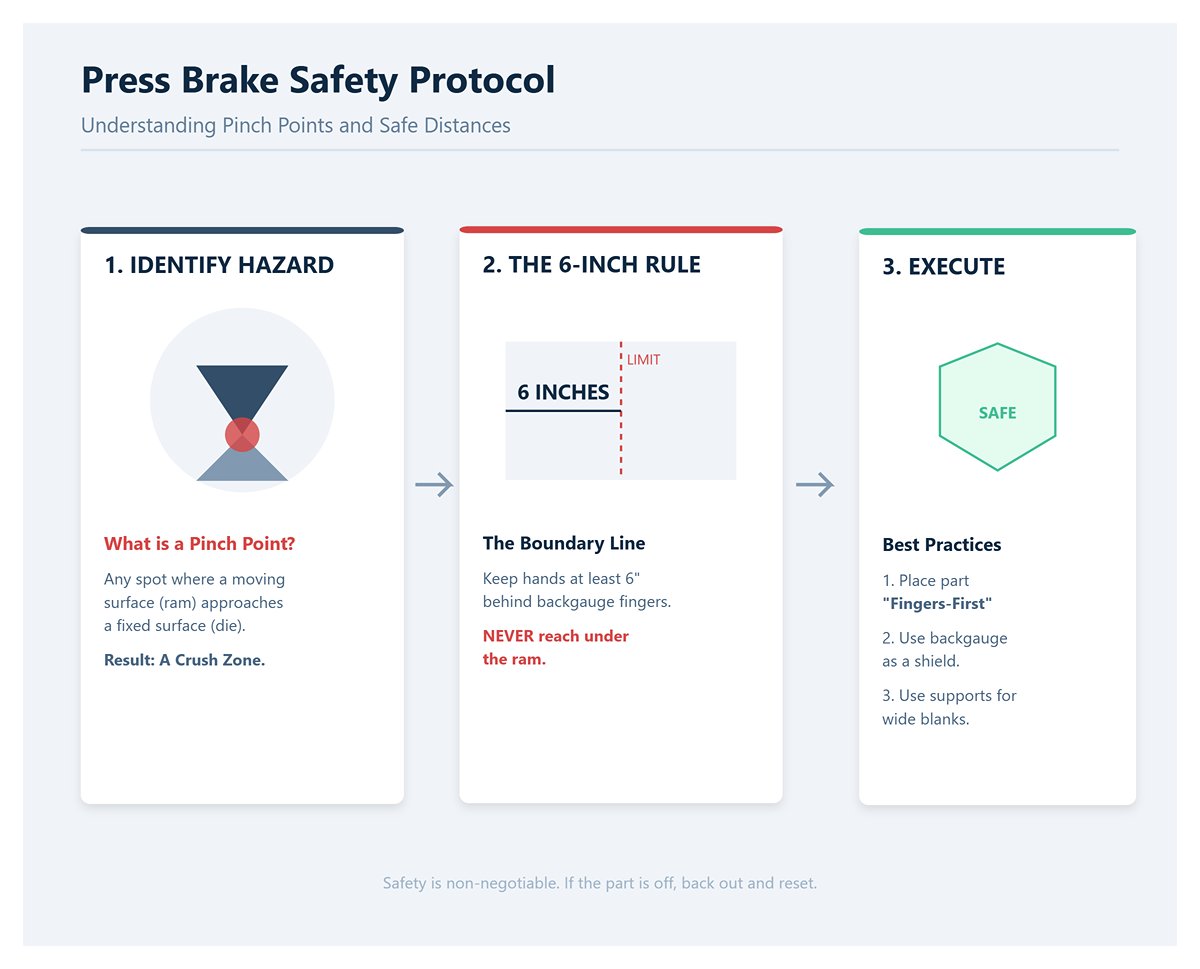
La regola nei laboratori di certificazione in stile NIMS è semplice e diretta: tieni le mani ad almeno 6 pollici (circa 15 cm) dietro le dita del registro posteriore durante l'avvicinamento. Quelle dita (i piccoli fermi contro cui spingi il pezzo) non sono maniglie: sono la tua linea di confine. Lascia che la punta delle tue dita le superi e ti troverai nella zona in cui una corsa a sorpresa, un pedale urtato o un guasto al controllo possono cambiarti la vita in un istante.
Non raggiungere mai la zona sotto il pistone o tra gli utensili, mai. Non per “dare un colpetto” a una flangia. Non per “afferrare” un pezzo che scivola. Se il pezzo è fuori posizione, torna indietro, riposizionalo e riavvicinati.
I controlli nelle officine reali rilevano costantemente che un posizionamento errato prima della piegatura è responsabile di gran parte degli scarti. La soluzione è poco appariscente ma affidabile: posizionare il pezzo “prima con le dita”.” Appoggiare la lamiera contro il registro posteriore tenendo le mani dietro quella linea, lasciare che il registro funga da scudo e solo allora avviare la corsa.
Se è necessario sostenere un pezzo largo, utilizzare supporti adeguati o una seconda persona: non usare gli avambracci come attrezzatura per la movimentazione dei materiali.
“Il ”colpo di frusta" è il rimbalzo/scatto della lamiera mentre si forma la piega, specialmente nella piegatura in aria, dove il punzone non arriva a fondo corsa nella matrice. Quell'energia accumulata può far scattare una lamiera da 14 gauge verso l'alto di alcuni centimetri, abbastanza velocemente da colpire mascella, gola o occhiali protettivi. Il rischio aumenta con pezzi stretti, flange corte e materiali elastici.
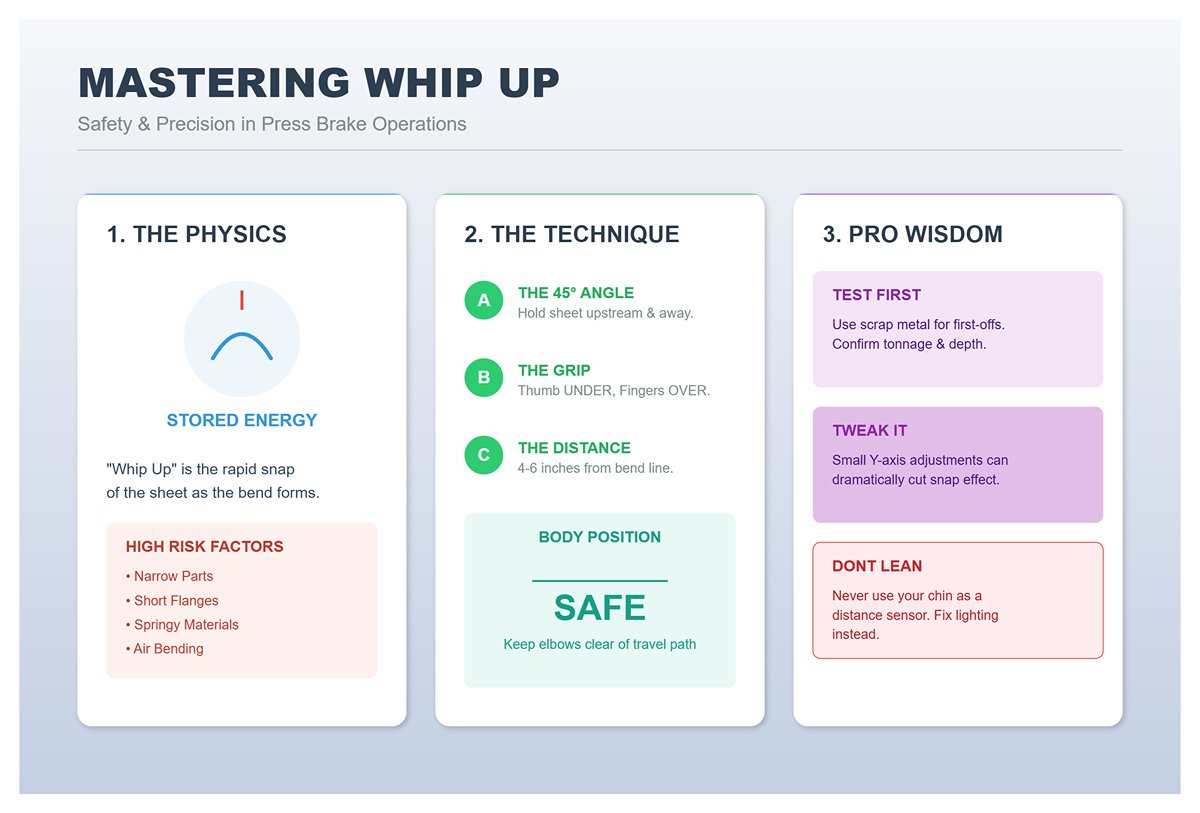
La presa e la postura contano più della forza muscolare. Avvicinarsi con la lamiera tenuta a circa un angolo di 45 gradi verso l'alto—leggermente sollevata e lontana dall'attrezzatura. Mettere il pollice sotto il bordo, le dita sopra e mantenere la presa a 10–15 cm dalla linea di piegatura: abbastanza vicino da controllare la rotazione, abbastanza lontano da rimanere fuori dalla zona di schiacciamento. Tenere i gomiti liberi dal percorso di movimento in modo che la lamiera possa ruotare senza colpire il viso.
Quando l'attrezzaggio è nuovo, o il materiale cambia, controllare la prima piegatura con un pezzo di scarto. Le officine che spostano il personale al lavoro con la pressa piegatrice dal laser, dalla saldatura o dall'assemblaggio spesso imparano che la differenza tra un “premitore di pedale” e un operatore indipendente è questa abitudine: eseguire i primi pezzi su metallo di scarto per confermare tonnellaggio, profondità (asse Y) e ritorno elastico previsto.
Una piccola modifica può ridurre notevolmente il colpo di frusta. I laboratori professionali dimostrano regolarmente che impostare un raggio/profondità leggermente diverso (ad esempio, una modesta regolazione dell'asse Y durante una piegatura in aria) può ridurre drasticamente l'effetto di scatto.
Non sporgersi sul pezzo “per vedere meglio”. Se serve una visuale più chiara, migliorare l'illuminazione, riposizionare la pulsantiera o scegliere una linea di visuale sicura, non usare il mento come sensore di distanza.
La maggior parte dei guasti “a sorpresa” sono ereditati. Una rapida scansione individuerà le trappole che rovinano gli attrezzaggi e feriscono le persone; le officine che monitorano questi problemi li collegano regolarmente a decine di migliaia di euro l'anno in tempo perso. Prendi 12 secondi e controlla questi punti prima di eseguire il primo pezzo reale:
Ecco perché la formazione strutturata funziona: i nuovi operatori possono diventare rapidamente operativi sulle presse piegatrici CNC, ma gli operatori che lavorano in sicurezza adottano l'abitudine di controllare prima della piegatura ed eseguire test sugli scarti. Sessanta secondi sono un costo irrisorio. L'alternativa è spiegare a un supervisore — e a un medico — perché ti sei fidato dell'attrezzaggio del turno precedente più che dei tuoi occhi.
La maggior parte dei danni alle presse piegatrici non deriva da un “tonnellaggio eccessivo”. Deriva da presupposti errati. Dare per scontato che la lamiera sia dello spessore che pensi; dare per scontato che la matrice a V sia “abbastanza vicina”; dare per scontato che il punzone sia in sede perché “sembra dritto”; dare per scontato che il registro posteriore sia corretto perché lo schermo corrisponde al disegno. Questi presupposti trasformano un processo di formatura controllato in una leva — e le leve rompono utensili, sistemi di bombatura e reputazioni.
Considera questo rituale come il ponte tra “la macchina può muoversi in sicurezza” e “la macchina può produrre pezzi buoni senza distruggersi lentamente”.”
“Il ”calibro“ (gauge) non è una misura, è un'etichetta, e varia in base al tipo di materiale e al fornitore. Aggiungi le tolleranze di laminazione, i rivestimenti e gli sfridi misti, e ”sembra da 14 ga" si trasforma in una stima costosa. Una variazione di pochi millesimi nello spessore sposta la detrazione di piega, il raggio interno e, soprattutto, il tonnellaggio richiesto. È così che gli operatori finiscono per inseguire l'angolo regolando la profondità, penetrando eccessivamente nella matrice e dando la colpa al ritorno elastico per quello che in realtà è un problema di spessore.
Verifica lo spessore con un micrometro o un calibro in più punti della lamiera (bordo e centro, se possibile). Registra lo spessore effettivo, non il calibro nominale. Conferma anche il grado del materiale: l'acciaio dolce A36, l'acciaio inossidabile 304 e l'alluminio 5052 possono avere lo stesso spessore ma comportarsi in modo molto diverso sia nel ritorno elastico che nella forza di formatura richiesta.
Non è una questione accademica. Gli operatori che ignorano i fondamenti del materiale sprecano scarti inseguendo le variazioni del ritorno elastico; le officine che investono nella lettura dei disegni e nella matematica di base dell'officina riducono in modo affidabile questi fallimenti dovuti a “angoli misteriosi” perché smettono di trattare lo spessore e il grado come una questione di intuito. I programmi di formazione che portano i nuovi assunti oltre il semplice “produci un sacco di pezzi” si concentrano esattamente su questa disciplina, perché previene il ciclo di rilavorazione che distrugge la produttività.
Una tecnica da provare: scrivi lo “spessore effettivo” e il “tipo di materiale” sulla scheda di lavorazione prima di toccare gli utensili. Quella singola riga impedisce che la bugia più comune sull'attrezzaggio si diffonda silenziosamente durante il turno.
L'apertura della matrice a V (la larghezza dell'imboccatura della matrice) è il braccio di leva della piega. Se è troppo piccola, il tonnellaggio aumenta, il raggio interno si restringe e inizi a schiacciare le spalle della matrice e a sovraccaricare la macchina. Se è troppo grande, il controllo dell'angolo diventa impreciso, il raggio interno aumenta e le lunghezze delle flange variano, specialmente sui lati corti.
Per la piegatura in aria (l'impostazione predefinita sulla maggior parte delle moderne presse piegatrici CNC), il punto di partenza più sicuro è la regola “8× lo spessore”: scegli un'apertura a V circa otto volte lo spessore del materiale. Non è magia, è un compromesso collaudato che mantiene il tonnellaggio in un intervallo ragionevole, fornendo al contempo un raggio interno prevedibile e una risposta angolare stabile per i materiali comuni. Su lamiere sottili, potresti passare a 6× per un raggio più stretto; su lamiere spesse, potrebbero essere necessari 10×–12× per rimanere entro i limiti di tonnellaggio. Ma se non hai un motivo specifico per deviare, 8× è la regola da seguire.
Perché è importante per la vita della macchina: il tonnellaggio non si distribuisce in modo uniforme. Una V stretta concentra la forza in aree di contatto più piccole, aumentando la pressione sulle spalle e accelerando l'usura. Gli operatori spesso cercano di “correggere” una scelta errata della V spingendo il pistone più a fondo. Ciò spinge il picco di tonnellaggio esattamente dove meno lo si desidera, ovvero vicino alla fine della corsa, trasformando un errore di configurazione in un guasto meccanico.
La formazione strutturata e le certificazioni (NIMS, FMA e programmi per operatori OEM) tornano costantemente su questo punto perché è misurabile e ripetibile: scegli la matrice a V corretta ed eviterai una catena di “ritocchi” a valle che in realtà sono solo compensazioni per una geometria errata. Le officine che eseguono quattro configurazioni al giorno lo percepiscono immediatamente; la scelta errata della matrice non comporta solo lo scarto dei pezzi, ma trascina i tempi di configurazione verso la soglia dei 60 minuti e brucia silenziosamente decine di migliaia di dollari all'anno in capacità produttiva persa.
Una pressa piegatrice non è un martello, è un sistema di allineamento di precisione. L'attrezzatura deve essere alloggiata in modo che il punzone e la matrice siano coassiali (condividano la stessa linea centrale) e completamente supportati dalle superfici di bloccaggio. Il disallineamento crea carichi laterali che scheggiano i punzoni, danneggiano le spalle della matrice e possono persino spostare l'attrezzatura sezionale dalla sua posizione.
La pulizia viene prima di tutto. Pulisci il banco, i morsetti e i codoli dell'attrezzatura. Un truciolo intrappolato sotto una sezione della matrice diventa un punto di rotazione, costringendo il punzone a “cercare” la matrice sotto carico, solitamente graffiando un lato.
Quindi usa una pressione leggera per alloggiare gli utensili e confermare l'allineamento prima di applicare il pieno tonnellaggio:
Questa fase di “contatto leggero” previene un classico errore da principiante: scoprire il disallineamento solo dopo aver già raggiunto il tonnellaggio di produzione. Gli istruttori di presse piegatrici spesso fanno sì che i nuovi operatori “giocherellino con i pollici” durante le configurazioni all'inizio, perché osservare un operatore esperto eseguire questo alloggiamento a bassa pressione insegna la differenza tra “installato” e “allineato”. È anche il motivo per cui la certificazione OEM durante la messa in servizio è importante: le abitudini che proteggono la macchina sono le stesse che rendono veloci le configurazioni.
La precisione del registro posteriore non è un numero su uno schermo; è una relazione fisica tra la lamiera e le dita/i fermi del registro. Un registro posteriore che è squadrato, parallelo e a contatto costante produce lunghezze di flangia costanti. Un registro posteriore che è solo “vicino” produce pezzi che misurano bene un minuto e si discostano quello successivo, specialmente quando gli operatori iniziano a “valutare a occhio” il posizionamento per compensare.
Imposta la posizione programmata del registro, quindi verifica il contatto e la squadratura al tatto:
Ecco perché “eseguire centinaia di pezzi” è un cattivo insegnante. I nuovi operatori possono eseguire pieghe in un giorno su moderne presse CNC, ma un controllo costante della flangia deriva da abitudini disciplinate di configurazione e misurazione: le competenze che rendono qualcuno indipendente in settimane anziché in mesi. Le officine che legano l'avanzamento salariale a competenze verificabili come la calibrazione del registro posteriore e la compensazione del ritorno elastico non sono burocratiche; stanno proteggendo la produttività e la macchina.
La maggior parte dei guasti alle presse piegatrici attribuiti a “errore dell'operatore” sono in realtà errori di calcolo, solitamente un picco di tonnellaggio imprevisto causato da una matrice a V errata. Alla macchina non interessa che il certificato indichi “acciaio dolce” o che il pezzo “sembri sottile”. Essa reagisce alla lunghezza della piega, allo spessore, all'apertura della matrice e alla resistenza del materiale, e si sovraccaricherà in modo prevedibile quando uno qualsiasi di questi input è errato.
Una tecnica da provare: Tratta il tonnellaggio come una variabile controllata, non come un effetto collaterale. Stabilisci come regola d'officina che ogni nuova attrezzatura inizi con una stima del tonnellaggio basata su tabella (o formula), seguita da un breve colpo di prova a pressione ridotta con un aumento programmato fino al tonnellaggio pieno. Questa singola abitudine rileva la maggior parte delle condizioni di sovraccarico prima che si manifestino come bombatura del banco, utensili incrinati o un ciclo idraulico che si blocca.
Le tabelle delle forze esistono per evitare di tirare a indovinare. La maggior parte è costruita attorno alla piegatura in aria (il punzone non porta la lamiera a fondo matrice; l'angolo deriva dalla profondità di penetrazione), presuppone una lunghezza di piegatura di 1 metro, e utilizza acciaio dolce con una resistenza alla trazione di circa 450 N/mm². Solitamente riportano la forza come kN per metro (o tonnellate per piede/metro).
Usa la tabella come un insieme di coordinate: trova lo spessore del materiale su un asse, l'apertura a V sull'altro e leggi la forza nel punto in cui si intersecano. Quindi adattala alla tua lunghezza di piegatura effettiva.
Esempio: un valore tipico da tabella per acciaio dolce da 4 mm in una matrice a V da 32 mm (la classica scelta “8× spessore”) è di circa 330 kN per metro. Per una 2,5 m piega, moltiplica: 330 × 2,5 = 825 kN, o circa 83 tonnellate metriche. Questa non è l'impostazione della tua macchina, è il tuo carico stimato.
Due regolazioni mantengono attendibile la tabella:
Fattore materiale. L'acciaio inossidabile spesso richiede ~1,4× la forza dell'acciaio dolce; l'alluminio può essere più vicino a ~0,7×. Se la tua tabella si basa sull'acciaio dolce e stai piegando acciaio inox 304, applica quel moltiplicatore prima di dare per scontato di essere al sicuro.
Buffer di capacità. Le tabelle presuppongono condizioni ideali: attrezzatura pulita, lubrificazione stabile, allineamento corretto e lamiera uniforme. Aggiungi un buffer per il mondo reale (spesso ~20%) in modo che le normali variazioni non ti spingano al sovraccarico durante la produzione.
Trucco rapido per la tabella (molte officine se lo perdono): se sei indeciso tra due aperture a V, inizia con la V più larga, non quella più stretta. Riduce drasticamente la forza ed è molto più facile stringere un raggio in seguito che rimediare a un evento di sovraccarico.
Il modo più rapido per superare il tonnellaggio di una pressa piegatrice è scegliere un'apertura a V troppo stretta per lo spessore del materiale. Molte officine memorizzano “8× lo spessore” come regola empirica, per poi infrangerla quando desiderano un raggio interno più stretto. Il problema è che la relazione di forza non è lineare:aumenta rapidamente man mano che la V diventa più piccola.
Anche una stima di base della piegatura in aria mostra il modello: la forza scala con lo spessore² ed è inversamente proporzionale alla apertura a V. Dimezza la V e raddoppierai approssimativamente la forza; nella realtà — contatto dell'utensile, attrito e variazioni di configurazione — l'aumento può sembrare ancora più drastico.
Ecco un esempio realistico in stile tabella: acciaio dolce da 4 mm in una V da 32 mm potrebbe richiedere circa 330 kN/m. Scendi a una V da 16 mm, e il carico può salire a ~1320 kN/m— circa 4 volte. Questo è il “picco di tonnellaggio”: la configurazione sembra quasi la stessa, ma la macchina sta subendo un carico completamente diverso.
La trappola più grande: molti lavori cambiano accidentalmente i processi. La piegatura in aria è il tuo punto di riferimento. Appoggio completo (spingere la lamiera più in profondità nella matrice per “bloccare” l'angolo) può richiedere circa 4 volte il tonnellaggio della piegatura in aria, e calandratura a penetrazione totale (coining) può raggiungere circa 10 volte. Se “dai solo un colpetto” per migliorare la ripetibilità dell'angolo senza ricalcolare, è facile superare la portata della pressa piegatrice anche quando la tabella sembrava sicura.
Questa rapida tabella dei rischi per acciaio dolce da 4 mm, piega da 1 m mostra quanto velocemente aumenta il pericolo:
Se hai bisogno di un raggio interno più stretto, la mossa più sicura è solitamente cambiare attrezzatura (scelta di un punzone con raggio maggiore, piegatura a stadi o un piano di coniatura controllata) piuttosto che ridurre la V sperando che vada tutto bene.
| Sezione | Punti chiave | Esempio / Note |
|---|---|---|
| Cosa succede quando scegli una matrice a V troppo piccola (il rischio di “picco di tonnellaggio”) | Scegliere un'apertura a V troppo stretta per lo spessore del materiale è uno dei modi più rapidi per superare il tonnellaggio della pressa piegatrice. Molte officine usano la regola empirica dell“”8× spessore", ma possono infrangerla per cercare un raggio interno più stretto. L'aumento della forza non è lineare; cresce rapidamente man mano che la V diventa più piccola. | Il rischio aumenta drasticamente quando si riduce l'apertura a V. |
| Relazione di base della piegatura in aria | La forza scala con lo spessore² ed è inversamente proporzionale all'apertura a V. Dimezzare la V raddoppia approssimativamente la forza (e nella pratica può sembrare peggio a causa del contatto dell'utensile, dell'attrito e della variazione del setup). | V più piccola → carico più elevato; l'aumento dello spessore ha un effetto ancora più forte (al quadrato). |
| Esempio di picco di tonnellaggio in stile grafico | Un setup può sembrare simile mentre il carico della macchina cambia drasticamente. | Acciaio dolce da 4 mm: 32 mm V ≈ 330 kN/m; 16 mm V ≈ 1320 kN/m (~4×). |
| Trappola nascosta: cambiare il processo di formatura | I lavori possono passare involontariamente dalla piegatura in aria al fondo corsa o alla coniatura. Il fondo corsa può richiedere circa 4 volte il tonnellaggio della piegatura in aria; la coniatura può arrivare fino a 10 volte. “Dargli solo un colpetto” per la ripetibilità senza ricalcolare può superare la portata della macchina, anche se le tabelle sembravano sicure. | Piegatura in aria = base; fondo corsa ≈ 4×; coniatura ≈ 10×. |
| Tabella rapida dei rischi (acciaio dolce da 4 mm, piega da 1 m) | Mostra come il pericolo aumenta man mano che l'apertura a V si restringe rispetto allo spessore. | 12× (V da 64 mm): carico basso, molto tollerante; 8× (V da 32 mm): carico standard, gestibile con margine; 6× (V da 24 mm): carico elevato: attenzione ai limiti di deflessione e lunghezza; 4× (16 mm V): critico: territorio classico di picco di tonnellaggio, alto rischio di guasto. |
| Approccio più sicuro per un raggio interno più stretto | Preferire metodi alternativi rispetto al restringimento della V e alla speranza: attrezzature diverse, formatura a stadi o un piano di fondo corsa controllato. | Utilizzare un punzone a raggio maggiore, formatura a stadi o fondo corsa pianificato invece di ridurre troppo l'apertura a V. |
Un sovraccarico di solito non inizia con un botto. Più spesso, si manifesta come sintomi meccanici costanti, specialmente su pieghe lunghe, dove il banco e il pistone sono sottoposti alla maggiore leva.
Deflessione (inarcamento del banco/pistone). Un tonnellaggio elevato su lunghe distanze può far inarcare il banco e il pistone, lasciandoti con un angolo diverso al centro rispetto alle estremità. Se noti una variazione dell'angolo lungo la linea di piegatura che non era presente nelle prove leggere, sospetta una deflessione. Un controllo rapido consiste nell'eseguire una breve prova su materiale di scarto e misurare la coerenza dell'angolo da un'estremità all'altra; quando è incoerente, la causa principale è spesso legata al carico prima che all'attrezzatura.
Ciclo lento ed esitazione. Se il pistone rallenta a metà corsa, o se la macchina impiega improvvisamente più tempo per raggiungere la profondità, il sistema idraulico potrebbe funzionare vicino alla pressione di scarico. Questo accade spesso quando l'ipotesi di “acciaio dolce” è errata (si sta effettivamente piegando materiale ad alta resistenza o acciaio inossidabile), o quando l'attrito aumenta a causa di attrezzature sporche o grippate.
Stallo o scorrimento (fermarsi immediatamente). Un cambiamento nel tono della pompa con poco movimento del pistone, uno stallo vicino alla fine della corsa o lo scorrimento/arretramento dell'asse tra i cicli sono tutti segnali di allarme importanti. Questi segni indicano che la macchina è al limite o oltre il suo tonnellaggio utilizzabile per questa configurazione. Continuare comporta il rischio di sollecitazioni al telaio, guarnizioni bruciate e rottura dell'attrezzatura, spesso il costo “nascosto” più costoso della scelta della V sbagliata.
Controllo rapido di sovraccarico (60 secondi): Azionare il pistone senza carico per confermare la velocità e il suono normali; eseguire una piega di prova a pressione ridotta su uno scarto; ascoltare se ci sono sforzi e osservare eventuali esitazioni; quindi controllare l'uniformità dell'angolo da un'estremità all'altra. Se qualcosa peggiora all'aumentare della pressione, aprire la V (o accorciare la lunghezza della piega), ridurre la penetrazione target e ricalcolare prima di procedere.
Molti manuali per l'operatore descrivono la prima piega come una semplice azione binaria: premere il pedale e il pistone scende. Questa eccessiva semplificazione è una delle cause principali di danni agli utensili e angoli incoerenti nelle officine di fabbricazione. Il processo di piegatura vero e proprio non è un singolo movimento, ma una serie di pressioni e velocità controllate con precisione. Mentre la fase di impostazione si concentra sulla geometria, questa fase riguarda la fisica applicata. La macchina è ora attiva, il tonnellaggio è stato calcolato e il registro posteriore è impostato. La differenza tra un pezzo di scarto e un componente perfetto dipende da quanto efficacemente si gestiscono la discesa del pistone e il tempo di sosta.
L'abitudine più controintuitiva che i nuovi operatori devono adottare è rallentare il pistone appena prima che entri in contatto con il metallo. Sebbene i moderni sistemi idraulici consentano velocità di approccio rapide per massimizzare l'efficienza, mantenere la massima velocità fino al punto di contatto è un errore critico. Colpire il materiale alla massima velocità di discesa genera un “carico d'urto”, un fenomeno che può aumentare momentaneamente il tonnellaggio del 25-50% rispetto ai valori calcolati. Questo breve sovraccarico può flettere la punta del punzone, accelerare l'usura della matrice e introdurre variabili imprevedibili nell'angolo di piegatura finale.
Gli operatori che passano dall'operazione di base all'impostazione qualificata dovrebbero esercitarsi a ridurre la velocità di discesa del pistone al 20-30% entro gli ultimi 2,5-5 cm di corsa (spesso indicati come “punto di muting” sui controlli CNC). Questo approccio lento ha un duplice scopo. In primo luogo, elimina lo shock cinetico, garantendo che la forza applicata si allinei con la forza programmata. In secondo luogo, nelle operazioni di piegatura in aria, consente la conferma visiva che il materiale si stia posizionando correttamente nella matrice a V. Questo ingresso controllato è essenziale per ottenere risultati accurati.
Esercitazione pratica di precisione: È possibile dimostrare questo principio utilizzando materiale di scarto. Eseguire il ciclo del pistone a piena velocità cinque volte, osservando la quantità di “frusta” della lamiera. Quindi, rallentare l'approccio fino a quasi fermarsi appena prima del contatto e ripetere il processo. Misurare la varianza negli angoli di piegatura tra i due metodi. Di solito si scopre che la dispersione dell'angolo diminuisce da 3° a meno di 1° semplicemente controllando la velocità di ingresso. Questo feedback visivo è vitale per gestire il ritorno elastico; se il pistone si muove troppo velocemente, non è possibile osservare il materiale che si assesta prima che si ritragga, mascherando gli errori angolari finché il pezzo non è già stato scaricato.
Il Punto Morto Inferiore (PMI) si riferisce al punto esatto in cui il pistone della pressa piegatrice raggiunge la sua posizione più bassa e si ferma prima di ritrarsi. Nella piegatura in aria, questa profondità è ciò che determina in definitiva l'angolo finale. È un malinteso comune che la macchina sappia automaticamente come ottenere una piega a 90 gradi. In realtà, l'operatore deve impostare con precisione il PMI in base allo spessore del materiale e alla sua resistenza alla piegatura.
I nuovi operatori spesso valutano male questa profondità, facendo penetrare il punzone nella matrice a V di un eccessivo 10-15%. Questa azione involontaria può portare alla “coniazione” del materiale, causando potenzialmente crepe lungo il raggio esterno o danneggiando l'attrezzatura. L'obiettivo è identificare la profondità precisa necessaria per ottenere l'angolo target dopo che il materiale subisce il ritorno elastico. Ad esempio, quando si piega in aria acciaio dolce da 14 gauge, potrebbe essere necessaria una profondità di corsa di 11-12 mm per una piega a raggio standard, mentre ottenere un angolo acuto tramite la piegatura a fondo richiede una profondità minore di 6,5-8 mm.
Per impostare questo valore con precisione senza tirare a indovinare, utilizzare il test della “regola empirica”. Eseguire un ciclo a vuoto con il pistone al PMI calcolato, quindi posizionare uno spessimetro tra il punzone e la matrice. Per la piegatura in aria, questo spazio dovrebbe essere approssimativamente 0,85 volte lo spessore del materiale. Da questo punto di partenza, regolare con precisione la profondità dell'asse Y con incrementi di 0,1 mm finché la lamiera non entra in contatto senza deformarsi.
L'importanza del tempo di sosta: L'impostazione accurata della profondità è solo una parte del processo; la macchina deve anche essere programmata per la durata della sosta al PMI. Senza un tempo di sosta adeguato – mantenendo il pistone al PMI per 0,5-1 secondo – il ritorno elastico può ridurre l'angolo di 2-4 gradi sulle pieghe più lunghe. Questa breve pausa consente al materiale di stabilizzarsi. Tentare di forzare un angolo di 90 gradi spingendo il punzone più a fondo invece di tenerlo fermo più a lungo (che è coniazione) aumenta drasticamente i requisiti di tonnellaggio, sovraccaricando potenzialmente il pistone.
Una volta che il primissimo pezzo è stato piegato con successo, la macchina deve fermarsi per l'ispezione. Questo controllo del “primo pezzo” funge da guardiano cruciale per la redditività. Le officine che applicano un rigoroso protocollo di ispezione in questa fase vedono spesso i loro tassi di rendimento al primo passaggio migliorare dal 90% al 95%. Al contrario, circa l'80% di tutti i fallimenti nella produzione in serie può essere attribuito a un primo pezzo che appariva visivamente accettabile ma nascondeva sottili difetti geometrici.
L'ispezione visiva da sola è insufficiente. Le variazioni nella direzione della venatura possono causare la piegatura di due lamiere identiche con una differenza fino a 2 gradi se non misurate con precisione. Un'ispezione professionale del primo pezzo richiede l'uso di un goniometro digitale per misurare l'angolo di piegatura esterno (tolleranza di ±1°), calibri per verificare la lunghezza dei lati e un calibro di altezza per confermare il parallelismo.
La lista di controllo della "Dozzina Mortale":
Esegui questa scansione di 12 secondi su ogni primo pezzo prodotto. Se un qualsiasi punto non è conforme, non procedere con la produzione del lotto.
Gli operatori non addestrati mancano gli offset del registro posteriore in quasi il 73% dei primi pezzi, portando a una deriva angolare uniforme durante l'intera produzione. Validando immediatamente questi parametri, trasformi un pezzo di prova deformato da momento di panico a strumento diagnostico. Se l'angolo è aperto, regola la profondità del punto morto inferiore (BDC). Se le ali non sono uniformi, controlla la calibrazione del registro posteriore. Solo quando il primo pezzo supera questa lista di controllo può iniziare la produzione.
Le pieghe errate di solito non sono casuali: hanno uno schema. Il modo più rapido per diagnosticare il problema è smettere di modificare alla cieca profondità e velocità e identificare invece la “firma” dell'errore: ogni pezzo è fuori misura della stessa quantità? Varia lungo la lunghezza? L'angolo cambia dopo aver rilasciato il pedale (ritorno elastico)? O fogli apparentemente identici si comportano in modo diverso?
Esegui un controllo in tre fasi prima di toccare qualsiasi impostazione: piega tre pezzi di scarto dallo stesso foglio utilizzando lo stesso programma e attrezzatura, ed etichettali A/B/C nell'ordine in cui li hai realizzati. Misura la lunghezza della flangia e l'angolo su ciascuno. Se A, B e C corrispondono tra loro ma non al disegno, probabilmente hai un problema di riferimento o di ritorno elastico. Se non corrispondono tra loro, è più probabile che tu stia affrontando problemi di deflessione, orientamento incoerente del materiale o pressione/posizionamento di configurazione non costante.
Quando ogni flangia risulta costantemente lunga o corta della stessa quantità fissa (spesso 0,5–2 mm), inizia dal riferimento del registro posteriore. Il registro posteriore è il tuo riferimento di lunghezza: se le dita non sono effettivamente dove il controllo pensa che siano — o se il pezzo non è veramente appoggiato contro di esse — riprodurrai lo stesso errore perfettamente su ogni piega.
Cause più comuni:
Verifica rapida: Misurare la lunghezza della flangia su entrambe le estremità del pezzo. Se entrambe le estremità presentano lo stesso errore, il colpevole è probabilmente il riferimento del registro posteriore, non la bombatura e non la profondità del punzone.
Azione correttiva duratura: Stabilire una procedura ripetibile per il riferimento del registro posteriore. Azzerare il registro utilizzando uno standard noto (un distanziale rettificato o una barra verificata), quindi eseguire tre avanzamenti di prova senza piegare: posizionare semplicemente il pezzo contro i riscontri e segnare dove si ferma. Se i segni coincidono, il “punto di arresto” è corretto. In caso contrario, correggere l'usura, l'allineamento o le condizioni dei riscontri. Spessorare un riscontro usurato per riportarlo alle specifiche può richiedere meno di un minuto e può evitare che un intero lotto diventi scarto.
Se l'angolo di piega cambia dalle estremità al centro, si ha a che fare con la deflessione della pressa piegatrice. Sotto carico, il punzone e il banco si flettono. Su banchi lunghi e con tonnellaggio elevato (ad esempio, piegando acciaio da 1/4 di pollice su 10–12 piedi), la deflessione può essere sufficiente a variare l'angolo di piega di 2–3° dalle estremità al centro. Il pezzo può presentare un effetto “sorriso” (più chiuso al centro) o “triste” (più aperto al centro), a seconda del setup e di qualsiasi compensazione in uso.
Diagnostica chiave: Misurare l'angolo in tre punti (sinistra, centro, destra) sulla stessa piega. Se il centro differisce mentre la lunghezza della flangia rimane corretta, il riferimento del registro posteriore è a posto; la macchina sta piegando in modo non uniforme lungo la lunghezza.
Perché coglie alla sprovvista: Anche a tonnellaggi “moderati”, il momento flettente tende a raggiungere il picco a metà campata. Sulle presse più vecchie, specialmente quelle senza una solida sincronizzazione del punzone, la deflessione spesso aumenta più rapidamente; per questo motivo, le officine riscontrano spesso variazioni angolari molto peggiori sulle macchine datate rispetto ai sistemi più recenti e sincronizzati.
Come risolvere:
Semplice test in officina: Appoggia una riga lungo la flangia piegata e segna i punti di contatto con il gesso. Se lo spazio varia di oltre circa 0,5 mm lungo la lunghezza su un pezzo lungo, la deflessione è abbastanza significativa da richiedere una regolazione della bombatura/spessoramento prima di iniziare a correggere la profondità.
Se il pezzo è corretto mentre è ancora sotto carico ma si apre dopo averlo rilasciato, si tratta di ritorno elastico. Nella piegatura in aria, di solito devi sovrapiegare (spesso a ~92° per finire a 90°) perché il recupero elastico inizia nel momento in cui la pressione viene meno. Il ritorno elastico è determinato principalmente dal carico di snervamento e dallo spessore: l'acciaio dolce può avere un ritorno di 1–2°, l'acciaio inossidabile solitamente di 3–5° e alcuni allumini possono essere ancora più sensibili.
Il presupposto errato più rapido da eliminare: Pensare che l'angolo programmato equivalga all'angolo finale. Il controllo comanda la posizione del punzone (profondità Y), non la geometria finita. Due lamiere dello stesso spessore possono comunque avere un ritorno elastico diverso se il loro carico di snervamento differisce (calore/tempra, fonte di laminazione o lotto diversi).
Come impostarlo correttamente senza tirare a indovinare: Esegui una piega di prova, misura dopo 10 secondi (il ritorno elastico si stabilizza rapidamente, ma non sempre istantaneamente), quindi regola la profondità Y a piccoli passi finché l'angolo finale non si ripete. Le tabelle di piegatura sono un buon punto di partenza, ma possono essere imprecise del 10–15% su materiale laminato a freddo o ad alta resistenza: le misurazioni reali vincono sempre.
Cosa significa “corretto”: Una sovrapiegatura controllata (leggermente acuta mentre è bloccata), seguita da un rilassamento costante verso l'angolo target dopo il rilascio, pezzo dopo pezzo.
Due semilavorati stampati con lo stesso materiale e spessore possono comunque piegarsi in modo diverso a causa della direzione della fibratura, ovvero la direzione di laminazione del laminatoio. La laminazione allunga la microstruttura, quindi la lamiera risponde in modo diverso a seconda che la piegatura avvenga parallelamente o perpendicolarmente a tale direzione. Lo noterai nel ritorno elastico, nel raggio interno e nella suscettibilità alle crepe.
Modello tipico: Quando la fibratura corre parallela alla linea di piegatura, il ritorno elastico spesso aumenta e la piega può risultare più “rigida”, quindi l'angolo si apre più del previsto. Quando pieghi trasversalmente alla fibratura (fibratura perpendicolare alla linea di piegatura), potresti ottenere raggi più stretti e, su alcune leghe, un rischio maggiore di crepe superficiali se il raggio è troppo acuto.
Perché crea una deriva angolare “misteriosa”: Un orientamento misto all'interno di un lotto (specialmente quando i pezzi sono annidati da diverse direzioni della lamiera) può produrre 2–3° di variazione anche con un setup perfettamente calibrato. Alcune officine hanno scartato intere serie perché metà dei semilavorati erano stati ruotati di 90° durante il taglio, creando un ritorno elastico costante ma diverso.
Soluzione di livello produttivo: Segna la direzione di laminazione sulle lamiere in arrivo (molti laminatoi lo fanno; in caso contrario, aggiungi “LD” per direzione longitudinale con un pennarello), quindi controlla l'orientamento durante il taglio e la formatura. Quando le tolleranze sono strette, la coerenza batte la ricerca della direzione “migliore”.
Una tecnica da provare (diagnostica in 5 minuti): la mappa di piegatura 3×3
Taglia tre strisce di scarto dallo stesso foglio, tutte della stessa larghezza. Piega ogni striscia una volta, quindi misura l'angolo a sinistra/centro/destra su ogni striscia (nove letture in totale). Registra la lunghezza della flangia una volta per striscia.
Nove misurazioni possono dirti ciò che una singola modifica non potrà mai rivelare: se la colpa è della macchina, del riferimento, del materiale o semplicemente della fisica.
La maggior parte dei difetti di piegatura non sono “misteriosi problemi di materiale”, ma impronte digitali ripetibili della prima variabile fuori posto. La strada più rapida verso un processo stabile è apportare una modifica che sia a basso rischio e diagnostica: o risolve il problema, o conferma la causa in modo che la regolazione successiva sia semplice. I tre difetti seguenti rappresentano una quota sproporzionata degli scarti della pressa piegatrice perché tentano gli operatori a inseguire l'angolo con la profondità invece di correggere il raggio, la deflessione o le condizioni di contatto superficiale.
Le crepe che iniziano sul lato esterno della linea di piegatura (il lato in tensione) sono solitamente un problema di raggio, non un problema di “foglio difettoso”. L'innesco più comune è forzare un raggio interno troppo piccolo utilizzando un'apertura della matrice a V troppo stretta, o eseguendo una coniatura quando il materiale (o la tempra) non può tollerare lo sforzo.
L'alluminio 6061 è la trappola classica: una volta superato uno spessore di circa 1/8″, può incrinarsi facilmente se si cerca di “renderlo affilato”. Una prima mossa affidabile è passare alla piegatura in aria con un'apertura a V più ampia — tipicamente 8–10 volte lo spessore del materiale — in modo che la piega si formi con un raggio più tollerante (spesso intorno a 1/16″ minimo senza spaccarsi, a seconda dell'attrezzatura). Se il disegno richiede davvero un raggio interno stretto, trattalo come una scelta di processo (lega/tempra diversa, un raggio del punzone più grande o una fase di formatura aggiuntiva), non come qualcosa che cerchi di forzare con una modifica della profondità sulla macchina.
La soluzione che di solito funziona al primo colpo: aumenta la profondità della corsa di 0,5 mm, reimposta il registro posteriore ed esegui un pezzo di scarto a circa l'85% del tonnellaggio calcolato. Quel piccolo cambiamento di profondità spesso ti sposta dalla coniatura parziale alla piegatura in aria stabile, riducendo lo sforzo di picco nelle fibre esterne. Mostra anche se la fessurazione è causata dalla sensibilità del materiale (si incrina ancora a tonnellaggio ridotto) rispetto a quella causata dal setup.
La compensazione del ritorno elastico è il secondo aspetto fondamentale che spesso viene trascurato. Se l'obiettivo è ottenere 90°, spesso sarà necessario piegare fino a circa 88° (un sovrapiegamento di circa 2°) nell'acciaio dolce, in modo da raggiungere l'angolo desiderato dopo il ritorno elastico; questi valori sono coerenti con la metallurgia di base trattata nella formazione professionale o di tipo NIMS. Quando gli operatori cercano di “inseguire” l'angolo finale spingendo più a fondo con una V stretta, possono creare crepe che non appaiono immediatamente; le microfratture possono aprirsi dopo che il pezzo si è raffreddato o è rimasto a riposo, specialmente in certi gradi di acciaio inossidabile dove lo stress residuo si concentra sulla linea di piegatura. Un semplice test di scarto a due cicli — piegare, ispezionare, attendere brevemente, quindi ispezionare di nuovo — permette di rilevare questo problema prima che si trasformi in una sorpresa durante la produzione.
Quando un pezzo lungo si imbarca come una banana, la macchina sta segnalando che la forza di piegatura non è stata distribuita uniformemente lungo la lunghezza. Una volta superati circa 122 cm (48″), la deflessione del pistone e del banco diventano fattori importanti; sotto carichi più elevati (ad esempio, circa 50 tonnellate totali), è comune vedere una deflessione di 0,25–0,50 mm (0,010–0,020″) se il sistema di bombatura non è attivo o correttamente calibrato. Il risultato è un angolo di piegatura diverso dal centro alle estremità, e il pezzo “segnala” tale discrepanza come un imbarcamento.
Una rapida diagnostica che evita le variabili del materiale è una prova a secco con una barra lunga e dritta o un pezzo di prova a un tonnellaggio prossimo allo zero. Se le estremità si “sollevano” rispetto al centro di oltre 1,5 mm (1/16″) circa, si tratta di un problema di allineamento/deflessione, non di una lamiera inconsistente. A quel punto, la soluzione al 90% è la bombatura: attivare la bombatura automatica o regolare quella idraulica/meccanica per aggiungere qualche millesimo al centro (ad esempio, +0,127 mm o +0,005″) in modo che l'angolo di piegatura sia uniforme da un'estremità all'altra.
Non ogni pezzo a forma di banana è un problema di bombatura. L'usura del registro posteriore o un'altezza non uniforme dei riscontri può far sì che le estremità entrino in contatto per prime di circa 0,38 mm (0,015″), torcendo effettivamente il setup in un risultato imbarcato. Livellare i riscontri del registro posteriore con uno spessimetro — o programmare una leggera inclinazione (una compensazione progressiva di 0,25 mm o 0,010″) — può eliminare gli “imbarcamenti misteriosi” che sembrano deflessione ma sono in realtà un riferimento inconsistente.
Una realtà dell'officina che conta: molti imbarcamenti “causati dall'operatore” sono in realtà riconducibili alla deriva dell'asse Y durante cicli ripetuti. Resettare lo zero dell'asse Y con un comparatore a quadrante secondo una pianificazione (ad esempio, ogni 50 pezzi durante le lunghe serie) è un metodo rudimentale, ma efficace quando la macchina non dispone di una compensazione a ciclo chiuso più precisa.
I segni pesanti della matrice sono un problema di contatto superficiale, non un problema di angolo. L'acciaio inossidabile 304 lucidato può subire scalfitture profonde circa 0,07–0,12 mm (0,003–0,005 pollici) quando si lavora al massimo tonnellaggio indicato con utensili a V standard. I colpevoli abituali sono la pressione di fondo corsa/coniazione o un'apertura della matrice troppo stretta, che concentra la pressione di contatto su una linea sottile.
Due soluzioni di prima linea risolvono la maggior parte dei casi. Primo, ridurre la pressione: nelle pieghe in aria si può spesso lavorare intorno al 70% del tonnellaggio indicato e ottenere comunque l'angolo compensando con il sovrapiegamento. Quel compromesso — meno forza, una correzione del ritorno elastico più deliberata — spesso elimina l“”ombra a V" visibile dall'altra parte dell'officina. Secondo, aggiungere una barriera sacrificale: una pellicola protettiva in polietilene (PE) da 0,1 mm (0,004 pollici) nella matrice a V può offrire una finitura quasi priva di segni sui pezzi estetici.
La pellicola ha una sua fisica. Aggiunge circa 0,05 mm (0,002 pollici) di interferenza, quindi potrebbe essere necessario aumentare la profondità del punzone di circa 0,025 mm (0,001 pollici) per evitare una piegatura insufficiente. Trattare l'usura della pellicola come un materiale di consumo: nei lavori ad alto volume, sostituirla dopo alcune centinaia di colpi (circa 500 come regola pratica basata sui registri) aiuta a evitare che i segni “casuali” ritornino a metà produzione.
Una tecnica da provare: Smettete di trattare le tabelle di tonnellaggio come un permesso per usare la forza massima. Molti articoli suggeriscono di “calcolare il tonnellaggio e poi applicarlo”. Per i pezzi estetici o i lavori soggetti a crepe, invertite l'abitudine: iniziate dal tonnellaggio minimo che vi garantisce una piegatura in aria stabile (spesso il 60–85% della tabella), quindi aggiungete la bombatura/compensazione dell'angolo. Se il difetto migliora immediatamente, avete confermato una modalità di guasto causata dalla pressione — senza cambiare utensili o materiale — e avete mantenuto l'opzione di regolare l'angolo con un sovrapiegamento controllato invece che con una profondità di forza bruta.
La maggior parte dei consigli sullo spegnimento si riduce a “spegnere, pulire”. Il vero pericolo è l'energia accumulata: pressione idraulica, il peso del pistone, carica elettrica residua o persino una matrice serrata solo a metà. Una pressa piegatrice che sembra “spenta” può ancora muoversi con forza sufficiente a schiacciare le dita o rovinare gli utensili. Lo spegnimento non riguarda solo la sicurezza: previene anche danni alle guarnizioni, riduce i tempi di setup mattutini e protegge l'allineamento, in modo che il turno successivo ottenga pieghe coerenti invece di dover risolvere problemi.
Lasciare una pressa piegatrice idraulica ferma durante la notte con il pistone sotto carico mantiene una pressione continua su guarnizioni e valvole. Questo stress costante accelera l'usura delle guarnizioni, aumentando le probabilità di perdite — o di un guasto grave — al riavvio. L'aspetto controintuitivo è che i sensori di sovraccarico e le valvole di sovrappressione non rendono questa pratica “sicura”. Possono scaricarsi lentamente mentre la macchina è ferma, per poi permettere alla forza residua di piccare all'avvio — esattamente il tipo di shock che rompe i componenti più velocemente di un semplice errore dell'operatore.
Spegnimento significa togliere il carico, non solo fermare il movimento. Portare il pistone in una posizione stabile e supportata come specificato dal produttore, quindi isolare completamente la fonte di energia. Sulle macchine idrauliche, trattare qualsiasi periodo di inattività o cambio utensile come una situazione di blocco/tagout (LOTO): isolare e bloccare l'alimentazione in modo che la macchina non possa eseguire cicli — o cadere — inaspettatamente. Questo è importante perché i pistoni idraulici possono scendere a causa di trafilamenti delle valvole o per gravità; “non si muove” è il modo in cui le mani finiscono nei punti di schiacciamento. La norma ANSI B11.3 richiede salvaguardie efficaci e controllo dell'energia; interrompere un ciclo a metà non è uno stato sicuro.
Le presse piegatrici meccaniche comportano rischi diversi: energia meccanica immagazzinata e comportamento di freno/frizione. Una pratica comune consiste nel posizionare la slitta al punto morto inferiore prima dello spegnimento, quindi disattivare i comandi e impedire l'azionamento involontario: utilizzare il perno di bloccaggio ove applicabile, oppure rimuovere e mettere in sicurezza il pedale. Il posizionamento al punto morto inferiore aiuta a ridurre la possibilità di una discesa imprevista, ma non sostituisce comunque un corretto isolamento energetico.
Per periodi di inattività prolungati (più di due mesi), non lasciare il sistema idraulico fermo. Azionare la pompa senza carico per circa 20–30 minuti ogni settimana per far circolare l'olio e mantenere lubrificate le guarnizioni. Questa semplice abitudine aiuta a prevenire danni da avviamento a secco e la formazione di perdite quando sono ancora minime.
La rimozione dell'attrezzatura è il momento in cui le “scorciatoie di fine turno” si trasformano in ritardi per il turno successivo, o in infortuni. La sequenza più sicura mantiene le mani fuori dallo spazio dello stampo e previene un ciclo imprevisto. Utilizzare i pulsanti a palmo per portare la slitta vicino allo stampo inferiore senza andare a fondo corsa, quindi spegnere la chiave dell'operatore prima di allentare i morsetti e far scorrere l'attrezzatura verso l'esterno. Quel passaggio di spegnimento della chiave è importante: l'energia residua e la logica di controllo possono innescare “cicli fantasma” al riavvio se qualcuno ha urtato un pedale o se lo stato di controllo è rimasto attivo. Le officine che standardizzano la procedura “Slitta giù + Chiave estratta” riducono drasticamente queste sorprese al riavvio, e una semplice etichetta alla postazione di controllo istruisce i nuovi operatori più velocemente di qualsiasi lezione.
Ispezionare mentre è ancora tutto recente. Punzoni e matrici incrinati, scheggiati o deformati sono una causa comune di inceppamenti nel turno successivo, poiché possono spostarsi sotto carico, compromettere l'allineamento e rendere il comportamento della lamiera imprevedibile. Un rapido controllo visivo ora è molto più prezioso che scoprire il danno a metà lavorazione, quando la pressione del materiale e delle scadenze è al culmine.
L'organizzazione è la differenza tra un setup di cinque minuti e una caccia al tesoro di venti minuti. Conservare gli stampi in scaffali etichettati per dimensione dell'apertura a V e raggio del punzone. Come regola generale, molte pieghe vengono eseguite bene con un'apertura a V pari a circa 8 volte lo spessore del materiale, ma le etichette degli scaffali dovrebbero riflettere gli standard effettivi della tua officina, in modo che il prossimo operatore non debba “arrangiarsi” con la V sbagliata, introducendo variazioni nell'angolo. Per periodi di inattività superiori a due mesi, avvolgere l'attrezzatura in carta VCI (inibitore di corrosione volatile) o equivalente e proteggere i bordi; la corrosione sulle superfici di lavoro altera la costanza della piega e accelera l'usura.
Una pressa piegatrice raramente si guasta senza preavviso: si guasta dopo che gli avvertimenti rimangono non registrati. Il registro dell'operatore è il ponte tra “qualcosa non sembrava a posto” e una riparazione di manutenzione, prima che i tempi di fermo diventino costosi. Registrare le anomalie immediatamente e in termini concreti: “fischio acuto in discesa all”80% del tonnellaggio“, ”la slitta scorre per circa 2 secondi dopo il rilascio“ o ”tonfo sul fondo vicino al lato sinistro". Dettagli specifici consentono a un tecnico di riprodurre la condizione invece di tirare a indovinare.
Se la slitta non si ferma immediatamente quando rilasci i comandi, consideralo urgente. Lo scorrimento indica usura dei freni o un problema di controllo e deve essere segnalato e corretto prima del ciclo successivo. I controlli di fine turno dovrebbero anche confermare la risposta di sicurezza: bloccare il sensore della barriera fotoelettrica (la slitta deve fermarsi istantaneamente) e testare gli arresti di emergenza da ogni posizione dell'operatore. Qualsiasi risposta lenta può segnalare l'usura delle guarnizioni idrauliche o il degrado del sistema di controllo: esattamente il tipo di problema che trasforma “strani tonfi” in un'importante revisione della slitta.
Una semplice tabella rende il registro pratico e azionabile:
| Tipo di rumore | Causa probabile | Registro + Riparazione |
|---|---|---|
| Fischio in discesa | Cavitazione idraulica | Controllare il livello dell'olio; eseguire un ciclo a vuoto |
| Scorrimento dopo il rilascio | Usura dei freni | Far regolare il freno a un supervisore prima della prossima lavorazione |
| Rumore sordo sul fondo | Disallineamento dello stampo | Riposizionare sotto leggera pressione; ricontrollare i morsetti |
Per i fermi stagionali, documentare il livello dell'olio di base e le condizioni dello sfiato (secchezza/contaminazione). Insieme alla circolazione settimanale a vuoto, queste note fanno emergere precocemente la maggior parte dei problemi di tenuta e cavitazione. Nelle modalità a doppio operatore, registrare anche i problemi di temporizzazione dei comandi: se un pedale o un pulsante palmare è in ritardo, può nascondere un problema al freno in fase di sviluppo, finché un turno singolo non lo rivela nel modo peggiore.


















