

يمكنك ضبط الزاوية بدقة ومع ذلك تفقد وظيفتك في أول انحناء—لأن الخطأ الذي يضر الناس عادة يحدث قبل قبل أن يصل المعدن إلى القالب. معظم الحوادث (ومعظم “الخردة الغامضة”) تبدأ بتحكم غير مُختبر، أو يد تنجرف إلى منطقة ممنوعة، أو فخ تركه بهدوء الفريق السابق. هذا الفحص السريع لمدة 60 ثانية يسد تلك الفجوة: إنه سريع بما يكفي لتنفيذه في كل إعداد، وصارم بما يكفي لإبقائك خارج سجل الحوادث.
حدد موقع زر التوقف الطارئ بعينيك أولاً، ثم بيدك—لا تفترض أنك “ستتذكر” في حالة ذعر. تختلف مكابح الضغط: قد يكون الزر على لوحة التحكم، أو على الإطار، أو على كليهما. إذا كان الحاجز المحيط به متصدعاً، تعامل معه كعيب، وليس كضرر تجميلي.
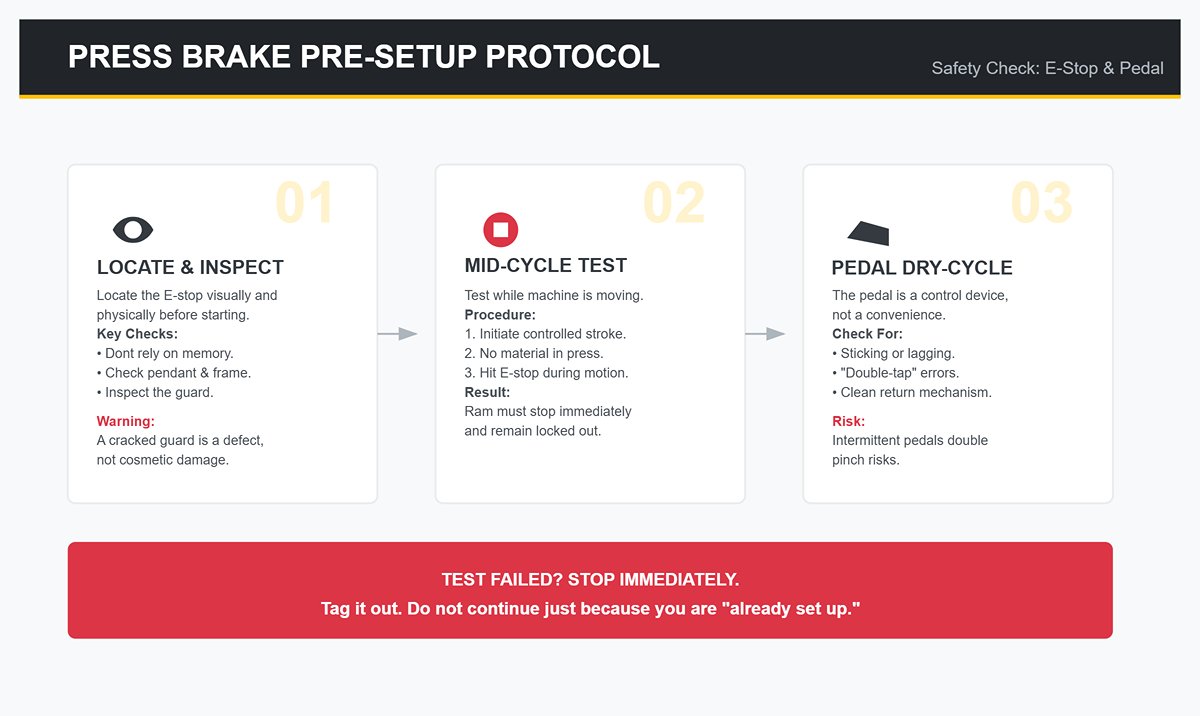
اختبر زر التوقف الطارئ أثناء حركة الماكينة. في العديد من الورش، الحد الأدنى هو اختبار توقف منتصف الدورة: ابدأ ضربة مُتحكم بها (بدون مادة) واضغط زر التوقف الطارئ بينما الكباس في حركة. يجب أن يتوقف الكباس فوراً ويبقى مؤمناً حتى إعادة الضبط. النقابات وشركات التأمين تشير باستمرار إلى أن التحكمات غير المختبرة هي سبب رئيسي للمطالبات—المشغلون يتجاوزون هذا لأنه “يبدو زائداً”، حتى تصبح مشكلة صمام عالق أو خلل في الأسلاك ذات صلة مؤلمة.
قم بتشغيل الدواسة دورة جافة. الدواسة جهاز تحكم، وليست وسيلة راحة. قبل أن تضع الأدوات أو تصطف جزءاً، شغّل الماكينة دورة جافة للتأكد من أن الدواسة تعود بسلاسة ولا تعلق أو تتأخر أو “تضغط مرتين”. برامج التدريب على النمط الألماني حتى تُدرّب على أعطال دواسة ميتة مُحاكاة على الصمامات الهيدروليكية لسبب واحد: الدواسة المتقطعة تضاعف خطر القرص لأنك ستصل بشكل غريزي لـ“إصلاح” ما تعتقد أنه مشكلة تموضع.
إذا فشل أي من الاختبارين، توقف. ضع علامة إيقاف. أسرع طريقة لتصبح قصة تحذيرية في الورشة هي الاستمرار لأنك “قد أعددت بالفعل”.”
خطر مكبس الثني ليس نظرياً—إنه لا يتجاوز بضع بوصات، وهو بالضبط المكان الذي تريد يداك أن تكون فيه بشكل طبيعي. نقطة القرص هي أي مكان تقترب فيه سطح متحرك (الكباس/الأدوات) من سطح ثابت (القالب/السرير/المحدد الخلفي)، مما يخلق منطقة سحق.
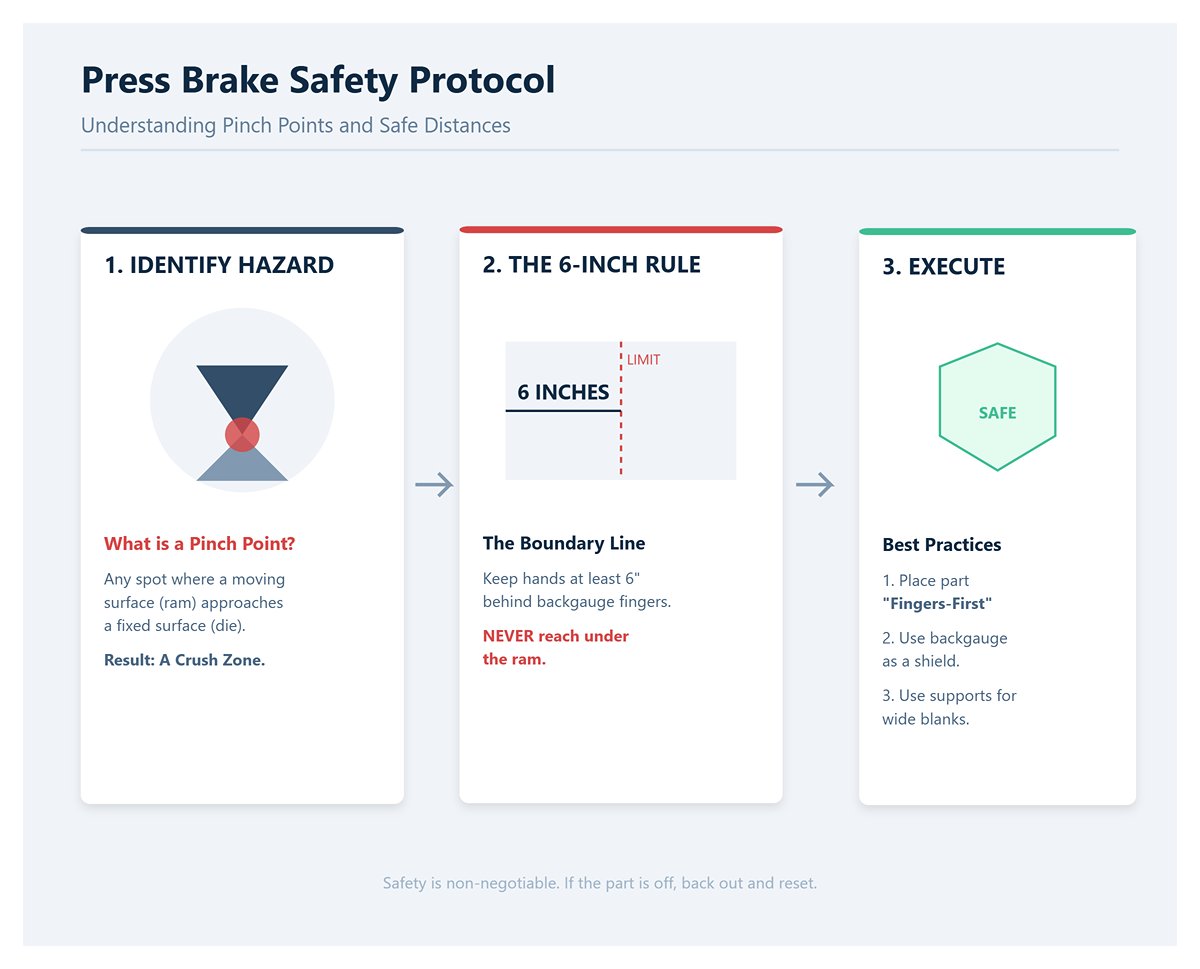
القاعدة في مختبرات الشهادات على نمط NIMS بسيطة وصارمة: أبقِ يديك على الأقل 6 بوصات خلف أصابع المحدد الخلفي أثناء الاقتراب. تلك الأصابع (المحددات الصغيرة التي تدفع الجزء إليها) ليست مقابض—إنها خط حدودك. إذا سمحت لأطراف أصابعك بالتسلل أمامها فأنت في المنطقة التي يمكن أن تتحول فيها ضربة مفاجئة، أو دواسة مضغوطة عن طريق الخطأ، أو خلل في التحكم إلى حادث يغيّر حياتك في لحظة.
لا تصل أبداً تحت الكباس أو بين الأدوات—أبداً. ليس لـ“دفع” الحافة. وليس لـ“التقاط” انزلاق. إذا كان الجزء في غير مكانه، انسحب، أعد ضبطه، وأعد الاقتراب.
عمليات التدقيق في المتاجر الواقعية تجد باستمرار أن سوء وضع القطعة قبل الانحناء يمثل جزءًا كبيرًا من الخردة. الحل ليس مثيرًا لكنه موثوق: ضع القطعة “الأصابع أولاً”.” ضع الصفيحة مقابل مقياس الخلفية مع إبقاء يديك خلف هذا الخط، دع المقياس يعمل كدرع، وفقط بعدها ابدأ الضربة.
إذا كنت بحاجة لدعم قطعة فارغة واسعة، استخدم دعائم مناسبة أو شخصًا ثانيًا — لا تستخدم ساعديك كمعدات مناولة للمواد.
“الارتداد للأعلى” هو ارتداد/انقضاض الصفيحة أثناء تشكل الانحناء — خاصة في الانحناء الهوائي، حيث لا يصل القالب إلى القاع في القالب السفلي. يمكن للطاقة المخزنة أن ترفع صفيحة بسماكة 14 قياسًا عدة بوصات بسرعة كافية لتصطدم بفكك أو حلقك أو نظاراتك الواقية. يزداد الخطر في القطع الضيقة، الحواف القصيرة، والمواد ذات المرونة العالية.
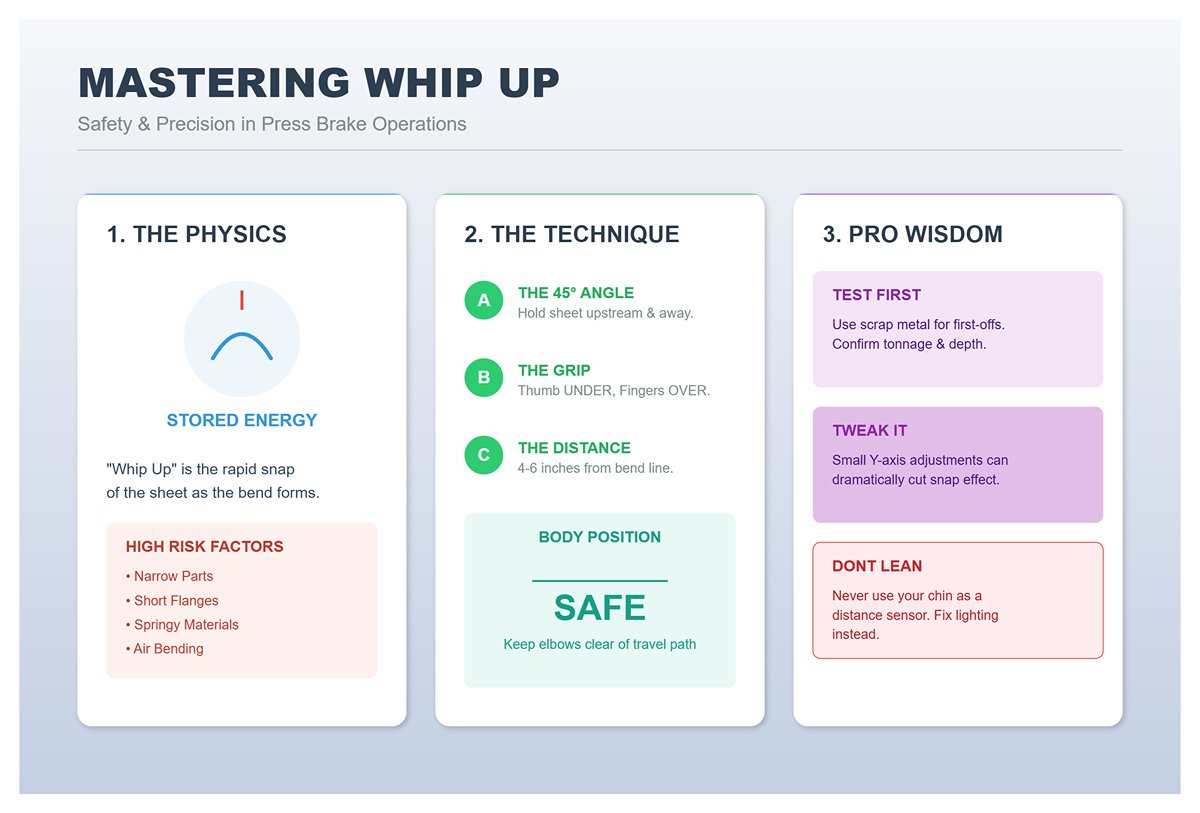
طريقة الإمساك والوقفة أهم من القوة العضلية. اقترب والصفيحة ممسوكة بزاوية تقريبية 45 درجة باتجاه المنبع— مائلة قليلًا للأعلى وبعيدًا عن الأدوات. ضع إبهامك تحت الحافة, ، أصابعك فوق السطح، وحافظ على قبضتك على بعد 4–6 بوصات من خط الانحناء: قريب بما يكفي للتحكم في الدوران، وبعيد بما يكفي للبقاء خارج منطقة القرص. أبقِ مرفقيك بعيدين عن مسار الحركة حتى تتمكن الصفيحة من الدوران دون أن تصطدم بوجهك.
عندما يكون الإعداد جديدًا — أو تتغير المادة — تحكم في الانحناء الأول باستخدام قطعة اختبار خردة. المتاجر التي تنقل الأشخاص إلى العمل على مكبس الانحناء من الليزر أو اللحام أو التجميع غالبًا ما تكتشف أن الفرق بين “دافع الدواسة” والمشغل المستقل هو هذه العادة: تشغيل القطع الأولى على معدن خردة للتأكد من قوة الضغط، العمق (محور Y)، والانحناء المتوقع بعد الارتداد.
تعديل صغير يمكن أن يقلل الارتداد بشكل ملحوظ. تظهر المختبرات المهنية بانتظام أن ضبط نصف قطر/عمق مختلف قليلًا (على سبيل المثال، تعديل بسيط لمحور Y أثناء الانحناء الهوائي) يمكن أن يقلل بشكل كبير من تأثير الارتداد.
لا تنحنِ فوق القطعة “لتشاهد بشكل أفضل”. إذا كنت بحاجة لرؤية أوضح، أصلح الإضاءة، أعد وضع لوحة التحكم، أو اختر خط رؤية آمن — وليس ذقنك كمستشعر مسافة.
معظم حالات الفشل “المفاجئة” موروثة. فحص سريع سيكشف الفخاخ التي تدمر الإعدادات وتؤذي الأشخاص — المتاجر التي تتبع هذه المشاكل تربطها بانتظام بخسائر سنوية بمقدار عشرات الآلاف من الوقت الضائع. خذ 12 ثانية وتحقق من هذه قبل تشغيل أول قطعة حقيقية:
هذا هو سبب نجاح التدريب المنظم: يمكن للمشغلين الجدد أن يصلوا إلى السرعة المطلوبة بسرعة على مكابح CNC، لكن المشغلين الذين يبقون بأمان يتبنون عادة الفحص قبل الانحناء وتجربة القطع الخردة. ستون ثانية تكلفة زهيدة. البديل هو أن تشرح للمشرف—وللمسعف—لماذا وثقت بإعداد وردية الأمس أكثر من عينيك.
معظم أضرار مكابح الضغط لا تأتي من “طنّات زائدة”. إنها تأتي من الافتراضات. افتراض أن اللوح هو السماكة التي تظنها؛ افتراض أن قالب الـ V “قريب بما فيه الكفاية”؛ افتراض أن السنبة مثبتة لأنها “تبدو مستقيمة”؛ افتراض أن مقياس الخلف صحيح لأن الشاشة تطابق المخطط. هذه الافتراضات تحول عملية التشكيل المضبوطة إلى قضيب رفع—وقضبان الرفع تكسر الأدوات وأنظمة التاج والسمعة.
فكر في هذه الطقوس كجسر بين “الماكينة يمكن أن تتحرك بأمان” و“الماكينة يمكن أن تصنع أجزاء جيدة دون أن تمزق نفسها تدريجياً”.”
“القياس” ليس مقياساً—إنه تسمية، ويختلف حسب نوع المادة والمورد. أضف تفاوتات المصنع، والطلاءات، والقطع المختلطة، و“يبدو مثل 14 قياس” يتحول إلى تخمين مكلف. بضعة آلاف من البوصة في التغير بالسماكة تغير خصم الانحناء، نصف القطر الداخلي، والأهم—الطنّات المطلوبة. هكذا ينتهي المشغلون بمطاردة الزاوية عبر تعديل العمق، والتغلغل الزائد في القالب، وإلقاء اللوم على الارتداد لما هو في الحقيقة مشكلة سماكة.
تحقق من السماكة باستخدام ميكرومتر أو قدم قياس في نقاط متعددة على اللوح (الحافة والوسط إن أمكن). سجل السماكة الفعلية، وليس القياس الاسمي. أكد أيضاً درجة المادة: الفولاذ المعتدل A36، والفولاذ المقاوم للصدأ 304، والألومنيوم 5052 يمكن أن تكون بنفس السماكة ومع ذلك تتصرف بشكل مختلف تماماً في كل من الارتداد والقوة المطلوبة للتشكيل.
هذا ليس أمراً أكاديمياً. المشغلون الذين يتجاهلون أساسيات المادة يهدرون الخردة في مطاردة اختلافات الارتداد؛ الورش التي تستثمر في قراءة المخططات والرياضيات الأساسية في الورشة تقلل بشكل موثوق من هذه الإخفاقات “الغامضة في الزاوية” لأنها تتوقف عن التعامل مع السماكة والدرجة كمجرد إحساس. برامج التدريب التي تنقل الموظفين الجدد إلى ما بعد “فقط شغّل مجموعة أجزاء” تركز على هذا الانضباط بالذات لأنه يمنع حلقة إعادة العمل التي تسحق الإنتاجية.
تقنية لتجربتها: اكتب “السماكة الفعلية” و“نوع المادة” على بطاقة العمل قبل أن تلمس الأدوات. هذا السطر الواحد يوقف أكثر كذبة شائعة في الإعداد من الانتشار بهدوء خلال الوردية.
فتحة قالب الـ V (عرض فم القالب) هي ذراع الرافعة للانحناء. إذا كانت صغيرة جداً، ترتفع الطنّات، يضيق نصف القطر الداخلي، وتبدأ في سحق أكتاف القالب وتحميل الماكينة بشكل زائد. إذا كانت كبيرة جداً، يصبح التحكم في الزاوية غير دقيق، ينمو نصف القطر الداخلي، وتنحرف أطوال الحواف—خصوصاً في الأرجل القصيرة.
للثني الهوائي (الوضع الافتراضي في معظم مكابح CNC الحديثة)، نقطة البداية الأكثر أماناً هي قاعدة “8× السماكة”: اختر فتحة V حوالي ثمانية أضعاف سماكة المادة. ليست سحراً—إنها تسوية مثبتة تبقي الطنّات ضمن نطاق معقول مع تقديم نصف قطر داخلي متوقع واستجابة زاوية مستقرة عبر المواد الشائعة. في المخزون الرقيق، قد تستخدم 6× لنصف قطر أضيق؛ في الصفائح السميكة، قد تحتاج إلى 10×–12× للبقاء ضمن حدود الطنّات. لكن إذا لم يكن لديك سبب محدد للانحراف، فإن 8× هو السبب.
لماذا يهم ذلك لعمر الماكينة: الحمولة لا تتوزع بالتساوي. حرف V الضيق يركز القوة في مناطق تماس أصغر، مما يزيد ضغط الكتف ويسرع التآكل. غالبًا ما يحاول المشغلون “إصلاح” اختيار V السيئ عن طريق دفع المكبس أعمق. هذا يدفع الحمولة القصوى إلى المكان الذي لا ترغب فيه—قرب نهاية الشوط—محولًا خطأ الإعداد إلى عطل ميكانيكي.
التدريب المنظم والشهادات (NIMS، FMA، وبرامج تشغيل الشركات المصنعة) يعودون دائمًا إلى هذه النقطة لأنها قابلة للقياس والتكرار: اختيار قالب V الصحيح يجنبك سلسلة من “التعديلات” اللاحقة التي هي في الواقع مجرد تعويض عن هندسة خاطئة. الورش التي تقوم بأربع إعدادات يوميًا تشعر بذلك فورًا؛ اختيار القالب الخاطئ لا يؤدي فقط إلى إتلاف القطع—بل يسحب الإعدادات نحو نطاق الـ 60 دقيقة ويحرق بهدوء عشرات الآلاف من الدولارات سنويًا من القدرة الإنتاجية المفقودة.
آلة الثني ليست مطرقة—إنها نظام محاذاة دقيق. يجب تثبيت الأدوات بحيث يكون المثقاب والقالب على نفس المحور (يشتركان في نفس خط المركز) ومدعومين بالكامل بأسطح التثبيت. سوء المحاذاة يخلق أحمال جانبية تكسر المثاقب، وتسبب انبعاج أكتاف القوالب، ويمكن حتى أن يلتوي الأدوات المقطعية خارج موضعها.
النظافة أولاً. امسح السرير والمشابك وألسنة الأدوات. شظية واحدة محصورة تحت جزء من القالب تصبح نقطة ارتكاز، مما يجبر المثقاب على “البحث” عن القالب تحت الحمل—عادةً عن طريق خدش جانب واحد.
ثم استخدم ضغط خفيف لتثبيت الأدوات والتحقق من المحاذاة قبل تطبيق الحمولة الكاملة:
هذه خطوة “التقبيل للتثبيت” تمنع خطأ المبتدئين الكلاسيكي: اكتشاف سوء المحاذاة فقط بعد أن تكون قد طبقت الحمولة الإنتاجية بالفعل. غالبًا ما يجعل مدربو آلات الثني المشغلين الجدد “يحركون الإبهام” أثناء الإعدادات في البداية، لأن مشاهدة مشغل متمرس يقوم بهذا التثبيت بالضغط الخفيف تعلم الفرق بين “مثبت” و“محاذى”. وهذا أيضًا سبب أهمية شهادة الشركة المصنعة أثناء التشغيل الأول: العادات التي تحمي الماكينة هي نفسها التي تجعل الإعدادات سريعة.
دقة مقياس الرجوع ليست رقمًا على الشاشة؛ إنها علاقة مادية بين اللوح وأصابع/وقفات المقياس. مقياس الرجوع الذي يكون مربعًا، موازيًا، ومتلامسًا باستمرار ينتج أطوال حافة متسقة. مقياس الرجوع الذي يكون فقط “قريب” ينتج قطعًا تقيس جيدًا في لحظة وتنحرف في اللحظة التالية—خصوصًا عندما يبدأ المشغلون “بالتقدير بالنظر” للتعويض.
اضبط موضع المقياس المبرمج، ثم تحقق من التلامس والتربيع باللمس:
لهذا السبب فإن “تشغيل مئات القطع” ليس معلمًا جيدًا. يمكن للمشغلين الجدد القيام بالانحناءات في يوم واحد على آلات الثني CNC الحديثة، لكن التحكم المتسق في الحافة يأتي من عادات الإعداد والقياس المنضبطة—المهارات التي تجعل الشخص مستقلاً في أسابيع بدلًا من شهور. الورش التي تربط تقدم الأجر بالمهارات القابلة للتحقق مثل معايرة مقياس الرجوع وتعويض الارتداد لا تكون بيروقراطية؛ بل تحمي الإنتاجية والماكينة.
معظم أعطال مكابح الضغط التي تُعزى إلى “خطأ المشغل” هي في الواقع أخطاء حسابية—عادةً ارتفاع مفاجئ غير مرئي في الحمولة ناتج عن اختيار خاطئ لقالب V. الآلة لا تهتم بأن الشهادة تقول “فولاذ معتدل” أو أن القطعة “تبدو رقيقة”. إنها تتفاعل مع طول الانحناء، السمك، فتحة القالب، وقوة المادة—وستتعرض لزيادة في الحمل بطريقة يمكن التنبؤ بها عندما يكون أي من هذه المدخلات خاطئاً.
تقنية لتجربتها: عامل الحمولة كمتغير مُتحكم فيه، وليس كأثر جانبي. اجعلها قاعدة في الورشة أن كل إعداد جديد يبدأ بتقدير الحمولة من خلال جدول (أو صيغة)، يتبعه ضربة اختبار قصيرة بضغط منخفض مع خطة لزيادة تدريجية إلى الحمولة الكاملة. هذه العادة الواحدة تلتقط معظم حالات الحمل الزائد قبل أن تظهر على شكل تقوس السرير، أو أدوات متشققة، أو دورة هيدروليكية تتوقف.
توجد جداول القوة لوقف التخمين “على ظهر المنديل”. معظمها مبني على الانحناء بالهواء (المكبس لا يضغط الورقة حتى قاع القالب؛ الزاوية تأتي من عمق الاختراق)، وتفترض طول انحناء 1 متر, ، وتستخدم الفولاذ المعتدل بقوة شد تقريبية 450 نيوتن/مم². عادةً ما تُبلغ عن القوة بوحدة كيلو نيوتن لكل متر (أو أطنان لكل قدم/متر).
استخدم الجدول مثل مجموعة إحداثيات: ابحث عن سمك المادة على أحد المحاور، وفتحة V على الآخر، واقرأ القوة عند نقطة التقاطع. ثم قم بتعديلها لطول الانحناء الفعلي لديك.
مثال: قيمة نموذجية في الجدول لـ فولاذ معتدل بسماكة 4 مم في قالب V بفتحة 32 مم (الخيار الكلاسيكي “8× السمك”) يتعلق بـ 330 كيلو نيوتن لكل متر. بالنسبة لـ انحناء بطول 2.5 م اضرب: 330 × 2.5 = 825 كيلو نيوتن, ، أو حوالي 83 طنًا متريًا. هذا ليس إعداد الماكينة لديك—إنه حملك المقدر.
هناك تعديلان يحافظان على دقة الجدول:
عامل المادة. الفولاذ المقاوم للصدأ غالبًا يحتاج إلى ~1.4× قوة الفولاذ الطري؛ الألومنيوم قد يكون أقرب إلى ~0.7×. إذا كان جدولك يعتمد على الفولاذ الطري وأنت تقوم بثني فولاذ مقاوم للصدأ 304، طبّق هذا المضاعف قبل أن تفترض أنك في الوضع الآمن.
هامش السعة. الرسوم البيانية تفترض ظروف مثالية—أدوات نظيفة، تشحيم ثابت، محاذاة صحيحة، وصفيحة متسقة. أضف هامشًا واقعيًا (غالبًا ~20٪) حتى لا تدفعك التغيرات العادية إلى الحمل الزائد أثناء الإنتاج.
خدعة سريعة للجدول (معظم الورش تفوتها): إذا كنت محتارًا بين فتحتين V، ابدأ بالفتحة الأوسع—not الأضيق. هذا يقلل القوة بشكل كبير، ومن الأسهل بكثير تضييق نصف القطر لاحقًا من التعافي من حادث حمل زائد.
أسرع طريقة لتجاوز حمولة مكبس الثني هي اختيار فتحة V ضيقة جدًا بالنسبة لسمك المادة. العديد من الورش يحفظون قاعدة “8× السمك” كقاعدة عامة—ثم يكسرونها عندما يريدون نصف قطر داخلي أكثر ضيقًا. المشكلة أن علاقة القوة ليست خطية—إنها ترتفع بسرعة كلما صغرت فتحة الـ V.
حتى تقدير بسيط للثني بالهواء يُظهر النمط: القوة تتناسب مع السماكة² وتتناسب عكسياً مع فتحة الـ V. إذا خفضت فتحة الـ V إلى النصف فإنك تضاعف القوة تقريباً؛ في الحياة الواقعية—تلامس الأداة، الاحتكاك، وتفاوت الإعداد—قد يكون الارتفاع في القوة أكثر حدة.
إليك مثال واقعي بأسلوب الجدول: فولاذ معتدل بسماكة 4 مم في قالب V بفتحة فتحة V بحجم 32 مم قد تحتاج تقريباً إلى 330 كيلو نيوتن/متر. إذا خفضت إلى فتحة V بحجم 16 مم, ، يمكن أن يرتفع الحمل إلى حوالي 1320 كيلو نيوتن/متر—أي تقريباً 4×. هذا هو “ارتفاع الحمولة المفاجئ”: يبدو الإعداد تقريباً نفسه، لكن الآلة تتعرض لحمل مختلف تماماً.
الفخ الأكبر: العديد من الأعمال تغيّر العمليات عن طريق الخطأ. الانحناء الهوائي هو خط الأساس لديك. الربض (Bottoming) (دفع الصفيحة أعمق في القالب لـ “تثبيت” الزاوية) يمكن أن يحتاج إلى حوالي 4× من حمولة الانحناء الهوائي، و السكّ (Coining) يمكن أن يصل إلى حوالي 10×. إذا “دفعت قليلاً” لتحسين تكرار الزاوية دون إعادة الحساب، فمن السهل تجاوز تصنيف مكبس الثني حتى عندما يبدو الجدول آمناً.
جدول المخاطر السريع هذا لـ 4 مم فولاذ معتدل، انحناء بطول 1 م يوضح مدى سرعة تصاعد الخطر:
إذا كنت بحاجة إلى نصف قطر داخلي أكثر إحكامًا، فالخطوة الأكثر أمانًا عادةً هي استخدام أدوات مختلفة (اختيار لكمة ذات نصف قطر أكبر، تشكيل على مراحل، أو خطة تشكيل قاع محكومة) بدلًا من تقليص فتحة V والتمني أن تسير الأمور على ما يرام.
| القسم | النقاط الرئيسية | مثال / ملاحظات |
|---|---|---|
| ماذا يحدث عندما تختار قالب V صغير جدًا (خطر “قفزة الحمولة”) | اختيار فتحة V ضيقة جدًا بالنسبة لسماكة المادة هو من أسرع الطرق لتجاوز حمولة مكبس الثني. العديد من الورش تستخدم قاعدة “8× السماكة” كقاعدة عامة، لكن قد يكسرونها سعياً للحصول على نصف قطر داخلي أكثر إحكامًا. زيادة القوة ليست خطية؛ بل ترتفع بسرعة مع صغر فتحة V. | يزداد الخطر بشكل حاد عند تقليص فتحة V. |
| علاقة الثني بالهواء الأساسية | القوة تتناسب مع مربع السماكة وتتناسب عكسيًا مع فتحة V. تقليص فتحة V إلى النصف يضاعف القوة تقريبًا (وفي الواقع قد يكون أسوأ بسبب تماس الأدوات، الاحتكاك، وتفاوت الإعداد). | فتحة V أصغر → حمل أعلى؛ زيادة السماكة لها تأثير أقوى (مربع السماكة). |
| مثال على ارتفاع مفاجئ في الحمولة بأسلوب الرسم البياني | يمكن أن يبدو الإعداد مشابهًا بينما يتغير حمل الماكينة بشكل كبير. | فولاذ معتدل 4 مم: فتحة V 32 مم ≈ 330 كيلو نيوتن/م؛; 16 مم V ≈ 1320 كيلو نيوتن/م (~4×). |
| فخ مخفي: تغيير عملية التشكيل | قد تنتقل الوظائف دون قصد من الثني بالهواء إلى التثبيت أو السَّك. التثبيت يمكن أن يتطلب حوالي 4× من قوة الثني بالهواء؛ السَّك يمكن أن يصل إلى حوالي 10×. “مجرد دفعه” لضمان التكرارية دون إعادة الحساب يمكن أن يتجاوز تصنيف الماكينة حتى لو بدت الجداول آمنة. | الثني بالهواء = الأساس؛ التثبيت ≈ 4×؛ السَّك ≈ 10×. |
| جدول مخاطر سريع (فولاذ معتدل 4 مم، ثني بطول 1 م) | يوضح كيف يزداد الخطر مع تقلص فتحة V بالنسبة للسماكة. | 12× (فتحة V 64 مم): حمل منخفض، متسامح جدًا؛; 8× (فتحة V 32 مم): حمل قياسي، يمكن التعامل معه مع هامش؛; 6× (فتحة V 24 مم): حمل مرتفع—راقب الانحناء وحدود الطول؛; 4× (فتحة V 16 مم): حرج—منطقة زيادة الحمل الكلاسيكية، خطر اصطدام مرتفع. |
| نهج أكثر أمانًا لنصف قطر داخلي أضيق | يفضل استخدام طرق بديلة بدلًا من تقليص فتحة V والاعتماد على الحظ: أدوات مختلفة، تشكيل على مراحل، أو خطة تثبيت محكومة. | استخدم لكمة ذات نصف قطر أكبر، تشكيل على مراحل، أو تثبيت مخطط بدلًا من تقليص فتحة V بشكل مفرط. |
عادةً لا يبدأ الحمل الزائد بانفجار. غالبًا ما يظهر على شكل أعراض ميكانيكية متكررة—خصوصًا في الثنيات الطويلة، حيث يكون السرير والمكبس تحت أكبر قدر من الرافعة.
الانحناء (انحناء السرير/المكبس). يمكن أن يتسبب الحمل العالي على أطوال طويلة في انحناء السرير والمكبس، مما يتركك بزاوية مختلفة في الوسط مقارنة بالأطراف. إذا لاحظت اختلاف الزوايا عبر خط الثني لم يكن موجودًا في الضربات التجريبية الخفيفة، فاشك في الانحناء. فحص سريع هو القيام بجولة قصيرة على خردة وقياس اتساق الزوايا من طرف إلى طرف؛ عندما يكون غير متسق، يكون السبب غالبًا متعلقًا بالحمل قبل أن يكون متعلقًا بالأدوات.
البطء في الدورة والتردد. إذا تباطأ المكبس في منتصف الضربة—أو استغرق الجهاز فجأة وقتًا أطول للوصول إلى العمق—قد يكون النظام الهيدروليكي يعمل قريبًا من ضغط التفريغ. يحدث هذا غالبًا عندما يكون افتراض “الفولاذ المعتدل” خاطئًا (أنت في الواقع تثني مادة أقوى أو فولاذ مقاوم للصدأ)، أو عندما ترتفع الاحتكاك بسبب الأدوات المتسخة أو المتآكلة.
التوقف أو الزحف (توقف فورًا). تغير في درجة مضخة مع حركة طفيفة للمكبس، أو توقف بالقرب من أسفل الشوط، أو انحراف/ارتداد المحور بين الدورات كلها علامات تحذيرية كبيرة. هذه العلامات تعني أن الماكينة وصلت — أو تجاوزت — قدرتها التشغيلية لهذه الإعدادات. الاستمرار يعرضك لخطر إجهاد الهيكل، تلف الحشوات، وكسر الأدوات — وغالبًا ما يكون هذا هو التكلفة “الخفية” الأكثر غلاءً لاختيار حرف V خاطئ.
فحص الحمل الزائد السريع (60 ثانية): شغّل المكبس بدون حمل للتأكد من السرعة والصوت الطبيعيين؛ قم بضربة اختبار بضغط منخفض على قطعة خردة؛ استمع لأي علامات إجهاد وراقب أي تردد؛ ثم تحقق من انتظام الزاوية من الطرف إلى الطرف. إذا ساء أي شيء مع زيادة الضغط، افتح حرف V (أو قصّر طول الانحناء)، قلل من عمق الاختراق المستهدف، وأعد الحساب قبل المتابعة.
تصف العديد من كتيبات التشغيل أول انحناء كإجراء بسيط وثنائي: اضغط على الدواسة، وينزل المكبس. هذا التبسيط المفرط يعد سببًا رئيسيًا لتلف الأدوات وعدم انتظام الزوايا في ورش التصنيع. عملية الانحناء الفعلية ليست حركة واحدة بل سلسلة من الضغوط والسرعات المضبوطة بدقة. بينما يركز إعداد الماكينة على الهندسة، فإن هذه المرحلة تتعلق بالفيزياء التطبيقية. الماكينة الآن نشطة، تم حساب الحمولة، وتم ضبط مقياس الرجوع. الفرق بين قطعة خردة ومكون مثالي يعتمد على مدى فعالية إدارة نزول المكبس ووقت التوقف.
أكثر عادة غير بديهية يجب على المشغلين الجدد تبنيها هي إبطاء المكبس قبل أن يلامس المعدن مباشرة. على الرغم من أن الأنظمة الهيدروليكية الحديثة تسمح بسرعات اقتراب عالية لتعظيم الكفاءة، فإن الحفاظ على السرعة القصوى حتى نقطة التلامس يعد خطأً بالغًا. ضرب المادة بأقصى سرعة نزول يولد “تحميل صدمات”، وهي ظاهرة يمكن أن تزيد الحمولة مؤقتًا بنسبة 25-50٪ فوق القيم المحسوبة. هذا الحمل الزائد القصير يمكن أن يثني رأس القالب، ويُسرّع من تآكل القالب، ويضيف متغيرات غير متوقعة إلى زاوية الانحناء النهائية.
المشغلون الذين ينتقلون من التشغيل الأساسي إلى الإعداد المتقدم يجب أن يتدربوا على تقليل سرعة نزول المكبس إلى 20-30٪ في آخر 1-2 بوصة من الحركة (ويُشار إليها غالبًا باسم “نقطة الكتم” في أنظمة التحكم CNC). هذا الاقتراب البطيء يخدم غرضين. أولاً، يلغي الصدمة الحركية، مما يضمن أن القوة المطبقة تتوافق مع القوة المبرمجة. ثانيًا، في عمليات الانحناء الهوائي، يسمح بالتأكد بصريًا من أن المادة تستقر بشكل صحيح في قالب V. هذا الدخول المضبوط ضروري لتحقيق نتائج دقيقة.
تمرين دقة: يمكنك إثبات هذا المبدأ باستخدام مادة خردة. شغّل المكبس بسرعة كاملة خمس مرات، ولاحظ مقدار “ارتداد” الصفائح المعدنية. ثم، أبطئ الاقتراب إلى حد الزحف قبل التلامس وكرر العملية. قِس التباين في زوايا الانحناء بين الطريقتين. ستجد عادة أن تشتت الزوايا ينخفض من 3° إلى أقل من 1° فقط عن طريق التحكم في سرعة الدخول. هذا الملاحظات البصرية ضرورية لإدارة الارتداد؛ إذا تحرك المكبس بسرعة كبيرة، فلن تتمكن من ملاحظة استقرار المادة قبل ارتدادها، مما يخفي أخطاء الزوايا حتى بعد إخراج القطعة.
النقطة الميتة السفلى (BDC) تشير إلى النقطة الدقيقة التي يصل فيها مكبس آلة الثني إلى أدنى موضع ويتوقف قبل الارتداد. في الانحناء الهوائي، هذا العمق هو ما يحدد الزاوية النهائية. من الشائع الاعتقاد بأن الماكينة تعرف تلقائيًا كيفية تحقيق انحناء بزاوية 90 درجة. في الواقع، يجب على المشغل ضبط النقطة الميتة السفلى بدقة بناءً على سمك المادة ومقاومتها للانحناء.
غالبًا ما يخطئ المشغلون الجدد في تقدير هذا العمق، مما يؤدي إلى اختراق رأس القالب لقالب V بنسبة زائدة قدرها 10-15٪. هذا الفعل غير المقصود يمكن أن يؤدي إلى “سك العملة” على المادة، مما قد يسبب تشققات على نصف القطر الخارجي أو تلف الأدوات. الهدف هو تحديد العمق الدقيق اللازم لتحقيق الزاوية المستهدفة بعد أن تتعرض المادة للارتداد. على سبيل المثال، عند الانحناء الهوائي للفولاذ المعتدل بسمك 14 مقياس، قد يكون عمق الشوط 11-12 مم ضروريًا لانحناء نصف قطر قياسي، بينما يتطلب تحقيق زاوية حادة عن طريق القاع عمقًا أقل يبلغ 6.5-8 مم.
لضبط ذلك بدقة دون تخمين، استخدم اختبار “قاعدة الإبهام”. نفّذ دورة جافة مع المكبس عند النقطة الميتة السفلى المحسوبة، ثم ضع مقياس الفجوة بين رأس القالب والقالب. في الانحناء الهوائي، يجب أن تكون هذه الفجوة تقريبًا 0.85 من سمك المادة. من هذه النقطة، اضبط عمق المحور Y بزيادات قدرها 0.1 مم حتى تلامس الصفائح دون تشويه.
أهمية وقت التوقف: ضبط العمق بدقة هو جزء فقط من العملية؛ يجب أيضًا برمجة الماكينة لمدة التوقف عند النقطة الميتة السفلى. بدون وقت توقف كافٍ — إبقاء المكبس عند النقطة الميتة السفلى لمدة 0.5 إلى 1 ثانية — يمكن أن يقلل الارتداد الزاوية بمقدار 2-4 درجات في الانحناءات الطويلة. هذا التوقف القصير يسمح للمادة بالاستقرار. محاولة فرض زاوية 90 درجة عن طريق دفع رأس القالب أعمق بدلاً من إبقائه أطول (وهو ما يُعرف بسك العملة) يزيد بشكل كبير من متطلبات الحمولة، مما قد يفرط في تحميل المكبس.
بمجرد أن يتم انحناء أول قطعة بنجاح، يجب أن تتوقف الماكينة للفحص. هذا الفحص “الأولي” يعمل كحارس بوابة حاسم للربحية. الورش التي تطبق بروتوكول فحص صارم في هذه المرحلة غالبًا ما ترى معدلات نجاح أولية تتحسن من 90٪ إلى 95٪. وعلى العكس، حوالي 80٪ من جميع إخفاقات الإنتاج على دفعات يمكن أن تُعزى إلى قطعة أولية بدت مقبولة بصريًا لكنها كانت تحتوي على عيوب هندسية دقيقة.
الفحص البصري وحده غير كافٍ. يمكن أن تؤدي اختلافات اتجاه الحبوب إلى انحناء لوحين متطابقين بفارق يصل إلى درجتين إذا لم يتم القياس بدقة. يتطلب الفحص الاحترافي الأول استخدام منقلة رقمية لقياس زاوية الانحناء الخارجية (بمقدار تسامح ±1°)، وكالبر للتحقق من أطوال الأرجل، ومقياس ارتفاع لتأكيد التوازي.
قائمة "الاثني عشر القاتلة":
قم بإجراء هذا الفحص لمدة 12 ثانية على كل قطعة أولية. إذا فشل أي بند، لا تتابع تشغيل الدفعة.
يفوت المشغلون غير المدربين انحرافات مقياس الرجوع في ما يقرب من 73% من القطع الأولية، مما يؤدي إلى انحراف زاوي موحد طوال التشغيل. من خلال التحقق من هذه المقاييس فوراً، تحول قطعة اختبار ملتوية من لحظة ذعر إلى أداة تشخيص. إذا كانت الزاوية مفتوحة، عدّل عمق BDC. إذا كانت الأرجل غير متساوية، تحقق من معايرة مقياس الرجوع. يبدأ التشغيل الإنتاجي فقط عندما تجتاز القطعة الأولية هذه القائمة.
الانحناءات السيئة عادة ليست عشوائية — لها نمط. أسرع طريقة لتشخيص المشكلة هي التوقف عن تعديل العمق والسرعة بشكل أعمى، وبدلاً من ذلك تحديد “بصمة” الخطأ: هل كل قطعة منحرفة بنفس المقدار، هل يتغير الانحراف على طول القطعة، هل تتغير الزاوية بعد تحرير الدواسة (ارتداد)، أم أن ألواح متطابقة ظاهرياً تتصرف بشكل مختلف؟
قم بفحص ثلاثي قبل لمس أي إعدادات: قم بثني ثلاث قطع خردة من نفس اللوح باستخدام نفس البرنامج والأدوات، وضع عليها علامات A/B/C بالترتيب الذي صنعتها فيه. قس طول الحافة والزاوية لكل منها. إذا كانت A وB وC متطابقة مع بعضها ولكن لا تطابق المخطط، فغالباً لديك مشكلة مرجعية أو ارتداد. إذا لم تتطابق مع بعضها، فأنت على الأرجح تتعامل مع انحراف، أو عدم اتساق في اتجاه المادة، أو ضغط/تموضع إعداد غير متسق.
عندما تكون كل الحواف الخارجة طويلة أو قصيرة بشكل ثابت بنفس المقدار (غالبًا 0.5–2 مم)، ابدأ بالرجوع إلى مرجع مقياس الخلفية. مقياس الخلفية هو معيار طولك: إذا لم تكن الأصابع في المكان الذي يعتقد التحكم أنها فيه — أو إذا لم يكن الجزء مثبتًا فعليًا عليها — فسوف تكرر نفس الخطأ بدقة في كل انحناء.
الأسباب الأكثر شيوعًا:
اختبار سريع: قم بقياس طول الحافة في كلا طرفي الجزء. إذا كان كلا الطرفين منحرفين بنفس المقدار، فإن مرجع مقياس الخلفية هو السبب المحتمل — وليس التاج، ولا عمق الكباس.
إجراء تصحيحي دائم: أنشئ روتينًا ثابتًا لمرجع مقياس الخلفية. صفّر المقياس باستخدام معيار معروف (فاصل أرضي أو قضيب مُتحقق منه)، ثم قم بثلاث تغذيات خردة بدون انحناء — فقط ضع الجزء على الأصابع وحدد مكانه. إذا تكررت العلامات، فإن “نقطة التوقف” لديك حقيقية. إذا لم تتكرر، صحح تآكل الأصابع أو محاذاتها أو حالتها. يمكن أن يستغرق تعديل إصبع متآكل إلى المواصفات أقل من دقيقة — ويمكن أن يوفر دفعة كاملة من أن تصبح خردة.
إذا تغير زاوية الانحناء من الأطراف إلى الوسط، فأنت تتعامل مع انحناء مكبس الفرامل. تحت الحمل، ينحني الكباس والسرير. على الأسرة الطويلة والقدرة العالية (على سبيل المثال، ثني فولاذ بسمك 1/4 بوصة عبر 10–12 قدم)، يمكن أن يكون الانحناء كافيًا لتغيير زاوية الانحناء بمقدار 2–3° من الطرف إلى الوسط. قد يبتسم الجزء (أشد في الوسط) أو يعبس (أكثر انفتاحًا في الوسط)، حسب الإعداد وأي تعويض مستخدم.
التشخيص الرئيسي: قم بقياس الزاوية في ثلاث نقاط — اليسار، الوسط، اليمين — على نفس الانحناء. إذا اختلف الوسط بينما يظل طول الحافة صحيحًا، فإن مرجع مقياس الخلفية لديك جيد؛ الآلة تنحني بشكل غير متساوٍ عبر الطول.
سبب المفاجأة: حتى عند القدرة “المتوسطة”، يميل عزم الانحناء إلى بلوغ ذروته في منتصف المسافة. في المكابح القديمة — خاصة تلك التي لا تحتوي على تزامن قوي للكبس — غالبًا ما يتزايد الانحناء بسرعة أكبر، لذلك ترى الورش غالبًا اختلاف زاوية أسوأ بكثير على الآلات القديمة مقارنة بالأنظمة الجديدة المتزامنة.
كيفية إصلاح ذلك:
اختبار بسيط في الورشة: ضع مسطرة مستقيمة على الحافة المشكلة وضع علامات على نقاط التلامس بالطباشير. إذا كان الفارق في الفجوة يزيد عن حوالي 0.5 مم على طول قطعة طويلة، فإن الانحناء كبير بما يكفي لتعديل التتويج/الحشوات قبل البدء في ضبط العمق.
إذا كانت القطعة صحيحة وهي ما زالت تحت الحمل لكنها تنفتح بعد تحريرها، فهذا هو الارتداد المرن. في الثني الهوائي، عادةً يجب أن تثني أكثر—غالبًا إلى حوالي 92° للوصول إلى 90°—لأن الاستعادة المرنة تبدأ بمجرد إزالة الضغط. الارتداد المرن يعتمد بشكل أساسي على مقاومة الخضوع والسماكة: الفولاذ المعتدل قد يرتد 1–2°، الفولاذ المقاوم للصدأ عادةً 3–5°، وبعض أنواع الألمنيوم قد تكون أكثر حساسية.
أسرع افتراض خاطئ يجب التخلص منه: اعتقاد أن الزاوية المبرمجة تساوي الزاوية النهائية. وحدة التحكم تتحكم في موضع الكباس (عمق Y)، وليس في الشكل النهائي. لوحتان بنفس السماكة قد ترتدان بشكل مختلف إذا اختلفت مقاومة الخضوع لديهما (اختلاف المعالجة الحرارية، مصدر المصنع، أو الدفعة).
كيفية ضبطها دون تخمين: قم بثني قطعة خردة، قس بعد 10 ثوانٍ (الارتداد المرن يستقر بسرعة، لكن ليس دائمًا فورًا)، ثم عدّل عمق Y بخطوات صغيرة حتى تتكرر الزاوية النهائية. جداول الثني نقطة انطلاق جيدة، لكنها قد تكون خاطئة بنسبة 10–15% على الفولاذ المدرفل على البارد أو المواد عالية القوة—القياسات الفعلية هي الأفضل.
شكل “الصحيح”: ثني مضبوط زائد—زاوية حادة قليلًا أثناء التثبيت—ثم ارتخاء ثابت إلى الزاوية المستهدفة بعد التحرير، قطعة بعد قطعة.
ورقتان مقطوعتان بنفس المادة والسماكة قد تنثنيا بشكل مختلف بسبب اتجاه الحبوب—اتجاه الدرفلة في المصنع. الدرفلة تمدد البنية المجهرية، لذا تستجيب الورقة بشكل مختلف حسب ما إذا كنت تثني موازيًا أو عموديًا على ذلك الاتجاه. ستلاحظ ذلك في الارتداد المرن، نصف القطر الداخلي، وقابلية التشقق.
النمط المعتاد: عندما يكون اتجاه الحبوب موازيًا لخط الثني، غالبًا يزداد الارتداد المرن ويشعر الثني بأنه “أكثر صلابة”، فتفتح الزاوية أكثر مما هو متوقع. عند الثني عبر الحبوب (الحبوب عمودية على خط الثني)، قد تحصل على أنصاف أقطار أصغر—وعلى بعض السبائك، خطر أكبر للتشقق السطحي إذا كان نصف القطر حادًا جدًا.
لماذا يسبب انجراف زاوية “غامض”: اختلاف الاتجاه داخل الدفعة—خصوصًا عندما تكون الأجزاء مقطوعة من اتجاهات مختلفة للورقة—يمكن أن ينتج فرقًا بمقدار 2–3° حتى مع إعداد مضبوط. بعض الورش قامت بإتلاف كامل الإنتاج لأن نصف القطع كانت مدورة 90° أثناء القطع، مما أدى إلى ارتداد مرن ثابت لكن مختلف.
حل على مستوى الإنتاج: ضع علامة على اتجاه الدرفلة على الصفائح الواردة (العديد من المطاحن تقوم بذلك؛ إذا لم يكن كذلك، أضف “LD” للدلالة على الاتجاه الطولي باستخدام علامة)، ثم تحكم في الاتجاه أثناء القطع والتشكيل. عندما تكون التسامحات ضيقة، فإن الاتساق يتفوق على محاولة البحث عن “أفضل” اتجاه.
تقنية واحدة لتجربتها (تشخيص مدته 5 دقائق): خريطة الانحناء 3×3
قم بقطع ثلاث شرائط خردة من نفس الصفيحة، جميعها بنفس العرض. قم بثني كل شريط مرة واحدة، ثم قس الزاوية عند اليسار/الوسط/اليمين على كل شريط (إجمالي تسع قراءات). سجل طول الحافة مرة واحدة لكل شريط.
تسع قياسات يمكن أن تخبرك بما لن يخبرك به تعديل واحد أبدًا: ما إذا كانت الآلة أو المرجع أو المادة أو الفيزياء البسيطة هي السبب.
معظم عيوب الانحناء ليست “مشكلات مادة غامضة”—إنها بصمات متكررة لأول متغير خارج عن المكان. أسرع طريق لعملية مستقرة هو إجراء تغيير واحد منخفض المخاطر وتشخيصي: إما أن يصلح المشكلة، أو يؤكد السبب بحيث يكون التعديل التالي مباشرًا. العيوب الثلاثة أدناه تشكل نسبة كبيرة من خردة مكبس الانحناء لأنها تغري المشغلين بمطاردة الزاوية عبر العمق بدلاً من تصحيح نصف القطر أو الانحراف أو ظروف تلامس السطح.
التشققات التي تبدأ على الجانب الخارجي لخط الانحناء (جانب الشد) عادة ما تكون مشكلة نصف قطر—وليست مشكلة “صفيحة سيئة”. السبب الأكثر شيوعًا هو فرض نصف قطر داخلي صغير جدًا باستخدام فتحة V ضيقة جدًا، أو بالضغط/التشكيل عندما لا يمكن للمادة (أو المعالجة) تحمل الإجهاد.
الألومنيوم 6061 هو الفخ الكلاسيكي: بمجرد أن تتجاوز السماكة حوالي 1/8 بوصة، يمكن أن يتشقق بسهولة إذا حاولت “جعله حادًا”. خطوة أولى موثوقة هي التحول إلى الانحناء الهوائي باستخدام فتحة V أكبر—عادة 8–10× سماكة المادة—بحيث يتشكل الانحناء بنصف قطر أكثر تسامحًا (غالبًا حوالي 1/16 بوصة كحد أدنى دون انقسام، حسب الأدوات). إذا كان الرسم يتطلب بالفعل نصف قطر داخلي ضيق، تعامل معه كخيار عملية (سبيكة/معالجة مختلفة، نصف قطر لكمة أكبر، أو خطوة تشكيل إضافية)، وليس شيئًا تحاول فرضه بتعديل العمق على الآلة.
الإصلاح الذي غالبًا ما يعمل أولاً: زيادة عمق الشوط بمقدار 0.5 مم، إعادة ضبط مقياس الرجوع، وتشغيل قطعة خردة عند حوالي 85% من الحمولة المحسوبة. هذا التغيير الصغير في العمق غالبًا ما ينقلك من الانحناء الجزئي إلى الانحناء الهوائي المستقر، مما يقلل الإجهاد الأقصى في الألياف الخارجية. كما أنه يظهر ما إذا كان التشقق ناتجًا عن حساسية المادة (لا يزال يتشقق عند الحمولة المخفضة) أو ناتجًا عن الإعداد.
تعويض الارتداد هو الشيء الثاني الكبير الذي يغفل عنه الناس. إذا كنت تستهدف زاوية 90°، غالبًا ستحتاج إلى التشكيل حتى حوالي 88° (انحناء زائد بحوالي درجتين) في الفولاذ الطري حتى تصل إلى الزاوية المطلوبة بعد الارتداد المرن — أرقام تتوافق مع علم المعادن الأساسي الذي يتم تغطيته في التدريب المهني أو بأسلوب NIMS. عندما يحاول المشغلون “مطاردة” الزاوية النهائية عن طريق الضغط أعمق باستخدام فتحة V ضيقة، يمكنهم إنشاء شقوق لا تظهر على الفور؛ الشقوق الدقيقة يمكن أن تتفتح بعد أن يبرد الجزء أو بعد فترة، خاصة في بعض درجات الفولاذ المقاوم للصدأ حيث يتركز الإجهاد المتبقي عند خط الانحناء. اختبار بسيط من دورتين على قطعة خردة — انحناء، فحص، انتظار لفترة قصيرة، ثم فحص مرة أخرى — يلتقط هذا قبل أن يتحول إلى مفاجأة في الإنتاج.
عندما ينحني جزء طويل مثل الموزة، فإن الماكينة تخبرك أن قوة الانحناء لم يتم توزيعها بالتساوي على الطول. بمجرد تجاوز حوالي 48″، يصبح انحراف الكباس والسرير عوامل رئيسية؛ تحت الأحمال العالية (على سبيل المثال، حوالي 50 طن إجمالي)، من الشائع رؤية انحراف بمقدار 0.010–0.020″ إذا لم يتم تفعيل أو معايرة التاج بشكل صحيح. النتيجة هي زوايا انحناء مختلفة من الوسط إلى الأطراف — والجزء “يبلغ” عن هذا الاختلاف على شكل انحناء.
تشخيص سريع يتجاوز متغيرات المادة هو تشغيل جاف باستخدام قضيب طويل مستقيم أو قطعة اختبار عند حمولة شبه معدومة. إذا ارتفعت الأطراف بالنسبة للوسط بأكثر من حوالي 1/16″، فأنت تتعامل مع مشكلة محاذاة/انحراف — وليس مع صفيحة غير متسقة. من هناك، الحل 90% هو التاج: تفعيل التاج التلقائي أو ضبط التاج الهيدروليكي/الميكانيكي لإضافة بضعة آلاف في الوسط (مثل +0.005″) بحيث تتطابق زاوية الانحناء من الطرف إلى الطرف.
ليس كل جزء على شكل موزة مشكلة تاج. تآكل مقياس الرجوع أو اختلاف ارتفاع الأصابع يمكن أن يجعل الأطراف تلامس أولاً بحوالي 0.015″، مما يؤدي فعليًا إلى التواء الإعداد إلى نتيجة منحنية. تسوية أصابع مقياس الرجوع باستخدام مقياس فيلر — أو برمجة توقف مائل بسيط (انحراف تدريجي بمقدار 0.010″) — يمكن أن يلغي “انحناءات غامضة” تبدو كأنها انحراف لكنها في الواقع مرجعية غير متسقة.
واقع أرض المصنع الذي يهم: الكثير من الانحناءات “المتسببة من المشغل” تعود في الواقع إلى انجراف محور Y عبر دورات متكررة. إعادة ضبط محور Y-صفر باستخدام مؤشر قياس على جدول زمني (على سبيل المثال، كل 50 قطعة أثناء التشغيل الطويل) هي طريقة بدائية لكنها فعالة عندما لا تحتوي الماكينة على تعويض مغلق الحلقة أكثر دقة.
علامات القالب الثقيلة هي مشكلة تلامس سطح، وليست مشكلة زاوية. الفولاذ المقاوم للصدأ المصقول 304 يمكن أن يتعرض لخدوش بعمق حوالي 0.003–0.005 بوصة عند التشغيل بكامل حمولة المخطط باستخدام أدوات V القياسية. الجناة المعتادون هم ضغط الانحناء الكامل/السك coin أو فتحة القالب الضيقة جدًا، التي تركز ضغط التلامس في خط ضيق.
حلّان في الخط الأمامي يحلان معظم الحالات. أولاً، تقليل الضغط: في الانحناءات الهوائية يمكنك غالبًا التشغيل عند حوالي 70% من حمولة المخطط وما زلت تحقق الزاوية عن طريق التعويض بالانحناء الزائد. هذا التبادل — قوة أقل، وتصحيح ارتداد أكثر تعمدًا — غالبًا ما يلغي “ظل V” الذي يمكن رؤيته من الطرف الآخر للمصنع. ثانيًا، إضافة حاجز تضحية: فيلم بولي إيثيلين (PE) بسماكة 0.004 بوصة في قالب V يمكن أن يوفر تشطيب شبه خالٍ من العلامات على الأجزاء التجميلية.
للفيلم فيزياء خاصة به. يضيف حوالي 0.002 بوصة من التداخل، لذا قد تحتاج إلى زيادة عمق الكباس بحوالي 0.001 بوصة لتجنب الانحناء الناقص. تعامل مع تآكل الفيلم مثل أي مستهلكات: في العمل عالي الحجم، استبداله بعد بضع مئات من الأشواط (حوالي 500 كقاعدة عملية تعتمد على السجل) يساعد على منع عودة العلامات “العشوائية” في منتصف التشغيل.
تقنية لتجربتها: توقف عن التعامل مع مخططات الحمولة كإذن لاستخدام القوة القصوى. الكثير من المقالات توحي بـ “احسب الحمولة، ثم طبقها.” بالنسبة للأجزاء التجميلية أو العمل المعرض للتشقق، قلب العادة: ابدأ بأدنى حمولة تمنحك انحناء هوائي مستقر (غالبًا 60–85% من المخطط)، ثم أضف التاج/تعويض الزاوية. إذا تحسن العيب على الفور، فقد أكدت وضع فشل ناتج عن الضغط — دون تغيير الأدوات أو المادة — وحافظت على خيار ضبط الزاوية بالانحناء الزائد المتحكم فيه بدلاً من عمق القوة المفرطة.
معظم نصائح الإيقاف تتلخص في “إيقاف الطاقة، تنظيف المكان.” الخطر الحقيقي هو الطاقة المخزنة: الضغط الهيدروليكي، وزن الكباس، الشحنة الكهربائية المتبقية، أو حتى قالب نصف مثبت. مكبس الانحناء الذي يبدو “متوقفًا” يمكن أن يتحرك بقوة كافية لسحق الأصابع أو إتلاف الأدوات. الإيقاف ليس فقط عن السلامة — بل يمنع أيضًا تلف الأختام، ويقلل وقت الإعداد الصباحي، ويحمي المحاذاة بحيث يحصل الفريق التالي على انحناءات متسقة بدلاً من جلسة استكشاف الأخطاء.
ترك مكبس الانحناء الهيدروليكي طوال الليل مع الكباس تحت الحمل يبقي ضغطًا مستمرًا على الأختام والصمامات. هذا الإجهاد المستمر يسرع من تآكل الأختام، مما يزيد احتمالية التسربات — أو الفشل الصعب — عند بدء التشغيل مرة أخرى. الجزء غير البديهي هو أن مستشعرات الحمل الزائد وصمامات التنفيس لا تجعل هذا “آمنًا.” يمكنها أن تنزف ببطء بينما الماكينة متوقفة، ثم تسمح للقوة المتبقية بالارتفاع عند بدء التشغيل — وهو بالضبط نوع الصدمة التي تكسر المكونات أسرع من خطأ المشغل المباشر.
الإيقاف يعني إزالة الحمل، وليس مجرد إيقاف الحركة. ضع المكبس في وضع ثابت ومدعوم كما يحدد المصنع، ثم قم بعزل مصدر الطاقة بالكامل. في الآلات الهيدروليكية، تعامل مع أي فترة خمول أو تغيير أداة كحالة إيقاف/توسيم (LOTO): اعزل وأغلق الطاقة حتى لا يتمكن الجهاز من العمل أو السقوط بشكل غير متوقع. هذا مهم لأن المكابس الهيدروليكية يمكن أن تنجرف بسبب تسرب الصمام أو الجاذبية؛ عبارة “إنه لا يتحرك” هي الطريقة التي تنتهي بها الأيدي في نقاط الانحشار. معيار ANSI B11.3 ينص على توفير حماية فعالة والتحكم في الطاقة؛ إيقاف دورة في منتصفها ليس حالة آمنة.
مكابس الثني الميكانيكية تجلب مخاطر مختلفة: الطاقة الميكانيكية المخزنة وسلوك الفرامل/القابض. ممارسة شائعة هي إيقاف المكبس في أسفل الشوط قبل الإغلاق، ثم إيقاف تشغيل التحكم ومنع التشغيل غير المقصود—استخدم دبوس القفل حيثما ينطبق، أو أزل دواسة القدم وقم بتأمينها. وضع المكبس في أسفل الشوط يساعد على تقليل احتمال النزول غير المتوقع، لكنه لا يغني عن العزل الصحيح للطاقة.
لعمليات الإغلاق الممتدة (أكثر من شهرين)، لا تدع النظام الهيدروليكي يبقى راكدًا. شغّل المضخة بدون حمل لمدة 20–30 دقيقة تقريبًا كل أسبوع لتدوير الزيت والحفاظ على تزييت الأختام. هذه العادة البسيطة تساعد على منع أضرار التشغيل الجاف وتطور التسربات بينما لا تزال طفيفة.
إزالة الأدوات هي المكان الذي تتحول فيه “اختصارات نهاية الوردية” إلى تأخيرات أو إصابات في الوردية التالية. التسلسل الأكثر أمانًا يبقي الأيدي خارج مساحة القالب ويمنع دورة غير متوقعة. استخدم أزرار الكف لإنزال المكبس بالقرب من القالب السفلي دون الوصول إلى القاع الصلب، ثم أوقف تشغيل مفتاح المشغل قبل فك المشابك وسحب الأدوات للخارج. خطوة إيقاف المفتاح هذه مهمة: الطاقة المتبقية ومنطق التحكم يمكن أن تؤدي إلى “دورات شبحية” عند إعادة التشغيل إذا قام أحدهم بضغط دواسة أو ترك حالة التحكم مسلحة. الورش التي توحد إجراء “المكبس لأسفل + المفتاح خارج” تقلل بشكل كبير من هذه المفاجآت عند إعادة التشغيل، وملصق بسيط عند محطة التحكم يدرب المشغلين الجدد أسرع من أي محاضرة.
افحص بينما لا يزال الأمر طازجًا. اللكمات والقوالب المتشققة أو المتكسرة أو المنتفخة هي سبب شائع لتوقفات الوردية التالية لأنها يمكن أن تتحرك تحت الحمل، وتسبب انحرافًا في المحاذاة، وتجعل الصفائح تتصرف بشكل غير متوقع. فحص بصري سريع الآن أكثر قيمة بكثير من اكتشاف الضرر أثناء التشغيل، عندما يكون ضغط المواد والجدول الزمني في ذروته.
التنظيم هو الفرق بين إعداد يستغرق خمس دقائق وبحث يستغرق عشرين دقيقة. خزّن القوالب في رفوف مُعلمة حسب حجم فتحة V ونصف قطر اللكمة. كقاعدة عامة، العديد من الانحناءات تعمل جيدًا مع فتحة V حوالي 8× سمك المادة—لكن يجب أن تعكس ملصقات رفك معايير ورشتك الفعلية حتى لا يقوم المشغل التالي بـ“جعلها تعمل” باستخدام فتحة V خاطئة ويُدخل تباينًا في الزاوية. لفترات الخمول التي تزيد عن شهرين، لف الأدوات بورق VCI (مثبط التآكل بالبخار) أو ما يعادله واحمِ الحواف؛ التآكل على الأسطح العاملة يغير اتساق الانحناء ويسرع التآكل.
نادراً ما يتعطل مكبس الثني بدون تحذير—إنه يتعطل بعد أن تمر التحذيرات دون تسجيل. سجل المشغل هو الجسر بين “شيء ما بدا غير طبيعي” وبين إصلاح الصيانة، قبل أن تصبح فترة التوقف مكلفة. سجّل الشذوذ فورًا وبعبارات دقيقة: “صفير عالي النبرة أثناء النزول عند ~80% طن”، “المكبس يستمر حوالي ثانيتين بعد التحرير”، أو “صوت طقطقة في الأسفل بالقرب من الجانب الأيسر”. التفاصيل المحددة تسمح للفني بإعادة إنتاج الحالة بدلاً من التخمين.
إذا لم يتوقف المكبس فورًا عند تحرير عناصر التحكم، اعتبر الأمر عاجلًا. الاستمرار بعد التحرير يشير إلى تآكل الفرامل أو مشكلة في التحكم ويجب الإبلاغ عنها وتصحيحها قبل التشغيل التالي. يجب أن تتأكد فحوصات نهاية الوردية أيضًا من استجابة السلامة: حجب مستشعر الستارة الضوئية (يجب أن يتوقف المكبس فورًا) واختبار أزرار التوقف الطارئ من كل موقع تشغيل. أي استجابة بطيئة يمكن أن تشير إلى تآكل أختام هيدروليكية أو تدهور نظام التحكم—بالضبط النوع من المشاكل التي يحول “الأصوات الغريبة” إلى إعادة بناء كبيرة للمكبس.
جدول بسيط يجعل السجل عمليًا وقابلًا للتنفيذ:
| نوع الصوت | السبب المحتمل | التسجيل + الإصلاح |
|---|---|---|
| صفير أثناء النزول | تجويف هيدروليكي | تحقق من مستوى الزيت؛ شغّل دورة بدون حمل |
| الاستمرار بعد التحرير | تآكل الفرامل | اطلب من المشرف ضبط الفرامل قبل التشغيل التالي |
| صوت طقطقة في الأسفل | عدم محاذاة القالب | إعادة تثبيت تحت ضغط خفيف؛ إعادة فحص المشابك |
لإيقاف التشغيل الموسمي، قم بتوثيق مستوى الزيت الأساسي وحالة فتحة التهوية (الجفاف/التلوث). إلى جانب دوران بدون حمل أسبوعيًا، تكشف هذه الملاحظات معظم مشاكل الأختام والتجويف مبكرًا. في أوضاع التشغيل المزدوج، قم أيضًا بتسجيل مشاكل توقيت التحكم: إذا تأخر أحد الدواسات أو أزرار الكف، فقد يخفي ذلك مشكلة فرامل تتطور — حتى يكشفها وردية فردية بالطريقة الصعبة.


















